
フィルム状触媒構造体の製造方法
【課題】 製造が容易なフィルム状触媒構造体の製造方法の提供。
【解決手段】 シート状のフィルム状触媒と波形状のフィルム状触媒が交互に所望数積層されるように、巻取り装置の巻取り軸に巻き付け、円柱状の一次中間体を得る工程、前工程で得られた一次中間体を前記巻取り軸で支持した状態にて、中心部に貫通孔を有する通液性のホルダーを一次中間体に取付け、円柱状の一次中間体の一端面全体がホルダーで支持され、芯材とホルダーとを固定した二次中間体を得る工程、前工程で得られた二次中間体を中心部に差し込み孔を有する台座に固定する工程であり、二次中間体のホルダー側から突き出た巻取り軸を差し込み孔に差し込んで台座に固定する工程、台座とは反対側から二次中間体の外側に筒状ケースを嵌め込む工程、台座と巻取り軸を取り除く工程、を有している。
【解決手段】 シート状のフィルム状触媒と波形状のフィルム状触媒が交互に所望数積層されるように、巻取り装置の巻取り軸に巻き付け、円柱状の一次中間体を得る工程、前工程で得られた一次中間体を前記巻取り軸で支持した状態にて、中心部に貫通孔を有する通液性のホルダーを一次中間体に取付け、円柱状の一次中間体の一端面全体がホルダーで支持され、芯材とホルダーとを固定した二次中間体を得る工程、前工程で得られた二次中間体を中心部に差し込み孔を有する台座に固定する工程であり、二次中間体のホルダー側から突き出た巻取り軸を差し込み孔に差し込んで台座に固定する工程、台座とは反対側から二次中間体の外側に筒状ケースを嵌め込む工程、台座と巻取り軸を取り除く工程、を有している。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、気液反応用等の触媒として適しているフィルム状触媒構造体の製造方法に関する。
【背景技術】
【0002】
フィルム状基材に触媒を担持させたフィルム状触媒が知られており(特許文献1〜3)、これらのフィルム状触媒は、表面積を増加させる目的や原料の流路を形成する目的、で波形やハニカム状に加工成形して使用されることがある。
【0003】
特許文献4には、平板状帯材と波板状帯材からなる巻回タイプのハニカム・ブロック体がメタルケーシング内に収容された、自動車の排ガス浄化用となるメタルハニカム体が記載されている。特許文献5には、平板素材と波板素材に所定の張力を掛けながら芯材に巻き付けて大口径金属触媒担体を製造する方法が記載されている。
【0004】
平板状帯材と波板状帯材を芯材に巻き付けたものは、自重により変形するために取り扱いが難しく、いずれも薄いものであるため、人為的又は機械的に直接外力を加えると変形や損傷をするおそれがある。特許文献6には、空圧式チャックや支持板等を用いて、作業者の手指が直接触れないようにするフィルムロールの支持方法が開示されている。
【特許文献1】WO2005/035122号
【特許文献2】特開8−141393号公報
【特許文献3】特開2000−189814号公報
【特許文献4】特開平6−205989号公報
【特許文献5】特開平8−80440号公報
【特許文献6】特開2005−212971号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
本発明は、製造時の作業性が良く、取り扱い性の良い製品を得ることができる、フィルム状触媒構造体の製造方法を提供することを課題とする。
【課題を解決するための手段】
【0006】
本発明は、課題を解決するための手段として、下記の各発明を提供する。
(1)シート状のフィルム状触媒と波形状のフィルム状触媒が交互に所望数積層されるように、巻取り装置の巻取り軸に装着された芯材に巻き付け、円柱状の一次中間体を得る工程、
前工程で得られた一次中間体を前記巻取り軸で支持した状態にて、中心部に貫通孔を有する通液性のホルダーを前記一次中間体に取付け、前記円柱状の一次中間体の一端面全体が前記ホルダーで支持され、芯材と前記ホルダーとを固定した二次中間体を得る工程、
前工程で得られた二次中間体を、差し込み孔を有する台座に固定する工程、
前記台座とは反対側から二次中間体の外側に筒状ケースを嵌め込む工程、
前記台座と前記巻取り軸を取り除く工程、
を有している、フィルム状触媒構造体の製造方法。
(2)前記ホルダーが円形であり、円形ホルダーの外径が前記円柱状の一次中間体の外径よりも大きく、前記ホルダーの外径と前記筒状ケースの外径が同等である、請求項1記載のフィルム状触媒構造体の製造方法。
(3)前記円形ホルダーが前記一次中間体の一端面を嵌め込んで固定できる凹部を有している、請求項2に記載のフィルム状触媒構造体の製造方法。
(4)前記ホルダーが円形であり、前記円形ホルダーの外径が前記円柱状の一次中間体の外径同等であり、前記円形ホルダーの外径と前記筒状ケースの内径が同等である、請求項1記載のフィルム状触媒構造体の製造方法。
(5)円周方向の拘束力により前記円柱状の一次中間体の外径が前記筒状ケースの内径よりも小さく形成され、前記一次中間体が、前記筒状ケースを嵌め込んだ状態では円周方向の拘束力が開放され、その外径が前記筒状ケースの内径と同等のものとなる、請求項1〜4のいずれか1項に記載のフィルム状触媒構造体の製造方法。
(6)前記円柱状の一次中間体を得る工程において、前記シート状のフィルム状触媒と前記波形状のフィルム状触媒の凸部との接触部の全部又は一部を仮止めしながら積層する、請求項1〜5のいずれか1項に記載のフィルム状触媒構造体の製造方法。
【発明の効果】
【0007】
本発明の製造方法によれば、作業性が良く、得られた製品に損傷が生じ難く、更に製品としての運搬時や取り付け時における取り扱い性の良いフィルム状触媒構造体を得ることができる。
【発明を実施するための最良の形態】
【0008】
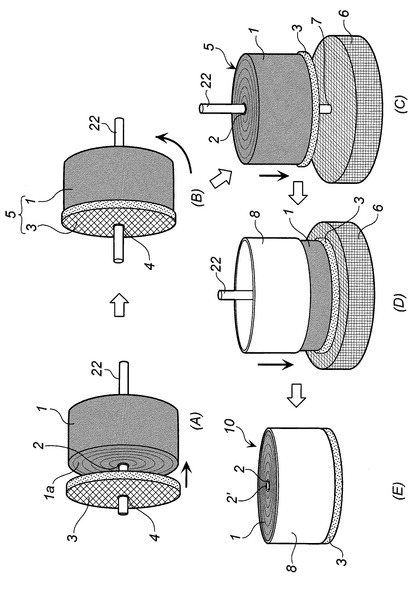
本発明のフィルム状触媒構造体の製造方法を図1(A)〜(E)により、説明する。図1(A)〜(E)は、製造手順を説明するためのフローを示した図である。以下においては、第1工程、第2工程等として説明するが、各工程は適宜2つ以上の工程を1つの工程にまとめたり、1つの工程を2以上の工程に分離したりすることができる。
【0009】
<図1(A)、図2、図3>
第1工程にて、シート状のフィルム状触媒と波形状のフィルム状触媒が交互に所望数積層されるように、巻取り装置の巻取り軸22に装着した筒状の芯材2に巻き付け、円柱状の一次中間体1を得る。ここで、巻取り軸22は片持ちでも両持ちでも構わない。
【0010】
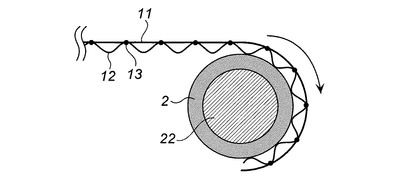
一次中間体1の製造方法は特に制限されず、例えば、図2に示すようにして製造することができる。
【0011】
図2で示す方法は、シート状のフィルム状触媒11と波形状のフィルム状触媒12が交互に所望数積層されるように芯材2に巻き付けるとき、それらの接触部13を接着剤で仮止めした状態で巻き付け、一次中間体1を得る方法である。ここで一次中間体1の製造時には、接着剤を使用しないで巻き付けることもできる。接着剤を使用した場合には最終的に接着剤の除去工程が必要となるが、接着剤を使用しない場合には前記除去工程が不要になる。
【0012】
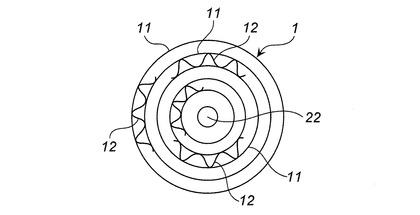
前記方法で得られた一次中間体1は、図3に示す平面図(波形状のフィルム状触媒12は一部のみを示している)のようなものが得られる。なお、一次中間体1は、巻き付けたものが解けないように、端部を接着剤等で仮止めしてもよいし、周囲をバンド等で締め付けて形状を維持してもよい。
【0013】
本発明で用いるフィルム状触媒は、特許文献1等に記載された公知のものを用いることができる。
【0014】
シート状のフィルム触媒は、支持体(例えば、銅箔、ステンレス箔、アルミニウム箔等からなる長尺状の支持体)上に触媒粉末を含む塗料組成物を塗布・製膜して触媒中間体を得た後、乾燥及び硬化させて得ることができる。塗料組成物は、触媒活物質(Ag,Au,Cu,Ni,Fe,Al等)を多孔性材料(活性炭、アルミナ、シリカ、ゼオライト、チタニア、シリカ−アルミナ、珪藻土等)に担持させた粉末状触媒、バインダー、溶媒のほか、必要に応じて分散助剤(界面活性剤、カップリング剤等)、滑剤(無機粒子、繊維状物質等)、多孔化助剤(高沸点溶剤)等をミル等で塗料化したものである。
【0015】
波形状のフィルム状触媒は、前記のシート状触媒を波形状に加工して得ることができる。波形状に加工する方法は特に制限されず、特許文献2、3に記載の方法のほか、図5に示された下記の方法にて加工することもできる。
【0016】
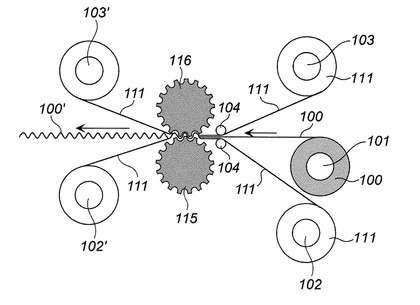
図5では、保護材111及びフィルム状触媒100がそれぞれ送り出しロール102、103及び101から送り出され、支えロール104で方向が変えられ、保護材とフィルム状触媒が重ねられた状態で、加工用歯車115及び116の間を通ることで、波形状に加工された長尺状のフィルム状触媒100’となる。波形状に加工された長尺状のフィルム状触媒100’は、2つの歯車115、116による押出作用で矢印方向に押し出されていき、2枚の保護材111は、それぞれ巻き取りロール102’、103’で巻き取られる。
【0017】
<図1(A)、(B)、図4>
第2工程にて、第1工程で得られた一次中間体1を第1工程の巻取り装置の巻取り軸22で支持した状態にて(即ち、一次中間体1に人為的及び/又は機械的な外力が加えられないように支持した状態にて)、中心部に貫通孔4を有する通液性のホルダー3を一次中間体に取付け、一次中間体1の一端面1a全体をホルダー3で支持する。ホルダー3は、芯材2にフィルム状触媒を巻き付ける工程で、あらかじめ巻取り軸22に装着されていても良い。一次中間体1は、薄いフィルム状触媒の組み合わせからなり、自重により偏心等の変形を起こすことがあるが、凹部を有しているホルダーを用いた場合には、ホルダー3で支持して形状を保持することができる。このとき、巻取り軸22は、一次中間体1とホルダー3の両方を貫通している。一次中間体1にホルダー3を取付けたものを二次中間体5とする。
【0018】
ホルダー3は通液性のものであればよく、金属製の網又は樹脂製の網からなるものや、金属、樹脂、セラミックス等からなる多孔性のものを用いることができる。
【0019】
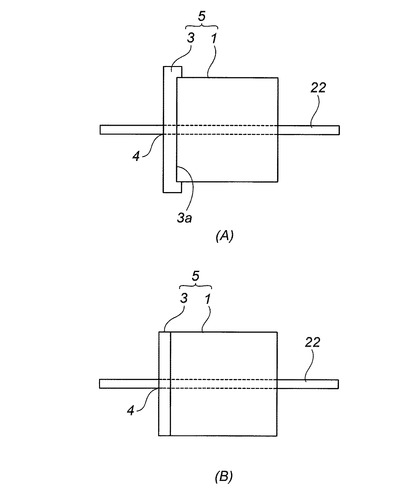
図4(A)では、ホルダー3の外径は円柱状の一次中間体1よりも大きくなるように設定されている。また、図4(A)に示すように、ホルダー3には、一次中間体1の一端面1aを嵌め込んで固定できる凹部3aを設けることもできる。このような凹部3aを設け、そこに一次中間体1の一端面1a側を嵌め込むことにより、一次中間体1の形状保持がより容易になる。
【0020】
図4(B)では、ホルダー3は円柱状一次中間体1と同等の外径を有している。この場合には、後述する筒状ケース8を嵌め込む工程では、筒状ケース8はホルダー3の外周と締結される。
【0021】
<図1(C)>
第3工程は、第2工程で得られた二次中間体5を台座6に固定する工程である。台座6は、中心部に巻取り軸22が差し込める大きさの差し込み孔7を有しており、差し込み孔7に二次中間体5のホルダー3側から突き出た巻取り軸22を差し込んで固定する。そして、そのまま二次中間体5をホルダー3が台座6に当たるまで押し下げる。
【0022】
<図1(D)>
第4工程は、台座6とは反対側から二次中間体5の外側に筒状ケース8を嵌め込む工程である。
【0023】
ホルダー3の外径は、筒状ケース8の外径と同等であるか、もしくは筒状ケース8の内径よりも小さいことが好ましい。ホルダー3の外径と筒状ケース8の外径が同等である場合には、筒状ケース8を嵌め込んだとき、筒状ケース8の周面とホルダー3の周面を面一にすることができる。筒状ケース8の内径の方が大きい場合には、ホルダー3の外周まで筒状ケース8を嵌め込むことにより、構造体の外周面は筒状ケース8のみで形成することができる。なお、ホルダーは、好ましくは円形ホルダーであるが、円形形状に限ること無く、略円形、多角形等を用いることができる。
【0024】
筒状ケース8を嵌め込む前には、周方向の拘束力により一次中間体1の外径が筒状ケース8の内径よりも小さくなるようにしておき、一次中間体1を中心方向に押し縮めた状態で筒状ケース8を嵌め込むことができる。このようにすると、筒状ケース8を嵌め込んだ状態で周方向の拘束力が解放されると、一次中間体1が外側方向に押し広げられるように膨脹するため、筒状ケース8と一次中間体1が密着される(即ち、一次中間体1の外径が筒状ケース8の内径と同等のものとなる)。このような作用は、一次中間体1がシート状のフィルム状触媒11と波形状のフィルム状触媒12が交互に所望数積層された構造のものであるため、所定の張力で巻取った後、前記張力を解放した場合の形状回復性が良いためである。
【0025】
なお、一次中間体1を中心方向に押し縮めた状態で筒状ケース8を嵌め込むときには、一次中間体1の下部の周囲をバンド等の締め付け手段で締め付けておき、筒状ケース8を半分程度嵌め込んだ状態で前記バンドを取り去り、筒状ケース8を最後まで嵌め込む方法等を適用できる。
【0026】
<図1(E)>
第5工程にて、台座6と巻取り軸22を取り除き、フィルム状触媒構造体10を得る。このとき、芯材2はフィルム状触媒構造体10の中心部に残っている。
【0027】
このような製造工程を経てフィルム状触媒構造体10を得ることにより、一次中間体1を構成するフィルム状触媒11、12に対しては、人為的にも機械的にも全く外力が付加されないので、フィルム状触媒11、12自体が変形したり、損傷したりすることがない。
【0028】
また得られたフィルム状触媒構造体10は、筒状ケース8の内表面を一次中間体1の外周面が押圧した状態になっているため、保管や運搬時の取り扱い性が良く、作業性が向上される。
【実施例】
【0029】
フィルム触媒の製造例
(粉末状触媒の製造)
合成ゼオライトに担持させた銅・ニッケル・ルテニウム3元系の触媒活物質よりなる粉末状触媒を、以下のように調製した。
【0030】
容量1Lのフラスコに合成ゼオライト(平均粒径6μm)を仕込み、次いで硝酸銅、硝酸ニッケル及び塩化ルテニウムを、各金属原子のモル比でCu:Ni:Ru=4:1:0.01となるように水に溶かしたものを入れ、攪拌しながら昇温した。90℃で10質量%炭酸ナトリウム水溶液をpH9〜10にコントロールしながら徐々に滴下した。1時間の熟成後、沈殿物を濾過・水洗後80℃で10時間乾燥し、600℃で3時間焼成して、粉末状触媒を得た。得られた粉末状触媒における、金属酸化物の割合は50質量%、合成ゼオライトの割合は50質量%であった。
【0031】
(シート状のフィルム状触媒の製造)
溶媒としてMIBK、バインダーとしてフェノール樹脂(住友ベークライト製PR−9480)、製造例1で調製した粉末状触媒の順に、250mlの広口ポリエチレン製ビンに入れた。粉末状触媒80質量部(65g)に対し、フェノール樹脂の不揮発分が20質量部となる配合比率とし、MIBKの配合量は、配合物の固形分が60質量%となる量とした。さらに分散メディアとして、直径1mmのガラスビーズ(見かけ容積65ml)を広口ポリエチレン製ビンに入れた。
【0032】
広口ポリエチレン製ビンをペイントシェーカーにセットし、30分間混合分散処理を行い、塗料組成物を得た。
【0033】
長尺状の銅箔(厚さ40μm、秤量310g/m2)を支持体とし、前記塗料組成物を銅箔の両面にコンマコーターにより塗布した。塗工機付帯の乾燥炉では100℃で120秒間処理を行い、シート状のフィルム状触媒を得た。
【0034】
(波形状のフィルム状触媒の製造)
上記の製造方法で得られたシート状のフィルム状触媒を用い、図5に示す装置を用い、波板状のフィルム状触媒を製造した。送り速度は2m/minとした。
【0035】
一次中間体1は、シート状のフィルム状触媒11と波形状のフィルム状触媒12が交互に所望数積層されている。積層数は、目的とする中間体に応じて適宜調整する。フィルム状触媒の構成としては、例えば厚み40μmの銅箔の両面にそれぞれ厚み5〜100μmの触媒層塗膜を塗工したものを用いることができる。波形状フィルム状触媒の波形状としては、例えばピッチ1〜30mm、山高さ0.2〜30mm、山部頂点には半径0.3mm以上の丸みを有したものを用いることができる。
【0036】
実施例1
(第1工程)
上記の製造例で得たシート状のフィルム状触媒(幅300mm)と波形状のフィルム状触媒(幅300mm)を用い、図2に示す製造方法にて、直径約300mm、高さ300mmの円柱状の一次中間体1を得た。この際、巻取り軸22にホルダー3を装着させた状態でフィルム状触媒を巻き付けた。ホルダー3は、巻取り軸上の芯材2から50mm程度離れた位置に配置した。巻き付け完了後、得られた中間体1の周囲をバンドで締め付け固定した。
【0037】
(第2工程)
図1(A)、(B)のようにして、一次中間体1の一端面1a側に金網製のホルダー3(直径310mm)を当接させて二次中間体5を得た。
【0038】
(第3工程)
図1(C)のようにして、台座6の差し込み孔7に巻取り軸22を差し込み、二次中間体5のホルダー3が台座6に当接されるまで押し込んだ。
【0039】
(第4工程)
図1(D)のようにして、筒状ケース8(内径300mm、外径310mm、高さ350mm)を嵌め込んだ。このとき、筒状ケース8を半分程度嵌め込んだ時点で一次中間体1を締め付けているバンドを外し、その後、最後まで筒状ケース8を押し込んだ。
【0040】
(第5工程)
巻取り軸22と台座6を取り去り、図1(E)に示すフィルム状触媒構造体10を得た。一次中間体1の外周面は筒状ケース8の内周面に密着していた。
【図面の簡単な説明】
【0041】
【図1】(A)〜(E)は、フィルム状触媒構造体の製造方法を説明するためのフロー図。
【図2】フィルム状触媒構造体の製造方法を説明するための一工程図。
【図3】図2で示す工程後の一次中間体の部分平面図。
【図4】図1(B)で示す工程の別実施形態の説明図。
【図5】波形状のフィルム状触媒の製造方法を説明するための概念図。
【符号の説明】
【0042】
1 一次中間体
2 芯材
3 ホルダー
4 貫通孔
5 二次中間体
6 台座
7 差し込み孔
8 筒状ケース
10 フィルム状触媒構造体
11 シート状のフィルム状触媒
12 波形状のフィルム状触媒
22 巻取り軸
【技術分野】
【0001】
本発明は、気液反応用等の触媒として適しているフィルム状触媒構造体の製造方法に関する。
【背景技術】
【0002】
フィルム状基材に触媒を担持させたフィルム状触媒が知られており(特許文献1〜3)、これらのフィルム状触媒は、表面積を増加させる目的や原料の流路を形成する目的、で波形やハニカム状に加工成形して使用されることがある。
【0003】
特許文献4には、平板状帯材と波板状帯材からなる巻回タイプのハニカム・ブロック体がメタルケーシング内に収容された、自動車の排ガス浄化用となるメタルハニカム体が記載されている。特許文献5には、平板素材と波板素材に所定の張力を掛けながら芯材に巻き付けて大口径金属触媒担体を製造する方法が記載されている。
【0004】
平板状帯材と波板状帯材を芯材に巻き付けたものは、自重により変形するために取り扱いが難しく、いずれも薄いものであるため、人為的又は機械的に直接外力を加えると変形や損傷をするおそれがある。特許文献6には、空圧式チャックや支持板等を用いて、作業者の手指が直接触れないようにするフィルムロールの支持方法が開示されている。
【特許文献1】WO2005/035122号
【特許文献2】特開8−141393号公報
【特許文献3】特開2000−189814号公報
【特許文献4】特開平6−205989号公報
【特許文献5】特開平8−80440号公報
【特許文献6】特開2005−212971号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
本発明は、製造時の作業性が良く、取り扱い性の良い製品を得ることができる、フィルム状触媒構造体の製造方法を提供することを課題とする。
【課題を解決するための手段】
【0006】
本発明は、課題を解決するための手段として、下記の各発明を提供する。
(1)シート状のフィルム状触媒と波形状のフィルム状触媒が交互に所望数積層されるように、巻取り装置の巻取り軸に装着された芯材に巻き付け、円柱状の一次中間体を得る工程、
前工程で得られた一次中間体を前記巻取り軸で支持した状態にて、中心部に貫通孔を有する通液性のホルダーを前記一次中間体に取付け、前記円柱状の一次中間体の一端面全体が前記ホルダーで支持され、芯材と前記ホルダーとを固定した二次中間体を得る工程、
前工程で得られた二次中間体を、差し込み孔を有する台座に固定する工程、
前記台座とは反対側から二次中間体の外側に筒状ケースを嵌め込む工程、
前記台座と前記巻取り軸を取り除く工程、
を有している、フィルム状触媒構造体の製造方法。
(2)前記ホルダーが円形であり、円形ホルダーの外径が前記円柱状の一次中間体の外径よりも大きく、前記ホルダーの外径と前記筒状ケースの外径が同等である、請求項1記載のフィルム状触媒構造体の製造方法。
(3)前記円形ホルダーが前記一次中間体の一端面を嵌め込んで固定できる凹部を有している、請求項2に記載のフィルム状触媒構造体の製造方法。
(4)前記ホルダーが円形であり、前記円形ホルダーの外径が前記円柱状の一次中間体の外径同等であり、前記円形ホルダーの外径と前記筒状ケースの内径が同等である、請求項1記載のフィルム状触媒構造体の製造方法。
(5)円周方向の拘束力により前記円柱状の一次中間体の外径が前記筒状ケースの内径よりも小さく形成され、前記一次中間体が、前記筒状ケースを嵌め込んだ状態では円周方向の拘束力が開放され、その外径が前記筒状ケースの内径と同等のものとなる、請求項1〜4のいずれか1項に記載のフィルム状触媒構造体の製造方法。
(6)前記円柱状の一次中間体を得る工程において、前記シート状のフィルム状触媒と前記波形状のフィルム状触媒の凸部との接触部の全部又は一部を仮止めしながら積層する、請求項1〜5のいずれか1項に記載のフィルム状触媒構造体の製造方法。
【発明の効果】
【0007】
本発明の製造方法によれば、作業性が良く、得られた製品に損傷が生じ難く、更に製品としての運搬時や取り付け時における取り扱い性の良いフィルム状触媒構造体を得ることができる。
【発明を実施するための最良の形態】
【0008】
本発明のフィルム状触媒構造体の製造方法を図1(A)〜(E)により、説明する。図1(A)〜(E)は、製造手順を説明するためのフローを示した図である。以下においては、第1工程、第2工程等として説明するが、各工程は適宜2つ以上の工程を1つの工程にまとめたり、1つの工程を2以上の工程に分離したりすることができる。
【0009】
<図1(A)、図2、図3>
第1工程にて、シート状のフィルム状触媒と波形状のフィルム状触媒が交互に所望数積層されるように、巻取り装置の巻取り軸22に装着した筒状の芯材2に巻き付け、円柱状の一次中間体1を得る。ここで、巻取り軸22は片持ちでも両持ちでも構わない。
【0010】
一次中間体1の製造方法は特に制限されず、例えば、図2に示すようにして製造することができる。
【0011】
図2で示す方法は、シート状のフィルム状触媒11と波形状のフィルム状触媒12が交互に所望数積層されるように芯材2に巻き付けるとき、それらの接触部13を接着剤で仮止めした状態で巻き付け、一次中間体1を得る方法である。ここで一次中間体1の製造時には、接着剤を使用しないで巻き付けることもできる。接着剤を使用した場合には最終的に接着剤の除去工程が必要となるが、接着剤を使用しない場合には前記除去工程が不要になる。
【0012】
前記方法で得られた一次中間体1は、図3に示す平面図(波形状のフィルム状触媒12は一部のみを示している)のようなものが得られる。なお、一次中間体1は、巻き付けたものが解けないように、端部を接着剤等で仮止めしてもよいし、周囲をバンド等で締め付けて形状を維持してもよい。
【0013】
本発明で用いるフィルム状触媒は、特許文献1等に記載された公知のものを用いることができる。
【0014】
シート状のフィルム触媒は、支持体(例えば、銅箔、ステンレス箔、アルミニウム箔等からなる長尺状の支持体)上に触媒粉末を含む塗料組成物を塗布・製膜して触媒中間体を得た後、乾燥及び硬化させて得ることができる。塗料組成物は、触媒活物質(Ag,Au,Cu,Ni,Fe,Al等)を多孔性材料(活性炭、アルミナ、シリカ、ゼオライト、チタニア、シリカ−アルミナ、珪藻土等)に担持させた粉末状触媒、バインダー、溶媒のほか、必要に応じて分散助剤(界面活性剤、カップリング剤等)、滑剤(無機粒子、繊維状物質等)、多孔化助剤(高沸点溶剤)等をミル等で塗料化したものである。
【0015】
波形状のフィルム状触媒は、前記のシート状触媒を波形状に加工して得ることができる。波形状に加工する方法は特に制限されず、特許文献2、3に記載の方法のほか、図5に示された下記の方法にて加工することもできる。
【0016】
図5では、保護材111及びフィルム状触媒100がそれぞれ送り出しロール102、103及び101から送り出され、支えロール104で方向が変えられ、保護材とフィルム状触媒が重ねられた状態で、加工用歯車115及び116の間を通ることで、波形状に加工された長尺状のフィルム状触媒100’となる。波形状に加工された長尺状のフィルム状触媒100’は、2つの歯車115、116による押出作用で矢印方向に押し出されていき、2枚の保護材111は、それぞれ巻き取りロール102’、103’で巻き取られる。
【0017】
<図1(A)、(B)、図4>
第2工程にて、第1工程で得られた一次中間体1を第1工程の巻取り装置の巻取り軸22で支持した状態にて(即ち、一次中間体1に人為的及び/又は機械的な外力が加えられないように支持した状態にて)、中心部に貫通孔4を有する通液性のホルダー3を一次中間体に取付け、一次中間体1の一端面1a全体をホルダー3で支持する。ホルダー3は、芯材2にフィルム状触媒を巻き付ける工程で、あらかじめ巻取り軸22に装着されていても良い。一次中間体1は、薄いフィルム状触媒の組み合わせからなり、自重により偏心等の変形を起こすことがあるが、凹部を有しているホルダーを用いた場合には、ホルダー3で支持して形状を保持することができる。このとき、巻取り軸22は、一次中間体1とホルダー3の両方を貫通している。一次中間体1にホルダー3を取付けたものを二次中間体5とする。
【0018】
ホルダー3は通液性のものであればよく、金属製の網又は樹脂製の網からなるものや、金属、樹脂、セラミックス等からなる多孔性のものを用いることができる。
【0019】
図4(A)では、ホルダー3の外径は円柱状の一次中間体1よりも大きくなるように設定されている。また、図4(A)に示すように、ホルダー3には、一次中間体1の一端面1aを嵌め込んで固定できる凹部3aを設けることもできる。このような凹部3aを設け、そこに一次中間体1の一端面1a側を嵌め込むことにより、一次中間体1の形状保持がより容易になる。
【0020】
図4(B)では、ホルダー3は円柱状一次中間体1と同等の外径を有している。この場合には、後述する筒状ケース8を嵌め込む工程では、筒状ケース8はホルダー3の外周と締結される。
【0021】
<図1(C)>
第3工程は、第2工程で得られた二次中間体5を台座6に固定する工程である。台座6は、中心部に巻取り軸22が差し込める大きさの差し込み孔7を有しており、差し込み孔7に二次中間体5のホルダー3側から突き出た巻取り軸22を差し込んで固定する。そして、そのまま二次中間体5をホルダー3が台座6に当たるまで押し下げる。
【0022】
<図1(D)>
第4工程は、台座6とは反対側から二次中間体5の外側に筒状ケース8を嵌め込む工程である。
【0023】
ホルダー3の外径は、筒状ケース8の外径と同等であるか、もしくは筒状ケース8の内径よりも小さいことが好ましい。ホルダー3の外径と筒状ケース8の外径が同等である場合には、筒状ケース8を嵌め込んだとき、筒状ケース8の周面とホルダー3の周面を面一にすることができる。筒状ケース8の内径の方が大きい場合には、ホルダー3の外周まで筒状ケース8を嵌め込むことにより、構造体の外周面は筒状ケース8のみで形成することができる。なお、ホルダーは、好ましくは円形ホルダーであるが、円形形状に限ること無く、略円形、多角形等を用いることができる。
【0024】
筒状ケース8を嵌め込む前には、周方向の拘束力により一次中間体1の外径が筒状ケース8の内径よりも小さくなるようにしておき、一次中間体1を中心方向に押し縮めた状態で筒状ケース8を嵌め込むことができる。このようにすると、筒状ケース8を嵌め込んだ状態で周方向の拘束力が解放されると、一次中間体1が外側方向に押し広げられるように膨脹するため、筒状ケース8と一次中間体1が密着される(即ち、一次中間体1の外径が筒状ケース8の内径と同等のものとなる)。このような作用は、一次中間体1がシート状のフィルム状触媒11と波形状のフィルム状触媒12が交互に所望数積層された構造のものであるため、所定の張力で巻取った後、前記張力を解放した場合の形状回復性が良いためである。
【0025】
なお、一次中間体1を中心方向に押し縮めた状態で筒状ケース8を嵌め込むときには、一次中間体1の下部の周囲をバンド等の締め付け手段で締め付けておき、筒状ケース8を半分程度嵌め込んだ状態で前記バンドを取り去り、筒状ケース8を最後まで嵌め込む方法等を適用できる。
【0026】
<図1(E)>
第5工程にて、台座6と巻取り軸22を取り除き、フィルム状触媒構造体10を得る。このとき、芯材2はフィルム状触媒構造体10の中心部に残っている。
【0027】
このような製造工程を経てフィルム状触媒構造体10を得ることにより、一次中間体1を構成するフィルム状触媒11、12に対しては、人為的にも機械的にも全く外力が付加されないので、フィルム状触媒11、12自体が変形したり、損傷したりすることがない。
【0028】
また得られたフィルム状触媒構造体10は、筒状ケース8の内表面を一次中間体1の外周面が押圧した状態になっているため、保管や運搬時の取り扱い性が良く、作業性が向上される。
【実施例】
【0029】
フィルム触媒の製造例
(粉末状触媒の製造)
合成ゼオライトに担持させた銅・ニッケル・ルテニウム3元系の触媒活物質よりなる粉末状触媒を、以下のように調製した。
【0030】
容量1Lのフラスコに合成ゼオライト(平均粒径6μm)を仕込み、次いで硝酸銅、硝酸ニッケル及び塩化ルテニウムを、各金属原子のモル比でCu:Ni:Ru=4:1:0.01となるように水に溶かしたものを入れ、攪拌しながら昇温した。90℃で10質量%炭酸ナトリウム水溶液をpH9〜10にコントロールしながら徐々に滴下した。1時間の熟成後、沈殿物を濾過・水洗後80℃で10時間乾燥し、600℃で3時間焼成して、粉末状触媒を得た。得られた粉末状触媒における、金属酸化物の割合は50質量%、合成ゼオライトの割合は50質量%であった。
【0031】
(シート状のフィルム状触媒の製造)
溶媒としてMIBK、バインダーとしてフェノール樹脂(住友ベークライト製PR−9480)、製造例1で調製した粉末状触媒の順に、250mlの広口ポリエチレン製ビンに入れた。粉末状触媒80質量部(65g)に対し、フェノール樹脂の不揮発分が20質量部となる配合比率とし、MIBKの配合量は、配合物の固形分が60質量%となる量とした。さらに分散メディアとして、直径1mmのガラスビーズ(見かけ容積65ml)を広口ポリエチレン製ビンに入れた。
【0032】
広口ポリエチレン製ビンをペイントシェーカーにセットし、30分間混合分散処理を行い、塗料組成物を得た。
【0033】
長尺状の銅箔(厚さ40μm、秤量310g/m2)を支持体とし、前記塗料組成物を銅箔の両面にコンマコーターにより塗布した。塗工機付帯の乾燥炉では100℃で120秒間処理を行い、シート状のフィルム状触媒を得た。
【0034】
(波形状のフィルム状触媒の製造)
上記の製造方法で得られたシート状のフィルム状触媒を用い、図5に示す装置を用い、波板状のフィルム状触媒を製造した。送り速度は2m/minとした。
【0035】
一次中間体1は、シート状のフィルム状触媒11と波形状のフィルム状触媒12が交互に所望数積層されている。積層数は、目的とする中間体に応じて適宜調整する。フィルム状触媒の構成としては、例えば厚み40μmの銅箔の両面にそれぞれ厚み5〜100μmの触媒層塗膜を塗工したものを用いることができる。波形状フィルム状触媒の波形状としては、例えばピッチ1〜30mm、山高さ0.2〜30mm、山部頂点には半径0.3mm以上の丸みを有したものを用いることができる。
【0036】
実施例1
(第1工程)
上記の製造例で得たシート状のフィルム状触媒(幅300mm)と波形状のフィルム状触媒(幅300mm)を用い、図2に示す製造方法にて、直径約300mm、高さ300mmの円柱状の一次中間体1を得た。この際、巻取り軸22にホルダー3を装着させた状態でフィルム状触媒を巻き付けた。ホルダー3は、巻取り軸上の芯材2から50mm程度離れた位置に配置した。巻き付け完了後、得られた中間体1の周囲をバンドで締め付け固定した。
【0037】
(第2工程)
図1(A)、(B)のようにして、一次中間体1の一端面1a側に金網製のホルダー3(直径310mm)を当接させて二次中間体5を得た。
【0038】
(第3工程)
図1(C)のようにして、台座6の差し込み孔7に巻取り軸22を差し込み、二次中間体5のホルダー3が台座6に当接されるまで押し込んだ。
【0039】
(第4工程)
図1(D)のようにして、筒状ケース8(内径300mm、外径310mm、高さ350mm)を嵌め込んだ。このとき、筒状ケース8を半分程度嵌め込んだ時点で一次中間体1を締め付けているバンドを外し、その後、最後まで筒状ケース8を押し込んだ。
【0040】
(第5工程)
巻取り軸22と台座6を取り去り、図1(E)に示すフィルム状触媒構造体10を得た。一次中間体1の外周面は筒状ケース8の内周面に密着していた。
【図面の簡単な説明】
【0041】
【図1】(A)〜(E)は、フィルム状触媒構造体の製造方法を説明するためのフロー図。
【図2】フィルム状触媒構造体の製造方法を説明するための一工程図。
【図3】図2で示す工程後の一次中間体の部分平面図。
【図4】図1(B)で示す工程の別実施形態の説明図。
【図5】波形状のフィルム状触媒の製造方法を説明するための概念図。
【符号の説明】
【0042】
1 一次中間体
2 芯材
3 ホルダー
4 貫通孔
5 二次中間体
6 台座
7 差し込み孔
8 筒状ケース
10 フィルム状触媒構造体
11 シート状のフィルム状触媒
12 波形状のフィルム状触媒
22 巻取り軸
【特許請求の範囲】
【請求項1】
シート状のフィルム状触媒と波形状のフィルム状触媒が交互に所望数積層されるように、巻取り装置の巻取り軸に装着された芯材に巻き付け、円柱状の一次中間体を得る工程、
前工程で得られた一次中間体を前記巻取り軸で支持した状態にて、中心部に貫通孔を有する通液性のホルダーを前記一次中間体に取付け、前記円柱状の一次中間体の一端面全体が前記ホルダーで支持され、芯材と前記ホルダーとを固定した二次中間体を得る工程、
前工程で得られた二次中間体を、差し込み孔を有する台座に固定する工程、
前記台座とは反対側から二次中間体の外側に筒状ケースを嵌め込む工程、
前記台座と前記巻取り軸を取り除く工程、
を有している、フィルム状触媒構造体の製造方法。
【請求項2】
前記ホルダーが円形であり、円形ホルダーの外径が前記円柱状の一次中間体の外径よりも大きく、前記ホルダーの外径と前記筒状ケースの外径が同等である、請求項1記載のフィルム状触媒構造体の製造方法。
【請求項3】
前記円形ホルダーが前記一次中間体の一端面を嵌め込んで固定できる凹部を有している、請求項2に記載のフィルム状触媒構造体の製造方法。
【請求項4】
前記ホルダーが円形であり、前記円形ホルダーの外径が前記円柱状の一次中間体の外径同等であり、前記円形ホルダーの外径と前記筒状ケースの内径が同等である、請求項1記載のフィルム状触媒構造体の製造方法。
【請求項5】
円周方向の拘束力により前記円柱状の一次中間体の外径が前記筒状ケースの内径よりも小さく形成され、前記一次中間体が、前記筒状ケースを嵌め込んだ状態では円周方向の拘束力が開放され、その外径が前記筒状ケースの内径と同等のものとなる、請求項1〜4のいずれか1項に記載のフィルム状触媒構造体の製造方法。
【請求項6】
前記円柱状の一次中間体を得る工程において、前記シート状のフィルム状触媒と前記波形状のフィルム状触媒の凸部との接触部の全部又は一部を仮止めしながら積層する、請求項1〜5のいずれか1項に記載のフィルム状触媒構造体の製造方法。
【請求項1】
シート状のフィルム状触媒と波形状のフィルム状触媒が交互に所望数積層されるように、巻取り装置の巻取り軸に装着された芯材に巻き付け、円柱状の一次中間体を得る工程、
前工程で得られた一次中間体を前記巻取り軸で支持した状態にて、中心部に貫通孔を有する通液性のホルダーを前記一次中間体に取付け、前記円柱状の一次中間体の一端面全体が前記ホルダーで支持され、芯材と前記ホルダーとを固定した二次中間体を得る工程、
前工程で得られた二次中間体を、差し込み孔を有する台座に固定する工程、
前記台座とは反対側から二次中間体の外側に筒状ケースを嵌め込む工程、
前記台座と前記巻取り軸を取り除く工程、
を有している、フィルム状触媒構造体の製造方法。
【請求項2】
前記ホルダーが円形であり、円形ホルダーの外径が前記円柱状の一次中間体の外径よりも大きく、前記ホルダーの外径と前記筒状ケースの外径が同等である、請求項1記載のフィルム状触媒構造体の製造方法。
【請求項3】
前記円形ホルダーが前記一次中間体の一端面を嵌め込んで固定できる凹部を有している、請求項2に記載のフィルム状触媒構造体の製造方法。
【請求項4】
前記ホルダーが円形であり、前記円形ホルダーの外径が前記円柱状の一次中間体の外径同等であり、前記円形ホルダーの外径と前記筒状ケースの内径が同等である、請求項1記載のフィルム状触媒構造体の製造方法。
【請求項5】
円周方向の拘束力により前記円柱状の一次中間体の外径が前記筒状ケースの内径よりも小さく形成され、前記一次中間体が、前記筒状ケースを嵌め込んだ状態では円周方向の拘束力が開放され、その外径が前記筒状ケースの内径と同等のものとなる、請求項1〜4のいずれか1項に記載のフィルム状触媒構造体の製造方法。
【請求項6】
前記円柱状の一次中間体を得る工程において、前記シート状のフィルム状触媒と前記波形状のフィルム状触媒の凸部との接触部の全部又は一部を仮止めしながら積層する、請求項1〜5のいずれか1項に記載のフィルム状触媒構造体の製造方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2010−99604(P2010−99604A)
【公開日】平成22年5月6日(2010.5.6)
【国際特許分類】
【出願番号】特願2008−274093(P2008−274093)
【出願日】平成20年10月24日(2008.10.24)
【出願人】(000000918)花王株式会社 (8,290)
【Fターム(参考)】
【公開日】平成22年5月6日(2010.5.6)
【国際特許分類】
【出願日】平成20年10月24日(2008.10.24)
【出願人】(000000918)花王株式会社 (8,290)
【Fターム(参考)】
[ Back to top ]