
フィルム表面処理装置
【課題】重合性モノマーを含む反応ガスにて偏光板用保護フィルム等の被処理フィルムをプラズマ処理する際の処理性能を高める。
【解決手段】反応ガスの供給源21から延びる供給管30の先端に反応ガスノズル40を連ねる。反応ガスノズル40を電極11,12間の処理領域13に臨ませる。反応ガスノズル40内に介装部材50を設ける。供給管30及び反応ガスノズル本体41を非金属材料にて構成し、好ましくは樹脂にて構成する。介装部材50を金属にて構成する。反応ガス中の重合性モノマーとして、金属を触媒として重合可能なアクリル酸等を用いる。
【解決手段】反応ガスの供給源21から延びる供給管30の先端に反応ガスノズル40を連ねる。反応ガスノズル40を電極11,12間の処理領域13に臨ませる。反応ガスノズル40内に介装部材50を設ける。供給管30及び反応ガスノズル本体41を非金属材料にて構成し、好ましくは樹脂にて構成する。介装部材50を金属にて構成する。反応ガス中の重合性モノマーとして、金属を触媒として重合可能なアクリル酸等を用いる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、フィルムの表面を処理する装置に関し、特に偏光板等の光学装置用の光学フィルムの接着性向上処理、光学特性の付与又は向上処理等に適したフィルム表面処理装置に関する。
【背景技術】
【0002】
特許文献1には、偏光板用の保護フィルムにアクリル酸等の重合性モノマーを気化させて吹き付け、かつ大気圧近傍下で生成したプラズマを照射する表面処理方法が記載されている。重合性モノマーとして例えばアクリル酸が用いられている。これにより、保護フィルムの表面にアクリル酸の重合膜が形成される。この重合膜が接着性促進層となり、保護フィルムを偏光フィルムに確実に接着できる。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】国際公開WO2009/008284号
【発明の概要】
【発明が解決しようとする課題】
【0004】
アクリル酸はプラズマにより活性化されて重合する。プラズマ照射時間が短いと、重合が十分に進まず、所望の処理性能(接着性等)を得るのが困難である。プラズマ照射時間を長くするために、被処理フィルムの搬送速度を遅くすると、処理に時間がかかる。電極への投入電圧を大きくすれば、プラズマエネルギーを高めることができるが、耐電圧部材にかかる負荷が大きくなる。
【課題を解決するための手段】
【0005】
発明者は上記課題を解決すべく、鋭意研究開発を行なった。
アクリル酸等の重合性モノマーは、鉄等の金属を触媒として重合反応を起こす性質がある。実際、アクリル酸の気化器から吹出ノズルまでの供給管をステンレス管にて構成して処理を行なったところ、ステンレス管の内壁に重合物が堆積し、閉塞が起きた。これに対し、上記供給管をPVC樹脂チューブにて構成して処理を行なったところ、重合物による閉塞は起きなかったが、処理性能が十分でなく、投入電圧を高める必要があった。
【0006】
本発明は、かかる知見に基づいてなされたものであり、大気圧近傍の処理領域に配置された被処理フィルムに、反応成分を含む反応ガスを接触させ、かつプラズマを照射するフィルム表面処理装置であって、
前記処理領域内に前記プラズマを生成する一対の電極と、
金属を触媒として重合可能な重合性モノマーを前記反応成分として含む反応ガスの供給源に連なる管路を有して、前記供給源から前記処理領域へ延びる供給管と、
前記管路に連なる吹出し路を有して、前記処理領域に臨む反応ガスノズルと、
前記反応ガスノズル又は前記供給管に設けられて前記吹出し路又は前記管路の一部を画成する介装部材と、
を備え、前記供給管の前記管路を画成する部分及び前記反応ガスノズルの前記吹出し路を画成する部分が、非金属材料にて構成され、前記介装部材が、金属にて構成されていることを特徴とする。
【0007】
反応ガスが前記供給管及び前記反応ガスノズルの介装部材以外の部分を通過するときは、重合性モノマーの重合反応が誘起されるのを回避又は抑制できる。反応ガスが介装部材と接触すると、介装部材を構成する金属の触媒作用によって重合性モノマーの重合反応が誘起され、反応ガス中で重合性モノマーのダイマー化ないしはポリマー化が起きる。この反応ガスが、反応ガスノズルから処理領域に吹き出されて被処理フィルムに接触するとともに、プラズマを照射される。これによって、重合性モノマーの重合が更に進み、被処理フィルムの表面に重合性モノマーの重合膜が形成される。重合性モノマーは、プラズマ照射に先立ち、反応ガスの供給経路で重合反応を誘起させられているため、被処理フィルム上での重合が促進される。よって、被処理フィルムの表面に高重合度の重合膜を確実に形成できる。この結果、処理性能(例えば被処理フィルムの接着性向上等)を高めることができる。
プラズマ照射時間を長くしなくてもよく、高速で処理できる。
電極への投入電圧を高くしなくても十分な処理性能を得ることができるため、電極の絶縁等に用いる耐電圧部材への負荷を軽減でき、耐電圧部材の劣化、損傷を抑制できる。
反応ガスの供給経路上では、重合性モノマーの重合物が堆積する箇所を介装部材の表面に集中させることができる。反応ガスの供給経路の不確定な箇所で重合物が堆積して閉塞が起きるのを防止でき、メンテナンスを容易に行なうことができる。
【0008】
前記介装部材が、前記反応ガスに流通抵抗を付与する圧損部材であることが好ましい。
前記吹出し路又は前記管路における流路断面積を介装部材では狭くすることで、反応ガスひいては重合性モノマーが介装部材と確実に接触するようにできる。したがって、重合性モノマーの重合反応を確実に誘起させることができる。
【0009】
前記介装部材が、前記供給管の先端部又は前記反応ガスノズルに設けられていることが好ましい。
これによって、介装部材から反応ガスノズルの先端の吹出し口までの路長を短くでき、重合性モノマーの重合が進み過ぎないうちに反応ガスを処理領域に導出できる。介装部材より下流の管路又は吹出し路に重合物が付着する量を抑えることができる。
【0010】
前記介装部材が、前記供給管又は前記反応ガスノズルから分離可能であることが好ましい。
介装部材に重合物がある程度堆積したとき、介装部材を供給管又は反応ガスノズルから取り外して交換又は洗浄することができる。よって、メンテナンスを一層容易化できる。
【0011】
本発明は、難接着性の光学樹脂フィルムの処理に好適であり、該難接着性の光学樹脂フィルムを易接着性の光学樹脂フィルムに接着するにあたり、難接着性の光学樹脂フィルムの接着性を向上させるのに好適である。
前記難接着性の光学樹脂フィルムの主成分としては、例えばトリアセテートセルロース(TAC)、ポリプロピレン(PP)、ポリエチレン(PE)、シクロオレフィン重合体(COP)、シクロオレフィン共重合体(COC)、ポリエチレンテレフタレート(PET)、ポリメタクリル酸メチル(PMMA)、ポリイミド(PI)等が挙げられる。
【0012】
前記易接着性の光学樹脂フィルムの主成分としては、例えばポリビニルアルコール(PVA)、エチレン酢酸ビニル共重合体(EVA)等が挙げられる。
【0013】
前記難接着性の光学樹脂フィルムの接着性向上のための表面処理等においては、重合性モノマーを反応成分とする反応ガスを上記フィルムに接触させ、かつプラズマ照射することが好ましい。
前記接着性向上のための重合性モノマーとしては、不飽和結合及び所定の官能基を有するモノマーが挙げられる。所定の官能基は、水酸基、カルボキシル基、アセチル基、グリシジル基、エポキシ基、炭素数1〜10のエステル基、スルホン基、アルデヒド基から選択されることが好ましく、特に、カルボキシル基や水酸基等の親水基が好ましい。
不飽和結合及び水酸基を有するモノマーとしては、メタクリル酸エチレングリコール、アリルアルコール、メタクリル酸ヒドロキシエチル等が挙げられる。
不飽和結合及びカルボキシル基を有するモノマーとしては、アクリル酸、メタクリル酸、イタコン酸、マイレン酸、2−メタクリロイルプロピオン酸等が挙げられる。
不飽和結合及びアセチル基を有するモノマーとしては、酢酸ビニル等が挙げられる。
不飽和結合及びグリシジル基を有するモノマーとしては、メタクリル酸グリシジル等が挙げられる。
不飽和結合及びエステル基を有するモノマーとしては、アクリル酸メチル、アクリル酸エチル、アクリル酸ブチル、アクリル酸t−ブチル、アクリル酸2−エチルヘキシル、アクリル酸オクチル、メタクリル酸メチル、メタクリル酸エチル、メタクリル酸ブチル、メタクリル酸t−ブチル、メタクリル酸イソプロピル、メタクリル酸2−エチル等が挙げられる。
不飽和結合及びアルデヒド基を有するモノマーとしては、アクリルアルデヒド、クロトンアルデヒド等が挙げられる。
【0014】
本発明では、重合性モノマーとして、特に金属を触媒として重合可能なものを用いる。
金属を触媒として重合可能な前記重合性モノマーとしては、アクリル酸、メタクリル酸等が挙げられる。
【0015】
前記非金属材料は、前記重合性モノマーの重合反応に対し触媒作用を実質有しないことが好ましい。ここで、実質有しないとは、前記非金属材料が触媒作用を全く有しない場合の他、前記介装部材を構成する金属の触媒作用と比べると、非金属材料の触媒作用が無視できるほど小さい場合をも含む。
前記供給管を構成する非金属材料としては、樹脂、セラミックス等が挙げられる。前記供給管を構成する樹脂としては、PVC(ポリ塩化ビニル)、PFA(パーフルオロアルコキシルアルカン)、PU(ポリウレタン)、PE(ポリエチレン)、PP(ポリプロピレン)等が挙げられる。
前記反応ガスノズルを構成する非金属材料としては、樹脂、セラミックス等が挙げられる。前記反応ガスノズルを構成する樹脂としては、PVC(ポリ塩化ビニル)、PFA(パーフルオロアルコキシルアルカン)、PU(ポリウレタン)、PE(ポリエチレン)、PP(ポリプロピレン)等が挙げられる。
【0016】
前記介装部材を構成する金属材料としては、アルミニウム、ステンレス、鉄、鋼、銅、真鍮等が挙げられる。
【0017】
前記表面処理は、大気圧近傍下にて行なうことが好ましい。ここで、大気圧近傍とは、1.013×104Pa〜50.663×104Paの範囲を言い、圧力調整の容易化や装置構成の簡便化を考慮すると、1.333×104Pa〜10.664×104Paが好ましく、9.331×104Pa〜10.397×104Paがより好ましい。
【0018】
前記重合性モノマーは、キャリアガスによって搬送することにしてもよい。キャリアガスは、好ましくは窒素、アルゴン、ヘリウム等の不活性ガスから選択される。経済性の観点からは、キャリアガスとして窒素を用いるのが好ましい。
アクリル酸やメタクリル酸等の重合性モノマーの多くは、常温常圧で液相である。そのような重合性モノマーは、不活性ガス等のキャリアガス中に気化させるとよい。重合性モノマーをキャリアガス中に気化させる方法としては、重合性モノマー液の液面上の飽和蒸気をキャリアガスで押し出す方法、重合性モノマー液中にキャリアガスをバブリングする方法、重合性モノマー液を加熱して蒸発を促進させる方法等が挙げられる。押し出しと加熱、又はバブリングと加熱を併用してもよい。
【0019】
加熱して気化させる場合、加熱器の負担を考慮し、重合性モノマーは、沸点が300℃以下のものを選択するのが好ましい。また、重合性モノマーは、加熱により分解(化学変化)しないものを選択するのが好ましい。
【発明の効果】
【0020】
本発明によれば、被処理フィルムを高速で処理でき、かつ処理性能を高めることができる。反応ガスの供給経路の不確定な箇所が詰まるのを防止でき、長期間安定的に運転することができる。さらに、耐電圧部材にかかる負荷を軽減できる。
【図面の簡単な説明】
【0021】
【図1】本発明の第1実施形態に係るフィルム表面処理装置の概略構成を示す側面図である。
【図2】図1のII−II線に沿う平面断面図である。
【図3】本発明の第2実施形態に係るフィルム表面処理装置の概略構成を示す側面図である。
【図4】上記フィルム表面処理装置の介装部材の圧損路の変形例を示す平面断面図である。
【図5】介装部材の変形例を示す側面図である。
【図6】介装部材の変形例を示す側面図である。
【発明を実施するための形態】
【0022】
以下、本発明の実施形態を図面にしたがって説明する。
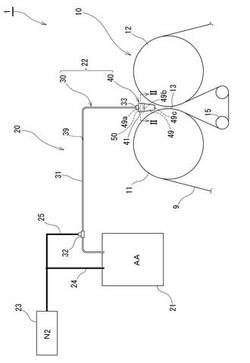
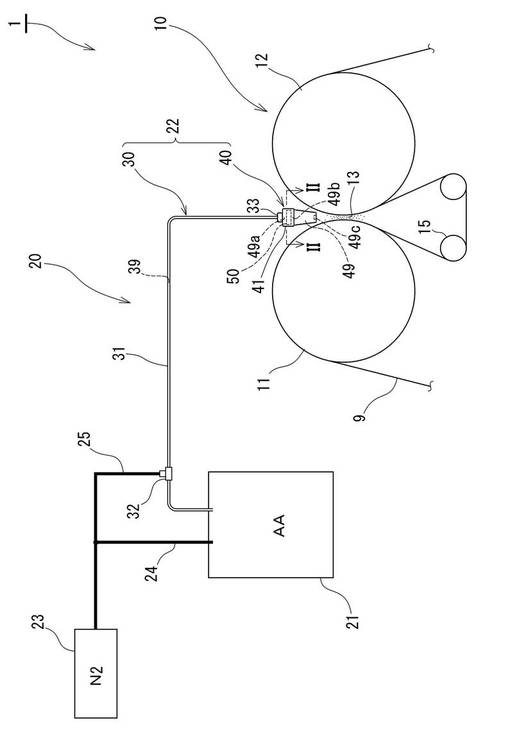
図1は、本発明の第1実施形態を示したものである。被処理フィルム9は、光学用の透明な樹脂フィルムであり、連続シート状になっている。ここでは、被処理フィルム9として、偏光板の保護フィルムが適用されている。保護フィルム9は、トリアセテートセルロース(TAC)を主成分として含む。なお、フィルム9の成分は、TACに限られず、ポリプロピレン(PP)、ポリエチレン(PE)、シクロオレフィン重合体(COP)、シクロオレフィン共重合体(COC)、ポリエチレンテレフタレート(PET)、ポリメタクリル酸メチル(PMMA)、ポリイミド(PI)等であってもよい。フィルム9の厚さは、例えば100μm程度である。
【0023】
PVAフィルムからなる偏光フィルムと保護フィルムとが接着剤にて貼り合わされ、偏光板が構成される。接着剤としては、PVA水溶液等の水系接着剤が用いられる。接着工程に先立ち、フィルム表面処理システム1によって保護フィルムを表面処理し、保護フィルムの接着性を向上させる。
【0024】
図1に示すように、フィルム表面処理装置1は、処理部10と、反応ガス供給系20を備えている。処理部10は、一対の電極11,12を含む。電極11,12は、共に円筒形状のロール電極にて構成されている。ロール電極11,12が互いに平行に並んで配置されている。以下、電極11,12の軸線に沿う方向を適宜「処理幅方向」と称す(図2参照)。ロール電極11,12どうしの間に狭いギャップ13(処理領域)が形成されている。一対の電極11,12のうち一方が電源(図示省略)に接続されている。他方の電極が電気的に接地されている。電源は、例えばパルス波状の電力を電極11,12に供給する。これにより、一対の電極11,12どうしの間に電界が印加され、電極間ギャップ13内に大気圧近傍下においてプラズマが生成され、電極間ギャップ13が大気圧近傍の放電空間になる。図示は省略するが、処理部10には、絶縁体からなる1又は複数の耐電圧部材が設けられており、電極11,12等の絶縁性が確保されている。
【0025】
被処理フィルム9が、幅方向を図1の紙面と直交する処理幅方向に向け、ロール電極11,12の上側の周面に半周程度掛け回されている。被処理フィルム9は、ロール電極11,12の周面に沿って放電空間13に通され、放電空間13より下に垂らされてガイドロール15,15にて折り返されている。ロール電極11,12が、それぞれ自らの軸線まわりに、かつ互いに同期して同方向(図1において時計周り)に回転される。これにより、被処理フィルム9が、ロール電極11からロール電極12へ搬送される。
【0026】
各ロール電極11,12には、フィルム温調手段(図示省略)が組み込まれている。フィルム温調手段は、例えばロール電極11,12内に形成された温調路にて構成されている。温調路に、温調された水等の媒体を流すことにより、ロール電極11,12を温調できる。ひいては、ロール電極11,12の周面上の被処理フィルム9を温調できる。電極11,12ひいては被処理フィルム9の設定温度は、アクリル酸AAの凝縮温度より低温であることが好ましく、例えば20℃〜25℃である。
【0027】
反応ガス供給系20は、反応ガス供給源21と、供給経路部22を含む。反応ガス供給源21は、気化器にて構成されている。気化器21内に、重合性モノマーとしてアクリル酸(CH2=CHCOOH)が液体の状態で蓄えられている。気化器21には加熱器(図示省略)が組み込まれており、アクリル酸AAが一定の温度に保たれている。気化器21内のアクリル酸AAの温度は、例えば120℃〜190℃である。
【0028】
気化器21にキャリアガス源23が接続されている。キャリアガス源23にはキャリアガスとして窒素(N2)が蓄えられている。キャリアガス源23からキャリア路24及びバイパス路25が分岐して延びている。キャリア路24が気化器21に連なっている。キャリアガス源23のキャリアガス(N2)がキャリア路24を経て気化器21に導入される。このキャリアガス(N2)にアクリル酸が気化して混合され、反応ガス(アクリル酸AA+N2)が生成される。キャリアガスは、気化器21内の液体アクリル酸の液面より上側に導入してもよく、液体アクリル酸の内部に導入してバブリングしてもよい。
キャリアガスとして、N2に代えて、Ar、He等の希ガスを用いてもよい。
【0029】
供給経路部22は、供給管30と、反応ガスノズル40を含む。供給管30は、管本体31と、1又は複数(図では1つのみ図示)の管継手32と、接続ポート33を含む。供給管本体31が気化器21から処理部10へ延びている。供給管本体31の途中に管継手32が設けられている。供給管本体31の端部に接続ポート33が設けられている。これら供給管構成部材31,32,33によって、反応ガスを気化器21から反応ガスノズル40へ送る管路39が形成されている。管路39の基端部が、気化器21の内部に連なっている。
【0030】
1つの管継手32にバイパス路25が接続されている。キャリアガス(N2)の一部が、気化器21を経ずに、管継手32において供給管30に合流する。気化器21の温度の他、キャリアガスのキャリア路24及びバイパス路25への分配比によって、反応ガス中のアクリル酸濃度を調節できる。 バイパス路25を省略し、キャリアガスの全体が気化器21を通るようにしてもよい。
【0031】
供給管30は、樹脂(非金属材料)にて構成されている。具体的には、供給管本体31は、PVC(ポリ塩化ビニル)にて構成されている。管継手32及び接続ポート33は、PFA(パーフルオロアルコキシルアルカン)にて構成されている。
【0032】
供給管30は、リボンヒータ等の温調手段(図示省略)にて温調されている。供給管30の設定温度は、アクリル酸の凝縮温度より高温であることが好ましく、例えば55℃〜70℃である。
【0033】
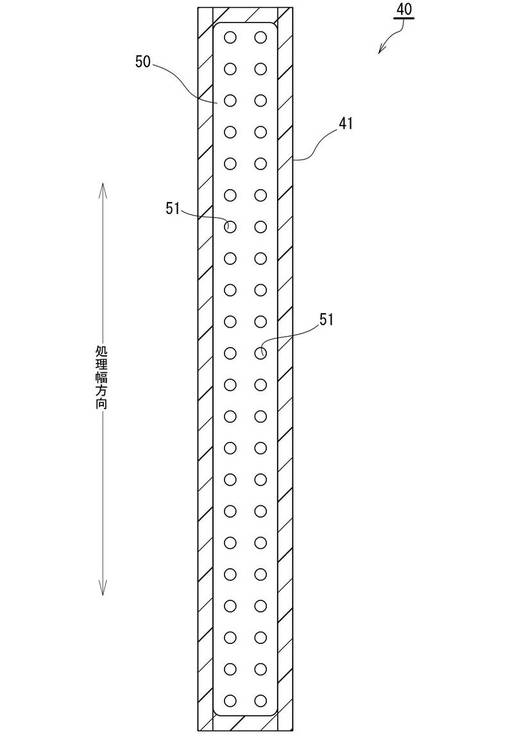
供給管30の先端に反応ガスノズル40が接続されている。反応ガスノズル40は、ロール電極11,12どうし間の放電空間13より上側部分に配置されている。反応ガスノズル40は、ノズル本体41を有している。図1及び図2に示すように、反応ガスノズル本体41は、処理幅方向(図1の紙面と直交する方向)に長く延びる容器状になっている。反応ガスノズル本体41の延び方向と直交する断面は、下方に向かって先細になっている。図1に示すように、反応ガスノズル本体41の下端部(先端部)が、ロール電極11,12間の漸次狭くなる箇所に差し入れられ、放電空間(処理領域)13に臨んでいる。反応ガスノズル本体41の内部に吹出し路49が形成されている。反応ガスノズル40の上面に接続ポート33が設けられている。吹出し路49の上流端が、接続ポート33に接続され、ひいては管路39に連なっている。吹出し路49の下流端は、反応ガスノズル40の下端面に達し、吹出し口49aになっている。吹出し口49aは、処理幅方向(図1の紙面と直交する方向)に延びるスリット状になっている。
【0034】
反応ガスノズル本体41の内部に介装部材50が設けられている。詳細図は省略するが、介装部材50は、ネジ、フック、段差、嵌合部等を介して反応ガスノズル本体41に分離可能に連結されて支持されている。介装部材50は、処理幅方向(図1の紙面と直交する方向)に長く延びる平板状になっている。介装部材50の短手方向は、電極11,12の対向方向に向けられている。介装部材50の厚さ方向は上下に向けてられている。
【0035】
介装部材50は、吹出し路49の途中に介在されている。介装部材50によって、容器状の反応ガスノズル本体41の内部(吹出し路49)が上下に仕切られている。図2に示すように、介装部材50には、多数の小径の分散穴51からなる圧損路が形成されている。分散穴51は、介装部材50の長手方向及び短手方向に等間隔に分散して配置されている。各分散穴51は、介装部材50を厚さ方向(上下)に貫通している。供給経路部22の全路長に対し、分散穴51の軸長(介装部材50の厚さ)は極めて小さい。分散穴51を介して、吹出し路49の介装部材50より上側の室49aと介装部材50より下側の室49bとが連ねられている。すべての分散穴51を合わせた流路断面積は、上記上下の室49a,49bの各流路断面積より十分に小さい。介装部材50は、反応ガスに流通抵抗を付与する圧損部材を構成している。介装部材50における上面、分散穴51の内周面、及び下面が、吹出し路49の一部を画成している。
【0036】
介装部材50から吹出し路49の先端(下端)の吹出し口49aまでの流路長は、供給経路部22全体の流路長と比べ十分に短い。
【0037】
反応ガスノズル40は、介装部材50を除き、樹脂(非金属部材)にて構成されている。具体的には、反応ガスノズル本体41がPVC(ポリ塩化ビニル)にて構成されている。
介装部材50は、金属にて構成されている。ここでは、介装部材50は、アルミニウムにて構成されているが、ステンレス、鉄、鋼等にて構成されていてもよい。介装部材50は、ノズル40内の吹出し口49cとは反対側(基端側)寄りに配置されており、金属製の介装部材50と電極11,12との絶縁が確保されている。
【0038】
反応ガスノズル40は、ノズル温調手段(図示省略)にて温調されている。ノズル温調手段は、温調された水等の媒体を通す温調路にて構成されているが、電熱ヒータでもよい。反応ガスノズル40の設定温度は、アクリル酸の凝縮温度より高温であることが好ましく、例えば50℃〜55℃である。
【0039】
上記構成のフィルム表面処理装置1によって被処理フィルム9を表面処理する方法を説明する。
被処理フィルム9をロール電極11,12及びガイドロール15に掛け回す。
ロール電極11,12を図1において時計周りに回転させ、被処理フィルム9を大略右方向へ搬送する。
【0040】
気化器21においてキャリアガス(N2)にアクリル酸(AA)を気化させ、反応ガス(AA+N2)を生成する。この反応ガスを、気化器21から供給管30の管路39に送出する。供給管30の途中で、バイパス路25からのキャリアガス(N2)を反応ガスに合流させる。さらに、上記反応ガス(AA+N2)を供給管路39の下流側へ流す。
【0041】
供給管30を構成するPVC、PFA等の樹脂は、アクリル酸の重合反応に対する触媒作用を有しない。したがって、供給管30を流通中の反応ガスのアクリル酸が供給管30の内壁に接触しても、アクリル酸の重合反応が起きることは殆どない。よって、供給管30の内壁にアクリル酸の重合物が堆積するのを回避又は抑制でき、供給管路39の閉塞を回避又は抑制できる。これにより、供給管30内における反応ガスの流れを長期間にわたって安定させることができる。
【0042】
上記反応ガスを、供給管路39から反応ガスノズル40内の吹出し路49に導入する。反応ガスは、吹出し路49の拡散室49aで処理幅方向に拡散する。続いて、反応ガスは介装部材50の各分散穴51を通る。このとき、反応ガスは流通抵抗を付与されて圧損を生じる。各分散穴51から出た反応ガスが、拡散室49bで合流しながら再び拡散する。これにより、反応ガスの流れを処理幅方向に均一化できる。
【0043】
反応ガスは、上記吹出し路49内における流通過程で、反応ガスノズル本体41の内壁及び介装部材50の表面(介装部材50の上面及び下面並びに分散穴51の内周面)と接触する。
反応ガスノズル本体41を構成するPVC等の樹脂は、アクリル酸の重合反応に対する触媒作用を有しない。したがって、反応ガス中のアクリル酸が反応ガスノズル本体41の内壁に接触しても、アクリル酸の重合反応が誘起されることは殆どない。よって、反応ガスノズル本体41の内壁にアクリル酸の重合物が堆積するのを回避又は抑制でき、吹出し路49の閉塞を回避又は抑制できる。
【0044】
これに対し、介装部材50を構成するアルミニウム等の金属材料は、アクリル酸の重合反応に対する触媒作用を有している。したがって、反応ガス中のアクリル酸が介装部材50と接触すると、上記金属材料の触媒作用によってアクリル酸の重合反応が誘起される。特に介装部材50が吹出し路49内の圧損部材を構成しているため、反応ガスひいてはアクリル酸が、介装部材50に確実に接触する。よって、アクリル酸の重合反応を確実に誘起させることができる。これにより、反応ガス中でアクリル酸モノマーのダイマー化ないしはポリマー化が起きる。
【0045】
反応ガスは上記重合反応の誘起から間も無くして吹出し路49の先端(下端)の吹出し口49aに達する。したがって、アクリル酸の重合が進み過ぎないうちに反応ガスを吹き出すことができる。介装部材50より下流の吹出し路49に重合物が付着する量を抑えることができる。反応ガスの吹出し流は、処理幅方向に均一に分布した状態になる。この反応ガスが、電極間ギャップ13に導入され、電極間ギャップ13内の被処理フィルム9に接触する。
【0046】
併行して、電源(図示省略)から電極11,12に電力を供給して、電極11,12間に電界を印加し、ギャップ13内に大気圧近傍のプラズマ放電を生成する。これにより、アクリル酸の重合反応が更に進む。また、反応ガス中の窒素がプラズマ化される。この窒素プラズマやプラズマ光が被処理フィルム9に照射され、被処理フィルム9の表面分子のC−C、C−O、C−H等の結合を切断する。この結合切断部にアクリル酸の重合物が結合(グラフト重合)し、或いはアクリル酸から分解したCOOH基等が結合すると考えられる。これにより、被処理フィルム9の表面に接着性促進層が形成される。アクリル酸は、プラズマ照射に先立って介装部材50において重合を誘起されているため、被処理フィルム9上における重合度を高めることができる。したがって、接着性促進層を確実に形成できる。
プラズマ照射時間を長くしなくてもよく、フィルム9の搬送速度を高くでき、高速で処理できる。
電極11,12への投入電圧を高くしなくても、アクリル酸の重合度を十分に高くできる。したがって、処理部10の耐電圧部材にかかる負荷を緩和でき、耐電圧部材の劣化、損傷を抑えることができる。
【0047】
処理後の被処理フィルム9をPVAフィルム等からなる偏光フィルムと接着することにより、偏光板を作製する。接着剤としてはPVA水溶液等の水系接着剤を用いる。予め上記表面処理によって被処理フィルム9の接着性が高められているため、十分な接着強度を有する偏光板を得ることができる。
【0048】
供給経路部22内においては、アクリル酸の重合物が堆積する箇所を介装部材50の表面に集中させることができる。供給経路部22の不確定な箇所で重合物の堆積が起きるのを防止できる。したがって、介装部材50を定期的に交換したり洗浄したりすれば、供給経路部22における反応ガスの流通を長期的に安定して維持でき、メンテナンスが容易である。
【0049】
次に、本発明の他の実施形態を説明する。以下の実施形態において、既述の実施形態と重複する内容に関しては、図面に同一符号を付して説明を省略する。
【0050】
第1実施形態では電極11,12間の放電空間13と処理領域が一致していたが、処理領域が放電空間13を含んで放電空間13より広くてもよい。一対の電極11,12は、処理領域の全体を画成するのに限られず、処理領域の少なくとも一部(プラズマ照射領域部)を画成していればよい。処理領域における反応ガスの吹き付け領域部とプラズマ照射領域部とが分離していてもよい。
【0051】
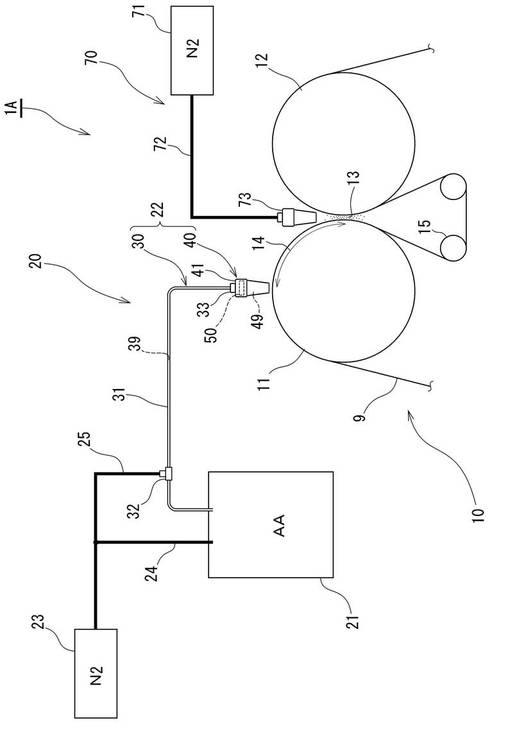
図3は、本発明の第2実施形態を示したものである。第2実施形態のフィルム表面処理装置1Aでは、反応ガスの吹き付け領域部が、電極11,12間のプラズマ照射領域部13と分離されて、プラズマ照射領域部13よりフィルム搬送方向の上流側に配置されている。詳述すると、供給経路部22の反応ガスノズル40が、放電空間13からロール電極11の回転方向の上流側に離れて配置されている。反応ガスノズル40の先端面(下面)が、ロール電極11の上側の周面と対向して配置されている。
【0052】
ロール電極11の周面上におけるノズル40と対向する位置からフィルム搬送方向に沿って放電空間13までの間の部分が、処理領域14を構成している。ロール電極11の周面上のノズル40と対向する部分が、反応ガスの吹き付け領域部になっている。
【0053】
樹脂製の反応ガスノズル本体41内に金属製の介装部材50が設けられている点は、第1実施形態と同じである。
【0054】
フィルム表面処理装置1Aは、放電生成ガス供給系70を更に備えている。放電生成ガス供給系70は、放電生成ガス源71と、供給路72と、ノズル73を含む。放電生成ガス源71には、放電生成ガスが蓄えられている。放電生成ガスとしては、窒素(N2)が用いられている。放電生成ガスは、重合性モノマーを含まない。1つの窒素ガス源が放電生成ガス源71とキャリア源23とを兼ねていてもよい。
なお、放電生成ガスは、窒素に限定されるものではなく、アルゴン、ヘリウム等の希ガスを用いてもよい。
【0055】
放電生成ガス源71から放電生成ガス供給路72が処理部10へ延びている。供給路72を構成する管部材は、金属製でもよく、樹脂製でもよい。路72の先端に放電生成ガスノズル73が連なっている。放電生成ガスノズル73の各構成部材は、金属製でもよく、樹脂等の非金属製でもよいが、電極11,12に近い部分については樹脂等の絶縁材料にて構成されていることが好ましい。放電生成ガスノズル73の形状は、第1実施形態のノズル40とほぼ同じであり、図3の紙面と直交する処理幅方向に延びている。放電生成ガスノズル73は、ロール電極11,12どうし間の放電空間13より上側(第1実施形態における反応ガスノズル40の位置)に配置されている。放電生成ガスノズル73の先端が放電空間13に臨んでいる。
【0056】
フィルム表面処理装置1Aにおいては、反応ガス(アクリル酸+N2)を供給経路部22に通し、反応ガスノズル40からロール電極11の上側の周面上の被処理フィルム9に吹き付ける。被処理フィルム9上で反応ガス中のアクリル酸が凝縮して被処理フィルム9の表面に付着する。アクリル酸の一部は介装部材50の触媒作用によってダイマー化ないしはポリマー化している。
【0057】
併行して、放電生成ガス源71の放電生成ガス(N2)を、供給路72を経てノズル73から放電空間13に供給し、プラズマ化する。被処理フィルム9の上記アクリル酸付着部分が、やがて放電空間13に入り、プラズマ照射を受ける。これにより、アクリル酸の重合反応が更に進む。介装部材50において重合を誘起されているため、放電空間13でのアクリル酸の重合度を高めることができる点は、第1実施形態と同様である。
【0058】
次に、介装部材の変形態様を説明する。
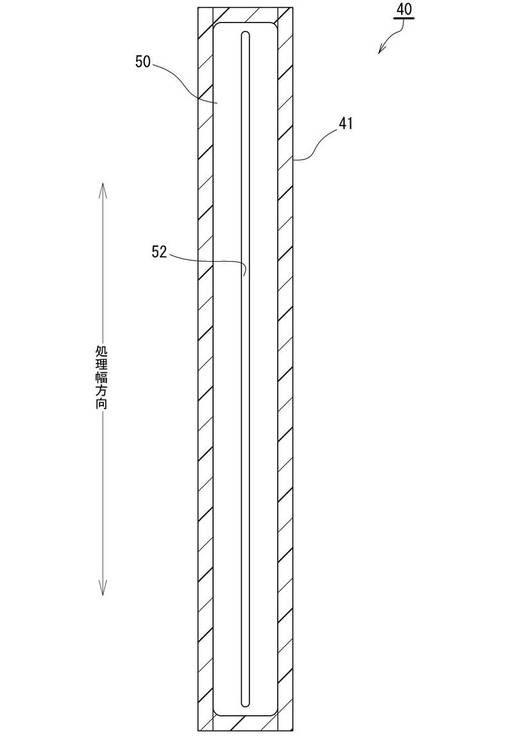
第1、第2実施形態の介装部材50の圧損路は、多数の小孔状の分散穴51に限られず、図4に示すように、スリット52でもよい。スリット52は、処理幅方向に延び、かつ介装部材50を厚さ方向(図4の紙面と直交する方向)に貫通している。
【0059】
介装部材は、反応ガスノズル40に設けられるのに限られず、供給管30に設けられていてもよい。この場合、反応ガスノズル40内の圧損部材50は、PVC等の樹脂製であってもよい。
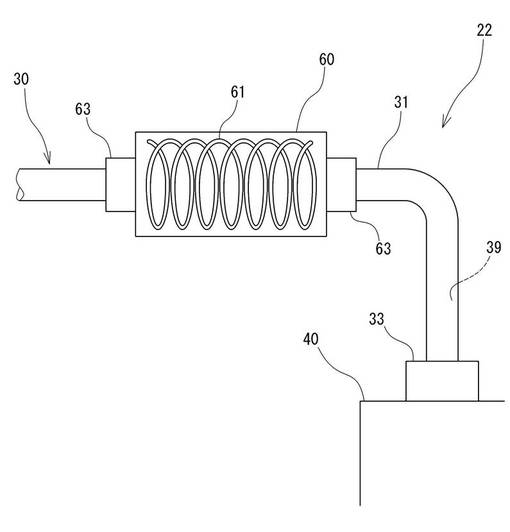
図5に示す実施形態では、供給管30にカートリッジ60が介在されている。カートリッジ60は、供給管30における先端部(反応ガスノズル40に近い部分)に設けられている。カートリッジ60は、ネジ継手63を介して該カートリッジ60の両側の供給管本体31に分離可能に連結されている。カートリッジ60を挟んで上流側及び下流側の供給管本体31の内部がそれぞれカートリッジ60の内部に連なっている。カートリッジ60の内部空間が供給管路39の一部を構成している。カートリッジ60の容器本体は、PVC、PFA等の樹脂にて構成されているが、アルミニウム等の金属にて構成されていてもよい。カートリッジ60の内部にスパイラル状の介装部材61が収容されている。スパイラル状介装部材61は、アルミニウム、ステンレス、鋼、鉄等の金属にて構成されている。スパイラル状介装部材61は、供給管路39に介在されている。スパイラル状介装部材61の周面が供給管路39の一部を画成している。
【0060】
反応ガスが、カートリッジ60より上流側の供給管30を経てカートリッジ60の内部に導入される。この反応ガスがカートリッジ60内を流通しながらスパイラル状介装部材61に接触する。スパイラル状介装部材61の周辺では反応ガスの流れが乱流になる。したがって、反応ガス中のアクリル酸が介装部材61に確実に接触する。このとき、介装部材61を構成する金属の触媒反応によって、反応ガス中のアクリル酸の重合反応が誘起される。その後、反応ガスは、カートリッジ60より下流の供給管30及び反応ガスノズル40を経て吹き出される。第1、第2実施形態と同様に、上記介装部材61における重合反応の誘起によって、被処理フィルム9上でのアクリル酸の重合反応を促進させることができる。
【0061】
メンテナンスの際は供給管30からカートリッジ60を取り外す。カートリッジ60内のスパイラル状介装部材61を交換又は洗浄したうえで、カートリッジ60を供給管30に再装着する。或いは、カートリッジ60全体を新品に取り換えてもよい。カートリッジ式であるから、メンテナンスを容易に行なうことができる。
【0062】
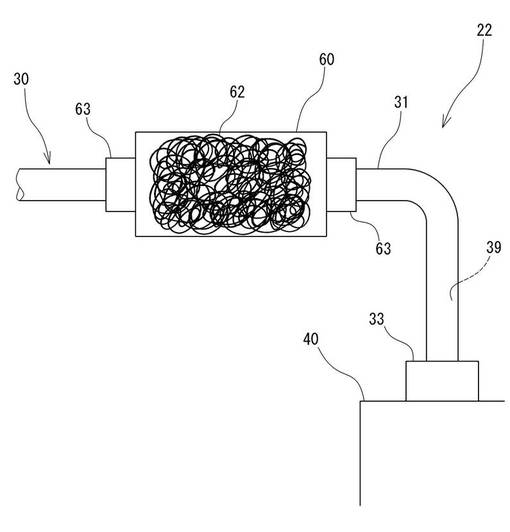
カートリッジ60内に収容される介装部材は、スパイラル状のものに限定されない。
図6に示す実施形態では、カートリッジ60内に介装部材としてスチールウール62が収容されている。スチールウール62内には連続通路が形成されている。反応ガスがスチールウール62内の連続通路を通過する際、アクリル酸がスチールウール62に接触し、スチールの触媒作用によって重合反応を誘起される。スチールウール62を密にすることによって、アクリル酸の接触ひいては重合反応を確実に起こすことができる。
【0063】
本発明は、上記実施形態に限定されるものではなく、その趣旨を逸脱しない範囲において種々の改変をなすことができる。
例えば、介装部材を複数設けてもよい。反応ガスノズル40及び供給管30にそれぞれ介装部材を設けてもよい。
介装部材は、反応ガスノズル40の吹出し路49の内壁又は供給管30の管路39の内壁に設けられた金属膜や金属板であってもよい。
反応ガスノズル40のうち少なくとも吹出し路49を画成する内面部分又は供給管30のうち少なくとも管路39を画成する内面部分が、樹脂等の非金属材料にて構成されていればよい。反応ガスノズル40の外周部等の吹出し路49を画成しない部分は、電源電極との絶縁が確保される限り金属にて構成されていてもよい。供給管30の外周部等の管路39を画成しない部分は金属にて構成されていてもよい。
複数の実施形態を互いに組み合わせてもよい。例えば、スパイラル状の介装部材61(図4)又はスチールウールからなる介装部材62(図5)を反応ガスノズル40内に設けてもよい。
【0064】
処理部10の構造は、適宜改変できる。例えば、第1実施形態において反応ガスノズル40をロール電極11,12どうし間の放電空間13より下側部分に配置してもよい。第2実施形態において放電生成ガスノズル73をロール電極11,12どうし間の放電空間13より下側部分に配置してもよい。放電空間13を挟んで上下にそれぞれノズルを設けてもよい。
ロール電極等を3つ並べて設けて放電空間13を2つ形成し、搬送方向の前段の放電空間13に重合性モノマーを含む反応ガスを供給し、搬送方向の後段の放電空間13に重合性モノマーを含まない放電生成ガスを供給することにしてもよい。この場合、フィルム搬送方向に沿って前段の放電空間13から後段の放電空間13にかけての部分が処理領域を構成する。
【0065】
処理部10の電極構造は、ロール電極11,12に限られず、平行平板電極でもよく、ロール電極と平板電極の対でもよく、ロール電極と部分円筒凹面電極の対でもよい。
【実施例1】
【0066】
実施例を説明するが、本発明は以下の実施例に限定されるものではない。
図1及び図2に示すフィルム表面処理装置1を用いた。反応ガスノズル本体41は、PVC樹脂製であった。圧損部材(介装部材)50は、アルミニウム製であった。圧損部材50の寸法構成は以下の通りであった。
圧損部材50の処理幅方向の長さ:317mm
圧損部材50の短手方向の長さ:10mm
圧損部材50の厚さ:5mm
分散穴51の直径:1mm
分散穴51の処理幅方向のピッチ:14mm
分散穴51の二つの列どうし間の間隔:6mm
【0067】
反応ガスの重合性モノマーとしてアクリル酸を用い、キャリアガスとして窒素(N2)を用いた。
被処理フィルム9として、TACフィルムを用いた。TACフィルム9の幅は、325mmであった。
その他の処理条件は以下の通り。
反応ガス流量: 20slm
反応ガス中のアクリル酸投入量: 4g/min
気化器21の温度: 160℃
供給管30の温度: 75℃
反応ガスノズル40の温度: 55℃
TACフィルム9の温度: 25℃
TACフィルム9の搬送速度:10m/min
投入電力: 1850W(直流500V、3.8Aを交流変換)
電極11,12間の印加電圧:Vpp=18kV
電極11,12間のギャップ:1mm
【0068】
フィルム表面処理装置1によって表面処理した後の被処理TACフィルム9をPVAフィルムの片面に貼り合わせた。接着剤として、(A)重合度500のPVA 5wt%水溶液と、(B)カルボキシメチルセルロースナトリウム 2wt%水溶液とを混合した水溶液を用いた。(A)及び(B)の混合比は、(A):(B)=20:1とした。接着剤の乾燥条件は80℃、5分間とした。PVAフィルムの反対側の面には、鹸化処理したTACフィルムを上記と同じ接着剤にて貼り合わせた。これにより、3層構造の偏光板サンプルを作製した。偏光板サンプルの幅は、25mmとした。被処理フィルム9の幅方向の5箇所からサンプル片を切り出して、上記の偏光板サンプルを5つ作製した。
【0069】
接着剤が硬化した後、各サンプルの被処理TACフィルム9とPVAフィルムとの接着強度を浮動ローラー法(JIS K6854)で測定した。
測定の結果、接着強度は平均で7.68N/25mmであった。
【0070】
[比較例1]
比較例1では、圧損部材50をアルミニウム製に代えてPVC樹脂製とした。それ以外の処理条件は実施例1と同じとした。処理後のサンプル作製手順及び測定方法についても実施例1と同じとした。
測定の結果、接着強度は平均で6.77N/25mmであった。
【実施例2】
【0071】
実施例2では、フィルム9の搬送速度を15m/minとした。それ以外の処理条件は実施例1と同じとした。処理後のサンプル作製手順及び測定方法についても実施例1と同じとした。
測定の結果、接着強度は平均で5.00N/25mmであった。
【0072】
[比較例2]
比較例2では、圧損部材50をアルミニウム製に代えてPVC樹脂製とした。それ以外の処理条件は実施例2(フィルム搬送速度:15m/min)と同じとした。処理後のサンプル作製手順及び測定方法についても実施例2と同じとした。
測定の結果、接着強度は平均で3.63N/25mmであった。
【0073】
以上の結果から、本発明によれば、高い処理性能(接着強度)を得ることができることが確認された。
【産業上の利用可能性】
【0074】
本発明は、例えばフラットパネルディスプレイ(FPD)の偏光板等の光学装置の製造に適用可能である。
【符号の説明】
【0075】
1,1A フィルム表面処理装置
9 被処理フィルム
10 処理部
11,12 ロール電極
13 電極間ギャップ(処理領域)
14 処理領域
15 ガイドロール
20 反応ガス供給系
21 気化器(反応ガス供給源)
22 供給経路部
23 キャリアガス源
24 キャリア路
25 バイパス路
30 供給管
31 管本体
32 管継手
33 接続ポート
39 管路
40 反応ガスノズル
41 ノズル本体
49 吹出し路
49a 上側拡散室
49b 下側拡散室
49c 吹出し口
50 介装部材
51 分散穴(圧損路)
52 分散スリット(圧損路)
60 カートリッジ
61 スパイラル状介装部材
62 スチールウール(介装部材)
63 ネジ継手
70 放電生成ガス供給系
71 放電生成ガス源
72 放電生成ガス供給路
73 放電生成ガスノズル
【技術分野】
【0001】
本発明は、フィルムの表面を処理する装置に関し、特に偏光板等の光学装置用の光学フィルムの接着性向上処理、光学特性の付与又は向上処理等に適したフィルム表面処理装置に関する。
【背景技術】
【0002】
特許文献1には、偏光板用の保護フィルムにアクリル酸等の重合性モノマーを気化させて吹き付け、かつ大気圧近傍下で生成したプラズマを照射する表面処理方法が記載されている。重合性モノマーとして例えばアクリル酸が用いられている。これにより、保護フィルムの表面にアクリル酸の重合膜が形成される。この重合膜が接着性促進層となり、保護フィルムを偏光フィルムに確実に接着できる。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】国際公開WO2009/008284号
【発明の概要】
【発明が解決しようとする課題】
【0004】
アクリル酸はプラズマにより活性化されて重合する。プラズマ照射時間が短いと、重合が十分に進まず、所望の処理性能(接着性等)を得るのが困難である。プラズマ照射時間を長くするために、被処理フィルムの搬送速度を遅くすると、処理に時間がかかる。電極への投入電圧を大きくすれば、プラズマエネルギーを高めることができるが、耐電圧部材にかかる負荷が大きくなる。
【課題を解決するための手段】
【0005】
発明者は上記課題を解決すべく、鋭意研究開発を行なった。
アクリル酸等の重合性モノマーは、鉄等の金属を触媒として重合反応を起こす性質がある。実際、アクリル酸の気化器から吹出ノズルまでの供給管をステンレス管にて構成して処理を行なったところ、ステンレス管の内壁に重合物が堆積し、閉塞が起きた。これに対し、上記供給管をPVC樹脂チューブにて構成して処理を行なったところ、重合物による閉塞は起きなかったが、処理性能が十分でなく、投入電圧を高める必要があった。
【0006】
本発明は、かかる知見に基づいてなされたものであり、大気圧近傍の処理領域に配置された被処理フィルムに、反応成分を含む反応ガスを接触させ、かつプラズマを照射するフィルム表面処理装置であって、
前記処理領域内に前記プラズマを生成する一対の電極と、
金属を触媒として重合可能な重合性モノマーを前記反応成分として含む反応ガスの供給源に連なる管路を有して、前記供給源から前記処理領域へ延びる供給管と、
前記管路に連なる吹出し路を有して、前記処理領域に臨む反応ガスノズルと、
前記反応ガスノズル又は前記供給管に設けられて前記吹出し路又は前記管路の一部を画成する介装部材と、
を備え、前記供給管の前記管路を画成する部分及び前記反応ガスノズルの前記吹出し路を画成する部分が、非金属材料にて構成され、前記介装部材が、金属にて構成されていることを特徴とする。
【0007】
反応ガスが前記供給管及び前記反応ガスノズルの介装部材以外の部分を通過するときは、重合性モノマーの重合反応が誘起されるのを回避又は抑制できる。反応ガスが介装部材と接触すると、介装部材を構成する金属の触媒作用によって重合性モノマーの重合反応が誘起され、反応ガス中で重合性モノマーのダイマー化ないしはポリマー化が起きる。この反応ガスが、反応ガスノズルから処理領域に吹き出されて被処理フィルムに接触するとともに、プラズマを照射される。これによって、重合性モノマーの重合が更に進み、被処理フィルムの表面に重合性モノマーの重合膜が形成される。重合性モノマーは、プラズマ照射に先立ち、反応ガスの供給経路で重合反応を誘起させられているため、被処理フィルム上での重合が促進される。よって、被処理フィルムの表面に高重合度の重合膜を確実に形成できる。この結果、処理性能(例えば被処理フィルムの接着性向上等)を高めることができる。
プラズマ照射時間を長くしなくてもよく、高速で処理できる。
電極への投入電圧を高くしなくても十分な処理性能を得ることができるため、電極の絶縁等に用いる耐電圧部材への負荷を軽減でき、耐電圧部材の劣化、損傷を抑制できる。
反応ガスの供給経路上では、重合性モノマーの重合物が堆積する箇所を介装部材の表面に集中させることができる。反応ガスの供給経路の不確定な箇所で重合物が堆積して閉塞が起きるのを防止でき、メンテナンスを容易に行なうことができる。
【0008】
前記介装部材が、前記反応ガスに流通抵抗を付与する圧損部材であることが好ましい。
前記吹出し路又は前記管路における流路断面積を介装部材では狭くすることで、反応ガスひいては重合性モノマーが介装部材と確実に接触するようにできる。したがって、重合性モノマーの重合反応を確実に誘起させることができる。
【0009】
前記介装部材が、前記供給管の先端部又は前記反応ガスノズルに設けられていることが好ましい。
これによって、介装部材から反応ガスノズルの先端の吹出し口までの路長を短くでき、重合性モノマーの重合が進み過ぎないうちに反応ガスを処理領域に導出できる。介装部材より下流の管路又は吹出し路に重合物が付着する量を抑えることができる。
【0010】
前記介装部材が、前記供給管又は前記反応ガスノズルから分離可能であることが好ましい。
介装部材に重合物がある程度堆積したとき、介装部材を供給管又は反応ガスノズルから取り外して交換又は洗浄することができる。よって、メンテナンスを一層容易化できる。
【0011】
本発明は、難接着性の光学樹脂フィルムの処理に好適であり、該難接着性の光学樹脂フィルムを易接着性の光学樹脂フィルムに接着するにあたり、難接着性の光学樹脂フィルムの接着性を向上させるのに好適である。
前記難接着性の光学樹脂フィルムの主成分としては、例えばトリアセテートセルロース(TAC)、ポリプロピレン(PP)、ポリエチレン(PE)、シクロオレフィン重合体(COP)、シクロオレフィン共重合体(COC)、ポリエチレンテレフタレート(PET)、ポリメタクリル酸メチル(PMMA)、ポリイミド(PI)等が挙げられる。
【0012】
前記易接着性の光学樹脂フィルムの主成分としては、例えばポリビニルアルコール(PVA)、エチレン酢酸ビニル共重合体(EVA)等が挙げられる。
【0013】
前記難接着性の光学樹脂フィルムの接着性向上のための表面処理等においては、重合性モノマーを反応成分とする反応ガスを上記フィルムに接触させ、かつプラズマ照射することが好ましい。
前記接着性向上のための重合性モノマーとしては、不飽和結合及び所定の官能基を有するモノマーが挙げられる。所定の官能基は、水酸基、カルボキシル基、アセチル基、グリシジル基、エポキシ基、炭素数1〜10のエステル基、スルホン基、アルデヒド基から選択されることが好ましく、特に、カルボキシル基や水酸基等の親水基が好ましい。
不飽和結合及び水酸基を有するモノマーとしては、メタクリル酸エチレングリコール、アリルアルコール、メタクリル酸ヒドロキシエチル等が挙げられる。
不飽和結合及びカルボキシル基を有するモノマーとしては、アクリル酸、メタクリル酸、イタコン酸、マイレン酸、2−メタクリロイルプロピオン酸等が挙げられる。
不飽和結合及びアセチル基を有するモノマーとしては、酢酸ビニル等が挙げられる。
不飽和結合及びグリシジル基を有するモノマーとしては、メタクリル酸グリシジル等が挙げられる。
不飽和結合及びエステル基を有するモノマーとしては、アクリル酸メチル、アクリル酸エチル、アクリル酸ブチル、アクリル酸t−ブチル、アクリル酸2−エチルヘキシル、アクリル酸オクチル、メタクリル酸メチル、メタクリル酸エチル、メタクリル酸ブチル、メタクリル酸t−ブチル、メタクリル酸イソプロピル、メタクリル酸2−エチル等が挙げられる。
不飽和結合及びアルデヒド基を有するモノマーとしては、アクリルアルデヒド、クロトンアルデヒド等が挙げられる。
【0014】
本発明では、重合性モノマーとして、特に金属を触媒として重合可能なものを用いる。
金属を触媒として重合可能な前記重合性モノマーとしては、アクリル酸、メタクリル酸等が挙げられる。
【0015】
前記非金属材料は、前記重合性モノマーの重合反応に対し触媒作用を実質有しないことが好ましい。ここで、実質有しないとは、前記非金属材料が触媒作用を全く有しない場合の他、前記介装部材を構成する金属の触媒作用と比べると、非金属材料の触媒作用が無視できるほど小さい場合をも含む。
前記供給管を構成する非金属材料としては、樹脂、セラミックス等が挙げられる。前記供給管を構成する樹脂としては、PVC(ポリ塩化ビニル)、PFA(パーフルオロアルコキシルアルカン)、PU(ポリウレタン)、PE(ポリエチレン)、PP(ポリプロピレン)等が挙げられる。
前記反応ガスノズルを構成する非金属材料としては、樹脂、セラミックス等が挙げられる。前記反応ガスノズルを構成する樹脂としては、PVC(ポリ塩化ビニル)、PFA(パーフルオロアルコキシルアルカン)、PU(ポリウレタン)、PE(ポリエチレン)、PP(ポリプロピレン)等が挙げられる。
【0016】
前記介装部材を構成する金属材料としては、アルミニウム、ステンレス、鉄、鋼、銅、真鍮等が挙げられる。
【0017】
前記表面処理は、大気圧近傍下にて行なうことが好ましい。ここで、大気圧近傍とは、1.013×104Pa〜50.663×104Paの範囲を言い、圧力調整の容易化や装置構成の簡便化を考慮すると、1.333×104Pa〜10.664×104Paが好ましく、9.331×104Pa〜10.397×104Paがより好ましい。
【0018】
前記重合性モノマーは、キャリアガスによって搬送することにしてもよい。キャリアガスは、好ましくは窒素、アルゴン、ヘリウム等の不活性ガスから選択される。経済性の観点からは、キャリアガスとして窒素を用いるのが好ましい。
アクリル酸やメタクリル酸等の重合性モノマーの多くは、常温常圧で液相である。そのような重合性モノマーは、不活性ガス等のキャリアガス中に気化させるとよい。重合性モノマーをキャリアガス中に気化させる方法としては、重合性モノマー液の液面上の飽和蒸気をキャリアガスで押し出す方法、重合性モノマー液中にキャリアガスをバブリングする方法、重合性モノマー液を加熱して蒸発を促進させる方法等が挙げられる。押し出しと加熱、又はバブリングと加熱を併用してもよい。
【0019】
加熱して気化させる場合、加熱器の負担を考慮し、重合性モノマーは、沸点が300℃以下のものを選択するのが好ましい。また、重合性モノマーは、加熱により分解(化学変化)しないものを選択するのが好ましい。
【発明の効果】
【0020】
本発明によれば、被処理フィルムを高速で処理でき、かつ処理性能を高めることができる。反応ガスの供給経路の不確定な箇所が詰まるのを防止でき、長期間安定的に運転することができる。さらに、耐電圧部材にかかる負荷を軽減できる。
【図面の簡単な説明】
【0021】
【図1】本発明の第1実施形態に係るフィルム表面処理装置の概略構成を示す側面図である。
【図2】図1のII−II線に沿う平面断面図である。
【図3】本発明の第2実施形態に係るフィルム表面処理装置の概略構成を示す側面図である。
【図4】上記フィルム表面処理装置の介装部材の圧損路の変形例を示す平面断面図である。
【図5】介装部材の変形例を示す側面図である。
【図6】介装部材の変形例を示す側面図である。
【発明を実施するための形態】
【0022】
以下、本発明の実施形態を図面にしたがって説明する。
図1は、本発明の第1実施形態を示したものである。被処理フィルム9は、光学用の透明な樹脂フィルムであり、連続シート状になっている。ここでは、被処理フィルム9として、偏光板の保護フィルムが適用されている。保護フィルム9は、トリアセテートセルロース(TAC)を主成分として含む。なお、フィルム9の成分は、TACに限られず、ポリプロピレン(PP)、ポリエチレン(PE)、シクロオレフィン重合体(COP)、シクロオレフィン共重合体(COC)、ポリエチレンテレフタレート(PET)、ポリメタクリル酸メチル(PMMA)、ポリイミド(PI)等であってもよい。フィルム9の厚さは、例えば100μm程度である。
【0023】
PVAフィルムからなる偏光フィルムと保護フィルムとが接着剤にて貼り合わされ、偏光板が構成される。接着剤としては、PVA水溶液等の水系接着剤が用いられる。接着工程に先立ち、フィルム表面処理システム1によって保護フィルムを表面処理し、保護フィルムの接着性を向上させる。
【0024】
図1に示すように、フィルム表面処理装置1は、処理部10と、反応ガス供給系20を備えている。処理部10は、一対の電極11,12を含む。電極11,12は、共に円筒形状のロール電極にて構成されている。ロール電極11,12が互いに平行に並んで配置されている。以下、電極11,12の軸線に沿う方向を適宜「処理幅方向」と称す(図2参照)。ロール電極11,12どうしの間に狭いギャップ13(処理領域)が形成されている。一対の電極11,12のうち一方が電源(図示省略)に接続されている。他方の電極が電気的に接地されている。電源は、例えばパルス波状の電力を電極11,12に供給する。これにより、一対の電極11,12どうしの間に電界が印加され、電極間ギャップ13内に大気圧近傍下においてプラズマが生成され、電極間ギャップ13が大気圧近傍の放電空間になる。図示は省略するが、処理部10には、絶縁体からなる1又は複数の耐電圧部材が設けられており、電極11,12等の絶縁性が確保されている。
【0025】
被処理フィルム9が、幅方向を図1の紙面と直交する処理幅方向に向け、ロール電極11,12の上側の周面に半周程度掛け回されている。被処理フィルム9は、ロール電極11,12の周面に沿って放電空間13に通され、放電空間13より下に垂らされてガイドロール15,15にて折り返されている。ロール電極11,12が、それぞれ自らの軸線まわりに、かつ互いに同期して同方向(図1において時計周り)に回転される。これにより、被処理フィルム9が、ロール電極11からロール電極12へ搬送される。
【0026】
各ロール電極11,12には、フィルム温調手段(図示省略)が組み込まれている。フィルム温調手段は、例えばロール電極11,12内に形成された温調路にて構成されている。温調路に、温調された水等の媒体を流すことにより、ロール電極11,12を温調できる。ひいては、ロール電極11,12の周面上の被処理フィルム9を温調できる。電極11,12ひいては被処理フィルム9の設定温度は、アクリル酸AAの凝縮温度より低温であることが好ましく、例えば20℃〜25℃である。
【0027】
反応ガス供給系20は、反応ガス供給源21と、供給経路部22を含む。反応ガス供給源21は、気化器にて構成されている。気化器21内に、重合性モノマーとしてアクリル酸(CH2=CHCOOH)が液体の状態で蓄えられている。気化器21には加熱器(図示省略)が組み込まれており、アクリル酸AAが一定の温度に保たれている。気化器21内のアクリル酸AAの温度は、例えば120℃〜190℃である。
【0028】
気化器21にキャリアガス源23が接続されている。キャリアガス源23にはキャリアガスとして窒素(N2)が蓄えられている。キャリアガス源23からキャリア路24及びバイパス路25が分岐して延びている。キャリア路24が気化器21に連なっている。キャリアガス源23のキャリアガス(N2)がキャリア路24を経て気化器21に導入される。このキャリアガス(N2)にアクリル酸が気化して混合され、反応ガス(アクリル酸AA+N2)が生成される。キャリアガスは、気化器21内の液体アクリル酸の液面より上側に導入してもよく、液体アクリル酸の内部に導入してバブリングしてもよい。
キャリアガスとして、N2に代えて、Ar、He等の希ガスを用いてもよい。
【0029】
供給経路部22は、供給管30と、反応ガスノズル40を含む。供給管30は、管本体31と、1又は複数(図では1つのみ図示)の管継手32と、接続ポート33を含む。供給管本体31が気化器21から処理部10へ延びている。供給管本体31の途中に管継手32が設けられている。供給管本体31の端部に接続ポート33が設けられている。これら供給管構成部材31,32,33によって、反応ガスを気化器21から反応ガスノズル40へ送る管路39が形成されている。管路39の基端部が、気化器21の内部に連なっている。
【0030】
1つの管継手32にバイパス路25が接続されている。キャリアガス(N2)の一部が、気化器21を経ずに、管継手32において供給管30に合流する。気化器21の温度の他、キャリアガスのキャリア路24及びバイパス路25への分配比によって、反応ガス中のアクリル酸濃度を調節できる。 バイパス路25を省略し、キャリアガスの全体が気化器21を通るようにしてもよい。
【0031】
供給管30は、樹脂(非金属材料)にて構成されている。具体的には、供給管本体31は、PVC(ポリ塩化ビニル)にて構成されている。管継手32及び接続ポート33は、PFA(パーフルオロアルコキシルアルカン)にて構成されている。
【0032】
供給管30は、リボンヒータ等の温調手段(図示省略)にて温調されている。供給管30の設定温度は、アクリル酸の凝縮温度より高温であることが好ましく、例えば55℃〜70℃である。
【0033】
供給管30の先端に反応ガスノズル40が接続されている。反応ガスノズル40は、ロール電極11,12どうし間の放電空間13より上側部分に配置されている。反応ガスノズル40は、ノズル本体41を有している。図1及び図2に示すように、反応ガスノズル本体41は、処理幅方向(図1の紙面と直交する方向)に長く延びる容器状になっている。反応ガスノズル本体41の延び方向と直交する断面は、下方に向かって先細になっている。図1に示すように、反応ガスノズル本体41の下端部(先端部)が、ロール電極11,12間の漸次狭くなる箇所に差し入れられ、放電空間(処理領域)13に臨んでいる。反応ガスノズル本体41の内部に吹出し路49が形成されている。反応ガスノズル40の上面に接続ポート33が設けられている。吹出し路49の上流端が、接続ポート33に接続され、ひいては管路39に連なっている。吹出し路49の下流端は、反応ガスノズル40の下端面に達し、吹出し口49aになっている。吹出し口49aは、処理幅方向(図1の紙面と直交する方向)に延びるスリット状になっている。
【0034】
反応ガスノズル本体41の内部に介装部材50が設けられている。詳細図は省略するが、介装部材50は、ネジ、フック、段差、嵌合部等を介して反応ガスノズル本体41に分離可能に連結されて支持されている。介装部材50は、処理幅方向(図1の紙面と直交する方向)に長く延びる平板状になっている。介装部材50の短手方向は、電極11,12の対向方向に向けられている。介装部材50の厚さ方向は上下に向けてられている。
【0035】
介装部材50は、吹出し路49の途中に介在されている。介装部材50によって、容器状の反応ガスノズル本体41の内部(吹出し路49)が上下に仕切られている。図2に示すように、介装部材50には、多数の小径の分散穴51からなる圧損路が形成されている。分散穴51は、介装部材50の長手方向及び短手方向に等間隔に分散して配置されている。各分散穴51は、介装部材50を厚さ方向(上下)に貫通している。供給経路部22の全路長に対し、分散穴51の軸長(介装部材50の厚さ)は極めて小さい。分散穴51を介して、吹出し路49の介装部材50より上側の室49aと介装部材50より下側の室49bとが連ねられている。すべての分散穴51を合わせた流路断面積は、上記上下の室49a,49bの各流路断面積より十分に小さい。介装部材50は、反応ガスに流通抵抗を付与する圧損部材を構成している。介装部材50における上面、分散穴51の内周面、及び下面が、吹出し路49の一部を画成している。
【0036】
介装部材50から吹出し路49の先端(下端)の吹出し口49aまでの流路長は、供給経路部22全体の流路長と比べ十分に短い。
【0037】
反応ガスノズル40は、介装部材50を除き、樹脂(非金属部材)にて構成されている。具体的には、反応ガスノズル本体41がPVC(ポリ塩化ビニル)にて構成されている。
介装部材50は、金属にて構成されている。ここでは、介装部材50は、アルミニウムにて構成されているが、ステンレス、鉄、鋼等にて構成されていてもよい。介装部材50は、ノズル40内の吹出し口49cとは反対側(基端側)寄りに配置されており、金属製の介装部材50と電極11,12との絶縁が確保されている。
【0038】
反応ガスノズル40は、ノズル温調手段(図示省略)にて温調されている。ノズル温調手段は、温調された水等の媒体を通す温調路にて構成されているが、電熱ヒータでもよい。反応ガスノズル40の設定温度は、アクリル酸の凝縮温度より高温であることが好ましく、例えば50℃〜55℃である。
【0039】
上記構成のフィルム表面処理装置1によって被処理フィルム9を表面処理する方法を説明する。
被処理フィルム9をロール電極11,12及びガイドロール15に掛け回す。
ロール電極11,12を図1において時計周りに回転させ、被処理フィルム9を大略右方向へ搬送する。
【0040】
気化器21においてキャリアガス(N2)にアクリル酸(AA)を気化させ、反応ガス(AA+N2)を生成する。この反応ガスを、気化器21から供給管30の管路39に送出する。供給管30の途中で、バイパス路25からのキャリアガス(N2)を反応ガスに合流させる。さらに、上記反応ガス(AA+N2)を供給管路39の下流側へ流す。
【0041】
供給管30を構成するPVC、PFA等の樹脂は、アクリル酸の重合反応に対する触媒作用を有しない。したがって、供給管30を流通中の反応ガスのアクリル酸が供給管30の内壁に接触しても、アクリル酸の重合反応が起きることは殆どない。よって、供給管30の内壁にアクリル酸の重合物が堆積するのを回避又は抑制でき、供給管路39の閉塞を回避又は抑制できる。これにより、供給管30内における反応ガスの流れを長期間にわたって安定させることができる。
【0042】
上記反応ガスを、供給管路39から反応ガスノズル40内の吹出し路49に導入する。反応ガスは、吹出し路49の拡散室49aで処理幅方向に拡散する。続いて、反応ガスは介装部材50の各分散穴51を通る。このとき、反応ガスは流通抵抗を付与されて圧損を生じる。各分散穴51から出た反応ガスが、拡散室49bで合流しながら再び拡散する。これにより、反応ガスの流れを処理幅方向に均一化できる。
【0043】
反応ガスは、上記吹出し路49内における流通過程で、反応ガスノズル本体41の内壁及び介装部材50の表面(介装部材50の上面及び下面並びに分散穴51の内周面)と接触する。
反応ガスノズル本体41を構成するPVC等の樹脂は、アクリル酸の重合反応に対する触媒作用を有しない。したがって、反応ガス中のアクリル酸が反応ガスノズル本体41の内壁に接触しても、アクリル酸の重合反応が誘起されることは殆どない。よって、反応ガスノズル本体41の内壁にアクリル酸の重合物が堆積するのを回避又は抑制でき、吹出し路49の閉塞を回避又は抑制できる。
【0044】
これに対し、介装部材50を構成するアルミニウム等の金属材料は、アクリル酸の重合反応に対する触媒作用を有している。したがって、反応ガス中のアクリル酸が介装部材50と接触すると、上記金属材料の触媒作用によってアクリル酸の重合反応が誘起される。特に介装部材50が吹出し路49内の圧損部材を構成しているため、反応ガスひいてはアクリル酸が、介装部材50に確実に接触する。よって、アクリル酸の重合反応を確実に誘起させることができる。これにより、反応ガス中でアクリル酸モノマーのダイマー化ないしはポリマー化が起きる。
【0045】
反応ガスは上記重合反応の誘起から間も無くして吹出し路49の先端(下端)の吹出し口49aに達する。したがって、アクリル酸の重合が進み過ぎないうちに反応ガスを吹き出すことができる。介装部材50より下流の吹出し路49に重合物が付着する量を抑えることができる。反応ガスの吹出し流は、処理幅方向に均一に分布した状態になる。この反応ガスが、電極間ギャップ13に導入され、電極間ギャップ13内の被処理フィルム9に接触する。
【0046】
併行して、電源(図示省略)から電極11,12に電力を供給して、電極11,12間に電界を印加し、ギャップ13内に大気圧近傍のプラズマ放電を生成する。これにより、アクリル酸の重合反応が更に進む。また、反応ガス中の窒素がプラズマ化される。この窒素プラズマやプラズマ光が被処理フィルム9に照射され、被処理フィルム9の表面分子のC−C、C−O、C−H等の結合を切断する。この結合切断部にアクリル酸の重合物が結合(グラフト重合)し、或いはアクリル酸から分解したCOOH基等が結合すると考えられる。これにより、被処理フィルム9の表面に接着性促進層が形成される。アクリル酸は、プラズマ照射に先立って介装部材50において重合を誘起されているため、被処理フィルム9上における重合度を高めることができる。したがって、接着性促進層を確実に形成できる。
プラズマ照射時間を長くしなくてもよく、フィルム9の搬送速度を高くでき、高速で処理できる。
電極11,12への投入電圧を高くしなくても、アクリル酸の重合度を十分に高くできる。したがって、処理部10の耐電圧部材にかかる負荷を緩和でき、耐電圧部材の劣化、損傷を抑えることができる。
【0047】
処理後の被処理フィルム9をPVAフィルム等からなる偏光フィルムと接着することにより、偏光板を作製する。接着剤としてはPVA水溶液等の水系接着剤を用いる。予め上記表面処理によって被処理フィルム9の接着性が高められているため、十分な接着強度を有する偏光板を得ることができる。
【0048】
供給経路部22内においては、アクリル酸の重合物が堆積する箇所を介装部材50の表面に集中させることができる。供給経路部22の不確定な箇所で重合物の堆積が起きるのを防止できる。したがって、介装部材50を定期的に交換したり洗浄したりすれば、供給経路部22における反応ガスの流通を長期的に安定して維持でき、メンテナンスが容易である。
【0049】
次に、本発明の他の実施形態を説明する。以下の実施形態において、既述の実施形態と重複する内容に関しては、図面に同一符号を付して説明を省略する。
【0050】
第1実施形態では電極11,12間の放電空間13と処理領域が一致していたが、処理領域が放電空間13を含んで放電空間13より広くてもよい。一対の電極11,12は、処理領域の全体を画成するのに限られず、処理領域の少なくとも一部(プラズマ照射領域部)を画成していればよい。処理領域における反応ガスの吹き付け領域部とプラズマ照射領域部とが分離していてもよい。
【0051】
図3は、本発明の第2実施形態を示したものである。第2実施形態のフィルム表面処理装置1Aでは、反応ガスの吹き付け領域部が、電極11,12間のプラズマ照射領域部13と分離されて、プラズマ照射領域部13よりフィルム搬送方向の上流側に配置されている。詳述すると、供給経路部22の反応ガスノズル40が、放電空間13からロール電極11の回転方向の上流側に離れて配置されている。反応ガスノズル40の先端面(下面)が、ロール電極11の上側の周面と対向して配置されている。
【0052】
ロール電極11の周面上におけるノズル40と対向する位置からフィルム搬送方向に沿って放電空間13までの間の部分が、処理領域14を構成している。ロール電極11の周面上のノズル40と対向する部分が、反応ガスの吹き付け領域部になっている。
【0053】
樹脂製の反応ガスノズル本体41内に金属製の介装部材50が設けられている点は、第1実施形態と同じである。
【0054】
フィルム表面処理装置1Aは、放電生成ガス供給系70を更に備えている。放電生成ガス供給系70は、放電生成ガス源71と、供給路72と、ノズル73を含む。放電生成ガス源71には、放電生成ガスが蓄えられている。放電生成ガスとしては、窒素(N2)が用いられている。放電生成ガスは、重合性モノマーを含まない。1つの窒素ガス源が放電生成ガス源71とキャリア源23とを兼ねていてもよい。
なお、放電生成ガスは、窒素に限定されるものではなく、アルゴン、ヘリウム等の希ガスを用いてもよい。
【0055】
放電生成ガス源71から放電生成ガス供給路72が処理部10へ延びている。供給路72を構成する管部材は、金属製でもよく、樹脂製でもよい。路72の先端に放電生成ガスノズル73が連なっている。放電生成ガスノズル73の各構成部材は、金属製でもよく、樹脂等の非金属製でもよいが、電極11,12に近い部分については樹脂等の絶縁材料にて構成されていることが好ましい。放電生成ガスノズル73の形状は、第1実施形態のノズル40とほぼ同じであり、図3の紙面と直交する処理幅方向に延びている。放電生成ガスノズル73は、ロール電極11,12どうし間の放電空間13より上側(第1実施形態における反応ガスノズル40の位置)に配置されている。放電生成ガスノズル73の先端が放電空間13に臨んでいる。
【0056】
フィルム表面処理装置1Aにおいては、反応ガス(アクリル酸+N2)を供給経路部22に通し、反応ガスノズル40からロール電極11の上側の周面上の被処理フィルム9に吹き付ける。被処理フィルム9上で反応ガス中のアクリル酸が凝縮して被処理フィルム9の表面に付着する。アクリル酸の一部は介装部材50の触媒作用によってダイマー化ないしはポリマー化している。
【0057】
併行して、放電生成ガス源71の放電生成ガス(N2)を、供給路72を経てノズル73から放電空間13に供給し、プラズマ化する。被処理フィルム9の上記アクリル酸付着部分が、やがて放電空間13に入り、プラズマ照射を受ける。これにより、アクリル酸の重合反応が更に進む。介装部材50において重合を誘起されているため、放電空間13でのアクリル酸の重合度を高めることができる点は、第1実施形態と同様である。
【0058】
次に、介装部材の変形態様を説明する。
第1、第2実施形態の介装部材50の圧損路は、多数の小孔状の分散穴51に限られず、図4に示すように、スリット52でもよい。スリット52は、処理幅方向に延び、かつ介装部材50を厚さ方向(図4の紙面と直交する方向)に貫通している。
【0059】
介装部材は、反応ガスノズル40に設けられるのに限られず、供給管30に設けられていてもよい。この場合、反応ガスノズル40内の圧損部材50は、PVC等の樹脂製であってもよい。
図5に示す実施形態では、供給管30にカートリッジ60が介在されている。カートリッジ60は、供給管30における先端部(反応ガスノズル40に近い部分)に設けられている。カートリッジ60は、ネジ継手63を介して該カートリッジ60の両側の供給管本体31に分離可能に連結されている。カートリッジ60を挟んで上流側及び下流側の供給管本体31の内部がそれぞれカートリッジ60の内部に連なっている。カートリッジ60の内部空間が供給管路39の一部を構成している。カートリッジ60の容器本体は、PVC、PFA等の樹脂にて構成されているが、アルミニウム等の金属にて構成されていてもよい。カートリッジ60の内部にスパイラル状の介装部材61が収容されている。スパイラル状介装部材61は、アルミニウム、ステンレス、鋼、鉄等の金属にて構成されている。スパイラル状介装部材61は、供給管路39に介在されている。スパイラル状介装部材61の周面が供給管路39の一部を画成している。
【0060】
反応ガスが、カートリッジ60より上流側の供給管30を経てカートリッジ60の内部に導入される。この反応ガスがカートリッジ60内を流通しながらスパイラル状介装部材61に接触する。スパイラル状介装部材61の周辺では反応ガスの流れが乱流になる。したがって、反応ガス中のアクリル酸が介装部材61に確実に接触する。このとき、介装部材61を構成する金属の触媒反応によって、反応ガス中のアクリル酸の重合反応が誘起される。その後、反応ガスは、カートリッジ60より下流の供給管30及び反応ガスノズル40を経て吹き出される。第1、第2実施形態と同様に、上記介装部材61における重合反応の誘起によって、被処理フィルム9上でのアクリル酸の重合反応を促進させることができる。
【0061】
メンテナンスの際は供給管30からカートリッジ60を取り外す。カートリッジ60内のスパイラル状介装部材61を交換又は洗浄したうえで、カートリッジ60を供給管30に再装着する。或いは、カートリッジ60全体を新品に取り換えてもよい。カートリッジ式であるから、メンテナンスを容易に行なうことができる。
【0062】
カートリッジ60内に収容される介装部材は、スパイラル状のものに限定されない。
図6に示す実施形態では、カートリッジ60内に介装部材としてスチールウール62が収容されている。スチールウール62内には連続通路が形成されている。反応ガスがスチールウール62内の連続通路を通過する際、アクリル酸がスチールウール62に接触し、スチールの触媒作用によって重合反応を誘起される。スチールウール62を密にすることによって、アクリル酸の接触ひいては重合反応を確実に起こすことができる。
【0063】
本発明は、上記実施形態に限定されるものではなく、その趣旨を逸脱しない範囲において種々の改変をなすことができる。
例えば、介装部材を複数設けてもよい。反応ガスノズル40及び供給管30にそれぞれ介装部材を設けてもよい。
介装部材は、反応ガスノズル40の吹出し路49の内壁又は供給管30の管路39の内壁に設けられた金属膜や金属板であってもよい。
反応ガスノズル40のうち少なくとも吹出し路49を画成する内面部分又は供給管30のうち少なくとも管路39を画成する内面部分が、樹脂等の非金属材料にて構成されていればよい。反応ガスノズル40の外周部等の吹出し路49を画成しない部分は、電源電極との絶縁が確保される限り金属にて構成されていてもよい。供給管30の外周部等の管路39を画成しない部分は金属にて構成されていてもよい。
複数の実施形態を互いに組み合わせてもよい。例えば、スパイラル状の介装部材61(図4)又はスチールウールからなる介装部材62(図5)を反応ガスノズル40内に設けてもよい。
【0064】
処理部10の構造は、適宜改変できる。例えば、第1実施形態において反応ガスノズル40をロール電極11,12どうし間の放電空間13より下側部分に配置してもよい。第2実施形態において放電生成ガスノズル73をロール電極11,12どうし間の放電空間13より下側部分に配置してもよい。放電空間13を挟んで上下にそれぞれノズルを設けてもよい。
ロール電極等を3つ並べて設けて放電空間13を2つ形成し、搬送方向の前段の放電空間13に重合性モノマーを含む反応ガスを供給し、搬送方向の後段の放電空間13に重合性モノマーを含まない放電生成ガスを供給することにしてもよい。この場合、フィルム搬送方向に沿って前段の放電空間13から後段の放電空間13にかけての部分が処理領域を構成する。
【0065】
処理部10の電極構造は、ロール電極11,12に限られず、平行平板電極でもよく、ロール電極と平板電極の対でもよく、ロール電極と部分円筒凹面電極の対でもよい。
【実施例1】
【0066】
実施例を説明するが、本発明は以下の実施例に限定されるものではない。
図1及び図2に示すフィルム表面処理装置1を用いた。反応ガスノズル本体41は、PVC樹脂製であった。圧損部材(介装部材)50は、アルミニウム製であった。圧損部材50の寸法構成は以下の通りであった。
圧損部材50の処理幅方向の長さ:317mm
圧損部材50の短手方向の長さ:10mm
圧損部材50の厚さ:5mm
分散穴51の直径:1mm
分散穴51の処理幅方向のピッチ:14mm
分散穴51の二つの列どうし間の間隔:6mm
【0067】
反応ガスの重合性モノマーとしてアクリル酸を用い、キャリアガスとして窒素(N2)を用いた。
被処理フィルム9として、TACフィルムを用いた。TACフィルム9の幅は、325mmであった。
その他の処理条件は以下の通り。
反応ガス流量: 20slm
反応ガス中のアクリル酸投入量: 4g/min
気化器21の温度: 160℃
供給管30の温度: 75℃
反応ガスノズル40の温度: 55℃
TACフィルム9の温度: 25℃
TACフィルム9の搬送速度:10m/min
投入電力: 1850W(直流500V、3.8Aを交流変換)
電極11,12間の印加電圧:Vpp=18kV
電極11,12間のギャップ:1mm
【0068】
フィルム表面処理装置1によって表面処理した後の被処理TACフィルム9をPVAフィルムの片面に貼り合わせた。接着剤として、(A)重合度500のPVA 5wt%水溶液と、(B)カルボキシメチルセルロースナトリウム 2wt%水溶液とを混合した水溶液を用いた。(A)及び(B)の混合比は、(A):(B)=20:1とした。接着剤の乾燥条件は80℃、5分間とした。PVAフィルムの反対側の面には、鹸化処理したTACフィルムを上記と同じ接着剤にて貼り合わせた。これにより、3層構造の偏光板サンプルを作製した。偏光板サンプルの幅は、25mmとした。被処理フィルム9の幅方向の5箇所からサンプル片を切り出して、上記の偏光板サンプルを5つ作製した。
【0069】
接着剤が硬化した後、各サンプルの被処理TACフィルム9とPVAフィルムとの接着強度を浮動ローラー法(JIS K6854)で測定した。
測定の結果、接着強度は平均で7.68N/25mmであった。
【0070】
[比較例1]
比較例1では、圧損部材50をアルミニウム製に代えてPVC樹脂製とした。それ以外の処理条件は実施例1と同じとした。処理後のサンプル作製手順及び測定方法についても実施例1と同じとした。
測定の結果、接着強度は平均で6.77N/25mmであった。
【実施例2】
【0071】
実施例2では、フィルム9の搬送速度を15m/minとした。それ以外の処理条件は実施例1と同じとした。処理後のサンプル作製手順及び測定方法についても実施例1と同じとした。
測定の結果、接着強度は平均で5.00N/25mmであった。
【0072】
[比較例2]
比較例2では、圧損部材50をアルミニウム製に代えてPVC樹脂製とした。それ以外の処理条件は実施例2(フィルム搬送速度:15m/min)と同じとした。処理後のサンプル作製手順及び測定方法についても実施例2と同じとした。
測定の結果、接着強度は平均で3.63N/25mmであった。
【0073】
以上の結果から、本発明によれば、高い処理性能(接着強度)を得ることができることが確認された。
【産業上の利用可能性】
【0074】
本発明は、例えばフラットパネルディスプレイ(FPD)の偏光板等の光学装置の製造に適用可能である。
【符号の説明】
【0075】
1,1A フィルム表面処理装置
9 被処理フィルム
10 処理部
11,12 ロール電極
13 電極間ギャップ(処理領域)
14 処理領域
15 ガイドロール
20 反応ガス供給系
21 気化器(反応ガス供給源)
22 供給経路部
23 キャリアガス源
24 キャリア路
25 バイパス路
30 供給管
31 管本体
32 管継手
33 接続ポート
39 管路
40 反応ガスノズル
41 ノズル本体
49 吹出し路
49a 上側拡散室
49b 下側拡散室
49c 吹出し口
50 介装部材
51 分散穴(圧損路)
52 分散スリット(圧損路)
60 カートリッジ
61 スパイラル状介装部材
62 スチールウール(介装部材)
63 ネジ継手
70 放電生成ガス供給系
71 放電生成ガス源
72 放電生成ガス供給路
73 放電生成ガスノズル
【特許請求の範囲】
【請求項1】
大気圧近傍の処理領域に配置された被処理フィルムに、反応成分を含む反応ガスを接触させ、かつプラズマを照射するフィルム表面処理装置であって、
前記処理領域内に前記プラズマを生成する一対の電極と、
金属を触媒として重合可能な重合性モノマーを前記反応成分として含む反応ガスの供給源に連なる管路を有して、前記供給源から前記処理領域へ延びる供給管と、
前記管路に連なる吹出し路を有して、前記処理領域に臨む反応ガスノズルと、
前記反応ガスノズル又は前記供給管に設けられて前記吹出し路又は前記管路の一部を画成する介装部材と、
を備え、前記供給管の前記管路を画成する部分及び前記反応ガスノズルの前記吹出し路を画成する部分が、非金属材料にて構成され、前記介装部材が、金属にて構成されていることを特徴とするフィルム表面処理装置。
【請求項2】
前記介装部材が、前記反応ガスに流通抵抗を付与する圧損部材であることを特徴とする請求項1に記載のフィルム表面処理装置。
【請求項3】
前記介装部材が、前記供給管の先端部又は前記反応ガスノズルに設けられていることを特徴とする請求項1又は2に記載のフィルム表面処理装置。
【請求項4】
前記介装部材が、前記供給管又は前記反応ガスノズルから分離可能であることを特徴とする請求項1〜3の何れか1項に記載のフィルム表面処理装置。
【請求項5】
前記重合性モノマーが、アクリル酸であることを特徴とする請求項1〜4の何れか1項に記載のフィルム表面処理装置。
【請求項1】
大気圧近傍の処理領域に配置された被処理フィルムに、反応成分を含む反応ガスを接触させ、かつプラズマを照射するフィルム表面処理装置であって、
前記処理領域内に前記プラズマを生成する一対の電極と、
金属を触媒として重合可能な重合性モノマーを前記反応成分として含む反応ガスの供給源に連なる管路を有して、前記供給源から前記処理領域へ延びる供給管と、
前記管路に連なる吹出し路を有して、前記処理領域に臨む反応ガスノズルと、
前記反応ガスノズル又は前記供給管に設けられて前記吹出し路又は前記管路の一部を画成する介装部材と、
を備え、前記供給管の前記管路を画成する部分及び前記反応ガスノズルの前記吹出し路を画成する部分が、非金属材料にて構成され、前記介装部材が、金属にて構成されていることを特徴とするフィルム表面処理装置。
【請求項2】
前記介装部材が、前記反応ガスに流通抵抗を付与する圧損部材であることを特徴とする請求項1に記載のフィルム表面処理装置。
【請求項3】
前記介装部材が、前記供給管の先端部又は前記反応ガスノズルに設けられていることを特徴とする請求項1又は2に記載のフィルム表面処理装置。
【請求項4】
前記介装部材が、前記供給管又は前記反応ガスノズルから分離可能であることを特徴とする請求項1〜3の何れか1項に記載のフィルム表面処理装置。
【請求項5】
前記重合性モノマーが、アクリル酸であることを特徴とする請求項1〜4の何れか1項に記載のフィルム表面処理装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2011−201970(P2011−201970A)
【公開日】平成23年10月13日(2011.10.13)
【国際特許分類】
【出願番号】特願2010−68745(P2010−68745)
【出願日】平成22年3月24日(2010.3.24)
【出願人】(000002174)積水化学工業株式会社 (5,781)
【Fターム(参考)】
【公開日】平成23年10月13日(2011.10.13)
【国際特許分類】
【出願日】平成22年3月24日(2010.3.24)
【出願人】(000002174)積水化学工業株式会社 (5,781)
【Fターム(参考)】
[ Back to top ]