
フィルム製造方法及び溶液製膜装置
【課題】遅相軸の方向のばらつきが小さいフィルムを製造可能なフィルム製造方法及び溶液製膜装置を提供する。
【解決手段】溶液製膜法によるフィルムの製造方法であって、流延バンドの走行速度を100.0%としたとき、前記流延バンドの走行速度の98.0%以上かつ100.0%未満の周速度で剥ぎ取りローラが、前記フィルムを剥ぎ取り、テンタは、フィルムの長手方向の移動速度が前記流延バンドの走行速度の98.0%以上かつ100%未満の速度で前記フィルムを長手方向に移動させながら延伸するフィルム製造方法。
【解決手段】溶液製膜法によるフィルムの製造方法であって、流延バンドの走行速度を100.0%としたとき、前記流延バンドの走行速度の98.0%以上かつ100.0%未満の周速度で剥ぎ取りローラが、前記フィルムを剥ぎ取り、テンタは、フィルムの長手方向の移動速度が前記流延バンドの走行速度の98.0%以上かつ100%未満の速度で前記フィルムを長手方向に移動させながら延伸するフィルム製造方法。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、フィルム製造方法及び溶液製膜装置に関し、特に溶液製膜法を用いたフィルム製造方法及び溶液製膜装置に関する。
【背景技術】
【0002】
パソコンの普及や家庭用テレビの薄型化に伴い、液晶モニタの需要が増大し、液晶モニタに用いられる偏光フィルム、光学補償フィルム等の光学フィルムの需要も高まってきている。また、液晶モニタの高精細化に伴って、光学フィルムに要求されるスペックも高くなってきた。
【0003】
これらの光学フィルムとしては、樹脂フィルムが主に用いられ、その中でもセルローストリアセテートから製造されるセルローストリアセテートフィルムは、光学特性が良好なことから、光学フィルムとして良く用いられる。
【0004】
樹脂フィルムの製造法には、溶融押出法や溶液製膜法などがある。溶融押出法とは、樹脂を加熱溶融し、押出機でフィルム状に押し出すことによってフィルムを形成する方法であり、溶液製膜法とは、フィルムの成分を溶媒で溶解したドープを支持体上に流延することによってフィルムを形成する方法である。
【0005】
溶液製膜法は、溶融押出法よりも光学特性や厚み均一性に優れたフィルムを形成できるので、光学フィルムの製造に良く用いられている。この溶液製膜法を用いたフィルムの製造法や製造装置としていろいろなものが提案されている。
【0006】
例えば、特許文献1に記載された溶液製膜方法は、支持体上にドープを流延して形成した湿潤フィルムを冷却しゲル化させて剥ぎ取る剥ぎ取り工程と、乾量基準における残留溶媒量が5重量%以上20重量%以下のフィルムについて延伸率Lxが0.5%以上5%以下の延伸を行う延伸工程と、延伸前後におけるフィルムの残留溶媒量の変化量が4重量%以下であることと、を備えている。これにより、フィルムのポリマー分子の向きのばらつきを抑え、表面が平滑であり、光学特性に優れたフィルムが得られるとしている。
【0007】
また、特許文献2に記載されたセルロースエステルフィルムの製造方法は、フィルムの延伸開始時の残留溶媒量が90質量%〜5質量%であり、かつ、Rt/R0が0.8〜3.5の範囲になるように調整することを備えている。これにより、優れた光学特性を有するセルロースエステルフィルムを提供することが出来るとしている。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開2009−172814号公報
【特許文献2】特開2003−170492号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
しかしながら、従来の溶液製膜法によるフィルムの製造方法では、フィルム面内で遅相軸の方向が、所望の方向からばらつくという問題があった。遅相軸の方向がばらつくことにより、このフィルムが光学フィルムとして液晶装置などに使用されると、コントラストが低下するという問題が発生する。更に、近年の液晶モニタ等の光学機器の高精細化により、要求される遅相軸のばらつきの範囲が厳しくなってきた。
【0010】
従来、この遅相軸の方向のばらつきが大きくなるメカニズムがよく分かっていなかったため、有効な対策を立てることが出来なかった。
【0011】
本発明は、かかる実情に鑑み、遅相軸の方向がばらつくメカニズムを解明し、遅相軸の方向のばらつきが小さいフィルムの製造方法及び溶液製膜装置を提供しようとするものである。
【課題を解決するための手段】
【0012】
本発明の課題は、下記の各発明によって解決することが出来る。
【0013】
即ち、本発明のフィルム製造方法は、フィルムの成分を溶媒に溶解させたドープを流延してフィルムを製造する溶液製膜法によるフィルム製造方法であって、前記ドープを走行する流延バンドに流出させることにより前記ドープを薄板状に流延してフィルムを形成する流延ステップと、前記流延バンドに付着した前記フィルムを剥ぎ取りローラによって剥ぎ取る剥ぎ取りステップと、前記剥ぎ取りステップで剥ぎ取られた前記フィルムをテンタによって長手方向に移動させながら幅方向に延伸する延伸ステップと、延伸された前記フィルムを乾燥させる乾燥ステップと、乾燥されたフィルムを巻き取る巻き取りステップと、を備え、前記流延ステップでの前記流延バンドの走行速度を100.0%としたとき、前記剥ぎ取りステップでは、前記剥ぎ取りローラは、その周速度が前記流延バンドの走行速度の98.0%以上かつ100.0%未満の周速度で前記フィルムを剥ぎ取り、前記延伸ステップでは、前記テンタは、前記流延バンドの走行速度の98.0%以上かつ100%未満の速度で前記フィルムを長手方向に移動させながら延伸することを主要な特徴としている。
【0014】
これにより、流延バンドを用いるフィルムの製造方法において、遅相軸の方向のばらつきが小さいフィルムを製造することが可能になる。
【0015】
また、本発明のフィルム製造方法は、フィルムの成分を溶媒に溶解させたドープを流延してフィルムを製造する溶液製膜法によるフィルム製造方法であって、前記ドープを回転する流延ドラムに流出させることにより前記ドープを薄板状に流延してフィルムを形成する流延ステップと、前記流延ドラムに付着した前記フィルムを剥ぎ取りローラによって剥ぎ取る剥ぎ取りステップと、前記剥ぎ取りステップで剥ぎ取られた前記フィルムをテンタによって長手方向に移動させながら幅方向に延伸する延伸ステップと、延伸された前記フィルムを乾燥させる乾燥ステップと、乾燥されたフィルムを巻き取る巻き取りステップと、を備え、前記流延ステップでの前記流延ドラムの周速度を100.0%としたとき、前記剥ぎ取りステップでは、前記剥ぎ取りローラは、その周速度が前記流延ドラムの周速度の98.0%以上かつ100.0%未満の周速度で前記フィルムを剥ぎ取り、前記延伸ステップでは、前記テンタは、前記流延ドラムの周速度の98.0%以上かつ100%未満の速度で前記フィルムを長手方向に移動させながら延伸することを主要な特徴としている。
【0016】
これにより、流延ドラムを用いるフィルムの製造方法において、遅相軸の方向のばらつきが小さいフィルムを製造することが可能になる。
【0017】
更に、本発明の溶液製膜装置は、フィルムの成分を溶媒に溶解させたドープを流延してフィルムを製造する溶液製膜装置であって、前記ドープを流延してフィルムを形成する流延部と、前記フィルムを幅方向に延伸させるテンタ部と、前記フィルムを前記流延部から前記テンタ部に移動させる渡り部と、前記フィルムを乾燥させる乾燥部と、前記フィルムを巻き取ってロール状にする巻き取り部と、を備え、前記流延部で前記フィルムを移動させる速度である流延部速度と、前記流延部と前記渡り部との境の前記渡り部側でのフィルムを引っ張る速度である渡り部速度と、前記テンタ部でフィルムを移動させる速度であるテンタ部速度と、の比が、流延部速度:渡り部速度:テンタ部速度=100.0%:98.0%以上かつ100.0%未満:98.0%以上かつ100%未満、であることを主要な特徴としている。
【0018】
これにより、遅相軸の方向のばらつきが小さいフィルムを製造することが可能な、溶液製膜装置を提供することが出来る。
【発明の効果】
【0019】
本発明のフィルム製造方法及び溶液製膜装置によれば、遅相軸の方向のばらつきの小さいフィルムを製造することが可能になる。
【図面の簡単な説明】
【0020】
【図1】本発明の一実施形態に係る溶液製膜装置の概略図である。
【図2】テンタの概略平面図である。
【発明を実施するための形態】
【0021】
以下、添付図面を参照しながら、本発明を実施するための形態を詳細に説明する。ここで、図中、同一の記号で示される部分は、同様の機能を有する同様の要素である。また、本明細書中で、数値範囲を“ 〜 ”を用いて表す場合は、“ 〜 ”で示される上限、下限の数値も数値範囲に含むものとする。
【0022】
<溶液製膜装置の構成>
本発明に用いられる溶液製膜装置の一実施例について図面を参照して説明する。図1は、本発明の一実施形態に係る溶液製膜装置の概略図である。図2は、テンタの概略平面図である。
【0023】
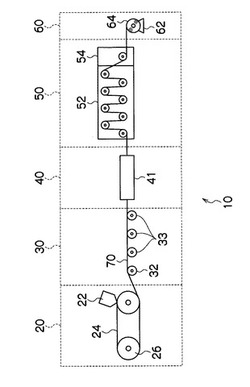
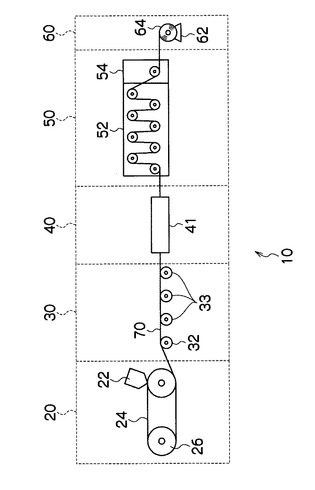
図1に示すように、溶液製膜装置10は、フィルムの成分である例えばセルロースエステル等を溶媒中に溶解させたドープを薄板状に流延してフィルム70を作製する流延部20と、フィルム70を流延部20からテンタ部40に引き渡す渡り部30と、フィルム70をフィルムの幅方向に延伸するテンタ部40と、フィルム70を乾燥させる乾燥部50と、フィルム70を巻き取ってロール状にする巻き取り部60と、を主に備えて構成される。
【0024】
流延部20は、ドープを流延バンド24に流出させる流延ダイ22と、流延ダイ22から流出したドープを薄板状に流延する流延バンド24と、流延バンド24を回転させる一組の回転ローラ26、26と、を主に含んでいる。流延ダイ22は、ドープを図示しないスリットから走行している流延バンド24上に流出させる。流延バンド24は、走行しながらドープを受け取ることにより、ドープを薄板状に流延してフィルム70を作製する。フィルム70は、流延バンド24上に付着したまま、流延バンド24とともに移動する。ここで、上記において、流延バンドを用いた流延部について説明したが、これに限定されるものではなく、流延部20は、流延バンドの代わりに流延ドラムを使用しても良い。
【0025】
渡り部30は、流延バンド24からフィルム70を剥ぎ取る剥ぎ取りローラ32と、剥ぎ取ったフィルム70をテンタ部40まで運ぶ1以上の渡りローラ33と、を主に含んでいる。剥ぎ取りローラ32は、流延バンド24上に付着しているフィルム70を剥ぎ取り、剥ぎ取ったフィルム70をテンタ部40まで移動させる。
【0026】
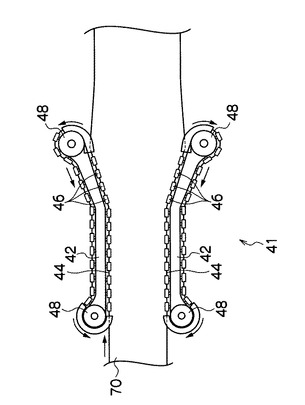
テンタ部40は、テンタ41から構成されている。テンタ41については、図2を参照して説明する。図2に示すように、テンタ41は、一組のレール42、42と、レール42に案内されて走行するチェーン44、44と、チェーン44に取り付けられ、フィルム70の側縁部を把持する複数のクリップ46と、チェーン44が巻き掛けられ、自ら回転することによりチェーン44を駆動しそれを走行させるチェーンスプロケット48と、を主に含んでいる。
【0027】
渡り部30によって運ばれたフィルム70は、図面2の左側から入ってきて、クリップ46によりその両側縁部が把持されて、図面2の右側方向に運ばれる。クリップ46は、図面2の左側でフィルム70の側縁部を両側から把持し、チェーンの走行とともにフィルム70の側縁部を両側から把持したまま、図面2の右側に移動する。このとき、一組のレール42、42は、そのレール間隔が、途中から図面2右側にゆくにつれて、つまり、内側のチェーンの走行方向に末広がりになるように構成されているので、レール42に案内されるチェーン44、44も、走行するにつれてその間隔が末広がりになる。
【0028】
これにより、クリップ46、46によってその両側縁部を把持されたフィルム70は、チェーン44、44の間隔が末広がりに離れるに従って、チェーン44、44に取り付けられたクリップ46によって、その両側縁部を引っ張られて幅方向に延伸される。クリップ46は、フィルム70を幅方向に延伸した後、図面2の右端において、フィルム70の側縁部の把持を解除して、チェーン44に連れられてフィルム70の進行方向とは逆方向に移動してゆく。
【0029】
チェーン44は、チェーンスプロケット48に巻き掛けられており、チェーンスプロケット48が図示しない駆動手段により回転させられることにより駆動されて、レール42に案内されて走行する。
【0030】
図1に戻って、乾燥部50は、乾燥室52と、冷却室54とを主に含んでいる。乾燥室52は、フィルム70に含まれる溶媒成分を蒸発させるための装置であり、そのために、その内部を温度調整するための装置、または、温度調整された空気をフィルム70に吹きかけるための装置等を備えていても良い。また、乾燥室52は、蒸発した溶媒を回収する装置(図示せず)も備えている。冷却室54は、フィルムが略室温になるまで徐々にフィルムを冷却するための装置であり、そのために、空調装置、温調装置などを備えていても良い。乾燥室52は、テンタ部40から移動してきたフィルム70に含まれている溶媒を蒸発させて、蒸発した溶媒を回収する。次に、冷却室54では、乾燥室52で加熱されたフィルム70を冷却する。冷却室を出たところには、通常、除電装置が設けられ、その除電装置により、フィルム70に帯電している電荷が除電される。
【0031】
巻き取り部60は、巻き取り装置62を主に備える。巻き取り装置62は、冷却室54から出てきたフィルム70を巻き取って、巻き取りロール64を作製する。
【0032】
<溶液製膜装置の作動>
次に、本発明に係る溶液製膜装置の作動について図1及び図2を参照して説明する。
【0033】
図1に示すように、フィルムの成分を溶媒中に溶解させたドープが、図示しないドープ製造装置から流延ダイ22に供給される。ドープは、流延ダイ22のスリット(図示せず)から走行している流延バンド24上に供給される。流延バンドは、一組の回転ローラ26、26に巻き掛けられており、回転ローラ26が回転駆動されることにより、動力が伝えられて一組の回転ローラ26、26の回りを回るように走行する。
【0034】
ドープは、走行中に流延バンド24上に供給されることにより、薄板状に流延されてフィルム70になる。流延バンド24は、フィルム70を乗せて走行し、剥ぎ取りローラ32のところまでフィルム70を運ぶ。このとき、流延部20には、図示しない温調装置、送風機、凝縮器等が設けられており、温調された雰囲気内で、乾燥した空気を送風機でフィルム70に吹きかけることにより、フィルム70に含まれる溶媒成分を蒸発させ、凝縮器で溶媒成分を回収する。
【0035】
次に、剥ぎ取りローラ32は、流延バンド24上のフィルム70を剥ぎ取り、渡りローラ33は、剥ぎ取られたフィルム70をテンタ部40に運ぶ。ここで、回転ローラ26の周速度、即ち流延バンド24の移動速度と、剥ぎ取りローラ32の周速度の関係について説明する。従来、流延バンド24に付着したフィルム70を剥ぎ取りローラ32で剥ぎ取るには、剥ぎ取りローラ32の周速度の方が、回転ローラ26の周速度よりも大きいことが必要と考えられてきた。
【0036】
その理由は、フィルム70を流延バンド24から引きはがす力は、剥ぎ取りローラ32と回転ローラ26の周速度の差から生じるからであり、剥ぎ取りローラ32の方が少し早いことによりフィルム70が剥ぎ取りローラ32に引っ張られて、流延バンド24から引きはがされるからである。
【0037】
また、剥ぎ取りローラ32と回転ローラ26の周速度が、同じかまたは回転ローラ26の方が早い場合は、流延バンド24と、剥ぎ取りローラ32との間でフィルム70にたるみが生じ、例えば、流延バンド24からフィルム70をうまく剥ぎ取ることが出来ないことなどの問題を生じるので良くないと考えられていた。
【0038】
ここで、従来、溶液製膜により製造されたフィルムは、フィルム面内において遅相軸の方向が所望の方向からずれてばらつく(以下、略して、遅相軸のばらつきとも称する)という問題があった。しかしながら、発明者の鋭意研究により、その原因は、回転ローラ26の周速度と、剥ぎ取りローラ32の周速度と、テンタ部40のクリップ46の移動速度と、の差であったことが判明した。
【0039】
詳述すると、回転ローラ26と、剥ぎ取りローラ32とは、別々の駆動系で駆動されているので、それぞれ異なった回転ばらつきが発生する。これにより、剥ぎ取りローラ32の周速度を回転ローラ26の周速度よりも大きくしている場合、フィルム70は、常にある程度の力で引っ張られるが、剥ぎ取りローラ32と回転ローラ26の回転ばらつきにより、引っ張られる力にばらつきが生じる。フィルム70は、この引っ張られる力により、フィルム70の進行方向に少しだけ延伸させられる。ところが、この引っ張られる力が、ばらついているので、この延伸もばらつき、この延伸のばらつきにより遅相軸がばらつくことが判明した。
【0040】
同様のことが、テンタ部40のテンタ41でも発生する。即ち、テンタ41のクリップ46の移動速度、即ち、チェーンスプロケット48の周速度と、回転ローラ26の周速度のばらつきにより、剥ぎ取りローラ32の場合と同様に、フィルム70を引っ張る力がばらつき、それにより延伸がばらついて遅相軸もばらつくのである。
【0041】
そこで、発明者は、鋭意研究の結果、回転ローラ26の周速度と、剥ぎ取りローラ32の周速度との関係を、同等の速度か、回転ローラ26の周速度を少し速くすることにより、遅相軸のばらつきが改善されることを発見した。また、その際、テンタ41のチェーンスプロケット48の周速度と回転ローラ26の周速度の関係も、同等にするか、回転ローラ26の周速度を少し速くすることにより、遅相軸のばらつきが改善されることを発見した。
【0042】
発明者の研究によると、回転ローラ26の周速度と、剥ぎ取りローラ32の周速度との関係を、同等の速度か、回転ローラ26の周速度を少し速いある範囲の値に調整することにより、極めて小さなゆるみがフィルム70に発生し、このゆるみが回転ローラ26の周速度、剥ぎ取りローラ32の周速度、チェーンスプロケット48の周速度、のばらつきを吸収し、これにより、延伸のばらつきが生じなくなる、または、小さくなるので、遅相軸のばらつきも小さくなるのである。
【0043】
また、従来は、たるみの発生により、フィルム70を流延バンド24からうまく剥ぎ取ることが出来ないこと等の問題が発生するので、回転ローラ26の周速度と、剥ぎ取りローラ32の周速度と、を同等にするか回転ローラ26の周速度の方を早くすることは、良くないとされていた。しかしながら、発明者の鋭意研究により、フィルム70は、流延バンド24から剥ぎ取りローラ32に移動し、更にテンタ部40に移動する間にも、内部に含まれる溶剤が蒸発するため、収縮が生じ、それにより、回転ローラ26の周速度と、剥ぎ取りローラ32の周速度を同じ、または、少し回転ローラ26の周速度の方を速くしても、フィルム70は、その収縮により、剥ぎ取りローラ32に引っ張られ、引き剥がされることが分かった。よって、それぞれの周速度の差をある範囲に調整することにより、従来の問題は発生しないことを見いだした。
【0044】
このように、微妙なゆるみがある状態で剥ぎ取りローラ32は、流延バンド24からフィルム70を剥ぎ取るので、フィルム70は、進行方向の延伸ばらつきが小さい状態で剥ぎ取られる。剥ぎ取りローラ32が剥ぎ取ったフィルム70を渡りローラ33が、テンタ部40に運ぶ。
【0045】
テンタ41では、クリップ46が、フィルム70の両側縁部を把持して図2の右側に移動させるが、クリップ46の移動速度、即ち、チェーンスプロケット48の周速度が、回転ローラ26の周速度と同じか、チェーンスプロケット48の周速度の方が少し小さく調整されている。これにより、フィルム70に小さなゆるみが生じ、そのゆるみが、回転ローラ26の周速度、剥ぎ取りローラ32の周速度、クリップ46の移動速度、のばらつきを吸収するので、フィルム70の延伸ばらつきが小さい状態で、フィルム70は、テンタ部40に運ばれる。
【0046】
テンタ41において、クリップ46は、フィルム70の両側縁部を把持したまま、末広がりに外側に移動することにより、フィルム70を幅方向に延伸する。クリップ46は、フィルム70を幅方向に延伸した後、把持を解除する。把持を解除されたフィルム70は、乾燥部50に送られる。
【0047】
乾燥部50では、乾燥室52に設置された温調装置(図示せず)により、乾燥室52内部の温度、湿度が調整され、更に送風機(図示せず)によってフィルム70に空気を吹き付けて、フィルム70内部の溶媒を蒸発させる。乾燥部50は、凝縮器(図示せず)を備えて、乾燥室52においてフィルム70から蒸発した溶媒を凝縮させて回収する。
【0048】
乾燥室52で、内部の溶媒量を調整されたフィルム70は、冷却室54に送られる。冷却室54にも温調装置(図示せず)が備えられ、冷却室54内の雰囲気の温度、湿度が調整されている。この冷却室54でフィルム70は、冷却される。この際、送風機(図示せず)によって、空気をフィルム70に吹き付けることにより、冷却を促進しても良い。
【0049】
冷却室54で冷却された後、フィルム70は、除電装置(図示せず)により、帯電した電荷を除電される。除電されたフィルム70は、巻き取り部60の巻き取り装置62で巻き取られて、巻き取りロール64が形成される。
【0050】
ここで、上記においては、流延バンド24を使用する装置について説明したが、流延バンド24ではなく、流延ドラムを使用した場合でも、全く同様に回転ローラの代わりに流延ドラムの周速度と、剥ぎ取りローラ32の周速度と、チェーンスプロケット48の周速度との、関係を上記と同じようにすることによって、同様の効果を得ることが出来ることは言うまでもない。
【0051】
[実施例]
図1に示す溶液製膜装置を使用し、回転ローラ26の周速度と、剥ぎ取りローラ32の周速度と、チェーンスプロケット48の周速度の速度比を以下の表1に示すように変えてフィルム70を作製し、フィルム70が巻き取り部に入る手前で、フィルム70の遅相軸の方向を測定した。速度比は、回転ローラ26の周速度を100%としたときの比率で表示した。
【0052】
また、遅相軸の方向の測定は、以下のように行った。即ち、自動複屈折率計KOBRA-WI(王子計測機器(株)製)を用いて、590nmの波長において、フィルムの幅方向200mm間隔、長手方向100mm間隔で、フィルム600mの遅相軸の角度の測定を行った。遅相軸の角度の測定においては、フィルムの幅方向を0°として、遅相軸の角度を測定した。得られた測定値である遅相軸の角度(配向角)のうち、最大値から最小値を減じたものを遅相軸Δとした。
【0053】
【表1】

【0054】
[比較例]
実施例と同様に、図1に示す溶液製膜装置を使用し、回転ローラ26の周速度と、剥ぎ取りローラ32の周速度と、チェーンスプロケット48の周速度の速度比を以下のように変えてフィルム70を作製し、フィルム70が巻き取り部に入る手前で、フィルム70の遅相軸Δを測定した。速度比は、回転ローラ26の周速度を100%としたときの比率で表示した。
【0055】
また、遅相軸Δの測定も実施例と同様に行った。
【0056】
(1)比較例1
・剥ぎ取りローラ周速度 100.5%
・チェーンスプロケット周速度 101.0%
(2)比較例2
・剥ぎ取りローラ周速度 97.0%
・チェーンスプロケット周速度 100.0%
<結果>
実施例、比較例での遅相軸Δの測定結果を表2に示す。
【0057】
【表2】
【0058】
表2に示すように、回転ローラ26の周速度を100%としたときの、剥ぎ取りローラ32の周速度比と、チェーンスプロケット48の周速度比とが、いずれも100%以下である実施例1〜9においては、遅相軸Δはいずれも0.65°以下になる。
【0059】
実施例1〜9から分かるように、剥ぎ取りローラ32の周速度比とチェーンスプロケット48の周速度比を100%より小さくするにつれて遅相軸Δは小さくなるが、比較例2に示すように剥ぎ取りローラ32の周速度比を96%にすると、流延バンド24からフィルム70をうまく剥ぎ取ることが出来ない。これは、流延バンド24の移動速度よりも剥ぎ取りローラ32の周速度の方が小さすぎたため、フィルム70を剥ぎ取る力が不足したものと考えられる。
【0060】
また、比較例1に示すように、剥ぎ取りローラ32の周速度比とチェーンスプロケット48の周速度比を100%より少し大きくすると、遅相軸Δは、0.85°の値を示した。
【0061】
ここで、近年の液晶テレビ等の光学機器の高精細化により、光学機器用途に用いられる光学フィルムは、より小さい遅相軸Δを有するものが求められている。従来、遅相軸Δとして1.0°が要求されてきたが、上述したように光学機器の高精細化により0.65°以下が求められるようになって来た。更に、今後は、通常の光学機器で0.60°以下、ハイエンドの光学機器では0.55°以下が求められることが確実視されている。本発明によれば、実施例1から9に示すように、剥ぎ取りローラ32の周速度比を98.0%〜100.0%にし、チェーンスプロケット48の周速度比を98.0%〜100.0%にすることにより、フィルムの遅相軸Δの範囲を0.65°以下にすることが出来きる。これにより、高精細光学機器用の光学フィルムに要求される遅相軸Δを満たすことが出来る。
【0062】
また、剥ぎ取りローラ32の周速度比と、チェーンスプロケット48の周速度比の組み合わせを、(剥ぎ取りローラ周速度比,チェーンスプロケット周速度比)=(98.0%〜99.0%,98.0%〜100.0%)、または、(98.0%〜100.0%,98.0%〜99.0%)にすることにより、フィルムの遅相軸の範囲を0.60°以下にすることが出来きる。これにより、更に高精細な光学機器用の光学フィルムとして要求される遅相軸Δを満たすことが出来る。
【0063】
更に、剥ぎ取りローラ32の周速度比と、チェーンスプロケット48の周速度比の組み合わせを、(剥ぎ取りローラ周速度比,チェーンスプロケット周速度比)=(98.0%,98.0%〜100.0%)、または、(98.0%〜100.0%,98.0%)にすることにより、フィルムの遅相軸の範囲を0.55°以下にすることが出来きる。これにより、ハイエンドの光学機器用の光学フィルムとして要求される遅相軸Δを満たすことが出来る。
【0064】
上記実施例、比較例においては、流延バンドを使用した装置を用いて実験を実施したが、流延ドラムを用いた装置で同じ実験を行ったところ上記と同様の結果であったので説明は省略する。
【符号の説明】
【0065】
10…溶液製膜装置、20…流延部、22…流延ダイ、24…流延バンド、26…回転ローラ、30…渡り部、32…剥ぎ取りローラ、40…テンタ部、41…テンタ、42…レール、44…チェーン、46…クリップ、48…チェーンスプロケット、50…乾燥部、52…乾燥室、54…冷却室、60…巻き取り部、62…巻き取り装置、64…巻き取りロール、70…フィルム
【技術分野】
【0001】
本発明は、フィルム製造方法及び溶液製膜装置に関し、特に溶液製膜法を用いたフィルム製造方法及び溶液製膜装置に関する。
【背景技術】
【0002】
パソコンの普及や家庭用テレビの薄型化に伴い、液晶モニタの需要が増大し、液晶モニタに用いられる偏光フィルム、光学補償フィルム等の光学フィルムの需要も高まってきている。また、液晶モニタの高精細化に伴って、光学フィルムに要求されるスペックも高くなってきた。
【0003】
これらの光学フィルムとしては、樹脂フィルムが主に用いられ、その中でもセルローストリアセテートから製造されるセルローストリアセテートフィルムは、光学特性が良好なことから、光学フィルムとして良く用いられる。
【0004】
樹脂フィルムの製造法には、溶融押出法や溶液製膜法などがある。溶融押出法とは、樹脂を加熱溶融し、押出機でフィルム状に押し出すことによってフィルムを形成する方法であり、溶液製膜法とは、フィルムの成分を溶媒で溶解したドープを支持体上に流延することによってフィルムを形成する方法である。
【0005】
溶液製膜法は、溶融押出法よりも光学特性や厚み均一性に優れたフィルムを形成できるので、光学フィルムの製造に良く用いられている。この溶液製膜法を用いたフィルムの製造法や製造装置としていろいろなものが提案されている。
【0006】
例えば、特許文献1に記載された溶液製膜方法は、支持体上にドープを流延して形成した湿潤フィルムを冷却しゲル化させて剥ぎ取る剥ぎ取り工程と、乾量基準における残留溶媒量が5重量%以上20重量%以下のフィルムについて延伸率Lxが0.5%以上5%以下の延伸を行う延伸工程と、延伸前後におけるフィルムの残留溶媒量の変化量が4重量%以下であることと、を備えている。これにより、フィルムのポリマー分子の向きのばらつきを抑え、表面が平滑であり、光学特性に優れたフィルムが得られるとしている。
【0007】
また、特許文献2に記載されたセルロースエステルフィルムの製造方法は、フィルムの延伸開始時の残留溶媒量が90質量%〜5質量%であり、かつ、Rt/R0が0.8〜3.5の範囲になるように調整することを備えている。これにより、優れた光学特性を有するセルロースエステルフィルムを提供することが出来るとしている。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開2009−172814号公報
【特許文献2】特開2003−170492号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
しかしながら、従来の溶液製膜法によるフィルムの製造方法では、フィルム面内で遅相軸の方向が、所望の方向からばらつくという問題があった。遅相軸の方向がばらつくことにより、このフィルムが光学フィルムとして液晶装置などに使用されると、コントラストが低下するという問題が発生する。更に、近年の液晶モニタ等の光学機器の高精細化により、要求される遅相軸のばらつきの範囲が厳しくなってきた。
【0010】
従来、この遅相軸の方向のばらつきが大きくなるメカニズムがよく分かっていなかったため、有効な対策を立てることが出来なかった。
【0011】
本発明は、かかる実情に鑑み、遅相軸の方向がばらつくメカニズムを解明し、遅相軸の方向のばらつきが小さいフィルムの製造方法及び溶液製膜装置を提供しようとするものである。
【課題を解決するための手段】
【0012】
本発明の課題は、下記の各発明によって解決することが出来る。
【0013】
即ち、本発明のフィルム製造方法は、フィルムの成分を溶媒に溶解させたドープを流延してフィルムを製造する溶液製膜法によるフィルム製造方法であって、前記ドープを走行する流延バンドに流出させることにより前記ドープを薄板状に流延してフィルムを形成する流延ステップと、前記流延バンドに付着した前記フィルムを剥ぎ取りローラによって剥ぎ取る剥ぎ取りステップと、前記剥ぎ取りステップで剥ぎ取られた前記フィルムをテンタによって長手方向に移動させながら幅方向に延伸する延伸ステップと、延伸された前記フィルムを乾燥させる乾燥ステップと、乾燥されたフィルムを巻き取る巻き取りステップと、を備え、前記流延ステップでの前記流延バンドの走行速度を100.0%としたとき、前記剥ぎ取りステップでは、前記剥ぎ取りローラは、その周速度が前記流延バンドの走行速度の98.0%以上かつ100.0%未満の周速度で前記フィルムを剥ぎ取り、前記延伸ステップでは、前記テンタは、前記流延バンドの走行速度の98.0%以上かつ100%未満の速度で前記フィルムを長手方向に移動させながら延伸することを主要な特徴としている。
【0014】
これにより、流延バンドを用いるフィルムの製造方法において、遅相軸の方向のばらつきが小さいフィルムを製造することが可能になる。
【0015】
また、本発明のフィルム製造方法は、フィルムの成分を溶媒に溶解させたドープを流延してフィルムを製造する溶液製膜法によるフィルム製造方法であって、前記ドープを回転する流延ドラムに流出させることにより前記ドープを薄板状に流延してフィルムを形成する流延ステップと、前記流延ドラムに付着した前記フィルムを剥ぎ取りローラによって剥ぎ取る剥ぎ取りステップと、前記剥ぎ取りステップで剥ぎ取られた前記フィルムをテンタによって長手方向に移動させながら幅方向に延伸する延伸ステップと、延伸された前記フィルムを乾燥させる乾燥ステップと、乾燥されたフィルムを巻き取る巻き取りステップと、を備え、前記流延ステップでの前記流延ドラムの周速度を100.0%としたとき、前記剥ぎ取りステップでは、前記剥ぎ取りローラは、その周速度が前記流延ドラムの周速度の98.0%以上かつ100.0%未満の周速度で前記フィルムを剥ぎ取り、前記延伸ステップでは、前記テンタは、前記流延ドラムの周速度の98.0%以上かつ100%未満の速度で前記フィルムを長手方向に移動させながら延伸することを主要な特徴としている。
【0016】
これにより、流延ドラムを用いるフィルムの製造方法において、遅相軸の方向のばらつきが小さいフィルムを製造することが可能になる。
【0017】
更に、本発明の溶液製膜装置は、フィルムの成分を溶媒に溶解させたドープを流延してフィルムを製造する溶液製膜装置であって、前記ドープを流延してフィルムを形成する流延部と、前記フィルムを幅方向に延伸させるテンタ部と、前記フィルムを前記流延部から前記テンタ部に移動させる渡り部と、前記フィルムを乾燥させる乾燥部と、前記フィルムを巻き取ってロール状にする巻き取り部と、を備え、前記流延部で前記フィルムを移動させる速度である流延部速度と、前記流延部と前記渡り部との境の前記渡り部側でのフィルムを引っ張る速度である渡り部速度と、前記テンタ部でフィルムを移動させる速度であるテンタ部速度と、の比が、流延部速度:渡り部速度:テンタ部速度=100.0%:98.0%以上かつ100.0%未満:98.0%以上かつ100%未満、であることを主要な特徴としている。
【0018】
これにより、遅相軸の方向のばらつきが小さいフィルムを製造することが可能な、溶液製膜装置を提供することが出来る。
【発明の効果】
【0019】
本発明のフィルム製造方法及び溶液製膜装置によれば、遅相軸の方向のばらつきの小さいフィルムを製造することが可能になる。
【図面の簡単な説明】
【0020】
【図1】本発明の一実施形態に係る溶液製膜装置の概略図である。
【図2】テンタの概略平面図である。
【発明を実施するための形態】
【0021】
以下、添付図面を参照しながら、本発明を実施するための形態を詳細に説明する。ここで、図中、同一の記号で示される部分は、同様の機能を有する同様の要素である。また、本明細書中で、数値範囲を“ 〜 ”を用いて表す場合は、“ 〜 ”で示される上限、下限の数値も数値範囲に含むものとする。
【0022】
<溶液製膜装置の構成>
本発明に用いられる溶液製膜装置の一実施例について図面を参照して説明する。図1は、本発明の一実施形態に係る溶液製膜装置の概略図である。図2は、テンタの概略平面図である。
【0023】
図1に示すように、溶液製膜装置10は、フィルムの成分である例えばセルロースエステル等を溶媒中に溶解させたドープを薄板状に流延してフィルム70を作製する流延部20と、フィルム70を流延部20からテンタ部40に引き渡す渡り部30と、フィルム70をフィルムの幅方向に延伸するテンタ部40と、フィルム70を乾燥させる乾燥部50と、フィルム70を巻き取ってロール状にする巻き取り部60と、を主に備えて構成される。
【0024】
流延部20は、ドープを流延バンド24に流出させる流延ダイ22と、流延ダイ22から流出したドープを薄板状に流延する流延バンド24と、流延バンド24を回転させる一組の回転ローラ26、26と、を主に含んでいる。流延ダイ22は、ドープを図示しないスリットから走行している流延バンド24上に流出させる。流延バンド24は、走行しながらドープを受け取ることにより、ドープを薄板状に流延してフィルム70を作製する。フィルム70は、流延バンド24上に付着したまま、流延バンド24とともに移動する。ここで、上記において、流延バンドを用いた流延部について説明したが、これに限定されるものではなく、流延部20は、流延バンドの代わりに流延ドラムを使用しても良い。
【0025】
渡り部30は、流延バンド24からフィルム70を剥ぎ取る剥ぎ取りローラ32と、剥ぎ取ったフィルム70をテンタ部40まで運ぶ1以上の渡りローラ33と、を主に含んでいる。剥ぎ取りローラ32は、流延バンド24上に付着しているフィルム70を剥ぎ取り、剥ぎ取ったフィルム70をテンタ部40まで移動させる。
【0026】
テンタ部40は、テンタ41から構成されている。テンタ41については、図2を参照して説明する。図2に示すように、テンタ41は、一組のレール42、42と、レール42に案内されて走行するチェーン44、44と、チェーン44に取り付けられ、フィルム70の側縁部を把持する複数のクリップ46と、チェーン44が巻き掛けられ、自ら回転することによりチェーン44を駆動しそれを走行させるチェーンスプロケット48と、を主に含んでいる。
【0027】
渡り部30によって運ばれたフィルム70は、図面2の左側から入ってきて、クリップ46によりその両側縁部が把持されて、図面2の右側方向に運ばれる。クリップ46は、図面2の左側でフィルム70の側縁部を両側から把持し、チェーンの走行とともにフィルム70の側縁部を両側から把持したまま、図面2の右側に移動する。このとき、一組のレール42、42は、そのレール間隔が、途中から図面2右側にゆくにつれて、つまり、内側のチェーンの走行方向に末広がりになるように構成されているので、レール42に案内されるチェーン44、44も、走行するにつれてその間隔が末広がりになる。
【0028】
これにより、クリップ46、46によってその両側縁部を把持されたフィルム70は、チェーン44、44の間隔が末広がりに離れるに従って、チェーン44、44に取り付けられたクリップ46によって、その両側縁部を引っ張られて幅方向に延伸される。クリップ46は、フィルム70を幅方向に延伸した後、図面2の右端において、フィルム70の側縁部の把持を解除して、チェーン44に連れられてフィルム70の進行方向とは逆方向に移動してゆく。
【0029】
チェーン44は、チェーンスプロケット48に巻き掛けられており、チェーンスプロケット48が図示しない駆動手段により回転させられることにより駆動されて、レール42に案内されて走行する。
【0030】
図1に戻って、乾燥部50は、乾燥室52と、冷却室54とを主に含んでいる。乾燥室52は、フィルム70に含まれる溶媒成分を蒸発させるための装置であり、そのために、その内部を温度調整するための装置、または、温度調整された空気をフィルム70に吹きかけるための装置等を備えていても良い。また、乾燥室52は、蒸発した溶媒を回収する装置(図示せず)も備えている。冷却室54は、フィルムが略室温になるまで徐々にフィルムを冷却するための装置であり、そのために、空調装置、温調装置などを備えていても良い。乾燥室52は、テンタ部40から移動してきたフィルム70に含まれている溶媒を蒸発させて、蒸発した溶媒を回収する。次に、冷却室54では、乾燥室52で加熱されたフィルム70を冷却する。冷却室を出たところには、通常、除電装置が設けられ、その除電装置により、フィルム70に帯電している電荷が除電される。
【0031】
巻き取り部60は、巻き取り装置62を主に備える。巻き取り装置62は、冷却室54から出てきたフィルム70を巻き取って、巻き取りロール64を作製する。
【0032】
<溶液製膜装置の作動>
次に、本発明に係る溶液製膜装置の作動について図1及び図2を参照して説明する。
【0033】
図1に示すように、フィルムの成分を溶媒中に溶解させたドープが、図示しないドープ製造装置から流延ダイ22に供給される。ドープは、流延ダイ22のスリット(図示せず)から走行している流延バンド24上に供給される。流延バンドは、一組の回転ローラ26、26に巻き掛けられており、回転ローラ26が回転駆動されることにより、動力が伝えられて一組の回転ローラ26、26の回りを回るように走行する。
【0034】
ドープは、走行中に流延バンド24上に供給されることにより、薄板状に流延されてフィルム70になる。流延バンド24は、フィルム70を乗せて走行し、剥ぎ取りローラ32のところまでフィルム70を運ぶ。このとき、流延部20には、図示しない温調装置、送風機、凝縮器等が設けられており、温調された雰囲気内で、乾燥した空気を送風機でフィルム70に吹きかけることにより、フィルム70に含まれる溶媒成分を蒸発させ、凝縮器で溶媒成分を回収する。
【0035】
次に、剥ぎ取りローラ32は、流延バンド24上のフィルム70を剥ぎ取り、渡りローラ33は、剥ぎ取られたフィルム70をテンタ部40に運ぶ。ここで、回転ローラ26の周速度、即ち流延バンド24の移動速度と、剥ぎ取りローラ32の周速度の関係について説明する。従来、流延バンド24に付着したフィルム70を剥ぎ取りローラ32で剥ぎ取るには、剥ぎ取りローラ32の周速度の方が、回転ローラ26の周速度よりも大きいことが必要と考えられてきた。
【0036】
その理由は、フィルム70を流延バンド24から引きはがす力は、剥ぎ取りローラ32と回転ローラ26の周速度の差から生じるからであり、剥ぎ取りローラ32の方が少し早いことによりフィルム70が剥ぎ取りローラ32に引っ張られて、流延バンド24から引きはがされるからである。
【0037】
また、剥ぎ取りローラ32と回転ローラ26の周速度が、同じかまたは回転ローラ26の方が早い場合は、流延バンド24と、剥ぎ取りローラ32との間でフィルム70にたるみが生じ、例えば、流延バンド24からフィルム70をうまく剥ぎ取ることが出来ないことなどの問題を生じるので良くないと考えられていた。
【0038】
ここで、従来、溶液製膜により製造されたフィルムは、フィルム面内において遅相軸の方向が所望の方向からずれてばらつく(以下、略して、遅相軸のばらつきとも称する)という問題があった。しかしながら、発明者の鋭意研究により、その原因は、回転ローラ26の周速度と、剥ぎ取りローラ32の周速度と、テンタ部40のクリップ46の移動速度と、の差であったことが判明した。
【0039】
詳述すると、回転ローラ26と、剥ぎ取りローラ32とは、別々の駆動系で駆動されているので、それぞれ異なった回転ばらつきが発生する。これにより、剥ぎ取りローラ32の周速度を回転ローラ26の周速度よりも大きくしている場合、フィルム70は、常にある程度の力で引っ張られるが、剥ぎ取りローラ32と回転ローラ26の回転ばらつきにより、引っ張られる力にばらつきが生じる。フィルム70は、この引っ張られる力により、フィルム70の進行方向に少しだけ延伸させられる。ところが、この引っ張られる力が、ばらついているので、この延伸もばらつき、この延伸のばらつきにより遅相軸がばらつくことが判明した。
【0040】
同様のことが、テンタ部40のテンタ41でも発生する。即ち、テンタ41のクリップ46の移動速度、即ち、チェーンスプロケット48の周速度と、回転ローラ26の周速度のばらつきにより、剥ぎ取りローラ32の場合と同様に、フィルム70を引っ張る力がばらつき、それにより延伸がばらついて遅相軸もばらつくのである。
【0041】
そこで、発明者は、鋭意研究の結果、回転ローラ26の周速度と、剥ぎ取りローラ32の周速度との関係を、同等の速度か、回転ローラ26の周速度を少し速くすることにより、遅相軸のばらつきが改善されることを発見した。また、その際、テンタ41のチェーンスプロケット48の周速度と回転ローラ26の周速度の関係も、同等にするか、回転ローラ26の周速度を少し速くすることにより、遅相軸のばらつきが改善されることを発見した。
【0042】
発明者の研究によると、回転ローラ26の周速度と、剥ぎ取りローラ32の周速度との関係を、同等の速度か、回転ローラ26の周速度を少し速いある範囲の値に調整することにより、極めて小さなゆるみがフィルム70に発生し、このゆるみが回転ローラ26の周速度、剥ぎ取りローラ32の周速度、チェーンスプロケット48の周速度、のばらつきを吸収し、これにより、延伸のばらつきが生じなくなる、または、小さくなるので、遅相軸のばらつきも小さくなるのである。
【0043】
また、従来は、たるみの発生により、フィルム70を流延バンド24からうまく剥ぎ取ることが出来ないこと等の問題が発生するので、回転ローラ26の周速度と、剥ぎ取りローラ32の周速度と、を同等にするか回転ローラ26の周速度の方を早くすることは、良くないとされていた。しかしながら、発明者の鋭意研究により、フィルム70は、流延バンド24から剥ぎ取りローラ32に移動し、更にテンタ部40に移動する間にも、内部に含まれる溶剤が蒸発するため、収縮が生じ、それにより、回転ローラ26の周速度と、剥ぎ取りローラ32の周速度を同じ、または、少し回転ローラ26の周速度の方を速くしても、フィルム70は、その収縮により、剥ぎ取りローラ32に引っ張られ、引き剥がされることが分かった。よって、それぞれの周速度の差をある範囲に調整することにより、従来の問題は発生しないことを見いだした。
【0044】
このように、微妙なゆるみがある状態で剥ぎ取りローラ32は、流延バンド24からフィルム70を剥ぎ取るので、フィルム70は、進行方向の延伸ばらつきが小さい状態で剥ぎ取られる。剥ぎ取りローラ32が剥ぎ取ったフィルム70を渡りローラ33が、テンタ部40に運ぶ。
【0045】
テンタ41では、クリップ46が、フィルム70の両側縁部を把持して図2の右側に移動させるが、クリップ46の移動速度、即ち、チェーンスプロケット48の周速度が、回転ローラ26の周速度と同じか、チェーンスプロケット48の周速度の方が少し小さく調整されている。これにより、フィルム70に小さなゆるみが生じ、そのゆるみが、回転ローラ26の周速度、剥ぎ取りローラ32の周速度、クリップ46の移動速度、のばらつきを吸収するので、フィルム70の延伸ばらつきが小さい状態で、フィルム70は、テンタ部40に運ばれる。
【0046】
テンタ41において、クリップ46は、フィルム70の両側縁部を把持したまま、末広がりに外側に移動することにより、フィルム70を幅方向に延伸する。クリップ46は、フィルム70を幅方向に延伸した後、把持を解除する。把持を解除されたフィルム70は、乾燥部50に送られる。
【0047】
乾燥部50では、乾燥室52に設置された温調装置(図示せず)により、乾燥室52内部の温度、湿度が調整され、更に送風機(図示せず)によってフィルム70に空気を吹き付けて、フィルム70内部の溶媒を蒸発させる。乾燥部50は、凝縮器(図示せず)を備えて、乾燥室52においてフィルム70から蒸発した溶媒を凝縮させて回収する。
【0048】
乾燥室52で、内部の溶媒量を調整されたフィルム70は、冷却室54に送られる。冷却室54にも温調装置(図示せず)が備えられ、冷却室54内の雰囲気の温度、湿度が調整されている。この冷却室54でフィルム70は、冷却される。この際、送風機(図示せず)によって、空気をフィルム70に吹き付けることにより、冷却を促進しても良い。
【0049】
冷却室54で冷却された後、フィルム70は、除電装置(図示せず)により、帯電した電荷を除電される。除電されたフィルム70は、巻き取り部60の巻き取り装置62で巻き取られて、巻き取りロール64が形成される。
【0050】
ここで、上記においては、流延バンド24を使用する装置について説明したが、流延バンド24ではなく、流延ドラムを使用した場合でも、全く同様に回転ローラの代わりに流延ドラムの周速度と、剥ぎ取りローラ32の周速度と、チェーンスプロケット48の周速度との、関係を上記と同じようにすることによって、同様の効果を得ることが出来ることは言うまでもない。
【0051】
[実施例]
図1に示す溶液製膜装置を使用し、回転ローラ26の周速度と、剥ぎ取りローラ32の周速度と、チェーンスプロケット48の周速度の速度比を以下の表1に示すように変えてフィルム70を作製し、フィルム70が巻き取り部に入る手前で、フィルム70の遅相軸の方向を測定した。速度比は、回転ローラ26の周速度を100%としたときの比率で表示した。
【0052】
また、遅相軸の方向の測定は、以下のように行った。即ち、自動複屈折率計KOBRA-WI(王子計測機器(株)製)を用いて、590nmの波長において、フィルムの幅方向200mm間隔、長手方向100mm間隔で、フィルム600mの遅相軸の角度の測定を行った。遅相軸の角度の測定においては、フィルムの幅方向を0°として、遅相軸の角度を測定した。得られた測定値である遅相軸の角度(配向角)のうち、最大値から最小値を減じたものを遅相軸Δとした。
【0053】
【表1】
【0054】
[比較例]
実施例と同様に、図1に示す溶液製膜装置を使用し、回転ローラ26の周速度と、剥ぎ取りローラ32の周速度と、チェーンスプロケット48の周速度の速度比を以下のように変えてフィルム70を作製し、フィルム70が巻き取り部に入る手前で、フィルム70の遅相軸Δを測定した。速度比は、回転ローラ26の周速度を100%としたときの比率で表示した。
【0055】
また、遅相軸Δの測定も実施例と同様に行った。
【0056】
(1)比較例1
・剥ぎ取りローラ周速度 100.5%
・チェーンスプロケット周速度 101.0%
(2)比較例2
・剥ぎ取りローラ周速度 97.0%
・チェーンスプロケット周速度 100.0%
<結果>
実施例、比較例での遅相軸Δの測定結果を表2に示す。
【0057】
【表2】
【0058】
表2に示すように、回転ローラ26の周速度を100%としたときの、剥ぎ取りローラ32の周速度比と、チェーンスプロケット48の周速度比とが、いずれも100%以下である実施例1〜9においては、遅相軸Δはいずれも0.65°以下になる。
【0059】
実施例1〜9から分かるように、剥ぎ取りローラ32の周速度比とチェーンスプロケット48の周速度比を100%より小さくするにつれて遅相軸Δは小さくなるが、比較例2に示すように剥ぎ取りローラ32の周速度比を96%にすると、流延バンド24からフィルム70をうまく剥ぎ取ることが出来ない。これは、流延バンド24の移動速度よりも剥ぎ取りローラ32の周速度の方が小さすぎたため、フィルム70を剥ぎ取る力が不足したものと考えられる。
【0060】
また、比較例1に示すように、剥ぎ取りローラ32の周速度比とチェーンスプロケット48の周速度比を100%より少し大きくすると、遅相軸Δは、0.85°の値を示した。
【0061】
ここで、近年の液晶テレビ等の光学機器の高精細化により、光学機器用途に用いられる光学フィルムは、より小さい遅相軸Δを有するものが求められている。従来、遅相軸Δとして1.0°が要求されてきたが、上述したように光学機器の高精細化により0.65°以下が求められるようになって来た。更に、今後は、通常の光学機器で0.60°以下、ハイエンドの光学機器では0.55°以下が求められることが確実視されている。本発明によれば、実施例1から9に示すように、剥ぎ取りローラ32の周速度比を98.0%〜100.0%にし、チェーンスプロケット48の周速度比を98.0%〜100.0%にすることにより、フィルムの遅相軸Δの範囲を0.65°以下にすることが出来きる。これにより、高精細光学機器用の光学フィルムに要求される遅相軸Δを満たすことが出来る。
【0062】
また、剥ぎ取りローラ32の周速度比と、チェーンスプロケット48の周速度比の組み合わせを、(剥ぎ取りローラ周速度比,チェーンスプロケット周速度比)=(98.0%〜99.0%,98.0%〜100.0%)、または、(98.0%〜100.0%,98.0%〜99.0%)にすることにより、フィルムの遅相軸の範囲を0.60°以下にすることが出来きる。これにより、更に高精細な光学機器用の光学フィルムとして要求される遅相軸Δを満たすことが出来る。
【0063】
更に、剥ぎ取りローラ32の周速度比と、チェーンスプロケット48の周速度比の組み合わせを、(剥ぎ取りローラ周速度比,チェーンスプロケット周速度比)=(98.0%,98.0%〜100.0%)、または、(98.0%〜100.0%,98.0%)にすることにより、フィルムの遅相軸の範囲を0.55°以下にすることが出来きる。これにより、ハイエンドの光学機器用の光学フィルムとして要求される遅相軸Δを満たすことが出来る。
【0064】
上記実施例、比較例においては、流延バンドを使用した装置を用いて実験を実施したが、流延ドラムを用いた装置で同じ実験を行ったところ上記と同様の結果であったので説明は省略する。
【符号の説明】
【0065】
10…溶液製膜装置、20…流延部、22…流延ダイ、24…流延バンド、26…回転ローラ、30…渡り部、32…剥ぎ取りローラ、40…テンタ部、41…テンタ、42…レール、44…チェーン、46…クリップ、48…チェーンスプロケット、50…乾燥部、52…乾燥室、54…冷却室、60…巻き取り部、62…巻き取り装置、64…巻き取りロール、70…フィルム
【特許請求の範囲】
【請求項1】
フィルムの成分を溶媒に溶解させたドープを流延してフィルムを製造する溶液製膜法によるフィルム製造方法であって、
前記ドープを走行する流延バンドに流出させることにより前記ドープを薄板状に流延してフィルムを形成する流延ステップと、
前記流延バンドに付着した前記フィルムを剥ぎ取りローラによって剥ぎ取る剥ぎ取りステップと、
前記剥ぎ取りステップで剥ぎ取られた前記フィルムをテンタによって長手方向に移動させながら幅方向に延伸する延伸ステップと、
延伸された前記フィルムを乾燥させる乾燥ステップと、
乾燥されたフィルムを巻き取る巻き取りステップと、
を備え、
前記流延ステップでの前記流延バンドの走行速度を100.0%としたとき、
前記剥ぎ取りステップでは、前記剥ぎ取りローラは、その周速度が前記流延バンドの走行速度の98.0%以上かつ100.0%未満の周速度で前記フィルムを剥ぎ取り、
前記延伸ステップでは、前記テンタは、前記流延バンドの走行速度の98.0%以上かつ100%未満の速度で前記フィルムを長手方向に移動させながら延伸するフィルム製造方法。
【請求項2】
フィルムの成分を溶媒に溶解させたドープを流延してフィルムを製造する溶液製膜法によるフィルム製造方法であって、
前記ドープを回転する流延ドラムに流出させることにより前記ドープを薄板状に流延してフィルムを形成する流延ステップと、
前記流延ドラムに付着した前記フィルムを剥ぎ取りローラによって剥ぎ取る剥ぎ取りステップと、
前記剥ぎ取りステップで剥ぎ取られた前記フィルムをテンタによって長手方向に移動させながら幅方向に延伸する延伸ステップと、
延伸された前記フィルムを乾燥させる乾燥ステップと、
乾燥されたフィルムを巻き取る巻き取りステップと、
を備え、
前記流延ステップでの前記流延ドラムの周速度を100.0%としたとき、
前記剥ぎ取りステップでは、前記剥ぎ取りローラは、その周速度が前記流延ドラムの周速度の98.0%以上かつ100.0%未満の周速度で前記フィルムを剥ぎ取り、
前記延伸ステップでは、前記テンタは、前記流延ドラムの周速度の98.0%以上かつ100%未満の速度で前記フィルムを長手方向に移動させながら延伸するフィルム製造方法。
【請求項3】
フィルムの成分を溶媒に溶解させたドープを流延してフィルムを製造する溶液製膜装置であって、
前記ドープを流延してフィルムを形成する流延部と、
前記フィルムを幅方向に延伸させるテンタ部と、
前記フィルムを前記流延部から前記テンタ部に移動させる渡り部と、
前記フィルムを乾燥させる乾燥部と、
前記フィルムを巻き取ってロール状にする巻き取り部と、
を備え、
前記流延部で前記フィルムを移動させる速度である流延部速度と、前記流延部と前記渡り部との境の前記渡り部側でのフィルムを引っ張る速度である渡り部速度と、前記テンタ部でフィルムを移動させる速度であるテンタ部速度と、の比が、流延部速度:渡り部速度:テンタ部速度=100.0%:98.0%以上かつ100.0%未満:98.0%以上かつ100%未満、である溶液製膜装置。
【請求項1】
フィルムの成分を溶媒に溶解させたドープを流延してフィルムを製造する溶液製膜法によるフィルム製造方法であって、
前記ドープを走行する流延バンドに流出させることにより前記ドープを薄板状に流延してフィルムを形成する流延ステップと、
前記流延バンドに付着した前記フィルムを剥ぎ取りローラによって剥ぎ取る剥ぎ取りステップと、
前記剥ぎ取りステップで剥ぎ取られた前記フィルムをテンタによって長手方向に移動させながら幅方向に延伸する延伸ステップと、
延伸された前記フィルムを乾燥させる乾燥ステップと、
乾燥されたフィルムを巻き取る巻き取りステップと、
を備え、
前記流延ステップでの前記流延バンドの走行速度を100.0%としたとき、
前記剥ぎ取りステップでは、前記剥ぎ取りローラは、その周速度が前記流延バンドの走行速度の98.0%以上かつ100.0%未満の周速度で前記フィルムを剥ぎ取り、
前記延伸ステップでは、前記テンタは、前記流延バンドの走行速度の98.0%以上かつ100%未満の速度で前記フィルムを長手方向に移動させながら延伸するフィルム製造方法。
【請求項2】
フィルムの成分を溶媒に溶解させたドープを流延してフィルムを製造する溶液製膜法によるフィルム製造方法であって、
前記ドープを回転する流延ドラムに流出させることにより前記ドープを薄板状に流延してフィルムを形成する流延ステップと、
前記流延ドラムに付着した前記フィルムを剥ぎ取りローラによって剥ぎ取る剥ぎ取りステップと、
前記剥ぎ取りステップで剥ぎ取られた前記フィルムをテンタによって長手方向に移動させながら幅方向に延伸する延伸ステップと、
延伸された前記フィルムを乾燥させる乾燥ステップと、
乾燥されたフィルムを巻き取る巻き取りステップと、
を備え、
前記流延ステップでの前記流延ドラムの周速度を100.0%としたとき、
前記剥ぎ取りステップでは、前記剥ぎ取りローラは、その周速度が前記流延ドラムの周速度の98.0%以上かつ100.0%未満の周速度で前記フィルムを剥ぎ取り、
前記延伸ステップでは、前記テンタは、前記流延ドラムの周速度の98.0%以上かつ100%未満の速度で前記フィルムを長手方向に移動させながら延伸するフィルム製造方法。
【請求項3】
フィルムの成分を溶媒に溶解させたドープを流延してフィルムを製造する溶液製膜装置であって、
前記ドープを流延してフィルムを形成する流延部と、
前記フィルムを幅方向に延伸させるテンタ部と、
前記フィルムを前記流延部から前記テンタ部に移動させる渡り部と、
前記フィルムを乾燥させる乾燥部と、
前記フィルムを巻き取ってロール状にする巻き取り部と、
を備え、
前記流延部で前記フィルムを移動させる速度である流延部速度と、前記流延部と前記渡り部との境の前記渡り部側でのフィルムを引っ張る速度である渡り部速度と、前記テンタ部でフィルムを移動させる速度であるテンタ部速度と、の比が、流延部速度:渡り部速度:テンタ部速度=100.0%:98.0%以上かつ100.0%未満:98.0%以上かつ100%未満、である溶液製膜装置。
【図1】

【図2】
【図2】
【公開番号】特開2012−783(P2012−783A)
【公開日】平成24年1月5日(2012.1.5)
【国際特許分類】
【出願番号】特願2010−135060(P2010−135060)
【出願日】平成22年6月14日(2010.6.14)
【出願人】(306037311)富士フイルム株式会社 (25,513)
【Fターム(参考)】
【公開日】平成24年1月5日(2012.1.5)
【国際特許分類】
【出願日】平成22年6月14日(2010.6.14)
【出願人】(306037311)富士フイルム株式会社 (25,513)
【Fターム(参考)】
[ Back to top ]