
フィルム製造方法及び装置
【課題】高い平坦性を有するフィルムを連続して製造する方法及び装置を提供する。
【解決手段】Tダイのダイ出口から押し出されたフィルム状溶融物w2を、一対のロール群20、30の間に通して挟圧することによりフィルムを製造するフィルム製造方法であって、一対のロール群20、30が有する主ロール21、31の中央部挟圧ロール面部22、32でフィルム状溶融物w2の中央部を押圧して中央部に予め設定された第1の圧力を加えると共に、補助ロール41、51の端部挟圧ロール面部42、52でフィルム状溶融物w2の幅方向の端部を押圧して第1の圧力よりも低い第2の圧力を加える。
【解決手段】Tダイのダイ出口から押し出されたフィルム状溶融物w2を、一対のロール群20、30の間に通して挟圧することによりフィルムを製造するフィルム製造方法であって、一対のロール群20、30が有する主ロール21、31の中央部挟圧ロール面部22、32でフィルム状溶融物w2の中央部を押圧して中央部に予め設定された第1の圧力を加えると共に、補助ロール41、51の端部挟圧ロール面部42、52でフィルム状溶融物w2の幅方向の端部を押圧して第1の圧力よりも低い第2の圧力を加える。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、例えば液晶表示素子に用いられる位相差フィルム等のフィルムを製造する方法及び装置に関する。
【背景技術】
【0002】
ダイから押し出されたフィルム状溶融物は、ネックイン現象によって、フィルム状溶融物の幅方向の中央部よりも端部の方が膜厚が大きくなる。したがって、かかるフィルム状溶融物を、一定径を有する一対のロール間に通して挟圧した場合に、中央部に十分な圧力を加えることが難しく、幅方向に均一に圧力を加えることができなかった。
【0003】
特許文献1には、熱可塑性樹脂を溶融してダイから押し出したフィルム状溶融物の中央部のみを挟圧し、端部を2つのロールの少なくとも一方に接触しないようにすることで、フィルム状溶融物の中央部に対して幅方向に均一な圧力を加える技術が示されている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2010−36435号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、フィルム状溶融物の中央部のみを挟圧してフィルムを成形すると、端部は挟圧されないので、フィルムの端部が波打つ形状となる膜揺れが発生するおそれがある。また、挟圧によってフィルム状溶融物の中央部のみが延伸されるので、中央部において長手方向にうねりが発生するおそれがある。したがって、フィルム状溶融物の中央部のみを挟圧する方法では、フィルムの平坦性が得られないといった不具合が生じる可能性がある。
【0006】
本発明は、上記した点に鑑みてなされたものであり、その目的は、高い平坦性を有するフィルムを連続して製造する方法及び装置を提案することである。
【課題を解決するための手段】
【0007】
上記課題を解決する本発明のフィルム製造方法は、Tダイのダイ出口から押し出されたフィルム状溶融物を、一対のロール群の間に通して挟圧することによりフィルムを製造するフィルム製造方法であって、前記一対のロール群が有する主ロールの中央部挟圧ロール面部で前記フィルム状溶融物の中央部を押圧して該中央部に予め設定された第1の圧力を加えると共に、前記一対のロール群が有する補助ロールの端部挟圧ロール面部で前記フィルム状溶融物の幅方向の端部を押圧して該端部に前記第1の圧力より低い第2の圧力を加えることを特徴としている。
【0008】
本発明のフィルム製造方法によれば、フィルム状溶融物の中央部を主ロールの中央部挟圧ロール面部によって第1の圧力で押圧すると共に、フィルム状溶融物の端部を補助ロールの端部挟圧ロール面部によって第1の圧力よりも低い第2の圧力で押圧するので、ネックイン現象によって互いに厚さが異なるフィルム状溶融物の中央部と端部の両方をそれぞれに適切な圧力で押圧することができ、端部に圧力が加えられないことに起因して端部に膜揺れが発生するのを抑制でき、幅方向に平坦な形状とすることができる。また、中央部と端部の両方を長手方向に沿って一様に延伸することができ、従来のように中央部のみが延伸されて長手方向にうねりが発生するのを防ぎ、長手方向に平坦な形状とすることができる。したがって、幅方向にも長手方向にも平坦なフィルムを提供することが可能となる。
【0009】
本発明のフィルム製造方法は、一方のロール群の方が他方のロール群よりも速い回転速度で回転駆動されていることを特徴としている。本発明によれば、フィルム状溶融物にせん断力を加えることができる。したがって、正面位相差のばらつきの少ない位相差フィルムを提供することが可能となる。
【0010】
本発明のフィルム製造方法は、第1の圧力が20MPa以上100MPa以下であることが好ましく、また、第2の圧力が第1の圧力の10分の1未満であることが好ましい。
【0011】
本発明のフィルム製造装置は、Tダイのダイ出口から押し出されたフィルム状溶融物を、一対のロール群の間に通して挟圧することによりフィルムを製造するフィルム製造装置であって、前記一対のロール群は、前記フィルム状溶融物の幅方向の中央部に押圧される中央部挟圧ロール面部を有する主ロールと、該主ロールからロール軸方向に離間した位置に配置されて、前記フィルム状溶融物の幅方向の端部に押圧される端部挟圧ロール面部を有する補助ロールと、を有することを特徴としている。
【0012】
本発明のフィルム製造装置によれば、ネックイン現象によって互いに厚さが異なるフィルム状溶融物の中央部と端部の両方をそれぞれに適切な圧力で押圧することができ、端部に圧力が加えられないことに起因して端部に膜揺れが発生するのを抑制でき、幅方向に平坦な形状とすることができる。また、中央部と端部の両方を長手方向に沿って一様に延伸することができ、従来のように中央部のみが延伸されて長手方向にうねりが発生するのを防ぎ、長手方向に平坦な形状とすることができる。したがって、幅方向にも長手方向にも平坦なフィルムを提供することが可能となる。
【0013】
本発明のフィルム製造装置は、前記一対のロール群は、一対の主ロールと、一対の補助ロールとを有し、該一対の主ロールは、前記中央部挟圧ロール面部どうしが予め設定された第1の間隔を有して平行に配置され、前記一対の補助ロールは、前記端部挟圧ロール面部どうしが前記第1の間隔よりも広い第2の間隔を有して平行に配置されていることを特徴としている。
【0014】
本発明のフィルム製造装置によれば、フィルム状溶融物の幅方向の中央部を所定の押圧力で押圧し、フィルム状溶融物の幅方向の端部を中央部よりも低い圧力で押圧することができる。したがって、中央部と端部の両方をそれぞれに適切な圧力で押圧することができる。
【0015】
本発明のフィルム製造装置は、一対のロール群のうち一方のロール群を他方のロール群よりも速い回転速度で回転駆動させる回転駆動手段を有することを特徴としている。本発明によれば、フィルム状溶融物にせん断力を加えることができる。したがって、正面位相差のばらつきの少ない位相差フィルムを提供することが可能となる。
【0016】
本発明のフィルム製造装置は、主ロールは、500mm以上2000mm以下のロール軸方向長さを有し、補助ロールは、中央部挟圧ロール面部の端縁から50mm以上200mm以下の位置に設けられていることが好ましい。本発明によれば、フィルム状溶融物の端部に荷重が集中するのを防ぎ、中央部に十分な圧力を加えることができる。そして、中央部の幅を広く採ることができ、生産性の向上を図ることができる。
【発明の効果】
【0017】
本発明のフィルム製造方法によれば、ネックイン現象によって互いに厚さが異なるフィルム状溶融物の中央部と端部の両方をそれぞれに適切な圧力で押圧することができ、端部に圧力が加えられないことに起因して端部に膜揺れが発生するのを抑制でき、幅方向に平坦な形状とすることができる。また、中央部と端部の両方を長手方向に沿って一様に延伸することができ、従来のように中央部のみが延伸されて長手方向にうねりが発生するのを防ぎ、長手方向に平坦な形状とすることができる。したがって、幅方向にも長手方向にも平坦なフィルムを提供することが可能となる。
【0018】
したがって、本発明のフィルム製造方法により位相差フィルムを製造した場合に、正面位相差のばらつきの少ない位相差フィルムを得ることができ、かかる位相差フィルムを液晶表示素子に用いることによって、表示コントラスト及び表示色の視角特性を表示画面全面で均一にすることができる。したがって、コントラスト及び視野角特性に優れ、色むら、コントラストむらの少ない光学異方素子を連続製造することができる。
【図面の簡単な説明】
【0019】
【図1】本実施の形態におけるフィルム製造装置の構成を説明する図。
【図2】一対のロール群の構成例を説明する図。
【図3】一対のロール群の他の構成例を示す図。
【発明を実施するための形態】
【0020】
次に、本発明の実施の形態について説明する。
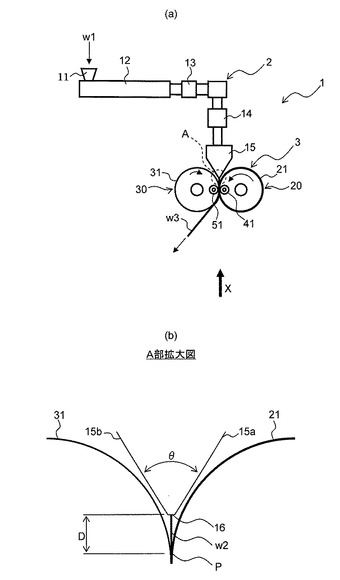
図1は、本実施の形態におけるフィルム製造装置の構成を説明する図であり、図1(a)は全体図、図1(b)は図1(a)のA部拡大図である。
【0021】
本実施の形態におけるフィルム製造装置1は、例えば液晶表示素子に用いられる位相差フィルムw3を製造する装置であり、図1(a)に示すように、押出成形装置2とロール装置3を備えている。
【0022】
押出成形装置2は、ホッパ11に投入された原料樹脂w1をガラス転移温度よりも高い温度まで加熱して溶融し、押出機12で押し出す構成を有している。原料樹脂w1には、例えばCOP樹脂等の環状オレフィン構造を有するものや、ポリカーボネートが使用され、図示していない除湿乾燥機にて100℃で4時間乾燥したものがホッパ11に投入される。押出機12には、例えば単軸押出機(軸径50mm、フルフライトタイプ)が使用される。押出機12に押し出された溶融樹脂は、押出機12に接続されたギヤポンプ13及びフィルター14を通過してTダイ15に供給され、Tダイ15のダイ出口16からフィルム状溶融物w2(図1(b)を参照)として押し出される。
【0023】
Tダイ15は、本実施の形態では、ダイ出口16から押し出されたフィルム状溶融物w2のシート幅が355mmとなるものを使用した。Tダイ15は、ダイ出口16に連通したダイ通路を有している。ダイ出口16は、可能な限りロール装置3の一対のロール21、31の間の圧延開始位置Pに、より近い位置に設置させることが望ましく、本実施の形態では、Tダイ15の下流部の両外壁15a、15bの挟角θは、45°以下に設定されている。
【0024】
そうすることで、ダイ出口16と圧延開始位置Pとの距離Dが短くなり、ダイ出口16から圧延開始位置Pに至る間に、ダイ出口16から押し出されたフィルム状溶融物w2が、気流によって揺れる現象を抑え、長手方向、幅方向のフィルム膜厚均一性を向上することが可能となる。Tダイ15からフィルム状に押し出されたフィルム状溶融物w2は、ロール装置3に供給される。本実施の形態では、COP樹脂が、押し出し温度265℃、吐出量8.5kg/hでTダイ15から押し出されるようになっている。
【0025】
ロール装置3は、一対のロール群20、30の間にフィルム状溶融物w2を通して挟圧することにより位相差フィルムw3を製造するように構成されている。一対のロール群20、30は、Tダイ15の下方で互いに対向してダイ出口16に沿って平行に延在するように配置されている。
【0026】
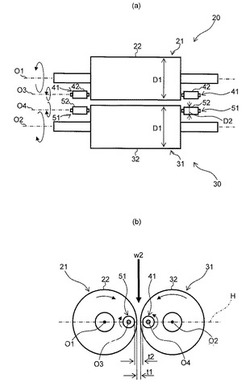
図2は、一対のロール群の構成例を説明する図であり、図2(a)は、一対のロール群をTダイと反対側(図1の矢印X方向)から見た状態を示した図、図2(b)は、一対のロール群の側面図である。
【0027】
一対のロール群20、30は、図2に示すように、一対の主ロール21、31と、これら主ロール21、31からロール軸方向に離間した位置に配置される補助ロール41、51とを有している。主ロール21、31は、フィルム状溶融物w2の幅方向の中央部を押圧する中央部挟圧ロール面部22、32を有している。補助ロール41、51は、フィルム状溶融物w2の幅方向の端部を押圧する端部挟圧ロール面部42、52を有している。
【0028】
主ロール21、31の中央部挟圧ロール面部22、32は、一定径D1を有しており、補助ロール41、51の端部挟圧ロール面部42、52は、中央部挟圧ロール面部22、32よりも小径の一定径D2を有している。主ロール21、31及び補助ロール41、51は、金属製材料によって構成されており、その表面には、クロムめっき処理が施されている。
【0029】
主ロール21、31は、フィルム状溶融物w2の幅方向の中央部に対してフィルム状溶融物w2の幅方向に沿って線状に圧力を加えるように、その配置位置が設定されている。そして、補助ロール41、51は、中央部挟圧ロール面部22、32によって押圧される中央部の幅方向両側に位置する端部を押圧して、端部に対してフィルム状溶融物w2の幅方向に沿って線状に圧力を加えるように、その配置位置が設定されている。
【0030】
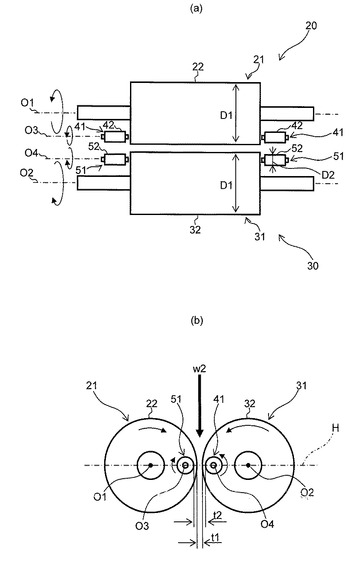
本実施の形態では、主ロール21、31と補助ロール41、51は、各回転中心軸線O1〜O4が同一の仮想平面H上に位置するように配置されている。そして、一対の主ロール21、31は、中央部挟圧ロール面部22、32が予め設定された第1の間隔t1を有して平行となるように配置され、一対の補助ロール41、51は、端部挟圧ロール面部42、52が第1の間隔t1よりも広い第2の間隔t2を有して平行となるように配置されている。
【0031】
主ロール21、31の中央部挟圧ロール面部22、32は、フィルム状溶融物w2の幅方向の中央部を押圧して中央部に予め設定された第1の圧力を加える。一方、補助ロール41、51の端部挟圧ロール面部42、52は、フィルム状溶融物w2の幅方向の端部を押圧して端部に第1の圧力よりも低い第2の圧力を加える。
【0032】
主ロール21、31は、中央部挟圧ロール面部22、32のロール軸方向長さが500mm以上2000mm以下が好ましい。補助ロール41、51は、主ロール21、31の中央部挟圧ロール面部22、32の端縁から50mm以上200mm以下の部分に設けることが好ましく、フィルム状溶融物w2の端縁から50mm以上200mm以下の部分を挟圧することが好ましい。フィルム状溶融物w2の端縁から50mm未満の場合には、フィルム状溶融物w2の端部に荷重が集中し、フィルム状溶融物w2の中央部に十分な圧力を加えることができず、200mmよりも長い場合には、フィルム状溶融物w2の中央部の平坦な部分の幅(有効幅)が減少し、生産性が下がるおそれがある。本実施の形態では、中央部挟圧ロール面部22、32のロール軸方向長さが150mmに設定され、端部挟圧ロール面部42、52のロール軸方向長さがそれぞれ25mmに設定されている。
【0033】
第1の圧力は、20MPa以上100MPa以下であることが好ましい。第1の圧力が20MPa未満の場合には、矯正効果が小さく、フィルムの平坦性が得られず、100MPaよりも大きい場合には、主ロール11、21にたわみが発生し、幅方向に均一に圧力を加えることができない。本実施の形態では、第1の圧力は、20MPaに設定されている。
【0034】
第2の圧力は、第1の圧力の10分の1未満が好ましく、10分の1以上の場合には、フィルム状溶融物w2の中央部の圧力が低くなり、平坦性が得られない。本実施の形態では、第2の圧力は、1MPaに設定されており、かかる圧力を加えることができるように、第2の間隔t2が設定されている。
【0035】
一対のロール群20の主ロール21、31と補助ロール41、51は、図示していない駆動モータ(回転駆動手段)によって回転駆動される。駆動モータは、図示していないモータ制御手段に接続されており、主ロール21と31との周速比、及び補助ロール41と51との周速比が予め設定された値となるように各回転速度が制御される。本実施の形態では、主ロール21が主ロール31よりも速い回転速度で回転するように制御されており、主ロール31が回転速度4mpmで回転される。
【0036】
ロール装置3は、図示していない加熱ヒータとヒータ制御手段を有しており、ヒータにより主ロール21、31と補助ロール41、51の表面を加熱して、主ロール21、31の少なくとも一方の温度と補助ロール41、51の少なくとも一方の温度を、所定温度に制御できるようになっている。
【0037】
上記構成を有するフィルム製造装置1によれば、フィルム状溶融物の中央部を主ロールの中央部挟圧ロール面部によって第1の圧力で押圧すると共に、フィルム状溶融物の端部を補助ロールの端部挟圧ロール面部によって第1の圧力よりも低い第2の圧力で押圧するので、ネックイン現象によって互いに厚さが異なるフィルム状溶融物w2の中央部と端部の両方をそれぞれに適切な圧力で押圧することができ、フィルム状溶融物w2の端部に圧力が加えられないことに起因して、端部に膜揺れが発生するのを抑制でき、幅方向に平坦な形状とすることができる。また、フィルム状溶融物w2の中央部と端部の両方を長手方向に沿って一様に延伸することができ、従来のように中央部のみが延伸されて長手方向にうねりが発生するのを防ぎ、長手方向に平坦な形状とすることができる。したがって、幅方向にも長手方向にも平坦なフィルムを得ることができ、正面位相差のばらつきの少ない位相差フィルムw3を提供することが可能となる。したがって、かかる位相差フィルムを液晶表示素子に用いることによって、表示コントラスト及び表示色の視角特性を表示画面全面で均一にすることができ、コントラスト及び視野角特性に優れ、色むら、コントラストむらの少ない光学異方素子を連続製造することができる。
【0038】
次に、上記構成を有するフィルム製造装置1を用いて位相差フィルムw3を製造する方法について説明する。
【0039】
まず、押出成形装置2のホッパ11に原料樹脂w1を投入すると、加熱溶融されて押出機12により押し出され、ギヤポンプ13及びフィルター14を通過してTダイ15に供給され、Tダイ15のダイ出口16からフィルム状溶融物w2として押し出される。
【0040】
フィルム状溶融物w2は、Tダイ15のダイ出口16から押し出されると、一対のロール群20、30の間に通されて厚さ方向に挟圧される。
【0041】
フィルム状溶融物w2は、主ロール21、31の中央部挟圧ロール面部22、32によって中央部が押圧されて第1の圧力が加えられ、補助ロール41、51の端部挟圧ロール面部42、52によって端部が押圧されて第1の圧力よりも低い第2の圧力が加えられる。
【0042】
したがって、ネックイン現象によって互いに厚さが異なるフィルム状溶融物w2の中央部と端部の両方をそれぞれに適切な圧力で押圧することができ、端部に圧力が加えられないことに起因して端部に膜揺れが発生するのを抑制でき、幅方向に平坦な形状とすることができる。また、中央部と端部の両方を長手方向に沿って一様に延伸することができ、従来のように中央部のみが延伸されて長手方向にうねりが発生するのを防ぎ、長手方向に平坦な形状とすることができる。したがって、幅方向にも長手方向にも平坦なフィルムを提供することが可能となる。
【0043】
フィルム状溶融物w2は、一対のロール群20、30の周速差によって剪断力が加えられて位相差フィルムw3とされ、そのまま主ロール21上で冷却され、図示していない巻き取り機によって主ロール21から巻き取られる。したがって、正面位相差のばらつきの少ない位相差フィルムを得ることができ、かかる位相差フィルムを液晶表示素子に用いることによって、表示コントラスト及び表示色の視角特性を表示画面全面で均一にすることができ、コントラスト及び視野角特性に優れ、色むら、コントラストむらの少ない光学異方素子を連続製造することができる。
【0044】
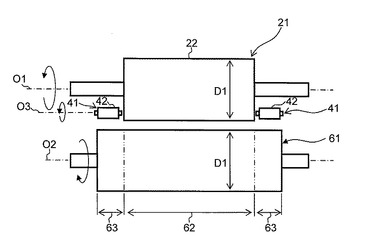
本発明は、上述の実施の形態の内容に限定されるものではなく、本発明の趣旨を逸脱しない範囲で種々の変更が可能である。例えば、上述の実施の形態では、一対のロール群20、30が、一対の主ロール21、31と一対の補助ロール41、51を有する場合を例に説明したが、フィルム状溶融物w2の中央部に第1の圧力を加えると共に、フィルム状溶融物w2の端部に第1の圧力よりも低い第2の圧力を加えることができるものであればよく、例えば図3に示すように、他方のロール61は、一定径D1でロール軸方向に延在して一方のロール群20の補助ロール41、51よりもロール軸方向に突出する長さを有し、その表面にクロムめっき処理が施された金属製材料からなるものを用いてもよい。ロール61は、フィルム状溶融物w2の幅方向の中央部に押圧される中央部挟圧ロール面部62がロール軸方向中央に形成され、フィルム状溶融物w2の幅方向の端部に押圧される両端部挟圧ロール面部63がロール軸方向端部に形成される。
【符号の説明】
【0045】
1 フィルム製造装置
2 押出成形装置
3 ロール装置
15 Tダイ
16 ダイ出口
20、30 ロール群
21、31 主ロール
22、32 中央部挟圧ロール面部
41、51 補助ロール
42、52 端部挟圧ロール面部
w1 原料樹脂
w2 フィルム状溶融物
w3 位相差フィルム
【技術分野】
【0001】
本発明は、例えば液晶表示素子に用いられる位相差フィルム等のフィルムを製造する方法及び装置に関する。
【背景技術】
【0002】
ダイから押し出されたフィルム状溶融物は、ネックイン現象によって、フィルム状溶融物の幅方向の中央部よりも端部の方が膜厚が大きくなる。したがって、かかるフィルム状溶融物を、一定径を有する一対のロール間に通して挟圧した場合に、中央部に十分な圧力を加えることが難しく、幅方向に均一に圧力を加えることができなかった。
【0003】
特許文献1には、熱可塑性樹脂を溶融してダイから押し出したフィルム状溶融物の中央部のみを挟圧し、端部を2つのロールの少なくとも一方に接触しないようにすることで、フィルム状溶融物の中央部に対して幅方向に均一な圧力を加える技術が示されている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2010−36435号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、フィルム状溶融物の中央部のみを挟圧してフィルムを成形すると、端部は挟圧されないので、フィルムの端部が波打つ形状となる膜揺れが発生するおそれがある。また、挟圧によってフィルム状溶融物の中央部のみが延伸されるので、中央部において長手方向にうねりが発生するおそれがある。したがって、フィルム状溶融物の中央部のみを挟圧する方法では、フィルムの平坦性が得られないといった不具合が生じる可能性がある。
【0006】
本発明は、上記した点に鑑みてなされたものであり、その目的は、高い平坦性を有するフィルムを連続して製造する方法及び装置を提案することである。
【課題を解決するための手段】
【0007】
上記課題を解決する本発明のフィルム製造方法は、Tダイのダイ出口から押し出されたフィルム状溶融物を、一対のロール群の間に通して挟圧することによりフィルムを製造するフィルム製造方法であって、前記一対のロール群が有する主ロールの中央部挟圧ロール面部で前記フィルム状溶融物の中央部を押圧して該中央部に予め設定された第1の圧力を加えると共に、前記一対のロール群が有する補助ロールの端部挟圧ロール面部で前記フィルム状溶融物の幅方向の端部を押圧して該端部に前記第1の圧力より低い第2の圧力を加えることを特徴としている。
【0008】
本発明のフィルム製造方法によれば、フィルム状溶融物の中央部を主ロールの中央部挟圧ロール面部によって第1の圧力で押圧すると共に、フィルム状溶融物の端部を補助ロールの端部挟圧ロール面部によって第1の圧力よりも低い第2の圧力で押圧するので、ネックイン現象によって互いに厚さが異なるフィルム状溶融物の中央部と端部の両方をそれぞれに適切な圧力で押圧することができ、端部に圧力が加えられないことに起因して端部に膜揺れが発生するのを抑制でき、幅方向に平坦な形状とすることができる。また、中央部と端部の両方を長手方向に沿って一様に延伸することができ、従来のように中央部のみが延伸されて長手方向にうねりが発生するのを防ぎ、長手方向に平坦な形状とすることができる。したがって、幅方向にも長手方向にも平坦なフィルムを提供することが可能となる。
【0009】
本発明のフィルム製造方法は、一方のロール群の方が他方のロール群よりも速い回転速度で回転駆動されていることを特徴としている。本発明によれば、フィルム状溶融物にせん断力を加えることができる。したがって、正面位相差のばらつきの少ない位相差フィルムを提供することが可能となる。
【0010】
本発明のフィルム製造方法は、第1の圧力が20MPa以上100MPa以下であることが好ましく、また、第2の圧力が第1の圧力の10分の1未満であることが好ましい。
【0011】
本発明のフィルム製造装置は、Tダイのダイ出口から押し出されたフィルム状溶融物を、一対のロール群の間に通して挟圧することによりフィルムを製造するフィルム製造装置であって、前記一対のロール群は、前記フィルム状溶融物の幅方向の中央部に押圧される中央部挟圧ロール面部を有する主ロールと、該主ロールからロール軸方向に離間した位置に配置されて、前記フィルム状溶融物の幅方向の端部に押圧される端部挟圧ロール面部を有する補助ロールと、を有することを特徴としている。
【0012】
本発明のフィルム製造装置によれば、ネックイン現象によって互いに厚さが異なるフィルム状溶融物の中央部と端部の両方をそれぞれに適切な圧力で押圧することができ、端部に圧力が加えられないことに起因して端部に膜揺れが発生するのを抑制でき、幅方向に平坦な形状とすることができる。また、中央部と端部の両方を長手方向に沿って一様に延伸することができ、従来のように中央部のみが延伸されて長手方向にうねりが発生するのを防ぎ、長手方向に平坦な形状とすることができる。したがって、幅方向にも長手方向にも平坦なフィルムを提供することが可能となる。
【0013】
本発明のフィルム製造装置は、前記一対のロール群は、一対の主ロールと、一対の補助ロールとを有し、該一対の主ロールは、前記中央部挟圧ロール面部どうしが予め設定された第1の間隔を有して平行に配置され、前記一対の補助ロールは、前記端部挟圧ロール面部どうしが前記第1の間隔よりも広い第2の間隔を有して平行に配置されていることを特徴としている。
【0014】
本発明のフィルム製造装置によれば、フィルム状溶融物の幅方向の中央部を所定の押圧力で押圧し、フィルム状溶融物の幅方向の端部を中央部よりも低い圧力で押圧することができる。したがって、中央部と端部の両方をそれぞれに適切な圧力で押圧することができる。
【0015】
本発明のフィルム製造装置は、一対のロール群のうち一方のロール群を他方のロール群よりも速い回転速度で回転駆動させる回転駆動手段を有することを特徴としている。本発明によれば、フィルム状溶融物にせん断力を加えることができる。したがって、正面位相差のばらつきの少ない位相差フィルムを提供することが可能となる。
【0016】
本発明のフィルム製造装置は、主ロールは、500mm以上2000mm以下のロール軸方向長さを有し、補助ロールは、中央部挟圧ロール面部の端縁から50mm以上200mm以下の位置に設けられていることが好ましい。本発明によれば、フィルム状溶融物の端部に荷重が集中するのを防ぎ、中央部に十分な圧力を加えることができる。そして、中央部の幅を広く採ることができ、生産性の向上を図ることができる。
【発明の効果】
【0017】
本発明のフィルム製造方法によれば、ネックイン現象によって互いに厚さが異なるフィルム状溶融物の中央部と端部の両方をそれぞれに適切な圧力で押圧することができ、端部に圧力が加えられないことに起因して端部に膜揺れが発生するのを抑制でき、幅方向に平坦な形状とすることができる。また、中央部と端部の両方を長手方向に沿って一様に延伸することができ、従来のように中央部のみが延伸されて長手方向にうねりが発生するのを防ぎ、長手方向に平坦な形状とすることができる。したがって、幅方向にも長手方向にも平坦なフィルムを提供することが可能となる。
【0018】
したがって、本発明のフィルム製造方法により位相差フィルムを製造した場合に、正面位相差のばらつきの少ない位相差フィルムを得ることができ、かかる位相差フィルムを液晶表示素子に用いることによって、表示コントラスト及び表示色の視角特性を表示画面全面で均一にすることができる。したがって、コントラスト及び視野角特性に優れ、色むら、コントラストむらの少ない光学異方素子を連続製造することができる。
【図面の簡単な説明】
【0019】
【図1】本実施の形態におけるフィルム製造装置の構成を説明する図。
【図2】一対のロール群の構成例を説明する図。
【図3】一対のロール群の他の構成例を示す図。
【発明を実施するための形態】
【0020】
次に、本発明の実施の形態について説明する。
図1は、本実施の形態におけるフィルム製造装置の構成を説明する図であり、図1(a)は全体図、図1(b)は図1(a)のA部拡大図である。
【0021】
本実施の形態におけるフィルム製造装置1は、例えば液晶表示素子に用いられる位相差フィルムw3を製造する装置であり、図1(a)に示すように、押出成形装置2とロール装置3を備えている。
【0022】
押出成形装置2は、ホッパ11に投入された原料樹脂w1をガラス転移温度よりも高い温度まで加熱して溶融し、押出機12で押し出す構成を有している。原料樹脂w1には、例えばCOP樹脂等の環状オレフィン構造を有するものや、ポリカーボネートが使用され、図示していない除湿乾燥機にて100℃で4時間乾燥したものがホッパ11に投入される。押出機12には、例えば単軸押出機(軸径50mm、フルフライトタイプ)が使用される。押出機12に押し出された溶融樹脂は、押出機12に接続されたギヤポンプ13及びフィルター14を通過してTダイ15に供給され、Tダイ15のダイ出口16からフィルム状溶融物w2(図1(b)を参照)として押し出される。
【0023】
Tダイ15は、本実施の形態では、ダイ出口16から押し出されたフィルム状溶融物w2のシート幅が355mmとなるものを使用した。Tダイ15は、ダイ出口16に連通したダイ通路を有している。ダイ出口16は、可能な限りロール装置3の一対のロール21、31の間の圧延開始位置Pに、より近い位置に設置させることが望ましく、本実施の形態では、Tダイ15の下流部の両外壁15a、15bの挟角θは、45°以下に設定されている。
【0024】
そうすることで、ダイ出口16と圧延開始位置Pとの距離Dが短くなり、ダイ出口16から圧延開始位置Pに至る間に、ダイ出口16から押し出されたフィルム状溶融物w2が、気流によって揺れる現象を抑え、長手方向、幅方向のフィルム膜厚均一性を向上することが可能となる。Tダイ15からフィルム状に押し出されたフィルム状溶融物w2は、ロール装置3に供給される。本実施の形態では、COP樹脂が、押し出し温度265℃、吐出量8.5kg/hでTダイ15から押し出されるようになっている。
【0025】
ロール装置3は、一対のロール群20、30の間にフィルム状溶融物w2を通して挟圧することにより位相差フィルムw3を製造するように構成されている。一対のロール群20、30は、Tダイ15の下方で互いに対向してダイ出口16に沿って平行に延在するように配置されている。
【0026】
図2は、一対のロール群の構成例を説明する図であり、図2(a)は、一対のロール群をTダイと反対側(図1の矢印X方向)から見た状態を示した図、図2(b)は、一対のロール群の側面図である。
【0027】
一対のロール群20、30は、図2に示すように、一対の主ロール21、31と、これら主ロール21、31からロール軸方向に離間した位置に配置される補助ロール41、51とを有している。主ロール21、31は、フィルム状溶融物w2の幅方向の中央部を押圧する中央部挟圧ロール面部22、32を有している。補助ロール41、51は、フィルム状溶融物w2の幅方向の端部を押圧する端部挟圧ロール面部42、52を有している。
【0028】
主ロール21、31の中央部挟圧ロール面部22、32は、一定径D1を有しており、補助ロール41、51の端部挟圧ロール面部42、52は、中央部挟圧ロール面部22、32よりも小径の一定径D2を有している。主ロール21、31及び補助ロール41、51は、金属製材料によって構成されており、その表面には、クロムめっき処理が施されている。
【0029】
主ロール21、31は、フィルム状溶融物w2の幅方向の中央部に対してフィルム状溶融物w2の幅方向に沿って線状に圧力を加えるように、その配置位置が設定されている。そして、補助ロール41、51は、中央部挟圧ロール面部22、32によって押圧される中央部の幅方向両側に位置する端部を押圧して、端部に対してフィルム状溶融物w2の幅方向に沿って線状に圧力を加えるように、その配置位置が設定されている。
【0030】
本実施の形態では、主ロール21、31と補助ロール41、51は、各回転中心軸線O1〜O4が同一の仮想平面H上に位置するように配置されている。そして、一対の主ロール21、31は、中央部挟圧ロール面部22、32が予め設定された第1の間隔t1を有して平行となるように配置され、一対の補助ロール41、51は、端部挟圧ロール面部42、52が第1の間隔t1よりも広い第2の間隔t2を有して平行となるように配置されている。
【0031】
主ロール21、31の中央部挟圧ロール面部22、32は、フィルム状溶融物w2の幅方向の中央部を押圧して中央部に予め設定された第1の圧力を加える。一方、補助ロール41、51の端部挟圧ロール面部42、52は、フィルム状溶融物w2の幅方向の端部を押圧して端部に第1の圧力よりも低い第2の圧力を加える。
【0032】
主ロール21、31は、中央部挟圧ロール面部22、32のロール軸方向長さが500mm以上2000mm以下が好ましい。補助ロール41、51は、主ロール21、31の中央部挟圧ロール面部22、32の端縁から50mm以上200mm以下の部分に設けることが好ましく、フィルム状溶融物w2の端縁から50mm以上200mm以下の部分を挟圧することが好ましい。フィルム状溶融物w2の端縁から50mm未満の場合には、フィルム状溶融物w2の端部に荷重が集中し、フィルム状溶融物w2の中央部に十分な圧力を加えることができず、200mmよりも長い場合には、フィルム状溶融物w2の中央部の平坦な部分の幅(有効幅)が減少し、生産性が下がるおそれがある。本実施の形態では、中央部挟圧ロール面部22、32のロール軸方向長さが150mmに設定され、端部挟圧ロール面部42、52のロール軸方向長さがそれぞれ25mmに設定されている。
【0033】
第1の圧力は、20MPa以上100MPa以下であることが好ましい。第1の圧力が20MPa未満の場合には、矯正効果が小さく、フィルムの平坦性が得られず、100MPaよりも大きい場合には、主ロール11、21にたわみが発生し、幅方向に均一に圧力を加えることができない。本実施の形態では、第1の圧力は、20MPaに設定されている。
【0034】
第2の圧力は、第1の圧力の10分の1未満が好ましく、10分の1以上の場合には、フィルム状溶融物w2の中央部の圧力が低くなり、平坦性が得られない。本実施の形態では、第2の圧力は、1MPaに設定されており、かかる圧力を加えることができるように、第2の間隔t2が設定されている。
【0035】
一対のロール群20の主ロール21、31と補助ロール41、51は、図示していない駆動モータ(回転駆動手段)によって回転駆動される。駆動モータは、図示していないモータ制御手段に接続されており、主ロール21と31との周速比、及び補助ロール41と51との周速比が予め設定された値となるように各回転速度が制御される。本実施の形態では、主ロール21が主ロール31よりも速い回転速度で回転するように制御されており、主ロール31が回転速度4mpmで回転される。
【0036】
ロール装置3は、図示していない加熱ヒータとヒータ制御手段を有しており、ヒータにより主ロール21、31と補助ロール41、51の表面を加熱して、主ロール21、31の少なくとも一方の温度と補助ロール41、51の少なくとも一方の温度を、所定温度に制御できるようになっている。
【0037】
上記構成を有するフィルム製造装置1によれば、フィルム状溶融物の中央部を主ロールの中央部挟圧ロール面部によって第1の圧力で押圧すると共に、フィルム状溶融物の端部を補助ロールの端部挟圧ロール面部によって第1の圧力よりも低い第2の圧力で押圧するので、ネックイン現象によって互いに厚さが異なるフィルム状溶融物w2の中央部と端部の両方をそれぞれに適切な圧力で押圧することができ、フィルム状溶融物w2の端部に圧力が加えられないことに起因して、端部に膜揺れが発生するのを抑制でき、幅方向に平坦な形状とすることができる。また、フィルム状溶融物w2の中央部と端部の両方を長手方向に沿って一様に延伸することができ、従来のように中央部のみが延伸されて長手方向にうねりが発生するのを防ぎ、長手方向に平坦な形状とすることができる。したがって、幅方向にも長手方向にも平坦なフィルムを得ることができ、正面位相差のばらつきの少ない位相差フィルムw3を提供することが可能となる。したがって、かかる位相差フィルムを液晶表示素子に用いることによって、表示コントラスト及び表示色の視角特性を表示画面全面で均一にすることができ、コントラスト及び視野角特性に優れ、色むら、コントラストむらの少ない光学異方素子を連続製造することができる。
【0038】
次に、上記構成を有するフィルム製造装置1を用いて位相差フィルムw3を製造する方法について説明する。
【0039】
まず、押出成形装置2のホッパ11に原料樹脂w1を投入すると、加熱溶融されて押出機12により押し出され、ギヤポンプ13及びフィルター14を通過してTダイ15に供給され、Tダイ15のダイ出口16からフィルム状溶融物w2として押し出される。
【0040】
フィルム状溶融物w2は、Tダイ15のダイ出口16から押し出されると、一対のロール群20、30の間に通されて厚さ方向に挟圧される。
【0041】
フィルム状溶融物w2は、主ロール21、31の中央部挟圧ロール面部22、32によって中央部が押圧されて第1の圧力が加えられ、補助ロール41、51の端部挟圧ロール面部42、52によって端部が押圧されて第1の圧力よりも低い第2の圧力が加えられる。
【0042】
したがって、ネックイン現象によって互いに厚さが異なるフィルム状溶融物w2の中央部と端部の両方をそれぞれに適切な圧力で押圧することができ、端部に圧力が加えられないことに起因して端部に膜揺れが発生するのを抑制でき、幅方向に平坦な形状とすることができる。また、中央部と端部の両方を長手方向に沿って一様に延伸することができ、従来のように中央部のみが延伸されて長手方向にうねりが発生するのを防ぎ、長手方向に平坦な形状とすることができる。したがって、幅方向にも長手方向にも平坦なフィルムを提供することが可能となる。
【0043】
フィルム状溶融物w2は、一対のロール群20、30の周速差によって剪断力が加えられて位相差フィルムw3とされ、そのまま主ロール21上で冷却され、図示していない巻き取り機によって主ロール21から巻き取られる。したがって、正面位相差のばらつきの少ない位相差フィルムを得ることができ、かかる位相差フィルムを液晶表示素子に用いることによって、表示コントラスト及び表示色の視角特性を表示画面全面で均一にすることができ、コントラスト及び視野角特性に優れ、色むら、コントラストむらの少ない光学異方素子を連続製造することができる。
【0044】
本発明は、上述の実施の形態の内容に限定されるものではなく、本発明の趣旨を逸脱しない範囲で種々の変更が可能である。例えば、上述の実施の形態では、一対のロール群20、30が、一対の主ロール21、31と一対の補助ロール41、51を有する場合を例に説明したが、フィルム状溶融物w2の中央部に第1の圧力を加えると共に、フィルム状溶融物w2の端部に第1の圧力よりも低い第2の圧力を加えることができるものであればよく、例えば図3に示すように、他方のロール61は、一定径D1でロール軸方向に延在して一方のロール群20の補助ロール41、51よりもロール軸方向に突出する長さを有し、その表面にクロムめっき処理が施された金属製材料からなるものを用いてもよい。ロール61は、フィルム状溶融物w2の幅方向の中央部に押圧される中央部挟圧ロール面部62がロール軸方向中央に形成され、フィルム状溶融物w2の幅方向の端部に押圧される両端部挟圧ロール面部63がロール軸方向端部に形成される。
【符号の説明】
【0045】
1 フィルム製造装置
2 押出成形装置
3 ロール装置
15 Tダイ
16 ダイ出口
20、30 ロール群
21、31 主ロール
22、32 中央部挟圧ロール面部
41、51 補助ロール
42、52 端部挟圧ロール面部
w1 原料樹脂
w2 フィルム状溶融物
w3 位相差フィルム
【特許請求の範囲】
【請求項1】
Tダイのダイ出口から押し出されたフィルム状溶融物を、一対のロール群の間に通して挟圧することによりフィルムを製造するフィルム製造方法であって、
前記一対のロール群が有する主ロールの中央部挟圧ロール面部で前記フィルム状溶融物の中央部を押圧して該中央部に予め設定された第1の圧力を加えると共に、
前記一対のロール群が有する補助ロールの両端部挟圧ロール面部で前記フィルム状溶融物の幅方向の端部を押圧して該端部に前記第1の圧力より低い第2の圧力を加えることを特徴とするフィルム製造方法。
【請求項2】
前記一対のロール群は、一方のロール群の方が他方のロール群よりも速い回転速度で回転駆動されていることを特徴とする請求項1に記載のフィルム製造方法。
【請求項3】
前記第1の圧力は、20MPa以上100MPa以下であることを特徴とする請求項1又は2に記載のフィルム製造方法。
【請求項4】
前記第2の圧力は、前記第1の圧力の10分の1未満であることを特徴とする請求項1から請求項3のいずれか一項に記載のフィルム製造方法。
【請求項5】
Tダイのダイ出口から押し出されたフィルム状溶融物を、一対のロール群の間に通して挟圧することによりフィルムを製造するフィルム製造装置であって、
前記一対のロール群は、
前記フィルム状溶融物の幅方向の中央部に押圧される中央部挟圧ロール面部を有する主ロールと、
該主ロールからロール軸方向に離間した位置に配置されて、前記フィルム状溶融物の幅方向の端部に押圧される端部挟圧ロール面部を有する補助ロールと、を有することを特徴とするフィルム製造装置。
【請求項6】
前記一対のロール群は、一対の主ロールと、一対の補助ロールとを有し、
該一対の主ロールは、前記中央部挟圧ロール面部どうしが予め設定された第1の間隔を有して平行に配置され、
前記一対の補助ロールは、前記端部挟圧ロール面部どうしが前記第1の間隔よりも広い第2の間隔を有して平行に配置されていることを特徴とする請求項5に記載のフィルム製造装置。
【請求項7】
前記一対のロール群のうち一方のロール群を他方のロール群よりも速い回転速度で回転駆動させる回転駆動手段を有することを特徴とする請求項5又は6に記載のフィルム製造装置。
【請求項8】
前記主ロールは、500mm以上2000mm以下のロール軸方向長さを有し、
前記補助ロールは、前記中央部挟圧ロール面部の端縁から50mm以上200mm以下の位置に設けられていることを特徴とする請求項5から請求項7のいずれか一項に記載のフィルム製造装置。
【請求項1】
Tダイのダイ出口から押し出されたフィルム状溶融物を、一対のロール群の間に通して挟圧することによりフィルムを製造するフィルム製造方法であって、
前記一対のロール群が有する主ロールの中央部挟圧ロール面部で前記フィルム状溶融物の中央部を押圧して該中央部に予め設定された第1の圧力を加えると共に、
前記一対のロール群が有する補助ロールの両端部挟圧ロール面部で前記フィルム状溶融物の幅方向の端部を押圧して該端部に前記第1の圧力より低い第2の圧力を加えることを特徴とするフィルム製造方法。
【請求項2】
前記一対のロール群は、一方のロール群の方が他方のロール群よりも速い回転速度で回転駆動されていることを特徴とする請求項1に記載のフィルム製造方法。
【請求項3】
前記第1の圧力は、20MPa以上100MPa以下であることを特徴とする請求項1又は2に記載のフィルム製造方法。
【請求項4】
前記第2の圧力は、前記第1の圧力の10分の1未満であることを特徴とする請求項1から請求項3のいずれか一項に記載のフィルム製造方法。
【請求項5】
Tダイのダイ出口から押し出されたフィルム状溶融物を、一対のロール群の間に通して挟圧することによりフィルムを製造するフィルム製造装置であって、
前記一対のロール群は、
前記フィルム状溶融物の幅方向の中央部に押圧される中央部挟圧ロール面部を有する主ロールと、
該主ロールからロール軸方向に離間した位置に配置されて、前記フィルム状溶融物の幅方向の端部に押圧される端部挟圧ロール面部を有する補助ロールと、を有することを特徴とするフィルム製造装置。
【請求項6】
前記一対のロール群は、一対の主ロールと、一対の補助ロールとを有し、
該一対の主ロールは、前記中央部挟圧ロール面部どうしが予め設定された第1の間隔を有して平行に配置され、
前記一対の補助ロールは、前記端部挟圧ロール面部どうしが前記第1の間隔よりも広い第2の間隔を有して平行に配置されていることを特徴とする請求項5に記載のフィルム製造装置。
【請求項7】
前記一対のロール群のうち一方のロール群を他方のロール群よりも速い回転速度で回転駆動させる回転駆動手段を有することを特徴とする請求項5又は6に記載のフィルム製造装置。
【請求項8】
前記主ロールは、500mm以上2000mm以下のロール軸方向長さを有し、
前記補助ロールは、前記中央部挟圧ロール面部の端縁から50mm以上200mm以下の位置に設けられていることを特徴とする請求項5から請求項7のいずれか一項に記載のフィルム製造装置。
【図1】


【図2】
【図3】
【図2】
【図3】
【公開番号】特開2013−99857(P2013−99857A)
【公開日】平成25年5月23日(2013.5.23)
【国際特許分類】
【出願番号】特願2011−243552(P2011−243552)
【出願日】平成23年11月7日(2011.11.7)
【出願人】(390003193)東洋鋼鈑株式会社 (265)
【Fターム(参考)】
【公開日】平成25年5月23日(2013.5.23)
【国際特許分類】
【出願日】平成23年11月7日(2011.11.7)
【出願人】(390003193)東洋鋼鈑株式会社 (265)
【Fターム(参考)】
[ Back to top ]