
フィルム部材の接着方法
【課題】接着剤を使用した品質の良い接着を行うフィルム部材の接着方法を提供すること。
【解決手段】金属の対象物表面に塗布した接着剤にフィルム部材10を接着させる接着方法であって、接着剤20を塗布した前記対象物表面にフィルム部材10を張り付け、そのフィルム部材10にマグネットプレート30を重ね、そのマグネットプレート30の対象物に対する吸着力によってフィルム部材10を押圧するようにしたフィルム部材の接着方法。
【解決手段】金属の対象物表面に塗布した接着剤にフィルム部材10を接着させる接着方法であって、接着剤20を塗布した前記対象物表面にフィルム部材10を張り付け、そのフィルム部材10にマグネットプレート30を重ね、そのマグネットプレート30の対象物に対する吸着力によってフィルム部材10を押圧するようにしたフィルム部材の接着方法。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、鋼橋などの構造物について疲労亀裂をモニタリングする疲労亀裂検出システムを構成する線状検出具など、フィルムによって形成されたフィルム部材を金属構造物に接着剤で接着させるための接着方法に関する。
【背景技術】
【0002】
鋼橋などの構造物は、長期にわたって繰り返し振動を受け金属疲労による疲労亀裂が発生することがある。そのため、安全管理の観点から早期発見とその対策が必要であり、下記特許文献1には、それに対応した疲労亀裂検出システムが提案されている。
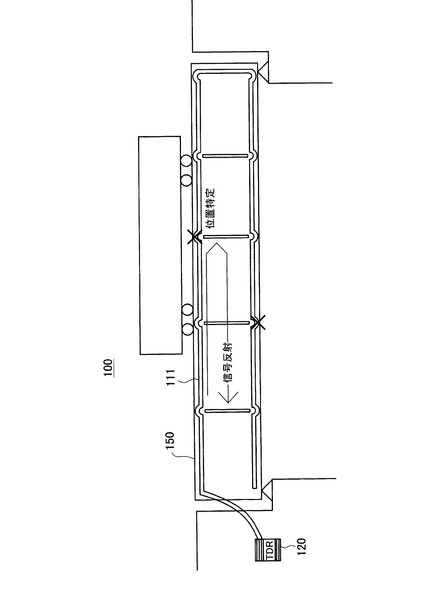
図6は、従来の疲労亀裂検出システムが適用された鋼橋の全体図である。疲労亀裂検出システム100は、被検出物である鋼橋150の疲労亀裂を検出するためのシステムであって、鋼橋150の表面に沿って並べられた2本の検出線111と、亀裂場所特定装置120とを備えている。
【0003】
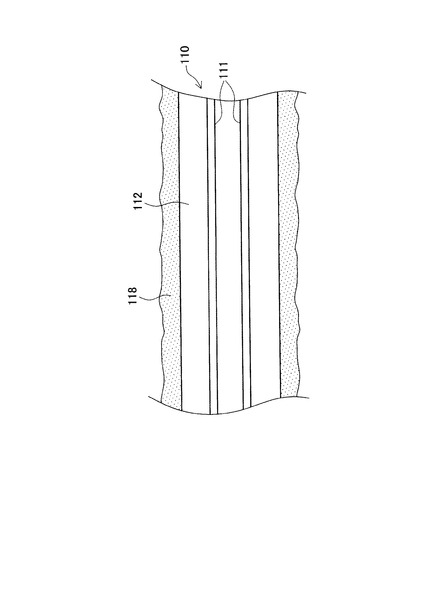
そして、検出線111には亀裂場所特定装置120からマイクロパルスが間欠的に発信され、断線箇所で反射するマイクロパルスを受信して往復時間を計測することで、発信点から破断点までの距離を計測して亀裂発生箇所を特定する。従って、2本の検出線111は、鋼橋150の亀裂想定箇所を通るようにして貼り付けられる。その際、図7に示すように、2本の検出線111は、上下一対のフィルム112に挟み込んで一体にした帯状の線状検出具110として形成され、それが鋼橋150に対して硬めの接着剤118によって接着される。
【特許文献1】特開2005−156552号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
ところで、線状検出具110を接着剤118によって接着する場合、被検出物との間の接着剤118による接着層は、薄く均一な厚さであって、且つ空気の入らないようにすることが好ましい。接着面に疲労亀裂が生じた場合に、接着層が割れ、線状検出具110のフィルム112と検出線111が切れる、といった現象がほぼ同時に起きることが、検出の精度を上げるからである。しかし、疲労亀裂による亀裂幅が10マイクロメートル程度と、極めて微小な変化であるため、接着層が厚かったり空気を含んでいると、その位置で生じた疲労亀裂による変化が吸収されてしまい、検出線111が切断されずに応答性の悪いものとなってしまう。
【0005】
そこで、従来からフィルム部材である線状検出具110を接着する方法として、ローラが使用されていた。すなわち、ローラを線状検出具110に押し当てて転がし、接着剤118がはみ出すまで広がるようにのばし、接着層が薄く均一な厚さで空気を含まないようにしていた。しかし、ローラを使用した接着方法は、手間がかかり、作業者の力感覚によって行うことになるため、個人差が生じ易く、十分な接着層の仕上がりにはならないこともあった。そのため、接着層の厚さにバラツキが生じたり、また十分にのばされない部分に空気を含んでしまうなど、接着部分の品質が安定しなかた。
【0006】
そこで、本発明は、かかる課題を解決すべく、接着剤を使用した品質の良い接着を行うフィルム部材の接着方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
本発明に係るフィルム部材の接着方法は、金属の対象物表面に塗布した接着剤にフィルム部材を接着させる接着方法であって、接着剤を塗布した前記対象物表面に前記フィルム部材を張り付け、そのフィルム部材にマグネットプレートを重ね、そのマグネットプレートの前記対象物に対する吸着力によって前記フィルム部材を押圧するようにしたことを特徴とする。
また、本発明に係るフィルム部材の接着方法は、前記マグネットプレートをフッ素樹脂シートで包んだ状態で前記フィルム部材に重ねるようにしたものであることが好ましい。
また、本発明に係るフィルム部材の接着方法は、前記フィルム部材が前記対象物に発生する疲労亀裂を検出するための検出線と、帯状のフィルムとが一体に重ねられた線状検出具であり、前記マグネットプレートがその線状検出具よりも幅方向に広い範囲で押さえつけるようにしたものであることが好ましい。
【発明の効果】
【0008】
よって、本発明によれば、マグネットプレートを使用してフィルム部材を接着するようにしたので、従来のローラに比べて一定の力で接着部分を押さえつけることができ、薄く均一な厚さで、空気を含まない品質の良い接着が可能になる。マグネットでは、接着剤が乾くまで接着部分を押さえ続けることで養生としても機能させることができる。更に、マグネットプレートを重ねて置くだけでよく、ローラのような手間を省いた極めて簡単な作業とすることができる。
【発明を実施するための最良の形態】
【0009】
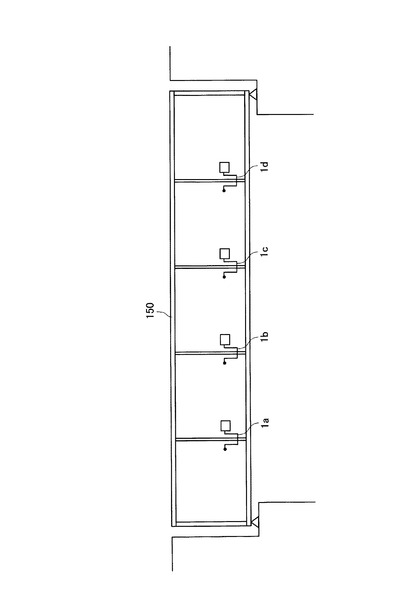
次に、本発明に係るフィルム部材の接着方法の一実施形態を図面を参照しながら以下に説明する。本実施形態のフィルム部材は、前記従来例と同様に鋼橋を被検出物として構成された疲労亀裂検出システムを構成する線状検出具である。図1は、疲労亀裂検出システムの一例について概念的に示した図であり、図2は、そのシステムを構成する亀裂検出装置の具体的な設置状態を示した図である。
【0010】
本システムでは、鋼橋150に存在する複数の亀裂想定箇所毎に疲労亀裂検出装置1(1a〜1d)が設置されている。従って、従来例の検出線110のように鋼橋側面に長い距離に渡って張り巡らせるようにしたものではなく、鋼橋150の複数の亀裂想定箇所に必要な長さの検出線が貼り付けられている。
【0011】
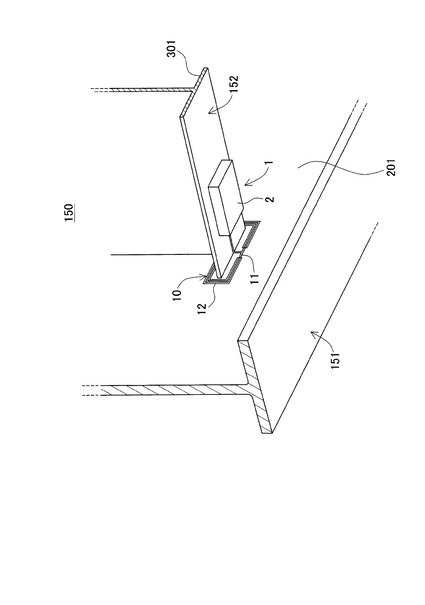
鋼橋150は、幅方向に複数並べられた主桁151が長手方向に配置され、隣り合う主桁151同士が横桁152によって連結されている。図2は、そうした主桁151のウェブ(腹板)201に対して横桁152が直交方向から突き当てられるようにして接続された箇所を示している。疲労亀裂検出装置1は、こうした応力が集中しやすい桁151のウェブ201に検出線11が接着される。検出線11は、横桁152の下フランジ301に沿うようにして配置され、主桁151のウェブ201に対して接着剤によって貼り付けられている。その検出線11は、従来例と同様にフィルムによって挟み込まれた線状検出具10として構成されている。
【0012】
そして、この検出線11には、下フランジ301の下面に固定された検出装置本体2が接続されている。検出装置本体2内には電源の他、検出線11の切断を検出して情報を伝達するための構成が設けられている。例えば、疲労亀裂の発生を管理人に対して目視で確認できるようにLEDを発光させるようにする他、ICタグを内蔵するなどして管理人が亀裂情報を受信できるような構成がとられている。
【0013】
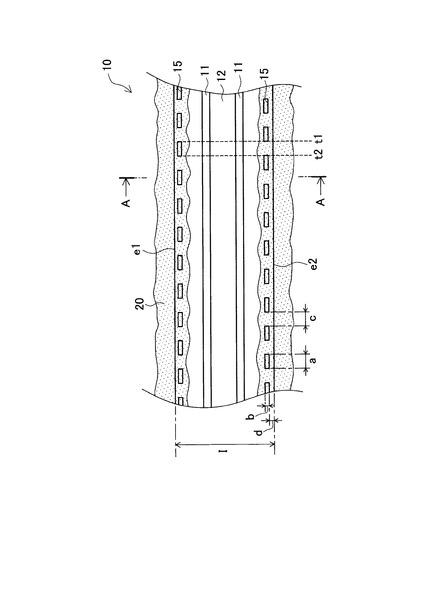
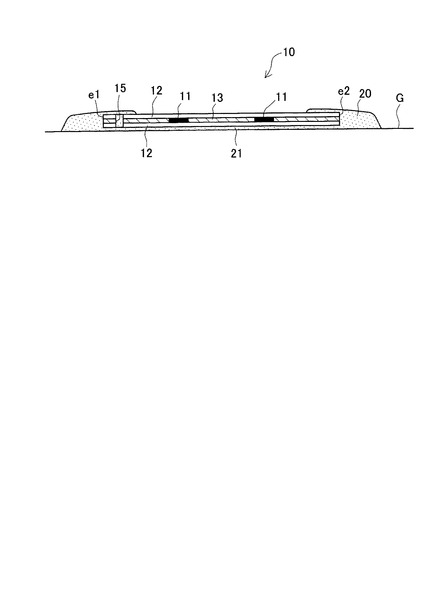
続いて、線状検出具10について説明する。図3は、線状検出具10を接着剤で接着した状態を示した平面図であり、図4は、そのA−A断面を示した図である。なお、図4の断面図は、その構造が分かりやすいように厚さ方向の倍率を大きくして表現している。
線状検出具10は、図4に示すように、平行に配置された2本の検出線11,11が一対のフィルム12,12の間に接着剤13とともに挟み込まれ、一本のテープのように形成されている。検出線11は、断面が扁平形状の線であって、フィルム12は、2本の検出線12,12が並んで配置されるよりも幅広で形成された帯状のものである。
【0014】
更に、その線状検出具10は、図3に示すように、幅方向(図面上下方向)の両端に複数の微小な固定孔15があけられている。フィルム12を貫通した固定孔15は、レーザ加工機を使用し、線状検出具10の長手方向に一定の間隔で規則正しく形成されている。固定孔15は、幅Iが6.8mmのフィルム12に対して次のような寸法で形成されている。すなわち、固定孔15は、長手方向の寸法aが1.0mm、幅方向の寸法bが0.3mmの大きさで形成された長方形状の孔である。そして、一直線上に並んだ固定孔15同士の距離cは1.0mmであり、線状検出具10の縁e1,e2からの距離dが0.3mmである。
【0015】
この固定孔15は、線状検出具10の縁e1,e2に沿って同じサイズのものが同じ間隔で形成されているが、縁e1側と縁e2側とで位置がずれるように配置されている。すなわち、本実施形態では、固定孔15の寸法aと、固定孔15同士の距離cとがともに同じ1.0mmで形成されているため、例えば図3に示すt1からt2の位置では、縁e1側には固定孔15があけられ、縁e2側には固定孔15が存在せず、交互に形成されている。
【0016】
そして、こうした線状検出具10は、被検出物の設置面Gに塗布した接着剤20の上に配置され、更にその上から押し付けられ、下の接着剤20がのばされた状態で接着される。その際、本実施形態の線状検出具10によれば、接着面Gと線状検出具10との間に挟まれた接着剤20は、押圧によって線状検出具10の縁e1,e2からはみ出して広がるとともに、固定孔15からも噴き出すようにして表面側にはみ出す。そのため、線状検出具10は、接着層21側の面でのみ接着して固定されるのではなく、固定孔15部分に流れ込んだ接着剤によっても固定されている。
【0017】
本実施形態では特に、固定孔15は、線状検出具10の縁e1,e2から極めて近い位置に形成されているため、押し付けられた接着剤20は、縁e1,e2からはみ出したものと、固定孔15から出たものとがつながることによって、図4に示すように縁e1,e2を包むようにして固まる。こうして、線状検出具10の縁e1,e2が剥がれて浮いてしまうことを防止している。なお、縁e1,e2を包むような状態にならない場合でも、固定孔15部分に流れ込んだ接着剤によってアンカー効果を発揮し、縁e1,e2が剥がれて浮いてしまうことを十分に防止できる。
【0018】
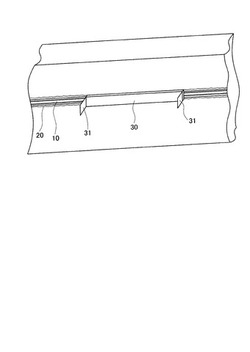
次に、こうした接着剤20を使用した線状検出具10の接着は、線状検出具10と接着面Gとの間の接着剤20の接着層21が、薄く均一な厚さであって、且つ空気の入らないようにすることが必要である。そこで、本実施形態では、そうした品質の良い接着層をもって接着するための接着方法を提案する。ここで、図5は、フィルム部材の接着方法の一実施形態を示した斜視図である。
【0019】
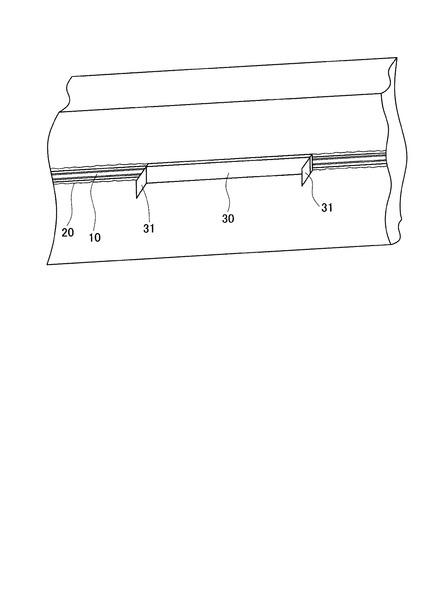
図5に示す施工は、線状検出具10を被検出物に対して横から接着させる場合を示している。線状検出具10の接着箇所は、被検出物によっては横向きや下向きに接着させなければならない場所も存在するため、そうした箇所では接着剤20が固まるまでの間に線状検出具10がずれたり、浮いたりしやすい。本実施形態の接着方法は、そうした接着箇所であっても適切な施工が可能なものであり、具体的には従来のローラに代えて接着用プレート30を使用した接着方法である。
【0020】
接着用プレート30は、線状検出具10の横幅よりも多少広い短冊状のマグネットプレートに、接着剤20との剥離性が良いようにフッ素樹脂シートによって包んだ構成となっている。そして、その長手方向端部には、作業者が扱いやすいようにフッ素樹脂シートだけの摘み部分31が形成されている。本実施形態では、被検出物として鋼橋150を例に挙げているが、疲労亀裂検出装置1が検査対象とするのは、金属疲労によって亀裂が発生し得るものであり、鉄塔やジェットコースターなどの構造物である。従って、接着用プレート30のマグネットの吸着が可能な金属構造物が対象となっている。
【0021】
ところで、本実施形態で使用する接着剤20は、例えば硬化時に縦弾性係数が300MPa以上の材料からなるものが使用され、フィルム12と検出線11とを一体にする接着剤13にも同様のものが使用される。そして、線状検出具10を構成するフィルム12も300MPa以上の縦弾性係数を有する。
【0022】
そこで、線状検出具10を接着させるには、接着面に適量の接着剤20を塗布して線状検出具10を重ね合わせ、その線状検出具10に対して更に接着用プレート30を重ね合わせる。線状検出具10は、被検出物へ吸着しようとする接着用プレート30の磁力によって接着面Gに押さえつけられる。その押さえつけにより、接着剤20は、図3及び図4に示すように、縁e1,e2からはみ出し、固定孔15からとび出して線状検出具10の下の接着層21が薄く広がる。なお、図面では線状検出具10の一部にしか接着用プレート30を当てていないが、実際には、線状検出具10に沿って複数の、或いはより長尺の接着用プレートを吸着させる。
【0023】
接着用プレート30は、接着剤20が固まるまでそのまま放置され、線状検出具10を押さえ続ける。マグネットであるため、被検出物の下面や側面といった接着箇所に関係なく、接着剤20が固まるまでは常に押圧部分全体を一定の力で線状検出具10を押さえ続けることができる。従って、接着用プレート30の押圧力によって、接着層21を薄く均一な厚さで、空気を含まないようにすることができ、しかも接着剤が固まる迄の一定時間、継続して押圧し続けつけるため、安定した品質の接着を行うことが可能になった。そして、接着剤20が乾いた後は、接着用プレート30は、フッ素樹脂シートによって接着剤20によって接着されることなく簡単に取り外される。
【0024】
よって、本実施形態に係るフィルム部材の接着方法によれば、接着用プレート30を使用して線状検出具10を接着するようにしたので、従来のローラに比べて一定の力で接着部分を押さえつけることができるようになった。そのため、薄く均一な厚さで、空気を含まない接着層21とすることで、線状検出具10の接着に対する品質を安定させることが可能になった。また、接着用プレート30は、接着剤が乾くまで線状検出具10を押さえ続けることで養生としても機能させることができる。更に、接着用プレート30を線状検出具10に重ねて置くだけでよく、ローラのような手間を省いた極めて簡単な作業とすることができた。
【0025】
一方、線状検出具10は、固定孔15を形成したので、接着剤20がその固定孔15を通って固まることによりアンカー効果を発揮し、縁e1,e2が剥がれて浮いてしまうことを防止している。そのため、線状検出具10は常に被検出物に貼りついて、発生する疲労亀裂によって検出線11が応答性良く切れるようにすることが可能になった。
ところで、縁e1,e2が剥がれて浮いてしまうのは、例えば鋼橋150では、車両通過によって接着箇所に変形が生じることが原因と考えられる。一方、線状検出具10は、長方形の固定孔15が縁e1,e2に近いため、固定孔15の角部から切れやすい状態になっている。そのため、被検出物に変形が生じた場合に、縁e1,e2が引っ張られて積極的にその部分が切れることによって、剥がれて浮いてしまうことを防止している。
【0026】
以上、本発明に係るフィルム部材の接着方法の一実施形態について説明したが、本発明はこれに限定されることなく、その趣旨を逸脱しない範囲で様々な変更が可能である。
【図面の簡単な説明】
【0027】
【図1】疲労亀裂検出システムの一例について概念的に示した図である。
【図2】疲労亀裂検出システムを構成する亀裂検出装置の具体的な設置状態を示した図である。
【図3】フィルム部材の一実施形態である線状検出具を接着剤で接着した状態を示した平面図である。
【図4】図3の線状検出具のA−A断面を示した図である。
【図5】フィルム部材の接着方法を示した図である。
【図6】従来の疲労亀裂検出システムが適用された鋼橋の全体図である。
【図7】接着された線状検出具を示した平面図である。
【符号の説明】
【0028】
10 線状検出具
11 検出線
12 フィルム
15 固定孔
20 接着剤
30 接着用プレート
【技術分野】
【0001】
本発明は、鋼橋などの構造物について疲労亀裂をモニタリングする疲労亀裂検出システムを構成する線状検出具など、フィルムによって形成されたフィルム部材を金属構造物に接着剤で接着させるための接着方法に関する。
【背景技術】
【0002】
鋼橋などの構造物は、長期にわたって繰り返し振動を受け金属疲労による疲労亀裂が発生することがある。そのため、安全管理の観点から早期発見とその対策が必要であり、下記特許文献1には、それに対応した疲労亀裂検出システムが提案されている。
図6は、従来の疲労亀裂検出システムが適用された鋼橋の全体図である。疲労亀裂検出システム100は、被検出物である鋼橋150の疲労亀裂を検出するためのシステムであって、鋼橋150の表面に沿って並べられた2本の検出線111と、亀裂場所特定装置120とを備えている。
【0003】
そして、検出線111には亀裂場所特定装置120からマイクロパルスが間欠的に発信され、断線箇所で反射するマイクロパルスを受信して往復時間を計測することで、発信点から破断点までの距離を計測して亀裂発生箇所を特定する。従って、2本の検出線111は、鋼橋150の亀裂想定箇所を通るようにして貼り付けられる。その際、図7に示すように、2本の検出線111は、上下一対のフィルム112に挟み込んで一体にした帯状の線状検出具110として形成され、それが鋼橋150に対して硬めの接着剤118によって接着される。
【特許文献1】特開2005−156552号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
ところで、線状検出具110を接着剤118によって接着する場合、被検出物との間の接着剤118による接着層は、薄く均一な厚さであって、且つ空気の入らないようにすることが好ましい。接着面に疲労亀裂が生じた場合に、接着層が割れ、線状検出具110のフィルム112と検出線111が切れる、といった現象がほぼ同時に起きることが、検出の精度を上げるからである。しかし、疲労亀裂による亀裂幅が10マイクロメートル程度と、極めて微小な変化であるため、接着層が厚かったり空気を含んでいると、その位置で生じた疲労亀裂による変化が吸収されてしまい、検出線111が切断されずに応答性の悪いものとなってしまう。
【0005】
そこで、従来からフィルム部材である線状検出具110を接着する方法として、ローラが使用されていた。すなわち、ローラを線状検出具110に押し当てて転がし、接着剤118がはみ出すまで広がるようにのばし、接着層が薄く均一な厚さで空気を含まないようにしていた。しかし、ローラを使用した接着方法は、手間がかかり、作業者の力感覚によって行うことになるため、個人差が生じ易く、十分な接着層の仕上がりにはならないこともあった。そのため、接着層の厚さにバラツキが生じたり、また十分にのばされない部分に空気を含んでしまうなど、接着部分の品質が安定しなかた。
【0006】
そこで、本発明は、かかる課題を解決すべく、接着剤を使用した品質の良い接着を行うフィルム部材の接着方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
本発明に係るフィルム部材の接着方法は、金属の対象物表面に塗布した接着剤にフィルム部材を接着させる接着方法であって、接着剤を塗布した前記対象物表面に前記フィルム部材を張り付け、そのフィルム部材にマグネットプレートを重ね、そのマグネットプレートの前記対象物に対する吸着力によって前記フィルム部材を押圧するようにしたことを特徴とする。
また、本発明に係るフィルム部材の接着方法は、前記マグネットプレートをフッ素樹脂シートで包んだ状態で前記フィルム部材に重ねるようにしたものであることが好ましい。
また、本発明に係るフィルム部材の接着方法は、前記フィルム部材が前記対象物に発生する疲労亀裂を検出するための検出線と、帯状のフィルムとが一体に重ねられた線状検出具であり、前記マグネットプレートがその線状検出具よりも幅方向に広い範囲で押さえつけるようにしたものであることが好ましい。
【発明の効果】
【0008】
よって、本発明によれば、マグネットプレートを使用してフィルム部材を接着するようにしたので、従来のローラに比べて一定の力で接着部分を押さえつけることができ、薄く均一な厚さで、空気を含まない品質の良い接着が可能になる。マグネットでは、接着剤が乾くまで接着部分を押さえ続けることで養生としても機能させることができる。更に、マグネットプレートを重ねて置くだけでよく、ローラのような手間を省いた極めて簡単な作業とすることができる。
【発明を実施するための最良の形態】
【0009】
次に、本発明に係るフィルム部材の接着方法の一実施形態を図面を参照しながら以下に説明する。本実施形態のフィルム部材は、前記従来例と同様に鋼橋を被検出物として構成された疲労亀裂検出システムを構成する線状検出具である。図1は、疲労亀裂検出システムの一例について概念的に示した図であり、図2は、そのシステムを構成する亀裂検出装置の具体的な設置状態を示した図である。
【0010】
本システムでは、鋼橋150に存在する複数の亀裂想定箇所毎に疲労亀裂検出装置1(1a〜1d)が設置されている。従って、従来例の検出線110のように鋼橋側面に長い距離に渡って張り巡らせるようにしたものではなく、鋼橋150の複数の亀裂想定箇所に必要な長さの検出線が貼り付けられている。
【0011】
鋼橋150は、幅方向に複数並べられた主桁151が長手方向に配置され、隣り合う主桁151同士が横桁152によって連結されている。図2は、そうした主桁151のウェブ(腹板)201に対して横桁152が直交方向から突き当てられるようにして接続された箇所を示している。疲労亀裂検出装置1は、こうした応力が集中しやすい桁151のウェブ201に検出線11が接着される。検出線11は、横桁152の下フランジ301に沿うようにして配置され、主桁151のウェブ201に対して接着剤によって貼り付けられている。その検出線11は、従来例と同様にフィルムによって挟み込まれた線状検出具10として構成されている。
【0012】
そして、この検出線11には、下フランジ301の下面に固定された検出装置本体2が接続されている。検出装置本体2内には電源の他、検出線11の切断を検出して情報を伝達するための構成が設けられている。例えば、疲労亀裂の発生を管理人に対して目視で確認できるようにLEDを発光させるようにする他、ICタグを内蔵するなどして管理人が亀裂情報を受信できるような構成がとられている。
【0013】
続いて、線状検出具10について説明する。図3は、線状検出具10を接着剤で接着した状態を示した平面図であり、図4は、そのA−A断面を示した図である。なお、図4の断面図は、その構造が分かりやすいように厚さ方向の倍率を大きくして表現している。
線状検出具10は、図4に示すように、平行に配置された2本の検出線11,11が一対のフィルム12,12の間に接着剤13とともに挟み込まれ、一本のテープのように形成されている。検出線11は、断面が扁平形状の線であって、フィルム12は、2本の検出線12,12が並んで配置されるよりも幅広で形成された帯状のものである。
【0014】
更に、その線状検出具10は、図3に示すように、幅方向(図面上下方向)の両端に複数の微小な固定孔15があけられている。フィルム12を貫通した固定孔15は、レーザ加工機を使用し、線状検出具10の長手方向に一定の間隔で規則正しく形成されている。固定孔15は、幅Iが6.8mmのフィルム12に対して次のような寸法で形成されている。すなわち、固定孔15は、長手方向の寸法aが1.0mm、幅方向の寸法bが0.3mmの大きさで形成された長方形状の孔である。そして、一直線上に並んだ固定孔15同士の距離cは1.0mmであり、線状検出具10の縁e1,e2からの距離dが0.3mmである。
【0015】
この固定孔15は、線状検出具10の縁e1,e2に沿って同じサイズのものが同じ間隔で形成されているが、縁e1側と縁e2側とで位置がずれるように配置されている。すなわち、本実施形態では、固定孔15の寸法aと、固定孔15同士の距離cとがともに同じ1.0mmで形成されているため、例えば図3に示すt1からt2の位置では、縁e1側には固定孔15があけられ、縁e2側には固定孔15が存在せず、交互に形成されている。
【0016】
そして、こうした線状検出具10は、被検出物の設置面Gに塗布した接着剤20の上に配置され、更にその上から押し付けられ、下の接着剤20がのばされた状態で接着される。その際、本実施形態の線状検出具10によれば、接着面Gと線状検出具10との間に挟まれた接着剤20は、押圧によって線状検出具10の縁e1,e2からはみ出して広がるとともに、固定孔15からも噴き出すようにして表面側にはみ出す。そのため、線状検出具10は、接着層21側の面でのみ接着して固定されるのではなく、固定孔15部分に流れ込んだ接着剤によっても固定されている。
【0017】
本実施形態では特に、固定孔15は、線状検出具10の縁e1,e2から極めて近い位置に形成されているため、押し付けられた接着剤20は、縁e1,e2からはみ出したものと、固定孔15から出たものとがつながることによって、図4に示すように縁e1,e2を包むようにして固まる。こうして、線状検出具10の縁e1,e2が剥がれて浮いてしまうことを防止している。なお、縁e1,e2を包むような状態にならない場合でも、固定孔15部分に流れ込んだ接着剤によってアンカー効果を発揮し、縁e1,e2が剥がれて浮いてしまうことを十分に防止できる。
【0018】
次に、こうした接着剤20を使用した線状検出具10の接着は、線状検出具10と接着面Gとの間の接着剤20の接着層21が、薄く均一な厚さであって、且つ空気の入らないようにすることが必要である。そこで、本実施形態では、そうした品質の良い接着層をもって接着するための接着方法を提案する。ここで、図5は、フィルム部材の接着方法の一実施形態を示した斜視図である。
【0019】
図5に示す施工は、線状検出具10を被検出物に対して横から接着させる場合を示している。線状検出具10の接着箇所は、被検出物によっては横向きや下向きに接着させなければならない場所も存在するため、そうした箇所では接着剤20が固まるまでの間に線状検出具10がずれたり、浮いたりしやすい。本実施形態の接着方法は、そうした接着箇所であっても適切な施工が可能なものであり、具体的には従来のローラに代えて接着用プレート30を使用した接着方法である。
【0020】
接着用プレート30は、線状検出具10の横幅よりも多少広い短冊状のマグネットプレートに、接着剤20との剥離性が良いようにフッ素樹脂シートによって包んだ構成となっている。そして、その長手方向端部には、作業者が扱いやすいようにフッ素樹脂シートだけの摘み部分31が形成されている。本実施形態では、被検出物として鋼橋150を例に挙げているが、疲労亀裂検出装置1が検査対象とするのは、金属疲労によって亀裂が発生し得るものであり、鉄塔やジェットコースターなどの構造物である。従って、接着用プレート30のマグネットの吸着が可能な金属構造物が対象となっている。
【0021】
ところで、本実施形態で使用する接着剤20は、例えば硬化時に縦弾性係数が300MPa以上の材料からなるものが使用され、フィルム12と検出線11とを一体にする接着剤13にも同様のものが使用される。そして、線状検出具10を構成するフィルム12も300MPa以上の縦弾性係数を有する。
【0022】
そこで、線状検出具10を接着させるには、接着面に適量の接着剤20を塗布して線状検出具10を重ね合わせ、その線状検出具10に対して更に接着用プレート30を重ね合わせる。線状検出具10は、被検出物へ吸着しようとする接着用プレート30の磁力によって接着面Gに押さえつけられる。その押さえつけにより、接着剤20は、図3及び図4に示すように、縁e1,e2からはみ出し、固定孔15からとび出して線状検出具10の下の接着層21が薄く広がる。なお、図面では線状検出具10の一部にしか接着用プレート30を当てていないが、実際には、線状検出具10に沿って複数の、或いはより長尺の接着用プレートを吸着させる。
【0023】
接着用プレート30は、接着剤20が固まるまでそのまま放置され、線状検出具10を押さえ続ける。マグネットであるため、被検出物の下面や側面といった接着箇所に関係なく、接着剤20が固まるまでは常に押圧部分全体を一定の力で線状検出具10を押さえ続けることができる。従って、接着用プレート30の押圧力によって、接着層21を薄く均一な厚さで、空気を含まないようにすることができ、しかも接着剤が固まる迄の一定時間、継続して押圧し続けつけるため、安定した品質の接着を行うことが可能になった。そして、接着剤20が乾いた後は、接着用プレート30は、フッ素樹脂シートによって接着剤20によって接着されることなく簡単に取り外される。
【0024】
よって、本実施形態に係るフィルム部材の接着方法によれば、接着用プレート30を使用して線状検出具10を接着するようにしたので、従来のローラに比べて一定の力で接着部分を押さえつけることができるようになった。そのため、薄く均一な厚さで、空気を含まない接着層21とすることで、線状検出具10の接着に対する品質を安定させることが可能になった。また、接着用プレート30は、接着剤が乾くまで線状検出具10を押さえ続けることで養生としても機能させることができる。更に、接着用プレート30を線状検出具10に重ねて置くだけでよく、ローラのような手間を省いた極めて簡単な作業とすることができた。
【0025】
一方、線状検出具10は、固定孔15を形成したので、接着剤20がその固定孔15を通って固まることによりアンカー効果を発揮し、縁e1,e2が剥がれて浮いてしまうことを防止している。そのため、線状検出具10は常に被検出物に貼りついて、発生する疲労亀裂によって検出線11が応答性良く切れるようにすることが可能になった。
ところで、縁e1,e2が剥がれて浮いてしまうのは、例えば鋼橋150では、車両通過によって接着箇所に変形が生じることが原因と考えられる。一方、線状検出具10は、長方形の固定孔15が縁e1,e2に近いため、固定孔15の角部から切れやすい状態になっている。そのため、被検出物に変形が生じた場合に、縁e1,e2が引っ張られて積極的にその部分が切れることによって、剥がれて浮いてしまうことを防止している。
【0026】
以上、本発明に係るフィルム部材の接着方法の一実施形態について説明したが、本発明はこれに限定されることなく、その趣旨を逸脱しない範囲で様々な変更が可能である。
【図面の簡単な説明】
【0027】
【図1】疲労亀裂検出システムの一例について概念的に示した図である。
【図2】疲労亀裂検出システムを構成する亀裂検出装置の具体的な設置状態を示した図である。
【図3】フィルム部材の一実施形態である線状検出具を接着剤で接着した状態を示した平面図である。
【図4】図3の線状検出具のA−A断面を示した図である。
【図5】フィルム部材の接着方法を示した図である。
【図6】従来の疲労亀裂検出システムが適用された鋼橋の全体図である。
【図7】接着された線状検出具を示した平面図である。
【符号の説明】
【0028】
10 線状検出具
11 検出線
12 フィルム
15 固定孔
20 接着剤
30 接着用プレート
【特許請求の範囲】
【請求項1】
金属の対象物表面に塗布した接着剤にフィルム部材を接着させる接着方法において、
接着剤を塗布した前記対象物表面に前記フィルム部材を張り付け、
そのフィルム部材にマグネットプレートを重ね、そのマグネットプレートの前記対象物に対する吸着力によって前記フィルム部材を押圧するようにしたことを特徴とするフィルム部材の接着方法。
【請求項2】
請求項1に記載するフィルム部材の接着方法において、
前記マグネットプレートをフッ素樹脂シートで包んだ状態で前記フィルム部材に重ねるようにしたものであることを特徴とするフィルム部材の接着方法。
【請求項3】
請求項1又は請求項2に記載するフィルム部材の接着方法において、
前記フィルム部材は、前記対象物に発生する疲労亀裂を検出するための検出線と、帯状のフィルムとが一体に重ねられた線状検出具であり、
前記マグネットプレートがその線状検出具よりも幅方向に広い範囲で押さえつけるようにしたことを特徴とするフィルム部材の接着方法。
【請求項1】
金属の対象物表面に塗布した接着剤にフィルム部材を接着させる接着方法において、
接着剤を塗布した前記対象物表面に前記フィルム部材を張り付け、
そのフィルム部材にマグネットプレートを重ね、そのマグネットプレートの前記対象物に対する吸着力によって前記フィルム部材を押圧するようにしたことを特徴とするフィルム部材の接着方法。
【請求項2】
請求項1に記載するフィルム部材の接着方法において、
前記マグネットプレートをフッ素樹脂シートで包んだ状態で前記フィルム部材に重ねるようにしたものであることを特徴とするフィルム部材の接着方法。
【請求項3】
請求項1又は請求項2に記載するフィルム部材の接着方法において、
前記フィルム部材は、前記対象物に発生する疲労亀裂を検出するための検出線と、帯状のフィルムとが一体に重ねられた線状検出具であり、
前記マグネットプレートがその線状検出具よりも幅方向に広い範囲で押さえつけるようにしたことを特徴とするフィルム部材の接着方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2009−102557(P2009−102557A)
【公開日】平成21年5月14日(2009.5.14)
【国際特許分類】
【出願番号】特願2007−277197(P2007−277197)
【出願日】平成19年10月25日(2007.10.25)
【出願人】(000004617)日本車輌製造株式会社 (722)
【Fターム(参考)】
【公開日】平成21年5月14日(2009.5.14)
【国際特許分類】
【出願日】平成19年10月25日(2007.10.25)
【出願人】(000004617)日本車輌製造株式会社 (722)
【Fターム(参考)】
[ Back to top ]