
フイルムヤーン光ファイバー織物およびその加工方法
【課題】側面漏光するという特性を発現し、かつ製造工程の労力、コストならびに時間を大幅に削減することができる、低コストかつ一定品質の光ファイバー織物を提供する。
【解決手段】フイルムヤーン2と光ファイバー3により構成することで織物1に配置された光ファイバー3の光学品質を一定に維持できるフイルムヤーン光ファイバー織物1を使用し、織物を構成する光ファイバー表面を凹凸に変形させることで、上記課題を解決する方法。
【解決手段】フイルムヤーン2と光ファイバー3により構成することで織物1に配置された光ファイバー3の光学品質を一定に維持できるフイルムヤーン光ファイバー織物1を使用し、織物を構成する光ファイバー表面を凹凸に変形させることで、上記課題を解決する方法。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、漏光するフイルムヤーン光ファイバー織物およびその加工方法に関する。
【背景技術】
【0002】
光ファイバー織物の光ファイバー端面より入れた光を光ファイバー側面から漏光させる方法としては、特許文献1に記載されているように織り構造の屈曲を利用する方法、鋭利な刃物等で光ファイバー表面を傷つける方法、薬剤や熱にて光ファイバー表面を変形する方法など様々な方法が提案されている。
【0003】
織り構造の屈曲は製織準備工程や製織時の張力などの製織条件に大きく依存し、織物中での一定なPOFの屈曲を常時維持することは技術的に非常に困難であり、一定品質の維持を要求される工業製品としては適さない。
【0004】
刃物やサンドブラスト等で光ファイバー表面を傷つける方法は手作業で自動化が困難であり生産性が劣るため加工コストが高額になること、さらに光ファイバーの表層を剥がすため芯部のアクリル部材の劣化が促進されるため耐久性に課題があることより実用的方法ではない。
薬剤や熱変形による光ファイバー表面加工方法は、光ファイバーの表層を剥がすだけでなく芯部のアクリル部材までも薬剤や熱による変成が生じるため耐久性に課題があり実用的方法ではない。
【0005】
特許文献2に記載されているように光ファーバーをレーザで加工する方法は自動化が可能であるが、レーザ加工装置が高価でありまた加工時間が長く生産性が劣るため加工コストが高額になること、さらに刃物やサンドブラストよる加工と同様に光ファイバーの表層を剥がすため芯部のアクリル部材の劣化が促進されるため耐久性に課題があることより実用的方法ではない。
【特許文献1】特公 昭47―42534
【特許文献2】特許 3924603
【発明の開示】
【発明が解決しようとする課題】
【0006】
上記で記載したように光ファイバー織物を工業製品部材として使用する場合、従来の製造方法では品質が安定しないこと、手作業が主体となるため加工時間および労力を必要とすること、光ファイバーの耐久性に課題があること、の一つもしくは複数の課題が解決されないため、漏光する光ファイバー織物の実用化が進まない。
【0007】
本発明は上記の問題点を解決するために、フイルムヤーンと光ファイバーにより構成することで織物に配置された光ファイバーの光学品質を一定に維持できるフイルムヤーン光ファイバー織物使用し、織物を構成する光ファイバー表面を凹凸に変形させることで、変形部より漏光するフイルムヤーン光ファイバー織物およびその加工方法の提供を目的とするものである。
【課題を解決するための手段】
【0008】
フイルムヤーンをおよびプラスチック光ファイバーをたて糸またはよこ糸の全部もしくは一部に配した光ファイバー織物において、光ファイバーのコア層が表面に露出することなく凹凸形状に変形していることにより光ファイバーから光が漏光することを特徴とする。
たて糸とよこ糸が交差する点の一部においてフイルムヤーンが光ファイバーに埋め込まれるように光ファイバーがフイルムヤーン厚み相当もしくは厚み以下の凹凸形状に変形していることにより光ファイバーから光が漏光することを特徴とする。
直線的に配された光ファイバーを有するフイルムヤーン光ファイバー織物に、光ファイバーの熱変形が生じない60℃以下の温度で光ファイバー織物に圧力を付加することで、光ファイバー表面に凹凸形状を形成することを特徴とする。
表面に凹凸や突起等のある金属ローラーを使用するもしくは平滑な金属ローラーとフイルムヤーン光ファイバー織物の間にサンドペーパーや金属メッシュまたは凹凸のある金属板などを配置することにより直線的に配された光ファイバーを有するフイルムヤーン光ファイバー織物に圧力を付加することにより、フイルムヤーン光ファイバー織物を構成する光ファイバー表面に物理的に凹凸を形成することにより光ファイバーから光が漏光することを特徴とする。
ドットプリンターの機構を利用してフイルムヤーン光ファイバー織物に圧力を付加することにより、フイルムヤーン光ファイバー織物を構成する光ファイバー表面に物理的に凹凸を形成することにより光ファイバーから光が漏光することを特徴とする。
表面に凹凸のあるフイルムヤーン光ファイバー織物において、凹凸のある面を裏面として、凹凸面より漏光した光を光ファイバーのレンズ効果を利用して拡散して利用することを特徴とする。
【発明の効果】
【0009】
本発明に係るフイルムヤーン光ファイバー織物は、既存の繊維加工機を使用して光ファイバー織物の光ファイバー表面を凹凸形状に連続的に加工することが可能であるため、側面漏光する光ファイバー織物製造工程の労力、コストおよび時間を大幅に削減することができ、一定品質で低コストの漏光する光ファイバー織物を提供できることを特徴とする。
【発明を実施するための最良の形態】
【0010】
以下、本発明に係る実施形態について詳しく説明する。なお、以下に説明する実施形態は、本発明を実施するにあたって好ましい具体例であるから、技術的に種々の限定がなされているが、本発明は、以下の説明において特に本発明を限定する旨明記されていない限り、これらの形態に限定されるものではない。
【0011】
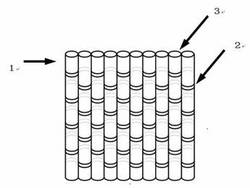
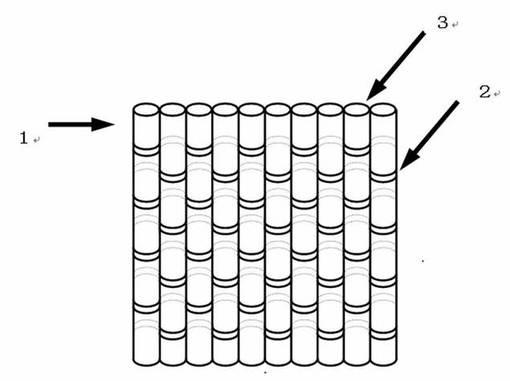
図1は、本発明に係る実施形態に関する概略構成図である。フイルムヤーン光ファイバー織物1はフイルムヤーン2をたて糸とし、プラスチック光ファイバー3をよこ糸としている。これはフイルムヤーンをよこ糸とし、プラスチック光ファイバーをたて糸としてもよい。
【0012】
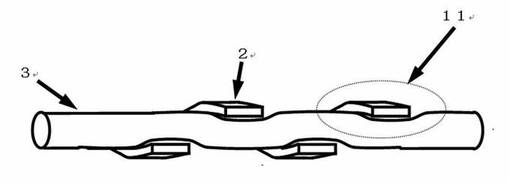
本発明のフイルムヤーン光ファイバー織物1はプラスチック光ファイバー3が変形することにより漏光することを特徴としており、図2がプラスチック光ファイバーの変形による漏光の概略である。フイルムヤーン2とプラスチック光ファイバー3が重なる箇所に置いて、扁平につぶれて変形したプラスチック光ファイバー凹部11より光が漏光する。プラスチック光ファイバー凹部11はフイルムヤーン2の厚み相当もしくは厚み以下であることが好ましい。
【0013】
プラスチック光ファイバー凹部11は、耐候性および耐久性向上のためにプラスチック光ファイバー3を構成する鞘材料が芯材より剥離していないことが好ましい。
【0014】
本発明のフイルムヤーン光ファイバー織物1のプラスチック光ファイバー凹部11は、物理的圧力でプラスチック光ファイバーを変形させて加工する。そのために加工変前のフイルムヤーン光ファイバー織物に配置されるプラスチック光ファイバー3は変形および屈曲による漏光がない状態であることが必要である。
【0015】
既存の糸をたて糸もしくはよこ糸に使用して織物内にプラスチック光ファイバーを屈曲や変形することなく配置することは困難であり、たて糸もしくはよこ糸にフイルムヤーンを使用することが好ましい。特にフイルムヤーン2の厚みが薄いことが重要であり、具体的には20μm〜500μmが好ましい。またフイルムヤーン2の巾には特に制限はないが、公知の織機で製織可能な1〜25mmの範囲が好ましい。
【0016】
本発明のフイルムヤーン光ファイバー織物1の織り組織は平組織である。織り組織は綾組織、朱子組織などでもよく、フイルムヤーン光ファイバー織物1を構成するプラスチック光ファイバー3を屈曲することなく織り込むことができる織り組織であればよい。
【0017】
プラスチック光ファイバー3は、公知のプラスチック光ファイバーを使用すれば良く、主材料としてはポリメチルタクリレート系やポリスチレン系の高分子で構成されるものが好ましい。
【0018】
また、プラスチック光ファイバー3の直径はフイルムヤーン光ファイバー織物を公知の織機にて製織可能でかつフイルムヤーン光ファイバー織物から漏光する光量を入光できることが必要であり、0.1mm〜1.0mmの範囲のものが好ましい。フイルムヤーン光ファイバー織物に柔軟性を求める場合にはプラスチック光ファイバーの直径が0.1mm〜0.5mmの範囲にあるものが好ましい。
【0019】
フイルムヤーン光ファイバー織物1を構成するフイルムヤーン2は透明な高分子材料としてポリエチレンテレフタレートを主原料としている。その他にも透明な高分子材料からなるフイルムヤーンとしてPBT(ポリブチレンテレフタレート)、PTT(ポリトリメチレンテレフタレート)等のポリエステル系フイルム、ナイロン、アラミド(芳香族ポリアミド繊維)等のポリアミド系フイルム、ポリプロピレンやポリエチレン等のポリオレフイン系フイルム、ポリ乳酸フイルム、アクリルフイルム、ビニルフイルムでもよい。
【0020】
また、フイルムヤーン2が透明でない場合は、表面に金属コーティング加工等を行うことによりフイルムヤーン表面の光の反射率を高くすればよい。金属コーティング加工したフイルムヤーンとしては、ポリエステルに金や銀、アルミニウム、銅をメッキした糸がある。
【0021】
本発明のフイルムヤーン光ファイバー織物1にプラスチック光ファイバー凹部13を加工する場合、プラスチック光ファイバーに影響を少なくするために60℃以下の温度加工することが好ましい。
【0022】
フイルムヤーン光ファイバー織物1にプラスチック光ファイバー凹部11を構築する加工方法としては、フイルムヤーン光ファイバー織物1を加圧する方法が好ましい。特に、加圧ロールを有する連続加工機の場合、織物両面がロールで圧力を付加する方法および一方が加圧ロールでありもう一方は平面の方法のいずれでも良い。フイルムヤーン光ファイバー織物1に連続的に圧力を付加する方法が好ましい。プレス機等の間欠加圧にてフイルムヤーン光ファイバー織物1を加圧してもよい。
【0023】
フイルムヤーン光ファイバー織物1にプラスチック光ファイバー凹部11を効率的に構築するためには、加圧ロールの一方もしくは両方のロール表面が金属材料にて構成されることが好ましい。一方が加圧ロールでありもう一方は平面の場合は、加圧ロールおよび平面のどちらか一方もしくは双方の表面が金属で構成されることが好ましい。
【0024】
加圧する圧力は、プラスチック光ファイバー3が変形する20N以上が好ましい。
【0025】
フイルムヤーン光ファイバー織物1に漏光でデザインを構成する場合は、加圧ロールに凹凸のパターンを構成するとよい。加圧ロールが平面の場合は、デザインを有する凹凸シートを加圧ロールとフイルムヤーン光ファイバー織物1の間に配置して加圧してもよい。
【0026】
フイルムヤーン光ファイバー織物1に漏光でデザインを構成する方法として、フイルムヤーン光ファイバー織物を直径5mm以下の球形の金属体で加圧してフイルムヤーン光ファイバー織物表面に球形の凹部を構成し、この変形部より漏光する光で任意のデザインや文字が構成される方法によりフイルムヤーン光ファイバー織物1に漏光でデザインを構成させても良い。
【0027】
この球形の金属体で加圧する装置としては、公知のドットプリンターを使用してもよい。この場合加圧する球体は、光ファイバーを変形できる材質であれば金属に限る必要はなく、セラミックやガラス等の無機材料や、熱硬化樹脂等のプラスチック材料であっても良い。また、精密なデザインを作成する場合は球形金属体直径が1mm以下であることが望ましい。
【0028】
フイルムヤーン光ファイバー織物の光ファイバー表面の凹凸のある面を裏面として設置することにより、凹凸面より漏光した光は光ファイバーを通過して表面にでるとき光ファイバーのレンズ効果により拡散するため、広範囲に光を発光することができる。
【0029】
フイルムヤーン光ファイバー織物を発光させる場合、フイルムヤーン光ファイバー織物の光ファイバー端面より光を入光すればよく、光源は公知のものを使用すればよい。光ファイバーの端面は光ファイバーの両側2カ所あるが、片側の一端もしくは両側から入光してもよい。
【産業上の利用可能性】
【0030】
壁層材やパーティッションの間仕切り材、天井や床面の装飾材料など、各種インテリア用部材として使用される。
【図面の簡単な説明】
【0031】
【図1】フイルムヤーン光ファイバー織物構成図
【図2】フイルムヤーン光ファイバー織物断面図
【符号の説明】
【0032】
1 フイルムヤーン光ファイバー織物
2 たて糸(フイルムヤーン)
3 よこ糸(光ファイバー)
11 光ファーバー変形部分
【技術分野】
【0001】
本発明は、漏光するフイルムヤーン光ファイバー織物およびその加工方法に関する。
【背景技術】
【0002】
光ファイバー織物の光ファイバー端面より入れた光を光ファイバー側面から漏光させる方法としては、特許文献1に記載されているように織り構造の屈曲を利用する方法、鋭利な刃物等で光ファイバー表面を傷つける方法、薬剤や熱にて光ファイバー表面を変形する方法など様々な方法が提案されている。
【0003】
織り構造の屈曲は製織準備工程や製織時の張力などの製織条件に大きく依存し、織物中での一定なPOFの屈曲を常時維持することは技術的に非常に困難であり、一定品質の維持を要求される工業製品としては適さない。
【0004】
刃物やサンドブラスト等で光ファイバー表面を傷つける方法は手作業で自動化が困難であり生産性が劣るため加工コストが高額になること、さらに光ファイバーの表層を剥がすため芯部のアクリル部材の劣化が促進されるため耐久性に課題があることより実用的方法ではない。
薬剤や熱変形による光ファイバー表面加工方法は、光ファイバーの表層を剥がすだけでなく芯部のアクリル部材までも薬剤や熱による変成が生じるため耐久性に課題があり実用的方法ではない。
【0005】
特許文献2に記載されているように光ファーバーをレーザで加工する方法は自動化が可能であるが、レーザ加工装置が高価でありまた加工時間が長く生産性が劣るため加工コストが高額になること、さらに刃物やサンドブラストよる加工と同様に光ファイバーの表層を剥がすため芯部のアクリル部材の劣化が促進されるため耐久性に課題があることより実用的方法ではない。
【特許文献1】特公 昭47―42534
【特許文献2】特許 3924603
【発明の開示】
【発明が解決しようとする課題】
【0006】
上記で記載したように光ファイバー織物を工業製品部材として使用する場合、従来の製造方法では品質が安定しないこと、手作業が主体となるため加工時間および労力を必要とすること、光ファイバーの耐久性に課題があること、の一つもしくは複数の課題が解決されないため、漏光する光ファイバー織物の実用化が進まない。
【0007】
本発明は上記の問題点を解決するために、フイルムヤーンと光ファイバーにより構成することで織物に配置された光ファイバーの光学品質を一定に維持できるフイルムヤーン光ファイバー織物使用し、織物を構成する光ファイバー表面を凹凸に変形させることで、変形部より漏光するフイルムヤーン光ファイバー織物およびその加工方法の提供を目的とするものである。
【課題を解決するための手段】
【0008】
フイルムヤーンをおよびプラスチック光ファイバーをたて糸またはよこ糸の全部もしくは一部に配した光ファイバー織物において、光ファイバーのコア層が表面に露出することなく凹凸形状に変形していることにより光ファイバーから光が漏光することを特徴とする。
たて糸とよこ糸が交差する点の一部においてフイルムヤーンが光ファイバーに埋め込まれるように光ファイバーがフイルムヤーン厚み相当もしくは厚み以下の凹凸形状に変形していることにより光ファイバーから光が漏光することを特徴とする。
直線的に配された光ファイバーを有するフイルムヤーン光ファイバー織物に、光ファイバーの熱変形が生じない60℃以下の温度で光ファイバー織物に圧力を付加することで、光ファイバー表面に凹凸形状を形成することを特徴とする。
表面に凹凸や突起等のある金属ローラーを使用するもしくは平滑な金属ローラーとフイルムヤーン光ファイバー織物の間にサンドペーパーや金属メッシュまたは凹凸のある金属板などを配置することにより直線的に配された光ファイバーを有するフイルムヤーン光ファイバー織物に圧力を付加することにより、フイルムヤーン光ファイバー織物を構成する光ファイバー表面に物理的に凹凸を形成することにより光ファイバーから光が漏光することを特徴とする。
ドットプリンターの機構を利用してフイルムヤーン光ファイバー織物に圧力を付加することにより、フイルムヤーン光ファイバー織物を構成する光ファイバー表面に物理的に凹凸を形成することにより光ファイバーから光が漏光することを特徴とする。
表面に凹凸のあるフイルムヤーン光ファイバー織物において、凹凸のある面を裏面として、凹凸面より漏光した光を光ファイバーのレンズ効果を利用して拡散して利用することを特徴とする。
【発明の効果】
【0009】
本発明に係るフイルムヤーン光ファイバー織物は、既存の繊維加工機を使用して光ファイバー織物の光ファイバー表面を凹凸形状に連続的に加工することが可能であるため、側面漏光する光ファイバー織物製造工程の労力、コストおよび時間を大幅に削減することができ、一定品質で低コストの漏光する光ファイバー織物を提供できることを特徴とする。
【発明を実施するための最良の形態】
【0010】
以下、本発明に係る実施形態について詳しく説明する。なお、以下に説明する実施形態は、本発明を実施するにあたって好ましい具体例であるから、技術的に種々の限定がなされているが、本発明は、以下の説明において特に本発明を限定する旨明記されていない限り、これらの形態に限定されるものではない。
【0011】
図1は、本発明に係る実施形態に関する概略構成図である。フイルムヤーン光ファイバー織物1はフイルムヤーン2をたて糸とし、プラスチック光ファイバー3をよこ糸としている。これはフイルムヤーンをよこ糸とし、プラスチック光ファイバーをたて糸としてもよい。
【0012】
本発明のフイルムヤーン光ファイバー織物1はプラスチック光ファイバー3が変形することにより漏光することを特徴としており、図2がプラスチック光ファイバーの変形による漏光の概略である。フイルムヤーン2とプラスチック光ファイバー3が重なる箇所に置いて、扁平につぶれて変形したプラスチック光ファイバー凹部11より光が漏光する。プラスチック光ファイバー凹部11はフイルムヤーン2の厚み相当もしくは厚み以下であることが好ましい。
【0013】
プラスチック光ファイバー凹部11は、耐候性および耐久性向上のためにプラスチック光ファイバー3を構成する鞘材料が芯材より剥離していないことが好ましい。
【0014】
本発明のフイルムヤーン光ファイバー織物1のプラスチック光ファイバー凹部11は、物理的圧力でプラスチック光ファイバーを変形させて加工する。そのために加工変前のフイルムヤーン光ファイバー織物に配置されるプラスチック光ファイバー3は変形および屈曲による漏光がない状態であることが必要である。
【0015】
既存の糸をたて糸もしくはよこ糸に使用して織物内にプラスチック光ファイバーを屈曲や変形することなく配置することは困難であり、たて糸もしくはよこ糸にフイルムヤーンを使用することが好ましい。特にフイルムヤーン2の厚みが薄いことが重要であり、具体的には20μm〜500μmが好ましい。またフイルムヤーン2の巾には特に制限はないが、公知の織機で製織可能な1〜25mmの範囲が好ましい。
【0016】
本発明のフイルムヤーン光ファイバー織物1の織り組織は平組織である。織り組織は綾組織、朱子組織などでもよく、フイルムヤーン光ファイバー織物1を構成するプラスチック光ファイバー3を屈曲することなく織り込むことができる織り組織であればよい。
【0017】
プラスチック光ファイバー3は、公知のプラスチック光ファイバーを使用すれば良く、主材料としてはポリメチルタクリレート系やポリスチレン系の高分子で構成されるものが好ましい。
【0018】
また、プラスチック光ファイバー3の直径はフイルムヤーン光ファイバー織物を公知の織機にて製織可能でかつフイルムヤーン光ファイバー織物から漏光する光量を入光できることが必要であり、0.1mm〜1.0mmの範囲のものが好ましい。フイルムヤーン光ファイバー織物に柔軟性を求める場合にはプラスチック光ファイバーの直径が0.1mm〜0.5mmの範囲にあるものが好ましい。
【0019】
フイルムヤーン光ファイバー織物1を構成するフイルムヤーン2は透明な高分子材料としてポリエチレンテレフタレートを主原料としている。その他にも透明な高分子材料からなるフイルムヤーンとしてPBT(ポリブチレンテレフタレート)、PTT(ポリトリメチレンテレフタレート)等のポリエステル系フイルム、ナイロン、アラミド(芳香族ポリアミド繊維)等のポリアミド系フイルム、ポリプロピレンやポリエチレン等のポリオレフイン系フイルム、ポリ乳酸フイルム、アクリルフイルム、ビニルフイルムでもよい。
【0020】
また、フイルムヤーン2が透明でない場合は、表面に金属コーティング加工等を行うことによりフイルムヤーン表面の光の反射率を高くすればよい。金属コーティング加工したフイルムヤーンとしては、ポリエステルに金や銀、アルミニウム、銅をメッキした糸がある。
【0021】
本発明のフイルムヤーン光ファイバー織物1にプラスチック光ファイバー凹部13を加工する場合、プラスチック光ファイバーに影響を少なくするために60℃以下の温度加工することが好ましい。
【0022】
フイルムヤーン光ファイバー織物1にプラスチック光ファイバー凹部11を構築する加工方法としては、フイルムヤーン光ファイバー織物1を加圧する方法が好ましい。特に、加圧ロールを有する連続加工機の場合、織物両面がロールで圧力を付加する方法および一方が加圧ロールでありもう一方は平面の方法のいずれでも良い。フイルムヤーン光ファイバー織物1に連続的に圧力を付加する方法が好ましい。プレス機等の間欠加圧にてフイルムヤーン光ファイバー織物1を加圧してもよい。
【0023】
フイルムヤーン光ファイバー織物1にプラスチック光ファイバー凹部11を効率的に構築するためには、加圧ロールの一方もしくは両方のロール表面が金属材料にて構成されることが好ましい。一方が加圧ロールでありもう一方は平面の場合は、加圧ロールおよび平面のどちらか一方もしくは双方の表面が金属で構成されることが好ましい。
【0024】
加圧する圧力は、プラスチック光ファイバー3が変形する20N以上が好ましい。
【0025】
フイルムヤーン光ファイバー織物1に漏光でデザインを構成する場合は、加圧ロールに凹凸のパターンを構成するとよい。加圧ロールが平面の場合は、デザインを有する凹凸シートを加圧ロールとフイルムヤーン光ファイバー織物1の間に配置して加圧してもよい。
【0026】
フイルムヤーン光ファイバー織物1に漏光でデザインを構成する方法として、フイルムヤーン光ファイバー織物を直径5mm以下の球形の金属体で加圧してフイルムヤーン光ファイバー織物表面に球形の凹部を構成し、この変形部より漏光する光で任意のデザインや文字が構成される方法によりフイルムヤーン光ファイバー織物1に漏光でデザインを構成させても良い。
【0027】
この球形の金属体で加圧する装置としては、公知のドットプリンターを使用してもよい。この場合加圧する球体は、光ファイバーを変形できる材質であれば金属に限る必要はなく、セラミックやガラス等の無機材料や、熱硬化樹脂等のプラスチック材料であっても良い。また、精密なデザインを作成する場合は球形金属体直径が1mm以下であることが望ましい。
【0028】
フイルムヤーン光ファイバー織物の光ファイバー表面の凹凸のある面を裏面として設置することにより、凹凸面より漏光した光は光ファイバーを通過して表面にでるとき光ファイバーのレンズ効果により拡散するため、広範囲に光を発光することができる。
【0029】
フイルムヤーン光ファイバー織物を発光させる場合、フイルムヤーン光ファイバー織物の光ファイバー端面より光を入光すればよく、光源は公知のものを使用すればよい。光ファイバーの端面は光ファイバーの両側2カ所あるが、片側の一端もしくは両側から入光してもよい。
【産業上の利用可能性】
【0030】
壁層材やパーティッションの間仕切り材、天井や床面の装飾材料など、各種インテリア用部材として使用される。
【図面の簡単な説明】
【0031】
【図1】フイルムヤーン光ファイバー織物構成図
【図2】フイルムヤーン光ファイバー織物断面図
【符号の説明】
【0032】
1 フイルムヤーン光ファイバー織物
2 たて糸(フイルムヤーン)
3 よこ糸(光ファイバー)
11 光ファーバー変形部分
【特許請求の範囲】
【請求項1】
フイルムヤーンをおよびプラスチック光ファイバーをたて糸またはよこ糸の全部もしくは一部に配した光ファイバー織物において、光ファイバーのコア層が表面に露出することなく凹凸形状に変形していることにより光ファイバーから光が漏光することを特徴とするフイルムヤーン光ファイバー織物。
【請求項2】
たて糸とよこ糸が交差する点の一部においてフイルムヤーンが光ファイバーに埋め込まれるように光ファイバーがフイルムヤーン厚み相当もしくは厚み以下の凹凸形状に変形していることにより光ファイバーから光が漏光することを特徴とする請求項1のフイルムヤーン光ファイバー織物。
【請求項3】
直線的に配された光ファイバーを有するフイルムヤーン光ファイバー織物に、光ファイバーの熱変形が生じない60℃以下の温度で光ファイバー織物に圧力を付加することで、光ファイバー表面に凹凸形状を形成することを特徴とするフイルムヤーン光ファイバー織物の加工方法。
【請求項4】
表面に凹凸や突起等のある金属ローラーを使用するもしくは平滑な金属ローラーとフイルムヤーン光ファイバー織物の間にサンドペーパーや金属メッシュまたは凹凸のある金属板などを配置することにより直線的に配された光ファイバーを有するフイルムヤーン光ファイバー織物に圧力を付加することにより、フイルムヤーン光ファイバー織物を構成する光ファイバー表面に物理的に凹凸を形成することにより光ファイバーから光が漏光することを特徴とする請求項3記載のフイルムヤーン光ファイバー織物の加工方法。
【請求項5】
ドットプリンターの機構を利用してフイルムヤーン光ファイバー織物に圧力を付加することにより、フイルムヤーン光ファイバー織物を構成する光ファイバー表面に物理的に凹凸を形成することにより光ファイバーから光が漏光することを特徴とする請求項3記載のフイルムヤーン光ファイバー織物加工方法。
【請求項6】
表面に凹凸のあるフイルムヤーン光ファイバー織物において、凹凸のある面を裏面として、凹凸面より漏光した光を光ファイバーのレンズ効果を利用して拡散して利用することを特徴とする請求項1、2記載のフイルムヤーン光ファイバー織物。
【請求項1】
フイルムヤーンをおよびプラスチック光ファイバーをたて糸またはよこ糸の全部もしくは一部に配した光ファイバー織物において、光ファイバーのコア層が表面に露出することなく凹凸形状に変形していることにより光ファイバーから光が漏光することを特徴とするフイルムヤーン光ファイバー織物。
【請求項2】
たて糸とよこ糸が交差する点の一部においてフイルムヤーンが光ファイバーに埋め込まれるように光ファイバーがフイルムヤーン厚み相当もしくは厚み以下の凹凸形状に変形していることにより光ファイバーから光が漏光することを特徴とする請求項1のフイルムヤーン光ファイバー織物。
【請求項3】
直線的に配された光ファイバーを有するフイルムヤーン光ファイバー織物に、光ファイバーの熱変形が生じない60℃以下の温度で光ファイバー織物に圧力を付加することで、光ファイバー表面に凹凸形状を形成することを特徴とするフイルムヤーン光ファイバー織物の加工方法。
【請求項4】
表面に凹凸や突起等のある金属ローラーを使用するもしくは平滑な金属ローラーとフイルムヤーン光ファイバー織物の間にサンドペーパーや金属メッシュまたは凹凸のある金属板などを配置することにより直線的に配された光ファイバーを有するフイルムヤーン光ファイバー織物に圧力を付加することにより、フイルムヤーン光ファイバー織物を構成する光ファイバー表面に物理的に凹凸を形成することにより光ファイバーから光が漏光することを特徴とする請求項3記載のフイルムヤーン光ファイバー織物の加工方法。
【請求項5】
ドットプリンターの機構を利用してフイルムヤーン光ファイバー織物に圧力を付加することにより、フイルムヤーン光ファイバー織物を構成する光ファイバー表面に物理的に凹凸を形成することにより光ファイバーから光が漏光することを特徴とする請求項3記載のフイルムヤーン光ファイバー織物加工方法。
【請求項6】
表面に凹凸のあるフイルムヤーン光ファイバー織物において、凹凸のある面を裏面として、凹凸面より漏光した光を光ファイバーのレンズ効果を利用して拡散して利用することを特徴とする請求項1、2記載のフイルムヤーン光ファイバー織物。
【図1】


【図2】
【図2】
【公開番号】特開2010−106407(P2010−106407A)
【公開日】平成22年5月13日(2010.5.13)
【国際特許分類】
【出願番号】特願2008−281600(P2008−281600)
【出願日】平成20年10月31日(2008.10.31)
【出願人】(591243055)ウラセ株式会社 (6)
【出願人】(592029256)福井県 (122)
【Fターム(参考)】
【公開日】平成22年5月13日(2010.5.13)
【国際特許分類】
【出願日】平成20年10月31日(2008.10.31)
【出願人】(591243055)ウラセ株式会社 (6)
【出願人】(592029256)福井県 (122)
【Fターム(参考)】
[ Back to top ]