
フェノール樹脂断熱材
【課題】 断熱性能、機械強度、難燃性を有し、かつ防水シート工法で要求されるピンホール検査を正確かつ溶けるなどの不具合を生じさせることなく行えるフェノール樹脂断熱材を提供する。
【解決手段】 フェノール樹脂断熱材は、フェノール樹脂発泡体(1)の表裏面のうちの少なくとも片面に、ポリオレフィン系樹脂からなる割繊維不織布層(3)が設けられ、さらにポリオレフィン系樹脂からなる割繊維不織布層(3)を有するフェノール樹脂発泡体の表裏面のうちの少なくとも片面の最表層に、金属箔、または金属もしくは金属酸化物の蒸着層よりなる薄膜層(4)が設けられていることを特徴とする。
【解決手段】 フェノール樹脂断熱材は、フェノール樹脂発泡体(1)の表裏面のうちの少なくとも片面に、ポリオレフィン系樹脂からなる割繊維不織布層(3)が設けられ、さらにポリオレフィン系樹脂からなる割繊維不織布層(3)を有するフェノール樹脂発泡体の表裏面のうちの少なくとも片面の最表層に、金属箔、または金属もしくは金属酸化物の蒸着層よりなる薄膜層(4)が設けられていることを特徴とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、優れた断熱性能、機械強度、および難燃性を有し、かつ防水シート工法で要求されるピンホール検査を、正確かつ溶けるなどの不具合を生じさせることなく行える、フェノール樹脂断熱材に関する。
【背景技術】
【0002】
一般に、フェノール樹脂系断熱材は、熱伝導率がフェノール樹脂発泡体の中では、最も低く、優れた断熱性能と、燃えにくい性能から、住宅、車両、産業用途と、多岐にわたり展開されている。
【0003】
下記の特許文献1には、屋根下地上に断熱材が敷き詰められて断熱層が形成され、断熱層上に半導電性シートが敷設されて半導電層が形成され、半導電層上に、シート接合板が配置されて屋根下地に固定され、シート接合板を覆うように半導電層上に防水シートが張設配置されて、施工後のピンホール検査を行えるシート防水断熱構造が開示されている。
【特許文献1】特開2003−253822号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
しかしながら、上記特許文献1に記載されたシート防水構造では、断熱材としてポリスチレン、ポリ塩化ビニル、ポリウレタン、ポリエチレンなどの熱可塑性樹脂が使用されるため、施工中、施工後に使用される熱風溶着や高周波溶着において発生する熱で、断熱材が溶ける不具合があるという問題があった。
【0005】
本発明は、上記実情に鑑み、断熱性能、機械強度、難燃性を有し、かつ防水シート工法で要求されるピンホール検査を正確かつ溶けるなどの不具合を生じさせることなく行えるフェノール樹脂断熱材を提供することを課題とする。
【課題を解決するための手段】
【0006】
請求項1に記載のフェノール樹脂断熱材の発明は、フェノール樹脂発泡体の表裏面のうちの少なくとも片面に、ポリオレフィン系樹脂からなる割繊維不織布層が設けられ、さらにポリオレフィン系樹脂からなる割繊維不織布層を有するフェノール樹脂発泡体の表裏面のうちの少なくとも片面の最表層に、金属箔、または金属もしくは金属酸化物の蒸着層よりなる薄膜層が設けられていることを特徴としている。
【0007】
請求項2の発明は、請求項1に記載のフェノール樹脂断熱材であって、ポリオレフィン系樹脂からなる割繊維不織布の繊度が、500〜1500デシテックス、秤量が、50〜250g/m2 、開口率が、5〜80%であることを特徴としている。
【0008】
請求項3の発明は、請求項1または2に記載のフェノール樹脂断熱材であって、ポリオレフィン系樹脂からなる割繊維不織布層に、面材が積層されていることを特徴としている。
【0009】
請求項4の発明は、請求項3に記載のフェノール樹脂断熱材であって、面材が、ガラスクロス、寒冷紗、織布、不織布、および紙よりなる群の中から選ばれたシート材であることを特徴としている。
【0010】
本発明によるフェノール樹脂断熱材は、フェノール樹脂発泡体の表裏面のうちの少なくとも片面に、ポリオレフィン系樹脂からなる割繊維不織布層が設けられ、さらにポリオレフィン系樹脂からなる割繊維不織布層を有するフェノール樹脂発泡体の表裏面のうちの少なくとも片面の最表層に、金属箔、または金属もしくは金属酸化物の蒸着層よりなる薄膜層が設けられているものである。
【0011】
本発明による断熱材で使用される好ましいフェノール樹脂のタイプは、レゾール樹脂である。レゾール樹脂は、フェノール、又はクレゾール、キシレノール、パラアルキルフェノール、パラフェニールフェノール、レゾルシノール等のフェノール化合物と、ホルムアルデヒド、フルフラール、アセトアルデヒド等のアルデヒドとの、触媒量の水酸化ナトリウム、水酸化カリウム、水酸化カルシウム、又はトリメチルアミンやトリエチルアミン等の脂肪族アミンの存在下での化学反応によって得ることができる。これらの化学薬品は、通常は標準的なレゾール樹脂製造において使用されるものであってよく、本発明は、ここで記載された化学薬品に限定されるものではない。
【0012】
フェノールとアルデヒドとのモル比は、特に限定されず、好ましくはフェノール:アルデヒド=1:1〜1:3、より好ましくは1:1.5〜1:2.5、特に好ましくは1:1.6〜1:2.1である。
【0013】
本発明で使用されるフェノール樹脂の好ましい重量平均分子量は、400〜3,000であり、より好ましくは700〜2,000である。数平均分子量は、好ましくは150〜1,000であり、より好ましくは300〜700である。
【0014】
本発明において、発泡剤は、特に限定されず、炭素数1〜8の脂肪族炭化水素、炭素数1〜8の塩素化脂肪族炭化水素、1,1,1,3,3−ペンタフルオロブタン等の弗素化炭化水素化合物(代替フロン)、トリクロロモノフルオロメタン、トリクロロトリフルオロエタン等の塩弗素化炭化水素化合物、イソプロピルエーテル等のエーテル化合物、窒素、アルゴン、炭酸ガス、空気等が単独で又は2種以上の混合物で使用される。
【0015】
発泡剤の中でも、得られる発泡体が低熱伝導率でありかつ地球温暖化の潜在的危険性が小さいことから、炭素数2〜7の脂肪族炭化水素と炭素数2〜6の塩素化脂肪族炭化水素が単独で又は2種以上の混合物で好ましく用いられ、プロパン、ブタン、ペンタン、ヘキサン等の炭素数3〜6の脂肪族炭化水素とジクロロエタン、プロピルクロリド、イソプロピルクロリド、ブチルクロリド、イソブチルクロリド、ペンチルクロリド、イソペンチルクロリド等の炭素数2〜5の塩素化脂肪族炭化水素の2種以上の混合物が、特に好ましい。
【0016】
本発明で使用される発泡剤の量は、フェノール樹脂の100重量部当り1〜20重量部であり、より好ましくはフェノール樹脂の100重量部当り3〜10重量部である。
【0017】
本発明において、フェノール樹脂の重合を開始させるために使用される硬化剤は、硫酸、リン酸等の無機酸、ベンゼンスルホン酸、エチルベンゼンスルホン酸、パラトルエンスルホン酸、キシレンスルホン酸、ナフトールスルホン酸、フェノールスルホン酸等の有機酸が用いられ、ベンゼンスルホン酸、エチルベンゼンスルホン酸、パラトルエンスルホン酸、キシレンスルホン酸、ナフトールスルホン酸及びフェノールスルホン酸が好ましく、特にパラトルエンスルホン酸およびキシレンスルホン酸が好適である。
【0018】
本発明においては、これらの硬化剤は、1種を単独で用いてもよく、2種以上を組み合わせて用いてもよい。その使用量は、硬化剤の種類にもよるが、フェノール樹脂100重量部当たり、通常5〜25重量部、好ましくは7〜22重量部の範囲であり、より好ましくは10〜20重量部の範囲である。
【0019】
本発明で使用される無機フィラーは、水酸化アルミニウム、水酸化マグネシウム等の金属水酸化物、酸化カルシウム、酸化マグネシウム、酸化アルミニウム、酸化亜鉛等の金属酸化物、炭酸カルシウム、炭酸マグネシウム、炭酸バリウム、炭酸亜鉛等の金属炭酸塩、及び亜鉛末等の金属粉末であり、酸硬化剤との反応を調整しやすく、硬化を阻害しにくい酸化アルミニウム、炭酸カルシウムが好ましく、炭酸カルシウムが特に好ましい。
【0020】
無機フィラーの添加量は、例えばフェノール樹脂の100重量部に対して0.3〜10重量部が好ましく、より好ましくは、0.5〜7重量部、さらに好ましくは1〜5重量部である。
【0021】
フェノール樹脂発泡体の熱伝導率を低下させ、強度を増大させ、かつ脆性を減少させるために、発泡体中に尿素のような有機アミノ基含有化合物を加えることができる。本発明で好適に使用される尿素の量は、フェノール樹脂100重量部に対して、1〜10重量部、好ましくは3〜7重量部である。
【0022】
本発明で使用されるフェノール樹脂は、発泡体の製造を支援する整泡剤を含んでもよい。使用される整泡剤としては、例えばポリシロキサン系、ポリオキシエチレンソルビタン脂肪酸エステル、ヒマシ油エチレンオキシド付加物などの非イオン性界面活性剤が挙げられる。これらは、1種を単独で用いてもよく、2種以上を組み合わせて用いてもよい。
【0023】
整泡剤の添加量は、フェノール樹脂100重量部に対して、好ましくは1〜5重量部であり、より好ましくは2〜4重量部である。添加量が1重量部未満のときは、均一な発泡体気泡が得られない。一方添加量が5重量部を超えた場合は、製品コスト及び発泡体の吸水性能が増大する。
【0024】
本発明においては、断熱性能の経時的な劣化を抑制するために可塑剤を添加しても良い。添加される可塑剤は、特に制限はなく、従来、フェノール樹脂発泡体において使用されている公知の可塑剤、例えばリン酸トリフェニル、テレフタル酸ジメチル、イソフタル酸ジメチル、ポリエステルポリオールなどが単独で又は2種以上の混合物で用いてもよい。
【0025】
本発明においては、可塑剤は、前述のフェノール樹脂100重量部に対して、通常0.1〜20重量部の範囲で用いられる。可塑剤の使用量が上記の範囲にあると、得られるフェノール樹脂発泡体の他の性能を損なうことなく、気泡壁に柔軟性を付与する効果が良好に発揮される。可塑剤の好ましい使用量は、0.5〜15重量部であり、より好ましくは1〜12重量部である。
【0026】
発泡性フェノール樹脂組成物は、例えば前述のフェノール樹脂に、無機フィラー、整泡剤、さらには可塑剤及び有機アミノ基含有化合物を加えて混合し、この混合物に、発泡剤および硬化剤を添加したのち、全体をミキサーにて攪拌することにより調製することができる。
【0027】
発泡性フェノール樹脂組成物を用いて、フェノール樹脂発泡体を成形する方法としては、例えば、(1)組成物を金型内に注入して発泡体ブロックを作る方法、(2)組成物をエンドレスコンベア上に流出させる成形方法、(3)組成物をスポット的に流出させて部分的に発泡させる方法、(4)組成物をモールド内で加圧発泡させる方法、(5)組成物を空洞中に圧入しながら充填発泡させる方法などが挙げられる。
【0028】
好ましい方法としては、発泡性フェノール樹脂組成物を、あらかじめ50〜100℃に加熱された箱状の金型内に略均一的に注入し、5〜15分間温度を保持したまま発泡・硬化し、脱型することでフェノール樹脂発泡体を成形する。
【0029】
他の好ましい方法としては、発泡性フェノール樹脂組成物を、連続走行するコンベアベルト上の面材に吐出させ、加熱域を通過して発泡、成形し、予め決められた形状のフェノール樹脂発泡体製品を得る方法が行われる。この製造方法において、走行するコンベアベルト上の面材に吐出された樹脂組成物は、典型的には、温度50〜100℃で、約2〜15分間、加熱炉を通過させられる。膨張する発泡体組成物の表面は、上方コンベアベルトに載置された別の面材によって押し付けられる。この発泡体の厚さは、前もって決められた厚さに制御される。加熱炉から出たフェノール樹脂発泡体は、予め決められた長さに切断される。
【0030】
上記のように、本発明によるフェノール樹脂断熱材は、フェノール樹脂発泡体の表裏面のうちの少なくとも片面に、ポリオレフィン系樹脂からなる割繊維不織布層が設けられているものである。
【0031】
ここでいう、ポリオレフィン系樹脂からなる割繊維不織布とは、テープ状、糸状のものを2軸、3軸、4軸方向に積層したものである。各軸方向の接着はホットメルト接着剤や熱融着などで行われたものをいう。
【0032】
具体的には、このポリオレフィン系樹脂からなる割繊維不織布は、積水化学フィルム株式会社製の商品であって、商品名を「ソフ」と称し、引き伸ばしたテープ状のポリエチレン樹脂(PE)、ポリプロピレン樹脂(PP)等を2軸(タテ・ヨコ)、3軸(タテ・ヨコ・ナナメ)、4軸(タテ・ヨコ・ナナメ・逆ナナメ)の格子目状に交点を接着したポリオレフィン系樹脂からなる割繊維不織布をいう。
【0033】
上記のポリオレフィン系樹脂からなる割繊維不織布の厚さは、30〜250μmであることが好ましい。
【0034】
本発明において、ポリオレフィン系樹脂からなる割繊維不織布の積層は、例えば、上記のフェノール樹脂発泡体を成形する方法に応じて、適宜設定される。例えば、(1)発泡性フェノール樹脂組成物を金型内に注入して発泡体ブロックを作る方法では、上下金型の底部に予めポリオレフィン系樹脂からなる割繊維不織布をそれぞれ配置して、発泡体ブロックを作製する。(2)発泡性フェノール樹脂組成物をエンドレスコンベア上に流出させる成形方法では、エンドレスコンベア上の上面移行部に配置したポリオレフィン系樹脂からなる割繊維不織布の上に、発泡性フェノール樹脂組成物を流出させればよい。(3)発泡性フェノール樹脂組成物をスポット的に流出させて部分的に発泡させる方法では、該樹脂組成物を流出させるスポット部分の上面および/または下面に、ポリオレフィン系樹脂からなる割繊維不織布を予め配置する。(4)発泡性フェノール樹脂組成物をモールド内で加圧発泡させる方法では、モールド内の底部に、予めポリオレフィン系樹脂からなる割繊維不織布を配置して、発泡体を作製する。(5)発泡性フェノール樹脂組成物を空洞中に圧入しながら充填発泡させる方法では、空洞内に、予めポリオレフィン系樹脂からなる割繊維不織布を配置して、発泡体を作製する。
【0035】
本発明において、ポリオレフィン系樹脂からなる割繊維不織布の積層は、フェノール樹脂発泡体の成形後に、フェノール樹脂発泡体の表面に、接着剤や粘着剤で積層する方法であってよい。
【0036】
ポリオレフィン系樹脂からなる割繊維不織布の構成材料は、ポリエチレン(PE)、ポリプロピレン(PP)、ポリエチレンテレフタレート(PET)、およびナイロン(登録商標)など、用途によって適宜選択される。
【0037】
ポリオレフィン系樹脂からなる割繊維不織布の仕様は、繊度は500〜1500デシテックス、好ましくは700〜1200デシテックス、秤量は50〜250g/m2 、好ましくは80〜150g/m2 、開口率は5〜80%、好ましくは20〜60%である。
【0038】
ここで、ポリオレフィン系樹脂からなる割繊維不織布の繊度、および秤量は、製品の要求スペックによって適宜設定される。
【0039】
ポリオレフィン系樹脂からなる割繊維不織布の繊度、および秤量が上記の下限値未満であれば、凹み量、踏み抜き強度向上の効果がみられないので、好ましくない。また、ポリオレフィン系樹脂からなる割繊維不織布の繊度、および秤量は、当然大きくなれば、高強度の製品が得られるが、ポリオレフィン系樹脂からなる割繊維不織布の繊度、および秤量が上記の上限値を超えると、コストが高くなることや基材との接着性が弱くなりやすく、品質の安定性が得られなくなるので、好ましくない。また、ポリオレフィン系樹脂からなる割繊維不織布の開口率が、5%未満と、低すぎると、配合中の水分が蒸発しにくくなり、強度が低下してしまう。また、ポリオレフィン系樹脂からなる割繊維不織布の開口率が、80%を超えると、ポリオレフィン系樹脂からなる割繊維不織布のない部分の影響が大きく、やはり凹み量、踏み抜き強度向上の効果が得られないので、好ましくない。
【0040】
本発明において、フェノール樹脂発泡体の表面には、面材を積層することが好ましい。ここで、面材は、一般に補強用として用いられるもので、面材としては、例えば、ガラスクロス、寒冷紗、織布または不織布、紙、合成樹脂フィルム、およびこれらの積層物等が挙げられる。ガラスクロスには、ガラス繊維を織成してなるものの他、抄造して得られるガラスマットをも包含するものとする。また、寒冷紗、不織布は、主にポリエステルやナイロン(登録商標)等の合成繊維からなるものである。織布は、一般的な天然繊維や合成繊維からなるものであってよい。なお、抄造して得られるガラスクロスには、ガラス短繊維同士を結着するためのバインダーが含まれてもよい。バインダーとしては、例えば、ポリビニルアルコール、飽和ポリエステル、アクリル系樹脂等の熱可塑性樹脂や、エポキシ樹脂、不飽和ポリエステル等の熱硬化性樹脂が挙げられる。織布、不織布を構成する有機繊維としては、ポリエステル繊維、綿、アクリル繊維、ナイロン繊維、炭素繊維、アラミド繊維等が挙げられる。この面材は、フェノール樹脂発泡体の片面に積層してもよく、両面に積層してもよい。また、面材を両面に積層する場合、これら面材は同じものであってもよいし、異なるものであってもよい。
【0041】
本発明においては、これらの一般補強面材に対し、ポリオレフィン系樹脂からなる割繊維不織布を積層させると、インライン成形にて強度の高いフェノール発泡体が得られることを見出した。
【0042】
本発明において、ポリオレフィン系樹脂からなる割繊維不織布の積層は、適宜使用される面材に、前もってホットメルト接着剤にて貼り合わせを行っておいてもよいし、フェノール樹脂発泡体を製造する工程で貼り合わせを行ってもよいし、成形後に接着剤や粘着剤で積層する方法であってよい。
【0043】
本発明においては、ポリオレフィン系樹脂からなる割繊維不織布を、上記の一般補強面材の外側に位置するように積層させるのが、好ましい。
【0044】
上記のように、本発明によるフェノール樹脂断熱材は、フェノール樹脂発泡体の表裏面のうちの少なくとも片面に、ポリオレフィン系樹脂からなる割繊維不織布層が設けられ、さらにポリオレフィン系樹脂からなる割繊維不織布層を有するフェノール樹脂発泡体の表裏面のうちの少なくとも片面の最表層に、金属箔、または金属もしくは金属酸化物の蒸着層よりなる薄膜層が設けられているものである。
【0045】
ここで、アルミニウムなどの金属箔、または金属もしくは金属酸化物の蒸着層よりなる薄膜層の厚みは、通常は7〜50μmである。金属箔、または金属もしくは金属酸化物の蒸着層よりなる薄膜層の厚みが、7μm未満のものは加工が難しく、市販品として流通しておらず、入手が困難である。また薄膜層の厚みが、50μmを超えると、コストが高くなるだけで、それ以上の効果が見られないからである。
【0046】
本発明において、アルミニウムなどの金属箔、または金属もしくは金属酸化物の蒸着層よりなる薄膜層には、面材を積層することが好ましい。ここで、面材は、一般に補強用として用いられるもので、面材としては、例えば、ガラスクロス、寒冷紗、織布または不織布、紙、合成樹脂フィルム、およびこれらの積層物等が挙げられる。ガラスクロスには、ガラス繊維を織成してなるものの他、抄造して得られるガラスマットをも包含するものとする。また、寒冷紗、不織布は、主にポリエステルやナイロン(登録商標)等の合成繊維からなるものである。織布は、一般的な天然繊維や合成繊維からなるものであってよい。なお、抄造して得られるガラスクロスには、ガラス短繊維同士を結着するためのバインダーが含まれてもよい。織布、不織布を構成する有機繊維としては、ポリエステル繊維、綿、アクリル繊維、ナイロン繊維、炭素繊維、アラミド繊維等が挙げられる。合成樹脂フィルムとしては、ポリエチレン樹脂フィルム、ポリプロピレン樹脂フィルム等が挙げられる。
【0047】
このように、アルミニウムなどの金属箔、または金属もしくは金属酸化物の蒸着層よりなる薄膜層に面材を積層したものとしては、具体的には、アルミニウムクラフト〔アルミニウム箔/ポリエチレン(PE)/クラフト〕、アルミニウムガラスペーパー〔アルミニウム箔/ポリエチレン(PE)/ガラスペーパー〕、アルミニウム蒸着クラフト〔アルミニウム蒸着層/ポリエチレン(PE)/クラフト〕、および割布アルミニウム〔アルミニウム箔/ポリエチレン(PE)/割布ポリエチレン(PE)〕などが挙げられる。
【0048】
また、耐久性を持たせるために、金属箔、または金属もしくは金属酸化物の蒸着層よりなる薄膜層の表面を、アクリル系樹脂、ポリエステル系樹脂、ポリエチレン系樹脂等の樹脂でコーティングしてもよい。樹脂コーティング層の厚みは、10〜100μmが望ましい。
【0049】
本発明によるフェノール樹脂断熱材は、ポリオレフィン系樹脂からなる割繊維不織布層を有するフェノール樹脂発泡体の表裏面のうちの少なくとも片面の最表層に、金属箔、または金属もしくは金属酸化物の蒸着層よりなる薄膜層が設けられており、本発明によるフェノール樹脂断熱材は、金属薄膜層の面を上側にして使用され、さらに、その上から防水シートが被せられるものである。
【発明の効果】
【0050】
本発明によるフェノール樹脂断熱材は、フェノール樹脂発泡体の表裏面のうちの少なくとも片面に、ポリオレフィン系樹脂からなる割繊維不織布層が設けられ、さらにポリオレフィン系樹脂からなる割繊維不織布層を有するフェノール樹脂発泡体の表裏面のうちの少なくとも片面の最表層に、金属箔、または金属もしくは金属酸化物の蒸着層よりなる薄膜層が設けられているものであるから、フェノール樹脂発泡体特有の脆さを軽減し、フェノール樹脂発泡体表面が補強されて、機械強度に優れており、例えば断熱材の敷設施工中や、施工後のピンホール検査において、作業員が踏んでも、割れたり足跡が残ったりせず、かつ防水シート工法において溶けるといった不具合が発生することなくピンホール検査が可能となる。
【発明を実施するための最良の形態】
【0051】
つぎに、本発明を具体的に説明するために、本発明の実施例およびこれとの比較を示すための比較例をいくつか挙げる。
【0052】
実施例1
フェノールとホルムアルデヒドを、モル比1:2で反応させて得られたレゾール型フェノール樹脂(旭有機材工業株式会社製、商品名「PF−329」)100重量部に、整泡剤としてひまし油エチレンオキサイド付加物3重量部を混合した。
【0053】
このフェノール樹脂混合物103重量部に対し、無機フィラーとして比表面積700cm2 /gの炭酸カルシウム5重量部を加えた後、均一に分散するまでこれらを混合し、さらに発泡剤として、予め混合されているイソプロピルクロリド/イソペンタン混合物(重量比85/15)8重量部、硬化剤としてパラトルエンスルホン酸:キシレンスルホン酸の重量比=2:1の混合物15重量部を加え、全体をピンミキサーにて攪拌・混合して、発泡性フェノール樹脂組成物を調製した。
【0054】
つぎに、温度70〜75℃に加熱しておいた30cm×30cm×5cmの金型の底面に、ポリオレフィン系樹脂からなる割繊維不織布、および一般の補強面材を敷いてから上記発泡性フェノール樹脂組成物を注入し、さらに、内側にポリオレフィン系樹脂からなる割繊維不織布、および一般の補強面材を貼った上型を被せて、10分間発泡・硬化させた後、金型から脱型し、12時間、温度75℃のオーブンで後硬化することで、フェノール樹脂断熱材を得た。
【0055】
このとき使用したポリオレフィン系樹脂からなる割繊維不織布は、積水フィルム株式会社製の商品名「ソフHM55」(繊度840デシテックス、秤量100g/m2 、開口率50%)であり、一般の補強面材は、旭化成せんい株式会社製のポリエチレンテレフタレート(PET)不織布100g/m2 であった。ポリオレフィン系樹脂からなる割繊維不織布と補強面材は、事前に、エチレン−酢酸ビニル共重合体(EVA)製ホットメルト接着剤により貼り合わせを行った。
【0056】
また、ポリオレフィン系樹脂からなる割繊維不織布は、一般の補強面材の外側に位置するように積層させた。
【0057】
つぎに、得られたポリオレフィン系樹脂からなる割繊維不織布層を有するフェノール樹脂発泡体の表裏両面の最表層に、アルミニウムクラフト〔アルミニウム箔7μm/ポリエチレン(PE)20μm/クラフト50g〕を、ポリエチレン系ホットメルト接着剤で、アルミニウム箔がそれぞれ外側になるように貼り合わせて、アルミニウム箔よりなる薄膜層を、フェノール樹脂断熱材の両外側に設けた。
【0058】
実施例2
アルミニウム箔よりなる薄膜層の表面に、厚さ10μmのポリエチレンテレフタレート(PET)樹脂をコーティングした面材を使用したこと以外は、実施例1と同じ操作を行うことで、フェノール樹脂断熱材を得た。
【0059】
実施例3
フェノール樹脂断熱材の片側最表面に、アルミニウムクラフト〔アルミニウム箔7μm/ポリエチレン(PE)20μm/クラフト50g〕を、ポリエチレン系ホットメルト接着剤で貼り合わせ、アルミニウム箔よりなる薄膜層を設けたこと以外は、実施例1と同じ操作を行うことで、フェノール樹脂断熱材を得た。
【0060】
実施例4
フェノール樹脂断熱材の両側最表面に、アルミニウムガラスペーパー〔アルミニウム箔15μm/ポリエチレン(PE)20μm/ガラスペーパー30g〕を、ポリエチレン系ホットメルト接着剤で貼り合わせて、アルミニウム箔よりなる薄膜層を、フェノール樹脂断熱材の両外側に設けたこと以外は、実施例1と同じ操作を行うことで、フェノール樹脂断熱材を得た。
【0061】
実施例5
フェノール樹脂断熱材の片側の最表面に、アルミニウム蒸着クラフト〔アルミニウム蒸着層12μm/ポリエチレン(PE)15μm/クラフト75g〕を、ポリエチレン系ホットメルト接着剤で貼り合わせて、アルミニウム蒸着層よりなる薄膜層を、フェノール樹脂断熱材の片側の最表面に設けたこと以外は、実施例1と同じ操作を行うことで、フェノール樹脂断熱材を得た。
【0062】
実施例6
フェノール樹脂断熱材の両側最表面に、アルミニウム蒸着クラフト〔アルミニウム蒸着層12μm/ポリエチレン(PE)15μm/クラフト75g〕を、ポリエチレン系ホットメルト接着剤で貼り合わせて、アルミニウム蒸着層よりなる薄膜層を、フェノール樹脂断熱材の両外側最表面に設けたこと以外は、実施例1と同じ操作を行うことで、フェノール樹脂断熱材を得た。
【0063】
実施例7
フェノール樹脂断熱材の両側最表面に、割布アルミニウム〔アルミニウム箔7μm/ポリエチレン(PE)15μm/割布ポリエチレン(PE)30g〕を、ポリエチレン系ホットメルト接着剤で貼り合わせて、アルミニウム箔よりなる薄膜層を、フェノール樹脂断熱材の両外側に設けたこと以外は、実施例1と同じ操作を行うことで、フェノール樹脂断熱材を得た。
【0064】
実施例8
一般の補強面材としてオリベスト製ガラス混抄紙120g/m2 を使用したこと以外は、実施例1と同じ操作を行うことで、フェノール樹脂断熱材を得た。
【0065】
比較例1
断熱材の芯材に、発泡スチレン樹脂を用いたこと以外は、実施例1と同じ操作を行うことで、断熱材を得た。
【0066】
つぎに、上記実施例1〜8および比較例1で得られた各種断熱材について、下記の2つの性能評価を行った。得られた結果を下記の表1に示した。
【0067】
(高周波溶接)
屋根下地上に、上記実施例1〜8、および比較例1で作製した各種断熱材を、片側に金属薄膜層が形成されている場合は、その金属薄膜層を上面側として敷き、その上からさらに防水シートを張設配置し、シート接合板の配置位置に高周波(30KHz)をかけて、高周波溶接を行った。
【0068】
(ピンホール検査)
つぎに、防水シートに針で孔を開けた後、防水シートの表面側から高電圧を印加して、ピンホール検査を行った。検査器には、サンコー電子社製のTR型ピンホール探知器:ホリスター15を使用した。
【表1】

【0069】
上記表1の結果から明らかなように、本発明の実施例1〜8のフェノール樹脂断熱材によれば、いずれも高周波溶接に問題がなく、溶けるなどの不具合を生じさせることなく行うことができ、優れた断熱性能を有するとともに、難燃性など対して効果的なものであった。また、防水シート工法で要求されるピンホール検査を正確に行うことができるものであった。
【0070】
これに対し、比較例1の断熱材によれば、高周波溶接に問題があり、溶ける不具合を生じるものであった。
【0071】
つぎに、上記実施例1〜8および比較例1で得られた各種断熱材について、下記の2つの性能評価を行った。得られた結果を下記の表2に示した。
【0072】
1)凹み量
上記の各種断熱材の試料の上に、厚み10mm、直径50mmの鉄製円盤を載せ、さらにその上に100Kgの重りを載せ、30秒後に取り外して、残った跡の凹み深さ(凹み量)(mm)を測定した。
【0073】
2)踏抜強度
480mm四方の鉄製ブロックの中央部に幅120mmの凹みを設けた架台に、上記の各種断熱材の480mm四方にカットした断熱材試料(厚み30mm)を載せ、架台の凹みに対応するように、上から幅100mm、長さ270mm、高さ50mmの鉄製ブロックを、500mm/minの速度で押し当て、各断熱材試料が座屈したときの荷重を、踏抜強度(N=ニュートン)として読み取った。
【表2】
【0074】
上記表2の結果から明らかなように、本発明の実施例1〜8のフェノール樹脂断熱材によれば、フェノール樹脂発泡体の表面に、ポリオレフィン系樹脂からなる割繊維不織布層が設けられ、さらにポリオレフィン系樹脂からなる割繊維不織布層を有するフェノール樹脂発泡体の表裏面のうちの少なくとも片面の最表層に、金属箔、または金属もしくは金属酸化物の蒸着層よりなる薄膜層が設けられているものであるから、フェノール樹脂発泡体特有の脆さを軽減し、フェノール樹脂発泡体表面が補強されて、凹み量が非常に少なく、かつ踏抜強度が大きいもので、機械強度に優れており、しかも優れた断熱性能を有するとともに、難燃性などに対して効果的なものであり、比較例1の(難燃性ではない)断熱材同等の、凹み量、踏抜強度、機械強度を有するものであった。
【0075】
つぎに、上記実施例1で得られた本発明のフェノール樹脂断熱材と、比較用の2種類の市販のフェノール樹脂断熱材について、下記の凹み評価試を行った。得られた結果を下記の表3に示した。
【0076】
なお、比較用市販品の1つ(比較用市販品−1)は、商品名「ネオマフォーム」、旭化成建材株式会社製であり、いま1つの比較用市販品(比較用市販品−2)は、商品名「フエノバ・JJ30N」、岡山積水工業株式会社製である。
【0077】
3)凹み評価試験
試験方法
上記の各種フェノール樹脂断熱材のサンプルの上に、直径50mmの鉄製冶具を載せ、さらにその冶具上に、10kgずつ100kgまでの重りを積載した。ついで、積載後に10kgずつ重りの除荷を行い、重りを積載した部分の凹み量について測定を行った。
【0078】
ここで、フェノール樹脂断熱材の試験前の厚さを初期厚さ(mm)として計測しておき、フェノール樹脂断熱材サンプルの冶具上に100kgまでの重りを積載し、積載後に10kgずつ重りの除荷を行ったときに生じた凹み部分の厚さ(mm)を測定し、これらの測定値の差を算出して、変位量(凹み量)とした。
【0079】
なお、この評価試験は、フェノール樹脂断熱材敷設施工時や、施工後のピンホール検査時の歩行を想定(直径50mmは、人間の踵を想定)した自社試験である。得られた結果を下記の表3に示した。
【0080】
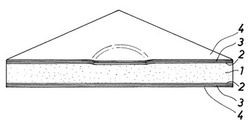
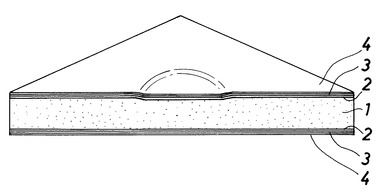
また、本発明の実施例1のフェノール樹脂断熱材の凹み評価試験後の斜視図を図1に、同縦断面図を図2に、それぞれ記載した。
【0081】
同図において、本発明の実施例1のフェノール樹脂断熱材では、フェノール樹脂発泡体(1)の表裏面にポリオレフィン系樹脂からなる割繊維不織布(3)が、それぞれ一般の補強面材(2)の外側に位置するように設けられ、さらにポリオレフィン系樹脂からなる割繊維不織布層(3)を有するフェノール樹脂発泡体の表裏面の最表層に、アルミニウムクラフト(アルミニウム箔を含む)を貼り合わせて、アルミニウム箔よりなる薄膜層を(4)が設けられたものである。
【0082】
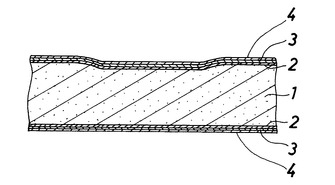
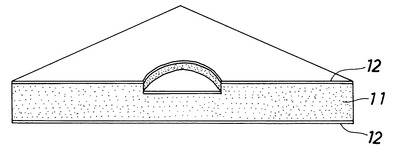
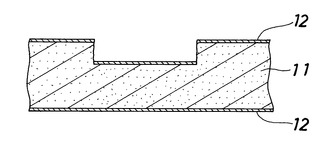
一方、比較用の2種類の市販のフェノール樹脂断熱材(比較用市販品−1および比較用市販品−2)の凹み評価試験後の斜視図を図3に、同縦断面図を図4に、それぞれ記載した。
【0083】
同図において、比較用の市販の2つのフェノール樹脂断熱材では、フェノール樹脂発泡体(11)の表裏面に、それぞれ一般の補強面材(12)を積層させたものである。
【0084】
なお、比較用の2種類の市販のフェノール樹脂断熱材では、評価試験後の凹み形状は、両方とも略同様であった。
【表3】
【0085】
上記表3の結果、および図1と図2から分かるように、本発明の実施例1によるフェノール樹脂断熱材によれば、フェノール樹脂発泡体(1)の表面に、ポリオレフィン系樹脂からなる割繊維不織布層(3)が設けられ、さらにポリオレフィン系樹脂からなる割繊維不織布層(3)を有するフェノール樹脂発泡体の表裏面の最表層に、アルミニウムクラフト(アルミニウム箔を含む)を貼り合わせて、アルミニウム箔よりなる薄膜層(4)が設けられているものであるから、フェノール樹脂発泡体特有の脆さを軽減し、フェノール樹脂発泡体表面が補強されて、変位量が小さく改善されていて、機械強度に優れており、断熱材の敷設施工中や、施工後のピンホール検査において、作業員が踏んでも、割れたり足跡が残ったりしないものであった。
【0086】
これに対し、上記表3の結果、および図3と図4から分かるように、比較用の市販の2種類のフェノール樹脂断熱材では、かなり顕著な凹み量であった。
【図面の簡単な説明】
【0087】
【図1】本発明の実施例1のフェノール樹脂断熱材試験体(本発明品)について、凹み評価試験後の状態を示す斜視図である。
【図2】同縦断面図である。
【図3】従来のフェノール樹脂断熱材試験体(比較用市販品)について、凹み評価試験後の状態を示す斜視図である。
【図4】同縦断面図である。
【符号の説明】
【0088】
1:フェノール樹脂発泡体
2:一般補強面材
3:ポリオレフィン系樹脂からなる割繊維不織布層
4:アルミニウム箔よりなる薄膜層
【技術分野】
【0001】
本発明は、優れた断熱性能、機械強度、および難燃性を有し、かつ防水シート工法で要求されるピンホール検査を、正確かつ溶けるなどの不具合を生じさせることなく行える、フェノール樹脂断熱材に関する。
【背景技術】
【0002】
一般に、フェノール樹脂系断熱材は、熱伝導率がフェノール樹脂発泡体の中では、最も低く、優れた断熱性能と、燃えにくい性能から、住宅、車両、産業用途と、多岐にわたり展開されている。
【0003】
下記の特許文献1には、屋根下地上に断熱材が敷き詰められて断熱層が形成され、断熱層上に半導電性シートが敷設されて半導電層が形成され、半導電層上に、シート接合板が配置されて屋根下地に固定され、シート接合板を覆うように半導電層上に防水シートが張設配置されて、施工後のピンホール検査を行えるシート防水断熱構造が開示されている。
【特許文献1】特開2003−253822号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
しかしながら、上記特許文献1に記載されたシート防水構造では、断熱材としてポリスチレン、ポリ塩化ビニル、ポリウレタン、ポリエチレンなどの熱可塑性樹脂が使用されるため、施工中、施工後に使用される熱風溶着や高周波溶着において発生する熱で、断熱材が溶ける不具合があるという問題があった。
【0005】
本発明は、上記実情に鑑み、断熱性能、機械強度、難燃性を有し、かつ防水シート工法で要求されるピンホール検査を正確かつ溶けるなどの不具合を生じさせることなく行えるフェノール樹脂断熱材を提供することを課題とする。
【課題を解決するための手段】
【0006】
請求項1に記載のフェノール樹脂断熱材の発明は、フェノール樹脂発泡体の表裏面のうちの少なくとも片面に、ポリオレフィン系樹脂からなる割繊維不織布層が設けられ、さらにポリオレフィン系樹脂からなる割繊維不織布層を有するフェノール樹脂発泡体の表裏面のうちの少なくとも片面の最表層に、金属箔、または金属もしくは金属酸化物の蒸着層よりなる薄膜層が設けられていることを特徴としている。
【0007】
請求項2の発明は、請求項1に記載のフェノール樹脂断熱材であって、ポリオレフィン系樹脂からなる割繊維不織布の繊度が、500〜1500デシテックス、秤量が、50〜250g/m2 、開口率が、5〜80%であることを特徴としている。
【0008】
請求項3の発明は、請求項1または2に記載のフェノール樹脂断熱材であって、ポリオレフィン系樹脂からなる割繊維不織布層に、面材が積層されていることを特徴としている。
【0009】
請求項4の発明は、請求項3に記載のフェノール樹脂断熱材であって、面材が、ガラスクロス、寒冷紗、織布、不織布、および紙よりなる群の中から選ばれたシート材であることを特徴としている。
【0010】
本発明によるフェノール樹脂断熱材は、フェノール樹脂発泡体の表裏面のうちの少なくとも片面に、ポリオレフィン系樹脂からなる割繊維不織布層が設けられ、さらにポリオレフィン系樹脂からなる割繊維不織布層を有するフェノール樹脂発泡体の表裏面のうちの少なくとも片面の最表層に、金属箔、または金属もしくは金属酸化物の蒸着層よりなる薄膜層が設けられているものである。
【0011】
本発明による断熱材で使用される好ましいフェノール樹脂のタイプは、レゾール樹脂である。レゾール樹脂は、フェノール、又はクレゾール、キシレノール、パラアルキルフェノール、パラフェニールフェノール、レゾルシノール等のフェノール化合物と、ホルムアルデヒド、フルフラール、アセトアルデヒド等のアルデヒドとの、触媒量の水酸化ナトリウム、水酸化カリウム、水酸化カルシウム、又はトリメチルアミンやトリエチルアミン等の脂肪族アミンの存在下での化学反応によって得ることができる。これらの化学薬品は、通常は標準的なレゾール樹脂製造において使用されるものであってよく、本発明は、ここで記載された化学薬品に限定されるものではない。
【0012】
フェノールとアルデヒドとのモル比は、特に限定されず、好ましくはフェノール:アルデヒド=1:1〜1:3、より好ましくは1:1.5〜1:2.5、特に好ましくは1:1.6〜1:2.1である。
【0013】
本発明で使用されるフェノール樹脂の好ましい重量平均分子量は、400〜3,000であり、より好ましくは700〜2,000である。数平均分子量は、好ましくは150〜1,000であり、より好ましくは300〜700である。
【0014】
本発明において、発泡剤は、特に限定されず、炭素数1〜8の脂肪族炭化水素、炭素数1〜8の塩素化脂肪族炭化水素、1,1,1,3,3−ペンタフルオロブタン等の弗素化炭化水素化合物(代替フロン)、トリクロロモノフルオロメタン、トリクロロトリフルオロエタン等の塩弗素化炭化水素化合物、イソプロピルエーテル等のエーテル化合物、窒素、アルゴン、炭酸ガス、空気等が単独で又は2種以上の混合物で使用される。
【0015】
発泡剤の中でも、得られる発泡体が低熱伝導率でありかつ地球温暖化の潜在的危険性が小さいことから、炭素数2〜7の脂肪族炭化水素と炭素数2〜6の塩素化脂肪族炭化水素が単独で又は2種以上の混合物で好ましく用いられ、プロパン、ブタン、ペンタン、ヘキサン等の炭素数3〜6の脂肪族炭化水素とジクロロエタン、プロピルクロリド、イソプロピルクロリド、ブチルクロリド、イソブチルクロリド、ペンチルクロリド、イソペンチルクロリド等の炭素数2〜5の塩素化脂肪族炭化水素の2種以上の混合物が、特に好ましい。
【0016】
本発明で使用される発泡剤の量は、フェノール樹脂の100重量部当り1〜20重量部であり、より好ましくはフェノール樹脂の100重量部当り3〜10重量部である。
【0017】
本発明において、フェノール樹脂の重合を開始させるために使用される硬化剤は、硫酸、リン酸等の無機酸、ベンゼンスルホン酸、エチルベンゼンスルホン酸、パラトルエンスルホン酸、キシレンスルホン酸、ナフトールスルホン酸、フェノールスルホン酸等の有機酸が用いられ、ベンゼンスルホン酸、エチルベンゼンスルホン酸、パラトルエンスルホン酸、キシレンスルホン酸、ナフトールスルホン酸及びフェノールスルホン酸が好ましく、特にパラトルエンスルホン酸およびキシレンスルホン酸が好適である。
【0018】
本発明においては、これらの硬化剤は、1種を単独で用いてもよく、2種以上を組み合わせて用いてもよい。その使用量は、硬化剤の種類にもよるが、フェノール樹脂100重量部当たり、通常5〜25重量部、好ましくは7〜22重量部の範囲であり、より好ましくは10〜20重量部の範囲である。
【0019】
本発明で使用される無機フィラーは、水酸化アルミニウム、水酸化マグネシウム等の金属水酸化物、酸化カルシウム、酸化マグネシウム、酸化アルミニウム、酸化亜鉛等の金属酸化物、炭酸カルシウム、炭酸マグネシウム、炭酸バリウム、炭酸亜鉛等の金属炭酸塩、及び亜鉛末等の金属粉末であり、酸硬化剤との反応を調整しやすく、硬化を阻害しにくい酸化アルミニウム、炭酸カルシウムが好ましく、炭酸カルシウムが特に好ましい。
【0020】
無機フィラーの添加量は、例えばフェノール樹脂の100重量部に対して0.3〜10重量部が好ましく、より好ましくは、0.5〜7重量部、さらに好ましくは1〜5重量部である。
【0021】
フェノール樹脂発泡体の熱伝導率を低下させ、強度を増大させ、かつ脆性を減少させるために、発泡体中に尿素のような有機アミノ基含有化合物を加えることができる。本発明で好適に使用される尿素の量は、フェノール樹脂100重量部に対して、1〜10重量部、好ましくは3〜7重量部である。
【0022】
本発明で使用されるフェノール樹脂は、発泡体の製造を支援する整泡剤を含んでもよい。使用される整泡剤としては、例えばポリシロキサン系、ポリオキシエチレンソルビタン脂肪酸エステル、ヒマシ油エチレンオキシド付加物などの非イオン性界面活性剤が挙げられる。これらは、1種を単独で用いてもよく、2種以上を組み合わせて用いてもよい。
【0023】
整泡剤の添加量は、フェノール樹脂100重量部に対して、好ましくは1〜5重量部であり、より好ましくは2〜4重量部である。添加量が1重量部未満のときは、均一な発泡体気泡が得られない。一方添加量が5重量部を超えた場合は、製品コスト及び発泡体の吸水性能が増大する。
【0024】
本発明においては、断熱性能の経時的な劣化を抑制するために可塑剤を添加しても良い。添加される可塑剤は、特に制限はなく、従来、フェノール樹脂発泡体において使用されている公知の可塑剤、例えばリン酸トリフェニル、テレフタル酸ジメチル、イソフタル酸ジメチル、ポリエステルポリオールなどが単独で又は2種以上の混合物で用いてもよい。
【0025】
本発明においては、可塑剤は、前述のフェノール樹脂100重量部に対して、通常0.1〜20重量部の範囲で用いられる。可塑剤の使用量が上記の範囲にあると、得られるフェノール樹脂発泡体の他の性能を損なうことなく、気泡壁に柔軟性を付与する効果が良好に発揮される。可塑剤の好ましい使用量は、0.5〜15重量部であり、より好ましくは1〜12重量部である。
【0026】
発泡性フェノール樹脂組成物は、例えば前述のフェノール樹脂に、無機フィラー、整泡剤、さらには可塑剤及び有機アミノ基含有化合物を加えて混合し、この混合物に、発泡剤および硬化剤を添加したのち、全体をミキサーにて攪拌することにより調製することができる。
【0027】
発泡性フェノール樹脂組成物を用いて、フェノール樹脂発泡体を成形する方法としては、例えば、(1)組成物を金型内に注入して発泡体ブロックを作る方法、(2)組成物をエンドレスコンベア上に流出させる成形方法、(3)組成物をスポット的に流出させて部分的に発泡させる方法、(4)組成物をモールド内で加圧発泡させる方法、(5)組成物を空洞中に圧入しながら充填発泡させる方法などが挙げられる。
【0028】
好ましい方法としては、発泡性フェノール樹脂組成物を、あらかじめ50〜100℃に加熱された箱状の金型内に略均一的に注入し、5〜15分間温度を保持したまま発泡・硬化し、脱型することでフェノール樹脂発泡体を成形する。
【0029】
他の好ましい方法としては、発泡性フェノール樹脂組成物を、連続走行するコンベアベルト上の面材に吐出させ、加熱域を通過して発泡、成形し、予め決められた形状のフェノール樹脂発泡体製品を得る方法が行われる。この製造方法において、走行するコンベアベルト上の面材に吐出された樹脂組成物は、典型的には、温度50〜100℃で、約2〜15分間、加熱炉を通過させられる。膨張する発泡体組成物の表面は、上方コンベアベルトに載置された別の面材によって押し付けられる。この発泡体の厚さは、前もって決められた厚さに制御される。加熱炉から出たフェノール樹脂発泡体は、予め決められた長さに切断される。
【0030】
上記のように、本発明によるフェノール樹脂断熱材は、フェノール樹脂発泡体の表裏面のうちの少なくとも片面に、ポリオレフィン系樹脂からなる割繊維不織布層が設けられているものである。
【0031】
ここでいう、ポリオレフィン系樹脂からなる割繊維不織布とは、テープ状、糸状のものを2軸、3軸、4軸方向に積層したものである。各軸方向の接着はホットメルト接着剤や熱融着などで行われたものをいう。
【0032】
具体的には、このポリオレフィン系樹脂からなる割繊維不織布は、積水化学フィルム株式会社製の商品であって、商品名を「ソフ」と称し、引き伸ばしたテープ状のポリエチレン樹脂(PE)、ポリプロピレン樹脂(PP)等を2軸(タテ・ヨコ)、3軸(タテ・ヨコ・ナナメ)、4軸(タテ・ヨコ・ナナメ・逆ナナメ)の格子目状に交点を接着したポリオレフィン系樹脂からなる割繊維不織布をいう。
【0033】
上記のポリオレフィン系樹脂からなる割繊維不織布の厚さは、30〜250μmであることが好ましい。
【0034】
本発明において、ポリオレフィン系樹脂からなる割繊維不織布の積層は、例えば、上記のフェノール樹脂発泡体を成形する方法に応じて、適宜設定される。例えば、(1)発泡性フェノール樹脂組成物を金型内に注入して発泡体ブロックを作る方法では、上下金型の底部に予めポリオレフィン系樹脂からなる割繊維不織布をそれぞれ配置して、発泡体ブロックを作製する。(2)発泡性フェノール樹脂組成物をエンドレスコンベア上に流出させる成形方法では、エンドレスコンベア上の上面移行部に配置したポリオレフィン系樹脂からなる割繊維不織布の上に、発泡性フェノール樹脂組成物を流出させればよい。(3)発泡性フェノール樹脂組成物をスポット的に流出させて部分的に発泡させる方法では、該樹脂組成物を流出させるスポット部分の上面および/または下面に、ポリオレフィン系樹脂からなる割繊維不織布を予め配置する。(4)発泡性フェノール樹脂組成物をモールド内で加圧発泡させる方法では、モールド内の底部に、予めポリオレフィン系樹脂からなる割繊維不織布を配置して、発泡体を作製する。(5)発泡性フェノール樹脂組成物を空洞中に圧入しながら充填発泡させる方法では、空洞内に、予めポリオレフィン系樹脂からなる割繊維不織布を配置して、発泡体を作製する。
【0035】
本発明において、ポリオレフィン系樹脂からなる割繊維不織布の積層は、フェノール樹脂発泡体の成形後に、フェノール樹脂発泡体の表面に、接着剤や粘着剤で積層する方法であってよい。
【0036】
ポリオレフィン系樹脂からなる割繊維不織布の構成材料は、ポリエチレン(PE)、ポリプロピレン(PP)、ポリエチレンテレフタレート(PET)、およびナイロン(登録商標)など、用途によって適宜選択される。
【0037】
ポリオレフィン系樹脂からなる割繊維不織布の仕様は、繊度は500〜1500デシテックス、好ましくは700〜1200デシテックス、秤量は50〜250g/m2 、好ましくは80〜150g/m2 、開口率は5〜80%、好ましくは20〜60%である。
【0038】
ここで、ポリオレフィン系樹脂からなる割繊維不織布の繊度、および秤量は、製品の要求スペックによって適宜設定される。
【0039】
ポリオレフィン系樹脂からなる割繊維不織布の繊度、および秤量が上記の下限値未満であれば、凹み量、踏み抜き強度向上の効果がみられないので、好ましくない。また、ポリオレフィン系樹脂からなる割繊維不織布の繊度、および秤量は、当然大きくなれば、高強度の製品が得られるが、ポリオレフィン系樹脂からなる割繊維不織布の繊度、および秤量が上記の上限値を超えると、コストが高くなることや基材との接着性が弱くなりやすく、品質の安定性が得られなくなるので、好ましくない。また、ポリオレフィン系樹脂からなる割繊維不織布の開口率が、5%未満と、低すぎると、配合中の水分が蒸発しにくくなり、強度が低下してしまう。また、ポリオレフィン系樹脂からなる割繊維不織布の開口率が、80%を超えると、ポリオレフィン系樹脂からなる割繊維不織布のない部分の影響が大きく、やはり凹み量、踏み抜き強度向上の効果が得られないので、好ましくない。
【0040】
本発明において、フェノール樹脂発泡体の表面には、面材を積層することが好ましい。ここで、面材は、一般に補強用として用いられるもので、面材としては、例えば、ガラスクロス、寒冷紗、織布または不織布、紙、合成樹脂フィルム、およびこれらの積層物等が挙げられる。ガラスクロスには、ガラス繊維を織成してなるものの他、抄造して得られるガラスマットをも包含するものとする。また、寒冷紗、不織布は、主にポリエステルやナイロン(登録商標)等の合成繊維からなるものである。織布は、一般的な天然繊維や合成繊維からなるものであってよい。なお、抄造して得られるガラスクロスには、ガラス短繊維同士を結着するためのバインダーが含まれてもよい。バインダーとしては、例えば、ポリビニルアルコール、飽和ポリエステル、アクリル系樹脂等の熱可塑性樹脂や、エポキシ樹脂、不飽和ポリエステル等の熱硬化性樹脂が挙げられる。織布、不織布を構成する有機繊維としては、ポリエステル繊維、綿、アクリル繊維、ナイロン繊維、炭素繊維、アラミド繊維等が挙げられる。この面材は、フェノール樹脂発泡体の片面に積層してもよく、両面に積層してもよい。また、面材を両面に積層する場合、これら面材は同じものであってもよいし、異なるものであってもよい。
【0041】
本発明においては、これらの一般補強面材に対し、ポリオレフィン系樹脂からなる割繊維不織布を積層させると、インライン成形にて強度の高いフェノール発泡体が得られることを見出した。
【0042】
本発明において、ポリオレフィン系樹脂からなる割繊維不織布の積層は、適宜使用される面材に、前もってホットメルト接着剤にて貼り合わせを行っておいてもよいし、フェノール樹脂発泡体を製造する工程で貼り合わせを行ってもよいし、成形後に接着剤や粘着剤で積層する方法であってよい。
【0043】
本発明においては、ポリオレフィン系樹脂からなる割繊維不織布を、上記の一般補強面材の外側に位置するように積層させるのが、好ましい。
【0044】
上記のように、本発明によるフェノール樹脂断熱材は、フェノール樹脂発泡体の表裏面のうちの少なくとも片面に、ポリオレフィン系樹脂からなる割繊維不織布層が設けられ、さらにポリオレフィン系樹脂からなる割繊維不織布層を有するフェノール樹脂発泡体の表裏面のうちの少なくとも片面の最表層に、金属箔、または金属もしくは金属酸化物の蒸着層よりなる薄膜層が設けられているものである。
【0045】
ここで、アルミニウムなどの金属箔、または金属もしくは金属酸化物の蒸着層よりなる薄膜層の厚みは、通常は7〜50μmである。金属箔、または金属もしくは金属酸化物の蒸着層よりなる薄膜層の厚みが、7μm未満のものは加工が難しく、市販品として流通しておらず、入手が困難である。また薄膜層の厚みが、50μmを超えると、コストが高くなるだけで、それ以上の効果が見られないからである。
【0046】
本発明において、アルミニウムなどの金属箔、または金属もしくは金属酸化物の蒸着層よりなる薄膜層には、面材を積層することが好ましい。ここで、面材は、一般に補強用として用いられるもので、面材としては、例えば、ガラスクロス、寒冷紗、織布または不織布、紙、合成樹脂フィルム、およびこれらの積層物等が挙げられる。ガラスクロスには、ガラス繊維を織成してなるものの他、抄造して得られるガラスマットをも包含するものとする。また、寒冷紗、不織布は、主にポリエステルやナイロン(登録商標)等の合成繊維からなるものである。織布は、一般的な天然繊維や合成繊維からなるものであってよい。なお、抄造して得られるガラスクロスには、ガラス短繊維同士を結着するためのバインダーが含まれてもよい。織布、不織布を構成する有機繊維としては、ポリエステル繊維、綿、アクリル繊維、ナイロン繊維、炭素繊維、アラミド繊維等が挙げられる。合成樹脂フィルムとしては、ポリエチレン樹脂フィルム、ポリプロピレン樹脂フィルム等が挙げられる。
【0047】
このように、アルミニウムなどの金属箔、または金属もしくは金属酸化物の蒸着層よりなる薄膜層に面材を積層したものとしては、具体的には、アルミニウムクラフト〔アルミニウム箔/ポリエチレン(PE)/クラフト〕、アルミニウムガラスペーパー〔アルミニウム箔/ポリエチレン(PE)/ガラスペーパー〕、アルミニウム蒸着クラフト〔アルミニウム蒸着層/ポリエチレン(PE)/クラフト〕、および割布アルミニウム〔アルミニウム箔/ポリエチレン(PE)/割布ポリエチレン(PE)〕などが挙げられる。
【0048】
また、耐久性を持たせるために、金属箔、または金属もしくは金属酸化物の蒸着層よりなる薄膜層の表面を、アクリル系樹脂、ポリエステル系樹脂、ポリエチレン系樹脂等の樹脂でコーティングしてもよい。樹脂コーティング層の厚みは、10〜100μmが望ましい。
【0049】
本発明によるフェノール樹脂断熱材は、ポリオレフィン系樹脂からなる割繊維不織布層を有するフェノール樹脂発泡体の表裏面のうちの少なくとも片面の最表層に、金属箔、または金属もしくは金属酸化物の蒸着層よりなる薄膜層が設けられており、本発明によるフェノール樹脂断熱材は、金属薄膜層の面を上側にして使用され、さらに、その上から防水シートが被せられるものである。
【発明の効果】
【0050】
本発明によるフェノール樹脂断熱材は、フェノール樹脂発泡体の表裏面のうちの少なくとも片面に、ポリオレフィン系樹脂からなる割繊維不織布層が設けられ、さらにポリオレフィン系樹脂からなる割繊維不織布層を有するフェノール樹脂発泡体の表裏面のうちの少なくとも片面の最表層に、金属箔、または金属もしくは金属酸化物の蒸着層よりなる薄膜層が設けられているものであるから、フェノール樹脂発泡体特有の脆さを軽減し、フェノール樹脂発泡体表面が補強されて、機械強度に優れており、例えば断熱材の敷設施工中や、施工後のピンホール検査において、作業員が踏んでも、割れたり足跡が残ったりせず、かつ防水シート工法において溶けるといった不具合が発生することなくピンホール検査が可能となる。
【発明を実施するための最良の形態】
【0051】
つぎに、本発明を具体的に説明するために、本発明の実施例およびこれとの比較を示すための比較例をいくつか挙げる。
【0052】
実施例1
フェノールとホルムアルデヒドを、モル比1:2で反応させて得られたレゾール型フェノール樹脂(旭有機材工業株式会社製、商品名「PF−329」)100重量部に、整泡剤としてひまし油エチレンオキサイド付加物3重量部を混合した。
【0053】
このフェノール樹脂混合物103重量部に対し、無機フィラーとして比表面積700cm2 /gの炭酸カルシウム5重量部を加えた後、均一に分散するまでこれらを混合し、さらに発泡剤として、予め混合されているイソプロピルクロリド/イソペンタン混合物(重量比85/15)8重量部、硬化剤としてパラトルエンスルホン酸:キシレンスルホン酸の重量比=2:1の混合物15重量部を加え、全体をピンミキサーにて攪拌・混合して、発泡性フェノール樹脂組成物を調製した。
【0054】
つぎに、温度70〜75℃に加熱しておいた30cm×30cm×5cmの金型の底面に、ポリオレフィン系樹脂からなる割繊維不織布、および一般の補強面材を敷いてから上記発泡性フェノール樹脂組成物を注入し、さらに、内側にポリオレフィン系樹脂からなる割繊維不織布、および一般の補強面材を貼った上型を被せて、10分間発泡・硬化させた後、金型から脱型し、12時間、温度75℃のオーブンで後硬化することで、フェノール樹脂断熱材を得た。
【0055】
このとき使用したポリオレフィン系樹脂からなる割繊維不織布は、積水フィルム株式会社製の商品名「ソフHM55」(繊度840デシテックス、秤量100g/m2 、開口率50%)であり、一般の補強面材は、旭化成せんい株式会社製のポリエチレンテレフタレート(PET)不織布100g/m2 であった。ポリオレフィン系樹脂からなる割繊維不織布と補強面材は、事前に、エチレン−酢酸ビニル共重合体(EVA)製ホットメルト接着剤により貼り合わせを行った。
【0056】
また、ポリオレフィン系樹脂からなる割繊維不織布は、一般の補強面材の外側に位置するように積層させた。
【0057】
つぎに、得られたポリオレフィン系樹脂からなる割繊維不織布層を有するフェノール樹脂発泡体の表裏両面の最表層に、アルミニウムクラフト〔アルミニウム箔7μm/ポリエチレン(PE)20μm/クラフト50g〕を、ポリエチレン系ホットメルト接着剤で、アルミニウム箔がそれぞれ外側になるように貼り合わせて、アルミニウム箔よりなる薄膜層を、フェノール樹脂断熱材の両外側に設けた。
【0058】
実施例2
アルミニウム箔よりなる薄膜層の表面に、厚さ10μmのポリエチレンテレフタレート(PET)樹脂をコーティングした面材を使用したこと以外は、実施例1と同じ操作を行うことで、フェノール樹脂断熱材を得た。
【0059】
実施例3
フェノール樹脂断熱材の片側最表面に、アルミニウムクラフト〔アルミニウム箔7μm/ポリエチレン(PE)20μm/クラフト50g〕を、ポリエチレン系ホットメルト接着剤で貼り合わせ、アルミニウム箔よりなる薄膜層を設けたこと以外は、実施例1と同じ操作を行うことで、フェノール樹脂断熱材を得た。
【0060】
実施例4
フェノール樹脂断熱材の両側最表面に、アルミニウムガラスペーパー〔アルミニウム箔15μm/ポリエチレン(PE)20μm/ガラスペーパー30g〕を、ポリエチレン系ホットメルト接着剤で貼り合わせて、アルミニウム箔よりなる薄膜層を、フェノール樹脂断熱材の両外側に設けたこと以外は、実施例1と同じ操作を行うことで、フェノール樹脂断熱材を得た。
【0061】
実施例5
フェノール樹脂断熱材の片側の最表面に、アルミニウム蒸着クラフト〔アルミニウム蒸着層12μm/ポリエチレン(PE)15μm/クラフト75g〕を、ポリエチレン系ホットメルト接着剤で貼り合わせて、アルミニウム蒸着層よりなる薄膜層を、フェノール樹脂断熱材の片側の最表面に設けたこと以外は、実施例1と同じ操作を行うことで、フェノール樹脂断熱材を得た。
【0062】
実施例6
フェノール樹脂断熱材の両側最表面に、アルミニウム蒸着クラフト〔アルミニウム蒸着層12μm/ポリエチレン(PE)15μm/クラフト75g〕を、ポリエチレン系ホットメルト接着剤で貼り合わせて、アルミニウム蒸着層よりなる薄膜層を、フェノール樹脂断熱材の両外側最表面に設けたこと以外は、実施例1と同じ操作を行うことで、フェノール樹脂断熱材を得た。
【0063】
実施例7
フェノール樹脂断熱材の両側最表面に、割布アルミニウム〔アルミニウム箔7μm/ポリエチレン(PE)15μm/割布ポリエチレン(PE)30g〕を、ポリエチレン系ホットメルト接着剤で貼り合わせて、アルミニウム箔よりなる薄膜層を、フェノール樹脂断熱材の両外側に設けたこと以外は、実施例1と同じ操作を行うことで、フェノール樹脂断熱材を得た。
【0064】
実施例8
一般の補強面材としてオリベスト製ガラス混抄紙120g/m2 を使用したこと以外は、実施例1と同じ操作を行うことで、フェノール樹脂断熱材を得た。
【0065】
比較例1
断熱材の芯材に、発泡スチレン樹脂を用いたこと以外は、実施例1と同じ操作を行うことで、断熱材を得た。
【0066】
つぎに、上記実施例1〜8および比較例1で得られた各種断熱材について、下記の2つの性能評価を行った。得られた結果を下記の表1に示した。
【0067】
(高周波溶接)
屋根下地上に、上記実施例1〜8、および比較例1で作製した各種断熱材を、片側に金属薄膜層が形成されている場合は、その金属薄膜層を上面側として敷き、その上からさらに防水シートを張設配置し、シート接合板の配置位置に高周波(30KHz)をかけて、高周波溶接を行った。
【0068】
(ピンホール検査)
つぎに、防水シートに針で孔を開けた後、防水シートの表面側から高電圧を印加して、ピンホール検査を行った。検査器には、サンコー電子社製のTR型ピンホール探知器:ホリスター15を使用した。
【表1】
【0069】
上記表1の結果から明らかなように、本発明の実施例1〜8のフェノール樹脂断熱材によれば、いずれも高周波溶接に問題がなく、溶けるなどの不具合を生じさせることなく行うことができ、優れた断熱性能を有するとともに、難燃性など対して効果的なものであった。また、防水シート工法で要求されるピンホール検査を正確に行うことができるものであった。
【0070】
これに対し、比較例1の断熱材によれば、高周波溶接に問題があり、溶ける不具合を生じるものであった。
【0071】
つぎに、上記実施例1〜8および比較例1で得られた各種断熱材について、下記の2つの性能評価を行った。得られた結果を下記の表2に示した。
【0072】
1)凹み量
上記の各種断熱材の試料の上に、厚み10mm、直径50mmの鉄製円盤を載せ、さらにその上に100Kgの重りを載せ、30秒後に取り外して、残った跡の凹み深さ(凹み量)(mm)を測定した。
【0073】
2)踏抜強度
480mm四方の鉄製ブロックの中央部に幅120mmの凹みを設けた架台に、上記の各種断熱材の480mm四方にカットした断熱材試料(厚み30mm)を載せ、架台の凹みに対応するように、上から幅100mm、長さ270mm、高さ50mmの鉄製ブロックを、500mm/minの速度で押し当て、各断熱材試料が座屈したときの荷重を、踏抜強度(N=ニュートン)として読み取った。
【表2】
【0074】
上記表2の結果から明らかなように、本発明の実施例1〜8のフェノール樹脂断熱材によれば、フェノール樹脂発泡体の表面に、ポリオレフィン系樹脂からなる割繊維不織布層が設けられ、さらにポリオレフィン系樹脂からなる割繊維不織布層を有するフェノール樹脂発泡体の表裏面のうちの少なくとも片面の最表層に、金属箔、または金属もしくは金属酸化物の蒸着層よりなる薄膜層が設けられているものであるから、フェノール樹脂発泡体特有の脆さを軽減し、フェノール樹脂発泡体表面が補強されて、凹み量が非常に少なく、かつ踏抜強度が大きいもので、機械強度に優れており、しかも優れた断熱性能を有するとともに、難燃性などに対して効果的なものであり、比較例1の(難燃性ではない)断熱材同等の、凹み量、踏抜強度、機械強度を有するものであった。
【0075】
つぎに、上記実施例1で得られた本発明のフェノール樹脂断熱材と、比較用の2種類の市販のフェノール樹脂断熱材について、下記の凹み評価試を行った。得られた結果を下記の表3に示した。
【0076】
なお、比較用市販品の1つ(比較用市販品−1)は、商品名「ネオマフォーム」、旭化成建材株式会社製であり、いま1つの比較用市販品(比較用市販品−2)は、商品名「フエノバ・JJ30N」、岡山積水工業株式会社製である。
【0077】
3)凹み評価試験
試験方法
上記の各種フェノール樹脂断熱材のサンプルの上に、直径50mmの鉄製冶具を載せ、さらにその冶具上に、10kgずつ100kgまでの重りを積載した。ついで、積載後に10kgずつ重りの除荷を行い、重りを積載した部分の凹み量について測定を行った。
【0078】
ここで、フェノール樹脂断熱材の試験前の厚さを初期厚さ(mm)として計測しておき、フェノール樹脂断熱材サンプルの冶具上に100kgまでの重りを積載し、積載後に10kgずつ重りの除荷を行ったときに生じた凹み部分の厚さ(mm)を測定し、これらの測定値の差を算出して、変位量(凹み量)とした。
【0079】
なお、この評価試験は、フェノール樹脂断熱材敷設施工時や、施工後のピンホール検査時の歩行を想定(直径50mmは、人間の踵を想定)した自社試験である。得られた結果を下記の表3に示した。
【0080】
また、本発明の実施例1のフェノール樹脂断熱材の凹み評価試験後の斜視図を図1に、同縦断面図を図2に、それぞれ記載した。
【0081】
同図において、本発明の実施例1のフェノール樹脂断熱材では、フェノール樹脂発泡体(1)の表裏面にポリオレフィン系樹脂からなる割繊維不織布(3)が、それぞれ一般の補強面材(2)の外側に位置するように設けられ、さらにポリオレフィン系樹脂からなる割繊維不織布層(3)を有するフェノール樹脂発泡体の表裏面の最表層に、アルミニウムクラフト(アルミニウム箔を含む)を貼り合わせて、アルミニウム箔よりなる薄膜層を(4)が設けられたものである。
【0082】
一方、比較用の2種類の市販のフェノール樹脂断熱材(比較用市販品−1および比較用市販品−2)の凹み評価試験後の斜視図を図3に、同縦断面図を図4に、それぞれ記載した。
【0083】
同図において、比較用の市販の2つのフェノール樹脂断熱材では、フェノール樹脂発泡体(11)の表裏面に、それぞれ一般の補強面材(12)を積層させたものである。
【0084】
なお、比較用の2種類の市販のフェノール樹脂断熱材では、評価試験後の凹み形状は、両方とも略同様であった。
【表3】
【0085】
上記表3の結果、および図1と図2から分かるように、本発明の実施例1によるフェノール樹脂断熱材によれば、フェノール樹脂発泡体(1)の表面に、ポリオレフィン系樹脂からなる割繊維不織布層(3)が設けられ、さらにポリオレフィン系樹脂からなる割繊維不織布層(3)を有するフェノール樹脂発泡体の表裏面の最表層に、アルミニウムクラフト(アルミニウム箔を含む)を貼り合わせて、アルミニウム箔よりなる薄膜層(4)が設けられているものであるから、フェノール樹脂発泡体特有の脆さを軽減し、フェノール樹脂発泡体表面が補強されて、変位量が小さく改善されていて、機械強度に優れており、断熱材の敷設施工中や、施工後のピンホール検査において、作業員が踏んでも、割れたり足跡が残ったりしないものであった。
【0086】
これに対し、上記表3の結果、および図3と図4から分かるように、比較用の市販の2種類のフェノール樹脂断熱材では、かなり顕著な凹み量であった。
【図面の簡単な説明】
【0087】
【図1】本発明の実施例1のフェノール樹脂断熱材試験体(本発明品)について、凹み評価試験後の状態を示す斜視図である。
【図2】同縦断面図である。
【図3】従来のフェノール樹脂断熱材試験体(比較用市販品)について、凹み評価試験後の状態を示す斜視図である。
【図4】同縦断面図である。
【符号の説明】
【0088】
1:フェノール樹脂発泡体
2:一般補強面材
3:ポリオレフィン系樹脂からなる割繊維不織布層
4:アルミニウム箔よりなる薄膜層
【特許請求の範囲】
【請求項1】
フェノール樹脂発泡体の表裏面のうちの少なくとも片面に、ポリオレフィン系樹脂からなる割繊維不織布層が設けられ、さらにポリオレフィン系樹脂からなる割繊維不織布層を有するフェノール樹脂発泡体の表裏面のうちの少なくとも片面の最表層に、金属箔、または金属もしくは金属酸化物の蒸着層よりなる薄膜層が設けられていることを特徴とする、フェノール樹脂断熱材。
【請求項2】
ポリオレフィン系樹脂からなる割繊維不織布の繊度が、500〜1500デシテックス、秤量が、50〜250g/m2 、開口率が、5〜80%であることを特徴とする、請求項1に記載のフェノール樹脂断熱材。
【請求項3】
ポリオレフィン系樹脂からなる割繊維不織布層に、面材が積層されていることを特徴とする、請求項1または2に記載のフェノール樹脂断熱材。
【請求項4】
面材が、ガラスクロス、寒冷紗、織布、不織布、および紙よりなる群の中から選ばれたシート材であることを特徴とする、請求項3に記載のフェノール樹脂断熱材。
【請求項1】
フェノール樹脂発泡体の表裏面のうちの少なくとも片面に、ポリオレフィン系樹脂からなる割繊維不織布層が設けられ、さらにポリオレフィン系樹脂からなる割繊維不織布層を有するフェノール樹脂発泡体の表裏面のうちの少なくとも片面の最表層に、金属箔、または金属もしくは金属酸化物の蒸着層よりなる薄膜層が設けられていることを特徴とする、フェノール樹脂断熱材。
【請求項2】
ポリオレフィン系樹脂からなる割繊維不織布の繊度が、500〜1500デシテックス、秤量が、50〜250g/m2 、開口率が、5〜80%であることを特徴とする、請求項1に記載のフェノール樹脂断熱材。
【請求項3】
ポリオレフィン系樹脂からなる割繊維不織布層に、面材が積層されていることを特徴とする、請求項1または2に記載のフェノール樹脂断熱材。
【請求項4】
面材が、ガラスクロス、寒冷紗、織布、不織布、および紙よりなる群の中から選ばれたシート材であることを特徴とする、請求項3に記載のフェノール樹脂断熱材。
【図1】

【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2010−131848(P2010−131848A)
【公開日】平成22年6月17日(2010.6.17)
【国際特許分類】
【出願番号】特願2008−309672(P2008−309672)
【出願日】平成20年12月4日(2008.12.4)
【出願人】(000002174)積水化学工業株式会社 (5,781)
【Fターム(参考)】
【公開日】平成22年6月17日(2010.6.17)
【国際特許分類】
【出願日】平成20年12月4日(2008.12.4)
【出願人】(000002174)積水化学工業株式会社 (5,781)
【Fターム(参考)】
[ Back to top ]