
フェライト系ステンレス鋼溶接ワイヤ及びその製造方法
【課題】 断線を防止でき、結晶粒子を小さくして、耐割れ性等を改善できるフェライト系ステンレス鋼溶接ワイヤを提供する。
【解決手段】 線材として、C:0.03質量%以下、Si:3質量%以下、Mn:3質量%以下、Ni:2質量%以下、Cr:11〜20質量%、Mo:3質量%以下、Co:1質量%以下、Cu:2質量%以下、Al:0.02〜2.0質量%、Ti:0.2〜1.0質量%、O:0.02質量%以下、N:0.04質量%以下、Nb及びTaの少なくとも1つ:CとNとの合計の質量%の8倍〜1.0質量%を含み残部がFe及び不可避不純物からなる線材を用いる。熱処理を施して線材の結晶粒度を3〜10にする。線材を伸線してフェライト系ステンレス鋼溶接ワイヤを製造する。
【解決手段】 線材として、C:0.03質量%以下、Si:3質量%以下、Mn:3質量%以下、Ni:2質量%以下、Cr:11〜20質量%、Mo:3質量%以下、Co:1質量%以下、Cu:2質量%以下、Al:0.02〜2.0質量%、Ti:0.2〜1.0質量%、O:0.02質量%以下、N:0.04質量%以下、Nb及びTaの少なくとも1つ:CとNとの合計の質量%の8倍〜1.0質量%を含み残部がFe及び不可避不純物からなる線材を用いる。熱処理を施して線材の結晶粒度を3〜10にする。線材を伸線してフェライト系ステンレス鋼溶接ワイヤを製造する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ガスシールドアーク溶接等に用いられるフェライト系ステンレス鋼溶接ワイヤ及びその製造方法に関するものであり、特に、自動車の排気系の溶接に用いられるフェライト系ステンレス鋼溶接ワイヤ及びその製造方法に関するものである。
【背景技術】
【0002】
ガスシールドアーク溶接等に用いられるワイヤとしてフェライト系ステンレス鋼を用いたワイヤが知られている。このようなフェライト系ステンレス鋼は、オーステナイト系ステンレス鋼に比べて安価であり、熱膨張係数が小さいので熱疲労を起こしにくい。また、塩化物環境下における耐割れ性も高い。しかしながら、フェライト系ステンレス鋼を溶接すれば、母材熱影響部はCr等の成分により少量のマルテンサイトを含む場合があるが、大部分はフェライト組織のままである。このようにフェライト系ステンレス鋼はほとんど変態しないので、入熱量が大きくなると溶接金属の結晶が粗大化し、脆弱化する。
【0003】
また、フェライト系ステンレス鋼の母材と同一または類似の溶接ワイヤ(共金溶接材料)で溶接した溶接金属についても母材と同様であり、溶接のままでは粗大化した溶接金属の結晶粒のため、引張強さが低く、シャルピ衝撃試験による靱性も低く、曲げ性も低い。また、耐割れ性も低くなる。引張強さは、溶接後の熱処理により改善できるが、熱処理を行っても、シャルピ衝撃試験による靱性及び曲げ性は低いままである。
【0004】
このため、特開2004−42116号公報(特許文献1)、特開2004−141934号公報(特許文献2)、特許第2500008号公報(特許文献3)や特開2005−971号公報(特許文献4)に示されるように、Al、Ti等を少量添加して、溶接金属の結晶の粗大化を防いで耐割れ性を高めたフェライト系ステンレス鋼溶接ワイヤが提案された。
【0005】
なお、本明細書において、「耐割れ性が高い」ことは、溶接後においてビード(溶接金属)が割れ難いことを意味し、「耐割れ性が低い」ことは、溶接後において溶接金属が割れやすいことを意味する。また、「曲げ性が高い」ことは、溶接金属を曲げても溶接金属が割れ難いことを意味し、曲げ性が低いことは、溶接金属を曲げたときに溶接金属が割れやすいことを意味する。また、「耐食性が高い」ことは、溶接金属が腐食し難いことを意味し、「耐食性が低いこと」は、溶接金属が腐食しやすいことを意味する。更に、「耐酸化性が高い」ことは、溶接金属が酸化し難いことを意味し、「耐酸化性が低い」ことは、溶接金属が酸化しやすいことを意味する。
【特許文献1】特開2004−42116号公報
【特許文献2】特開2004−141934号公報
【特許文献3】特許第2500008号公報
【特許文献4】特開2005−971号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
自動車の排気系の溶接に用いられるフェライト系ステンレス鋼溶接ワイヤにおいては、以下の点が要求されている。
【0007】
(1)ワイヤの断線を防止できて比較的容易に製造できること。
【0008】
(2)溶接金属の耐割れ性が高いこと。
【0009】
(3)溶接金属(溶接後の母材と溶接材とが混合した溶接部分の金属)の結晶粒度が大きく細粒であること。
【0010】
(4)溶接金属の曲げ性が高いこと。
【0011】
(5)溶接金属の高温までの引張り強さが規格(母材)以上であること。
【0012】
(6)溶接金属の耐食性が高いこと。
【0013】
(7)溶接金属の耐酸化性が高いこと。
【0014】
しかしながら、従来のフェライト系ステンレス鋼溶接ワイヤでは、これらの全ての条件を満たすには限界があった。
【0015】
自動車の排気系の溶接は、通常、ロボット等の自動機器により効率よく行われる。そのため、適当な硬度で、均一で滑らかな表面を有するワイヤを用いて、スムーズな供給により安定した溶接を行うこと求められている。
【0016】
本発明の目的は、結晶粒子を小さくして、耐割れ性、曲げ性、高温までの引張り強さ、耐食性、耐酸化性を改善できるフェライト系ステンレス鋼溶接ワイヤを提供することにある。
【0017】
本発明の他の目的は、上記の目的に加えて断線を防止できて比較的容易に製造できるフェライト系ステンレス鋼溶接ワイヤ及びその製造方法を提供することにある。
【課題を解決するための手段】
【0018】
本発明のフェライト系ステンレス鋼溶接ワイヤは、C:0.03質量%以下、Si:3質量%以下、Mn:3質量%以下、Ni:2質量%以下、Cr:11〜20質量%、Mo:3質量%以下、Co:1質量%以下、Cu:2質量%以下、Al:0.02〜2.0質量%、Ti:0.2〜1.0質量%、O:0.02質量%以下、N:0.04質量%以下、Nb及びTaの少なくとも1つ:(CとNとの合計の質量%の8倍)〜1.0質量%を含み残部がFe及び不可避不純物からなる。
【0019】
本発明のフェライト系ステンレス鋼溶接ワイヤでは、溶接金属の結晶粒度を大きくして結晶を細粒化して、耐割れ性、曲げ性、高温までの引張り強さ、耐食性、耐酸化性を改善できる。なお、結晶粒度とは、JIS-G-0552の鋼のフェライト結晶粒度試験方法6.1項の比較法に準じて行った粒度番号(G)である。この粒度番号(G)は、断面積1mm2あたりの結晶の数をmとしたときのm=8×2Gで表される指標である。一般に溶接金属は、アーク等の熱源により溶接ワイヤと母材(被溶接材)との一部が溶融し短時間に凝固するいわゆる鋳造組織であって、この結晶粒度は、ワイヤの組成によって調整される。
【0020】
特に本発明では、Al、Tiを適量加えることにより、従来のワイヤに比べて結晶を効果的に細粒化することができる。また、Nb及びTaの少なくとも1つを適量加えることにより、耐食性を高めることができる。
【0021】
以下に、各組成の作用及び含有量の限定理由について説明する。
【0022】
Cは、オーステナイト生成元素であり、溶接金属の強度を高めることができる。しかしながら、含有量が0.03質量%を上回ると、溶接金属の耐食性が低下し、溶接後の冷却過程でマルテンサイトが形成され溶接割れが発生しやすくなる。
【0023】
Si及びMnは、脱酸作用がある。しかしながら、Siの含有量を高めると、溶接金属の靭性が低下して延性が悪くなる。また、Mnの含有量を高めると加工性が低下し、溶接金属の耐酸化性が低下する。そこで、含有量をいずれも3質量%以下とした。
【0024】
Niは、オーステナイト生成元素で溶接金属の延性、靭性、曲げ性を高める。しかしながら、含有量を高めると溶接金属の耐割れ性が低下する。そこで、含有量を2質量%以下とした。
【0025】
Crは、フェライト生成元素であり、高温強度、耐食性、耐酸化性を高める。しかしながら、11質量%を下回ると十分な効果が得られない。また、20質量%を上回ると、硬化して製造し難くなる。
【0026】
Moは、フェライト生成元素であり、高温強度、耐食性を高める。しかしながら、含有量が3質量%を上回ると溶接金属の靭性、曲げ性が低下する。
【0027】
Coは、高温で引張り強さや耐酸化性等の高温特性を高めるが、コスト面も考慮して1質量%以下とした。
【0028】
Cuは、溶接金属の湯流れを良くし、良好なビードを形成する。また、少量の添加では、耐割れ性、靭性、曲げ性を高めるが、含有量が2質量%を上回ると、逆に低下する。
【0029】
Al及びTiは、脱酸剤であり、Alは溶接過程でN,Oと窒化物、酸化物を形成し、TiはN,Cと窒化物、酸化物を形成し、これらが核となり、等軸晶の細粒の組織が得られる。また、Tiの炭化物は、Crの炭化物よりも形成されやすいので、Crの低下による耐食性の低下防止を図ることができる。Al及びTiの含有量が0.02質量%、0.2質量%を下回るとこれらの効果を得ることができない。また、2.0質量%、1.0質量%を上回るとワイヤの製造時に断線が生じやすくなる。また、溶接後にこれらの窒化物、酸化物がスラグ化し、ビードの外観が悪くなる。そこで、Alの含有量を0.02〜2.0質量%とし、Tiの含有量を0.2〜1.0質量%とした。
【0030】
Oは、ワイヤの製造過程において、ある程度の量が含まれてしまう。しかしながら、含有量が高くなると、過剰な酸化物が形成されて靭性、曲げ性が低下する。そこで、Oの含有量は0.02質量%以下に抑える必要がある。
【0031】
Nは、オーステナイト生成元素である。前述のようにAl、Tiと窒化物を生成し、溶接金属が凝固後の冷却過程でこれらが核となり、等軸晶の細粒の組織が得られる。しかしながら、含有量が0.04質量%を上回ると、溶接金属の耐割れ性、靭性、曲げ性が低下する。
【0032】
Nb及びTaは、周期律表のVa族の元素であり性質が似ている。これらは、いずれも炭窒化物生成元素であり、耐食性を低下させるCr炭化物の析出を抑制する効果がある。この効果はNb及びTaの少なくとも1つがCとNとの合計の質量%の8倍を下回ると得ることができない。例えば、Cが0.01質量%であり、Nが0.005質量%の場合、(0.01質量%+0.005)×8=0.12質量%を下回ると効果を得ることができない。また、Nb及びTaの少なくとも1つの含有量が1.0質量%を上回ると溶接金属の耐割れ性、靭性、曲げ性が低下し、ワイヤの製造時に断線が生じやすくなる。
【0033】
本発明のワイヤでは、P:0.04質量%以下、S:0.02質量%以下、V:0.5質量%以下、W:0.5質量%以下、Zr:0.02質量%以下、B:0.02質量%以下、Ca:0.005質量%以下、Mg:0.005質量%以下の内、少なくとも1つを更に含有することができる。
【0034】
P及びSは、含有量が高くなると、溶接金属の耐割れ性、靭性が低下し、曲げ性が低くなる。P及びSが不純物として含有される場合は、Pの含有量を0.04質量%以下とし、Sの含有量を0.02質量%以下とする必要がある。Vは炭化物生成元素で耐食性を低下させるCr炭化物の析出を抑制する効果があるが、0.5質量%を上回ると溶接アークが不安定になる。Wは、高温強度及び耐食性を高めるが、0.5質量%を上回ると溶接金属の靭性、曲げ性が低下する。Zr、B、Ca、Mgは脱酸作用及び金属加工性が向上するが、0.02質量%、0.02質量%、0.005質量%、0.005質量%をそれぞれ上回ると溶接アークが不安定になる。
【0035】
このように本発明のワイヤは、自動車の排気系の溶接に要求される点を満たすので、自動車排気系統用溶接ワイヤとして用いると高い効果を得ることができる。
【0036】
通常、フェライト系ステンレス鋼溶接ワイヤは、線材に熱処理を施し、その後に主ダイス等により所定の線径まで伸線されて製造される。この製造方法では、前述の成分の線材を用い、熱処理を施して線材の結晶粒度を3〜10にするのが好ましい。このような範囲であると伸線工程での断線を防ぐことができる。線材の結晶粒度が3を下回って結晶が大きくなると、粗大化した結晶粒のため、その後の伸線工程で断線が生じる。フェライト系ステンレス鋼は、冷間圧延等の機械的方法以外では細粒化できないので、実質的にワイヤ製造はできなくなる。また、10を上回って結晶が小さくなっても、伸線工程で断線が生じやすくなる。この場合、再度熱処理を行うことにより伸線は可能であるが、工数が増えてワイヤの製造が煩雑になる。なお、ここでいう線材の結晶粒度は、前述したJIS-G-0552の鋼のフェライト結晶粒度試験方法6.1項の比較法に準じて行った粒度番号(G)である。また、線材の結晶粒度は、前述した溶接金属の結晶粒度とは関連性を有するものではない。線材の結晶粒度は線材に施す熱処理による影響が大きく、溶接金属の結晶粒度は前述したようにワイヤの組成による影響が大きい。
【0037】
線材の結晶粒度を3〜10にするには、本発明の組成の場合は、例えば、1000℃±100℃で加熱後急冷する熱処理を施せばよい。
【0038】
通常、フェライト系ステンレス鋼溶接ワイヤは、線径2〜10mmの線材に熱処理を施し、その後に線径0.6〜2mmにまで伸線する場合が多い。この場合、線材として、C:0.03質量%以下、Si:3質量%以下、Mn:3質量%以下、Ni:2質量%以下、Cr:11〜20質量%、Mo:3質量%以下、Co:1質量%以下、Cu:2質量%以下、Al:0.02〜2.0質量%、Ti:0.2〜1.0質量%、O:0.02質量%以下、N:0.04質量%以下、Nb及びTaの少なくとも1つ:(CとNとの合計の質量%の8倍)〜1.0質量%を含み残部がFe及び不可避不純物からなる線材を用い、熱処理を施して線材の結晶粒度を3〜10にすればよい。このようにすれば、伸線工程で断線を防ぐことができ、耐割れ性等を改善できるフェライト系ステンレス鋼溶接ワイヤを得ることができる。
【発明の効果】
【0039】
本発明によれば、耐割れ性、曲げ性、高温までの引張り強さ、耐食性、耐酸化性を改善できるフェライト系ステンレス鋼溶接ワイヤを得ることができる。特に自動車の排気系の溶接に要求される点を満たすので、自動車排気系統用溶接ワイヤとして用いると高い効果を得ることができる。
【発明を実施するための最良の形態】
【0040】
本発明の効果を確認するために、各種の組成のフェライト系ステンレス鋼溶接ワイヤからなるソリッドワイヤを作り、試験を行った。まず、表1に示すような本発明の実施例1〜10及び比較例1〜25の組成により線径5.1〜5.5mmの線材を作った。なお、Nb及びTaの少なくとも1つの欄(Nb,Ta)には、参考として下限値(CとNとの合計の質量%の8倍)も併せて記載している。
【表1】

【0041】
次に各線材に条件の異なる2つの熱処理1及び2をそれぞれ施した。熱処理1は、1000℃±100℃で加熱後急冷する熱処理であり、熱処理2は、800℃±100℃で加熱後徐冷する熱処理である。そして、これらの熱処理後の結晶粒度と、熱処理後に各線材を10〜12ダイスにより線径1.2mmに伸線してワイヤを製造した際の断線状況とを調べた。表2は、その結果を示している。なお、JIS-G-0552では、粒度番号は、−3〜10の範囲で規定されているが、本例では、−3〜10の範囲を超えて記載している。
【表2】
【0042】
表2における断線状況の判定は、線材の結晶粒度が3を超えている場合は、◎:1回も断線しないもの、○:1回断線したもの、△:2回以上断線したもの、×:断線が多発したものとした。また、線材の結晶粒度が3以下の場合は、◎:1回も断線しないもの、○:1回断線したもの、×:粗大化した結晶粒のため断線し、その後の伸線ができないものとした。
【0043】
表2より、本発明の実施例1〜10の線材は、1000℃±100℃で加熱後急冷する熱処理1を行って結晶粒度を3〜10にすると、伸線工程での断線を防ぐことができるのが分かる。
【0044】
次に熱処理2を施した実施例1〜10及び比較例1〜25の組成のワイヤを用いて、耐割れ性試験、溶接金属の結晶粒度の測定、曲げ試験、引張り試験、耐食性試験、耐酸化性試験を行った。表3はその測定結果を示している。
【表3】
【0045】
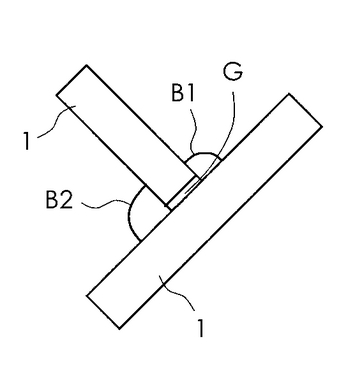
耐割れ性試験は、JIS-Z-3153のT形溶接割れ試験方法に準拠して行った。具体的には、図1に示すように、厚み19mm×長さ150mm×幅80mmの2枚のSUS430のステンレス板1を1mmのギャップGを隔てた状態でT型に配置し、試験ビードB1と拘束ビードB2とを形成するように、2枚のステンレス板1に跨って各ワイヤでガスシールドアーク溶接を行った。具体的には、まず、230Aの電流及び25Vの電圧により、Ar+20%CO2のシールドガスを20l/minの流速で流して、30cm/minの溶接速度で拘束ビードB2を形成した。次に、230Aの電流及び25Vの電圧により、Ar+20%CO2のシールドガスを20l/minの流速で流して、60cm/minと80cm/minの2つの溶接速度で試験ビードB1を形成した。そして、クレータ部を除く試験ビードB1の表面の割れ率[(割れ長さ/ビード長さ)×100]を求めて判定を行った。判定は、○:割れ率0%、△:割れ率0%を上回り30%を下回る、×:割れ率30%以上とした。
【0046】
表3より、実施例1〜10のワイヤを用いると、比較例4,5,7,9〜11,17,18,20,21,23,25のワイヤを用いた場合に比べて溶接金属の割れ率を低くできるのが分かる。
【0047】
溶接金属の結晶粒度は、JIS-G-0552の鋼のフェライト結晶粒度測定試験方法に準拠して行った。結晶粒度3以上が細粒と認められる。なお、ここでいう溶接金属の結晶粒度は、表2に示す線材の結晶粒度とは関連するものではない。溶接金属の結晶粒度はワイヤの組成により大きく影響してその値が決定し、線材の結晶粒度は線材に施す熱処理により大きく影響してその値が決定する。
【0048】
表3より、実施例1〜10のワイヤを用いた場合は、全て結晶粒度が3以上の細粒であったのに対して、比較例1〜5,7〜11,14〜25のワイヤを用いた場合は、結晶粒度が3を下回っているのが分かる。
【0049】
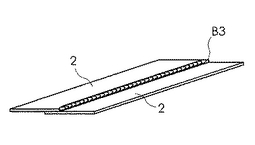
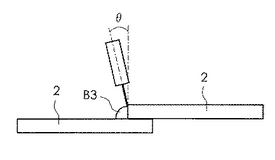
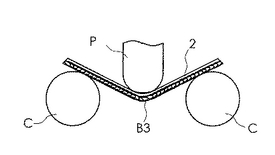
曲げ試験は、厚み1.5mm×長さ150mm×幅50mmの2枚のSUS429Mod.のステンレス板2を図2に示すように幅方向の端部を重ねて配置し、図3に示すようにトーチ角度θを10°にしてビードB3を形成するように、2枚のステンレス板2に跨って各ワイヤでガスシールドアーク溶接を行った。具体的には、150Aの電流及び24Vの電圧により、Ar+20%CO2のシールドガスを20l/minの流速で流して、80cm/minの溶接速度で行った。そして、図4に示すように、ビードB3が100mmのピッチで配置された径寸法32mmの2つの円柱C側に位置し、長さ方向の両端が2つの円柱Cに当接するように2枚のステンレス板2を配置した。そして、ビードB3の長手方向と直交する方向から先端が13.5mmの径寸法で湾曲するプレスPを用いて20mm、40mm、60mmの3つの押し込み量で2枚の溶接されたステンレス板2を押し込んで曲げた。そして、染色浸透探傷試験によりビードB3の表面割れを調べて判定した。判定は、○:割れなし、△:長さ1mm以下の割れが2個以下、×:長さ1mm以上の割れまたは割れが3個以上とした。
【0050】
表3より、実施例1〜10のワイヤを用いると、比較例1,4,5,7,8,11,14〜25のワイヤを用いた場合に比べて曲げによる割れ発生を低くできる(曲げ性を高くできる)のが分かる。
【0051】
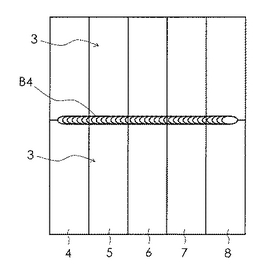
引張り試験、耐食性試験、耐酸化性試験は、図5に示すように、厚み1.5mm×長さ250mm×幅150mmの2枚のSUS429Mod.のステンレス板3が幅方向の端部が10mmで異なるように配置し、ビードB4を形成するように、2枚のステンレス板3に跨ってガスシールドアーク溶接を行った。具体的には、前述の曲げ試験と同様に、150Aの電流及び24Vの電圧により、Ar+20%CO2のシールドガスを20l/minの流速で流して、80cm/minの溶接速度で行った。そして、2枚のステンレス板3を切断片4〜8を形成するように5等分し、中心の3つの切断片5〜7を引張り試験、耐食性試験、耐酸化性試験に用いた。なお、両端の切断片4,8は廃棄した。
【0052】
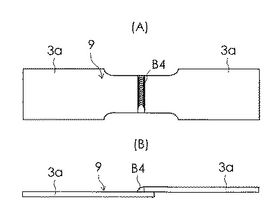
引張り試験では、図6(A),(B)に示すように、切断片5の中央部の寸法が長さ40mm、幅40mmになるようにくびれを形成して試験片9を形成した。そして、試験片9を室温(RT)、700℃、900℃において両端から引張って試験片9が切断された際の単位面積あたりの力(Mpa)を測定した。表3において*印を記した比較例6,14,15,23のワイヤを用いた試験片では溶接熱影響部から溶接金属(ビードB4)の部分が切断され、それ以外の試験片では母材3aが切断された。なお、溶接金属の部分が切断されたものも母材3aが切断されたものも、切断部の断面積は、母材3aの断面積から求めた。
【0053】
表3より、実施例1〜10のワイヤを用いた場合は、全て母材3aで切断されたのに対して、比較例6,14,15,23のワイヤを用いた場合は溶接金属(ビードB4)で切断されるのが分かる。
【0054】
耐食性試験は、JIS-G-0571のステンレス鋼のしゅう酸エッチング試験方法に準拠して行った。具体的には、切断片6を溶接金属(ビードB4)以外の部分(母材)にマスキングを施して10%シュウ酸溶液中に浸漬して、一定電流密度で通電を行って判定した。判定は、○:溝状組織が認められないもの、△:部分的に溝状組織が認められるもの、×:全ての結晶粒界に溝状組織が認められるものとした。
【0055】
表3より、実施例1〜10のワイヤを用いると、比較例1,2,6〜8,11〜16,18,19,22,24のワイヤを用いた場合に比べて耐食性を高くできるのが分かる。
【0056】
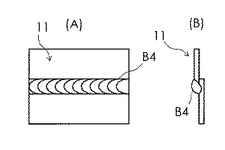
耐酸化性試験は、図7(A),(B)に示すように、切断片7の中央部分を長さ40mm、幅30mmに切り出して試験片11を形成した。そして、試験片11を大気中において900℃で48時間加熱して単位面積あたりの酸化による増量(g/cm2)を測定した。酸化増量1g/cm2以下が良好である。
【0057】
表3より、実施例1〜10のワイヤを用いた場合はいずれも良好で、耐酸化性が高いのに対して、比較例6,14,15,23のワイヤを用いた場合は、酸化増量が1g/cm2を超えて耐酸化性が低下するのが分かる。
【0058】
以上のように、表3全体より、本発明の実施例1〜10のワイヤを用いた場合は、溶接金属の結晶粒度を大きくして結晶を細粒化して、耐割れ性、曲げ性、高温までの引張り強さ、耐食性、耐酸化性を改善できるのが分かる。
【0059】
表4は熱処理1を施した実施例1〜10の組成のワイヤを用いた場合の耐割れ性試験、溶接金属の結晶粒度の測定、曲げ試験、引張り試験、耐食性試験、耐酸化性試験の結果を示している。
【表4】
【0060】
表4より熱処理1を施した場合でも、実施例1〜10の組成のワイヤは表3と同様の性能を得られるのが分かる。
【図面の簡単な説明】
【0061】
【図1】耐割れ性試験に用いるステンレス板の溶接された状態の側面図である。
【図2】曲げ試験に用いるステンレス板の溶接された状態の斜視図である。
【図3】曲げ試験に用いるステンレス板を溶接する態様の図である。
【図4】溶接されたステンレス板に曲げ試験を行う態様の図である。
【図5】引張り試験、耐食性試験、耐酸化性試験に用いるステンレス板の溶接された状態の平面図である。
【図6】(A)及び(b)は、引張り試験に用いる試験片の平面図及び側面図である。
【図7】(A)及び(b)は、耐酸化性試験に用いる試験片の平面図及び側面図である。
【符号の説明】
【0062】
1,2,3 ステンレス板
4〜8 切断片
【技術分野】
【0001】
本発明は、ガスシールドアーク溶接等に用いられるフェライト系ステンレス鋼溶接ワイヤ及びその製造方法に関するものであり、特に、自動車の排気系の溶接に用いられるフェライト系ステンレス鋼溶接ワイヤ及びその製造方法に関するものである。
【背景技術】
【0002】
ガスシールドアーク溶接等に用いられるワイヤとしてフェライト系ステンレス鋼を用いたワイヤが知られている。このようなフェライト系ステンレス鋼は、オーステナイト系ステンレス鋼に比べて安価であり、熱膨張係数が小さいので熱疲労を起こしにくい。また、塩化物環境下における耐割れ性も高い。しかしながら、フェライト系ステンレス鋼を溶接すれば、母材熱影響部はCr等の成分により少量のマルテンサイトを含む場合があるが、大部分はフェライト組織のままである。このようにフェライト系ステンレス鋼はほとんど変態しないので、入熱量が大きくなると溶接金属の結晶が粗大化し、脆弱化する。
【0003】
また、フェライト系ステンレス鋼の母材と同一または類似の溶接ワイヤ(共金溶接材料)で溶接した溶接金属についても母材と同様であり、溶接のままでは粗大化した溶接金属の結晶粒のため、引張強さが低く、シャルピ衝撃試験による靱性も低く、曲げ性も低い。また、耐割れ性も低くなる。引張強さは、溶接後の熱処理により改善できるが、熱処理を行っても、シャルピ衝撃試験による靱性及び曲げ性は低いままである。
【0004】
このため、特開2004−42116号公報(特許文献1)、特開2004−141934号公報(特許文献2)、特許第2500008号公報(特許文献3)や特開2005−971号公報(特許文献4)に示されるように、Al、Ti等を少量添加して、溶接金属の結晶の粗大化を防いで耐割れ性を高めたフェライト系ステンレス鋼溶接ワイヤが提案された。
【0005】
なお、本明細書において、「耐割れ性が高い」ことは、溶接後においてビード(溶接金属)が割れ難いことを意味し、「耐割れ性が低い」ことは、溶接後において溶接金属が割れやすいことを意味する。また、「曲げ性が高い」ことは、溶接金属を曲げても溶接金属が割れ難いことを意味し、曲げ性が低いことは、溶接金属を曲げたときに溶接金属が割れやすいことを意味する。また、「耐食性が高い」ことは、溶接金属が腐食し難いことを意味し、「耐食性が低いこと」は、溶接金属が腐食しやすいことを意味する。更に、「耐酸化性が高い」ことは、溶接金属が酸化し難いことを意味し、「耐酸化性が低い」ことは、溶接金属が酸化しやすいことを意味する。
【特許文献1】特開2004−42116号公報
【特許文献2】特開2004−141934号公報
【特許文献3】特許第2500008号公報
【特許文献4】特開2005−971号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
自動車の排気系の溶接に用いられるフェライト系ステンレス鋼溶接ワイヤにおいては、以下の点が要求されている。
【0007】
(1)ワイヤの断線を防止できて比較的容易に製造できること。
【0008】
(2)溶接金属の耐割れ性が高いこと。
【0009】
(3)溶接金属(溶接後の母材と溶接材とが混合した溶接部分の金属)の結晶粒度が大きく細粒であること。
【0010】
(4)溶接金属の曲げ性が高いこと。
【0011】
(5)溶接金属の高温までの引張り強さが規格(母材)以上であること。
【0012】
(6)溶接金属の耐食性が高いこと。
【0013】
(7)溶接金属の耐酸化性が高いこと。
【0014】
しかしながら、従来のフェライト系ステンレス鋼溶接ワイヤでは、これらの全ての条件を満たすには限界があった。
【0015】
自動車の排気系の溶接は、通常、ロボット等の自動機器により効率よく行われる。そのため、適当な硬度で、均一で滑らかな表面を有するワイヤを用いて、スムーズな供給により安定した溶接を行うこと求められている。
【0016】
本発明の目的は、結晶粒子を小さくして、耐割れ性、曲げ性、高温までの引張り強さ、耐食性、耐酸化性を改善できるフェライト系ステンレス鋼溶接ワイヤを提供することにある。
【0017】
本発明の他の目的は、上記の目的に加えて断線を防止できて比較的容易に製造できるフェライト系ステンレス鋼溶接ワイヤ及びその製造方法を提供することにある。
【課題を解決するための手段】
【0018】
本発明のフェライト系ステンレス鋼溶接ワイヤは、C:0.03質量%以下、Si:3質量%以下、Mn:3質量%以下、Ni:2質量%以下、Cr:11〜20質量%、Mo:3質量%以下、Co:1質量%以下、Cu:2質量%以下、Al:0.02〜2.0質量%、Ti:0.2〜1.0質量%、O:0.02質量%以下、N:0.04質量%以下、Nb及びTaの少なくとも1つ:(CとNとの合計の質量%の8倍)〜1.0質量%を含み残部がFe及び不可避不純物からなる。
【0019】
本発明のフェライト系ステンレス鋼溶接ワイヤでは、溶接金属の結晶粒度を大きくして結晶を細粒化して、耐割れ性、曲げ性、高温までの引張り強さ、耐食性、耐酸化性を改善できる。なお、結晶粒度とは、JIS-G-0552の鋼のフェライト結晶粒度試験方法6.1項の比較法に準じて行った粒度番号(G)である。この粒度番号(G)は、断面積1mm2あたりの結晶の数をmとしたときのm=8×2Gで表される指標である。一般に溶接金属は、アーク等の熱源により溶接ワイヤと母材(被溶接材)との一部が溶融し短時間に凝固するいわゆる鋳造組織であって、この結晶粒度は、ワイヤの組成によって調整される。
【0020】
特に本発明では、Al、Tiを適量加えることにより、従来のワイヤに比べて結晶を効果的に細粒化することができる。また、Nb及びTaの少なくとも1つを適量加えることにより、耐食性を高めることができる。
【0021】
以下に、各組成の作用及び含有量の限定理由について説明する。
【0022】
Cは、オーステナイト生成元素であり、溶接金属の強度を高めることができる。しかしながら、含有量が0.03質量%を上回ると、溶接金属の耐食性が低下し、溶接後の冷却過程でマルテンサイトが形成され溶接割れが発生しやすくなる。
【0023】
Si及びMnは、脱酸作用がある。しかしながら、Siの含有量を高めると、溶接金属の靭性が低下して延性が悪くなる。また、Mnの含有量を高めると加工性が低下し、溶接金属の耐酸化性が低下する。そこで、含有量をいずれも3質量%以下とした。
【0024】
Niは、オーステナイト生成元素で溶接金属の延性、靭性、曲げ性を高める。しかしながら、含有量を高めると溶接金属の耐割れ性が低下する。そこで、含有量を2質量%以下とした。
【0025】
Crは、フェライト生成元素であり、高温強度、耐食性、耐酸化性を高める。しかしながら、11質量%を下回ると十分な効果が得られない。また、20質量%を上回ると、硬化して製造し難くなる。
【0026】
Moは、フェライト生成元素であり、高温強度、耐食性を高める。しかしながら、含有量が3質量%を上回ると溶接金属の靭性、曲げ性が低下する。
【0027】
Coは、高温で引張り強さや耐酸化性等の高温特性を高めるが、コスト面も考慮して1質量%以下とした。
【0028】
Cuは、溶接金属の湯流れを良くし、良好なビードを形成する。また、少量の添加では、耐割れ性、靭性、曲げ性を高めるが、含有量が2質量%を上回ると、逆に低下する。
【0029】
Al及びTiは、脱酸剤であり、Alは溶接過程でN,Oと窒化物、酸化物を形成し、TiはN,Cと窒化物、酸化物を形成し、これらが核となり、等軸晶の細粒の組織が得られる。また、Tiの炭化物は、Crの炭化物よりも形成されやすいので、Crの低下による耐食性の低下防止を図ることができる。Al及びTiの含有量が0.02質量%、0.2質量%を下回るとこれらの効果を得ることができない。また、2.0質量%、1.0質量%を上回るとワイヤの製造時に断線が生じやすくなる。また、溶接後にこれらの窒化物、酸化物がスラグ化し、ビードの外観が悪くなる。そこで、Alの含有量を0.02〜2.0質量%とし、Tiの含有量を0.2〜1.0質量%とした。
【0030】
Oは、ワイヤの製造過程において、ある程度の量が含まれてしまう。しかしながら、含有量が高くなると、過剰な酸化物が形成されて靭性、曲げ性が低下する。そこで、Oの含有量は0.02質量%以下に抑える必要がある。
【0031】
Nは、オーステナイト生成元素である。前述のようにAl、Tiと窒化物を生成し、溶接金属が凝固後の冷却過程でこれらが核となり、等軸晶の細粒の組織が得られる。しかしながら、含有量が0.04質量%を上回ると、溶接金属の耐割れ性、靭性、曲げ性が低下する。
【0032】
Nb及びTaは、周期律表のVa族の元素であり性質が似ている。これらは、いずれも炭窒化物生成元素であり、耐食性を低下させるCr炭化物の析出を抑制する効果がある。この効果はNb及びTaの少なくとも1つがCとNとの合計の質量%の8倍を下回ると得ることができない。例えば、Cが0.01質量%であり、Nが0.005質量%の場合、(0.01質量%+0.005)×8=0.12質量%を下回ると効果を得ることができない。また、Nb及びTaの少なくとも1つの含有量が1.0質量%を上回ると溶接金属の耐割れ性、靭性、曲げ性が低下し、ワイヤの製造時に断線が生じやすくなる。
【0033】
本発明のワイヤでは、P:0.04質量%以下、S:0.02質量%以下、V:0.5質量%以下、W:0.5質量%以下、Zr:0.02質量%以下、B:0.02質量%以下、Ca:0.005質量%以下、Mg:0.005質量%以下の内、少なくとも1つを更に含有することができる。
【0034】
P及びSは、含有量が高くなると、溶接金属の耐割れ性、靭性が低下し、曲げ性が低くなる。P及びSが不純物として含有される場合は、Pの含有量を0.04質量%以下とし、Sの含有量を0.02質量%以下とする必要がある。Vは炭化物生成元素で耐食性を低下させるCr炭化物の析出を抑制する効果があるが、0.5質量%を上回ると溶接アークが不安定になる。Wは、高温強度及び耐食性を高めるが、0.5質量%を上回ると溶接金属の靭性、曲げ性が低下する。Zr、B、Ca、Mgは脱酸作用及び金属加工性が向上するが、0.02質量%、0.02質量%、0.005質量%、0.005質量%をそれぞれ上回ると溶接アークが不安定になる。
【0035】
このように本発明のワイヤは、自動車の排気系の溶接に要求される点を満たすので、自動車排気系統用溶接ワイヤとして用いると高い効果を得ることができる。
【0036】
通常、フェライト系ステンレス鋼溶接ワイヤは、線材に熱処理を施し、その後に主ダイス等により所定の線径まで伸線されて製造される。この製造方法では、前述の成分の線材を用い、熱処理を施して線材の結晶粒度を3〜10にするのが好ましい。このような範囲であると伸線工程での断線を防ぐことができる。線材の結晶粒度が3を下回って結晶が大きくなると、粗大化した結晶粒のため、その後の伸線工程で断線が生じる。フェライト系ステンレス鋼は、冷間圧延等の機械的方法以外では細粒化できないので、実質的にワイヤ製造はできなくなる。また、10を上回って結晶が小さくなっても、伸線工程で断線が生じやすくなる。この場合、再度熱処理を行うことにより伸線は可能であるが、工数が増えてワイヤの製造が煩雑になる。なお、ここでいう線材の結晶粒度は、前述したJIS-G-0552の鋼のフェライト結晶粒度試験方法6.1項の比較法に準じて行った粒度番号(G)である。また、線材の結晶粒度は、前述した溶接金属の結晶粒度とは関連性を有するものではない。線材の結晶粒度は線材に施す熱処理による影響が大きく、溶接金属の結晶粒度は前述したようにワイヤの組成による影響が大きい。
【0037】
線材の結晶粒度を3〜10にするには、本発明の組成の場合は、例えば、1000℃±100℃で加熱後急冷する熱処理を施せばよい。
【0038】
通常、フェライト系ステンレス鋼溶接ワイヤは、線径2〜10mmの線材に熱処理を施し、その後に線径0.6〜2mmにまで伸線する場合が多い。この場合、線材として、C:0.03質量%以下、Si:3質量%以下、Mn:3質量%以下、Ni:2質量%以下、Cr:11〜20質量%、Mo:3質量%以下、Co:1質量%以下、Cu:2質量%以下、Al:0.02〜2.0質量%、Ti:0.2〜1.0質量%、O:0.02質量%以下、N:0.04質量%以下、Nb及びTaの少なくとも1つ:(CとNとの合計の質量%の8倍)〜1.0質量%を含み残部がFe及び不可避不純物からなる線材を用い、熱処理を施して線材の結晶粒度を3〜10にすればよい。このようにすれば、伸線工程で断線を防ぐことができ、耐割れ性等を改善できるフェライト系ステンレス鋼溶接ワイヤを得ることができる。
【発明の効果】
【0039】
本発明によれば、耐割れ性、曲げ性、高温までの引張り強さ、耐食性、耐酸化性を改善できるフェライト系ステンレス鋼溶接ワイヤを得ることができる。特に自動車の排気系の溶接に要求される点を満たすので、自動車排気系統用溶接ワイヤとして用いると高い効果を得ることができる。
【発明を実施するための最良の形態】
【0040】
本発明の効果を確認するために、各種の組成のフェライト系ステンレス鋼溶接ワイヤからなるソリッドワイヤを作り、試験を行った。まず、表1に示すような本発明の実施例1〜10及び比較例1〜25の組成により線径5.1〜5.5mmの線材を作った。なお、Nb及びTaの少なくとも1つの欄(Nb,Ta)には、参考として下限値(CとNとの合計の質量%の8倍)も併せて記載している。
【表1】
【0041】
次に各線材に条件の異なる2つの熱処理1及び2をそれぞれ施した。熱処理1は、1000℃±100℃で加熱後急冷する熱処理であり、熱処理2は、800℃±100℃で加熱後徐冷する熱処理である。そして、これらの熱処理後の結晶粒度と、熱処理後に各線材を10〜12ダイスにより線径1.2mmに伸線してワイヤを製造した際の断線状況とを調べた。表2は、その結果を示している。なお、JIS-G-0552では、粒度番号は、−3〜10の範囲で規定されているが、本例では、−3〜10の範囲を超えて記載している。
【表2】
【0042】
表2における断線状況の判定は、線材の結晶粒度が3を超えている場合は、◎:1回も断線しないもの、○:1回断線したもの、△:2回以上断線したもの、×:断線が多発したものとした。また、線材の結晶粒度が3以下の場合は、◎:1回も断線しないもの、○:1回断線したもの、×:粗大化した結晶粒のため断線し、その後の伸線ができないものとした。
【0043】
表2より、本発明の実施例1〜10の線材は、1000℃±100℃で加熱後急冷する熱処理1を行って結晶粒度を3〜10にすると、伸線工程での断線を防ぐことができるのが分かる。
【0044】
次に熱処理2を施した実施例1〜10及び比較例1〜25の組成のワイヤを用いて、耐割れ性試験、溶接金属の結晶粒度の測定、曲げ試験、引張り試験、耐食性試験、耐酸化性試験を行った。表3はその測定結果を示している。
【表3】
【0045】
耐割れ性試験は、JIS-Z-3153のT形溶接割れ試験方法に準拠して行った。具体的には、図1に示すように、厚み19mm×長さ150mm×幅80mmの2枚のSUS430のステンレス板1を1mmのギャップGを隔てた状態でT型に配置し、試験ビードB1と拘束ビードB2とを形成するように、2枚のステンレス板1に跨って各ワイヤでガスシールドアーク溶接を行った。具体的には、まず、230Aの電流及び25Vの電圧により、Ar+20%CO2のシールドガスを20l/minの流速で流して、30cm/minの溶接速度で拘束ビードB2を形成した。次に、230Aの電流及び25Vの電圧により、Ar+20%CO2のシールドガスを20l/minの流速で流して、60cm/minと80cm/minの2つの溶接速度で試験ビードB1を形成した。そして、クレータ部を除く試験ビードB1の表面の割れ率[(割れ長さ/ビード長さ)×100]を求めて判定を行った。判定は、○:割れ率0%、△:割れ率0%を上回り30%を下回る、×:割れ率30%以上とした。
【0046】
表3より、実施例1〜10のワイヤを用いると、比較例4,5,7,9〜11,17,18,20,21,23,25のワイヤを用いた場合に比べて溶接金属の割れ率を低くできるのが分かる。
【0047】
溶接金属の結晶粒度は、JIS-G-0552の鋼のフェライト結晶粒度測定試験方法に準拠して行った。結晶粒度3以上が細粒と認められる。なお、ここでいう溶接金属の結晶粒度は、表2に示す線材の結晶粒度とは関連するものではない。溶接金属の結晶粒度はワイヤの組成により大きく影響してその値が決定し、線材の結晶粒度は線材に施す熱処理により大きく影響してその値が決定する。
【0048】
表3より、実施例1〜10のワイヤを用いた場合は、全て結晶粒度が3以上の細粒であったのに対して、比較例1〜5,7〜11,14〜25のワイヤを用いた場合は、結晶粒度が3を下回っているのが分かる。
【0049】
曲げ試験は、厚み1.5mm×長さ150mm×幅50mmの2枚のSUS429Mod.のステンレス板2を図2に示すように幅方向の端部を重ねて配置し、図3に示すようにトーチ角度θを10°にしてビードB3を形成するように、2枚のステンレス板2に跨って各ワイヤでガスシールドアーク溶接を行った。具体的には、150Aの電流及び24Vの電圧により、Ar+20%CO2のシールドガスを20l/minの流速で流して、80cm/minの溶接速度で行った。そして、図4に示すように、ビードB3が100mmのピッチで配置された径寸法32mmの2つの円柱C側に位置し、長さ方向の両端が2つの円柱Cに当接するように2枚のステンレス板2を配置した。そして、ビードB3の長手方向と直交する方向から先端が13.5mmの径寸法で湾曲するプレスPを用いて20mm、40mm、60mmの3つの押し込み量で2枚の溶接されたステンレス板2を押し込んで曲げた。そして、染色浸透探傷試験によりビードB3の表面割れを調べて判定した。判定は、○:割れなし、△:長さ1mm以下の割れが2個以下、×:長さ1mm以上の割れまたは割れが3個以上とした。
【0050】
表3より、実施例1〜10のワイヤを用いると、比較例1,4,5,7,8,11,14〜25のワイヤを用いた場合に比べて曲げによる割れ発生を低くできる(曲げ性を高くできる)のが分かる。
【0051】
引張り試験、耐食性試験、耐酸化性試験は、図5に示すように、厚み1.5mm×長さ250mm×幅150mmの2枚のSUS429Mod.のステンレス板3が幅方向の端部が10mmで異なるように配置し、ビードB4を形成するように、2枚のステンレス板3に跨ってガスシールドアーク溶接を行った。具体的には、前述の曲げ試験と同様に、150Aの電流及び24Vの電圧により、Ar+20%CO2のシールドガスを20l/minの流速で流して、80cm/minの溶接速度で行った。そして、2枚のステンレス板3を切断片4〜8を形成するように5等分し、中心の3つの切断片5〜7を引張り試験、耐食性試験、耐酸化性試験に用いた。なお、両端の切断片4,8は廃棄した。
【0052】
引張り試験では、図6(A),(B)に示すように、切断片5の中央部の寸法が長さ40mm、幅40mmになるようにくびれを形成して試験片9を形成した。そして、試験片9を室温(RT)、700℃、900℃において両端から引張って試験片9が切断された際の単位面積あたりの力(Mpa)を測定した。表3において*印を記した比較例6,14,15,23のワイヤを用いた試験片では溶接熱影響部から溶接金属(ビードB4)の部分が切断され、それ以外の試験片では母材3aが切断された。なお、溶接金属の部分が切断されたものも母材3aが切断されたものも、切断部の断面積は、母材3aの断面積から求めた。
【0053】
表3より、実施例1〜10のワイヤを用いた場合は、全て母材3aで切断されたのに対して、比較例6,14,15,23のワイヤを用いた場合は溶接金属(ビードB4)で切断されるのが分かる。
【0054】
耐食性試験は、JIS-G-0571のステンレス鋼のしゅう酸エッチング試験方法に準拠して行った。具体的には、切断片6を溶接金属(ビードB4)以外の部分(母材)にマスキングを施して10%シュウ酸溶液中に浸漬して、一定電流密度で通電を行って判定した。判定は、○:溝状組織が認められないもの、△:部分的に溝状組織が認められるもの、×:全ての結晶粒界に溝状組織が認められるものとした。
【0055】
表3より、実施例1〜10のワイヤを用いると、比較例1,2,6〜8,11〜16,18,19,22,24のワイヤを用いた場合に比べて耐食性を高くできるのが分かる。
【0056】
耐酸化性試験は、図7(A),(B)に示すように、切断片7の中央部分を長さ40mm、幅30mmに切り出して試験片11を形成した。そして、試験片11を大気中において900℃で48時間加熱して単位面積あたりの酸化による増量(g/cm2)を測定した。酸化増量1g/cm2以下が良好である。
【0057】
表3より、実施例1〜10のワイヤを用いた場合はいずれも良好で、耐酸化性が高いのに対して、比較例6,14,15,23のワイヤを用いた場合は、酸化増量が1g/cm2を超えて耐酸化性が低下するのが分かる。
【0058】
以上のように、表3全体より、本発明の実施例1〜10のワイヤを用いた場合は、溶接金属の結晶粒度を大きくして結晶を細粒化して、耐割れ性、曲げ性、高温までの引張り強さ、耐食性、耐酸化性を改善できるのが分かる。
【0059】
表4は熱処理1を施した実施例1〜10の組成のワイヤを用いた場合の耐割れ性試験、溶接金属の結晶粒度の測定、曲げ試験、引張り試験、耐食性試験、耐酸化性試験の結果を示している。
【表4】
【0060】
表4より熱処理1を施した場合でも、実施例1〜10の組成のワイヤは表3と同様の性能を得られるのが分かる。
【図面の簡単な説明】
【0061】
【図1】耐割れ性試験に用いるステンレス板の溶接された状態の側面図である。
【図2】曲げ試験に用いるステンレス板の溶接された状態の斜視図である。
【図3】曲げ試験に用いるステンレス板を溶接する態様の図である。
【図4】溶接されたステンレス板に曲げ試験を行う態様の図である。
【図5】引張り試験、耐食性試験、耐酸化性試験に用いるステンレス板の溶接された状態の平面図である。
【図6】(A)及び(b)は、引張り試験に用いる試験片の平面図及び側面図である。
【図7】(A)及び(b)は、耐酸化性試験に用いる試験片の平面図及び側面図である。
【符号の説明】
【0062】
1,2,3 ステンレス板
4〜8 切断片
【特許請求の範囲】
【請求項1】
C:0.03質量%以下、Si:3質量%以下、Mn:3質量%以下、Ni:2質量%以下、Cr:11〜20質量%、Mo:3質量%以下、Co:1質量%以下、Cu:2質量%以下、Al:0.02〜2.0質量%、Ti:0.2〜1.0質量%、O:0.02質量%以下、N:0.04質量%以下、Nb及びTaの少なくとも1つ:(前記Cと前記Nとの合計の質量%の8倍)〜1.0質量%を含み残部がFe及び不可避不純物からなることを特徴とするフェライト系ステンレス鋼溶接ワイヤ。
【請求項2】
P:0.04質量%以下、S:0.02質量%以下、V:0.5質量%以下、W:0.5質量%以下、Zr:0.02質量%以下、B:0.02質量%以下、Ca:0.005質量%以下、Mg:0.005質量%以下の内、少なくとも1つを更に含有する請求項1に記載のフェライト系ステンレス鋼溶接ワイヤ。
【請求項3】
線材に熱処理を施し、その後に伸線するフェライト系ステンレス鋼溶接ワイヤの製造方法において、
前記線材として、C:0.03質量%以下、Si:3質量%以下、Mn:3質量%以下、Ni:2質量%以下、Cr:11〜20質量%、Mo:3質量%以下、Co:1質量%以下、Cu:2質量%以下、Al:0.02〜2.0質量%、Ti:0.2〜1.0質量%、O:0.02質量%以下、N:0.04質量%以下、Nb及びTaの少なくとも1つ:(前記Cと前記Nとの合計の質量%の8倍)〜1.0質量%を含み残部がFe及び不可避不純物からなる線材を用い、
前記熱処理を施して前記線材の結晶粒度を3〜10にすることを特徴とするフェライト系ステンレス鋼溶接ワイヤの製造方法。
【請求項4】
前記線材として、P:0.04質量%以下、S:0.02質量%以下、V:0.5質量%以下、W:0.5質量%以下、Zr:0.02質量%以下、B:0.02質量%以下、Ca:0.005質量%以下、Mg:0.005質量%以下の内、少なくとも1つを更に含有する線材を用いることを特徴とする請求項3に記載のフェライト系ステンレス鋼溶接ワイヤの製造方法。
【請求項5】
前記熱処理は、1000℃±100℃で加熱後急冷することを特徴とする請求項3または4に記載のフェライト系ステンレス鋼溶接ワイヤの製造方法。
【請求項6】
線径2〜10mmの線材に熱処理を施し、その後に線径0.6〜2mmにまで伸線するフェライト系ステンレス鋼溶接ワイヤの製造方法において、
前記線材として、C:0.03質量%以下、Si:3質量%以下、Mn:3質量%以下、Ni:2質量%以下、Cr:11〜20質量%、Mo:3質量%以下、Co:1質量%以下、Cu:2質量%以下、Al:0.02〜2.0質量%、Ti:0.2〜1.0質量%、O:0.02質量%以下、N:0.04質量%以下、Nb及びTaの少なくとも1つ:(前記Cと前記Nとの合計の質量%の8倍)〜1.0質量%を含み残部がFe及び不可避不純物からなる線材を用い、
前記熱処理を施して前記線材の結晶粒度を3〜10にすることを特徴とするフェライト系ステンレス鋼溶接ワイヤの製造方法。
【請求項1】
C:0.03質量%以下、Si:3質量%以下、Mn:3質量%以下、Ni:2質量%以下、Cr:11〜20質量%、Mo:3質量%以下、Co:1質量%以下、Cu:2質量%以下、Al:0.02〜2.0質量%、Ti:0.2〜1.0質量%、O:0.02質量%以下、N:0.04質量%以下、Nb及びTaの少なくとも1つ:(前記Cと前記Nとの合計の質量%の8倍)〜1.0質量%を含み残部がFe及び不可避不純物からなることを特徴とするフェライト系ステンレス鋼溶接ワイヤ。
【請求項2】
P:0.04質量%以下、S:0.02質量%以下、V:0.5質量%以下、W:0.5質量%以下、Zr:0.02質量%以下、B:0.02質量%以下、Ca:0.005質量%以下、Mg:0.005質量%以下の内、少なくとも1つを更に含有する請求項1に記載のフェライト系ステンレス鋼溶接ワイヤ。
【請求項3】
線材に熱処理を施し、その後に伸線するフェライト系ステンレス鋼溶接ワイヤの製造方法において、
前記線材として、C:0.03質量%以下、Si:3質量%以下、Mn:3質量%以下、Ni:2質量%以下、Cr:11〜20質量%、Mo:3質量%以下、Co:1質量%以下、Cu:2質量%以下、Al:0.02〜2.0質量%、Ti:0.2〜1.0質量%、O:0.02質量%以下、N:0.04質量%以下、Nb及びTaの少なくとも1つ:(前記Cと前記Nとの合計の質量%の8倍)〜1.0質量%を含み残部がFe及び不可避不純物からなる線材を用い、
前記熱処理を施して前記線材の結晶粒度を3〜10にすることを特徴とするフェライト系ステンレス鋼溶接ワイヤの製造方法。
【請求項4】
前記線材として、P:0.04質量%以下、S:0.02質量%以下、V:0.5質量%以下、W:0.5質量%以下、Zr:0.02質量%以下、B:0.02質量%以下、Ca:0.005質量%以下、Mg:0.005質量%以下の内、少なくとも1つを更に含有する線材を用いることを特徴とする請求項3に記載のフェライト系ステンレス鋼溶接ワイヤの製造方法。
【請求項5】
前記熱処理は、1000℃±100℃で加熱後急冷することを特徴とする請求項3または4に記載のフェライト系ステンレス鋼溶接ワイヤの製造方法。
【請求項6】
線径2〜10mmの線材に熱処理を施し、その後に線径0.6〜2mmにまで伸線するフェライト系ステンレス鋼溶接ワイヤの製造方法において、
前記線材として、C:0.03質量%以下、Si:3質量%以下、Mn:3質量%以下、Ni:2質量%以下、Cr:11〜20質量%、Mo:3質量%以下、Co:1質量%以下、Cu:2質量%以下、Al:0.02〜2.0質量%、Ti:0.2〜1.0質量%、O:0.02質量%以下、N:0.04質量%以下、Nb及びTaの少なくとも1つ:(前記Cと前記Nとの合計の質量%の8倍)〜1.0質量%を含み残部がFe及び不可避不純物からなる線材を用い、
前記熱処理を施して前記線材の結晶粒度を3〜10にすることを特徴とするフェライト系ステンレス鋼溶接ワイヤの製造方法。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2006−231404(P2006−231404A)
【公開日】平成18年9月7日(2006.9.7)
【国際特許分類】
【出願番号】特願2006−16799(P2006−16799)
【出願日】平成18年1月25日(2006.1.25)
【出願人】(000227962)日本ウエルディング・ロッド株式会社 (11)
【Fターム(参考)】
【公開日】平成18年9月7日(2006.9.7)
【国際特許分類】
【出願日】平成18年1月25日(2006.1.25)
【出願人】(000227962)日本ウエルディング・ロッド株式会社 (11)
【Fターム(参考)】
[ Back to top ]