
フェロコークス原料の混合方法

【課題】石炭、鉄鉱石、バインダおよび半成型物を攪拌ムラなく、且つ効率良く攪拌し、成型後のハンドリング強度および乾留後の製品強度を十分に満足するフェロコークスを製造し得るフェロコークス原料の混合方法を提供する。
【解決手段】フェロコークス原料を混合するに際し、半成型物の粉砕工程、予備混合工程、液体バインダ混合工程および主混合工程の4つの攪拌工程を組み合わせ、各工程の原料投入にあわせて攪拌機の回転数を制御する。
【解決手段】フェロコークス原料を混合するに際し、半成型物の粉砕工程、予備混合工程、液体バインダ混合工程および主混合工程の4つの攪拌工程を組み合わせ、各工程の原料投入にあわせて攪拌機の回転数を制御する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、フェロコークスを製造する方法に係り、特に、石炭と鉄鉱石を主成分としこれにバインダを添加したフェロコークス原料の攪拌機による混合方法に関する。
【背景技術】
【0002】
フェロコークスとは、石炭と鉄鉱石とを主成分としこれに成型のためのバインダを添加した原料を攪拌機により混合し、これを目標サイズに成型した塊成型物を加熱して塊成型物中の石炭を乾留して製造されたものである(例えば特許文献1参照)。
ここで、石炭と鉄鉱石とを主成分とするとは、フェロコークスの原料が主として石炭と鉄鉱石であることを意味し、石炭と鉄鉱石とを70mass%以上含有する原料を用いてフェロコークスを製造するものであるが、通常は石炭と鉄鉱石とを80mass%以上含有する原料を使用する(例えば特許文献2参照)。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2007−277489号公報
【特許文献2】特開2008−57005号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ところで、フェロコークス原料を攪拌する攪拌機の回転数は、生産効率の観点から高速回転が求められる。しかしながら、本発明者らが鋭意検討したところ、添加するバインダの種類(個体・液体)や原料の攪拌段階によって適正な攪拌回転数は異なり、一律に高速回転で攪拌するだけでは必ずしも生産効率が向上しないという問題点を見いだした。
また、フェロコークス原料を混合し、その後の塊成型物の成型過程において、目標サイズ以下の原料成型物(以下、「半成型物」ともいう)が発生するが、この半成型物は再度粉砕してフェロコークス原料として再使用する。この半成型物の再使用の工程において、半成型物を原料として再度混合する際には、所望の混合率を確保するために、固められた半成型物を改めて粉砕する必要がある。このとき、この半成型物の粉砕を攪拌機で実施するときは、粉砕不足や過粉砕を防止するために粉砕回転数を制御することが望ましいという問題点を見いだした。
【0005】
そこで、本発明は、このような問題点に着目してなされたものであって、石炭、鉄鉱石、バインダおよび半成型物を攪拌ムラなく且つ効率良く攪拌混合し、成型後のハンドリング強度および乾溜後の製品強度を十分に満足させるフェロコークス原料の混合方法を提供することを目的としている。
【課題を解決するための手段】
【0006】
上記課題を解決するために、本発明は、石炭、鉄鉱石、バインダおよび成型後に目標サイズ以下となった半成型物を含むフェロコークス原料を塊成型物に成型し、これを乾留してフェロコークスを製造する工程に用いられ、前記フェロコークス原料を攪拌機によって混合する方法であって、第一の回転数で回転する攪拌機に半成型物のみを投入し、その投入した半成型物を所望粒度に粉砕する半成型物粉砕工程と、該半成型物粉砕工程後に、石炭、鉄鋼石および固体のバインダを前記攪拌機に投入するとともに前記第一の回転数よりも低い第二の回転数によって混合する予備混合工程と、該予備混合工程後に、液体バインダを前記攪拌機に投入するとともに前記第二の回転数よりも低い第三の回転数によって混合する液体バインダ混合工程と、該液体バインダ混合工程後に、前記攪拌機の回転数を前記第三の回転数よりも高い第四の回転数に上昇させて仕上げ混合を行なう主混合工程とを含むことを特徴とする。
【発明の効果】
【0007】
本発明のフェロコークス原料の混合方法によれば、フェロコークス原料を混合するに際し、半成型物の粉砕工程、予備混合工程、液体バインダ混合工程および主混合工程の4つの攪拌工程(攪拌機の回転数設定)を組み合わせている。
そして、半成型物の粉砕工程では、第二および第三の回転数よりも大きな第一の回転数で撹拌機が駆動されるので、半成型物を所望とする粒度に粉砕する上で好適である。また、続く予備混合工程では、第一の回転数よりも低い第二の回転数によって固体原料同士を混合するので、固体原料同士を十分に混合させる上で好適であり、続く液体バインダ混合工程では、第二の回転数よりも低い第三の回転数によって混合するので、液体バインダの攪拌機内での飛散が防止され、良好に混合することができる。そして、主混合工程では、第三の回転数よりも高い第四の回転数に上昇させて仕上げ混合を行なうので、液体バインダが原料、固定バインダに十分に馴染んだ後に、可及的速やかに混合ムラがない攪拌を行なうことができる。
【0008】
このように、本発明のフェロコークス原料の混合方法によれば、各原料、バインダ等の性状や投入時の状態に合わせて攪拌機の回転数を制御するので、石炭、鉄鉱石、バインダおよび半成型物を攪拌ムラなく、且つ効率良く攪拌し、成型後のハンドリング強度および乾留後の製品強度を十分に満足するフェロコークスを製造することができる。
【図面の簡単な説明】
【0009】
【図1】本発明に係るフェロコークス製造設備の模式図である。
【図2】本発明に係るフェロコークス原料の混合方法の工程を説明する図である。
【発明を実施するための形態】
【0010】
以下、本発明の一実施形態について、図面を適宜参照しつつ説明する。
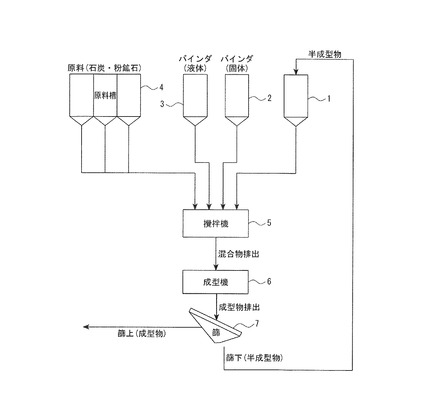
図1に示すように、このフェロコークス製造設備は、半成型物槽1、固体バインダ槽2、液体バインダ槽3および原料槽4を有する。原料槽4には、石炭及び鉄鉱石が、粉砕機にて所定の粒度以下(例えば石炭は3mm以下に、鉄鉱石は0.5mm以下)に粉砕された後、銘柄毎に入れられている。なお、鉄鉱石の替わりに高炉ダスト、転炉ダスト、圧延スラッジなどの製鉄所内で副生する鉄源原料を用いてもよい。
【0011】
また、固体バインダ槽2には、固体バインダ(高軟化点バインダ:例えば150℃で固体状態)が入れられ、液体バインダ槽3には、液体バインダ(低軟化点バインダ:例えば150℃で液体状態)が入れられている。さらに、半成型物槽1には、篩7による篩い分け工程で目標サイズ未満とされた原料成型物(半成型物)が入れられ、この半成型物は再度粉砕してフェロコークス原料として再使用されるようになっている。
【0012】
各槽から所定の手順で切り出された原料は、所定の割合(例えば石炭60〜90質量%、鉄鉱石10〜40質量%の割合)で配合され、配合された石炭、鉄鉱石は、撹拌機5に投入される。また、固体バインダは、石炭、鉄鉱石を撹拌機5に投入するのと同時に撹拌機5内に投入される。さらに、液体バインダは、撹拌機5から混合原料を排出する直前の工程で撹拌機5内に投入される。
【0013】
撹拌機5は、その容器本体の内部に原料を撹拌する撹拌羽根(不図示)を有する。石炭及び鉄鉱石の分散性を考えると、スクリュー式の撹拌機よりも高速回転する撹拌羽根で撹拌する撹拌機が望ましい。なお、容器本体の周囲には、高温のオイル又は高圧水蒸気が流れ込むジャケット(不図示)が加熱部として設けられる。撹拌された混合原料は排出部から排出される。
【0014】
撹拌機5から排出された混合原料は排出直後に成型機6で高圧成型される。この成型機6は、一対の成型ロールを有しその外周面には凹みが形成されていて、不図示のスクリューフィーダを介して混合原料が供給されると、この凹みの形状に合せた塊成型物が目標サイズに成型される。成型された混合原料は篩7によって分別され、篩上(目標サイズ以上)であれば塊成型物として次の乾留炉(不図示)で乾留される。この乾留工程を経ることによりフェロコークスが製造される。一方、篩下(目標サイズ未満)であれば上記半生成物として半成型物槽1に戻され、撹拌機5にて粉砕され再び原料とされる。
【0015】
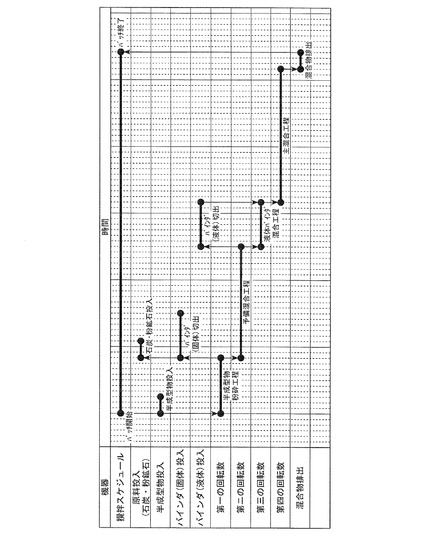
ここで、このフェロコークス製造設備では、上記のようにフェロコークス原料を混合するに際し、図2に示すように、半成型物の粉砕工程、予備混合工程、液体バインダ混合工程および主混合工程の4つの攪拌工程(さらに、攪拌機の回転数設定)を組み合わせている。
詳しくは、まず半成型物の粉砕工程では、攪拌機5に半成型物槽1内の半成型物のみを投入し、半成型物を所望とする粒度に粉砕するために、攪拌機5の回転速度を、半成型物を所望粒度に粉砕可能な第一の回転数まで大きくする。攪拌時間の設定は、粉砕不足や過粉砕がないように設定する。
【0016】
次に、予備混合工程では、石炭、鉄鋼石および固体のバインダを投入するとともに、半成型物の粉砕工程での第一の回転数よりも減少させた第二の回転数によって、固体原料同士を十分に混合させる。
次に、液体バインダ混合工程では、上記液体バインダを混合する。液体バインダは、攪拌機5の回転数が大きすぎると攪拌機5内の天井や壁面に飛散してしまい所望の攪拌がされない。そのため、第二の回転数よりも更に回転速度を減少させた第三の回転数によって混合を行なう。
最後に、主混合工程では、液体バインダが原料および固定バインダに十分に馴染んだ後に、混合ムラがないように、攪拌機5の回転数を第三の回転数より上昇させた第四の回転数にて仕上げ混合を行なう。
【0017】
次に、このフェロコークス原料の混合方法の作用・効果について説明する。
このフェロコークス原料の混合方法によれば、石炭と鉄鉱石を主成分とする原料を塊成型物に成型し、これを加熱してフェロコークスを製造するフェロコークス製造工程において、フェロコークス原料を混合するに際し、図2に示すように、半成型物の粉砕工程、予備混合工程、液体バインダ混合工程および主混合工程の4つの攪拌工程(攪拌機の回転数設定)を組み合わせている。そして、半成型物の粉砕工程では、第二および第三の回転数よりも大きな第一の回転数で撹拌機5が駆動されるので、半成型物を所望とする粒度に粉砕する上で好適である。
【0018】
また、続く予備混合工程では、撹拌機5を第一の回転数よりも低い第二の回転数にして固体原料同士を混合するので、固体原料同士を十分に混合させる上で好適であり、続く液体バインダ混合工程では、撹拌機5を第二の回転数よりも低い第三の回転数にして混合するので、液体バインダの攪拌機内での飛散が防止され、良好に固体原料と混合することができる。
【0019】
そして、主混合工程では、撹拌機5を第三の回転数よりも高い第四の回転数に上昇させて仕上げ混合を行なうので、液体バインダが原料、固定バインダに十分に馴染んだ後に、可及的速やかに混合ムラがない攪拌を行なうことができる。
このように、このフェロコークス原料の混合方法によれば、各原料、バインダ等の性状や投入時の状態に合わせて攪拌機5の回転数を制御するので、石炭、鉄鉱石、バインダおよび半成型物を攪拌ムラなく、且つ効率良く攪拌し、成型後のハンドリング強度および乾留後の製品強度を十分に満足するフェロコークスを製造することができる。
なお、本発明に係るフェロコークス原料の混合方法は、上記実施形態に限定されるものではなく、本発明の趣旨を逸脱しなければ種々の変形が可能なことは勿論である。
【符号の説明】
【0020】
1 半成型物槽
2 固体バインダ槽
3 液体バインダ槽
4 原料槽
5 攪拌機
6 成型機
7 篩
【技術分野】
【0001】
本発明は、フェロコークスを製造する方法に係り、特に、石炭と鉄鉱石を主成分としこれにバインダを添加したフェロコークス原料の攪拌機による混合方法に関する。
【背景技術】
【0002】
フェロコークスとは、石炭と鉄鉱石とを主成分としこれに成型のためのバインダを添加した原料を攪拌機により混合し、これを目標サイズに成型した塊成型物を加熱して塊成型物中の石炭を乾留して製造されたものである(例えば特許文献1参照)。
ここで、石炭と鉄鉱石とを主成分とするとは、フェロコークスの原料が主として石炭と鉄鉱石であることを意味し、石炭と鉄鉱石とを70mass%以上含有する原料を用いてフェロコークスを製造するものであるが、通常は石炭と鉄鉱石とを80mass%以上含有する原料を使用する(例えば特許文献2参照)。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2007−277489号公報
【特許文献2】特開2008−57005号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ところで、フェロコークス原料を攪拌する攪拌機の回転数は、生産効率の観点から高速回転が求められる。しかしながら、本発明者らが鋭意検討したところ、添加するバインダの種類(個体・液体)や原料の攪拌段階によって適正な攪拌回転数は異なり、一律に高速回転で攪拌するだけでは必ずしも生産効率が向上しないという問題点を見いだした。
また、フェロコークス原料を混合し、その後の塊成型物の成型過程において、目標サイズ以下の原料成型物(以下、「半成型物」ともいう)が発生するが、この半成型物は再度粉砕してフェロコークス原料として再使用する。この半成型物の再使用の工程において、半成型物を原料として再度混合する際には、所望の混合率を確保するために、固められた半成型物を改めて粉砕する必要がある。このとき、この半成型物の粉砕を攪拌機で実施するときは、粉砕不足や過粉砕を防止するために粉砕回転数を制御することが望ましいという問題点を見いだした。
【0005】
そこで、本発明は、このような問題点に着目してなされたものであって、石炭、鉄鉱石、バインダおよび半成型物を攪拌ムラなく且つ効率良く攪拌混合し、成型後のハンドリング強度および乾溜後の製品強度を十分に満足させるフェロコークス原料の混合方法を提供することを目的としている。
【課題を解決するための手段】
【0006】
上記課題を解決するために、本発明は、石炭、鉄鉱石、バインダおよび成型後に目標サイズ以下となった半成型物を含むフェロコークス原料を塊成型物に成型し、これを乾留してフェロコークスを製造する工程に用いられ、前記フェロコークス原料を攪拌機によって混合する方法であって、第一の回転数で回転する攪拌機に半成型物のみを投入し、その投入した半成型物を所望粒度に粉砕する半成型物粉砕工程と、該半成型物粉砕工程後に、石炭、鉄鋼石および固体のバインダを前記攪拌機に投入するとともに前記第一の回転数よりも低い第二の回転数によって混合する予備混合工程と、該予備混合工程後に、液体バインダを前記攪拌機に投入するとともに前記第二の回転数よりも低い第三の回転数によって混合する液体バインダ混合工程と、該液体バインダ混合工程後に、前記攪拌機の回転数を前記第三の回転数よりも高い第四の回転数に上昇させて仕上げ混合を行なう主混合工程とを含むことを特徴とする。
【発明の効果】
【0007】
本発明のフェロコークス原料の混合方法によれば、フェロコークス原料を混合するに際し、半成型物の粉砕工程、予備混合工程、液体バインダ混合工程および主混合工程の4つの攪拌工程(攪拌機の回転数設定)を組み合わせている。
そして、半成型物の粉砕工程では、第二および第三の回転数よりも大きな第一の回転数で撹拌機が駆動されるので、半成型物を所望とする粒度に粉砕する上で好適である。また、続く予備混合工程では、第一の回転数よりも低い第二の回転数によって固体原料同士を混合するので、固体原料同士を十分に混合させる上で好適であり、続く液体バインダ混合工程では、第二の回転数よりも低い第三の回転数によって混合するので、液体バインダの攪拌機内での飛散が防止され、良好に混合することができる。そして、主混合工程では、第三の回転数よりも高い第四の回転数に上昇させて仕上げ混合を行なうので、液体バインダが原料、固定バインダに十分に馴染んだ後に、可及的速やかに混合ムラがない攪拌を行なうことができる。
【0008】
このように、本発明のフェロコークス原料の混合方法によれば、各原料、バインダ等の性状や投入時の状態に合わせて攪拌機の回転数を制御するので、石炭、鉄鉱石、バインダおよび半成型物を攪拌ムラなく、且つ効率良く攪拌し、成型後のハンドリング強度および乾留後の製品強度を十分に満足するフェロコークスを製造することができる。
【図面の簡単な説明】
【0009】
【図1】本発明に係るフェロコークス製造設備の模式図である。
【図2】本発明に係るフェロコークス原料の混合方法の工程を説明する図である。
【発明を実施するための形態】
【0010】
以下、本発明の一実施形態について、図面を適宜参照しつつ説明する。
図1に示すように、このフェロコークス製造設備は、半成型物槽1、固体バインダ槽2、液体バインダ槽3および原料槽4を有する。原料槽4には、石炭及び鉄鉱石が、粉砕機にて所定の粒度以下(例えば石炭は3mm以下に、鉄鉱石は0.5mm以下)に粉砕された後、銘柄毎に入れられている。なお、鉄鉱石の替わりに高炉ダスト、転炉ダスト、圧延スラッジなどの製鉄所内で副生する鉄源原料を用いてもよい。
【0011】
また、固体バインダ槽2には、固体バインダ(高軟化点バインダ:例えば150℃で固体状態)が入れられ、液体バインダ槽3には、液体バインダ(低軟化点バインダ:例えば150℃で液体状態)が入れられている。さらに、半成型物槽1には、篩7による篩い分け工程で目標サイズ未満とされた原料成型物(半成型物)が入れられ、この半成型物は再度粉砕してフェロコークス原料として再使用されるようになっている。
【0012】
各槽から所定の手順で切り出された原料は、所定の割合(例えば石炭60〜90質量%、鉄鉱石10〜40質量%の割合)で配合され、配合された石炭、鉄鉱石は、撹拌機5に投入される。また、固体バインダは、石炭、鉄鉱石を撹拌機5に投入するのと同時に撹拌機5内に投入される。さらに、液体バインダは、撹拌機5から混合原料を排出する直前の工程で撹拌機5内に投入される。
【0013】
撹拌機5は、その容器本体の内部に原料を撹拌する撹拌羽根(不図示)を有する。石炭及び鉄鉱石の分散性を考えると、スクリュー式の撹拌機よりも高速回転する撹拌羽根で撹拌する撹拌機が望ましい。なお、容器本体の周囲には、高温のオイル又は高圧水蒸気が流れ込むジャケット(不図示)が加熱部として設けられる。撹拌された混合原料は排出部から排出される。
【0014】
撹拌機5から排出された混合原料は排出直後に成型機6で高圧成型される。この成型機6は、一対の成型ロールを有しその外周面には凹みが形成されていて、不図示のスクリューフィーダを介して混合原料が供給されると、この凹みの形状に合せた塊成型物が目標サイズに成型される。成型された混合原料は篩7によって分別され、篩上(目標サイズ以上)であれば塊成型物として次の乾留炉(不図示)で乾留される。この乾留工程を経ることによりフェロコークスが製造される。一方、篩下(目標サイズ未満)であれば上記半生成物として半成型物槽1に戻され、撹拌機5にて粉砕され再び原料とされる。
【0015】
ここで、このフェロコークス製造設備では、上記のようにフェロコークス原料を混合するに際し、図2に示すように、半成型物の粉砕工程、予備混合工程、液体バインダ混合工程および主混合工程の4つの攪拌工程(さらに、攪拌機の回転数設定)を組み合わせている。
詳しくは、まず半成型物の粉砕工程では、攪拌機5に半成型物槽1内の半成型物のみを投入し、半成型物を所望とする粒度に粉砕するために、攪拌機5の回転速度を、半成型物を所望粒度に粉砕可能な第一の回転数まで大きくする。攪拌時間の設定は、粉砕不足や過粉砕がないように設定する。
【0016】
次に、予備混合工程では、石炭、鉄鋼石および固体のバインダを投入するとともに、半成型物の粉砕工程での第一の回転数よりも減少させた第二の回転数によって、固体原料同士を十分に混合させる。
次に、液体バインダ混合工程では、上記液体バインダを混合する。液体バインダは、攪拌機5の回転数が大きすぎると攪拌機5内の天井や壁面に飛散してしまい所望の攪拌がされない。そのため、第二の回転数よりも更に回転速度を減少させた第三の回転数によって混合を行なう。
最後に、主混合工程では、液体バインダが原料および固定バインダに十分に馴染んだ後に、混合ムラがないように、攪拌機5の回転数を第三の回転数より上昇させた第四の回転数にて仕上げ混合を行なう。
【0017】
次に、このフェロコークス原料の混合方法の作用・効果について説明する。
このフェロコークス原料の混合方法によれば、石炭と鉄鉱石を主成分とする原料を塊成型物に成型し、これを加熱してフェロコークスを製造するフェロコークス製造工程において、フェロコークス原料を混合するに際し、図2に示すように、半成型物の粉砕工程、予備混合工程、液体バインダ混合工程および主混合工程の4つの攪拌工程(攪拌機の回転数設定)を組み合わせている。そして、半成型物の粉砕工程では、第二および第三の回転数よりも大きな第一の回転数で撹拌機5が駆動されるので、半成型物を所望とする粒度に粉砕する上で好適である。
【0018】
また、続く予備混合工程では、撹拌機5を第一の回転数よりも低い第二の回転数にして固体原料同士を混合するので、固体原料同士を十分に混合させる上で好適であり、続く液体バインダ混合工程では、撹拌機5を第二の回転数よりも低い第三の回転数にして混合するので、液体バインダの攪拌機内での飛散が防止され、良好に固体原料と混合することができる。
【0019】
そして、主混合工程では、撹拌機5を第三の回転数よりも高い第四の回転数に上昇させて仕上げ混合を行なうので、液体バインダが原料、固定バインダに十分に馴染んだ後に、可及的速やかに混合ムラがない攪拌を行なうことができる。
このように、このフェロコークス原料の混合方法によれば、各原料、バインダ等の性状や投入時の状態に合わせて攪拌機5の回転数を制御するので、石炭、鉄鉱石、バインダおよび半成型物を攪拌ムラなく、且つ効率良く攪拌し、成型後のハンドリング強度および乾留後の製品強度を十分に満足するフェロコークスを製造することができる。
なお、本発明に係るフェロコークス原料の混合方法は、上記実施形態に限定されるものではなく、本発明の趣旨を逸脱しなければ種々の変形が可能なことは勿論である。
【符号の説明】
【0020】
1 半成型物槽
2 固体バインダ槽
3 液体バインダ槽
4 原料槽
5 攪拌機
6 成型機
7 篩
【特許請求の範囲】
【請求項1】
石炭、鉄鉱石、バインダおよび成型後に目標サイズ以下となった半成型物を含むフェロコークス原料を塊成型物に成型し、これを乾留してフェロコークスを製造する工程に用いられ、前記フェロコークス原料を攪拌機によって混合する方法であって、
第一の回転数で回転する攪拌機に半成型物のみを投入し、その投入した半成型物を所望粒度に粉砕する半成型物粉砕工程と、
該半成型物粉砕工程後に、石炭、鉄鋼石および固体バインダを前記攪拌機に投入するとともに前記第一の回転数よりも低い第二の回転数によって混合する予備混合工程と、
該予備混合工程後に、液体バインダを前記攪拌機に投入するとともに前記第二の回転数よりも低い第三の回転数によって混合する液体バインダ混合工程と、
該液体バインダ混合工程後に、前記攪拌機の回転数を前記第三の回転数よりも高い第四の回転数に上昇させて仕上げ混合を行なう主混合工程とを含むことを特徴とするフェロコークス原料の混合方法。
【請求項1】
石炭、鉄鉱石、バインダおよび成型後に目標サイズ以下となった半成型物を含むフェロコークス原料を塊成型物に成型し、これを乾留してフェロコークスを製造する工程に用いられ、前記フェロコークス原料を攪拌機によって混合する方法であって、
第一の回転数で回転する攪拌機に半成型物のみを投入し、その投入した半成型物を所望粒度に粉砕する半成型物粉砕工程と、
該半成型物粉砕工程後に、石炭、鉄鋼石および固体バインダを前記攪拌機に投入するとともに前記第一の回転数よりも低い第二の回転数によって混合する予備混合工程と、
該予備混合工程後に、液体バインダを前記攪拌機に投入するとともに前記第二の回転数よりも低い第三の回転数によって混合する液体バインダ混合工程と、
該液体バインダ混合工程後に、前記攪拌機の回転数を前記第三の回転数よりも高い第四の回転数に上昇させて仕上げ混合を行なう主混合工程とを含むことを特徴とするフェロコークス原料の混合方法。
【図1】


【図2】
【図2】
【公開番号】特開2013−103961(P2013−103961A)
【公開日】平成25年5月30日(2013.5.30)
【国際特許分類】
【出願番号】特願2011−247396(P2011−247396)
【出願日】平成23年11月11日(2011.11.11)
【出願人】(000001258)JFEスチール株式会社 (8,589)
【Fターム(参考)】
【公開日】平成25年5月30日(2013.5.30)
【国際特許分類】
【出願日】平成23年11月11日(2011.11.11)
【出願人】(000001258)JFEスチール株式会社 (8,589)
【Fターム(参考)】
[ Back to top ]