
フッ化ビニリデン系樹脂多孔膜の製造方法
【課題】空孔率が高く、ろ水処理膜を初めとする分離用多孔膜として有用なフッ化ビニリデン系樹脂多孔膜の製造方法を提供する。
【解決手段】フッ化ビニリデン系樹脂と有機液状体との混合物の膜状成形体(a)をハロゲン化溶媒に浸漬して有機液状体を抽出除去してその抜け跡の空孔中にハロゲン化溶媒を含有する膜状成形体(b)を形成し、これを実質的に乾燥させることなく、フッ化ビニリデン系樹脂に対して膨潤性を有さない溶媒に浸漬してハロゲン化溶媒を置換させ、その後、乾燥させることを特徴とするフッ化ビニリデン系樹脂多孔膜の製造方法。
【解決手段】フッ化ビニリデン系樹脂と有機液状体との混合物の膜状成形体(a)をハロゲン化溶媒に浸漬して有機液状体を抽出除去してその抜け跡の空孔中にハロゲン化溶媒を含有する膜状成形体(b)を形成し、これを実質的に乾燥させることなく、フッ化ビニリデン系樹脂に対して膨潤性を有さない溶媒に浸漬してハロゲン化溶媒を置換させ、その後、乾燥させることを特徴とするフッ化ビニリデン系樹脂多孔膜の製造方法。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、精密ろ過膜あるいは電池、電気二重層キャパシタ等の電気化学素子用セパレータ等の分離多孔膜を初めとする各種用途に用いられるフッ化ビニリデン系樹脂製の多孔膜の製造方法に関する。
【背景技術】
【0002】
フッ化ビニリデン系樹脂は、耐候性、耐薬品性、耐熱性に優れることから分離用多孔膜への応用が検討されている。特に、(濾)水処理用途、なかでも上水製造または下水処理用途に向けられたフッ化ビニリデン系樹脂多孔膜に関して、その製造方法も含めて、数多くの提案がなされている(例えば特許文献1〜10)。
【0003】
これらフッ化ビニリデン系樹脂多孔膜の製造方法には、一般にフッ化ビニリデン系樹脂と少なくとも上昇温度においては親和性である有機液状体との混合物の膜状成形体を冷却することにより、有機液状体とフッ化ビニリデン系樹脂の相分離を起し、相分離した有機液状体を含むフッ化ビニリデン系樹脂の膜状成形体を形成する工程(熱誘起相分離法)、あるいは前記フッ化ビニリデン系樹脂と有機液状体の混合物の膜状成形体を前記有機液状体と相溶性であるフッ化ビニリデン系樹脂の非溶媒と接触させ、非溶媒により前記有機液状体を置換しつつ有機液状体とフッ化ビニリデン系樹脂との相分離を起させて、非溶媒を含むフッ化ビニリデン系樹脂の膜状成形体を形成する工程(非溶媒誘起相分離法)が含まれることが多い。上記熱誘起相分離法においては、次いで、抽出溶媒により有機液状体を抽出し、その後抽出溶媒を乾燥除去してフッ化ビニリデン系樹脂多孔膜を形成する。他方、非溶媒誘起相分離法においては、非溶媒の乾燥除去によりフッ化ビニリデン系樹脂多孔膜を形成する。熱誘起相分離法においは、多孔化剤として用いられる有機液状体に対して短時間で効率のよい抽出性を示すハロゲン化溶媒が抽出溶媒として多く用いられる。他方、非溶媒誘起相分離法においては、多くの場合、非溶媒として水が用いられるが、フレオン等のハロゲン化溶媒が用いられることもある(例えば、特許文献2)。
【0004】
上記したフッ化ビニリデン系樹脂多孔膜の製造方法においては、当然のこととして、透水性(透液性)を支配する空孔率が高い膜が形成されることが好ましいが、従来法は、必ずしもこの点で満足できるものではなかった。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開平3−215535号公報
【特許文献2】特開昭61−257203号公報
【特許文献3】特開平7−173323号公報
【特許文献4】WO99/47593A
【特許文献5】WO01/28667号公報
【特許文献6】WO02/070115A
【特許文献7】WO2004/081109A
【特許文献8】WO2005/099879A
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明は、分離用途、特に(濾)水処理に適した、従来よりも高い空孔率を示すフッ化ビニリデン系樹脂多孔膜の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
本発明者等は、上述の目的で研究した結果、上記した従来法において、所望の程度に高い空孔率の膜が形成されない主要な原因の一つとして、熱誘起相分離法における抽出溶媒あるいは非溶媒誘起相分離法における非溶媒として用いるハロゲン化溶媒がフッ化ビニリデン系樹脂に対して膨潤性を有するため、このハロゲン化溶媒を乾燥除去する過程で、フッ化ビニリデン系樹脂膜に形成された空孔が収縮することがあることを見出した。また、この空孔収縮は、フッ化ビニリデン系樹脂に対して非膨潤性の溶媒でハロゲン化溶媒を置換した後、この溶媒を乾燥除去することにより回避可能であり、結果として高い空孔率のフッ化ビニリデン系樹脂多孔膜が得られることが見出された。
【0008】
本発明のフッ化ビニリデン系樹脂多孔膜の製造方法は、上述の知見に基づくものであり、より詳しくは、フッ化ビニリデン系樹脂と有機液状体との混合物の膜状成形体(a)をハロゲン化溶媒に浸漬して有機液状体を抽出除去してその抜け跡の空孔中にハロゲン化溶媒を含有する膜状成形体(b)を形成し、これを実質的に乾燥させることなく、フッ化ビニリデン系樹脂に対して膨潤性を有さない溶媒に浸漬してハロゲン化溶媒を置換させ、その後、乾燥させることを特徴とする。
【図面の簡単な説明】
【0009】
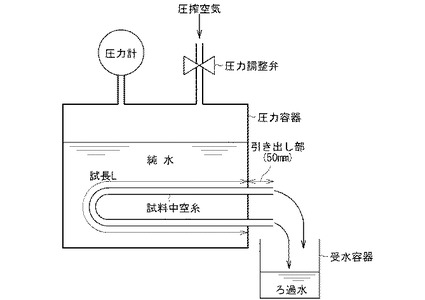
【図1】実施例で得られた中空糸多孔膜の透水量を評価するために用いた装置の概略説明図。
【発明を実施するための最良の形態】
【0010】
本発明のフッ化ビニリデン系樹脂多孔膜の製造方法は、それに先立って、例えば抽出溶媒としてハロゲン化溶媒を用いる熱誘起相分離法により、あるいは非溶媒としてハロゲン化溶媒を用いる非溶媒誘起相分離法により、その空孔中にハロゲン化溶媒を含有するフッ化ビニリデン系樹脂の膜状成形体(b)が形成されていれば、平膜および中空糸膜のいずれの形成にも適用可能である。ただし、どちらかといえば、有機液状体を効率的に抽出するためにハロゲン化溶媒を用いる必要のある熱誘起相分離法によりハロゲン化溶媒を含有する膜状成形体(b)を形成する態様が好ましい。また、ろ水処理膜としての使用を考慮したときは、ろ過装置当りの膜面積を大きくすることが容易な中空糸膜の形成に用いることが好ましい。
【0011】
従って、以下、このような中空糸形態を有するフッ化ビニリデン系樹脂多孔膜を、熱誘起相分離法を用いて形成する態様を主として、本発明の製造方法に含まれる各工程を、順次説明する。
【0012】
(フッ化ビニリデン系樹脂)
本発明において、主たる膜原料であるフッ化ビニリデン系樹脂としては、フッ化ビニリデンの単独重合体、すなわちポリフッ化ビニリデン、フッ化ビニリデンと共重合可能な他のモノマーとの共重合体あるいはこれらの混合物で、重量平均分子量が60万〜120万、より好ましくは65万〜100万、特に好ましくは70万〜90万のものが好ましく用いられる。重量平均分子量が60万未満であると、高い空孔率を得るために有機液状体の割合を増加した場合に、粘度低下して膜状に成形することが難しくなり、120万超過であるとフッ化ビニリデン系樹脂と有機液状体を均一に混合するのに長い時間を要する。
【0013】
フッ化ビニリデンと共重合可能なモノマーとしては、四フッ化エチレン、六フッ化プロピレン、三フッ化エチレン、三フッ化塩化エチレン、フッ化ビニル等の一種又は二種以上を用いることができる。フッ化ビニリデン系樹脂は、構成単位としてフッ化ビニリデンを70モル%以上含有することが好ましい。
【0014】
多孔膜製造過程においてフッ化ビニリデン系樹脂と有機液状体との溶融混合物の膜状成形体を冷却することにより相分離を生じさせる方法(すなわち熱誘起相分離法)を用いる場合には、フッ化ビニリデン系樹脂の結晶化によって相分離が生じるため、結晶性の高いフッ化ビニリデン系樹脂を用いることで空孔率が高い多孔膜が得られる傾向にある。このため熱誘起相分離法ではフッ化ビニリデン100モル%からなる単独重合体を用いることが好ましい。
【0015】
熱誘起相分離法においては球晶の生成を抑制する目的で、重量平均分子量(Mw)が45万〜100万、好ましくは49万〜90万、さらに好ましくは、60万〜80万の中高分子量のマトリクス用フッ化ビニリデン系樹脂(PVDF−I)25〜98重量%、好ましくは50〜95重量%、さらに好ましくは60〜90重量%に対して、重量平均分子量(Mw)が中高分子量フッ化ビニリデン系樹脂の1.4倍以上、且つ150万以下、好ましくは140万以下、更に好ましくは130万以下、である超高分子量の結晶特性改質用フッ化ビニリデン系樹脂(PVDF−II)2〜75重量%、好ましくは5〜50重量%、さらに好ましくは10〜40重量%を添加することも好ましい。超高分子量フッ化ビニリデン系樹脂(PVDF−II)のMwが中高分子量樹脂(PVDF−I)のMwの1.4倍未満であると球晶の形成を十分には抑制し難く、一方、150万を超えるとマトリックス樹脂中に均一に分散させることが困難である。また、超高分子量フッ化ビニリデン系樹脂の添加量が2重量%未満では球晶抑制効果が十分でなく、一方、75重量%を超えると、紡糸時のメルトフラクチャー発生により安定した膜形成が困難になる傾向がある。
【0016】
得られる多孔膜の性能の観点からは、多くの用途において、耐薬品性と機械的強度の高さからフッ化ビニリデン100モル%からなる単独重合体を用いることが好ましい。
【0017】
他方、得られる多孔膜の性能として柔軟性や伸縮性が求められる場合、あるいは電池セパレータ用途において過熱時に膜が軟化することによって自動的に孔が閉塞して電流を遮断する温度、すなわちシャットダウン温度を低下させたい場合には、共重合によってこれらの特性を調整することが可能であり、フッ化ビニリデン系樹脂として共重合体を用いることが好ましい。この場合には、ハロゲン化溶媒による膨潤性も増大するので、非膨潤性の溶媒で置換して乾燥時の空孔収縮を防止する効果も大きくなる。
【0018】
上記したような比較的高分子量のフッ化ビニリデン系樹脂は、好ましくは乳化重合あるいは懸濁重合、特に好ましくは懸濁重合により得ることができる。
【0019】
熱誘起相分離法による樹脂多孔膜の製造のためには、上記のフッ化ビニリデン系樹脂に、有機液状体を加えて膜形成用の原料組成物を形成する。
【0020】
(有機液状体)
本発明による樹脂多孔膜は、主として上記したフッ化ビニリデン系樹脂により形成されるが、その製造のためには、フッ化ビニリデン系樹脂に加えて、孔形成剤としての有機液状体を用いる。有機液状体としては、少なくとも上昇温度において、フッ化ビニリデン系樹脂と相溶性を有し、冷却によりあるいは非溶媒との接触により、フッ化ビニリデン系樹脂と相分離を起す任意の有機液状体(室温において固体であり、上昇温度において始めて液状化するものを含む)が用いられる。熱誘起相分離法による多孔膜の製造のためには上述したフッ化ビニリデン系樹脂に加えて、好ましくはその可塑剤からなる有機液状体を孔形成剤として用いる。このような有機液状体としては、フッ化ビニリデン系樹脂に対するモノメリック可塑剤およびポリメリック可塑剤が好ましく用いられ、溶融混練温度において、フッ化ビニリデン系樹脂と相溶性を有するとともに、下記(i)〜(iii)の特性を有するものが特に好ましく用いられる。これにより、全層空孔率(A0)を高く且つ冷却側表面に近接する緻密層の厚さを薄く空孔率(A1)を高く維持することが可能になる。
【0021】
(i)フッ化ビニリデン系樹脂との溶融混練物に、フッ化ビニリデン系樹脂単独の結晶化温度Tc(℃)より6℃以上低い、好ましくは9℃以上低い、更に好ましくは12℃以上低い、結晶化温度Tc′(℃)を与え、
(ii)その溶融混練物を冷却して固化した膜状成形体に、示差走査熱量計(DSC)で測定したときのフッ化ビニリデン系樹脂質量基準での結晶融解エンタルピーΔH’(J/g)として、5J/g以上、好ましくは10J/g以上、更に好ましくは25J/g以上、最も好ましくは50J/g以上を与え、且つ
(iii)JIS K7117−2(円すい−平板型回転粘度計使用)に準拠して温度25℃で測定した粘度が200mPa・s〜1000Pa・s、より好ましくは400mPa・s〜100Pa・s、更に好ましくは500mPa・s〜50Pa・s。
有機液状体の粘度が高いほど、形成される多孔膜中の空孔径が小さくなる傾向がある。
【0022】
上記の特性を有する有機液状体の好ましい例として、脂肪族二塩基酸とグリコールとからなる(ポリ)エステル、すなわちポリエステルまたはエステル(脂肪族二塩基酸のモノまたはジグリコールエステル)の少なくとも一方、好ましくは双方の末端を一価の芳香族カルボン酸で封止したポリエステル系可塑剤が用いられる。
【0023】
上記のポリエステル系可塑剤の中央部の(ポリ)エステルを構成する脂肪族二塩基酸成分としては、炭素数4〜12、特に6〜10の脂肪族二塩基酸が好ましい。このような脂肪族二塩基酸成分としては、例えばコハク酸、マレイン酸、フマル酸、グルタミン酸、アジピン酸、アゼライン酸、セバシン酸、ドデカンジカルボン酸等が挙げられ、なかでも工業的な入手の容易性からアジピン酸が最も好ましい。これら脂肪族二塩基酸は、単独使用でも、二種以上を併用してもよい。
【0024】
上記のポリエステル系可塑剤の中央部の(ポリ)エステルを構成するグリコール成分としては、炭素数2〜18、特に3〜10のグリコール類が好ましく、例えば脂肪族二価アルコール、あるいはポリアルキレングリコール等が用いられる。これらグリコール類は、単独使用でも、2種以上を併用してもよい。
【0025】
上記のポリエステル系可塑剤は、その分子鎖末端が芳香族一価カルボン酸によって封止されていることが好ましい。芳香族一価カルボン酸は、2種以上を併用してもよいが、特に工業的な入手の容易性から安息香酸が好ましい。
【0026】
本発明においては、有機液状体全体として、上記特性を満たす限り、上記ポリエステル系可塑剤に加えて、モノメリック系可塑剤あるいは非水溶性の溶媒を併用することもできる。
【0027】
このような好ましい有機液状体の選択により、前記したような好ましい分子量特性を有するフッ化ビニリデン系樹脂への有機液状体の多量添加が可能になり、かつ溶融押出後の冷却により固化した成形物がフッ化ビニリデン樹脂相と有機液状体相に分離して、後の抽出工程において有機液状体相を除去した後に、全層空孔率および緻密層空孔率(測定法は後述)がともに高い多孔膜が得られる。
【0028】
(組成物)
多孔膜形成用の原料組成物は、フッ化ビニリデン系樹脂100容量部に対して、有機液状体を、少なくとも200容量部以上、より好ましくは300容量部以上、更に好ましくは400容量部以上、上限は1000容量部以下、より好ましくは700容量部以下、を混合して形成するのが良い。有機液状体として上記ポリエステル系可塑剤を用いる場合にも、これに加えて、原料組成物の溶融混練下での溶融粘度等を考慮して、必要に応じてモノメリックエステル系可塑剤、非水溶性の溶媒等を添加することができる。
【0029】
有機液状体量が少な過ぎると本発明の目的とする空孔率の上昇を得難くなり、多過ぎると溶融粘度が過度に低下し、中空糸の場合は糸つぶれが発生し易くなり、また得られる多孔膜の機械的強度が低下するおそれがある。
【0030】
有機液状体の添加量は、上記範囲内でフッ化ビニリデン系樹脂との溶融混練物のTc′が120〜140℃、より好ましくは125〜139℃、更に好ましくは130〜138℃になるように調整することが好ましい。
【0031】
(混合・溶融押出し)
一例として熱誘起相分離法により膜状成形体(a)を形成する場合、バレル温度180〜250℃、好ましくは200〜240℃で溶融混練された溶融押出組成物は、一般に150〜270℃、好ましくは170〜240℃、の温度で、Tダイあるいは中空ノズルから押出されて膜状化される。従って、最終的に、上記温度範囲の均質組成物が得られる限りにおいて、フッ化ビニリデン系樹脂と、有機液状体の混合並びに溶融形態は任意である。このような組成物を得るための好ましい態様の一つによれば、二軸混練押出機が用いられ、(好ましくは主体樹脂と結晶特性改質用樹脂の混合物からなる)フッ化ビニリデン系樹脂は、該押出機の上流側から供給され、有機液状体が、下流で供給され、押出機を通過して吐出されるまでに均質混合物とされる。この二軸押出機は、その長手軸方向に沿って、複数のブロックに分けて独立の温度制御が可能であり、それぞれの部位の通過物の内容により適切な温度調節がなされる。
【0032】
(冷却)
熱誘起相分離法による場合、次いで溶融押出された中空糸膜状物を、フッ化ビニリデン系樹脂に対して不活性(すなわち非溶媒且つ非反応性)な液体(好ましくは水)からなり、熱誘起相分離を起すに十分に低い温度Tqの冷却浴中に導入して、好ましくはその外側面から優先的に冷却して固化成膜させる。平膜形成のためには、冷却液のシャワーの外、チルロールによる片側面からの冷却も用いられる。冷却温度Tqが低いほど、形成される空孔径が小さくなる傾向がある。
【0033】
(抽出)
成形された膜状物は、次いでハロゲン化溶媒からなる抽出液浴中に導入され、有機液状体の抽出除去を受ける。ハロゲン化溶媒は、下記の方法により測定したフッ化ビニリデン系樹脂の膨潤率が2〜20重量%、特に5〜10重量%のものが好ましく用いられる。その具体例としては、ジクロロメタン、1,1,1−トリクロロエタンなどなどが上げられ、特に沸点が30〜100℃程度のものが好ましく用いられる。このようなハロゲン化溶媒を用いることにより、高い空孔率を得るために好ましい有機液状体であるポリメリック可塑剤、好ましくは特定の粘度を有するポリメリック可塑剤を、短時間に効率的に抽出することが出来る。長尺の中空糸膜の抽出は、これをボビンに巻き取って行うことが効率的である。
【0034】
<膨潤率測定>
フッ化ビニリデン系樹脂を温度230℃で5分間加熱プレスした後、温度20℃の冷却プレスで冷却固化して厚さ0.5mmのプレスシートを作製する。このプレスシートを50mm四方に裁断して試験片とする。この試験片の重量W1を測定した後、室温で溶媒に120時間浸漬する。その後に試験片を取り出して表面に付着した溶媒をろ紙で拭き取り、試験片の重量W2を測定する。下式により膨潤率(%)を測定する。
【0035】
膨潤率(%)=(W2−W1)/W1×100。
【0036】
(非膨潤性液体による置換処理)
前述したように、ハロゲン化溶媒は、フッ化ビニリデン系樹脂に対し膨潤性を有し、有機液状体の抽出効果が大である。しかし、その膨潤性の故に、抽出等によりハロゲン化溶媒を含むフッ化ビニリデン系樹脂の膜状物をそのまま乾燥工程に移行すると、形成された空孔が収縮する傾向が見られる。この傾向は、孔径が小さい膜ほど顕著になる。従って、本発明においては、ハロゲン化溶媒を形成された孔中に含むフッ化ビニリデン系樹脂多孔膜を、フッ化ビニリデン系樹脂に対して膨潤性を有さない溶媒からなるリンス液に浸漬する等によりハロゲン化溶媒を置換した後、乾燥する。本発明では、上記方法により測定した膨潤率が、1重量%未満のものが非膨潤性の溶媒として用いられる。更にハロゲン化溶媒との置換が容易な点でハロゲン化溶媒と相溶性を有する溶媒が好ましい。非膨潤性であり且つハロゲン化溶媒と相溶性を有する溶媒の具体例としては、例えばイソプロピルアルコール、エタノール、ヘキサン等が挙げられる。なお、イソプロピルアルコールやエタノールのように水とも相溶性を有する溶媒を用いた場合には、引き続いて水等のフッ化ビニリデン系樹脂に対して非膨潤性であり且つ不燃性の溶媒に置換してから、乾燥あるいは熱処理を行うことも好ましい。
【0037】
本発明に従う抽出後のハロゲン化溶媒の非膨潤性液体による置換処理は、オンラインによる連続抽出、あるいは中空糸の糸束やボビン巻物のバッチ抽出等、いずれの抽出方法にも適用可能であり、いずれの場合も、抽出後の乾燥工程での多孔膜の収縮に起因する、過剰な張力の発生による多孔膜の破断や寸法斑、固着、あるいは収縮に伴うシワや縮れの発生等を防止し、また抽出および乾燥設備の収縮追従機構の設計を容易にする効果もある。
【0038】
(延伸)
抽出後の膜状物は、次いでこれを延伸に付し、空孔率および孔径の増大並びに強伸度の改善をすることも可能である。延伸を行う場合、これに先立って、抽出後の膜状物(多孔膜)の外表面から一定の深さ(例えば、5μm以上、かつ膜厚さの1/2以下)まで選択的に湿潤させ、この状態で延伸すると、外表面近傍での空孔の収縮を防止しつつ延伸効果が得られるので好ましい。
【0039】
外表面から一定の深さを湿潤する具体的方法としては、表面張力が25〜45mN/mである湿潤性改善液の塗布(浸漬による場合を含む)が好ましい。表面張力が25mN/m未満であるとPVDF多孔膜への浸透速度が速すぎるため外表面に選択的に湿潤性改善液を塗布することが難しい場合があり、表面張力が45mN/mを越えると外表面ではじかれてしまう(PVDF多孔膜への濡れ性あるいは浸透性が不十分である)ために外表面に均一に湿潤性改善液を塗布することが難しい場合がある。特に湿潤性改善液として、界面活性剤を水に添加して得られる界面活性剤液(すなわち界面活性剤の水溶液ないし水性均質分散液)の使用が好ましい。
【0040】
界面活性剤はHLB(親水性親油性バランス)が8以上のものが好ましく、特にHLBが8〜20、さらには10〜18の非イオン系界面活性剤あるいはイオン系(アニオン系、カチオン系および両性)界面活性剤が好ましく用いられ、なかでも非イオン系界面活性剤が好ましい。
【0041】
中空糸膜の延伸は、一般に、周速度の異なるローラ対等による中空糸膜の長手方向への一軸延伸として行うことが好ましい。延伸倍率は、好ましくは1.1〜4.0倍、より好ましくは1.2〜3.0倍、最も好ましくは1.4〜2.5倍程度が適当である。延伸倍率を過大にすると、中空糸膜の破断の傾向が大となる。延伸温度は25〜90℃、特に45〜80℃、が好ましい。延伸温度が低過ぎると延伸が不均一になり、延伸温度が高過ぎると、延伸倍率を上げても空孔率の増大が得難い。平膜の場合には、逐次又は同時の二軸延伸も可能である。延伸操作性の向上のために、予め80〜160℃、好ましくは100〜140℃の範囲の温度で1秒〜18000秒、好ましくは3秒〜3600秒、熱処理して、結晶化度を増大させることも好ましい。
【0042】
また、延伸は、ハロゲン化溶媒による有機液状体の抽出前に行うことも可能であり、この場合には、空孔率増大、孔径拡大を通じた透水量の増大効果は、抽出後の延伸に比べて小さくなるが、中空糸の紡糸から延伸までの工程を連続化できる利点がある。中空糸の場合の延伸倍率としては好ましくは1.4〜5.0倍、より好ましくは1.6〜4.0倍、最も好ましくは1.8〜3.0倍程度が適当である。延伸温度は、抽出後延伸の場合と同等である。
【0043】
(緩和処理)
上記のようにして抽出後の延伸を経て得られたフッ化ビニリデン系樹脂の中空糸多孔膜については、非湿潤性の雰囲気(あるいは媒体)中で少なくとも一段階、より好ましくは少なくとも二段階の緩和または定長熱処理に付すことが好ましい。非湿潤性の雰囲気は、室温付近でフッ化ビニリデン系樹脂の濡れ張力よりも大きな表面張力(JIS K6768)を有する非湿潤性の液体、代表的には水、あるいは空気をはじめとするほぼ全ての気体が用いられる。
【0044】
(フッ化ビニリデン系樹脂多孔膜)
上記一連の工程を通じて本発明の方法により得られるフッ化ビニリデン系樹脂多孔膜は、特に有機液状体の除去過程(本発明の場合には、ハロゲン化溶媒の非膨潤性液体による置換・乾燥工程を含む)における収縮率が小さく、空孔率が70%以上と高いことが特徴である。換言すれば、膜状成形体を形成するフッ化ビニリデン系樹脂と有機液状体との混合物中の有機液状体の容積割合RLに対する製品多孔膜中の全層空孔率A0として定める孔形成効率A0/RLが高く、例えば0.85以上であることが一つの特徴である。すなわち比較的少ない有機液状体使用量で高い空孔率が得られる。
【0045】
特に、孔径が比較的小さく、例えばハーフドライ法による平均孔径が0.01〜0.2μm、好ましくは0.01〜0.1μm、更に好ましくは0.02〜0.07μmであり、かつ空孔率が高い、たとえば全層空孔率が70〜95%、好ましくは75〜90%である多孔膜を得る目的で、比較的高粘度のポリエステル可塑剤を多量添加する場合、あるいは冷却温度を低下させる場合には、ハロゲン化溶媒による抽出に際して収縮が顕著であったが、本発明の方法によれば、このような場合でも、置換のない場合に比べて、空孔率を1.5倍以上、好ましくは2倍以上、更に好ましくは3倍以上、に上昇させることが可能である。
【0046】
また、本発明の方法によれば長手方向の寸法収縮が小さいため、膜状成形体をボビンに巻いた状態でのバッチ抽出が可能であり、引き続いて延伸を行うことが容易である。
【実施例】
【0047】
以下、実施例、比較例により、本発明を更に具体的に説明する。本明細書に記載の特性値は、既に測定方法を記載したもの以外については、以下の方法による測定値に基くものである。
【0048】
(結晶融点Tm1,Tm2および結晶化温度Tc、Tc′)
パーキンエルマー社製の示差走査熱量計「DSC7」を用いて、試料樹脂10mgを測定セルにセットし、窒素ガス雰囲気中で、温度30℃から10℃/分の昇温速度で250℃まで昇温し、ついで250℃で1分間保持した後、250℃から10℃/分の降温速度で30℃まで降温してDSC曲線を求めた。このDSC曲線における昇温過程における吸熱ピーク速度を融点Tm1(℃)とし、降温過程における発熱ピーク温度を結晶化温度Tc(℃)とした。引き続いて、温度30℃で1分間保持した後、再び30℃から10℃/分の昇温速度で250℃まで昇温してDSC曲線を測定した。この再昇温DSC曲線における吸熱ピーク温度を本発明のフッ化ビニリデン系樹脂の結晶特性を規定する本来の樹脂融点Tm2(℃)とした。
【0049】
また膜原料としてのフッ化ビニリデン系樹脂と有機液状体等との混合物の結晶化温度Tc′(℃)とは、溶融混練物の冷却固化物の10mgを試料として上記と同様の昇降温サイクルにかけてDSC曲線を得、降温過程において検出した発熱ピーク温度をいう。
【0050】
またフッ化ビニリデン系樹脂の結晶化温度Tcは、本発明法による多孔膜の製造工程を通じて実質的に変化しないが、本明細書においては、代表的に、成膜後の膜、すなわち抽出工程、必要に応じておよび延伸工程、緩和工程を経て最終的に得られた膜、の10mgを試料として上記と同様の昇降温サイクルにかけてDSC曲線を得、降温過程において検出した発熱ピーク温度の測定値を記載している。
【0051】
(溶融混練物の冷却固化物の結晶融解エンタルピーΔH’)
膜原料としてのフッ化ビニリデン系樹脂と有機液状体等との混合物の結晶融解エンタルピーΔH’は次のようにして測定した:
溶融混練物の冷却固化物の10mgを上記結晶化温度Tc′の測定と同様の昇降温サイクルにかけてDSC曲線を得、1回目の昇温における吸熱ピーク面積から溶融混練物の冷却固化物の全体質量基準での結晶融解エンタルピーΔH0(J/g)を求めた。また、これとは別に上記溶融混練物の冷却固化物の約1gを秤量して、その重量をW0(g)とし、次いでこの溶融混練物の冷却固化物を室温でジクロロメタンに浸漬して30分間超音波洗浄する操作を3回繰り返して有機液状体等を抽出し、温度120℃のオーブンで乾燥させて再度秤量した。その重量をW(g)として、次式により、フッ化ビニリデン系樹脂質量基準での溶融混練物の冷却固化物の結晶融解エンタルピーΔH’(J/g)を算出した。
【0052】
ΔH’=ΔH0/(W/W0)
溶融混練物の冷却固化物としては、実際の方法により製造された溶融混練押出物の冷却固化膜で抽出処理前のもの(後記の実施例における第1中間成形体)を用いることが便宜である。
【0053】
(相溶性)
有機液状体のフッ化ビニリデン系樹脂に対する相溶性は、次の方法により判定した:
フッ化ビニリデン系樹脂23.73gと、有機液状体46.27gとを、室温で混ぜ合わせてスラリー状混合物を得る。次に、東洋精機(株)製「ラボプラストミル」(ミキサータイプ:「R−60」)のバレルをフッ化ビニリデン系樹脂の融点より10℃以上高い(例えば約17〜37℃高い)所定の温度に調整しておいて,上記スラリー状混合物を投入して3分間予熱し、続いてミキサー回転数50rpmで溶融混練する。混練開始後、10分以内に清澄な(すなわち目視で濁りの原因となる分散物のない程度に透明な)溶融混練物が得られる場合には、その有機液状体はフッ化ビニリデン系樹脂に対して相溶性であると判定する。なお、溶融混練物の粘度が高い場合などには気泡の抱きこみにより白濁して見えることがあるので、そのときは、適宜、熱プレスするなどの方法により脱気して判定する。一旦、冷却固化した場合には、再度加熱して溶融状態にしてから清澄か否かを判定する。
【0054】
(重量平均分子量(Mw))
日本分光社製のGPC装置「GPC−900」を用い、カラムに昭和電工社製の「Shodex KD−806M」、プレカラムに「Shodex KD−G」、溶媒にNMPを使用し、温度40℃、流量10mL/分にて、ゲルパーミエーションクロマトグラフィー(GPC)法によりポリスチレン換算分子量として測定した。
【0055】
(全層空孔率A0)
平膜および中空糸膜を含む多孔膜の見掛け体積V(cm3)を算出し、更に多孔膜の重量W(g)を測定して次式より全層空孔率A0を求めた:
[数1]
全層空孔率A0(%)=(1−W/(V×ρ))×100
ρ:PVDFの比重(=1.78g/cm3)。
【0056】
(孔形成効率)
膜状成形体形成用のフッ化ビニリデン系樹脂(比重=1.78)との混合物中の有機液状体の容積混合比率RLを押出供給比率(重量%)と有機液状体の比重から算出した。孔形成効率は、全層空孔率A0とRLとの比A0/RLにより求めた。
【0057】
(寸法収縮率)
後記実施例、比較例における抽出前の第1中間成形体を長さ約300mmに切り出し、抽出前糸長L0(mm)、抽出前外径OD0(mm)、抽出前内径ID0(mm)、抽出前膜厚さT0(mm)を測定した。次いで所定の抽出、置換、乾燥の各操作を行い、乾燥後糸長L1(mm)、乾燥後外径OD1(mm)、乾燥後内径ID1(mm)、乾燥後膜厚さT1(mm)を測定した。下式により各寸法収縮率(%)を算出した。
【0058】
長手収縮率(%)=100×(L0−L1)/L0
外径収縮率(%)=100×(OD0−OD1)/OD0
内径収縮率(%)=100×(ID0−ID1)/ID0
膜厚さ収縮率(%)=100×(T0−T1)/T0
(平均孔径)
ASTM F316−86およびASTM E1294−89に準拠し、Porous Materials, Inc.社製「パームポロメータCFP−200AEX」を用いてハーフドライ法により平均孔径Pm(μm)を測定した。試液はパーフルオロポリエステル(商品名「Galwick」)を用いた。
【0059】
(最大孔径)
ASTM F316−86およびASTM E1294−89に準拠し、Porous Materials, Inc.社製「パームポロメータCFP−200AEX」を用いてバブルポイント法により最大孔径Pmax(μm)を測定した。試液はパーフルオロポリエステル(商品名「Galwick」)を用いた。
【0060】
(被処理水側表面孔径P1および透過水側表面孔径P2)
平膜または中空糸状の多孔膜試料について、被処理水側表面(中空糸においては外表面)の平均孔径P1および透過水側表面(中空糸においては内表面)の平均孔径P2を、SEM法により測定した(SEM平均孔径)。以下、中空糸多孔膜試料を例にとって、測定法を説明する。中空糸膜試料の外表面および内表面について、それぞれ観察倍率1万5千倍でSEM写真撮影を行う。次に、それぞれのSEM写真について、孔と認識できるすべてのものについて孔径を測定する。孔径は各孔の長径と短径を測定し、孔径=(長径+短径)/2として求める。測定した孔径の算術平均を求め、外表面平均孔径P1および内表面平均孔径P2とする。なお写真内に観察される孔数が多すぎる場合には、写真画像を4等分して、その1つの区域(1/4画面)について、上記の孔径測定を行うことで簡略化してもよい。本発明の中空糸膜の外表面について1/4画面で測定する場合には、測定孔数は概ね200〜300個となる。
【0061】
(緻密層厚さ)
平膜または中空糸状の多孔膜試料について、被処理水側表面(中空糸においては外表面)から連続する緻密且つ孔径がほぼ均一な層の厚さを、SEMによる断面観察により測定する。以下、中空糸多孔膜試料を例にとって、測定法を説明する。まず中空糸多孔膜資料をイソプロピルアルコール(IPA)に浸漬して細孔にIPAを含浸させ、次いで直ちに液体窒素に浸漬して凍結させ、凍結したまま、中空糸膜を折り曲げて破断することにより、その長手方向と直交する断面を露出する。露出した断面を観察倍率1万5千倍で外表面側から内表面側に向けて順次SEM写真撮影を行う。次に、最も外表面側のSEM写真について外表面から1.5μmの点を中心とした3μm×3μm四方の領域について孔と認識できるすべてのものについて孔径を測定する。孔径は各孔の長径と短径を測定し、孔径=(長径+短径)/2として求める。測定した孔径の算術平均を求め、これを深さ1.5μmでの断面孔径X1.5(μm)とする。外表面から、更に約3μmの間隔で順次、内表面側にずらした点を中心とした3μm×3μm四方の領域について、上記と同様に算術平均孔径を求め、その結果に基づき、必要に応じて内挿を行うことにより、外表面から任意の深さd(μm)における断面孔径Xd(μm)を求める。Xd/X1.5≦1.2の条件が満たされれば孔径が均一であるとし、その条件が満たされる最大深さd(μm)をもって、孔径が均一な緻密層厚さとする。
【0062】
(緻密層空孔率)
平膜または中空糸状の多孔膜試料について、緻密層の被処理水側表面に接する厚さ5μmの部分の空孔率A1(%)(以下、「緻密層空孔率A1」と称する)を含浸法により測定する。以下、中空糸多孔膜試料を例にとって、測定法を説明する。まず中空糸多孔膜試料を、長さL=約300mmに切り出し、加熱圧着もしくは接着剤により中空部の両端を封じ、重さW0(mg)を測定する。次に、この両端を封じた中空糸膜試料を、染料(紀和化学工業(株)製「Cation Red」)0.05重量%と、脂肪酸グリセリンエステル(阪本薬品化学工業(株)製「MO−7S」;HLB値=12.9)1.0重量%とを溶解したグリセリン(ライオン(株)製「精製グリセリンD」)からなる試験液に浸漬した後、取り出して表面の試験液をふき取り、再び重さW(mg)を測定する。ついで計量後の試料を剃刀で輪切りにし、光学顕微鏡(KEYENS社製「VQ−Z50」を使用して、試験液が含浸した部分(=染色部分)の厚さt(μm)を測定する。含浸厚さtは、試験液への浸漬時間および試験液中の脂肪族グリセリンエステル濃度を調整することで、t=5±1(μm)に調整する。上記試料の外径OD(mm)、長さL(mm)および含浸厚さt(μm)から試験液が含浸した試料の部分の体積V(ml)を、次式により算出する:
V=π×((OD/2)2−(OD/2−t/1000)2)×L/1000
浸漬前の試料の重さW0(mg)と浸漬後の試料の重さW(mg)の差から次式により含浸した試験液の体積VL(ml)を算出する:
VL=(W−W0)/(ρs×1000)
ここでρsは試験液の比重であり、1.261(g/ml)とする。
【0063】
次式により、緻密層空孔率A1(%)を算出する。
【0064】
A1=VL/V×100。
【0065】
(透水量F)
純水透水量Fの測定のためには、試長L(図1参照)=200mmの試料中空糸多孔膜をエタノールに15分間浸漬し、次いで純水に15分間浸漬して湿潤化した後、水温25℃、差圧100kPaで測定した1日当りの透水量(m3/day)を、中空糸多孔膜の膜面積(m2)(=外径×π×試長Lとして計算)で除して得た。測定値は、F(100kPa,L=200mm)と表記し、単位はm/day(=m3/m2/day)で表わす。
【0066】
(表面張力測定)
デュヌイ表面張力試験器を用いてJIS−K3362に従って輪環法により、温度25℃での湿潤処理液の表面張力を測定した。
【0067】
(引っ張り試験)
引っ張り試験機(東洋ボールドウィン社製「RTM−100」)を使用して、温度23℃、相対湿度50%の雰囲気中で初期試料長100mm、クロスヘッド速度200mm/分の条件下で測定した。
【0068】
(実施例1)
重量平均分子量(Mw)が4.9×105のマトリクス用ポリフッ化ビニリデン(PVDF−I)(粉体)とMwが9.7×105の結晶特性改質用ポリフッ化ビニリデン(PVDF−II)(粉体)を、それぞれ75重量%および25重量%となる割合で、ヘンシェルミキサーを用いて混合して、Mwが6.1×105であるPVDF混合物を得た。
【0069】
有機液状体として、ポリエステル系可塑剤(末端を一価アルコールで封止した二塩基酸とグリコールとのポリエステル;株式会社DIC製「W−4010」、数平均分子量約4000、JIS K7117−2(円すい−平板型回転粘度計)による25℃での測定粘度18000mPa・s、比重1.113g/ml)と、モノメリックエステル系可塑剤であるアジピン酸ジイソノニル(株式会社ジェイ・プラス製「DINA」、JIS K7117−2(円すい−平板型回転粘度計)による25℃での測定粘度16mPa・s、比重0.923g/ml)とを、80重量%/20重量%の割合で、常温にて攪拌混合した可塑剤混合物を用いた。
【0070】
同方向回転噛み合い型二軸押出機(東芝機械株式会社製「TEM−26SS」、スクリュー直径26mm、L/D=60)を使用し、粉体供給部から混合物Aを供給し、バレル温度220℃で溶融混練して、続いて押出機シリンダの粉体供給部より下流に設けられた液体供給部から有機液状体を、混合物A/有機液状体=27.9重量%/72.1重量%の割合で供給して、バレル温度220℃で混練し、混合物を外径6mm、内径4mmの円形スリットを有するノズル(190℃)から中空糸状に押し出した。この際、ノズル中心部に設けた通気口から空気を中空糸の空洞部に注入して内径を調節した。
【0071】
押し出された混合物を溶融状態のまま、温度12℃に維持されかつノズルから280mm離れた位置に水面を有する(すなわちエアギャップが280mmの)温度Tq=12℃の水冷却浴中に導き冷却固化させ(冷却浴中の滞留時間:約6秒)、3.8m/分の引取速度で引き取った後、これをボビン(巻芯直径:220mm)に長さ500m巻き取って、外径1.80mm、内径1.20mmの第1中間成形体(有機液状体を含有するフッ化ビニリデン系樹脂中空糸多孔膜)を得た。
【0072】
次に、この第1中間成形体を長さ300mmに切り出し、両端を固定することなく、抽出溶媒であるジクロロメタン中に室温で30分間浸漬して有機液状体を抽出した。この際ジクロロメタンが糸に満遍なく行き渡るようにジクロロメタンを攪拌しながら抽出を行った。次いでジクロロメタンを新しいものに取り替えて再び同条件にて抽出する操作を繰り返し、合計3回の抽出を行った。
【0073】
次に、ジクロロメタンを含有した第1中間成形体を実質的に乾燥させることなく(すなわち目視で第1中間成形体に白化が認められない状態で)、両端を固定することなく、リンス液であるエタノール(原料フッ化ビニリデン系樹脂に対する膨潤率0.5%)に室温で30分間浸漬して第1中間成形体に含浸したジクロロメタンをリンス液であるエタノールに置換した。この際エタノールが糸に満遍なく行き渡るようにエタノールを攪拌しながら置換を行った。次いでエタノールを新しいものに取り替えて再び同条件にて置換する操作を繰り返し、合計2回の置換を行った。
【0074】
次に、中空糸の両端を固定することなく、室温で24時間風乾してエタノールを除去し、続いて温度120℃のオーブン中で1時間加熱してエタノールを除去するとともに熱処理を行い、フッ化ビニリデン系樹脂中空糸多孔膜を得た。
【0075】
(実施例2)
リンス液としてイソプロピルアルコール(原料フッ化ビニリデン系樹脂に対する膨潤率0.2%)を用いた以外は実施例1と同様にしてフッ化ビニリデン系樹脂中空糸多孔膜を得た。
【0076】
(実施例3)
リンス液としてヘキサン(原料フッ化ビニリデン系樹脂に対する膨潤率0.0%)を用いた以外は実施例1と同様にしてフッ化ビニリデン系樹脂中空糸多孔膜を得た。
【0077】
(実施例4)
リンス液としてエタノールを用いて置換した後、エタノールを含有した中空糸多孔膜を実質的に乾燥させることなく、更に第2リンス液である水(原料フッ化ビニリデン系樹脂に対する膨潤率0.0%)に置換した以外は実施例1と同様にしてフッ化ビニリデン系樹脂中空糸多孔膜を得た。
【0078】
(比較例1)
リンス液としてジクロロメタン(原料フッ化ビニリデン系樹脂に対する膨潤率5.7%)用いた以外は実施例1と同様にしてフッ化ビニリデン系樹脂中空糸多孔膜を得た。
【0079】
(比較例2)
リンス液としてメタノール(原料フッ化ビニリデン系樹脂に対する膨潤率1.8%)を用いた以外は実施例1と同様にしてフッ化ビニリデン系樹脂中空糸多孔膜を得た。
【0080】
(比較例3)
リンス液としてアセトン(原料フッ化ビニリデン系樹脂に対する膨潤率5.0%)を用いた以外は実施例1と同様にしてフッ化ビニリデン系樹脂中空糸多孔膜を得た。
【0081】
(比較例4)
リンス液としてヘプタフルオロシクロペンタン系溶媒(日本ゼオン株式会社製「ゼオローラHTA」、原料フッ化ビニリデン系樹脂に対する膨潤率3.4%)を用いた以外は実施例1と同様にしてフッ化ビニリデン系樹脂中空糸多孔膜を得た。
【0082】
(実施例5)
有機液状体として、ポリエステル系可塑剤(末端をイソノニルアルコールで封止したアジピン酸と1,2−ブタンジオールのポリエステル;株式会社ジェイ・プラス製「D623N」、数平均分子量約1800、JIS K7117−2(円すい−平板型回転粘度計)による25℃での測定粘度3000mPa・s、比重1.090g/ml)と、モノメリックエステル系可塑剤であるアジピン酸ジイソノニル(株式会社ジェイ・プラス製「DINA」)とを、88重量%/12重量%の割合で、常温にて攪拌混合した可塑剤混合物を用いたこと;溶融押出後の冷却水浴温度Tqを45℃に変更したこと以外は実施例2と同様にしてフッ化ビニリデン系樹脂中空糸多孔膜を得た。
【0083】
(比較例5)
リンス液としてジクロロメタン(原料フッ化ビニリデン系樹脂に対する膨潤率5.7%)用いた以外は実施例5と同様にしてフッ化ビニリデン系樹脂中空糸多孔膜を得た。
【0084】
(実施例6)
フッ化ビニリデン系樹脂として、重量平均分子量(Mw)が6.6×105のマトリクス用ポリフッ化ビニリデン(PVDF−I)(粉体)とMwが9.7×105の結晶特性改質用ポリフッ化ビニリデン(PVDF−II)(粉体)を、それぞれ75重量%および25重量%となる割合で、ヘンシェルミキサーを用いて混合して、Mwが7.4×105であるPVDF混合物を用いたこと;可塑剤として、ポリエステル系可塑剤(末端を安息香酸で封止した二塩基酸とグリコールとのポリエステル;株式会社DIC製「W−83」、数平均分子量約500、JIS K7117−2(円すい−平板型回転粘度計)による25℃での測定粘度750mPa・s、比重1.155g/ml)を用いたこと;フッ化ビニリデン系樹脂/可塑剤=26.9重量%/73.1重量%の割合で供給したこと;溶融押出後の冷却水浴温度Tqを50℃に変更したこと以外は実施例2と同様にしてフッ化ビニリデン系樹脂多孔膜を得た。
【0085】
(比較例6)
リンス液としてジクロロメタン(原料フッ化ビニリデン系樹脂に対する膨潤率5.7%)用いた以外は実施例6と同様にしてフッ化ビニリデン系樹脂中空糸多孔膜を得た。
【0086】
(実施例7)
有機液状体として、モノメリックエステル可塑剤であるアルキレングリコールジベンゾエート(株式会社DIC製「PB−10」、数平均分子量約300、JIS K7117−2(円すい−平板型回転粘度計)による25℃での測定粘度81mPa・s、比重1.147g/ml)を用いたこと;溶融押出後の冷却水浴温度Tqを60℃に変更したこと以外は実施例6と同様にしてフッ化ビニリデン系樹脂多孔膜を得た。
【0087】
(比較例7)
リンス液としてジクロロメタン(原料フッ化ビニリデン系樹脂に対する膨潤率5.7%)用いた以外は実施例7と同様にしてフッ化ビニリデン系樹脂中空糸多孔膜を得た。
【0088】
上記実施例1〜7および比較1〜7の概要ならびに得られた中空糸多孔膜の評価結果の概要を、まとめて、後記表1に示す。
【0089】
上記実施例および比較例においては、ばらばらの単糸状態の第1中間成形体(相分離後の有機液状体を含むフッ化ビニリデン中空糸膜)について抽出(およびその後のリンス)を行った。これに対し、以下の実施例および比較例においてはボビンに巻き取った状態の第1中間成形体の抽出(およびその後のリンス)を行い、本発明の方法による寸法収縮率低減によるボビン抽出の容易性とその後の延伸による膜特性を評価した。
【0090】
(実施例8)
実施例5においてボビン(巻芯直径:220mm)に巻き取った第1中間成形体(長さ500m)を、ボビンに巻いたままジクロロメタン中に室温で30分間浸漬して可塑剤を抽出した。この際ジクロロメタンが糸に満遍なく行き渡るようにボビンを回転させながら抽出を行った。次いでジクロロメタンを新しいものに取り替えて再び同条件にて抽出する操作を繰り返し、合計3回の抽出を行った。
【0091】
次に、ジクロロメタンを含有した第1中間成形体を実質的に乾燥させることなく(すなわち目視で第1中間成形体に白化が認められない状態で)、リンス液であるイソプロピルアルコール(IPA)に室温で30分間浸漬して第1中間成形体に含浸したジクロロメタンをIPAに置換した。この際IPAが糸に満遍なく行き渡るようにボビンを回転させながら置換を行った。次いでIPAを新しいものに取り替えて再び同条件にて置換する操作を繰り返し、合計2回の置換を行った。
【0092】
次に室温で24時間風乾してIPAを除去し、続いて温度120℃のオーブン中で1時間加熱してIPAを除去するとともに熱処理を行い、第2中間成形体を得た。この際、ボビンの直径が自由に収縮するようにして、糸の収縮を拘束することなく乾燥と、熱処理を行った。
【0093】
次にこの第2中間成形体をボビンに巻いた状態で、界面活性剤としてポリグリセリン脂肪酸エステル(阪本薬品工業株式会社製「SYグリスター ML−310」、HLB=10.3)を濃度0.05重量%で純水に溶解したエマルジョン水溶液(表面張力=32.4mN/m)に常温で30分間浸漬した。
【0094】
更にボビンをエマルジョン水溶液に浸漬したまま、ボビンを回転しつつ第2中間成形体を引き出し、第1のロール速度を20.0m/分にして、60℃の水浴中を通過させ、第2のロール速度を35.0m/分にすることで長手方向に1.75倍に延伸した。次いで温度90℃に制御した温水浴中を通過させ第1段緩和率を8%で緩和を行い、さらに空間温度140℃に制御した乾熱槽を通過させ第2段緩和率を1.5%で緩和を行った。これを巻き取ってフッ化ビニリデン系樹脂中空糸多孔膜を得た。
【0095】
(実施例9)
実施例6においてボビンに巻き取った第1中間成形体(長さ500m)を用いたこと以外は実施例8と同様にしてフッ化ビニリデン系樹脂中空糸多孔膜を得た。
【0096】
(実施例10)
実施例7においてボビンに巻き取った第1中間成形体(長さ500m)を用いたこと以外は実施例8と同様にしてフッ化ビニリデン系樹脂中空糸多孔膜を得た。
【0097】
(比較例8)
リンス液としてジクロロメタン(原料フッ化ビニリデン系樹脂に対する膨潤率5.7%)用いた以外は実施例8と同様にしてボビン抽出を行い、次いで乾燥、熱処理を行った。しかし、糸の巻き締まりによる、糸同士の食い込みと糸縮れが生じて、延伸に供することが出来なかった。
【0098】
(比較例9)
リンス液としてジクロロメタン(原料フッ化ビニリデン系樹脂に対する膨潤率5.7%)用いた以外は実施例9と同様にしてボビン抽出を行い、次いで乾燥、熱処理を行った。しかし、糸の巻き締まりによる、糸同士の食い込みと糸縮れが生じて、延伸に供することが出来なかった。
【0099】
(比較例10)
リンス液としてジクロロメタン(原料フッ化ビニリデン系樹脂に対する膨潤率5.7%)用いた以外は実施例10と同様にしてボビン抽出を行い、次いで乾燥、熱処理を行った。しかし、糸の巻き締まりによる、糸同士の食い込みと糸縮れが生じて、延伸に供することが出来なかった。
【0100】
(実施例11)
実施例6において巻き取った第1中間成形体(長さ500m)をボビンから引き出し、第1のロール速度を20.0m/分にして、60℃の水浴中を通過させ、第2のロール速度を50m/分にすることで長手方向に2.5倍に延伸した。次いで温度90℃に制御した温水浴中を通過させ第1段緩和率を8%で緩和を行い、さらに空間温度140℃に制御した乾熱槽を通過させ第2段緩和率を1.5%で緩和を行い、ボビンに巻き取り延伸糸を得た。
【0101】
次に、この延伸糸をボビンに巻いたままジクロロメタン中に室温で30分間浸漬して有機液状体を抽出した。この際ジクロロメタンが糸に満遍なく行き渡るようにボビンを回転させながら抽出を行った。次いでジクロロメタンを新しいものに取り替えて再び同条件にて抽出する操作を繰り返し、合計3回の抽出を行った。
【0102】
次に、ジクロロメタンを含有した延伸糸を実質的に乾燥させることなく(すなわち目視で延伸糸に白化が認められることなく)、リンス液であるイソプロピルアルコール(IPA)に室温で30分間浸漬して延伸糸に含浸したジクロロメタンをIPAに置換した。この際IPAが糸に満遍なく行き渡るようにボビンを回転させながら置換を行った。次いでIPAを新しいものに取り替えて再び同条件にて置換する操作を繰り返し、合計2回の置換を行った。
【0103】
次に室温で24時間風乾してIPAを除去し、続いて温度120℃のオーブン中で1時間加熱してIPAを除去するとともに熱処理を行い、フッ化ビニリデン系樹脂中空糸多孔膜を得た。この際、ボビンの直径が自由に収縮するようにして、糸の収縮を拘束することなく乾燥と、熱処理を行った。
【0104】
(比較例11)
リンス液としてジクロロメタン(原料フッ化ビニリデン系樹脂に対する膨潤率5.7%)用いた以外は実施例11と同様にしてボビン抽出を行い、次いで乾燥、熱処理を行った。しかし、糸の巻き締まりによる、糸同士の食い込みと糸縮れが生じて、均一な形状を有する中空糸多孔膜として回収することが出来なかった。
【0105】
(実施例12)
実施例1においてボビンに巻き取った第1中間成形体(長さ500m)を用いたこと、リンス液としてエタノールを用いて置換した後、エタノールを含有した中空糸多孔膜を実質的に乾燥させることなく、更に第2リンス液である水(原料フッ化ビニリデン系樹脂に対する膨潤率0.0%)に置換を用いたこと以外は実施例8と同様にしてフッ化ビニリデン系樹脂中空糸多孔膜を得た。
【0106】
(比較例12)
リンス液としてジクロロメタン(原料フッ化ビニリデン系樹脂に対する膨潤率5.7%)用いた以外は実施例12と同様にしてボビン抽出を行い、次いで乾燥、熱処理を行った。しかし、糸の巻き締まりによる、糸同士の食い込みと糸縮れが生じて、延伸に供することが出来なかった。
【0107】
上記実施例8〜12および比較例8〜12の概要及び得られた中空糸多孔膜の評価結果をまとめて後記表2に示す。
【表1】

【表2】
【産業上の利用可能性】
【0108】
上記表1をみれば、ハロゲン化溶媒を含有するフッ化ビニリデン系樹脂多孔膜からハロゲン化溶媒を除去してフッ化ビニリデン系樹脂多孔膜を化し有するに際して、これを直接乾燥するのでなく、フッ化ビニリデン系樹脂のハロゲン化溶媒を非膨潤性溶媒で置換する工程を挿入することにより、空孔の収縮が抑制されて、高い孔形成効率でフッ化ビニリデン系樹脂多孔膜が得られることが分る。また表2の結果は、効果的な抽出を行うために長尺の中空糸膜状フッ化ビニリデン系樹脂多孔膜をボビン巻きした後、ハロゲン化溶媒で抽出後に非膨潤性溶媒で置換することにより、中空糸膜の巻き締りによる変形が抑制され、中空糸膜の取出しが容易化して、孔径が小さいにもかかわらず透水性の良好なフッ化ビニリデン系樹脂中空糸多孔膜が形成されることを示している。このようにして本発明法により形成される透液性の良いフッ化ビニリデン系樹脂多孔膜は、ろ水処理に適するだけでなく、細菌やたんぱく質等の濃縮、重金属類の化学凝集粒子の回収に利用できる分離膜、油水分離や気液分離用の分離膜、リチウムイオン二次電池等の電池隔膜および固体電解質支持体等としても、好適に使用することが出来る。特に、好ましい態様としての熱誘起相分離法により得られるフッ化ビニリデン系樹脂多孔膜は、孔径が膜厚さ方向に連続的に拡大し、かつ空孔率が膜厚さ方向に均一に分布する特性を有するとともに、特に分離特性あるいは選択透過特性に寄与する緻密層の空孔率が改善されたことにより、優れた分離特性あるいは選択透過特性を有しながら、流体の透過あるいはイオン等の移動に対する抵抗が少ないという特性を与えられる。このような特性は、上記した分離用途一般に、特に適したものである。
【技術分野】
【0001】
本発明は、精密ろ過膜あるいは電池、電気二重層キャパシタ等の電気化学素子用セパレータ等の分離多孔膜を初めとする各種用途に用いられるフッ化ビニリデン系樹脂製の多孔膜の製造方法に関する。
【背景技術】
【0002】
フッ化ビニリデン系樹脂は、耐候性、耐薬品性、耐熱性に優れることから分離用多孔膜への応用が検討されている。特に、(濾)水処理用途、なかでも上水製造または下水処理用途に向けられたフッ化ビニリデン系樹脂多孔膜に関して、その製造方法も含めて、数多くの提案がなされている(例えば特許文献1〜10)。
【0003】
これらフッ化ビニリデン系樹脂多孔膜の製造方法には、一般にフッ化ビニリデン系樹脂と少なくとも上昇温度においては親和性である有機液状体との混合物の膜状成形体を冷却することにより、有機液状体とフッ化ビニリデン系樹脂の相分離を起し、相分離した有機液状体を含むフッ化ビニリデン系樹脂の膜状成形体を形成する工程(熱誘起相分離法)、あるいは前記フッ化ビニリデン系樹脂と有機液状体の混合物の膜状成形体を前記有機液状体と相溶性であるフッ化ビニリデン系樹脂の非溶媒と接触させ、非溶媒により前記有機液状体を置換しつつ有機液状体とフッ化ビニリデン系樹脂との相分離を起させて、非溶媒を含むフッ化ビニリデン系樹脂の膜状成形体を形成する工程(非溶媒誘起相分離法)が含まれることが多い。上記熱誘起相分離法においては、次いで、抽出溶媒により有機液状体を抽出し、その後抽出溶媒を乾燥除去してフッ化ビニリデン系樹脂多孔膜を形成する。他方、非溶媒誘起相分離法においては、非溶媒の乾燥除去によりフッ化ビニリデン系樹脂多孔膜を形成する。熱誘起相分離法においは、多孔化剤として用いられる有機液状体に対して短時間で効率のよい抽出性を示すハロゲン化溶媒が抽出溶媒として多く用いられる。他方、非溶媒誘起相分離法においては、多くの場合、非溶媒として水が用いられるが、フレオン等のハロゲン化溶媒が用いられることもある(例えば、特許文献2)。
【0004】
上記したフッ化ビニリデン系樹脂多孔膜の製造方法においては、当然のこととして、透水性(透液性)を支配する空孔率が高い膜が形成されることが好ましいが、従来法は、必ずしもこの点で満足できるものではなかった。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開平3−215535号公報
【特許文献2】特開昭61−257203号公報
【特許文献3】特開平7−173323号公報
【特許文献4】WO99/47593A
【特許文献5】WO01/28667号公報
【特許文献6】WO02/070115A
【特許文献7】WO2004/081109A
【特許文献8】WO2005/099879A
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明は、分離用途、特に(濾)水処理に適した、従来よりも高い空孔率を示すフッ化ビニリデン系樹脂多孔膜の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
本発明者等は、上述の目的で研究した結果、上記した従来法において、所望の程度に高い空孔率の膜が形成されない主要な原因の一つとして、熱誘起相分離法における抽出溶媒あるいは非溶媒誘起相分離法における非溶媒として用いるハロゲン化溶媒がフッ化ビニリデン系樹脂に対して膨潤性を有するため、このハロゲン化溶媒を乾燥除去する過程で、フッ化ビニリデン系樹脂膜に形成された空孔が収縮することがあることを見出した。また、この空孔収縮は、フッ化ビニリデン系樹脂に対して非膨潤性の溶媒でハロゲン化溶媒を置換した後、この溶媒を乾燥除去することにより回避可能であり、結果として高い空孔率のフッ化ビニリデン系樹脂多孔膜が得られることが見出された。
【0008】
本発明のフッ化ビニリデン系樹脂多孔膜の製造方法は、上述の知見に基づくものであり、より詳しくは、フッ化ビニリデン系樹脂と有機液状体との混合物の膜状成形体(a)をハロゲン化溶媒に浸漬して有機液状体を抽出除去してその抜け跡の空孔中にハロゲン化溶媒を含有する膜状成形体(b)を形成し、これを実質的に乾燥させることなく、フッ化ビニリデン系樹脂に対して膨潤性を有さない溶媒に浸漬してハロゲン化溶媒を置換させ、その後、乾燥させることを特徴とする。
【図面の簡単な説明】
【0009】
【図1】実施例で得られた中空糸多孔膜の透水量を評価するために用いた装置の概略説明図。
【発明を実施するための最良の形態】
【0010】
本発明のフッ化ビニリデン系樹脂多孔膜の製造方法は、それに先立って、例えば抽出溶媒としてハロゲン化溶媒を用いる熱誘起相分離法により、あるいは非溶媒としてハロゲン化溶媒を用いる非溶媒誘起相分離法により、その空孔中にハロゲン化溶媒を含有するフッ化ビニリデン系樹脂の膜状成形体(b)が形成されていれば、平膜および中空糸膜のいずれの形成にも適用可能である。ただし、どちらかといえば、有機液状体を効率的に抽出するためにハロゲン化溶媒を用いる必要のある熱誘起相分離法によりハロゲン化溶媒を含有する膜状成形体(b)を形成する態様が好ましい。また、ろ水処理膜としての使用を考慮したときは、ろ過装置当りの膜面積を大きくすることが容易な中空糸膜の形成に用いることが好ましい。
【0011】
従って、以下、このような中空糸形態を有するフッ化ビニリデン系樹脂多孔膜を、熱誘起相分離法を用いて形成する態様を主として、本発明の製造方法に含まれる各工程を、順次説明する。
【0012】
(フッ化ビニリデン系樹脂)
本発明において、主たる膜原料であるフッ化ビニリデン系樹脂としては、フッ化ビニリデンの単独重合体、すなわちポリフッ化ビニリデン、フッ化ビニリデンと共重合可能な他のモノマーとの共重合体あるいはこれらの混合物で、重量平均分子量が60万〜120万、より好ましくは65万〜100万、特に好ましくは70万〜90万のものが好ましく用いられる。重量平均分子量が60万未満であると、高い空孔率を得るために有機液状体の割合を増加した場合に、粘度低下して膜状に成形することが難しくなり、120万超過であるとフッ化ビニリデン系樹脂と有機液状体を均一に混合するのに長い時間を要する。
【0013】
フッ化ビニリデンと共重合可能なモノマーとしては、四フッ化エチレン、六フッ化プロピレン、三フッ化エチレン、三フッ化塩化エチレン、フッ化ビニル等の一種又は二種以上を用いることができる。フッ化ビニリデン系樹脂は、構成単位としてフッ化ビニリデンを70モル%以上含有することが好ましい。
【0014】
多孔膜製造過程においてフッ化ビニリデン系樹脂と有機液状体との溶融混合物の膜状成形体を冷却することにより相分離を生じさせる方法(すなわち熱誘起相分離法)を用いる場合には、フッ化ビニリデン系樹脂の結晶化によって相分離が生じるため、結晶性の高いフッ化ビニリデン系樹脂を用いることで空孔率が高い多孔膜が得られる傾向にある。このため熱誘起相分離法ではフッ化ビニリデン100モル%からなる単独重合体を用いることが好ましい。
【0015】
熱誘起相分離法においては球晶の生成を抑制する目的で、重量平均分子量(Mw)が45万〜100万、好ましくは49万〜90万、さらに好ましくは、60万〜80万の中高分子量のマトリクス用フッ化ビニリデン系樹脂(PVDF−I)25〜98重量%、好ましくは50〜95重量%、さらに好ましくは60〜90重量%に対して、重量平均分子量(Mw)が中高分子量フッ化ビニリデン系樹脂の1.4倍以上、且つ150万以下、好ましくは140万以下、更に好ましくは130万以下、である超高分子量の結晶特性改質用フッ化ビニリデン系樹脂(PVDF−II)2〜75重量%、好ましくは5〜50重量%、さらに好ましくは10〜40重量%を添加することも好ましい。超高分子量フッ化ビニリデン系樹脂(PVDF−II)のMwが中高分子量樹脂(PVDF−I)のMwの1.4倍未満であると球晶の形成を十分には抑制し難く、一方、150万を超えるとマトリックス樹脂中に均一に分散させることが困難である。また、超高分子量フッ化ビニリデン系樹脂の添加量が2重量%未満では球晶抑制効果が十分でなく、一方、75重量%を超えると、紡糸時のメルトフラクチャー発生により安定した膜形成が困難になる傾向がある。
【0016】
得られる多孔膜の性能の観点からは、多くの用途において、耐薬品性と機械的強度の高さからフッ化ビニリデン100モル%からなる単独重合体を用いることが好ましい。
【0017】
他方、得られる多孔膜の性能として柔軟性や伸縮性が求められる場合、あるいは電池セパレータ用途において過熱時に膜が軟化することによって自動的に孔が閉塞して電流を遮断する温度、すなわちシャットダウン温度を低下させたい場合には、共重合によってこれらの特性を調整することが可能であり、フッ化ビニリデン系樹脂として共重合体を用いることが好ましい。この場合には、ハロゲン化溶媒による膨潤性も増大するので、非膨潤性の溶媒で置換して乾燥時の空孔収縮を防止する効果も大きくなる。
【0018】
上記したような比較的高分子量のフッ化ビニリデン系樹脂は、好ましくは乳化重合あるいは懸濁重合、特に好ましくは懸濁重合により得ることができる。
【0019】
熱誘起相分離法による樹脂多孔膜の製造のためには、上記のフッ化ビニリデン系樹脂に、有機液状体を加えて膜形成用の原料組成物を形成する。
【0020】
(有機液状体)
本発明による樹脂多孔膜は、主として上記したフッ化ビニリデン系樹脂により形成されるが、その製造のためには、フッ化ビニリデン系樹脂に加えて、孔形成剤としての有機液状体を用いる。有機液状体としては、少なくとも上昇温度において、フッ化ビニリデン系樹脂と相溶性を有し、冷却によりあるいは非溶媒との接触により、フッ化ビニリデン系樹脂と相分離を起す任意の有機液状体(室温において固体であり、上昇温度において始めて液状化するものを含む)が用いられる。熱誘起相分離法による多孔膜の製造のためには上述したフッ化ビニリデン系樹脂に加えて、好ましくはその可塑剤からなる有機液状体を孔形成剤として用いる。このような有機液状体としては、フッ化ビニリデン系樹脂に対するモノメリック可塑剤およびポリメリック可塑剤が好ましく用いられ、溶融混練温度において、フッ化ビニリデン系樹脂と相溶性を有するとともに、下記(i)〜(iii)の特性を有するものが特に好ましく用いられる。これにより、全層空孔率(A0)を高く且つ冷却側表面に近接する緻密層の厚さを薄く空孔率(A1)を高く維持することが可能になる。
【0021】
(i)フッ化ビニリデン系樹脂との溶融混練物に、フッ化ビニリデン系樹脂単独の結晶化温度Tc(℃)より6℃以上低い、好ましくは9℃以上低い、更に好ましくは12℃以上低い、結晶化温度Tc′(℃)を与え、
(ii)その溶融混練物を冷却して固化した膜状成形体に、示差走査熱量計(DSC)で測定したときのフッ化ビニリデン系樹脂質量基準での結晶融解エンタルピーΔH’(J/g)として、5J/g以上、好ましくは10J/g以上、更に好ましくは25J/g以上、最も好ましくは50J/g以上を与え、且つ
(iii)JIS K7117−2(円すい−平板型回転粘度計使用)に準拠して温度25℃で測定した粘度が200mPa・s〜1000Pa・s、より好ましくは400mPa・s〜100Pa・s、更に好ましくは500mPa・s〜50Pa・s。
有機液状体の粘度が高いほど、形成される多孔膜中の空孔径が小さくなる傾向がある。
【0022】
上記の特性を有する有機液状体の好ましい例として、脂肪族二塩基酸とグリコールとからなる(ポリ)エステル、すなわちポリエステルまたはエステル(脂肪族二塩基酸のモノまたはジグリコールエステル)の少なくとも一方、好ましくは双方の末端を一価の芳香族カルボン酸で封止したポリエステル系可塑剤が用いられる。
【0023】
上記のポリエステル系可塑剤の中央部の(ポリ)エステルを構成する脂肪族二塩基酸成分としては、炭素数4〜12、特に6〜10の脂肪族二塩基酸が好ましい。このような脂肪族二塩基酸成分としては、例えばコハク酸、マレイン酸、フマル酸、グルタミン酸、アジピン酸、アゼライン酸、セバシン酸、ドデカンジカルボン酸等が挙げられ、なかでも工業的な入手の容易性からアジピン酸が最も好ましい。これら脂肪族二塩基酸は、単独使用でも、二種以上を併用してもよい。
【0024】
上記のポリエステル系可塑剤の中央部の(ポリ)エステルを構成するグリコール成分としては、炭素数2〜18、特に3〜10のグリコール類が好ましく、例えば脂肪族二価アルコール、あるいはポリアルキレングリコール等が用いられる。これらグリコール類は、単独使用でも、2種以上を併用してもよい。
【0025】
上記のポリエステル系可塑剤は、その分子鎖末端が芳香族一価カルボン酸によって封止されていることが好ましい。芳香族一価カルボン酸は、2種以上を併用してもよいが、特に工業的な入手の容易性から安息香酸が好ましい。
【0026】
本発明においては、有機液状体全体として、上記特性を満たす限り、上記ポリエステル系可塑剤に加えて、モノメリック系可塑剤あるいは非水溶性の溶媒を併用することもできる。
【0027】
このような好ましい有機液状体の選択により、前記したような好ましい分子量特性を有するフッ化ビニリデン系樹脂への有機液状体の多量添加が可能になり、かつ溶融押出後の冷却により固化した成形物がフッ化ビニリデン樹脂相と有機液状体相に分離して、後の抽出工程において有機液状体相を除去した後に、全層空孔率および緻密層空孔率(測定法は後述)がともに高い多孔膜が得られる。
【0028】
(組成物)
多孔膜形成用の原料組成物は、フッ化ビニリデン系樹脂100容量部に対して、有機液状体を、少なくとも200容量部以上、より好ましくは300容量部以上、更に好ましくは400容量部以上、上限は1000容量部以下、より好ましくは700容量部以下、を混合して形成するのが良い。有機液状体として上記ポリエステル系可塑剤を用いる場合にも、これに加えて、原料組成物の溶融混練下での溶融粘度等を考慮して、必要に応じてモノメリックエステル系可塑剤、非水溶性の溶媒等を添加することができる。
【0029】
有機液状体量が少な過ぎると本発明の目的とする空孔率の上昇を得難くなり、多過ぎると溶融粘度が過度に低下し、中空糸の場合は糸つぶれが発生し易くなり、また得られる多孔膜の機械的強度が低下するおそれがある。
【0030】
有機液状体の添加量は、上記範囲内でフッ化ビニリデン系樹脂との溶融混練物のTc′が120〜140℃、より好ましくは125〜139℃、更に好ましくは130〜138℃になるように調整することが好ましい。
【0031】
(混合・溶融押出し)
一例として熱誘起相分離法により膜状成形体(a)を形成する場合、バレル温度180〜250℃、好ましくは200〜240℃で溶融混練された溶融押出組成物は、一般に150〜270℃、好ましくは170〜240℃、の温度で、Tダイあるいは中空ノズルから押出されて膜状化される。従って、最終的に、上記温度範囲の均質組成物が得られる限りにおいて、フッ化ビニリデン系樹脂と、有機液状体の混合並びに溶融形態は任意である。このような組成物を得るための好ましい態様の一つによれば、二軸混練押出機が用いられ、(好ましくは主体樹脂と結晶特性改質用樹脂の混合物からなる)フッ化ビニリデン系樹脂は、該押出機の上流側から供給され、有機液状体が、下流で供給され、押出機を通過して吐出されるまでに均質混合物とされる。この二軸押出機は、その長手軸方向に沿って、複数のブロックに分けて独立の温度制御が可能であり、それぞれの部位の通過物の内容により適切な温度調節がなされる。
【0032】
(冷却)
熱誘起相分離法による場合、次いで溶融押出された中空糸膜状物を、フッ化ビニリデン系樹脂に対して不活性(すなわち非溶媒且つ非反応性)な液体(好ましくは水)からなり、熱誘起相分離を起すに十分に低い温度Tqの冷却浴中に導入して、好ましくはその外側面から優先的に冷却して固化成膜させる。平膜形成のためには、冷却液のシャワーの外、チルロールによる片側面からの冷却も用いられる。冷却温度Tqが低いほど、形成される空孔径が小さくなる傾向がある。
【0033】
(抽出)
成形された膜状物は、次いでハロゲン化溶媒からなる抽出液浴中に導入され、有機液状体の抽出除去を受ける。ハロゲン化溶媒は、下記の方法により測定したフッ化ビニリデン系樹脂の膨潤率が2〜20重量%、特に5〜10重量%のものが好ましく用いられる。その具体例としては、ジクロロメタン、1,1,1−トリクロロエタンなどなどが上げられ、特に沸点が30〜100℃程度のものが好ましく用いられる。このようなハロゲン化溶媒を用いることにより、高い空孔率を得るために好ましい有機液状体であるポリメリック可塑剤、好ましくは特定の粘度を有するポリメリック可塑剤を、短時間に効率的に抽出することが出来る。長尺の中空糸膜の抽出は、これをボビンに巻き取って行うことが効率的である。
【0034】
<膨潤率測定>
フッ化ビニリデン系樹脂を温度230℃で5分間加熱プレスした後、温度20℃の冷却プレスで冷却固化して厚さ0.5mmのプレスシートを作製する。このプレスシートを50mm四方に裁断して試験片とする。この試験片の重量W1を測定した後、室温で溶媒に120時間浸漬する。その後に試験片を取り出して表面に付着した溶媒をろ紙で拭き取り、試験片の重量W2を測定する。下式により膨潤率(%)を測定する。
【0035】
膨潤率(%)=(W2−W1)/W1×100。
【0036】
(非膨潤性液体による置換処理)
前述したように、ハロゲン化溶媒は、フッ化ビニリデン系樹脂に対し膨潤性を有し、有機液状体の抽出効果が大である。しかし、その膨潤性の故に、抽出等によりハロゲン化溶媒を含むフッ化ビニリデン系樹脂の膜状物をそのまま乾燥工程に移行すると、形成された空孔が収縮する傾向が見られる。この傾向は、孔径が小さい膜ほど顕著になる。従って、本発明においては、ハロゲン化溶媒を形成された孔中に含むフッ化ビニリデン系樹脂多孔膜を、フッ化ビニリデン系樹脂に対して膨潤性を有さない溶媒からなるリンス液に浸漬する等によりハロゲン化溶媒を置換した後、乾燥する。本発明では、上記方法により測定した膨潤率が、1重量%未満のものが非膨潤性の溶媒として用いられる。更にハロゲン化溶媒との置換が容易な点でハロゲン化溶媒と相溶性を有する溶媒が好ましい。非膨潤性であり且つハロゲン化溶媒と相溶性を有する溶媒の具体例としては、例えばイソプロピルアルコール、エタノール、ヘキサン等が挙げられる。なお、イソプロピルアルコールやエタノールのように水とも相溶性を有する溶媒を用いた場合には、引き続いて水等のフッ化ビニリデン系樹脂に対して非膨潤性であり且つ不燃性の溶媒に置換してから、乾燥あるいは熱処理を行うことも好ましい。
【0037】
本発明に従う抽出後のハロゲン化溶媒の非膨潤性液体による置換処理は、オンラインによる連続抽出、あるいは中空糸の糸束やボビン巻物のバッチ抽出等、いずれの抽出方法にも適用可能であり、いずれの場合も、抽出後の乾燥工程での多孔膜の収縮に起因する、過剰な張力の発生による多孔膜の破断や寸法斑、固着、あるいは収縮に伴うシワや縮れの発生等を防止し、また抽出および乾燥設備の収縮追従機構の設計を容易にする効果もある。
【0038】
(延伸)
抽出後の膜状物は、次いでこれを延伸に付し、空孔率および孔径の増大並びに強伸度の改善をすることも可能である。延伸を行う場合、これに先立って、抽出後の膜状物(多孔膜)の外表面から一定の深さ(例えば、5μm以上、かつ膜厚さの1/2以下)まで選択的に湿潤させ、この状態で延伸すると、外表面近傍での空孔の収縮を防止しつつ延伸効果が得られるので好ましい。
【0039】
外表面から一定の深さを湿潤する具体的方法としては、表面張力が25〜45mN/mである湿潤性改善液の塗布(浸漬による場合を含む)が好ましい。表面張力が25mN/m未満であるとPVDF多孔膜への浸透速度が速すぎるため外表面に選択的に湿潤性改善液を塗布することが難しい場合があり、表面張力が45mN/mを越えると外表面ではじかれてしまう(PVDF多孔膜への濡れ性あるいは浸透性が不十分である)ために外表面に均一に湿潤性改善液を塗布することが難しい場合がある。特に湿潤性改善液として、界面活性剤を水に添加して得られる界面活性剤液(すなわち界面活性剤の水溶液ないし水性均質分散液)の使用が好ましい。
【0040】
界面活性剤はHLB(親水性親油性バランス)が8以上のものが好ましく、特にHLBが8〜20、さらには10〜18の非イオン系界面活性剤あるいはイオン系(アニオン系、カチオン系および両性)界面活性剤が好ましく用いられ、なかでも非イオン系界面活性剤が好ましい。
【0041】
中空糸膜の延伸は、一般に、周速度の異なるローラ対等による中空糸膜の長手方向への一軸延伸として行うことが好ましい。延伸倍率は、好ましくは1.1〜4.0倍、より好ましくは1.2〜3.0倍、最も好ましくは1.4〜2.5倍程度が適当である。延伸倍率を過大にすると、中空糸膜の破断の傾向が大となる。延伸温度は25〜90℃、特に45〜80℃、が好ましい。延伸温度が低過ぎると延伸が不均一になり、延伸温度が高過ぎると、延伸倍率を上げても空孔率の増大が得難い。平膜の場合には、逐次又は同時の二軸延伸も可能である。延伸操作性の向上のために、予め80〜160℃、好ましくは100〜140℃の範囲の温度で1秒〜18000秒、好ましくは3秒〜3600秒、熱処理して、結晶化度を増大させることも好ましい。
【0042】
また、延伸は、ハロゲン化溶媒による有機液状体の抽出前に行うことも可能であり、この場合には、空孔率増大、孔径拡大を通じた透水量の増大効果は、抽出後の延伸に比べて小さくなるが、中空糸の紡糸から延伸までの工程を連続化できる利点がある。中空糸の場合の延伸倍率としては好ましくは1.4〜5.0倍、より好ましくは1.6〜4.0倍、最も好ましくは1.8〜3.0倍程度が適当である。延伸温度は、抽出後延伸の場合と同等である。
【0043】
(緩和処理)
上記のようにして抽出後の延伸を経て得られたフッ化ビニリデン系樹脂の中空糸多孔膜については、非湿潤性の雰囲気(あるいは媒体)中で少なくとも一段階、より好ましくは少なくとも二段階の緩和または定長熱処理に付すことが好ましい。非湿潤性の雰囲気は、室温付近でフッ化ビニリデン系樹脂の濡れ張力よりも大きな表面張力(JIS K6768)を有する非湿潤性の液体、代表的には水、あるいは空気をはじめとするほぼ全ての気体が用いられる。
【0044】
(フッ化ビニリデン系樹脂多孔膜)
上記一連の工程を通じて本発明の方法により得られるフッ化ビニリデン系樹脂多孔膜は、特に有機液状体の除去過程(本発明の場合には、ハロゲン化溶媒の非膨潤性液体による置換・乾燥工程を含む)における収縮率が小さく、空孔率が70%以上と高いことが特徴である。換言すれば、膜状成形体を形成するフッ化ビニリデン系樹脂と有機液状体との混合物中の有機液状体の容積割合RLに対する製品多孔膜中の全層空孔率A0として定める孔形成効率A0/RLが高く、例えば0.85以上であることが一つの特徴である。すなわち比較的少ない有機液状体使用量で高い空孔率が得られる。
【0045】
特に、孔径が比較的小さく、例えばハーフドライ法による平均孔径が0.01〜0.2μm、好ましくは0.01〜0.1μm、更に好ましくは0.02〜0.07μmであり、かつ空孔率が高い、たとえば全層空孔率が70〜95%、好ましくは75〜90%である多孔膜を得る目的で、比較的高粘度のポリエステル可塑剤を多量添加する場合、あるいは冷却温度を低下させる場合には、ハロゲン化溶媒による抽出に際して収縮が顕著であったが、本発明の方法によれば、このような場合でも、置換のない場合に比べて、空孔率を1.5倍以上、好ましくは2倍以上、更に好ましくは3倍以上、に上昇させることが可能である。
【0046】
また、本発明の方法によれば長手方向の寸法収縮が小さいため、膜状成形体をボビンに巻いた状態でのバッチ抽出が可能であり、引き続いて延伸を行うことが容易である。
【実施例】
【0047】
以下、実施例、比較例により、本発明を更に具体的に説明する。本明細書に記載の特性値は、既に測定方法を記載したもの以外については、以下の方法による測定値に基くものである。
【0048】
(結晶融点Tm1,Tm2および結晶化温度Tc、Tc′)
パーキンエルマー社製の示差走査熱量計「DSC7」を用いて、試料樹脂10mgを測定セルにセットし、窒素ガス雰囲気中で、温度30℃から10℃/分の昇温速度で250℃まで昇温し、ついで250℃で1分間保持した後、250℃から10℃/分の降温速度で30℃まで降温してDSC曲線を求めた。このDSC曲線における昇温過程における吸熱ピーク速度を融点Tm1(℃)とし、降温過程における発熱ピーク温度を結晶化温度Tc(℃)とした。引き続いて、温度30℃で1分間保持した後、再び30℃から10℃/分の昇温速度で250℃まで昇温してDSC曲線を測定した。この再昇温DSC曲線における吸熱ピーク温度を本発明のフッ化ビニリデン系樹脂の結晶特性を規定する本来の樹脂融点Tm2(℃)とした。
【0049】
また膜原料としてのフッ化ビニリデン系樹脂と有機液状体等との混合物の結晶化温度Tc′(℃)とは、溶融混練物の冷却固化物の10mgを試料として上記と同様の昇降温サイクルにかけてDSC曲線を得、降温過程において検出した発熱ピーク温度をいう。
【0050】
またフッ化ビニリデン系樹脂の結晶化温度Tcは、本発明法による多孔膜の製造工程を通じて実質的に変化しないが、本明細書においては、代表的に、成膜後の膜、すなわち抽出工程、必要に応じておよび延伸工程、緩和工程を経て最終的に得られた膜、の10mgを試料として上記と同様の昇降温サイクルにかけてDSC曲線を得、降温過程において検出した発熱ピーク温度の測定値を記載している。
【0051】
(溶融混練物の冷却固化物の結晶融解エンタルピーΔH’)
膜原料としてのフッ化ビニリデン系樹脂と有機液状体等との混合物の結晶融解エンタルピーΔH’は次のようにして測定した:
溶融混練物の冷却固化物の10mgを上記結晶化温度Tc′の測定と同様の昇降温サイクルにかけてDSC曲線を得、1回目の昇温における吸熱ピーク面積から溶融混練物の冷却固化物の全体質量基準での結晶融解エンタルピーΔH0(J/g)を求めた。また、これとは別に上記溶融混練物の冷却固化物の約1gを秤量して、その重量をW0(g)とし、次いでこの溶融混練物の冷却固化物を室温でジクロロメタンに浸漬して30分間超音波洗浄する操作を3回繰り返して有機液状体等を抽出し、温度120℃のオーブンで乾燥させて再度秤量した。その重量をW(g)として、次式により、フッ化ビニリデン系樹脂質量基準での溶融混練物の冷却固化物の結晶融解エンタルピーΔH’(J/g)を算出した。
【0052】
ΔH’=ΔH0/(W/W0)
溶融混練物の冷却固化物としては、実際の方法により製造された溶融混練押出物の冷却固化膜で抽出処理前のもの(後記の実施例における第1中間成形体)を用いることが便宜である。
【0053】
(相溶性)
有機液状体のフッ化ビニリデン系樹脂に対する相溶性は、次の方法により判定した:
フッ化ビニリデン系樹脂23.73gと、有機液状体46.27gとを、室温で混ぜ合わせてスラリー状混合物を得る。次に、東洋精機(株)製「ラボプラストミル」(ミキサータイプ:「R−60」)のバレルをフッ化ビニリデン系樹脂の融点より10℃以上高い(例えば約17〜37℃高い)所定の温度に調整しておいて,上記スラリー状混合物を投入して3分間予熱し、続いてミキサー回転数50rpmで溶融混練する。混練開始後、10分以内に清澄な(すなわち目視で濁りの原因となる分散物のない程度に透明な)溶融混練物が得られる場合には、その有機液状体はフッ化ビニリデン系樹脂に対して相溶性であると判定する。なお、溶融混練物の粘度が高い場合などには気泡の抱きこみにより白濁して見えることがあるので、そのときは、適宜、熱プレスするなどの方法により脱気して判定する。一旦、冷却固化した場合には、再度加熱して溶融状態にしてから清澄か否かを判定する。
【0054】
(重量平均分子量(Mw))
日本分光社製のGPC装置「GPC−900」を用い、カラムに昭和電工社製の「Shodex KD−806M」、プレカラムに「Shodex KD−G」、溶媒にNMPを使用し、温度40℃、流量10mL/分にて、ゲルパーミエーションクロマトグラフィー(GPC)法によりポリスチレン換算分子量として測定した。
【0055】
(全層空孔率A0)
平膜および中空糸膜を含む多孔膜の見掛け体積V(cm3)を算出し、更に多孔膜の重量W(g)を測定して次式より全層空孔率A0を求めた:
[数1]
全層空孔率A0(%)=(1−W/(V×ρ))×100
ρ:PVDFの比重(=1.78g/cm3)。
【0056】
(孔形成効率)
膜状成形体形成用のフッ化ビニリデン系樹脂(比重=1.78)との混合物中の有機液状体の容積混合比率RLを押出供給比率(重量%)と有機液状体の比重から算出した。孔形成効率は、全層空孔率A0とRLとの比A0/RLにより求めた。
【0057】
(寸法収縮率)
後記実施例、比較例における抽出前の第1中間成形体を長さ約300mmに切り出し、抽出前糸長L0(mm)、抽出前外径OD0(mm)、抽出前内径ID0(mm)、抽出前膜厚さT0(mm)を測定した。次いで所定の抽出、置換、乾燥の各操作を行い、乾燥後糸長L1(mm)、乾燥後外径OD1(mm)、乾燥後内径ID1(mm)、乾燥後膜厚さT1(mm)を測定した。下式により各寸法収縮率(%)を算出した。
【0058】
長手収縮率(%)=100×(L0−L1)/L0
外径収縮率(%)=100×(OD0−OD1)/OD0
内径収縮率(%)=100×(ID0−ID1)/ID0
膜厚さ収縮率(%)=100×(T0−T1)/T0
(平均孔径)
ASTM F316−86およびASTM E1294−89に準拠し、Porous Materials, Inc.社製「パームポロメータCFP−200AEX」を用いてハーフドライ法により平均孔径Pm(μm)を測定した。試液はパーフルオロポリエステル(商品名「Galwick」)を用いた。
【0059】
(最大孔径)
ASTM F316−86およびASTM E1294−89に準拠し、Porous Materials, Inc.社製「パームポロメータCFP−200AEX」を用いてバブルポイント法により最大孔径Pmax(μm)を測定した。試液はパーフルオロポリエステル(商品名「Galwick」)を用いた。
【0060】
(被処理水側表面孔径P1および透過水側表面孔径P2)
平膜または中空糸状の多孔膜試料について、被処理水側表面(中空糸においては外表面)の平均孔径P1および透過水側表面(中空糸においては内表面)の平均孔径P2を、SEM法により測定した(SEM平均孔径)。以下、中空糸多孔膜試料を例にとって、測定法を説明する。中空糸膜試料の外表面および内表面について、それぞれ観察倍率1万5千倍でSEM写真撮影を行う。次に、それぞれのSEM写真について、孔と認識できるすべてのものについて孔径を測定する。孔径は各孔の長径と短径を測定し、孔径=(長径+短径)/2として求める。測定した孔径の算術平均を求め、外表面平均孔径P1および内表面平均孔径P2とする。なお写真内に観察される孔数が多すぎる場合には、写真画像を4等分して、その1つの区域(1/4画面)について、上記の孔径測定を行うことで簡略化してもよい。本発明の中空糸膜の外表面について1/4画面で測定する場合には、測定孔数は概ね200〜300個となる。
【0061】
(緻密層厚さ)
平膜または中空糸状の多孔膜試料について、被処理水側表面(中空糸においては外表面)から連続する緻密且つ孔径がほぼ均一な層の厚さを、SEMによる断面観察により測定する。以下、中空糸多孔膜試料を例にとって、測定法を説明する。まず中空糸多孔膜資料をイソプロピルアルコール(IPA)に浸漬して細孔にIPAを含浸させ、次いで直ちに液体窒素に浸漬して凍結させ、凍結したまま、中空糸膜を折り曲げて破断することにより、その長手方向と直交する断面を露出する。露出した断面を観察倍率1万5千倍で外表面側から内表面側に向けて順次SEM写真撮影を行う。次に、最も外表面側のSEM写真について外表面から1.5μmの点を中心とした3μm×3μm四方の領域について孔と認識できるすべてのものについて孔径を測定する。孔径は各孔の長径と短径を測定し、孔径=(長径+短径)/2として求める。測定した孔径の算術平均を求め、これを深さ1.5μmでの断面孔径X1.5(μm)とする。外表面から、更に約3μmの間隔で順次、内表面側にずらした点を中心とした3μm×3μm四方の領域について、上記と同様に算術平均孔径を求め、その結果に基づき、必要に応じて内挿を行うことにより、外表面から任意の深さd(μm)における断面孔径Xd(μm)を求める。Xd/X1.5≦1.2の条件が満たされれば孔径が均一であるとし、その条件が満たされる最大深さd(μm)をもって、孔径が均一な緻密層厚さとする。
【0062】
(緻密層空孔率)
平膜または中空糸状の多孔膜試料について、緻密層の被処理水側表面に接する厚さ5μmの部分の空孔率A1(%)(以下、「緻密層空孔率A1」と称する)を含浸法により測定する。以下、中空糸多孔膜試料を例にとって、測定法を説明する。まず中空糸多孔膜試料を、長さL=約300mmに切り出し、加熱圧着もしくは接着剤により中空部の両端を封じ、重さW0(mg)を測定する。次に、この両端を封じた中空糸膜試料を、染料(紀和化学工業(株)製「Cation Red」)0.05重量%と、脂肪酸グリセリンエステル(阪本薬品化学工業(株)製「MO−7S」;HLB値=12.9)1.0重量%とを溶解したグリセリン(ライオン(株)製「精製グリセリンD」)からなる試験液に浸漬した後、取り出して表面の試験液をふき取り、再び重さW(mg)を測定する。ついで計量後の試料を剃刀で輪切りにし、光学顕微鏡(KEYENS社製「VQ−Z50」を使用して、試験液が含浸した部分(=染色部分)の厚さt(μm)を測定する。含浸厚さtは、試験液への浸漬時間および試験液中の脂肪族グリセリンエステル濃度を調整することで、t=5±1(μm)に調整する。上記試料の外径OD(mm)、長さL(mm)および含浸厚さt(μm)から試験液が含浸した試料の部分の体積V(ml)を、次式により算出する:
V=π×((OD/2)2−(OD/2−t/1000)2)×L/1000
浸漬前の試料の重さW0(mg)と浸漬後の試料の重さW(mg)の差から次式により含浸した試験液の体積VL(ml)を算出する:
VL=(W−W0)/(ρs×1000)
ここでρsは試験液の比重であり、1.261(g/ml)とする。
【0063】
次式により、緻密層空孔率A1(%)を算出する。
【0064】
A1=VL/V×100。
【0065】
(透水量F)
純水透水量Fの測定のためには、試長L(図1参照)=200mmの試料中空糸多孔膜をエタノールに15分間浸漬し、次いで純水に15分間浸漬して湿潤化した後、水温25℃、差圧100kPaで測定した1日当りの透水量(m3/day)を、中空糸多孔膜の膜面積(m2)(=外径×π×試長Lとして計算)で除して得た。測定値は、F(100kPa,L=200mm)と表記し、単位はm/day(=m3/m2/day)で表わす。
【0066】
(表面張力測定)
デュヌイ表面張力試験器を用いてJIS−K3362に従って輪環法により、温度25℃での湿潤処理液の表面張力を測定した。
【0067】
(引っ張り試験)
引っ張り試験機(東洋ボールドウィン社製「RTM−100」)を使用して、温度23℃、相対湿度50%の雰囲気中で初期試料長100mm、クロスヘッド速度200mm/分の条件下で測定した。
【0068】
(実施例1)
重量平均分子量(Mw)が4.9×105のマトリクス用ポリフッ化ビニリデン(PVDF−I)(粉体)とMwが9.7×105の結晶特性改質用ポリフッ化ビニリデン(PVDF−II)(粉体)を、それぞれ75重量%および25重量%となる割合で、ヘンシェルミキサーを用いて混合して、Mwが6.1×105であるPVDF混合物を得た。
【0069】
有機液状体として、ポリエステル系可塑剤(末端を一価アルコールで封止した二塩基酸とグリコールとのポリエステル;株式会社DIC製「W−4010」、数平均分子量約4000、JIS K7117−2(円すい−平板型回転粘度計)による25℃での測定粘度18000mPa・s、比重1.113g/ml)と、モノメリックエステル系可塑剤であるアジピン酸ジイソノニル(株式会社ジェイ・プラス製「DINA」、JIS K7117−2(円すい−平板型回転粘度計)による25℃での測定粘度16mPa・s、比重0.923g/ml)とを、80重量%/20重量%の割合で、常温にて攪拌混合した可塑剤混合物を用いた。
【0070】
同方向回転噛み合い型二軸押出機(東芝機械株式会社製「TEM−26SS」、スクリュー直径26mm、L/D=60)を使用し、粉体供給部から混合物Aを供給し、バレル温度220℃で溶融混練して、続いて押出機シリンダの粉体供給部より下流に設けられた液体供給部から有機液状体を、混合物A/有機液状体=27.9重量%/72.1重量%の割合で供給して、バレル温度220℃で混練し、混合物を外径6mm、内径4mmの円形スリットを有するノズル(190℃)から中空糸状に押し出した。この際、ノズル中心部に設けた通気口から空気を中空糸の空洞部に注入して内径を調節した。
【0071】
押し出された混合物を溶融状態のまま、温度12℃に維持されかつノズルから280mm離れた位置に水面を有する(すなわちエアギャップが280mmの)温度Tq=12℃の水冷却浴中に導き冷却固化させ(冷却浴中の滞留時間:約6秒)、3.8m/分の引取速度で引き取った後、これをボビン(巻芯直径:220mm)に長さ500m巻き取って、外径1.80mm、内径1.20mmの第1中間成形体(有機液状体を含有するフッ化ビニリデン系樹脂中空糸多孔膜)を得た。
【0072】
次に、この第1中間成形体を長さ300mmに切り出し、両端を固定することなく、抽出溶媒であるジクロロメタン中に室温で30分間浸漬して有機液状体を抽出した。この際ジクロロメタンが糸に満遍なく行き渡るようにジクロロメタンを攪拌しながら抽出を行った。次いでジクロロメタンを新しいものに取り替えて再び同条件にて抽出する操作を繰り返し、合計3回の抽出を行った。
【0073】
次に、ジクロロメタンを含有した第1中間成形体を実質的に乾燥させることなく(すなわち目視で第1中間成形体に白化が認められない状態で)、両端を固定することなく、リンス液であるエタノール(原料フッ化ビニリデン系樹脂に対する膨潤率0.5%)に室温で30分間浸漬して第1中間成形体に含浸したジクロロメタンをリンス液であるエタノールに置換した。この際エタノールが糸に満遍なく行き渡るようにエタノールを攪拌しながら置換を行った。次いでエタノールを新しいものに取り替えて再び同条件にて置換する操作を繰り返し、合計2回の置換を行った。
【0074】
次に、中空糸の両端を固定することなく、室温で24時間風乾してエタノールを除去し、続いて温度120℃のオーブン中で1時間加熱してエタノールを除去するとともに熱処理を行い、フッ化ビニリデン系樹脂中空糸多孔膜を得た。
【0075】
(実施例2)
リンス液としてイソプロピルアルコール(原料フッ化ビニリデン系樹脂に対する膨潤率0.2%)を用いた以外は実施例1と同様にしてフッ化ビニリデン系樹脂中空糸多孔膜を得た。
【0076】
(実施例3)
リンス液としてヘキサン(原料フッ化ビニリデン系樹脂に対する膨潤率0.0%)を用いた以外は実施例1と同様にしてフッ化ビニリデン系樹脂中空糸多孔膜を得た。
【0077】
(実施例4)
リンス液としてエタノールを用いて置換した後、エタノールを含有した中空糸多孔膜を実質的に乾燥させることなく、更に第2リンス液である水(原料フッ化ビニリデン系樹脂に対する膨潤率0.0%)に置換した以外は実施例1と同様にしてフッ化ビニリデン系樹脂中空糸多孔膜を得た。
【0078】
(比較例1)
リンス液としてジクロロメタン(原料フッ化ビニリデン系樹脂に対する膨潤率5.7%)用いた以外は実施例1と同様にしてフッ化ビニリデン系樹脂中空糸多孔膜を得た。
【0079】
(比較例2)
リンス液としてメタノール(原料フッ化ビニリデン系樹脂に対する膨潤率1.8%)を用いた以外は実施例1と同様にしてフッ化ビニリデン系樹脂中空糸多孔膜を得た。
【0080】
(比較例3)
リンス液としてアセトン(原料フッ化ビニリデン系樹脂に対する膨潤率5.0%)を用いた以外は実施例1と同様にしてフッ化ビニリデン系樹脂中空糸多孔膜を得た。
【0081】
(比較例4)
リンス液としてヘプタフルオロシクロペンタン系溶媒(日本ゼオン株式会社製「ゼオローラHTA」、原料フッ化ビニリデン系樹脂に対する膨潤率3.4%)を用いた以外は実施例1と同様にしてフッ化ビニリデン系樹脂中空糸多孔膜を得た。
【0082】
(実施例5)
有機液状体として、ポリエステル系可塑剤(末端をイソノニルアルコールで封止したアジピン酸と1,2−ブタンジオールのポリエステル;株式会社ジェイ・プラス製「D623N」、数平均分子量約1800、JIS K7117−2(円すい−平板型回転粘度計)による25℃での測定粘度3000mPa・s、比重1.090g/ml)と、モノメリックエステル系可塑剤であるアジピン酸ジイソノニル(株式会社ジェイ・プラス製「DINA」)とを、88重量%/12重量%の割合で、常温にて攪拌混合した可塑剤混合物を用いたこと;溶融押出後の冷却水浴温度Tqを45℃に変更したこと以外は実施例2と同様にしてフッ化ビニリデン系樹脂中空糸多孔膜を得た。
【0083】
(比較例5)
リンス液としてジクロロメタン(原料フッ化ビニリデン系樹脂に対する膨潤率5.7%)用いた以外は実施例5と同様にしてフッ化ビニリデン系樹脂中空糸多孔膜を得た。
【0084】
(実施例6)
フッ化ビニリデン系樹脂として、重量平均分子量(Mw)が6.6×105のマトリクス用ポリフッ化ビニリデン(PVDF−I)(粉体)とMwが9.7×105の結晶特性改質用ポリフッ化ビニリデン(PVDF−II)(粉体)を、それぞれ75重量%および25重量%となる割合で、ヘンシェルミキサーを用いて混合して、Mwが7.4×105であるPVDF混合物を用いたこと;可塑剤として、ポリエステル系可塑剤(末端を安息香酸で封止した二塩基酸とグリコールとのポリエステル;株式会社DIC製「W−83」、数平均分子量約500、JIS K7117−2(円すい−平板型回転粘度計)による25℃での測定粘度750mPa・s、比重1.155g/ml)を用いたこと;フッ化ビニリデン系樹脂/可塑剤=26.9重量%/73.1重量%の割合で供給したこと;溶融押出後の冷却水浴温度Tqを50℃に変更したこと以外は実施例2と同様にしてフッ化ビニリデン系樹脂多孔膜を得た。
【0085】
(比較例6)
リンス液としてジクロロメタン(原料フッ化ビニリデン系樹脂に対する膨潤率5.7%)用いた以外は実施例6と同様にしてフッ化ビニリデン系樹脂中空糸多孔膜を得た。
【0086】
(実施例7)
有機液状体として、モノメリックエステル可塑剤であるアルキレングリコールジベンゾエート(株式会社DIC製「PB−10」、数平均分子量約300、JIS K7117−2(円すい−平板型回転粘度計)による25℃での測定粘度81mPa・s、比重1.147g/ml)を用いたこと;溶融押出後の冷却水浴温度Tqを60℃に変更したこと以外は実施例6と同様にしてフッ化ビニリデン系樹脂多孔膜を得た。
【0087】
(比較例7)
リンス液としてジクロロメタン(原料フッ化ビニリデン系樹脂に対する膨潤率5.7%)用いた以外は実施例7と同様にしてフッ化ビニリデン系樹脂中空糸多孔膜を得た。
【0088】
上記実施例1〜7および比較1〜7の概要ならびに得られた中空糸多孔膜の評価結果の概要を、まとめて、後記表1に示す。
【0089】
上記実施例および比較例においては、ばらばらの単糸状態の第1中間成形体(相分離後の有機液状体を含むフッ化ビニリデン中空糸膜)について抽出(およびその後のリンス)を行った。これに対し、以下の実施例および比較例においてはボビンに巻き取った状態の第1中間成形体の抽出(およびその後のリンス)を行い、本発明の方法による寸法収縮率低減によるボビン抽出の容易性とその後の延伸による膜特性を評価した。
【0090】
(実施例8)
実施例5においてボビン(巻芯直径:220mm)に巻き取った第1中間成形体(長さ500m)を、ボビンに巻いたままジクロロメタン中に室温で30分間浸漬して可塑剤を抽出した。この際ジクロロメタンが糸に満遍なく行き渡るようにボビンを回転させながら抽出を行った。次いでジクロロメタンを新しいものに取り替えて再び同条件にて抽出する操作を繰り返し、合計3回の抽出を行った。
【0091】
次に、ジクロロメタンを含有した第1中間成形体を実質的に乾燥させることなく(すなわち目視で第1中間成形体に白化が認められない状態で)、リンス液であるイソプロピルアルコール(IPA)に室温で30分間浸漬して第1中間成形体に含浸したジクロロメタンをIPAに置換した。この際IPAが糸に満遍なく行き渡るようにボビンを回転させながら置換を行った。次いでIPAを新しいものに取り替えて再び同条件にて置換する操作を繰り返し、合計2回の置換を行った。
【0092】
次に室温で24時間風乾してIPAを除去し、続いて温度120℃のオーブン中で1時間加熱してIPAを除去するとともに熱処理を行い、第2中間成形体を得た。この際、ボビンの直径が自由に収縮するようにして、糸の収縮を拘束することなく乾燥と、熱処理を行った。
【0093】
次にこの第2中間成形体をボビンに巻いた状態で、界面活性剤としてポリグリセリン脂肪酸エステル(阪本薬品工業株式会社製「SYグリスター ML−310」、HLB=10.3)を濃度0.05重量%で純水に溶解したエマルジョン水溶液(表面張力=32.4mN/m)に常温で30分間浸漬した。
【0094】
更にボビンをエマルジョン水溶液に浸漬したまま、ボビンを回転しつつ第2中間成形体を引き出し、第1のロール速度を20.0m/分にして、60℃の水浴中を通過させ、第2のロール速度を35.0m/分にすることで長手方向に1.75倍に延伸した。次いで温度90℃に制御した温水浴中を通過させ第1段緩和率を8%で緩和を行い、さらに空間温度140℃に制御した乾熱槽を通過させ第2段緩和率を1.5%で緩和を行った。これを巻き取ってフッ化ビニリデン系樹脂中空糸多孔膜を得た。
【0095】
(実施例9)
実施例6においてボビンに巻き取った第1中間成形体(長さ500m)を用いたこと以外は実施例8と同様にしてフッ化ビニリデン系樹脂中空糸多孔膜を得た。
【0096】
(実施例10)
実施例7においてボビンに巻き取った第1中間成形体(長さ500m)を用いたこと以外は実施例8と同様にしてフッ化ビニリデン系樹脂中空糸多孔膜を得た。
【0097】
(比較例8)
リンス液としてジクロロメタン(原料フッ化ビニリデン系樹脂に対する膨潤率5.7%)用いた以外は実施例8と同様にしてボビン抽出を行い、次いで乾燥、熱処理を行った。しかし、糸の巻き締まりによる、糸同士の食い込みと糸縮れが生じて、延伸に供することが出来なかった。
【0098】
(比較例9)
リンス液としてジクロロメタン(原料フッ化ビニリデン系樹脂に対する膨潤率5.7%)用いた以外は実施例9と同様にしてボビン抽出を行い、次いで乾燥、熱処理を行った。しかし、糸の巻き締まりによる、糸同士の食い込みと糸縮れが生じて、延伸に供することが出来なかった。
【0099】
(比較例10)
リンス液としてジクロロメタン(原料フッ化ビニリデン系樹脂に対する膨潤率5.7%)用いた以外は実施例10と同様にしてボビン抽出を行い、次いで乾燥、熱処理を行った。しかし、糸の巻き締まりによる、糸同士の食い込みと糸縮れが生じて、延伸に供することが出来なかった。
【0100】
(実施例11)
実施例6において巻き取った第1中間成形体(長さ500m)をボビンから引き出し、第1のロール速度を20.0m/分にして、60℃の水浴中を通過させ、第2のロール速度を50m/分にすることで長手方向に2.5倍に延伸した。次いで温度90℃に制御した温水浴中を通過させ第1段緩和率を8%で緩和を行い、さらに空間温度140℃に制御した乾熱槽を通過させ第2段緩和率を1.5%で緩和を行い、ボビンに巻き取り延伸糸を得た。
【0101】
次に、この延伸糸をボビンに巻いたままジクロロメタン中に室温で30分間浸漬して有機液状体を抽出した。この際ジクロロメタンが糸に満遍なく行き渡るようにボビンを回転させながら抽出を行った。次いでジクロロメタンを新しいものに取り替えて再び同条件にて抽出する操作を繰り返し、合計3回の抽出を行った。
【0102】
次に、ジクロロメタンを含有した延伸糸を実質的に乾燥させることなく(すなわち目視で延伸糸に白化が認められることなく)、リンス液であるイソプロピルアルコール(IPA)に室温で30分間浸漬して延伸糸に含浸したジクロロメタンをIPAに置換した。この際IPAが糸に満遍なく行き渡るようにボビンを回転させながら置換を行った。次いでIPAを新しいものに取り替えて再び同条件にて置換する操作を繰り返し、合計2回の置換を行った。
【0103】
次に室温で24時間風乾してIPAを除去し、続いて温度120℃のオーブン中で1時間加熱してIPAを除去するとともに熱処理を行い、フッ化ビニリデン系樹脂中空糸多孔膜を得た。この際、ボビンの直径が自由に収縮するようにして、糸の収縮を拘束することなく乾燥と、熱処理を行った。
【0104】
(比較例11)
リンス液としてジクロロメタン(原料フッ化ビニリデン系樹脂に対する膨潤率5.7%)用いた以外は実施例11と同様にしてボビン抽出を行い、次いで乾燥、熱処理を行った。しかし、糸の巻き締まりによる、糸同士の食い込みと糸縮れが生じて、均一な形状を有する中空糸多孔膜として回収することが出来なかった。
【0105】
(実施例12)
実施例1においてボビンに巻き取った第1中間成形体(長さ500m)を用いたこと、リンス液としてエタノールを用いて置換した後、エタノールを含有した中空糸多孔膜を実質的に乾燥させることなく、更に第2リンス液である水(原料フッ化ビニリデン系樹脂に対する膨潤率0.0%)に置換を用いたこと以外は実施例8と同様にしてフッ化ビニリデン系樹脂中空糸多孔膜を得た。
【0106】
(比較例12)
リンス液としてジクロロメタン(原料フッ化ビニリデン系樹脂に対する膨潤率5.7%)用いた以外は実施例12と同様にしてボビン抽出を行い、次いで乾燥、熱処理を行った。しかし、糸の巻き締まりによる、糸同士の食い込みと糸縮れが生じて、延伸に供することが出来なかった。
【0107】
上記実施例8〜12および比較例8〜12の概要及び得られた中空糸多孔膜の評価結果をまとめて後記表2に示す。
【表1】
【表2】
【産業上の利用可能性】
【0108】
上記表1をみれば、ハロゲン化溶媒を含有するフッ化ビニリデン系樹脂多孔膜からハロゲン化溶媒を除去してフッ化ビニリデン系樹脂多孔膜を化し有するに際して、これを直接乾燥するのでなく、フッ化ビニリデン系樹脂のハロゲン化溶媒を非膨潤性溶媒で置換する工程を挿入することにより、空孔の収縮が抑制されて、高い孔形成効率でフッ化ビニリデン系樹脂多孔膜が得られることが分る。また表2の結果は、効果的な抽出を行うために長尺の中空糸膜状フッ化ビニリデン系樹脂多孔膜をボビン巻きした後、ハロゲン化溶媒で抽出後に非膨潤性溶媒で置換することにより、中空糸膜の巻き締りによる変形が抑制され、中空糸膜の取出しが容易化して、孔径が小さいにもかかわらず透水性の良好なフッ化ビニリデン系樹脂中空糸多孔膜が形成されることを示している。このようにして本発明法により形成される透液性の良いフッ化ビニリデン系樹脂多孔膜は、ろ水処理に適するだけでなく、細菌やたんぱく質等の濃縮、重金属類の化学凝集粒子の回収に利用できる分離膜、油水分離や気液分離用の分離膜、リチウムイオン二次電池等の電池隔膜および固体電解質支持体等としても、好適に使用することが出来る。特に、好ましい態様としての熱誘起相分離法により得られるフッ化ビニリデン系樹脂多孔膜は、孔径が膜厚さ方向に連続的に拡大し、かつ空孔率が膜厚さ方向に均一に分布する特性を有するとともに、特に分離特性あるいは選択透過特性に寄与する緻密層の空孔率が改善されたことにより、優れた分離特性あるいは選択透過特性を有しながら、流体の透過あるいはイオン等の移動に対する抵抗が少ないという特性を与えられる。このような特性は、上記した分離用途一般に、特に適したものである。
【特許請求の範囲】
【請求項1】
フッ化ビニリデン系樹脂と有機液状体との混合物の膜状成形体(a)をハロゲン化溶媒に浸漬して有機液状体を抽出除去してその抜け跡の空孔中にハロゲン化溶媒を含有する膜状成形体(b)を形成し、これを実質的に乾燥させることなく、フッ化ビニリデン系樹脂に対して膨潤性を有さない溶媒に浸漬してハロゲン化溶媒を置換させ、その後、乾燥させることを特徴とするフッ化ビニリデン系樹脂多孔膜の製造方法。
【請求項2】
前記膜状成形体(a)が、フッ化ビニリデン系樹脂と有機液状体との溶融混練物を冷却することにより、フッ化ビニリデン系樹脂と有機液状体とを相分離させ、固化させた膜状成形体である請求項1に記載の製造方法。
【請求項3】
前記膜状成形体(a)が、示差操作熱量測定(DSC)で測定したフッ化ビニリデン系樹脂質量基準での結晶融解エンタルピーとして5J/g以上を有する、請求項2に記載の製造方法。
【請求項4】
膜状成形体(a)を形成するフッ化ビニリデン系樹脂と有機液状体との混合物中の有機液状体の混合割合がフッ化ビニリデン系樹脂100容量部に対して200容量部以上である請求項1〜3のいずれかに記載の製造方法。
【請求項5】
有機液状体がポリエステル系可塑剤である請求項1〜4のいずれかに記載の製造方法。
【請求項6】
ハロゲン化溶媒のフッ化ビニリデン系樹脂に対する膨潤率が2〜20重量%である請求項1〜5のいずれかに記載の製造方法。
【請求項7】
膜状成形体(a)を形成するフッ化ビニリデン系樹脂と有機液状体との混合物中の有機液状体の容積割合に対する製品多孔膜中の空孔率として定める孔形成効率が0.85以上である請求項1〜6のいずれかに記載の製造方法。
【請求項8】
ハロゲン化溶媒による抽出前、またはフッ化ビニリデン系樹脂に対して膨潤性を有さない溶媒によるハロゲン化溶媒の置換および乾燥後、に延伸工程を含む請求項1〜7のいずれかに記載の製造方法。
【請求項1】
フッ化ビニリデン系樹脂と有機液状体との混合物の膜状成形体(a)をハロゲン化溶媒に浸漬して有機液状体を抽出除去してその抜け跡の空孔中にハロゲン化溶媒を含有する膜状成形体(b)を形成し、これを実質的に乾燥させることなく、フッ化ビニリデン系樹脂に対して膨潤性を有さない溶媒に浸漬してハロゲン化溶媒を置換させ、その後、乾燥させることを特徴とするフッ化ビニリデン系樹脂多孔膜の製造方法。
【請求項2】
前記膜状成形体(a)が、フッ化ビニリデン系樹脂と有機液状体との溶融混練物を冷却することにより、フッ化ビニリデン系樹脂と有機液状体とを相分離させ、固化させた膜状成形体である請求項1に記載の製造方法。
【請求項3】
前記膜状成形体(a)が、示差操作熱量測定(DSC)で測定したフッ化ビニリデン系樹脂質量基準での結晶融解エンタルピーとして5J/g以上を有する、請求項2に記載の製造方法。
【請求項4】
膜状成形体(a)を形成するフッ化ビニリデン系樹脂と有機液状体との混合物中の有機液状体の混合割合がフッ化ビニリデン系樹脂100容量部に対して200容量部以上である請求項1〜3のいずれかに記載の製造方法。
【請求項5】
有機液状体がポリエステル系可塑剤である請求項1〜4のいずれかに記載の製造方法。
【請求項6】
ハロゲン化溶媒のフッ化ビニリデン系樹脂に対する膨潤率が2〜20重量%である請求項1〜5のいずれかに記載の製造方法。
【請求項7】
膜状成形体(a)を形成するフッ化ビニリデン系樹脂と有機液状体との混合物中の有機液状体の容積割合に対する製品多孔膜中の空孔率として定める孔形成効率が0.85以上である請求項1〜6のいずれかに記載の製造方法。
【請求項8】
ハロゲン化溶媒による抽出前、またはフッ化ビニリデン系樹脂に対して膨潤性を有さない溶媒によるハロゲン化溶媒の置換および乾燥後、に延伸工程を含む請求項1〜7のいずれかに記載の製造方法。
【図1】

【公開番号】特開2011−74346(P2011−74346A)
【公開日】平成23年4月14日(2011.4.14)
【国際特許分類】
【出願番号】特願2009−237026(P2009−237026)
【出願日】平成21年10月14日(2009.10.14)
【出願人】(000001100)株式会社クレハ (477)
【Fターム(参考)】
【公開日】平成23年4月14日(2011.4.14)
【国際特許分類】
【出願日】平成21年10月14日(2009.10.14)
【出願人】(000001100)株式会社クレハ (477)
【Fターム(参考)】
[ Back to top ]