
フッ素樹脂被覆材、調理器具、電磁誘導加熱容器および該電磁誘導加熱容器の形成方法
【課題】 フッ素樹脂被覆層を簡単な構成として、品質を保持しながらコスト低下を図る。
【解決手段】 非磁性基材の一面側にフッ素樹脂被覆層が設けられ、該フッ素樹脂被覆層はPFA(テトラフルオロエチレンーパーフルオロアルキルビニルエーテル共重合体)に有機および/または無機充填剤からなる添加剤が分散混合されて着色された一層のみが設けられている。前記PFA層中に混合する前記添加剤は、顔料としてカーボンあるいは/および酸化チタンの粒子が含まれていると共に、補強用添加剤として光輝性無機充填材が含まれている。
【解決手段】 非磁性基材の一面側にフッ素樹脂被覆層が設けられ、該フッ素樹脂被覆層はPFA(テトラフルオロエチレンーパーフルオロアルキルビニルエーテル共重合体)に有機および/または無機充填剤からなる添加剤が分散混合されて着色された一層のみが設けられている。前記PFA層中に混合する前記添加剤は、顔料としてカーボンあるいは/および酸化チタンの粒子が含まれていると共に、補強用添加剤として光輝性無機充填材が含まれている。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、フッ素樹脂被覆材、調理器具、電磁誘導加熱容器および該電磁誘導加熱容器の形成方法に関し、特に、炊飯器の内釜等の調理器具の材料として好適に用いられるものである。
【背景技術】
【0002】
従来、調理器具の材料として、非粘着性を付与するためにフッ素樹脂被覆材が用いられている場合が多い。例えば、炊飯器の内釜等に用いられる加熱容器は、発熱層となるステンレス、鉄等の磁性金属板と、伝熱層となるアルミニウム等の非磁性金属板とを積層し、該非磁性金属板の他面側にフッ素樹脂被覆層を設けた複合材料を用い、該複合材料を絞りプレス加工して内釜を形成している。
【0003】
また、前記炊飯器の内釜を含め、調理器具には量的な目盛りを付すことが必要な場合が多い。特に、炊飯器の内釜では、通常の米用目盛りの他、赤飯用、おかゆ用、もち米用等の多種の目盛りや文字等の表示を付すことも必要となっている。
前記目盛り等は、内釜周壁の前記フッ素樹脂被覆層に凹部を設けて刻印したり、印刷や塗装を施して設けられている。
【0004】
前記フッ素樹脂被覆層は、非磁性金属板の内面側にエンボス加工を施して微細な凹凸を設けた後、該凹凸面にフッ素樹脂被覆層を塗布して形成されている場合が多い。
従来のフッ素樹脂被覆層は特開2000−343656号(特許文献1)では少なくとも三層構造とされ、特開2003−235355号公報(特許文献2)では少なくとも二層以上とされ、二層以上の複数層から構成されている。
【0005】
例えば、前記特許文献1ではベース被覆層をPTFE(ポリテトラフロオロエチレン)で形成し、中間層はPFA(テトラフルオロエチレンーパーフルオロアルキルビニルエーテル共重合体)で形成し、さらに最内層(トップ被覆層)はメトルフローレートが0.2〜10g/のPFAで形成している。
特許文献2ではベース被覆層はPTFE、トップ被覆層はPFAから形成した二層とされ、着色された前記ベース被覆層の平滑な表面の所要位置に目盛り、文字等を印刷あるいは塗装により付与し、この表面に透明な前記トップ被覆層を設けている。
【0006】
フッ素樹脂被覆層を、前記のように三層構造或いは二層構造と多層化しているのは、PTFEのみの一層から形成した場合、PTFEは焼成時に溶融粘度が高く、塗膜にした場合に微小なピンホールが残り易く、耐ブリスター性が劣る。また、近年製品外観の光輝性や色調の多様化に対応するためには塗膜に顔料や有機、無機の充填材を入れる必要があり、その結果、さらに塗膜のピンホールが多くなる。そのため、PTFEを2層にしたり、表層に焼成時の溶融粘度が低く塗膜のピンホールが発生しにくいPFAを最表面層にして耐ブリスター性を向上させている。
また、炊飯器用容器は近年高齢者等に使用しやすいように水位目盛りを着色化することが必須事項となり、着色化の方法の一つとして金属基材にPTFE膜を形成後、絞りプレス成形を実施した後、再度融点以上の高温に加熱すると溶融粘度が高いことが原因で更にピンホールの起点となって大きな亀裂が発生し易い。この亀裂に、炊飯時の上記やご飯のおねばが染み込み、PTFE膜が膨張し剥がれにつながったり、表面の非粘着性が劣ることになる。よって、多層化したフッ素樹脂被覆層の最表面にPFA層が必要となる。
【0007】
しかしながら、ベース被覆層をPTFEで形成し、トップ被覆層をPFAで形成して多層化すると、作業工程の増加および複数種類のフッ素樹脂を用いることによるコスト高や、層間の界面で接着強度が低下しやすい等の問題がある。特に、PFAは優れた特性を有するものであるが、PTFEと比較して価格が8倍程度で非常に高価である。
【0008】
また、フッ素樹脂被覆材で炊飯器の内釜を形成した場合、該内釜を経年使用しても、こびりつきを防止できる非粘着性を保持することが最も重要な機能であり、そのため、フッ素樹脂被覆層は所要厚さとして、耐摩耗性を高めることが求められる。
耐摩耗性を高めるにはフッ素樹脂被覆層の厚さが厚いほど好ましい。しかしながら、厚くなりすぎると膨れや剥がれが発生しやすくなり、耐ブリスター性が低下し、かつ、熱伝導度も低下する。よって、耐ブリスター性や熱効率の観点からはフッ素樹脂被覆層の厚さは薄い程よいが、薄すぎるとピンホールが発生しやすくなる問題もある。
耐ブリスター性と耐摩耗性とのバランスをとる点で、フッ素樹脂被覆層の全体厚さは20μm〜50μmの範囲が好ましく、特に、熱伝導率の観点から20〜35μm程度が最適である。
【0009】
前記した20μm〜50μmの厚さのフッ素樹脂被覆層を前記PFAからなる一層のみで形成すると、PFAが高価であるため、コスト高いになる問題がある。また、PFAはPTFEと異なりディスパージョン状に製造し難く、かつ、顔料、充填材を液中分散させてコートすることが困難であった。
【0010】
【特許文献1】特開2000−343656号公報
【特許文献2】特開2003−235355号公報
【発明の開示】
【発明が解決しようとする課題】
【0011】
本発明は上記問題に鑑みてなされたもので、フッ素樹脂被覆層をPFAからなる一層のみで形成して作業工程を低減するのみならず、其の場合に問題となるPFAを用いることによるコスト増等の問題も解決することを課題としている。
【課題を解決するための手段】
【0012】
前記課題を解決するため、本発明は、第1に、非磁性基材の一面側にフッ素樹脂被覆層が設けられ、該フッ素樹脂被覆層はPFA(テトラフルオロエチレンーパーフルオロアルキルビニルエーテル共重合体)に有機および/または無機充填剤からなる添加剤が分散混合されて着色された一層のみが設けられていることを特徴とするフッ素樹脂被覆材を提供している。
【0013】
上記のように、本発明のフッ素樹脂被覆層を有機および/または無機充填剤からなる添加剤が分散混合されて着色された一層のみで形成し、従来の多層とした場合と比較して製造作業工程の減少、フッ素樹脂材料の種類等を低減し、コストの低減を図ることができる。また、前記添加剤を配合して増量していることにより、耐摩耗性、耐傷性を高めながらPFA層の厚さを薄くでき、その分、PFAの使用量を低減でき、この点からもコストを低減できる。
【0014】
前記PFA層中に混合する添加剤は、顔料としてカーボンあるいは/および酸化チタンの粒子を含めると共に、補強用添加剤として光輝性無機充填材を含めることが好ましい。
従来のPFAをトップ被覆層として用いる場合は、PFA層は着色されていなかったが、本発明では、PFA層のみから形成するため、顔料を配合して着色されたPFA層としており、該顔料を配合することによってもPFAの配合量を低減することができる。
また、前記光輝性無機充填材としては、マイカ、アルミニウム等の金属粉末、アルミニウム等の金属酸化物を用いることができ、マイカを用いることがより好ましい。
【0015】
前記光輝性無機充填材および顔料の平均粒径は1.5〜20μmとすることが好ましく、この範囲の粒径とすると、均一にPFA中に分散させることができると共に、薄肉のPFA層の表面を平滑化することができる。
【0016】
前記光輝性無機充填材はPFA100質量部に対して1〜5質量部配合することが好ましい。これは1質量部未満であると、補強の効果、光輝性の実現、および増量によるPFA使用量の低減に寄与しないことによる。一方、5質量部を超えると、PFA層の表面を平滑面にしにくと共に、基材との接着力が低下する。また、該PFA層に目盛り用凹部を形成する場合、該凹部に充填する塗料との接着強度が劣ることによる。該光輝性無機充填材の配合量はより好ましくは1.5〜3.5質量部である。
また、顔料はPFA100質量部に対して0.5〜2質量部配合する事が好ましい。これは0.5質量部未満であると、所期の着色が得にくい一方、2質量部を超えると、PFAとの均一な混合が得られにくく、かつ、塗膜の伸び強度の劣化を招き、絞り成形に耐えられなくなる。該顔料の配合量はより好ましくは0.5〜1.5質量部である。
さらに、前記光輝性無機充填材と顔料の合計配合量がPFA100質量部に対して1.5〜7質量部とし、より好ましくは2.0〜5.0質量部としている。
【0017】
前記PFA層の厚さは20〜50μm、さらに、光輝性無機充填材を配合して耐摩耗性を高めているため20〜35μm程度の薄膜として、耐ブリスター性を高めることが好ましい。
このように、20〜35μmのPFA層の一層のみからフッ素樹脂被覆層を形成すると、該フッ素樹脂被覆層全体厚さも従来と比較して大幅に薄くでき、その分、熱伝導性を高めて炊飯時の熱効率を向上させ、消費電力の低減にも寄与できる。
【0018】
また、前記PFA層は、ASTM−D−3307に規定されるメルトフローレートが0.2〜10g/10分である平均粒径5〜20μmの大粒径のPFA粒子と、ASTM−D−3307に規定されるメルトフローレートが0.2〜40g/10分である平均粒径0.1〜0.5μmの小粒径PFA粒子とを、重量比20:80〜80:20の割合で配合していることが好ましい。
前記大粒径のPFA粒子の配合割合が小さすぎると塗膜形成性に劣り、大すぎると湿式塗料(ディスパージョン)とした場合に安定性が低下する。よって、大粒径のPFA粒子と小粒径のPFA粒子の配合割合は、好ましくは50:50〜80:20である。
前記大粒子のPFA粒子のメルトフローレート(MFR)を0.2〜10g/10分
としているのは、0.2g/10分未満では、コーティング加工性が悪くなり、均一で平滑な塗膜を形成することが困難となる一方、MFRが10g/10分を越えると、耐摩耗性や耐傷性の改善効果が小さく、充分な耐久性を得ることができない。このMFRは、好ましくは0.5〜5g/10分、より好ましくは1〜4g/10分である。
【0019】
メトルフローレートが小さな高分子量PFAを用いても、平均粒径が5〜20μm(大粒径)のPFA粒子を、メルトフローレートが0.2〜40g/10分である平均粒径0.1〜0.5μmの小粒径のPFA粒子とを組み合わせることにより、機械的強度や耐ストレスクラック性を高めることができ、よって、フッ素樹脂被覆層を一層のみとしても所要の耐摩耗性を与えることができる。
大粒径のPFA粒子と小粒径のPFA粒子として、いずれも高分子量PFA粒子を使用することができるが、小粒径のPFA粒子として従来のMFRが大きな低分子量PFA粒子としてもよい。
【0020】
また、大粒径のPFA粒子と小粒径のPFA粒子とを液状媒体中に分散させたディスーパンジョン形態の塗料とすると粒子間隙がパッキングされやすく、塗料としての安定性が優れ、同時に平滑化も容易であるためことが好ましい。
また、前記大粒径のPFA粒子と小粒径のPFA粒子と共に、前記光輝性無機充填材および顔料の粒子を液状媒体中に分散させると、光輝性無機充填材および顔料は前記大粒径のPFA粒子の回りに付着し、光輝性無機充填材および顔料の均一な分布が図れると共にとPFA大粒子との接着強度も高めることができる。
【0021】
前記PFAに混合する顔料のカーボンあるいは/およびチタンの粒子中に界面活性剤を配合していることが好ましい。
即ち、界面活性剤を用いて、まず、大粒径PFAと顔料、光輝性無機充填材を均一に分散し、最後に小粒径PFAを配合して分散させると、より均一に顔料と光輝性無機充填材をPFAに分散させることができる。
【0022】
さらに、前記PFA層には、ポリアミドイミド、ポリイミド、ポリエーテルイミド、ポリエーテルスルホン、ポリスルホン、ポリベンズイミダゾール、ポリフェニレンスルフィド、ポリエーテルエーテルケトンなどのエンジニアリングプラスチック等の有機添加薬剤を配合してもよい。これらの有機の添加剤は、サブミクロン以下の微細粒子とすることが好ましい。
【0023】
前記非磁性基板の一側面にPFA層を設けたフッ素樹脂被覆材は、フライパンや鍋等の調理器具として好適に用いられる。具体的には、アルミニウム単体に前記PFA被覆層を設けたフッ素樹脂被覆材等が調理用器具の素材として好適なものとなる。
【0024】
また、PFA層を一側面に設けた非磁性基材の他面側に磁性材を配置した複合材料としてもよい。該構成の複合材は、例えば、電磁誘導加熱容器の素材として好適に用いられる。 具体的には、電子誘導加熱の炊飯器の内釜として成形加工し、該内釜の周壁内面側にPFA層を配置し、該PFA層にライン、文字、模様等からなる目盛り表示用凹部を設け、該目盛り表示用凹部に着色塗料を充填している。
【0025】
前記複合材料を構成する磁性材は、高周波磁界により渦電流が流れて発熱層となるものであれば特に限定されず、ステンレス、鉄、鉄合金、ニッケル、ニッケル合金、銅、銅合金、コバルト、コバルト合金等の磁性金属板が好適に用いられる。一方、非磁性基材としてはアルミニウム、アルミニウム合金、鉄合金等の非磁性金属板が好適に用いられる。
前記磁性材は、非磁性基材に対して、容器とされた状態で誘導コイルと対向する底壁位置に部分的に熱硬化性接着剤等を介して張り合わせても良いし、全面に張り合わせたグラッド材としてもよい。
なお、材料コストの点で誘導コイルと対向する底壁に部分的に張り合わせることが好ましい。かつ、絞りプレス加工により容器とされた際に周壁となり、該周壁の内面のフッ素樹脂被覆層に目盛りや文字等の表示が付される部分が磁性金属板と接合されていない非積層部とすると、加工による延び率をより確実に均一化できる。
【0026】
前記非磁性基材に対するPFA層の接着力を高めるため、化学的または電気化学的なエッチング処理により表面に微細な凹凸を形成し、この微細な凹凸面に前記光輝性無機充填材、顔料をPFA粒子と配合した塗料を塗布している。
このように、非磁性基材の表面に微細な凹凸を設けることで、塗料が表面の凹凸に入り込むことになり、非粘着性のPFA層を強固に非磁性基材と固着でき、こびりつき防止用のフッ素樹脂被覆層の耐久性を高めることができる。
前記PFAの塗布はディスパージョンのスプレーコーティング、転写、フローコート、スクリーンコート他の印刷手法、スピンコート、ロールコート等などにより塗装することができる。これらの塗装法の中でも、ディスパージョンのスプレーコーティングは、塗膜欠陥がなく、平滑化が容易な塗膜が得られやすいので好ましい。
【0027】
さらに、塗布した後、PFAの結晶融点未満の温度に加熱しながら、表面に直角方向に加圧して、接着力の増強と平滑化処理を行ってよい。
加圧方法は、室温以上に加熱しながら、ピンチロールやレベラー等のロール間を通過させるロール加圧方法や、ホットプレス法などが採用できる。ホットプレス法で平滑化処理行う場合、通常150℃〜300℃、好ましくは220〜280℃の加熱下で、窒素ガス、アルゴンガス等の不活性ガス雰囲気中、常圧下もしくは大気中の1.5気圧以下の減圧下で、通常200〜1,000kgf/cm2
、好ましくは300〜800kgf/cm2 のプレス圧力で、通常5〜60分間、好ましくは10〜30分間プレスするのが一般的である。
【0028】
前記PFA層の一層からなるフッ素樹脂被覆層の表面の平滑性は、塗装条件や平滑化処理条件などにもよるが、表面粗度Raが約0.1μm〜約5μmの範囲に仕上げることが可能である。諸条件の選択により、ジャー炊飯器内釜や調理器具等の用途に好適な0.2〜3μmの範囲の表面粗度とすることも可能である。
【0029】
本発明は、前記した複合材料から形成され、周壁の内周側のフッ素樹脂被覆層を構成する一層のPFA層に、ライン、文字、模様等からなる目盛りが設けられている電磁誘導加熱容器を提供している。
前記PFA層に設ける目盛りは、PFA層に目盛り用凹部を設け、該目盛り用凹部にPFAに顔料が配合され、更に好ましくは増粘剤が配合された着色塗料を充填し、その後、焼成して目盛りを設けている。
このように目盛り用塗料もPFAをベース成分とすると、固着させるPFA層と同種成分であるため、固着力を高めることができ、かつ、目盛り部分の非粘着性や耐食性も高めることができる。
【0030】
本発明は、さらに、前記した複合材から電磁誘導加熱容器の形成方法を提供している。
即ち、前記複合材料からなるフッ素樹脂被覆材を、絞りプレス成形で底壁部と周壁部を備えた容器とし、該容器内周面となる前記PFA層に目盛り用凹部を形成し、
前記目盛り用凹部に、顔料が配合されたPFAからなる塗料を充填し、
前記塗料充填後に焼結して塗料をPFA層の凹部内面に固着させて目盛りを形成している。
【0031】
前記目盛り用凹部に充填される表示用塗料は、前記のように、PFAをベース成分としており、前記凹部内に液盛りして充填し、充填後に凹部周縁にあふれた余剰の樹脂を除去しているが、其の後の焼成で塗料中に含まれる水分が蒸発するため、凹部に液盛り状態としておくことが好ましい。
前記焼結温度は300〜350℃としている。このように、焼成温度を比較的低くできるため、焼成時における金属板の劣化を防止できると共に、熱効率を高めることができる。
【発明の効果】
【0032】
上述したように、本発明に係わるフッ素樹脂被覆材は、フッ素樹脂被覆層を光輝性無機充填材と顔料等からなる有機および/または無機充填剤からなる添加剤が分散混合されて着色された一層のみで形成しているため、複数層の樹脂コートを設けている従来と比較して、作業工程を大幅に省略でき、コスト低下を図ることができる。
かつ、フッ素樹脂被覆層を一層としているが、光輝性無機充填材を補強剤を配合しているため耐摩耗性が高められ、PFAのみとする場合と比較して品質を低下させることなく光輝性無機充填材および顔料の配合により所要厚さとすることができ、その分、高価なPFAの使用量を低減できコストの上昇を押さえることができる。
【発明を実施するための最良の形態】
【0033】
本発明の実施形態を図面を参照して説明する。
図1乃至図4は実施形態を示す。
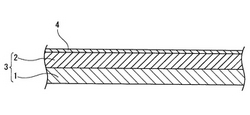
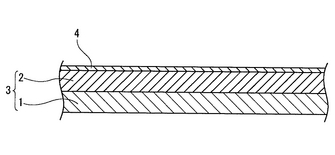
実施形態のフッ素被覆材は、IHジャー炊飯器の内釜等の電磁誘導加熱容器の素材となる複合材料10としている。該複合材料10は 図1に示すように、磁性ステンレス板からなる磁性金属板1と、アルミニウムからなる非磁性金属板2との積層板を基材3とし、非磁性金属板2の表面にPFA層4からなる一層のフッ素樹脂被覆層を設けている。
【0034】
前記基材3では、磁性金属板1と非磁性金属板2とを熱硬化性接着剤を介して接合してもよいし、クラッド材として加圧形成したものでもよい。また、基材3は非磁性金属板2の全面に磁性金属板1を積層して円形板としているが、内釜として加工した時に底壁となる部分にだけ磁性金属板1を積層しておいてもよい。
【0035】
非磁性金属板2は、熱伝導性が良好で伝熱層となるものであれば特に限定されなず、アルミニウム、アルミニウム合金、セラミック、非磁性ステンレス等の材料が用いられるが、本実施形態では熱伝導性や加工性が良好となる点からアルミニウム板を用いている。
該非磁性金属板2は、熱伝導性や強度等の観点から0.5〜5.0mmの厚みのものを使用し、円形に打ち抜いている。
【0036】
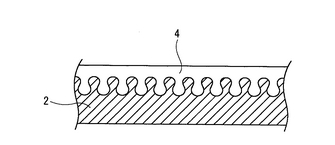
非磁性金属板2の他面側(図中上面側)には、図2に示すように、予めエッチング処理により表面に微細な凹凸2aを形成している。この非磁性金属板2のエッチング処理した上面に、前記PFA層4を20〜50μmの厚さで設けている。
【0037】
前記PFA層4は、PFA(テトラフルオロエチレンーパーフルオロアルキルビニルエーテル共重合体)にマイカ(光輝性無機充填材)および顔料が分散混合されて着色層からなる。
前記PFAはASTM−D−3307に規定されるメルトフローレートが0.2〜10g/10分である平均粒径5〜20μmの大粒子と、ASTM−D−3307に規定されるメルトフローレートが0.2〜40g/10分である平均粒径0.1〜0.5μmの小粒子とが、重量比20:80〜80:20の割合で配合されたものを用いている。
【0038】
前記顔料はPFA層を着色するために配合している。該顔料としてカーボンあるいは/およびチタンの粒子を用いている。
マイカはPFAの使用量を低減しながら、非磁性金属板2の表面のフッ素樹脂被覆層を一層のみとしても、所要の耐摩耗性、耐傷性を付与するために配合している。
PFA100質量部に対して前記マイカは1〜5質量部、顔料は0.5〜2.0質量部の割合で配合し、かつ、マイカと顔料の合計配合量をPFA100質量部に対して1.5〜7質量部としている。
また、この表面被覆層の表面平滑性を保持するため、顔料およびマイカの平均粒径は1.5〜20μmとしている。
【0039】
前記大粒子と小粒子とからなるPFAを液状媒体中に分散させたディスパージョンに、前記マイカと顔料とを混合すると、マイカおよび顔料が前記PFAの大粒子の回りに付着して、マイカおよび顔料の分散性を高めることが出来ると共にPFAとの接着強度も高められる。
【0040】
前記PFAにマイカと顔料とを混合した湿式塗料を非磁性金属板2に塗布した後、焼成して液状媒体を焼き飛ばしている。
前記PFA層4は、PFAは大粒子と小粒子とを備えたものとしているため、機械的強度や耐ストレスクラック性を高めることができ、かつ、マイカを配合しているため、さらに機械的強度や耐ストレスクラック性が高められる。その結果、フッ素樹脂被覆層を一層のみとしても所要の耐摩耗性、耐傷性を付与することができる。
【0041】
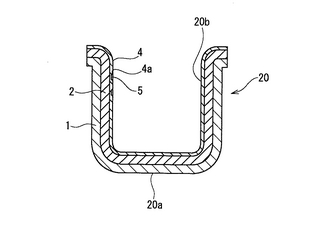
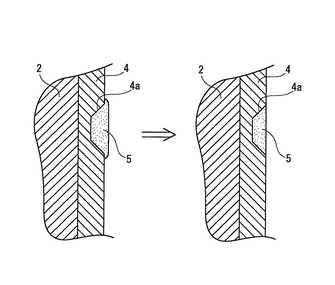
前記磁性金属板1と非磁性金属板2とからなる基材3に対して、非磁性金属板2の表面にPFA層4を形成した複合材10は、深絞りプレス加工で図3に示す底壁20aと周壁20bとを備えた電磁誘導加熱容器(内釜)20として加工している。該加工時に、同時に、周壁20bの所要位置に目盛り用凹部4aを設けている。なお、目盛りとは、ライン、文字、模様等を含むものである。
【0042】
前記目盛り用凹部4aに目盛り用塗料5を充填して所要の目盛りを設けている。目盛り用塗料5は、PFA層4とは異なる色の顔料にPFAを配合しており、この塗料5にPFAを配合していることにより、PFA層4との接着強度を高めている。
【0043】
詳細には、図4に示すように、目盛り用凹部4aに注入器を用いて所要粘度に調整した塗料5を液盛り状態で充填した後、目盛り用凹部4aの周縁に溢れた塗料5を除去する。次いで、塗料5を乾燥させた後、塗料5の表面とPFA層4の表面とが同一の平滑面となるように押圧している。
その後、所要温度(310℃〜350℃)で焼成して、塗料5をPFA層4の凹部4a内に強固に固着している。
【0044】
前記構成からなる電磁誘導加熱容器20では、磁性金属板1に積層される非磁性金属板2の表面に形成するフッ素樹脂被覆層をPFA層4の一層のみで形成しているため、該フッ素樹脂被覆層を多層としている従来例と比較して作業工程が大幅に削減でき、コスト低減を図れる。かつ、PFAはPTFAと比較してコストが8倍程度と非常に高価であるが、マイカおよび着色用の顔料を配合しているため、PTFA層4を20〜50μmの所要の厚さなるようにしてもPFAの配合量を低減でき、PFA層を設けることによるコストアップを回避できる。
【0045】
さらに、フッ素樹脂被覆層を厚さが20〜50μmのPFA層4のみで形成しているため、ブリスター耐久性に優れている。且つ、このように膜厚を薄くしてもPFA層4にはマイカを配合していることにより耐摩耗性、耐傷性も高められ、長年使用しても非粘着性を保持できる。さらに、PFAとして大粒子と小粒子を組み合わせたものを用いているため、均質な厚みで且つ精密な塗膜欠陥のないとすることができ、その結果、耐食性も優れたものとなる。
【0046】
以下に、本発明の実施例と比較例とを記載する。
実施例は、アルミニウム基材の表面側にPFAのみ一層(層厚25μm)を形成し、水位目盛り部に打刻して凹部を設け、着色塗料を充填塗布した。
比較例1は、アルミニウム基材の表面側にPTFE(層厚25μm)とPFA(層厚10μm)の二層を形成し、水位目盛り部に打刻して凹部を設け、着色塗料を充填塗布した。
比較例2は、アルミニウム基材の表面側にPTFEの一層(層厚25μm)を形成し、水位目盛り部に打刻して着色しなかった。
比較例3は、アルミニウム基材の表面側にPTFEの一層(層厚25μm)を形成し、水位目盛り部に打刻して着色塗料を塗布した。
前記実施例、比較例1〜3の構成は表1に示す通りとした。
【0047】
【表1】

【0048】
前記実施例、比較例1〜3について、非粘着性、耐食性、ピンホールについての測定を行った。
各種測定は炊飯器内釜として形成した状態で行った。非粘着性は、実炊飯1096回後のオネバの表面へのひっつき易さを評価しており、すぐ取れる場合を○、なかなか取れない場合を△とした。耐食性は、オゾン溶液浸漬試験(70℃,200hr)を行って評価しており、ブリスターが発生しない場合を○、ブリスターが少し発生する場合を△とした。ピンホールは、フェノールフタレインピンホール試験を行っており、ピンホールが10mA以下の場合を○、10〜50mAの場合を△とした。
その結果を下記の表2に示す。
【0049】
【表2】
【0050】
表2に示すように、実施例のPFA一層は、炊飯非粘着性、耐食性、ピンホールのいずれについても問題はなく、○であった。これに対して、比較例3のPTFE一層の場合はいずれも△であった。この結果より、PTFEを一層とする場合と比較して、PFAを一層とした方が炊飯非粘着性、耐食性、ピンホールのいずれについても優れている事が確認できた。
【0051】
本発明は前記実施形態に限定されず、PFA層4に用いるPFAは前記大粒子と小粒子とを組み合わせたものに限定されず、従来汎用されているPFA、例えば、三井デュポンフロロケミカル社製のPFA(商品名MP102、MP103)や、ダイキン工業、旭硝子から市販されてPFA等を用いてもよい。
【産業上の利用可能性】
【0052】
本発明のフッ素樹脂被覆材は、PFA層からなる非粘着性のフッ素樹脂被覆層を有するため、鍋、炊飯器内釜;ホットプレート、グリルパン、オートベーカリー、餅つき器の内釜などの調理器具;オイルポット等の厨房器具等として、広範な分野に用いることができる。
【図面の簡単な説明】
【0053】
【図1】本発明の複合材の断面模式図である。
【図2】図1の一部拡大図である。
【図3】電子誘導加熱容器の概略断面図である。
【図4】図3の容器の内面に設ける目盛りの形成方法を示す概略図である。
【符号の説明】
【0054】
1 磁性金属板
2 非磁性金属板
4 PFA層
4a 目盛り形成凹部
5 目盛り用の塗料
20 電子誘導加熱容器
【技術分野】
【0001】
本発明は、フッ素樹脂被覆材、調理器具、電磁誘導加熱容器および該電磁誘導加熱容器の形成方法に関し、特に、炊飯器の内釜等の調理器具の材料として好適に用いられるものである。
【背景技術】
【0002】
従来、調理器具の材料として、非粘着性を付与するためにフッ素樹脂被覆材が用いられている場合が多い。例えば、炊飯器の内釜等に用いられる加熱容器は、発熱層となるステンレス、鉄等の磁性金属板と、伝熱層となるアルミニウム等の非磁性金属板とを積層し、該非磁性金属板の他面側にフッ素樹脂被覆層を設けた複合材料を用い、該複合材料を絞りプレス加工して内釜を形成している。
【0003】
また、前記炊飯器の内釜を含め、調理器具には量的な目盛りを付すことが必要な場合が多い。特に、炊飯器の内釜では、通常の米用目盛りの他、赤飯用、おかゆ用、もち米用等の多種の目盛りや文字等の表示を付すことも必要となっている。
前記目盛り等は、内釜周壁の前記フッ素樹脂被覆層に凹部を設けて刻印したり、印刷や塗装を施して設けられている。
【0004】
前記フッ素樹脂被覆層は、非磁性金属板の内面側にエンボス加工を施して微細な凹凸を設けた後、該凹凸面にフッ素樹脂被覆層を塗布して形成されている場合が多い。
従来のフッ素樹脂被覆層は特開2000−343656号(特許文献1)では少なくとも三層構造とされ、特開2003−235355号公報(特許文献2)では少なくとも二層以上とされ、二層以上の複数層から構成されている。
【0005】
例えば、前記特許文献1ではベース被覆層をPTFE(ポリテトラフロオロエチレン)で形成し、中間層はPFA(テトラフルオロエチレンーパーフルオロアルキルビニルエーテル共重合体)で形成し、さらに最内層(トップ被覆層)はメトルフローレートが0.2〜10g/のPFAで形成している。
特許文献2ではベース被覆層はPTFE、トップ被覆層はPFAから形成した二層とされ、着色された前記ベース被覆層の平滑な表面の所要位置に目盛り、文字等を印刷あるいは塗装により付与し、この表面に透明な前記トップ被覆層を設けている。
【0006】
フッ素樹脂被覆層を、前記のように三層構造或いは二層構造と多層化しているのは、PTFEのみの一層から形成した場合、PTFEは焼成時に溶融粘度が高く、塗膜にした場合に微小なピンホールが残り易く、耐ブリスター性が劣る。また、近年製品外観の光輝性や色調の多様化に対応するためには塗膜に顔料や有機、無機の充填材を入れる必要があり、その結果、さらに塗膜のピンホールが多くなる。そのため、PTFEを2層にしたり、表層に焼成時の溶融粘度が低く塗膜のピンホールが発生しにくいPFAを最表面層にして耐ブリスター性を向上させている。
また、炊飯器用容器は近年高齢者等に使用しやすいように水位目盛りを着色化することが必須事項となり、着色化の方法の一つとして金属基材にPTFE膜を形成後、絞りプレス成形を実施した後、再度融点以上の高温に加熱すると溶融粘度が高いことが原因で更にピンホールの起点となって大きな亀裂が発生し易い。この亀裂に、炊飯時の上記やご飯のおねばが染み込み、PTFE膜が膨張し剥がれにつながったり、表面の非粘着性が劣ることになる。よって、多層化したフッ素樹脂被覆層の最表面にPFA層が必要となる。
【0007】
しかしながら、ベース被覆層をPTFEで形成し、トップ被覆層をPFAで形成して多層化すると、作業工程の増加および複数種類のフッ素樹脂を用いることによるコスト高や、層間の界面で接着強度が低下しやすい等の問題がある。特に、PFAは優れた特性を有するものであるが、PTFEと比較して価格が8倍程度で非常に高価である。
【0008】
また、フッ素樹脂被覆材で炊飯器の内釜を形成した場合、該内釜を経年使用しても、こびりつきを防止できる非粘着性を保持することが最も重要な機能であり、そのため、フッ素樹脂被覆層は所要厚さとして、耐摩耗性を高めることが求められる。
耐摩耗性を高めるにはフッ素樹脂被覆層の厚さが厚いほど好ましい。しかしながら、厚くなりすぎると膨れや剥がれが発生しやすくなり、耐ブリスター性が低下し、かつ、熱伝導度も低下する。よって、耐ブリスター性や熱効率の観点からはフッ素樹脂被覆層の厚さは薄い程よいが、薄すぎるとピンホールが発生しやすくなる問題もある。
耐ブリスター性と耐摩耗性とのバランスをとる点で、フッ素樹脂被覆層の全体厚さは20μm〜50μmの範囲が好ましく、特に、熱伝導率の観点から20〜35μm程度が最適である。
【0009】
前記した20μm〜50μmの厚さのフッ素樹脂被覆層を前記PFAからなる一層のみで形成すると、PFAが高価であるため、コスト高いになる問題がある。また、PFAはPTFEと異なりディスパージョン状に製造し難く、かつ、顔料、充填材を液中分散させてコートすることが困難であった。
【0010】
【特許文献1】特開2000−343656号公報
【特許文献2】特開2003−235355号公報
【発明の開示】
【発明が解決しようとする課題】
【0011】
本発明は上記問題に鑑みてなされたもので、フッ素樹脂被覆層をPFAからなる一層のみで形成して作業工程を低減するのみならず、其の場合に問題となるPFAを用いることによるコスト増等の問題も解決することを課題としている。
【課題を解決するための手段】
【0012】
前記課題を解決するため、本発明は、第1に、非磁性基材の一面側にフッ素樹脂被覆層が設けられ、該フッ素樹脂被覆層はPFA(テトラフルオロエチレンーパーフルオロアルキルビニルエーテル共重合体)に有機および/または無機充填剤からなる添加剤が分散混合されて着色された一層のみが設けられていることを特徴とするフッ素樹脂被覆材を提供している。
【0013】
上記のように、本発明のフッ素樹脂被覆層を有機および/または無機充填剤からなる添加剤が分散混合されて着色された一層のみで形成し、従来の多層とした場合と比較して製造作業工程の減少、フッ素樹脂材料の種類等を低減し、コストの低減を図ることができる。また、前記添加剤を配合して増量していることにより、耐摩耗性、耐傷性を高めながらPFA層の厚さを薄くでき、その分、PFAの使用量を低減でき、この点からもコストを低減できる。
【0014】
前記PFA層中に混合する添加剤は、顔料としてカーボンあるいは/および酸化チタンの粒子を含めると共に、補強用添加剤として光輝性無機充填材を含めることが好ましい。
従来のPFAをトップ被覆層として用いる場合は、PFA層は着色されていなかったが、本発明では、PFA層のみから形成するため、顔料を配合して着色されたPFA層としており、該顔料を配合することによってもPFAの配合量を低減することができる。
また、前記光輝性無機充填材としては、マイカ、アルミニウム等の金属粉末、アルミニウム等の金属酸化物を用いることができ、マイカを用いることがより好ましい。
【0015】
前記光輝性無機充填材および顔料の平均粒径は1.5〜20μmとすることが好ましく、この範囲の粒径とすると、均一にPFA中に分散させることができると共に、薄肉のPFA層の表面を平滑化することができる。
【0016】
前記光輝性無機充填材はPFA100質量部に対して1〜5質量部配合することが好ましい。これは1質量部未満であると、補強の効果、光輝性の実現、および増量によるPFA使用量の低減に寄与しないことによる。一方、5質量部を超えると、PFA層の表面を平滑面にしにくと共に、基材との接着力が低下する。また、該PFA層に目盛り用凹部を形成する場合、該凹部に充填する塗料との接着強度が劣ることによる。該光輝性無機充填材の配合量はより好ましくは1.5〜3.5質量部である。
また、顔料はPFA100質量部に対して0.5〜2質量部配合する事が好ましい。これは0.5質量部未満であると、所期の着色が得にくい一方、2質量部を超えると、PFAとの均一な混合が得られにくく、かつ、塗膜の伸び強度の劣化を招き、絞り成形に耐えられなくなる。該顔料の配合量はより好ましくは0.5〜1.5質量部である。
さらに、前記光輝性無機充填材と顔料の合計配合量がPFA100質量部に対して1.5〜7質量部とし、より好ましくは2.0〜5.0質量部としている。
【0017】
前記PFA層の厚さは20〜50μm、さらに、光輝性無機充填材を配合して耐摩耗性を高めているため20〜35μm程度の薄膜として、耐ブリスター性を高めることが好ましい。
このように、20〜35μmのPFA層の一層のみからフッ素樹脂被覆層を形成すると、該フッ素樹脂被覆層全体厚さも従来と比較して大幅に薄くでき、その分、熱伝導性を高めて炊飯時の熱効率を向上させ、消費電力の低減にも寄与できる。
【0018】
また、前記PFA層は、ASTM−D−3307に規定されるメルトフローレートが0.2〜10g/10分である平均粒径5〜20μmの大粒径のPFA粒子と、ASTM−D−3307に規定されるメルトフローレートが0.2〜40g/10分である平均粒径0.1〜0.5μmの小粒径PFA粒子とを、重量比20:80〜80:20の割合で配合していることが好ましい。
前記大粒径のPFA粒子の配合割合が小さすぎると塗膜形成性に劣り、大すぎると湿式塗料(ディスパージョン)とした場合に安定性が低下する。よって、大粒径のPFA粒子と小粒径のPFA粒子の配合割合は、好ましくは50:50〜80:20である。
前記大粒子のPFA粒子のメルトフローレート(MFR)を0.2〜10g/10分
としているのは、0.2g/10分未満では、コーティング加工性が悪くなり、均一で平滑な塗膜を形成することが困難となる一方、MFRが10g/10分を越えると、耐摩耗性や耐傷性の改善効果が小さく、充分な耐久性を得ることができない。このMFRは、好ましくは0.5〜5g/10分、より好ましくは1〜4g/10分である。
【0019】
メトルフローレートが小さな高分子量PFAを用いても、平均粒径が5〜20μm(大粒径)のPFA粒子を、メルトフローレートが0.2〜40g/10分である平均粒径0.1〜0.5μmの小粒径のPFA粒子とを組み合わせることにより、機械的強度や耐ストレスクラック性を高めることができ、よって、フッ素樹脂被覆層を一層のみとしても所要の耐摩耗性を与えることができる。
大粒径のPFA粒子と小粒径のPFA粒子として、いずれも高分子量PFA粒子を使用することができるが、小粒径のPFA粒子として従来のMFRが大きな低分子量PFA粒子としてもよい。
【0020】
また、大粒径のPFA粒子と小粒径のPFA粒子とを液状媒体中に分散させたディスーパンジョン形態の塗料とすると粒子間隙がパッキングされやすく、塗料としての安定性が優れ、同時に平滑化も容易であるためことが好ましい。
また、前記大粒径のPFA粒子と小粒径のPFA粒子と共に、前記光輝性無機充填材および顔料の粒子を液状媒体中に分散させると、光輝性無機充填材および顔料は前記大粒径のPFA粒子の回りに付着し、光輝性無機充填材および顔料の均一な分布が図れると共にとPFA大粒子との接着強度も高めることができる。
【0021】
前記PFAに混合する顔料のカーボンあるいは/およびチタンの粒子中に界面活性剤を配合していることが好ましい。
即ち、界面活性剤を用いて、まず、大粒径PFAと顔料、光輝性無機充填材を均一に分散し、最後に小粒径PFAを配合して分散させると、より均一に顔料と光輝性無機充填材をPFAに分散させることができる。
【0022】
さらに、前記PFA層には、ポリアミドイミド、ポリイミド、ポリエーテルイミド、ポリエーテルスルホン、ポリスルホン、ポリベンズイミダゾール、ポリフェニレンスルフィド、ポリエーテルエーテルケトンなどのエンジニアリングプラスチック等の有機添加薬剤を配合してもよい。これらの有機の添加剤は、サブミクロン以下の微細粒子とすることが好ましい。
【0023】
前記非磁性基板の一側面にPFA層を設けたフッ素樹脂被覆材は、フライパンや鍋等の調理器具として好適に用いられる。具体的には、アルミニウム単体に前記PFA被覆層を設けたフッ素樹脂被覆材等が調理用器具の素材として好適なものとなる。
【0024】
また、PFA層を一側面に設けた非磁性基材の他面側に磁性材を配置した複合材料としてもよい。該構成の複合材は、例えば、電磁誘導加熱容器の素材として好適に用いられる。 具体的には、電子誘導加熱の炊飯器の内釜として成形加工し、該内釜の周壁内面側にPFA層を配置し、該PFA層にライン、文字、模様等からなる目盛り表示用凹部を設け、該目盛り表示用凹部に着色塗料を充填している。
【0025】
前記複合材料を構成する磁性材は、高周波磁界により渦電流が流れて発熱層となるものであれば特に限定されず、ステンレス、鉄、鉄合金、ニッケル、ニッケル合金、銅、銅合金、コバルト、コバルト合金等の磁性金属板が好適に用いられる。一方、非磁性基材としてはアルミニウム、アルミニウム合金、鉄合金等の非磁性金属板が好適に用いられる。
前記磁性材は、非磁性基材に対して、容器とされた状態で誘導コイルと対向する底壁位置に部分的に熱硬化性接着剤等を介して張り合わせても良いし、全面に張り合わせたグラッド材としてもよい。
なお、材料コストの点で誘導コイルと対向する底壁に部分的に張り合わせることが好ましい。かつ、絞りプレス加工により容器とされた際に周壁となり、該周壁の内面のフッ素樹脂被覆層に目盛りや文字等の表示が付される部分が磁性金属板と接合されていない非積層部とすると、加工による延び率をより確実に均一化できる。
【0026】
前記非磁性基材に対するPFA層の接着力を高めるため、化学的または電気化学的なエッチング処理により表面に微細な凹凸を形成し、この微細な凹凸面に前記光輝性無機充填材、顔料をPFA粒子と配合した塗料を塗布している。
このように、非磁性基材の表面に微細な凹凸を設けることで、塗料が表面の凹凸に入り込むことになり、非粘着性のPFA層を強固に非磁性基材と固着でき、こびりつき防止用のフッ素樹脂被覆層の耐久性を高めることができる。
前記PFAの塗布はディスパージョンのスプレーコーティング、転写、フローコート、スクリーンコート他の印刷手法、スピンコート、ロールコート等などにより塗装することができる。これらの塗装法の中でも、ディスパージョンのスプレーコーティングは、塗膜欠陥がなく、平滑化が容易な塗膜が得られやすいので好ましい。
【0027】
さらに、塗布した後、PFAの結晶融点未満の温度に加熱しながら、表面に直角方向に加圧して、接着力の増強と平滑化処理を行ってよい。
加圧方法は、室温以上に加熱しながら、ピンチロールやレベラー等のロール間を通過させるロール加圧方法や、ホットプレス法などが採用できる。ホットプレス法で平滑化処理行う場合、通常150℃〜300℃、好ましくは220〜280℃の加熱下で、窒素ガス、アルゴンガス等の不活性ガス雰囲気中、常圧下もしくは大気中の1.5気圧以下の減圧下で、通常200〜1,000kgf/cm2
、好ましくは300〜800kgf/cm2 のプレス圧力で、通常5〜60分間、好ましくは10〜30分間プレスするのが一般的である。
【0028】
前記PFA層の一層からなるフッ素樹脂被覆層の表面の平滑性は、塗装条件や平滑化処理条件などにもよるが、表面粗度Raが約0.1μm〜約5μmの範囲に仕上げることが可能である。諸条件の選択により、ジャー炊飯器内釜や調理器具等の用途に好適な0.2〜3μmの範囲の表面粗度とすることも可能である。
【0029】
本発明は、前記した複合材料から形成され、周壁の内周側のフッ素樹脂被覆層を構成する一層のPFA層に、ライン、文字、模様等からなる目盛りが設けられている電磁誘導加熱容器を提供している。
前記PFA層に設ける目盛りは、PFA層に目盛り用凹部を設け、該目盛り用凹部にPFAに顔料が配合され、更に好ましくは増粘剤が配合された着色塗料を充填し、その後、焼成して目盛りを設けている。
このように目盛り用塗料もPFAをベース成分とすると、固着させるPFA層と同種成分であるため、固着力を高めることができ、かつ、目盛り部分の非粘着性や耐食性も高めることができる。
【0030】
本発明は、さらに、前記した複合材から電磁誘導加熱容器の形成方法を提供している。
即ち、前記複合材料からなるフッ素樹脂被覆材を、絞りプレス成形で底壁部と周壁部を備えた容器とし、該容器内周面となる前記PFA層に目盛り用凹部を形成し、
前記目盛り用凹部に、顔料が配合されたPFAからなる塗料を充填し、
前記塗料充填後に焼結して塗料をPFA層の凹部内面に固着させて目盛りを形成している。
【0031】
前記目盛り用凹部に充填される表示用塗料は、前記のように、PFAをベース成分としており、前記凹部内に液盛りして充填し、充填後に凹部周縁にあふれた余剰の樹脂を除去しているが、其の後の焼成で塗料中に含まれる水分が蒸発するため、凹部に液盛り状態としておくことが好ましい。
前記焼結温度は300〜350℃としている。このように、焼成温度を比較的低くできるため、焼成時における金属板の劣化を防止できると共に、熱効率を高めることができる。
【発明の効果】
【0032】
上述したように、本発明に係わるフッ素樹脂被覆材は、フッ素樹脂被覆層を光輝性無機充填材と顔料等からなる有機および/または無機充填剤からなる添加剤が分散混合されて着色された一層のみで形成しているため、複数層の樹脂コートを設けている従来と比較して、作業工程を大幅に省略でき、コスト低下を図ることができる。
かつ、フッ素樹脂被覆層を一層としているが、光輝性無機充填材を補強剤を配合しているため耐摩耗性が高められ、PFAのみとする場合と比較して品質を低下させることなく光輝性無機充填材および顔料の配合により所要厚さとすることができ、その分、高価なPFAの使用量を低減できコストの上昇を押さえることができる。
【発明を実施するための最良の形態】
【0033】
本発明の実施形態を図面を参照して説明する。
図1乃至図4は実施形態を示す。
実施形態のフッ素被覆材は、IHジャー炊飯器の内釜等の電磁誘導加熱容器の素材となる複合材料10としている。該複合材料10は 図1に示すように、磁性ステンレス板からなる磁性金属板1と、アルミニウムからなる非磁性金属板2との積層板を基材3とし、非磁性金属板2の表面にPFA層4からなる一層のフッ素樹脂被覆層を設けている。
【0034】
前記基材3では、磁性金属板1と非磁性金属板2とを熱硬化性接着剤を介して接合してもよいし、クラッド材として加圧形成したものでもよい。また、基材3は非磁性金属板2の全面に磁性金属板1を積層して円形板としているが、内釜として加工した時に底壁となる部分にだけ磁性金属板1を積層しておいてもよい。
【0035】
非磁性金属板2は、熱伝導性が良好で伝熱層となるものであれば特に限定されなず、アルミニウム、アルミニウム合金、セラミック、非磁性ステンレス等の材料が用いられるが、本実施形態では熱伝導性や加工性が良好となる点からアルミニウム板を用いている。
該非磁性金属板2は、熱伝導性や強度等の観点から0.5〜5.0mmの厚みのものを使用し、円形に打ち抜いている。
【0036】
非磁性金属板2の他面側(図中上面側)には、図2に示すように、予めエッチング処理により表面に微細な凹凸2aを形成している。この非磁性金属板2のエッチング処理した上面に、前記PFA層4を20〜50μmの厚さで設けている。
【0037】
前記PFA層4は、PFA(テトラフルオロエチレンーパーフルオロアルキルビニルエーテル共重合体)にマイカ(光輝性無機充填材)および顔料が分散混合されて着色層からなる。
前記PFAはASTM−D−3307に規定されるメルトフローレートが0.2〜10g/10分である平均粒径5〜20μmの大粒子と、ASTM−D−3307に規定されるメルトフローレートが0.2〜40g/10分である平均粒径0.1〜0.5μmの小粒子とが、重量比20:80〜80:20の割合で配合されたものを用いている。
【0038】
前記顔料はPFA層を着色するために配合している。該顔料としてカーボンあるいは/およびチタンの粒子を用いている。
マイカはPFAの使用量を低減しながら、非磁性金属板2の表面のフッ素樹脂被覆層を一層のみとしても、所要の耐摩耗性、耐傷性を付与するために配合している。
PFA100質量部に対して前記マイカは1〜5質量部、顔料は0.5〜2.0質量部の割合で配合し、かつ、マイカと顔料の合計配合量をPFA100質量部に対して1.5〜7質量部としている。
また、この表面被覆層の表面平滑性を保持するため、顔料およびマイカの平均粒径は1.5〜20μmとしている。
【0039】
前記大粒子と小粒子とからなるPFAを液状媒体中に分散させたディスパージョンに、前記マイカと顔料とを混合すると、マイカおよび顔料が前記PFAの大粒子の回りに付着して、マイカおよび顔料の分散性を高めることが出来ると共にPFAとの接着強度も高められる。
【0040】
前記PFAにマイカと顔料とを混合した湿式塗料を非磁性金属板2に塗布した後、焼成して液状媒体を焼き飛ばしている。
前記PFA層4は、PFAは大粒子と小粒子とを備えたものとしているため、機械的強度や耐ストレスクラック性を高めることができ、かつ、マイカを配合しているため、さらに機械的強度や耐ストレスクラック性が高められる。その結果、フッ素樹脂被覆層を一層のみとしても所要の耐摩耗性、耐傷性を付与することができる。
【0041】
前記磁性金属板1と非磁性金属板2とからなる基材3に対して、非磁性金属板2の表面にPFA層4を形成した複合材10は、深絞りプレス加工で図3に示す底壁20aと周壁20bとを備えた電磁誘導加熱容器(内釜)20として加工している。該加工時に、同時に、周壁20bの所要位置に目盛り用凹部4aを設けている。なお、目盛りとは、ライン、文字、模様等を含むものである。
【0042】
前記目盛り用凹部4aに目盛り用塗料5を充填して所要の目盛りを設けている。目盛り用塗料5は、PFA層4とは異なる色の顔料にPFAを配合しており、この塗料5にPFAを配合していることにより、PFA層4との接着強度を高めている。
【0043】
詳細には、図4に示すように、目盛り用凹部4aに注入器を用いて所要粘度に調整した塗料5を液盛り状態で充填した後、目盛り用凹部4aの周縁に溢れた塗料5を除去する。次いで、塗料5を乾燥させた後、塗料5の表面とPFA層4の表面とが同一の平滑面となるように押圧している。
その後、所要温度(310℃〜350℃)で焼成して、塗料5をPFA層4の凹部4a内に強固に固着している。
【0044】
前記構成からなる電磁誘導加熱容器20では、磁性金属板1に積層される非磁性金属板2の表面に形成するフッ素樹脂被覆層をPFA層4の一層のみで形成しているため、該フッ素樹脂被覆層を多層としている従来例と比較して作業工程が大幅に削減でき、コスト低減を図れる。かつ、PFAはPTFAと比較してコストが8倍程度と非常に高価であるが、マイカおよび着色用の顔料を配合しているため、PTFA層4を20〜50μmの所要の厚さなるようにしてもPFAの配合量を低減でき、PFA層を設けることによるコストアップを回避できる。
【0045】
さらに、フッ素樹脂被覆層を厚さが20〜50μmのPFA層4のみで形成しているため、ブリスター耐久性に優れている。且つ、このように膜厚を薄くしてもPFA層4にはマイカを配合していることにより耐摩耗性、耐傷性も高められ、長年使用しても非粘着性を保持できる。さらに、PFAとして大粒子と小粒子を組み合わせたものを用いているため、均質な厚みで且つ精密な塗膜欠陥のないとすることができ、その結果、耐食性も優れたものとなる。
【0046】
以下に、本発明の実施例と比較例とを記載する。
実施例は、アルミニウム基材の表面側にPFAのみ一層(層厚25μm)を形成し、水位目盛り部に打刻して凹部を設け、着色塗料を充填塗布した。
比較例1は、アルミニウム基材の表面側にPTFE(層厚25μm)とPFA(層厚10μm)の二層を形成し、水位目盛り部に打刻して凹部を設け、着色塗料を充填塗布した。
比較例2は、アルミニウム基材の表面側にPTFEの一層(層厚25μm)を形成し、水位目盛り部に打刻して着色しなかった。
比較例3は、アルミニウム基材の表面側にPTFEの一層(層厚25μm)を形成し、水位目盛り部に打刻して着色塗料を塗布した。
前記実施例、比較例1〜3の構成は表1に示す通りとした。
【0047】
【表1】
【0048】
前記実施例、比較例1〜3について、非粘着性、耐食性、ピンホールについての測定を行った。
各種測定は炊飯器内釜として形成した状態で行った。非粘着性は、実炊飯1096回後のオネバの表面へのひっつき易さを評価しており、すぐ取れる場合を○、なかなか取れない場合を△とした。耐食性は、オゾン溶液浸漬試験(70℃,200hr)を行って評価しており、ブリスターが発生しない場合を○、ブリスターが少し発生する場合を△とした。ピンホールは、フェノールフタレインピンホール試験を行っており、ピンホールが10mA以下の場合を○、10〜50mAの場合を△とした。
その結果を下記の表2に示す。
【0049】
【表2】
【0050】
表2に示すように、実施例のPFA一層は、炊飯非粘着性、耐食性、ピンホールのいずれについても問題はなく、○であった。これに対して、比較例3のPTFE一層の場合はいずれも△であった。この結果より、PTFEを一層とする場合と比較して、PFAを一層とした方が炊飯非粘着性、耐食性、ピンホールのいずれについても優れている事が確認できた。
【0051】
本発明は前記実施形態に限定されず、PFA層4に用いるPFAは前記大粒子と小粒子とを組み合わせたものに限定されず、従来汎用されているPFA、例えば、三井デュポンフロロケミカル社製のPFA(商品名MP102、MP103)や、ダイキン工業、旭硝子から市販されてPFA等を用いてもよい。
【産業上の利用可能性】
【0052】
本発明のフッ素樹脂被覆材は、PFA層からなる非粘着性のフッ素樹脂被覆層を有するため、鍋、炊飯器内釜;ホットプレート、グリルパン、オートベーカリー、餅つき器の内釜などの調理器具;オイルポット等の厨房器具等として、広範な分野に用いることができる。
【図面の簡単な説明】
【0053】
【図1】本発明の複合材の断面模式図である。
【図2】図1の一部拡大図である。
【図3】電子誘導加熱容器の概略断面図である。
【図4】図3の容器の内面に設ける目盛りの形成方法を示す概略図である。
【符号の説明】
【0054】
1 磁性金属板
2 非磁性金属板
4 PFA層
4a 目盛り形成凹部
5 目盛り用の塗料
20 電子誘導加熱容器
【特許請求の範囲】
【請求項1】
非磁性基材の一面側にフッ素樹脂被覆層が設けられ、該フッ素樹脂被覆層はPFA(テトラフルオロエチレンーパーフルオロアルキルビニルエーテル共重合体)に有機および/または無機充填剤からなる添加剤が分散混合されて着色された一層のみが設けられていることを特徴とするフッ素樹脂被覆材。
【請求項2】
前記PFA層の厚さが20〜50μmとされている請求項1に記載のフッ素樹脂被覆材。
【請求項3】
前記PFA層中に混合する前記添加剤は、顔料としてカーボンあるいは/および酸化チタンの粒子が含まれていると共に、補強用添加剤として光輝性無機充填材が含まれている請求項1または請求項2に記載のフッ素樹脂被覆材。
【請求項4】
前記光輝性無機充填材及び顔料の平均粒径が1.5〜20μmとされ、前記PFA100質量部に対して前記光輝性無機充填材が1〜5質量部、前記顔料が0.5〜2質量部の割合が配合され、かつ、前記光輝性無機充填材と顔料の合計配合量がPFA100質量部に対して1.5〜7質量部とされている請求項3に記載のフッ素樹脂被覆材。
【請求項5】
前記PFAに混合する顔料中に界面活性剤を配合されている請求項3または請求項4に記載のフッ素樹脂被覆材。
【請求項6】
前記PFA層は、ASTM−D−3307に規定されるメルトフローレートが0.2〜10g/10分である平均粒径5〜20μmのPFA粒子と、ASTM−D−3307に規定されるメルトフローレートが0.2〜40g/10分である平均粒径0.1〜0.5μmのPFA粒子とが、重量比20:80〜80:20の割合で配合されている請求項1乃至請求項5のいずれか1項に記載のフッ素樹脂被覆材。
【請求項7】
前記PFA層を設けた前記非磁性基材の他面側には磁性材が配置されている請求項1乃至請求項6のいずれか1項に記載のフッ素樹脂被覆材。
【請求項8】
請求項1乃至請求項7のいずれか1項に記載のフッ素樹脂被覆材から形成され、内面側に前記PFA層が配置されていることを特徴とする調理器具。
【請求項9】
請求項7に記載のフッ素樹脂被覆材から形成され、周壁内面側に前記PFA層が配置され、該PFA層にライン、文字、模様等からなる目盛り表示用凹部が設けられ、該目盛り表示用凹部に着色塗料が充填されていることを特徴とする電磁誘導加熱容器。
【請求項10】
請求項7に記載のフッ素樹脂被覆材を、絞りプレス成形で底壁部と周壁部を備えた容器とし、該容器内周面となる前記PFA層に目盛り用凹部を形成し、
前記目盛り用凹部に、顔料が配合されたPFAからなる塗料を充填し、
前記塗料充填後に焼結して塗料をPFA層の凹部内面に固着させて目盛りを形成していることを特徴とする電磁誘導加熱容器の形成方法。
【請求項1】
非磁性基材の一面側にフッ素樹脂被覆層が設けられ、該フッ素樹脂被覆層はPFA(テトラフルオロエチレンーパーフルオロアルキルビニルエーテル共重合体)に有機および/または無機充填剤からなる添加剤が分散混合されて着色された一層のみが設けられていることを特徴とするフッ素樹脂被覆材。
【請求項2】
前記PFA層の厚さが20〜50μmとされている請求項1に記載のフッ素樹脂被覆材。
【請求項3】
前記PFA層中に混合する前記添加剤は、顔料としてカーボンあるいは/および酸化チタンの粒子が含まれていると共に、補強用添加剤として光輝性無機充填材が含まれている請求項1または請求項2に記載のフッ素樹脂被覆材。
【請求項4】
前記光輝性無機充填材及び顔料の平均粒径が1.5〜20μmとされ、前記PFA100質量部に対して前記光輝性無機充填材が1〜5質量部、前記顔料が0.5〜2質量部の割合が配合され、かつ、前記光輝性無機充填材と顔料の合計配合量がPFA100質量部に対して1.5〜7質量部とされている請求項3に記載のフッ素樹脂被覆材。
【請求項5】
前記PFAに混合する顔料中に界面活性剤を配合されている請求項3または請求項4に記載のフッ素樹脂被覆材。
【請求項6】
前記PFA層は、ASTM−D−3307に規定されるメルトフローレートが0.2〜10g/10分である平均粒径5〜20μmのPFA粒子と、ASTM−D−3307に規定されるメルトフローレートが0.2〜40g/10分である平均粒径0.1〜0.5μmのPFA粒子とが、重量比20:80〜80:20の割合で配合されている請求項1乃至請求項5のいずれか1項に記載のフッ素樹脂被覆材。
【請求項7】
前記PFA層を設けた前記非磁性基材の他面側には磁性材が配置されている請求項1乃至請求項6のいずれか1項に記載のフッ素樹脂被覆材。
【請求項8】
請求項1乃至請求項7のいずれか1項に記載のフッ素樹脂被覆材から形成され、内面側に前記PFA層が配置されていることを特徴とする調理器具。
【請求項9】
請求項7に記載のフッ素樹脂被覆材から形成され、周壁内面側に前記PFA層が配置され、該PFA層にライン、文字、模様等からなる目盛り表示用凹部が設けられ、該目盛り表示用凹部に着色塗料が充填されていることを特徴とする電磁誘導加熱容器。
【請求項10】
請求項7に記載のフッ素樹脂被覆材を、絞りプレス成形で底壁部と周壁部を備えた容器とし、該容器内周面となる前記PFA層に目盛り用凹部を形成し、
前記目盛り用凹部に、顔料が配合されたPFAからなる塗料を充填し、
前記塗料充填後に焼結して塗料をPFA層の凹部内面に固着させて目盛りを形成していることを特徴とする電磁誘導加熱容器の形成方法。
【図1】

【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2006−130743(P2006−130743A)
【公開日】平成18年5月25日(2006.5.25)
【国際特許分類】
【出願番号】特願2004−320824(P2004−320824)
【出願日】平成16年11月4日(2004.11.4)
【出願人】(599109906)住友電工ファインポリマー株式会社 (203)
【Fターム(参考)】
【公開日】平成18年5月25日(2006.5.25)
【国際特許分類】
【出願日】平成16年11月4日(2004.11.4)
【出願人】(599109906)住友電工ファインポリマー株式会社 (203)
【Fターム(参考)】
[ Back to top ]