
フッ素系重合体粉末被覆オフィスオートメーション機器用ロール
【課題】静電塗装において高い塗着効率を達成するとともに、得られる皮膜が優れた耐熱性、非粘着性、低摩擦性、耐薬品性などの性質を有するフッ素系重合体粉末により被覆したオフィスオートメーション機器用ロールを提供する
【解決手段】フッ素系重合体粉末にフッ素化剤を接触させて、−CH2OHおよび−COF末端基の合計数を炭素数106個あたり7〜50個とし、次いで、該フッ素系重合体粉末をアンモニアガスと接触させて−COFを−CONH2に変換し、−CH2OHおよび−CONH2末端基の合計数を炭素数106個あたり7〜50個とすることにより製造された、平均粒径が5〜100μmの範囲にあるフッ素系重合体粉末により被覆されたオフィスオートメーション機器用ロール。
【解決手段】フッ素系重合体粉末にフッ素化剤を接触させて、−CH2OHおよび−COF末端基の合計数を炭素数106個あたり7〜50個とし、次いで、該フッ素系重合体粉末をアンモニアガスと接触させて−COFを−CONH2に変換し、−CH2OHおよび−CONH2末端基の合計数を炭素数106個あたり7〜50個とすることにより製造された、平均粒径が5〜100μmの範囲にあるフッ素系重合体粉末により被覆されたオフィスオートメーション機器用ロール。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、フッ素系重合体粉末により被覆されたオフィスオートメーション機器用ロールに関する。
【背景技術】
【0002】
フッ素系重合体から形成された皮膜は、耐熱性、耐摩耗性、非粘着性、低摩擦性、耐薬品性、電気絶縁性などの優れた性質を有しており、特に熱溶融性フッ素系重合体は、粉体塗料として炊飯釜、フライパンなどの調理器、OA機器用ロール、化学プラントの配管やタンクなどの様々な用途において使用されている。
【0003】
ところが、フッ素系重合体の末端にはその重合機構上、−COF基が微量生成することがある。また、過硫酸アンモニウムなどの重合開始剤を用いた乳化重合では−COOH基が生じ、あるいは分子量調節剤としてメタノールを使用すると−COOH、−COOCH3、−CH2OHなどの基が末端に生ずる。このような末端基は熱的に不安定であるために加工時の発泡やフッ素酸の発生原因となり、また上記のようなフッ素系重合体皮膜の優れた性質を低下させる原因ともなる。そのため、フッ素系重合体にフッ素ガスなどのフッ素化剤を接触させて不安定末端基を−CF3に転化させる方法が知られている(特公平8-30097号公報)。
【0004】
ところで、粉体塗料は、多くの場合静電塗装により被塗物に塗装される。中でも最も一般的であるコロナ帯電方式による静電粉体塗装では、まず負の高電圧がスプレーガンの先端に印加され、その周囲の空気が負にイオン化される。そして、粉体供給装置から空気とともに送られてきた粉体粒子はスプレーガンの先端を通過する際に負に帯電し、静電的引力により、接地された被塗物に付着する。このとき、ほぼ全ての不安定末端基が−CF3に転化されたフッ素系重合体は負に帯電しにくいため、塗着効率が極めて低いという問題があった。
【発明の開示】
【発明が解決しようとする課題】
【0005】
本発明の目的は、静電塗装において高い塗着効率を達成するとともに、得られる皮膜が優れた耐熱性、非粘着性、低摩擦性、耐薬品性などの性質を有するフッ素系重合体粉末により被覆されたオフィスオートメーション機器用ロールを提供することである。
【0006】
上記目的を達成するために、本発明は、フッ素系重合体粉末にフッ素化剤を接触させて、−CH2OHおよび−COF末端基の合計数を炭素数106個あたり7〜50個とし、次いで、該フッ素系重合体粉末をアンモニアガスと接触させて−COFを−CONH2に変換し、−CH2OHおよび−CONH2末端基の合計数を炭素数106個あたり7〜50個とすることにより製造された、平均粒径が5〜100μmの範囲にあるフッ素系重合体粉末により被覆されたオフィスオートメーション機器用ロールを提供する。
【発明を実施するための最良の形態】
【0007】
以下、本発明において使用するフッ素系重合体粉末を具体的に説明する。
【0008】
<フッ素系重合体>
本発明においてフッ素系重合体としては、テトラフルオロエチレン−パーフルオロアルキルビニルエーテル共重合体、テトラフルオロエチレン−ヘキサフルオロプロピレン共重合体、エチレン−テトラフルオロエチレン共重合体、エチレン−クロロトリフルオロエチレン共重合体、ポリフッ化ビニリデンなどが挙げられる。中でも、耐熱性に優れる点で、テトラフルオロエチレン−パーフルオロアルキルビニルエーテル共重合体(PFA)が好ましい。
【0009】
(A)不安定末端基の転化
フッ素系重合体粉末の不安定末端基である−COOH、−COOCH3および−CH2OHは、フッ素化剤と接触すると−COFに転化し、最終的に−CF3となる。本発明では、この転化により−CH2OHおよび−COF末端基の合計数が炭素数106個あたり7〜50個の段階になった時点でフッ素化剤との接触を停止する。フッ素化剤としては、フッ素ガスが金属不純物を有さないことやフッ素化の効率が高いことなどの点から最も好ましく用いられるが、他の既知のフッ素化剤を使用することもできる。
【0010】
こうして得られたフッ素系重合体粉末をそのまま用いてもよいが、さらにアンモニアガスと接触させて−COFを−CONH2に転化させることにより、一層安定なフッ素系重合体粉末を得ることができる。この場合、全ての−COFが−CONH2に転化し、−CH2OHおよび−CONH2末端基の合計数は炭素数106個あたり7〜50個となる。こうして得られるフッ素系重合体粉末は、フッ素イオンをフッ化アンモニウムの形態で含有しうる。
【0011】
具体的には、第一段階のフッ素化処理は、PFAをフッ素ガスと、通常150〜250℃、好ましくは200℃までの温度で、1〜10時間、好ましくは2〜5時間接触させることにより行う。圧力は、1〜10気圧の範囲でよく、通常大気圧が採用される。用いるフッ素化剤は、純粋なフッ素ガスであってよいが、安全性の点からフッ素ガスを不活性ガスで5〜25容量%、好ましくは7〜15容量%に希釈した希釈フッ素ガスが好ましい。不活性ガスとしては、窒素ガス,アルゴンガス,ヘリウムガスなどが挙げられる。
【0012】
第二段階のアミド化処理では、第一段階で得られたPFAをアンモニアガスと接触させて、−COFを−CONH2に転化させる。アンモニアガスを通す前に窒素ガスなどの不活性ガスでPFAを洗浄しておくのが好ましい。接触させるアンモニアガスは、純粋(100%)なのものでも、不活性ガスで5〜50容量%程度に希釈したものであってもよい。処理時間は、特に制限されないが、通常0.5〜5時間、好ましくは60〜90分間である。温度および圧力も特に制限されず、それぞれ、通常0〜100℃、好ましくは室温付近(10〜30℃)、および通常0.5〜10気圧、好ましくは大気圧である。
【0013】
このようなフッ素化処理は、下記(B)で述べる製造プロセス中のいずれの段階で行ってもよい。
【0014】
なお、各末端基の個数の測定は、下記実施例で説明する。
【0015】
また、−CH2OHおよび−COF末端基の合計数が炭素数106個あたり25個以下になるまでフッ素系重合体粉末にフッ素化剤を接触させ、次いでアンモニアガスと接触させて−COFを−CONH2に変換させ、−CH2OH、−CONH2末端基の合計数を炭素数106個あたり25個以下としたものと、フッ素化処理を行っていないフッ素系重合体粉末を混合することにより、−COOH、−COOCH3、−CH2OH、−COF、−CONH2などの末端基の合計数を炭素数106あたり50個以下とすることもできる。
【0016】
ただしこの場合には、(B)で述べる製造プロセスにおいて、フッ素系重合体粉末を圧縮してシート化する前に混合する必要がある。シート化後にフッ素化処理品とフッ素化未処理品を混合する場合には、フッ素化処理された粒子とフッ素化処理されていない粒子とが別個に生成するため、好ましくない。
【0017】
(B)フッ素系重合体粉末の製造
本発明のフッ素系重合体粉末は、フッ素系重合体原末をロールなどを使用して真比重(溶融成形品の比重)の90%以上となる比重が得られる条件で高密度化し、粉砕した後、気流分級によって粉砕物の粒度分布全体の3〜40重量%の範囲の微粒子および繊維状粒子を除去し、さらに分級によって粉砕物の粒度分布全体の1〜20重量%の粗粒子を除去する方法により製造することが望ましい。また、粗粒子の分級後にフッ素系重合体粉末の融解開始温度以上で熱処理すれば、より一層望ましい。
【0018】
まず、フッ素系重合体原末をロールなどを使用して、真比重の90%以上、好ましくは95〜99%が得られる条件で圧縮してシート化する。圧縮後の比重が真比重の90%未満の場合には、粉砕後に得られる粒子の見掛密度が低く粉末の流動性が悪い。また、圧縮後の比重が真比重の99%を超える場合には、粉砕後に得られる粒子は不均一な形状となり、やはり見掛密度が低く粉末の流動性が悪くなる。
【0019】
ロールによるシート化では、シート厚さを0.05〜5mm、好ましくは0.1〜3mmとする。使用するロールは、2本以上のロールが垂直型、逆L型、Z型などに配置されたものが好ましく、具体的にはカレンダーロール、ミキシングロール、ローラーコンパクターなどが挙げられる。このようなロールを使用した場合には、シート化時にフッ素系重合体原末に強力なずり剪断力がかかり、原末中に存在する気孔や気泡が除去されて均一なシートを得ることが可能となる。0〜250℃、好ましくは5〜150℃の温度において、乳白色ないし透明となるような条件でシートを製造することが好ましい。
【0020】
シートの粉砕は、解砕機によって平均粒径が0.1〜10mmとなるように解砕した後、粉砕機によって粉砕する方法が一般的である。
【0021】
解砕機としては、解砕粒子径の大きさの孔を有するスクリーンやメッシュを固定して解砕するか、溝またはうねりを有する凹凸になったロールを数段通過させることにより解砕して、平均粒径を0.1〜10mmとすることが好ましい。
【0022】
粉砕は機械的粉砕機によって行うことが一般的である。機械的粉砕機にはカッターミル、ハンマーミル、ピンミル、ジェットミルなどの衝撃式や、回転刃と外周ステーターが凹凸による剪断力で粉砕する摩砕式などがある。粉砕機は高剪断による方式が粉砕効率の点で優れており好ましい。粉砕温度は−200〜100℃である。冷凍粉砕では通常−200〜−100℃であるが、室温(10〜30℃)で粉砕してもよい。冷凍粉砕では一般に液体窒素を使用するが、設備が膨大で粉砕コストも高くなる。工程が簡素となる点、粉砕コストを抑えることができる点で、室温(10℃)〜100℃、好ましくは、室温付近の温度(10℃〜30℃)で粉砕することが適当である。得られる粉末粒子は微粒子の凝集体あるいはペレットを粉砕したような不均一な形態ではなく、均一に整った粒度分布を有し、その平均粒径は5〜100μmである。
【0023】
微粒子や繊維状粒子を気流分級により除去した後に、さらに分級により粗粒子を除去する。
【0024】
気流分級においては、粉砕された粒子が減圧空気により円柱状の分級室に送られ、室内の旋回気流により分散され、遠心力によって微粒子が分級される。微粒子は中央部からサイクロンおよびバグフィルターへ回収され、再度シート化される。分級室内には、粉砕粒子と空気が均一に旋回運動を行うために円錐状のコーンまたはローターなどの回転体が設置されている。
【0025】
分級コーンを使用する場合には、分級点の調節は二次エアーの風量と分級コーン間の隙間を調節することにより行う。ローターを使用する場合には、ローターの回転数により分級室内の風量を調節する。ブロアーの風圧は0.1〜1MPa、好ましくは0.3〜0.6MPaである。分級範囲は3〜40重量%、好ましくは5〜30重量%であり、3〜40重量%の微粒子や繊維状粒子が除去される。除去される微粒子が3重量%未満の場合には粉末の流動性を改良することができず、また粒度分布が著しく広いために塗装皮膜のレベリング性が劣る。一方、除去される微粒子が40重量%を超える場合にはコストの点で不適である。
【0026】
粗粒子の除去方法としては、メッシュによる気流分級または振動篩などが挙げられるが、前者の方が好ましい。粒径による分級範囲は粉砕物の粒度分布全体の1〜20重量%、好ましくは2〜10重量%であり、この範囲の粗粒子が除去される。
【0027】
気流分級において回収された微粒子や繊維状粒子は原末と同様に再度シート化することができる。また、メッシュによる気流分級または振動篩において分級された粗粒子は再度粉砕機へ戻してリサイクルすることができる。
【0028】
分級された粉末を、連続気流式加熱乾燥機などを使用してフッ素系重合体粉末の融解開始温度以上の気流に瞬間的に接触させると、粉末粒子表面が丸みを帯び、見掛密度および粉末の流動性をさらに向上して、好ましい塗装用粉末を得ることができる。
【0029】
連続気流式加熱乾燥の接触温度は1000℃以下、好ましくは200〜800℃であり、接触時間は0.1〜10秒である。熱源はガス加熱が省エネルギーの点で好ましい。熱処理した粉末は、さらに粗粒子を気流式篩または振動篩により分級して除去し、粒度分布の狭い粉末を得ることができる。
【0030】
こうして得られる粉末は5〜30μm厚の超薄膜塗装が可能となる。レベリング性に優れた超薄膜を得ようとする場合には、粉末の形状が整っていること、見掛密度が高いこと、粉末の流動性が優れること、熱溶融しやすいことが求められる。また、粉末の平均粒径は5〜30μm、好ましくは10〜25μmである。上記の条件が満たされない場合には、皮膜にピンホールが発生したり、表面が柚肌になることがある。
【0031】
30〜100μm厚の薄膜を得ようとする場合には、熱処理は必ずしも必要ではない。塗装用粉末は粉末の形状が整っており、平均粒径は5〜100μm、好ましくは30〜60μmである。
【0032】
粉末の塗装方法としては、吹付、静電吹付、流動浸漬、静電流動浸漬などが挙げられる。また、水分散塗料や有機溶剤分散塗料として使用することも可能である。
【0033】
すでに記載したように、フッ素系重合体から形成される皮膜の耐熱性、非粘着性、低摩擦性、耐薬品性などの性質をより優れたものとするために、フッ素系重合体粉末の不安定末端基を−CF3に転化させる方法が知られていた。ところが、ほぼ全ての不安定末端基が転化されたフッ素系重合体粉末は負に帯電しにくいために被塗物に付着できず、塗着効率は極めて低くなる。これに対し、そのような末端基をごくわずか残したフッ素系重合体粉末は負の電荷を保持しやすいために高い塗着効率を達成することができるとともに、得られる皮膜もフッ素系重合体の優れた性質を十分に発揮することが可能となる。
【0034】
具体的には、フッ素系重合体粉末の不安定末端基の合計数が炭素数106個あたり6個以下である場合には、塗着効率が著しく低下する。一方、フッ素系重合体粉末の不安定末端基の合計数が炭素数106個あたり50個を超える場合には、皮膜の非粘着性が低下する。
【0035】
上記(A)中に示したように、フッ素化処理された粒子とフッ素化処理されていない粒子とが別個に生成した場合には、フッ素化処理されていない粒子が選択的に被塗物に塗着するために塗着効率が低く、したがって得られる皮膜の性質もさほど優れたものではない。
【0036】
また、フッ素系重合体粉末の製造については、乳化重合系ディスパージョンをいわゆるスプレードライ法により得る方法(特公昭53-11296号公報)でもよいが、上記(B)に示すような粉砕法の方が望ましい。スプレーガン先端付近に存在する電荷は電気力線に沿って粉体粒子に至るが、スプレードライ法により得られる粉末は球形であるため電気力線が到達しにくい。一方、粉砕法により得られる粉末は非球形で少なくとも1ヶ所以上の尖端部を有する。電気力線はこのような尖端部に到達しやすいため、粉砕法により得られる粉末は電荷を十分に保持することができ、高い塗着効率を達成することが可能となる。
【0037】
本発明の静電塗装用フッ素系重合体粉末が使用される例としては、厨房用器具をはじめとする家電用品、建築用金属板などの耐候性を要求される用途、複写機やプリンターのロール、工業用ロール、ホッパーなどの耐熱性や非粘着性を要求される用途、化学プラントの配管やタンクなどの耐薬品性を要求される用途などが挙げられる。
【実施例】
【0038】
以下に実施例を示し、本発明を具体的に説明する。
下記の実施例および比較例において、種々の物性は次のようにして測定した。
【0039】
平均粒径
株式会社島津製作所製レーザー回折散乱式粒度分布計SALD-1100により、分散液にイソプロピルアルコールを使用して各種粉末の平均粒径を測定した。
【0040】
末端基の分析
フッ素系重合体粉末を350℃で30分間圧縮成形して厚さ0.25〜0.3mmのフィルムを作成した。このフィルムの赤外吸収スペクトルを分析し、既知のフィルムの赤外吸収スペクトルと比較して種類を決定し、その差スペクトルから次式により個数を算出した。
末端基の個数(炭素数106個あたり)=I×K/t
(ここで、Iは吸光度、Kは補正係数、tはフィルム厚(mm)である。)
【0041】
対象となる末端基の補正係数を次に示す。この補正係数は炭素数106個あたりの末端基を算出するためにモデル化合物の赤外吸収スペクトルから決定されたものである。
【0042】
【表1】

【0043】
赤外吸収スペクトルは、パーキン・エルマー(Perkin-Elmer)社製パーキンエルマーFTIRスペクトロメーター1760Xおよびパーキンエルマー7700プロフェッショナルコンピューターを使用して、100回スキャンにより分析した。
【0044】
塗着効率
日本ワグナースプレーテック株式会社製静電粉体塗装装置インテグラル2007Aを使用して、10cm平方のアルミ板にフッ素系重合体粉末を3秒間塗装した。塗装後のアルミ板総重量と塗装前のアルミ板重量の差により、塗着重量を算出することができる。また、上記の静電粉体塗装装置を使用して、ポリエチレン製の袋の中にフッ素系重合体粉末を3秒間吐出させた。吐出後のポリエチレン袋総重量と吐出前のポリエチレン袋重量の差により、吐出重量を算出することができる。「塗着効率=塗着重量/吐出重量」により、塗着効率を求めた。
【0045】
炊飯釜からの米の離型性
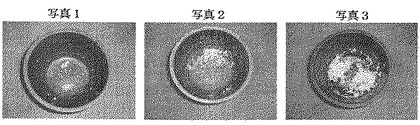
株式会社東芝製炊飯釜RCK-X18Z用の内釜にサンドブラスト処理を施し、プライマーとしてEK-1909BKN(ダイキン工業株式会社製。主成分:ポリテトラフルオロエチレンおよびポリアミドイミド)を塗装、乾燥させた後に、フッ素系重合体粉末を塗装して380℃で20分焼成した。この内釜を上記の炊飯釜に用い、通常モードで1合の米を炊飯した。炊飯終了後30秒以内に内釜を取り出し、逆さにして5cmの高さから落下させた。このとき、図1の写真1のように米がほとんど残らない状態を○、写真2のように米が一部残る状態を△、写真3のように米が多く残る状態を×として、評価した。
【0046】
実施例1
特開昭58-189210号公報に記載の方法に従って、水性懸濁重合法によりテトラフルオロエチレン−パーフルオロアルキルビニルエーテル共重合体(PFA)(テトラフルオロエチレン対パーフルオロアルキルビニルエーテル重量比=97:3)を製造した。これを、重合体原末Aとする(見掛比重0.65、真比重2.15、平均粒径350μm)。
【0047】
重合体原末Aを、新東工業(株)製ローラーコンパクターBCS-25型を使用して幅60mm、厚み5mmのシート状に圧縮し、重合体シートを得た。シートの比重は2.1であった。この重合体シートを、ローラーコンパクターに付属の解砕機で約2mm径に解砕し、重合体解砕品Bを得た。
【0048】
重合体解砕品Bにフッ素ガスを200℃で4時間接触させ、フッ素化処理を行い、フッ素化された重合体解砕品Cを得た。フッ素ガスは、安全性の点から窒素ガスを用いて20容量%に希釈して使用し、この混合フッ素ガスの圧力は1kgf/cm2であった。
【0049】
フッ素化された重合体解砕品Cに、アンモニアガスを常温で1時間接触させ、アミド化された重合体解砕品Dを得た。このアンモニアガスの圧力は1kgf/cm2であった。
【0050】
アミド化された重合体解砕品Dを(株)奈良機械製作所製粉砕機コスモマイザーN-1型を使用して、常温で11000rpmにより粉砕し、重合体粉末Eを得た。
【0051】
重合体粉末Eを、セイシン企業株式会社製気流分級機マイクロン・クラッシファイアーMC100型を使用して、見掛比重の低い微粒子と繊維状粒子をサイクロンとバグフィルターにより分級して除去した。除去量は15重量%であった。次いで、新東京機械株式会社製分級機ハイボルダー300SD型を使用して170メッシュ(目開き88μm)以上の粗粒子が除去された重合体粉末Fを得た。除去量は4重量%であった。
【0052】
重合体粉末Fを、セイシン企業(株)製連続気流乾燥機フラッシュジェットドライヤー4inch型を使用して、PFAの溶融開始温度を超える550℃のガス熱風を約1秒間接触させ、熱処理された重合体粉末Gを得た。
【0053】
この重合体粉末Gの末端基、塗着効率および米の離型性を評価した。
【0054】
実施例2
実施例1の手順中に得られた重合体粉末Eの末端基、塗着効率および米の離型性を評価した。
【0055】
比較例1
実施例1において中間で得た重合体解砕品Bを、フッ素化処理を行わずに、(株)奈良機械製作所製粉砕機コスモマイザーN-1型を使用して、常温で11000rpmにより粉砕した。
【0056】
この粉砕品を、セイシン企業(株)製気流分級機マイクロン・クラッシファイアーMC100型を使用して、見掛比重の低い微粒子と繊維状粒子をサイクロンとバグフィルターにより分級して除去した。次いで、新東京機械(株)製分級機ハイボルダー300SD型を使用して170メッシュ(目開き88μm)以上の粗粒子を除去した。
【0057】
次に、セイシン企業(株)製連続気流乾燥機フラッシュジェットドライヤー4インチ型を使用して、PFAの溶融開始温度を超える550℃のガス熱風を約1秒間接触させ、重合体粉末Hを得た。
【0058】
この重合体粉末Hの末端基、塗着効率および米の離型性を評価した。
【0059】
比較例2
実施例1において中間で得た重合体解砕品Bにフッ素ガスを230℃で5時間接触させ、十分にフッ素化処理を行った後、アンモニアガスを常温で1時間接触させてアミド化処理を行った。フッ素ガスは安全性の点から窒素ガスにより20容量%に希釈したものを使用し、この混合フッ素ガスの圧力は1kgf/cm2であった。また、アンモニアガスの圧力は1kgf/cm2であった。
【0060】
このアミド化された重合体解砕品を(株)奈良機械製作所製粉砕機コスモマイザーN-1型を使用して、常温で11000rpmにより粉砕し、重合体粉末を得た。
【0061】
この重合体粉末を、セイシン企業(株)製気流分級機マイクロン・クラッシファイアーMC100型を使用して、見掛比重の低い微粒子と繊維状粒子をサイクロンとバグフィルターにより分級して除去した。次いで、新東京機械(株)製分級機ハイボルダー300SD型を使用して170メッシュ(目開き88μm)以上の粗粒子を除去した。
【0062】
次に、セイシン企業(株)製連続気流乾燥機フラッシュジェットドライヤー4インチ型を使用して、PFAの溶融開始温度を超える550℃のガス熱風を約1秒間接触させ、重合体粉末Iを得た。
【0063】
この重合体粉末Iの末端基、塗着効率および米の離型性を評価した。
【0064】
比較例3
比較例1において得た重合体粉末Hと比較例2で得た重合体粉末Iをブレンドし、不安定末端基の合計数が炭素数106個あたり7〜50個の範囲にある重合体粉末Jを得た。
【0065】
この重合体粉末Jの末端基と塗着効率を評価した。
【0066】
実施例3
実施例1において中間で得た重合体原末Aにフッ素ガスを200℃で5時間接触させてフッ素化処理を行い、フッ素化された重合体原末Kを得た。この末端基を分析したところ、不安定末端基の合計数は、炭素数106個あたり9個であった。
【0067】
重合体原末Aとフッ素化された重合体原末Kをブレンドし、不安定末端基の合計数が炭素数106個あたり7〜50個の範囲にある重合体原末Lを得た。
【0068】
重合体原末Lを、新東工業株式会社製ローラーコンパクターBCS-25型を使用して幅60mm、厚み5mmのシート状に圧縮し、重合体シートを得た。この重合体シートをローラーコンパクターに付属の解砕機で約2mm径に解砕し、(株)奈良機械製作所製粉砕機コスモマイザーN-1型を使用して、常温で11000rpmにより粉砕した。
【0069】
この粉砕品を、セイシン企業(株)製気流分級機マイクロン・クラッシファイアーMC100型を使用して、見掛比重の低い微粒子と繊維状粒子をサイクロンとバグフィルターにより分級して除去した。次いで、新東京機械(株)製分級機ハイボルダー300SD型を使用して170メッシュ(目開き88μm)以上の粗粒子が除去された重合体粉末Mを得た。
【0070】
この重合体粉末Mの末端基、塗着効率および米の離型性を評価した。
【0071】
実施例4
実施例1において中間で得たフッ素化された重合体解砕品Cを(株)奈良機械製作所製粉砕機コスモマイザーN-1型を使用して、常温で11000rpmに粉砕し、重合体粉末Nを得た。
【0072】
この重合体粉末Nの末端基、塗着効率および米の離型性を評価した。
【0073】
実施例5
実施例1において中間で得た重合体粉末Fの末端基、塗着効率および米の離型性を評価した。
【0074】
実施例6
実施例3で得た重合体粉末Mを、セイシン企業(株)製連続気流乾燥機フラッシュジェットドライヤー4インチh型を使用して、PFAの溶融開始温度を超える550℃のガス熱風を約1秒間接触させ、重合体粉末Oを得た。
【0075】
この重合体粉末Oの末端基、塗着効率および米の離型性を評価した。
以上の結果を表2に示す。
【0076】
【表2】
【0077】
【表3】
【図面の簡単な説明】
【0078】
【図1】図1は、炊飯釜からの米の離型性の基準を示す写真1、2、3である。
【技術分野】
【0001】
本発明は、フッ素系重合体粉末により被覆されたオフィスオートメーション機器用ロールに関する。
【背景技術】
【0002】
フッ素系重合体から形成された皮膜は、耐熱性、耐摩耗性、非粘着性、低摩擦性、耐薬品性、電気絶縁性などの優れた性質を有しており、特に熱溶融性フッ素系重合体は、粉体塗料として炊飯釜、フライパンなどの調理器、OA機器用ロール、化学プラントの配管やタンクなどの様々な用途において使用されている。
【0003】
ところが、フッ素系重合体の末端にはその重合機構上、−COF基が微量生成することがある。また、過硫酸アンモニウムなどの重合開始剤を用いた乳化重合では−COOH基が生じ、あるいは分子量調節剤としてメタノールを使用すると−COOH、−COOCH3、−CH2OHなどの基が末端に生ずる。このような末端基は熱的に不安定であるために加工時の発泡やフッ素酸の発生原因となり、また上記のようなフッ素系重合体皮膜の優れた性質を低下させる原因ともなる。そのため、フッ素系重合体にフッ素ガスなどのフッ素化剤を接触させて不安定末端基を−CF3に転化させる方法が知られている(特公平8-30097号公報)。
【0004】
ところで、粉体塗料は、多くの場合静電塗装により被塗物に塗装される。中でも最も一般的であるコロナ帯電方式による静電粉体塗装では、まず負の高電圧がスプレーガンの先端に印加され、その周囲の空気が負にイオン化される。そして、粉体供給装置から空気とともに送られてきた粉体粒子はスプレーガンの先端を通過する際に負に帯電し、静電的引力により、接地された被塗物に付着する。このとき、ほぼ全ての不安定末端基が−CF3に転化されたフッ素系重合体は負に帯電しにくいため、塗着効率が極めて低いという問題があった。
【発明の開示】
【発明が解決しようとする課題】
【0005】
本発明の目的は、静電塗装において高い塗着効率を達成するとともに、得られる皮膜が優れた耐熱性、非粘着性、低摩擦性、耐薬品性などの性質を有するフッ素系重合体粉末により被覆されたオフィスオートメーション機器用ロールを提供することである。
【0006】
上記目的を達成するために、本発明は、フッ素系重合体粉末にフッ素化剤を接触させて、−CH2OHおよび−COF末端基の合計数を炭素数106個あたり7〜50個とし、次いで、該フッ素系重合体粉末をアンモニアガスと接触させて−COFを−CONH2に変換し、−CH2OHおよび−CONH2末端基の合計数を炭素数106個あたり7〜50個とすることにより製造された、平均粒径が5〜100μmの範囲にあるフッ素系重合体粉末により被覆されたオフィスオートメーション機器用ロールを提供する。
【発明を実施するための最良の形態】
【0007】
以下、本発明において使用するフッ素系重合体粉末を具体的に説明する。
【0008】
<フッ素系重合体>
本発明においてフッ素系重合体としては、テトラフルオロエチレン−パーフルオロアルキルビニルエーテル共重合体、テトラフルオロエチレン−ヘキサフルオロプロピレン共重合体、エチレン−テトラフルオロエチレン共重合体、エチレン−クロロトリフルオロエチレン共重合体、ポリフッ化ビニリデンなどが挙げられる。中でも、耐熱性に優れる点で、テトラフルオロエチレン−パーフルオロアルキルビニルエーテル共重合体(PFA)が好ましい。
【0009】
(A)不安定末端基の転化
フッ素系重合体粉末の不安定末端基である−COOH、−COOCH3および−CH2OHは、フッ素化剤と接触すると−COFに転化し、最終的に−CF3となる。本発明では、この転化により−CH2OHおよび−COF末端基の合計数が炭素数106個あたり7〜50個の段階になった時点でフッ素化剤との接触を停止する。フッ素化剤としては、フッ素ガスが金属不純物を有さないことやフッ素化の効率が高いことなどの点から最も好ましく用いられるが、他の既知のフッ素化剤を使用することもできる。
【0010】
こうして得られたフッ素系重合体粉末をそのまま用いてもよいが、さらにアンモニアガスと接触させて−COFを−CONH2に転化させることにより、一層安定なフッ素系重合体粉末を得ることができる。この場合、全ての−COFが−CONH2に転化し、−CH2OHおよび−CONH2末端基の合計数は炭素数106個あたり7〜50個となる。こうして得られるフッ素系重合体粉末は、フッ素イオンをフッ化アンモニウムの形態で含有しうる。
【0011】
具体的には、第一段階のフッ素化処理は、PFAをフッ素ガスと、通常150〜250℃、好ましくは200℃までの温度で、1〜10時間、好ましくは2〜5時間接触させることにより行う。圧力は、1〜10気圧の範囲でよく、通常大気圧が採用される。用いるフッ素化剤は、純粋なフッ素ガスであってよいが、安全性の点からフッ素ガスを不活性ガスで5〜25容量%、好ましくは7〜15容量%に希釈した希釈フッ素ガスが好ましい。不活性ガスとしては、窒素ガス,アルゴンガス,ヘリウムガスなどが挙げられる。
【0012】
第二段階のアミド化処理では、第一段階で得られたPFAをアンモニアガスと接触させて、−COFを−CONH2に転化させる。アンモニアガスを通す前に窒素ガスなどの不活性ガスでPFAを洗浄しておくのが好ましい。接触させるアンモニアガスは、純粋(100%)なのものでも、不活性ガスで5〜50容量%程度に希釈したものであってもよい。処理時間は、特に制限されないが、通常0.5〜5時間、好ましくは60〜90分間である。温度および圧力も特に制限されず、それぞれ、通常0〜100℃、好ましくは室温付近(10〜30℃)、および通常0.5〜10気圧、好ましくは大気圧である。
【0013】
このようなフッ素化処理は、下記(B)で述べる製造プロセス中のいずれの段階で行ってもよい。
【0014】
なお、各末端基の個数の測定は、下記実施例で説明する。
【0015】
また、−CH2OHおよび−COF末端基の合計数が炭素数106個あたり25個以下になるまでフッ素系重合体粉末にフッ素化剤を接触させ、次いでアンモニアガスと接触させて−COFを−CONH2に変換させ、−CH2OH、−CONH2末端基の合計数を炭素数106個あたり25個以下としたものと、フッ素化処理を行っていないフッ素系重合体粉末を混合することにより、−COOH、−COOCH3、−CH2OH、−COF、−CONH2などの末端基の合計数を炭素数106あたり50個以下とすることもできる。
【0016】
ただしこの場合には、(B)で述べる製造プロセスにおいて、フッ素系重合体粉末を圧縮してシート化する前に混合する必要がある。シート化後にフッ素化処理品とフッ素化未処理品を混合する場合には、フッ素化処理された粒子とフッ素化処理されていない粒子とが別個に生成するため、好ましくない。
【0017】
(B)フッ素系重合体粉末の製造
本発明のフッ素系重合体粉末は、フッ素系重合体原末をロールなどを使用して真比重(溶融成形品の比重)の90%以上となる比重が得られる条件で高密度化し、粉砕した後、気流分級によって粉砕物の粒度分布全体の3〜40重量%の範囲の微粒子および繊維状粒子を除去し、さらに分級によって粉砕物の粒度分布全体の1〜20重量%の粗粒子を除去する方法により製造することが望ましい。また、粗粒子の分級後にフッ素系重合体粉末の融解開始温度以上で熱処理すれば、より一層望ましい。
【0018】
まず、フッ素系重合体原末をロールなどを使用して、真比重の90%以上、好ましくは95〜99%が得られる条件で圧縮してシート化する。圧縮後の比重が真比重の90%未満の場合には、粉砕後に得られる粒子の見掛密度が低く粉末の流動性が悪い。また、圧縮後の比重が真比重の99%を超える場合には、粉砕後に得られる粒子は不均一な形状となり、やはり見掛密度が低く粉末の流動性が悪くなる。
【0019】
ロールによるシート化では、シート厚さを0.05〜5mm、好ましくは0.1〜3mmとする。使用するロールは、2本以上のロールが垂直型、逆L型、Z型などに配置されたものが好ましく、具体的にはカレンダーロール、ミキシングロール、ローラーコンパクターなどが挙げられる。このようなロールを使用した場合には、シート化時にフッ素系重合体原末に強力なずり剪断力がかかり、原末中に存在する気孔や気泡が除去されて均一なシートを得ることが可能となる。0〜250℃、好ましくは5〜150℃の温度において、乳白色ないし透明となるような条件でシートを製造することが好ましい。
【0020】
シートの粉砕は、解砕機によって平均粒径が0.1〜10mmとなるように解砕した後、粉砕機によって粉砕する方法が一般的である。
【0021】
解砕機としては、解砕粒子径の大きさの孔を有するスクリーンやメッシュを固定して解砕するか、溝またはうねりを有する凹凸になったロールを数段通過させることにより解砕して、平均粒径を0.1〜10mmとすることが好ましい。
【0022】
粉砕は機械的粉砕機によって行うことが一般的である。機械的粉砕機にはカッターミル、ハンマーミル、ピンミル、ジェットミルなどの衝撃式や、回転刃と外周ステーターが凹凸による剪断力で粉砕する摩砕式などがある。粉砕機は高剪断による方式が粉砕効率の点で優れており好ましい。粉砕温度は−200〜100℃である。冷凍粉砕では通常−200〜−100℃であるが、室温(10〜30℃)で粉砕してもよい。冷凍粉砕では一般に液体窒素を使用するが、設備が膨大で粉砕コストも高くなる。工程が簡素となる点、粉砕コストを抑えることができる点で、室温(10℃)〜100℃、好ましくは、室温付近の温度(10℃〜30℃)で粉砕することが適当である。得られる粉末粒子は微粒子の凝集体あるいはペレットを粉砕したような不均一な形態ではなく、均一に整った粒度分布を有し、その平均粒径は5〜100μmである。
【0023】
微粒子や繊維状粒子を気流分級により除去した後に、さらに分級により粗粒子を除去する。
【0024】
気流分級においては、粉砕された粒子が減圧空気により円柱状の分級室に送られ、室内の旋回気流により分散され、遠心力によって微粒子が分級される。微粒子は中央部からサイクロンおよびバグフィルターへ回収され、再度シート化される。分級室内には、粉砕粒子と空気が均一に旋回運動を行うために円錐状のコーンまたはローターなどの回転体が設置されている。
【0025】
分級コーンを使用する場合には、分級点の調節は二次エアーの風量と分級コーン間の隙間を調節することにより行う。ローターを使用する場合には、ローターの回転数により分級室内の風量を調節する。ブロアーの風圧は0.1〜1MPa、好ましくは0.3〜0.6MPaである。分級範囲は3〜40重量%、好ましくは5〜30重量%であり、3〜40重量%の微粒子や繊維状粒子が除去される。除去される微粒子が3重量%未満の場合には粉末の流動性を改良することができず、また粒度分布が著しく広いために塗装皮膜のレベリング性が劣る。一方、除去される微粒子が40重量%を超える場合にはコストの点で不適である。
【0026】
粗粒子の除去方法としては、メッシュによる気流分級または振動篩などが挙げられるが、前者の方が好ましい。粒径による分級範囲は粉砕物の粒度分布全体の1〜20重量%、好ましくは2〜10重量%であり、この範囲の粗粒子が除去される。
【0027】
気流分級において回収された微粒子や繊維状粒子は原末と同様に再度シート化することができる。また、メッシュによる気流分級または振動篩において分級された粗粒子は再度粉砕機へ戻してリサイクルすることができる。
【0028】
分級された粉末を、連続気流式加熱乾燥機などを使用してフッ素系重合体粉末の融解開始温度以上の気流に瞬間的に接触させると、粉末粒子表面が丸みを帯び、見掛密度および粉末の流動性をさらに向上して、好ましい塗装用粉末を得ることができる。
【0029】
連続気流式加熱乾燥の接触温度は1000℃以下、好ましくは200〜800℃であり、接触時間は0.1〜10秒である。熱源はガス加熱が省エネルギーの点で好ましい。熱処理した粉末は、さらに粗粒子を気流式篩または振動篩により分級して除去し、粒度分布の狭い粉末を得ることができる。
【0030】
こうして得られる粉末は5〜30μm厚の超薄膜塗装が可能となる。レベリング性に優れた超薄膜を得ようとする場合には、粉末の形状が整っていること、見掛密度が高いこと、粉末の流動性が優れること、熱溶融しやすいことが求められる。また、粉末の平均粒径は5〜30μm、好ましくは10〜25μmである。上記の条件が満たされない場合には、皮膜にピンホールが発生したり、表面が柚肌になることがある。
【0031】
30〜100μm厚の薄膜を得ようとする場合には、熱処理は必ずしも必要ではない。塗装用粉末は粉末の形状が整っており、平均粒径は5〜100μm、好ましくは30〜60μmである。
【0032】
粉末の塗装方法としては、吹付、静電吹付、流動浸漬、静電流動浸漬などが挙げられる。また、水分散塗料や有機溶剤分散塗料として使用することも可能である。
【0033】
すでに記載したように、フッ素系重合体から形成される皮膜の耐熱性、非粘着性、低摩擦性、耐薬品性などの性質をより優れたものとするために、フッ素系重合体粉末の不安定末端基を−CF3に転化させる方法が知られていた。ところが、ほぼ全ての不安定末端基が転化されたフッ素系重合体粉末は負に帯電しにくいために被塗物に付着できず、塗着効率は極めて低くなる。これに対し、そのような末端基をごくわずか残したフッ素系重合体粉末は負の電荷を保持しやすいために高い塗着効率を達成することができるとともに、得られる皮膜もフッ素系重合体の優れた性質を十分に発揮することが可能となる。
【0034】
具体的には、フッ素系重合体粉末の不安定末端基の合計数が炭素数106個あたり6個以下である場合には、塗着効率が著しく低下する。一方、フッ素系重合体粉末の不安定末端基の合計数が炭素数106個あたり50個を超える場合には、皮膜の非粘着性が低下する。
【0035】
上記(A)中に示したように、フッ素化処理された粒子とフッ素化処理されていない粒子とが別個に生成した場合には、フッ素化処理されていない粒子が選択的に被塗物に塗着するために塗着効率が低く、したがって得られる皮膜の性質もさほど優れたものではない。
【0036】
また、フッ素系重合体粉末の製造については、乳化重合系ディスパージョンをいわゆるスプレードライ法により得る方法(特公昭53-11296号公報)でもよいが、上記(B)に示すような粉砕法の方が望ましい。スプレーガン先端付近に存在する電荷は電気力線に沿って粉体粒子に至るが、スプレードライ法により得られる粉末は球形であるため電気力線が到達しにくい。一方、粉砕法により得られる粉末は非球形で少なくとも1ヶ所以上の尖端部を有する。電気力線はこのような尖端部に到達しやすいため、粉砕法により得られる粉末は電荷を十分に保持することができ、高い塗着効率を達成することが可能となる。
【0037】
本発明の静電塗装用フッ素系重合体粉末が使用される例としては、厨房用器具をはじめとする家電用品、建築用金属板などの耐候性を要求される用途、複写機やプリンターのロール、工業用ロール、ホッパーなどの耐熱性や非粘着性を要求される用途、化学プラントの配管やタンクなどの耐薬品性を要求される用途などが挙げられる。
【実施例】
【0038】
以下に実施例を示し、本発明を具体的に説明する。
下記の実施例および比較例において、種々の物性は次のようにして測定した。
【0039】
平均粒径
株式会社島津製作所製レーザー回折散乱式粒度分布計SALD-1100により、分散液にイソプロピルアルコールを使用して各種粉末の平均粒径を測定した。
【0040】
末端基の分析
フッ素系重合体粉末を350℃で30分間圧縮成形して厚さ0.25〜0.3mmのフィルムを作成した。このフィルムの赤外吸収スペクトルを分析し、既知のフィルムの赤外吸収スペクトルと比較して種類を決定し、その差スペクトルから次式により個数を算出した。
末端基の個数(炭素数106個あたり)=I×K/t
(ここで、Iは吸光度、Kは補正係数、tはフィルム厚(mm)である。)
【0041】
対象となる末端基の補正係数を次に示す。この補正係数は炭素数106個あたりの末端基を算出するためにモデル化合物の赤外吸収スペクトルから決定されたものである。
【0042】
【表1】
【0043】
赤外吸収スペクトルは、パーキン・エルマー(Perkin-Elmer)社製パーキンエルマーFTIRスペクトロメーター1760Xおよびパーキンエルマー7700プロフェッショナルコンピューターを使用して、100回スキャンにより分析した。
【0044】
塗着効率
日本ワグナースプレーテック株式会社製静電粉体塗装装置インテグラル2007Aを使用して、10cm平方のアルミ板にフッ素系重合体粉末を3秒間塗装した。塗装後のアルミ板総重量と塗装前のアルミ板重量の差により、塗着重量を算出することができる。また、上記の静電粉体塗装装置を使用して、ポリエチレン製の袋の中にフッ素系重合体粉末を3秒間吐出させた。吐出後のポリエチレン袋総重量と吐出前のポリエチレン袋重量の差により、吐出重量を算出することができる。「塗着効率=塗着重量/吐出重量」により、塗着効率を求めた。
【0045】
炊飯釜からの米の離型性
株式会社東芝製炊飯釜RCK-X18Z用の内釜にサンドブラスト処理を施し、プライマーとしてEK-1909BKN(ダイキン工業株式会社製。主成分:ポリテトラフルオロエチレンおよびポリアミドイミド)を塗装、乾燥させた後に、フッ素系重合体粉末を塗装して380℃で20分焼成した。この内釜を上記の炊飯釜に用い、通常モードで1合の米を炊飯した。炊飯終了後30秒以内に内釜を取り出し、逆さにして5cmの高さから落下させた。このとき、図1の写真1のように米がほとんど残らない状態を○、写真2のように米が一部残る状態を△、写真3のように米が多く残る状態を×として、評価した。
【0046】
実施例1
特開昭58-189210号公報に記載の方法に従って、水性懸濁重合法によりテトラフルオロエチレン−パーフルオロアルキルビニルエーテル共重合体(PFA)(テトラフルオロエチレン対パーフルオロアルキルビニルエーテル重量比=97:3)を製造した。これを、重合体原末Aとする(見掛比重0.65、真比重2.15、平均粒径350μm)。
【0047】
重合体原末Aを、新東工業(株)製ローラーコンパクターBCS-25型を使用して幅60mm、厚み5mmのシート状に圧縮し、重合体シートを得た。シートの比重は2.1であった。この重合体シートを、ローラーコンパクターに付属の解砕機で約2mm径に解砕し、重合体解砕品Bを得た。
【0048】
重合体解砕品Bにフッ素ガスを200℃で4時間接触させ、フッ素化処理を行い、フッ素化された重合体解砕品Cを得た。フッ素ガスは、安全性の点から窒素ガスを用いて20容量%に希釈して使用し、この混合フッ素ガスの圧力は1kgf/cm2であった。
【0049】
フッ素化された重合体解砕品Cに、アンモニアガスを常温で1時間接触させ、アミド化された重合体解砕品Dを得た。このアンモニアガスの圧力は1kgf/cm2であった。
【0050】
アミド化された重合体解砕品Dを(株)奈良機械製作所製粉砕機コスモマイザーN-1型を使用して、常温で11000rpmにより粉砕し、重合体粉末Eを得た。
【0051】
重合体粉末Eを、セイシン企業株式会社製気流分級機マイクロン・クラッシファイアーMC100型を使用して、見掛比重の低い微粒子と繊維状粒子をサイクロンとバグフィルターにより分級して除去した。除去量は15重量%であった。次いで、新東京機械株式会社製分級機ハイボルダー300SD型を使用して170メッシュ(目開き88μm)以上の粗粒子が除去された重合体粉末Fを得た。除去量は4重量%であった。
【0052】
重合体粉末Fを、セイシン企業(株)製連続気流乾燥機フラッシュジェットドライヤー4inch型を使用して、PFAの溶融開始温度を超える550℃のガス熱風を約1秒間接触させ、熱処理された重合体粉末Gを得た。
【0053】
この重合体粉末Gの末端基、塗着効率および米の離型性を評価した。
【0054】
実施例2
実施例1の手順中に得られた重合体粉末Eの末端基、塗着効率および米の離型性を評価した。
【0055】
比較例1
実施例1において中間で得た重合体解砕品Bを、フッ素化処理を行わずに、(株)奈良機械製作所製粉砕機コスモマイザーN-1型を使用して、常温で11000rpmにより粉砕した。
【0056】
この粉砕品を、セイシン企業(株)製気流分級機マイクロン・クラッシファイアーMC100型を使用して、見掛比重の低い微粒子と繊維状粒子をサイクロンとバグフィルターにより分級して除去した。次いで、新東京機械(株)製分級機ハイボルダー300SD型を使用して170メッシュ(目開き88μm)以上の粗粒子を除去した。
【0057】
次に、セイシン企業(株)製連続気流乾燥機フラッシュジェットドライヤー4インチ型を使用して、PFAの溶融開始温度を超える550℃のガス熱風を約1秒間接触させ、重合体粉末Hを得た。
【0058】
この重合体粉末Hの末端基、塗着効率および米の離型性を評価した。
【0059】
比較例2
実施例1において中間で得た重合体解砕品Bにフッ素ガスを230℃で5時間接触させ、十分にフッ素化処理を行った後、アンモニアガスを常温で1時間接触させてアミド化処理を行った。フッ素ガスは安全性の点から窒素ガスにより20容量%に希釈したものを使用し、この混合フッ素ガスの圧力は1kgf/cm2であった。また、アンモニアガスの圧力は1kgf/cm2であった。
【0060】
このアミド化された重合体解砕品を(株)奈良機械製作所製粉砕機コスモマイザーN-1型を使用して、常温で11000rpmにより粉砕し、重合体粉末を得た。
【0061】
この重合体粉末を、セイシン企業(株)製気流分級機マイクロン・クラッシファイアーMC100型を使用して、見掛比重の低い微粒子と繊維状粒子をサイクロンとバグフィルターにより分級して除去した。次いで、新東京機械(株)製分級機ハイボルダー300SD型を使用して170メッシュ(目開き88μm)以上の粗粒子を除去した。
【0062】
次に、セイシン企業(株)製連続気流乾燥機フラッシュジェットドライヤー4インチ型を使用して、PFAの溶融開始温度を超える550℃のガス熱風を約1秒間接触させ、重合体粉末Iを得た。
【0063】
この重合体粉末Iの末端基、塗着効率および米の離型性を評価した。
【0064】
比較例3
比較例1において得た重合体粉末Hと比較例2で得た重合体粉末Iをブレンドし、不安定末端基の合計数が炭素数106個あたり7〜50個の範囲にある重合体粉末Jを得た。
【0065】
この重合体粉末Jの末端基と塗着効率を評価した。
【0066】
実施例3
実施例1において中間で得た重合体原末Aにフッ素ガスを200℃で5時間接触させてフッ素化処理を行い、フッ素化された重合体原末Kを得た。この末端基を分析したところ、不安定末端基の合計数は、炭素数106個あたり9個であった。
【0067】
重合体原末Aとフッ素化された重合体原末Kをブレンドし、不安定末端基の合計数が炭素数106個あたり7〜50個の範囲にある重合体原末Lを得た。
【0068】
重合体原末Lを、新東工業株式会社製ローラーコンパクターBCS-25型を使用して幅60mm、厚み5mmのシート状に圧縮し、重合体シートを得た。この重合体シートをローラーコンパクターに付属の解砕機で約2mm径に解砕し、(株)奈良機械製作所製粉砕機コスモマイザーN-1型を使用して、常温で11000rpmにより粉砕した。
【0069】
この粉砕品を、セイシン企業(株)製気流分級機マイクロン・クラッシファイアーMC100型を使用して、見掛比重の低い微粒子と繊維状粒子をサイクロンとバグフィルターにより分級して除去した。次いで、新東京機械(株)製分級機ハイボルダー300SD型を使用して170メッシュ(目開き88μm)以上の粗粒子が除去された重合体粉末Mを得た。
【0070】
この重合体粉末Mの末端基、塗着効率および米の離型性を評価した。
【0071】
実施例4
実施例1において中間で得たフッ素化された重合体解砕品Cを(株)奈良機械製作所製粉砕機コスモマイザーN-1型を使用して、常温で11000rpmに粉砕し、重合体粉末Nを得た。
【0072】
この重合体粉末Nの末端基、塗着効率および米の離型性を評価した。
【0073】
実施例5
実施例1において中間で得た重合体粉末Fの末端基、塗着効率および米の離型性を評価した。
【0074】
実施例6
実施例3で得た重合体粉末Mを、セイシン企業(株)製連続気流乾燥機フラッシュジェットドライヤー4インチh型を使用して、PFAの溶融開始温度を超える550℃のガス熱風を約1秒間接触させ、重合体粉末Oを得た。
【0075】
この重合体粉末Oの末端基、塗着効率および米の離型性を評価した。
以上の結果を表2に示す。
【0076】
【表2】
【0077】
【表3】
【図面の簡単な説明】
【0078】
【図1】図1は、炊飯釜からの米の離型性の基準を示す写真1、2、3である。
【特許請求の範囲】
【請求項1】
フッ素系重合体粉末にフッ素化剤を接触させて、−CH2OHおよび−COF末端基の合計数を炭素数106個あたり7〜50個とし、次いで、該フッ素系重合体粉末をアンモニアガスと接触させて−COFを−CONH2に変換し、−CH2OHおよび−CONH2末端基の合計数を炭素数106個あたり7〜50個とすることにより製造された、平均粒径が5〜100μmの範囲にあるフッ素系重合体粉末により被覆されたオフィスオートメーション機器用ロール。
【請求項1】
フッ素系重合体粉末にフッ素化剤を接触させて、−CH2OHおよび−COF末端基の合計数を炭素数106個あたり7〜50個とし、次いで、該フッ素系重合体粉末をアンモニアガスと接触させて−COFを−CONH2に変換し、−CH2OHおよび−CONH2末端基の合計数を炭素数106個あたり7〜50個とすることにより製造された、平均粒径が5〜100μmの範囲にあるフッ素系重合体粉末により被覆されたオフィスオートメーション機器用ロール。
【図1】

【公開番号】特開2008−133952(P2008−133952A)
【公開日】平成20年6月12日(2008.6.12)
【国際特許分類】
【出願番号】特願2007−280138(P2007−280138)
【出願日】平成19年10月29日(2007.10.29)
【分割の表示】特願2002−585521(P2002−585521)の分割
【原出願日】平成14年4月25日(2002.4.25)
【出願人】(000002853)ダイキン工業株式会社 (7,604)
【Fターム(参考)】
【公開日】平成20年6月12日(2008.6.12)
【国際特許分類】
【出願日】平成19年10月29日(2007.10.29)
【分割の表示】特願2002−585521(P2002−585521)の分割
【原出願日】平成14年4月25日(2002.4.25)
【出願人】(000002853)ダイキン工業株式会社 (7,604)
【Fターム(参考)】
[ Back to top ]