
フライヤを使用しない紡績方法及びドラフトシステムを有する装置
本発明は、紡績機(200)を用いて直接繊維ウェブ(FB')を紡績する紡績方法であり、該方法により、紡績機(200)より前に配置した練条ユニット(4)で、少なくとも1台の梳綿機(100)又は梳機で予め生産した1本又は複数本のスライバ(FB')を引出して、1本の繊維ウェブ(FB')にし、上記紡績機(200)に、中間のフライヤ無しで、提供し、該紡績機で繊維ウェブ(FB')を第2ドラフトユニット(204)を用いて引出して、糸(G)にする方法に関する。上記方法は、第1練条ユニット(4)の紡出口で繊維ウェブ(FB')が、ウェブ重量が2.5ktex未満で、保護撚りを施されており、上記繊維ウェブ(FB’)を、30超の引張り張力で第2練条ユニット(204)で引出すことを特徴とする。本発明は更に付随する装置にも関する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、スライバを直接紡績するフライヤを使用しない紡績方法、及び本独立クレームのプリアンブルに記載のドラフトシステムを有する装置に関する。
【背景技術】
【0002】
多くの試みが、リング紡績機で直接スライバを紡ぐために行われてきたことが知られている。こうした種類の紡績方法を使用すると、フライヤ処理が省略可能で、それにより費用と空間両方が節約できる。特に、通常練条機の要素である第1ドラフトシステムに続いて、スライバを繊度約5ktexで収納函に収容する方法も、知られている。これらのケンスを、次に、クリールに移し、該クリールから収納函を取出し、夫々をリング紡績機の紡績位置に挿入する。若干不正確なドラフトがクリールで発生するため、3.5ktex未満の細いスライバをここでは使用しない。リング紡績機でのドラフトが制限されるため、この既知の方法を使用しては粗いリング紡績糸を紡ぐだけが可能である。同方法は、しかしながら、収納函が空間を必要とする点や、前述したドラフトが不正確である点から、運用が困難で、広く普及していない。
【0003】
より細い糸を、通常、この2つの間にフライヤを含むことで獲得するが、そうすることで例えば繊度5ktexのスライバを、粗糸重量200〜1200texの粗糸に練条して、ボビンに巻回し、それによりこれを次にリング紡績機に供給できる。
【発明の開示】
【発明が解決しようとする課題】
【0004】
本発明の課題は、独立クレームのプリアンブルに記載の方法又は装置を、細い又は極めて細い糸を、フライヤを使わずに獲得できるように、更に発展させることである。
【0005】
この課題を、独立クレームの特徴によって上記方法又は上記装置で達成する。
【0006】
本発明の要点は、細いスライバを第1ドラフトシステムから獲得する点、次にそれに保護撚りを掛け、その後それを第2ドラフトシステムで高ドラフトする点である。
【0007】
現在の現状技術とは対照的に、ここでは1本又は複数本のスライバを、第1ドラフトシステムで引出し、練条機から紡出した時点で通常の繊度より低い繊度を有する細いスライバにする。こうした方法は、確かに、既知の練条機を使用して、1本又は複数本のスライバを1.5ktexにまで練条する方法として既知であるが;その結果得られるスライバは、しかしながら、ここでは効果的な保護撚りは、若干の(スライバ1m当り1回転程度の)保護撚りであって、回転スライバダクトの結果、及び、相対的に、比較的低回転の円形収納函の結果として獲得する撚りを無視するならば、提供されない。また、この種類の細いスライバは、現在の現状技術では、第2ドラフトシステムに直接供給されない。本発明に従う方法を用いることで、それに対して、10tex以下の極めて細い糸を獲得できるが、これは既知の方法では不可能であった。これは、繊度に関して 極めて高い標準を満たす糸を、フライヤを使用せずとも生成可能なことを意味する。フライヤは、かなりの作業、設備投資、空間を必要とするが、従って、この方法によれば最早不要となる。
【0008】
本発明によれば、第1ドラフトシステムで生産するスライバを、重量2.5ktex未満、好適には1.3ktex未満とする。第1ドラフトシステムで生産するスライバの重量を0.8ktex未満とすれば、特に有利である。この種類のウェブは、練条機で生産でき、該練条機 では1本又は複数本のスライバを第1ドラフトシステムに給送できる。例えば、練条機に供給する単一スライバは、繊度約5ktexでよく、ドラフトシステムで6の因数で引出して、そうして繊度1ktex未満のスライバを生成してもよい。例えば、撚るスライバを4本とし、各々が重量5ktexで、ドラフト比を20にすると、繊度1ktexのスライバが得られる。
【0009】
本発明による装置は、細いスライバを生成する他に、保護撚りを生成する方法を、生産するスライバ1m当りの回転数を5より大きく、有利には10より更に大きくするよう設計すること、を特徴とする。
【0010】
本発明による方法によって、第1ドラフトシステムで生産するスライバの送出速度について、保護撚りによってスライバを丈夫にするため、250m/分超が選択可能になる。
【0011】
第2ドラフトシステムをリング紡績機の紡績位置に部分的に存在させ、ドラフト比を40より大きく、有利には70より大きく、好適には100より大きく設計及び運転すると、特に有利である。
【0012】
第1ドラフトシステムで生産するスライバが、例えば、重量1ktexで、ドラフト比を、例えば、100とする場合、糸は従って、繊度10texと成るが、これは多くの場合細糸に関する最も多い需要に十分に応えられる。
【0013】
第1ドラフトシステムで生産したスライバを、ケンスに収納できる。好適には、引出したスライバを、しかしながら、ボビンに巻回し、次にこれを紡績機-特にリング紡績機に供給できる。
【0014】
特に有利な実施例によると、引出したスライバを巻回するボビンの軸を、水平方向向きにする。これにより、ボビンを水平方向に往復移動させ、それによりスライバをボビン芯に綾巻又は並列巻にすることが可能になる。
【0015】
他の実施例によると、送出装置をスライバダクトの形にして、該ダクトを、ボビンをその水平軸について回転させる代わりに、動作させてもよい。この場合、ボビンに近い方の送出装置の端部を、ボビン芯の長さに沿って往復動作させる。ボビンから遠い端部を定位置にし、その場合、送出装置は振り子状に動作する。
【0016】
有利には、上述した実施例では、送出装置を、加えて、振り子動作中にその軸周りに回転させ、それにより保護撚りをスライバに、ボビンに巻回しながら、掛ける。
【0017】
有利な変形例によると、ボビン軸を垂直方向に向ける又は垂直方向に向けてもよく、その場合には、第1ドラフトシステムで引出したスライバをその上に巻着するボビンを、垂直方向に移動させられる。ここではまた、別の実施例によれば、ボビンを定位置にし、送出装置を垂直なボビン芯の長さに亘り移動させられる。
【0018】
多様な可能な方法が、保護撚りを第1ドラフトシステムで引出すスライバに提供するのに利用できる;これらの方法は、それら自体、既に知られている。例えば、ノズルをこの目的のために第1ドラフトシステムの紡出口で使用可能だが、これを例えば、圧縮空気を供給する圧縮ノズルとして実現してもよい。圧縮ノズルを、第1ドラフトシステムと次のカレンダローラとの間に配設できる。或は、圧縮ノズルを、上記カレンダローラの下流に配設できる。
【0019】
上記圧縮ノズルには、スライバが通過する通路を有する。有利には、少なくとも1つの貫通孔を中心から外れてこの通路に開け、有利には該通路に対して一定の角度又は傾斜させて位置合せする。この仕組みによって、スライバをダクト内でその長手方向軸について回転させられ、そうしてスライバに所望の保護撚りを掛けられる。或は、保護撚りを生成する装置に回転管を備え、該管をその長手方向軸周りに、時計回りと逆時計回りとの間で交互に回転、又は1方向のみに回転させてもよい。仮撚りを生成する他の別法には、ツイストねじ、リング、平坦なランナ、バー又は同様な仕組みを含む。
【0020】
更なる変形例によれば(又は加えて)、保護撚りを提供する方法には、スライバダクトを備えるが、この原理は、例えば、ウェブケンスにスライバを収容することから理解できる。この種のスライバダクトを、通常ターンテーブルに取付け、湾曲形状にし、それによりスライバをループ状に放出する。
【0021】
第1ドラフトシステムで生産したスライバを、水平に位置合せしたボビンに、保護撚りを生成するためにのみ使用する有利な実現例で、巻回する場合、スライバダクトの入口及び出口を同じ直線上に配設する。有利には、このようにボビンを水平方向向きにした状態で、スライバダクトをこの線について回転させ、従って該線を回転軸と定義するが、そうして所望の保護撚りを提供する。ボビンを垂直に位置合わせする場合、スライバダクトの入口及び出口を有利には相対向して配設する。
【0022】
本発明の有利な更なる成果については、従属クレームの特徴によって示す。
【発明を実施するための最良の形態】
【0023】
本発明について、図面を用いて、更に以下でより詳細に説明する。
【0024】
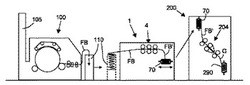
図1では、図式的に一連の紡績機を説明している。カード100の充填シャフト105を、例えば綿で充填して、カード100でスライバFBを、既知の方法で綿材料を梳綿して、生産する。このスライバFBを、次に収納函110に収容し、これをその後次なる練条機1に(図1で示すように)送れる、又はスライバFB’を直接ドラフトシステム1に送給してもよい。ドラフトシステム1では、1本又は複数本のスライバFBを取出し(単一スライバの場合について図示する)、スライバFB'を生産し、該スライバFB'をボビン70に、図1の実施例(以下の図面も参照)に従い、巻回する。リング紡績機200が、ドラフトシステム1に続く。リング紡績機200には、多数のテープ式ドラフトシステム204(1つのみを示す)を有し、該システム204の各々にスライバFB'付きボビン70を供給する。紡績機200では、このスライバFB'から糸Gを生成し、糸Gもまたボビン290に巻回する。本発明によれば、練条機1とリング紡績機200との間にフライヤを含んでいない。
【0025】
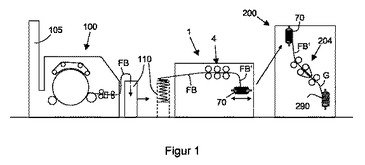
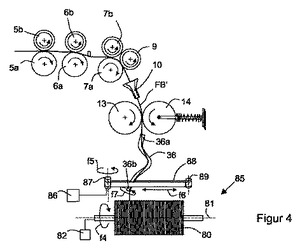
練条機1の側面図を、更に詳細に図2で示す。複数の無撚スライバFB(ここでは上方からこれらを示している)を練条機1に互いを隣接させて供給する。単一のスライバFBのみを練条機に、直前のカード又は梳綿機から来て直接、或は、一時的に練条機とカードとの間で収納函に収納(図1参照)して、給送することも可能である。ファンネル12を、練条機1の入口に配設する;該ファンネルにより、スライバFBを圧縮する。或は、他の圧縮装置を使用できる。入口センサの一部を成す感知ユニット2、3を通過後、この時点で圧縮済みのスライバFB’は複数の個別なスライバFBから成るが、これを練条機1の中心にあるドラフトシステム4に送給する。
【0026】
ドラフトシステム4の先頭には、3つの練条機構又はローラ対を存在させ、実際に練条を行う。これらは、入口ローラ対5a、5b、中心ローラ対6a、6b、及び出口又は送出ローラ対7a、7bである;ローラは、この順序で周速度を増しながら回転する。ローラ対の周速度が異なる結果、スライバFB'をドラフトシステムで繊維ウェブとして延伸し、各ローラ対のクランプラインに沿って把持するが、該スライバFBを周速度の比率に応じて引出す。入口ローラ対5a、5b及び中間ローラ対6a、6bで、予備練条領域VFとして既知のものを形成する一方、中心ローラ対6a、6b及び送出ローラ対7a、7bで主練条領域HFを形成する。
【0027】
圧縮バー20も、主練条領域HFに配設する;それによりスライバFB'を偏向させ、その結果確実に繊維、特に2つローラ対6a、6bとローラ対7a、7bとの間に挟持しない(浮遊繊維として既知の)繊維を良好にガイドする。引出したスライバFB’を、上側偏向ローラ9及びスライバ形成装置10を用いて集束し、その後1対のカレンダローラ13、14の間、及び角速度Ωで回転するターンテーブル17にセットした湾曲スライバダクト16を通過させ、速さvLで収納函18に収容する。スライバの堆積体をこのようにスライバダクト16及び回転収納函で作製する。
【0028】
図1では、練条機1の機械構成要素のみを示す点に留意すべきである。調整装置、中央コンピュータ、ドライバ及び同様な機器については、本発明には特に重要ではないため、示しておらず、既知の実現例に従い備えられる。
【0029】
本発明によれば、ドラフトシステム4から紡出時のスライバFB'は、重量2.5ktex未満である。好適には、スライバ重量を更に1.3ktex未満とし、好適には0.8ktex未満とする。第1ドラフトシステム4から紡出時にこのようにスライバが低重量である理由は、リング紡績機200(図1を参照)の第2ドラフトシステム204で、30を超える、有利には70を超える、及び好適には100を超える高ドラフト比と組合せて、糸を100texから10texまで、又は更にそれ以下の範囲の繊度で、作製する。以前には糸を、フライヤを使用しない方法でこの細さに生成するのは可能でなく、本発明のここで開示した方法又はここで開示した装置に従い実施することで実現される。高価なフライヤを省略することで、空間、時間及び費用を節約できる。
【0030】
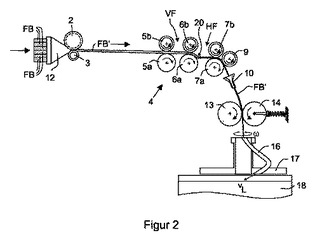
本発明によれば、スライバFB'に、第1ドラフトシステム4を出た後、効果的な保護撚りを掛けて、スライバFB’を第2ドラフトシステムで更に引出す能力に重大な影響を与えずにスライバFB'を一層強くする。図3の実施例によれば、この保護撚りを、本発明による装置の下では、スライバ1m当り5回より多くしており、これをスライバダクト26を垂直軸21周りに回転させて獲得する(矢印f1参照)が、該ダクト入口26a及び出口26bをこの軸21の中心に位置させる。湾曲形状のスライバダクト26及びその回転により、所望の保護撚りを引出した繊維帯FB’に掛け、それにより、図3で示した実施例では、次に該繊維帯FB'をボビン装置75のボビン70に巻回でき、これを図式的にのみ示すが、そこではボビン70を水平なボビン軸71の周りに回転させる(矢印f3参照)。単純化するために、関連するボビン駆動系については、ここに示さない。単独又は複数の駆動系を使用してもよい。該駆動系を練条機100と関連する中央コンピュータで制御するのが、明らかに適当であろう。
【0031】
図3による実施例では、スライバの堆積体を、スライバダクト26及びボビン装置75で形成する。
【0032】
図4で説明した実施例によると、ボビン装置85を、ボビンを定位置で、図式的に示した駆動装置82によってその長手方向軸81周りに回転させて(矢印f4参照)、これを示す。ボビンに最も近い湾曲スライバダクト36の端部36bを、無端平ベルト88で囲み、摩擦保持するが、該ベルトを、2本の水平方向に分離したそれらの垂直軸周りに回転可能な円柱体87、89で、懸張している。円柱体87を、可逆モータ86(矢印f5参照)によって、ベルト88が前後に移動する(矢印f6)よう駆動し、それによりスライバダクト36の出口37bをボビンの一端部から他端部へ運び、再び戻しして、それによりスライバFB'をボビン80に巻回する。ボビンから遠いスライバダクト36の入口36aは基本的に定位置に維持する、つまりスライバダクト36を遅い振り子状に動作させる。説明した実施例では、これにより並列にボビン80に巻回できる。スライバダクト36をこうした振り子動作で精確に制御するガイド装置として考え得るものについては、単純化のために、図示していない。
【0033】
スライバダクト36は、該ダクトとベルトとの間の2面での摩擦接触の結果、ダクト自体の長手方向軸(矢印f7を参照)についても回転し、それによりスライバFB'に所望の保護撚りを掛ける。
【0034】
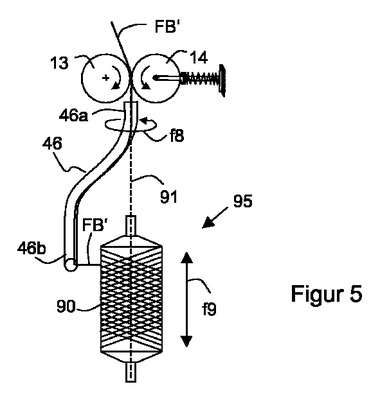
図5で示すように、別の実施例では、ボビン装置95を、垂直方向に向けたボビン90、従って、垂直なボビン軸91を練条機1の紡出口で有して、これを含む。ここでもまた、ボビン90は垂直軸91の方向に上下に移動し(矢印f8を参照)、それによりスライバFB'をボビンの全高に亘り巻回する。
【0035】
カレンダローラ13、14の直後に続くスライバダクト46は、ここでは保護撚りスライバFB'を生成もするよう機能する。スライバダクト46の出口46bを、しかしながら、中心から外れた位置に設け、それによりスライバダクト46がボビン90周りに回転し、その結果スライバFB’に巻回できる(矢印f8を参照)。
【0036】
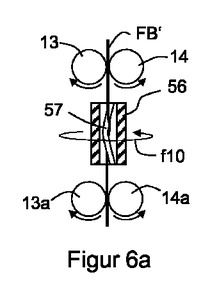
図6a、図6b及び図6cでは、スライバFB'に-スライバダクト16、26、36又は46の代わりに、又は、に加えて-保護撚りを掛けられる、2方法について説明している。図6aでは、矢印f10に従いその長手方向軸について回転させる回転管56を説明している。ここではスライバFB'は、回転管56内部に配設するツイストねじ57周りに巻付く。上記回転と相まって、スライバFB'は回転管56の出口で所望の保護撚りを受け、該出口からスライバFB'をこの場合ローラ13a、14aによって引出した後、収納函内に収容する、又はボビンに巻回する。
【0037】
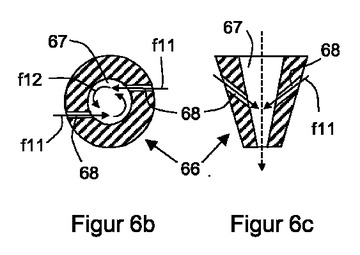
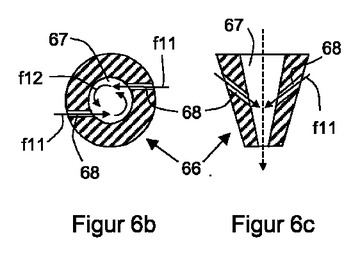
図6b、図6cでは、圧縮空気を供給する圧縮ノズル66であって、スライバFB’用の中央通路67を有するノズル66を、斜めに切断した、断面図を示す。2つの孔部68は中心から外れて、スライバを該ノズル内で移送する方向に対してある角度を成して開けられ、圧縮空気が孔部に吹付けられる(矢印f11を参照)。これを使用して、一方ではスライバFB’をノズル66に通し、加えてノズル66内でスライバFB’に撚り又は仮撚りを掛けられる。
【0038】
圧縮ノズル66を、カレンダローラ13、14の前又は次に含めてもよい。例えば、該ノズルをウェブ形成装置10又は図3で示したスライバダクト26と置換可能である。
【0039】
本発明による方法によって、第1ドラフトシステム4の送出速度 vL(図2参照)が、5回/mより多い-好適には10回/mより多い-保護撚り、つまり第1ドラフトシステム4で生産したスライバFB'を十分に強くする際に、250m/分より速く設定可能になる。
【0040】
本発明は、説明した、及び記述した実施例に限定されない。特許クレームの枠内での修正が可能である。例えば、エアージェット又はフリクション紡績機等の他の紡績機を、リング紡績機の代わりに使用できる。練条機を出るスライバに一層効果的な撚り(少なくともスライバ1m当り5回)を、丸形収納函を回転させて-かかる収納函を図2に従い使用した場合-通常より高速で、掛けられる。単に湾曲スライバダクトを回転(1回/m程度)させて生成した仮撚りの構造を、こうして強化する。有利には、スライバダクト16を伴うターンテーブル17対収納函18の回転比(単位時間当りの回転数)を、10:1、有利には4:1、好適には2:1、又は-一層効果的には-更にそれより少なくする。従来は、この比は約20:1である。回転速度比を減らす1つの明らかに適切な方法として、収納函18を一層速く回転させ、それにより所望の保護撚りを獲得する方法がある。
【0041】
本発明を、更に、第1ドラフトシステムを調整する又は調整しない練条機で使用できる。
【図面の簡単な説明】
【0042】
【図1】綿フロックから糸を生産する経路の略図である。
【図2】練条機の機構に関する概略側面図である。
【図3】綾振り、水平な綾巻ボビンを有するドラフトシステムである。
【図4】水平な並列巻ボビンを有するドラフトシステムである。
【図5】垂直な綾巻ボビンを有するドラフトシステムである。
【図6a】図2〜図4によるドラフトシステムの出口でスライバに関して保護撚りを掛ける様々な方法である。
【図6b】図2〜図4によるドラフトシステムの出口でスライバに関して保護撚りを掛ける様々な方法である。
【図6c】図2〜図4によるドラフトシステムの出口でスライバに関して保護撚りを掛ける様々な方法である。
【符号の説明】
【0043】
1 練条機
2、3 感知ユニット
4、204 ドラフトシステム
5a、5b 入口ローラ対
6a、6b 中心ローラ対
7a、7b 送出ローラ対
9 上側偏向ローラ
10 スライバ形成装置
12 ファンネル
16、26、36、46、56 スライバダクト
17 ターンテーブル
18、110 収納函
56 回転管
57 ツイストねじ
67 中央通路
66 ノズル
68 孔部
70、80、90、290 ボビン
71、81、91 ボビン軸
75、85、95 ボビン装置
82 駆動装置
86 可逆モータ
87、89 円柱体
88 無端平ベルト
100 カード
105 充填シャフト
200 リング紡績機
FB、FB’ スライバ
【技術分野】
【0001】
本発明は、スライバを直接紡績するフライヤを使用しない紡績方法、及び本独立クレームのプリアンブルに記載のドラフトシステムを有する装置に関する。
【背景技術】
【0002】
多くの試みが、リング紡績機で直接スライバを紡ぐために行われてきたことが知られている。こうした種類の紡績方法を使用すると、フライヤ処理が省略可能で、それにより費用と空間両方が節約できる。特に、通常練条機の要素である第1ドラフトシステムに続いて、スライバを繊度約5ktexで収納函に収容する方法も、知られている。これらのケンスを、次に、クリールに移し、該クリールから収納函を取出し、夫々をリング紡績機の紡績位置に挿入する。若干不正確なドラフトがクリールで発生するため、3.5ktex未満の細いスライバをここでは使用しない。リング紡績機でのドラフトが制限されるため、この既知の方法を使用しては粗いリング紡績糸を紡ぐだけが可能である。同方法は、しかしながら、収納函が空間を必要とする点や、前述したドラフトが不正確である点から、運用が困難で、広く普及していない。
【0003】
より細い糸を、通常、この2つの間にフライヤを含むことで獲得するが、そうすることで例えば繊度5ktexのスライバを、粗糸重量200〜1200texの粗糸に練条して、ボビンに巻回し、それによりこれを次にリング紡績機に供給できる。
【発明の開示】
【発明が解決しようとする課題】
【0004】
本発明の課題は、独立クレームのプリアンブルに記載の方法又は装置を、細い又は極めて細い糸を、フライヤを使わずに獲得できるように、更に発展させることである。
【0005】
この課題を、独立クレームの特徴によって上記方法又は上記装置で達成する。
【0006】
本発明の要点は、細いスライバを第1ドラフトシステムから獲得する点、次にそれに保護撚りを掛け、その後それを第2ドラフトシステムで高ドラフトする点である。
【0007】
現在の現状技術とは対照的に、ここでは1本又は複数本のスライバを、第1ドラフトシステムで引出し、練条機から紡出した時点で通常の繊度より低い繊度を有する細いスライバにする。こうした方法は、確かに、既知の練条機を使用して、1本又は複数本のスライバを1.5ktexにまで練条する方法として既知であるが;その結果得られるスライバは、しかしながら、ここでは効果的な保護撚りは、若干の(スライバ1m当り1回転程度の)保護撚りであって、回転スライバダクトの結果、及び、相対的に、比較的低回転の円形収納函の結果として獲得する撚りを無視するならば、提供されない。また、この種類の細いスライバは、現在の現状技術では、第2ドラフトシステムに直接供給されない。本発明に従う方法を用いることで、それに対して、10tex以下の極めて細い糸を獲得できるが、これは既知の方法では不可能であった。これは、繊度に関して 極めて高い標準を満たす糸を、フライヤを使用せずとも生成可能なことを意味する。フライヤは、かなりの作業、設備投資、空間を必要とするが、従って、この方法によれば最早不要となる。
【0008】
本発明によれば、第1ドラフトシステムで生産するスライバを、重量2.5ktex未満、好適には1.3ktex未満とする。第1ドラフトシステムで生産するスライバの重量を0.8ktex未満とすれば、特に有利である。この種類のウェブは、練条機で生産でき、該練条機 では1本又は複数本のスライバを第1ドラフトシステムに給送できる。例えば、練条機に供給する単一スライバは、繊度約5ktexでよく、ドラフトシステムで6の因数で引出して、そうして繊度1ktex未満のスライバを生成してもよい。例えば、撚るスライバを4本とし、各々が重量5ktexで、ドラフト比を20にすると、繊度1ktexのスライバが得られる。
【0009】
本発明による装置は、細いスライバを生成する他に、保護撚りを生成する方法を、生産するスライバ1m当りの回転数を5より大きく、有利には10より更に大きくするよう設計すること、を特徴とする。
【0010】
本発明による方法によって、第1ドラフトシステムで生産するスライバの送出速度について、保護撚りによってスライバを丈夫にするため、250m/分超が選択可能になる。
【0011】
第2ドラフトシステムをリング紡績機の紡績位置に部分的に存在させ、ドラフト比を40より大きく、有利には70より大きく、好適には100より大きく設計及び運転すると、特に有利である。
【0012】
第1ドラフトシステムで生産するスライバが、例えば、重量1ktexで、ドラフト比を、例えば、100とする場合、糸は従って、繊度10texと成るが、これは多くの場合細糸に関する最も多い需要に十分に応えられる。
【0013】
第1ドラフトシステムで生産したスライバを、ケンスに収納できる。好適には、引出したスライバを、しかしながら、ボビンに巻回し、次にこれを紡績機-特にリング紡績機に供給できる。
【0014】
特に有利な実施例によると、引出したスライバを巻回するボビンの軸を、水平方向向きにする。これにより、ボビンを水平方向に往復移動させ、それによりスライバをボビン芯に綾巻又は並列巻にすることが可能になる。
【0015】
他の実施例によると、送出装置をスライバダクトの形にして、該ダクトを、ボビンをその水平軸について回転させる代わりに、動作させてもよい。この場合、ボビンに近い方の送出装置の端部を、ボビン芯の長さに沿って往復動作させる。ボビンから遠い端部を定位置にし、その場合、送出装置は振り子状に動作する。
【0016】
有利には、上述した実施例では、送出装置を、加えて、振り子動作中にその軸周りに回転させ、それにより保護撚りをスライバに、ボビンに巻回しながら、掛ける。
【0017】
有利な変形例によると、ボビン軸を垂直方向に向ける又は垂直方向に向けてもよく、その場合には、第1ドラフトシステムで引出したスライバをその上に巻着するボビンを、垂直方向に移動させられる。ここではまた、別の実施例によれば、ボビンを定位置にし、送出装置を垂直なボビン芯の長さに亘り移動させられる。
【0018】
多様な可能な方法が、保護撚りを第1ドラフトシステムで引出すスライバに提供するのに利用できる;これらの方法は、それら自体、既に知られている。例えば、ノズルをこの目的のために第1ドラフトシステムの紡出口で使用可能だが、これを例えば、圧縮空気を供給する圧縮ノズルとして実現してもよい。圧縮ノズルを、第1ドラフトシステムと次のカレンダローラとの間に配設できる。或は、圧縮ノズルを、上記カレンダローラの下流に配設できる。
【0019】
上記圧縮ノズルには、スライバが通過する通路を有する。有利には、少なくとも1つの貫通孔を中心から外れてこの通路に開け、有利には該通路に対して一定の角度又は傾斜させて位置合せする。この仕組みによって、スライバをダクト内でその長手方向軸について回転させられ、そうしてスライバに所望の保護撚りを掛けられる。或は、保護撚りを生成する装置に回転管を備え、該管をその長手方向軸周りに、時計回りと逆時計回りとの間で交互に回転、又は1方向のみに回転させてもよい。仮撚りを生成する他の別法には、ツイストねじ、リング、平坦なランナ、バー又は同様な仕組みを含む。
【0020】
更なる変形例によれば(又は加えて)、保護撚りを提供する方法には、スライバダクトを備えるが、この原理は、例えば、ウェブケンスにスライバを収容することから理解できる。この種のスライバダクトを、通常ターンテーブルに取付け、湾曲形状にし、それによりスライバをループ状に放出する。
【0021】
第1ドラフトシステムで生産したスライバを、水平に位置合せしたボビンに、保護撚りを生成するためにのみ使用する有利な実現例で、巻回する場合、スライバダクトの入口及び出口を同じ直線上に配設する。有利には、このようにボビンを水平方向向きにした状態で、スライバダクトをこの線について回転させ、従って該線を回転軸と定義するが、そうして所望の保護撚りを提供する。ボビンを垂直に位置合わせする場合、スライバダクトの入口及び出口を有利には相対向して配設する。
【0022】
本発明の有利な更なる成果については、従属クレームの特徴によって示す。
【発明を実施するための最良の形態】
【0023】
本発明について、図面を用いて、更に以下でより詳細に説明する。
【0024】
図1では、図式的に一連の紡績機を説明している。カード100の充填シャフト105を、例えば綿で充填して、カード100でスライバFBを、既知の方法で綿材料を梳綿して、生産する。このスライバFBを、次に収納函110に収容し、これをその後次なる練条機1に(図1で示すように)送れる、又はスライバFB’を直接ドラフトシステム1に送給してもよい。ドラフトシステム1では、1本又は複数本のスライバFBを取出し(単一スライバの場合について図示する)、スライバFB'を生産し、該スライバFB'をボビン70に、図1の実施例(以下の図面も参照)に従い、巻回する。リング紡績機200が、ドラフトシステム1に続く。リング紡績機200には、多数のテープ式ドラフトシステム204(1つのみを示す)を有し、該システム204の各々にスライバFB'付きボビン70を供給する。紡績機200では、このスライバFB'から糸Gを生成し、糸Gもまたボビン290に巻回する。本発明によれば、練条機1とリング紡績機200との間にフライヤを含んでいない。
【0025】
練条機1の側面図を、更に詳細に図2で示す。複数の無撚スライバFB(ここでは上方からこれらを示している)を練条機1に互いを隣接させて供給する。単一のスライバFBのみを練条機に、直前のカード又は梳綿機から来て直接、或は、一時的に練条機とカードとの間で収納函に収納(図1参照)して、給送することも可能である。ファンネル12を、練条機1の入口に配設する;該ファンネルにより、スライバFBを圧縮する。或は、他の圧縮装置を使用できる。入口センサの一部を成す感知ユニット2、3を通過後、この時点で圧縮済みのスライバFB’は複数の個別なスライバFBから成るが、これを練条機1の中心にあるドラフトシステム4に送給する。
【0026】
ドラフトシステム4の先頭には、3つの練条機構又はローラ対を存在させ、実際に練条を行う。これらは、入口ローラ対5a、5b、中心ローラ対6a、6b、及び出口又は送出ローラ対7a、7bである;ローラは、この順序で周速度を増しながら回転する。ローラ対の周速度が異なる結果、スライバFB'をドラフトシステムで繊維ウェブとして延伸し、各ローラ対のクランプラインに沿って把持するが、該スライバFBを周速度の比率に応じて引出す。入口ローラ対5a、5b及び中間ローラ対6a、6bで、予備練条領域VFとして既知のものを形成する一方、中心ローラ対6a、6b及び送出ローラ対7a、7bで主練条領域HFを形成する。
【0027】
圧縮バー20も、主練条領域HFに配設する;それによりスライバFB'を偏向させ、その結果確実に繊維、特に2つローラ対6a、6bとローラ対7a、7bとの間に挟持しない(浮遊繊維として既知の)繊維を良好にガイドする。引出したスライバFB’を、上側偏向ローラ9及びスライバ形成装置10を用いて集束し、その後1対のカレンダローラ13、14の間、及び角速度Ωで回転するターンテーブル17にセットした湾曲スライバダクト16を通過させ、速さvLで収納函18に収容する。スライバの堆積体をこのようにスライバダクト16及び回転収納函で作製する。
【0028】
図1では、練条機1の機械構成要素のみを示す点に留意すべきである。調整装置、中央コンピュータ、ドライバ及び同様な機器については、本発明には特に重要ではないため、示しておらず、既知の実現例に従い備えられる。
【0029】
本発明によれば、ドラフトシステム4から紡出時のスライバFB'は、重量2.5ktex未満である。好適には、スライバ重量を更に1.3ktex未満とし、好適には0.8ktex未満とする。第1ドラフトシステム4から紡出時にこのようにスライバが低重量である理由は、リング紡績機200(図1を参照)の第2ドラフトシステム204で、30を超える、有利には70を超える、及び好適には100を超える高ドラフト比と組合せて、糸を100texから10texまで、又は更にそれ以下の範囲の繊度で、作製する。以前には糸を、フライヤを使用しない方法でこの細さに生成するのは可能でなく、本発明のここで開示した方法又はここで開示した装置に従い実施することで実現される。高価なフライヤを省略することで、空間、時間及び費用を節約できる。
【0030】
本発明によれば、スライバFB'に、第1ドラフトシステム4を出た後、効果的な保護撚りを掛けて、スライバFB’を第2ドラフトシステムで更に引出す能力に重大な影響を与えずにスライバFB'を一層強くする。図3の実施例によれば、この保護撚りを、本発明による装置の下では、スライバ1m当り5回より多くしており、これをスライバダクト26を垂直軸21周りに回転させて獲得する(矢印f1参照)が、該ダクト入口26a及び出口26bをこの軸21の中心に位置させる。湾曲形状のスライバダクト26及びその回転により、所望の保護撚りを引出した繊維帯FB’に掛け、それにより、図3で示した実施例では、次に該繊維帯FB'をボビン装置75のボビン70に巻回でき、これを図式的にのみ示すが、そこではボビン70を水平なボビン軸71の周りに回転させる(矢印f3参照)。単純化するために、関連するボビン駆動系については、ここに示さない。単独又は複数の駆動系を使用してもよい。該駆動系を練条機100と関連する中央コンピュータで制御するのが、明らかに適当であろう。
【0031】
図3による実施例では、スライバの堆積体を、スライバダクト26及びボビン装置75で形成する。
【0032】
図4で説明した実施例によると、ボビン装置85を、ボビンを定位置で、図式的に示した駆動装置82によってその長手方向軸81周りに回転させて(矢印f4参照)、これを示す。ボビンに最も近い湾曲スライバダクト36の端部36bを、無端平ベルト88で囲み、摩擦保持するが、該ベルトを、2本の水平方向に分離したそれらの垂直軸周りに回転可能な円柱体87、89で、懸張している。円柱体87を、可逆モータ86(矢印f5参照)によって、ベルト88が前後に移動する(矢印f6)よう駆動し、それによりスライバダクト36の出口37bをボビンの一端部から他端部へ運び、再び戻しして、それによりスライバFB'をボビン80に巻回する。ボビンから遠いスライバダクト36の入口36aは基本的に定位置に維持する、つまりスライバダクト36を遅い振り子状に動作させる。説明した実施例では、これにより並列にボビン80に巻回できる。スライバダクト36をこうした振り子動作で精確に制御するガイド装置として考え得るものについては、単純化のために、図示していない。
【0033】
スライバダクト36は、該ダクトとベルトとの間の2面での摩擦接触の結果、ダクト自体の長手方向軸(矢印f7を参照)についても回転し、それによりスライバFB'に所望の保護撚りを掛ける。
【0034】
図5で示すように、別の実施例では、ボビン装置95を、垂直方向に向けたボビン90、従って、垂直なボビン軸91を練条機1の紡出口で有して、これを含む。ここでもまた、ボビン90は垂直軸91の方向に上下に移動し(矢印f8を参照)、それによりスライバFB'をボビンの全高に亘り巻回する。
【0035】
カレンダローラ13、14の直後に続くスライバダクト46は、ここでは保護撚りスライバFB'を生成もするよう機能する。スライバダクト46の出口46bを、しかしながら、中心から外れた位置に設け、それによりスライバダクト46がボビン90周りに回転し、その結果スライバFB’に巻回できる(矢印f8を参照)。
【0036】
図6a、図6b及び図6cでは、スライバFB'に-スライバダクト16、26、36又は46の代わりに、又は、に加えて-保護撚りを掛けられる、2方法について説明している。図6aでは、矢印f10に従いその長手方向軸について回転させる回転管56を説明している。ここではスライバFB'は、回転管56内部に配設するツイストねじ57周りに巻付く。上記回転と相まって、スライバFB'は回転管56の出口で所望の保護撚りを受け、該出口からスライバFB'をこの場合ローラ13a、14aによって引出した後、収納函内に収容する、又はボビンに巻回する。
【0037】
図6b、図6cでは、圧縮空気を供給する圧縮ノズル66であって、スライバFB’用の中央通路67を有するノズル66を、斜めに切断した、断面図を示す。2つの孔部68は中心から外れて、スライバを該ノズル内で移送する方向に対してある角度を成して開けられ、圧縮空気が孔部に吹付けられる(矢印f11を参照)。これを使用して、一方ではスライバFB’をノズル66に通し、加えてノズル66内でスライバFB’に撚り又は仮撚りを掛けられる。
【0038】
圧縮ノズル66を、カレンダローラ13、14の前又は次に含めてもよい。例えば、該ノズルをウェブ形成装置10又は図3で示したスライバダクト26と置換可能である。
【0039】
本発明による方法によって、第1ドラフトシステム4の送出速度 vL(図2参照)が、5回/mより多い-好適には10回/mより多い-保護撚り、つまり第1ドラフトシステム4で生産したスライバFB'を十分に強くする際に、250m/分より速く設定可能になる。
【0040】
本発明は、説明した、及び記述した実施例に限定されない。特許クレームの枠内での修正が可能である。例えば、エアージェット又はフリクション紡績機等の他の紡績機を、リング紡績機の代わりに使用できる。練条機を出るスライバに一層効果的な撚り(少なくともスライバ1m当り5回)を、丸形収納函を回転させて-かかる収納函を図2に従い使用した場合-通常より高速で、掛けられる。単に湾曲スライバダクトを回転(1回/m程度)させて生成した仮撚りの構造を、こうして強化する。有利には、スライバダクト16を伴うターンテーブル17対収納函18の回転比(単位時間当りの回転数)を、10:1、有利には4:1、好適には2:1、又は-一層効果的には-更にそれより少なくする。従来は、この比は約20:1である。回転速度比を減らす1つの明らかに適切な方法として、収納函18を一層速く回転させ、それにより所望の保護撚りを獲得する方法がある。
【0041】
本発明を、更に、第1ドラフトシステムを調整する又は調整しない練条機で使用できる。
【図面の簡単な説明】
【0042】
【図1】綿フロックから糸を生産する経路の略図である。
【図2】練条機の機構に関する概略側面図である。
【図3】綾振り、水平な綾巻ボビンを有するドラフトシステムである。
【図4】水平な並列巻ボビンを有するドラフトシステムである。
【図5】垂直な綾巻ボビンを有するドラフトシステムである。
【図6a】図2〜図4によるドラフトシステムの出口でスライバに関して保護撚りを掛ける様々な方法である。
【図6b】図2〜図4によるドラフトシステムの出口でスライバに関して保護撚りを掛ける様々な方法である。
【図6c】図2〜図4によるドラフトシステムの出口でスライバに関して保護撚りを掛ける様々な方法である。
【符号の説明】
【0043】
1 練条機
2、3 感知ユニット
4、204 ドラフトシステム
5a、5b 入口ローラ対
6a、6b 中心ローラ対
7a、7b 送出ローラ対
9 上側偏向ローラ
10 スライバ形成装置
12 ファンネル
16、26、36、46、56 スライバダクト
17 ターンテーブル
18、110 収納函
56 回転管
57 ツイストねじ
67 中央通路
66 ノズル
68 孔部
70、80、90、290 ボビン
71、81、91 ボビン軸
75、85、95 ボビン装置
82 駆動装置
86 可逆モータ
87、89 円柱体
88 無端平ベルト
100 カード
105 充填シャフト
200 リング紡績機
FB、FB’ スライバ
【特許請求の範囲】
【請求項1】
紡績機(200)を使用して直接スライバ(FB')を紡績するフライヤを使用しない紡績方法であり、該方法では、紡績機(200)前の第1ドラフトシステム(4)で、少なくとも1台のカード(100)又は梳綿機で予め製造してある1本又は複数本のスライバ(FB')を引出して、スライバ(FB')を形成し、該スライバ(FB')を、フライヤをその中間で使用せずに、前記紡績機(200)に供給し、該紡績機で繊維帯(FB')を第2ドラフトシステム(204)で引出して、糸(G)を形成する方法であって、第1ドラフトシステム(4)の出口でのスライバ(FB')は、スライバ重量が2.5ktex未満で、保護撚りされていること、及びこのスライバ(FB’)を、第2ドラフトシステム(204)で30を超えるドラフト比で引出すこと、を特徴とする方法。
【請求項2】
スライバ重量が1.3ktex未満であるスライバ(FB')を、第1ドラフトシステム(4)で生産すること、を特徴とする請求項1に記載の方法。
【請求項3】
スライバ重量が0.8ktex未満であるスライバ(FB')を、第1ドラフトシステム(4)で生産すること、を特徴とする請求項1又は2に記載の方法。
【請求項4】
前記第1ドラフトシステム(4)で生産するスライバ(FB')の送出速度を250m/分より速くすること、を特徴とする前述した請求項の1項に記載の方法。
【請求項5】
第2ドラフトシステム(204)での引出しを、リング紡績機(200)又はエアージェット紡績機で実施すること、を特徴とする前述した請求項の1項に記載の方法。
【請求項6】
第2ドラフトシステム(204)をテープ式ドラフトシステムとすること、を特徴とする前述した請求項の1項に記載の方法。
【請求項7】
スライバ(FB')を、第2ドラフトシステム(204)で40を超えるドラフト比で引出すこと、を特徴とする前述した請求項の1項に記載の方法。
【請求項8】
スライバ(FB')を、第2ドラフトシステム(204)で70を超えるドラフト比で引出すこと、を特徴とする前述した請求項の1項に記載の方法。
【請求項9】
スライバ(FB')を、第2ドラフトシステム(204)で100を超えるドラフト比で引出すこと、を特徴とする前述した請求項の1項に記載の方法。
【請求項10】
繊維帯(FB’)を第1ドラフトシステム(4)で引出した後、繊維帯(FB’)をボビン(70;80;90)に巻回し、該ボビンを次ぎに紡績機(200)に供給すること、を特徴とする前述した請求項の1項に記載の方法。
【請求項11】
スライバ(FB')を巻回するボビン(70;80)には、水平方向のボビン軸(71;81)を有すること、を特徴とする前述した請求項の1項に記載の方法。
【請求項12】
スライバ(FB')を巻着するボビン(90)には、垂直方向のボビン軸(91)を有すること、を特徴とする請求項1乃至10の1項に記載の方法。
【請求項13】
第1ドラフトシステム(4)で生産するスライバ(FB')を、スライバ1m当りの巻数が5回を超える様に保護撚りを掛けること、を特徴とする前述した請求項の1項に記載の方法。
【請求項14】
第1ドラフトシステム(4)で生産したスライバ(FB')に掛ける保護撚りを、スライバ1m当り10回超とすること、を特徴とする前述した請求項の1項に記載の方法。
【請求項15】
保護撚りを、第1ドラフトシステム(4)の出口で、少なくとも1本のノズル(66)を通して実現すること、を特徴とする前述した請求項の1項に記載の方法。
【請求項16】
保護撚りを、圧縮空気を供給する圧縮ノズル(66)で発生させること、を特徴とする前述した請求項の1項に記載の方法。
【請求項17】
保護撚りを機械的に、例えば回転管(56)、スライバダクト(16;26;36;46)又は同様な手段により、生成すること、を特徴とする前述した請求項の1項に記載の方法。
【請求項18】
スライバ(FB’)の保護撚りを、スライバダクト(16)を含むターンテーブル(17)と、第1ドラフトシステム(4)からのスライバ(FB')を受入れる円形収納函(18)との回転比を、10:1未満、好適には4:1未満に調節することによって生成すること、を特徴とする前述した請求項の1項に記載の方法。
【請求項19】
ドラフトシステム(4)を有する装置であり、該装置では、該システムに供給される1本又は複数本のスライバ(FB')を引出して、結果として生じるスライバ(FB')を形成し、該スライバ(FB')を収容するウェブ収納部(16、18;26、75;36、85;46、95)のための装置を含む装置であって、第1ドラフトシステム(4)を、スライバ重量を0.3ktex〜2.5ktexとするスライバ(FB’)を生成するよう設計すること、及び、スライバ(FB’)1m当り5回以上の保護撚りを、生産したスライバ(FB’)に掛ける手段(16、18;26;36、88;46;56;66)を、設けること、を特徴とする装置。
【請求項20】
ドラフトシステム(4)には、それらの各々で繊維材料を引出すためのクランプラインを定義する複数のローラ対(5a、5b、6a、6b、7a、7b)を有すること、を特徴とする前述した装置に関する請求項の1項に記載の装置。
【請求項21】
前記保護撚りを生成する手段(16、18;26;36、88;46;56;66)には、圧縮空気が印加される少なくとも1本の圧縮ノズル(66)を含むこと、を特徴とする前述した装置に関する請求項の1項に記載の装置。
【請求項22】
圧縮ノズル(66)を、第1ドラフトシステム(4)と次のカレンダローラ(13、14)との間に配設すること、を特徴とする前述した装置に関する請求項の1項に記載の装置。
【請求項23】
圧縮ノズル(66)をカレンダローラ(13、14)の下流に配設すること、を特徴とする前述した装置に関する請求項の1項に記載の装置。
【請求項24】
圧縮ノズル(66)には、スライバ(FB’)のための通路(67)を含み、少なくとも1つ貫通孔(68)を中心から外れて通路(67)に対してある角度で開けること、を特徴とする前述した装置に関する請求項の1項に記載の装置。
【請求項25】
保護撚りを生成する手段(16、18;26;36、88;46;56;66)には、定位置を有する又は回転する要素(56)を含み、該要素は機械的手段(56)、例えば回転管(56)、定位置のツイストねじ、リング、平坦なランナ、バー又は同様なアイテムによって保護撚りを生成すること、を特徴とする前述した装置に関する請求項の1項に記載の装置。
【請求項26】
保護撚りを生成する手段(16、18;26;36、88;46;56;66)には、スライバダクト(16;26;36;46)を含むこと、を特徴とする前述した装置に関する請求項の1項に記載の装置。
【請求項27】
スライバダクト26の入口(26a)及び出口(26b)を、共通の軸(21)に位置付けること、を特徴とする前述した装置に関する請求項の1項に記載の装置。
【請求項28】
スライバダクト(26)を、前記軸(21)周りに回転可能にすること、を特徴とする前述した装置に関する請求項の1項に記載の装置。
【請求項29】
出口(46b)を、入口(46a)の軸(91)に関して中心から外れて位置付けすること、を特徴とする請求項19乃至26の1項に記載の装置。
【請求項30】
スライバダクト(36)の入口(36a)を位置に関して概して固定する一方で、出口(36b)をボビン(80)長に沿って変位可能にすること、を特徴とする前述した装置に関する請求項の1項に記載の装置。
【請求項31】
ウェブ収納装置(16、18;26、75;36、85;46、95)には、駆動されたボビン装置(75;85;95)を含み、それにより生産したスライバをボビン(70;80;90)に巻回できること、を特徴とする前述した装置に関する請求項の1項に記載の装置。
【請求項32】
ボビン(70;80)を保持するボビン装置(75;85)は、ボビン軸(71;81)を水平方向に向けること、を特徴とする前述した装置に関する請求項の1項に記載の装置。
【請求項33】
ボビン(90)を保持するボビン装置(95)を、ボビン軸(91)を垂直方向向きにして設計すること、を特徴とする請求項19乃至31の1項に記載の装置。
【請求項34】
スライバダクト(16)をターンテーブル(17)上に配設し、ターンテーブル(17)と丸形収納ケンス(18)との回転速度比を、10:1未満、好適には4:1以下とすること、を特徴とする請求項19乃至29の1項に記載の装置。
【請求項1】
紡績機(200)を使用して直接スライバ(FB')を紡績するフライヤを使用しない紡績方法であり、該方法では、紡績機(200)前の第1ドラフトシステム(4)で、少なくとも1台のカード(100)又は梳綿機で予め製造してある1本又は複数本のスライバ(FB')を引出して、スライバ(FB')を形成し、該スライバ(FB')を、フライヤをその中間で使用せずに、前記紡績機(200)に供給し、該紡績機で繊維帯(FB')を第2ドラフトシステム(204)で引出して、糸(G)を形成する方法であって、第1ドラフトシステム(4)の出口でのスライバ(FB')は、スライバ重量が2.5ktex未満で、保護撚りされていること、及びこのスライバ(FB’)を、第2ドラフトシステム(204)で30を超えるドラフト比で引出すこと、を特徴とする方法。
【請求項2】
スライバ重量が1.3ktex未満であるスライバ(FB')を、第1ドラフトシステム(4)で生産すること、を特徴とする請求項1に記載の方法。
【請求項3】
スライバ重量が0.8ktex未満であるスライバ(FB')を、第1ドラフトシステム(4)で生産すること、を特徴とする請求項1又は2に記載の方法。
【請求項4】
前記第1ドラフトシステム(4)で生産するスライバ(FB')の送出速度を250m/分より速くすること、を特徴とする前述した請求項の1項に記載の方法。
【請求項5】
第2ドラフトシステム(204)での引出しを、リング紡績機(200)又はエアージェット紡績機で実施すること、を特徴とする前述した請求項の1項に記載の方法。
【請求項6】
第2ドラフトシステム(204)をテープ式ドラフトシステムとすること、を特徴とする前述した請求項の1項に記載の方法。
【請求項7】
スライバ(FB')を、第2ドラフトシステム(204)で40を超えるドラフト比で引出すこと、を特徴とする前述した請求項の1項に記載の方法。
【請求項8】
スライバ(FB')を、第2ドラフトシステム(204)で70を超えるドラフト比で引出すこと、を特徴とする前述した請求項の1項に記載の方法。
【請求項9】
スライバ(FB')を、第2ドラフトシステム(204)で100を超えるドラフト比で引出すこと、を特徴とする前述した請求項の1項に記載の方法。
【請求項10】
繊維帯(FB’)を第1ドラフトシステム(4)で引出した後、繊維帯(FB’)をボビン(70;80;90)に巻回し、該ボビンを次ぎに紡績機(200)に供給すること、を特徴とする前述した請求項の1項に記載の方法。
【請求項11】
スライバ(FB')を巻回するボビン(70;80)には、水平方向のボビン軸(71;81)を有すること、を特徴とする前述した請求項の1項に記載の方法。
【請求項12】
スライバ(FB')を巻着するボビン(90)には、垂直方向のボビン軸(91)を有すること、を特徴とする請求項1乃至10の1項に記載の方法。
【請求項13】
第1ドラフトシステム(4)で生産するスライバ(FB')を、スライバ1m当りの巻数が5回を超える様に保護撚りを掛けること、を特徴とする前述した請求項の1項に記載の方法。
【請求項14】
第1ドラフトシステム(4)で生産したスライバ(FB')に掛ける保護撚りを、スライバ1m当り10回超とすること、を特徴とする前述した請求項の1項に記載の方法。
【請求項15】
保護撚りを、第1ドラフトシステム(4)の出口で、少なくとも1本のノズル(66)を通して実現すること、を特徴とする前述した請求項の1項に記載の方法。
【請求項16】
保護撚りを、圧縮空気を供給する圧縮ノズル(66)で発生させること、を特徴とする前述した請求項の1項に記載の方法。
【請求項17】
保護撚りを機械的に、例えば回転管(56)、スライバダクト(16;26;36;46)又は同様な手段により、生成すること、を特徴とする前述した請求項の1項に記載の方法。
【請求項18】
スライバ(FB’)の保護撚りを、スライバダクト(16)を含むターンテーブル(17)と、第1ドラフトシステム(4)からのスライバ(FB')を受入れる円形収納函(18)との回転比を、10:1未満、好適には4:1未満に調節することによって生成すること、を特徴とする前述した請求項の1項に記載の方法。
【請求項19】
ドラフトシステム(4)を有する装置であり、該装置では、該システムに供給される1本又は複数本のスライバ(FB')を引出して、結果として生じるスライバ(FB')を形成し、該スライバ(FB')を収容するウェブ収納部(16、18;26、75;36、85;46、95)のための装置を含む装置であって、第1ドラフトシステム(4)を、スライバ重量を0.3ktex〜2.5ktexとするスライバ(FB’)を生成するよう設計すること、及び、スライバ(FB’)1m当り5回以上の保護撚りを、生産したスライバ(FB’)に掛ける手段(16、18;26;36、88;46;56;66)を、設けること、を特徴とする装置。
【請求項20】
ドラフトシステム(4)には、それらの各々で繊維材料を引出すためのクランプラインを定義する複数のローラ対(5a、5b、6a、6b、7a、7b)を有すること、を特徴とする前述した装置に関する請求項の1項に記載の装置。
【請求項21】
前記保護撚りを生成する手段(16、18;26;36、88;46;56;66)には、圧縮空気が印加される少なくとも1本の圧縮ノズル(66)を含むこと、を特徴とする前述した装置に関する請求項の1項に記載の装置。
【請求項22】
圧縮ノズル(66)を、第1ドラフトシステム(4)と次のカレンダローラ(13、14)との間に配設すること、を特徴とする前述した装置に関する請求項の1項に記載の装置。
【請求項23】
圧縮ノズル(66)をカレンダローラ(13、14)の下流に配設すること、を特徴とする前述した装置に関する請求項の1項に記載の装置。
【請求項24】
圧縮ノズル(66)には、スライバ(FB’)のための通路(67)を含み、少なくとも1つ貫通孔(68)を中心から外れて通路(67)に対してある角度で開けること、を特徴とする前述した装置に関する請求項の1項に記載の装置。
【請求項25】
保護撚りを生成する手段(16、18;26;36、88;46;56;66)には、定位置を有する又は回転する要素(56)を含み、該要素は機械的手段(56)、例えば回転管(56)、定位置のツイストねじ、リング、平坦なランナ、バー又は同様なアイテムによって保護撚りを生成すること、を特徴とする前述した装置に関する請求項の1項に記載の装置。
【請求項26】
保護撚りを生成する手段(16、18;26;36、88;46;56;66)には、スライバダクト(16;26;36;46)を含むこと、を特徴とする前述した装置に関する請求項の1項に記載の装置。
【請求項27】
スライバダクト26の入口(26a)及び出口(26b)を、共通の軸(21)に位置付けること、を特徴とする前述した装置に関する請求項の1項に記載の装置。
【請求項28】
スライバダクト(26)を、前記軸(21)周りに回転可能にすること、を特徴とする前述した装置に関する請求項の1項に記載の装置。
【請求項29】
出口(46b)を、入口(46a)の軸(91)に関して中心から外れて位置付けすること、を特徴とする請求項19乃至26の1項に記載の装置。
【請求項30】
スライバダクト(36)の入口(36a)を位置に関して概して固定する一方で、出口(36b)をボビン(80)長に沿って変位可能にすること、を特徴とする前述した装置に関する請求項の1項に記載の装置。
【請求項31】
ウェブ収納装置(16、18;26、75;36、85;46、95)には、駆動されたボビン装置(75;85;95)を含み、それにより生産したスライバをボビン(70;80;90)に巻回できること、を特徴とする前述した装置に関する請求項の1項に記載の装置。
【請求項32】
ボビン(70;80)を保持するボビン装置(75;85)は、ボビン軸(71;81)を水平方向に向けること、を特徴とする前述した装置に関する請求項の1項に記載の装置。
【請求項33】
ボビン(90)を保持するボビン装置(95)を、ボビン軸(91)を垂直方向向きにして設計すること、を特徴とする請求項19乃至31の1項に記載の装置。
【請求項34】
スライバダクト(16)をターンテーブル(17)上に配設し、ターンテーブル(17)と丸形収納ケンス(18)との回転速度比を、10:1未満、好適には4:1以下とすること、を特徴とする請求項19乃至29の1項に記載の装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6a】
【図6b】
【図6c】
【図2】
【図3】
【図4】
【図5】
【図6a】
【図6b】
【図6c】
【公表番号】特表2008−531862(P2008−531862A)
【公表日】平成20年8月14日(2008.8.14)
【国際特許分類】
【出願番号】特願2007−557342(P2007−557342)
【出願日】平成17年11月15日(2005.11.15)
【国際出願番号】PCT/EP2005/055971
【国際公開番号】WO2006/092176
【国際公開日】平成18年9月8日(2006.9.8)
【出願人】(507248815)リーター インゴルシュタット シュピナライマシーネンバウ アクチェンゲゼルシャフト (1)
【Fターム(参考)】
【公表日】平成20年8月14日(2008.8.14)
【国際特許分類】
【出願日】平成17年11月15日(2005.11.15)
【国際出願番号】PCT/EP2005/055971
【国際公開番号】WO2006/092176
【国際公開日】平成18年9月8日(2006.9.8)
【出願人】(507248815)リーター インゴルシュタット シュピナライマシーネンバウ アクチェンゲゼルシャフト (1)
【Fターム(参考)】
[ Back to top ]