
フラックス組成物
【課題】Mg除去効果を有するフラックスを含み、保存安定性に優れ、かつ鋼板等に容易に塗布できる溶融溶接用フラックス組成物を提供する。
【解決手段】本発明のフラックス組成物は、(A)Mg成分を除去しうる作用を有するフラックスと、(B)水溶性有機樹脂と、(C)増粘剤と、(D)水とを含む。ここで、前記(B)水溶性有機樹脂の含有量は、組成物中、0.01〜20質量%であり、前記(A)フラックスの含有量は、組成物中、1質量%であり、(C)増粘剤の含有量は、「(B)水溶性有機樹脂+(D)水」との合計量に対して、0.1〜1.5質量%であることが好ましい。
【解決手段】本発明のフラックス組成物は、(A)Mg成分を除去しうる作用を有するフラックスと、(B)水溶性有機樹脂と、(C)増粘剤と、(D)水とを含む。ここで、前記(B)水溶性有機樹脂の含有量は、組成物中、0.01〜20質量%であり、前記(A)フラックスの含有量は、組成物中、1質量%であり、(C)増粘剤の含有量は、「(B)水溶性有機樹脂+(D)水」との合計量に対して、0.1〜1.5質量%であることが好ましい。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、フラックス組成物に関する。
【背景技術】
【0002】
溶融めっき鋼板は、優れた耐食性を有するため、腐食雰囲気に曝される屋根材、構造材等に使用されている。中でも、Zn−Al−Mg合金めっき鋼板は、溶融亜鉛めっき鋼板に比較して優れた耐食性を有するため、自動車用をはじめ、建築構造物や家電製品等、多種多様な分野で盛んに使用されている。
このような鋼板は、通常、所望の形状に成形され、さらには溶接されて使用される。溶接の種類としては、スポット溶接に代表されるような抵抗溶接、およびアーク溶接に代表されるような溶融溶接が知られている。建築構造物や自動車の足廻り部品等は、比較的高い接合強度が要求されること、板厚が比較的厚いこと、また抵抗溶接では電極の寿命が短いこと等の理由から、主として溶融溶接が採用されている。
【0003】
溶融溶接とは、非常に高い熱量を被溶接材に与えて材料を溶融、凝固させて接合する方法である。この際、溶接ワイヤーを供給して溶接することもある。
Zn−Al−Mg合金めっき鋼板を溶融溶接すると、めっき原板である鋼母材とめっき層が溶融される。このとき、Zn−Al−Mg合金めっき鋼板のめっき層の融点は、鋼母材の融点よりもかなり低いため、溶接部の一部または周辺では、ある一定の時間、めっき層が溶融した状態で鋼板表面に存在することになる。ところが、このように鋼板上にめっき層が溶融した状態のところへ一定以上の引張り応力が印加されると、鋼板に割れが発生することが知られている。このように鋼板に割れが発生する現象は、「溶融金属脆化割れ」とも呼ばれる(例えば、非特許文献1)。特に、Zn−Al−Mg合金めっき鋼板を溶融溶接しようとする際に複数の条件が重なると、熱影響部近傍に溶融金属脆化割れが発生しやすくなることがあり、問題となっていた。
【0004】
今までに、熱影響部近傍での溶融金属脆化割れの発生を抑制するためには、溶接に先立って、溶接部近傍のめっき層を除去することが有効であることが知られている。しかしながら、めっき層を除去する際には、金属粉が飛散し、作業環境が低下することがある。また、めっき層が除去された溶接部は下地鋼が露出しているために、耐食性が劣る。この際、めっき層と同種材料からなる溶射層等を溶接部に形成して、耐食性の低下を防止することができるものの、製造にかかる負担が大きい。
【0005】
また、熱影響部近傍での溶融金属脆化割れの発生を抑制する方法としては、1)被溶接材の拘束方法を変更して、鋼板に作用する引張り応力を緩和させたり、被溶接材の残留応力を事前に低減させたりする方法、2)溶接する際の入熱量をできるだけ小さくして、発生・残存する熱応力を低減する方法、等が提案されている。しかしながら、上記1)の方法は、製品形状に応じて発生する応力や歪が異なるために、汎用的でないという問題がある。さらに、上記2)の方法は、溶接する際の入熱量が少ないと十分な溶込みが得られないことがあり、溶接部の接合強度が不安定になるという問題がある。
【0006】
そこで、これまでに、本出願人等は、溶融金属脆化割れの発生を抑制するため、下地鋼の組成と溶融めっき層の組成を特定の組み合わせにすること(特許文献1)、または鋼管製造時の溶接方法について、めっき層中のMg含有量に応じて、アプセット量の調整によるメタルフロー角度の調整を行い溶接部に加わる応力集中を緩和すること(特許文献2)等を提案している。
【0007】
また、本出願人等は、Zn−Al−Mg合金を鋼板表面にめっきしたZn−Al−Mg合金めっき鋼板を溶接する際に、溶接部にMg成分除去作用を有するフラックス(以下「Mg除去フラックス」ともいう)を塗布または載置し、あるいは供給しつつ、溶接する方法も提案している(特許文献3)。上記Mg除去フラックスは、具体的に、0〜100モル%のKAlF4と100〜0モル%のK3AlF6との混合物等である。このようなMg除去フラックスが塗布された溶接部では、Mg成分が除去されて、めっき金属の融点が上昇するため、溶接金属脆化割れの発生が低減されると考えられる。
さらに、本出願人等は、固着剤を用いてMg等除去フラックスを溶接棒の表面に固着させ、溶接時に被溶接箇所に供給しつづける方法も提案している(特許文献4)。
【特許文献1】特開2003−003238号公報
【特許文献2】特開2002−115793号公報
【特許文献3】特開2005−118797号公報
【特許文献4】特開2007−313535号公報
【非特許文献1】上田修三著「叢書 鉄鋼技術の流れ 第1シリーズ 第9巻 構造用鋼の溶接 −低合金鋼の諸性質とメタラジー −」1997.6.1 株式会社地人書館, p 274〜276
【発明の開示】
【発明が解決しようとする課題】
【0008】
特許文献3に記載された方法では、Mg除去フラックスは水と混合され、懸濁液の状態で、刷毛塗り、ロール塗り等でめっき鋼板に塗布され、乾燥される。しかしながら、前記懸濁液は樹脂等を含んでいないため、当該懸濁液から形成される皮膜は、鋼板との密着性が十分でなく、運搬や設置時に発生する振動や衝撃により表面から脱落することがある。また、前記懸濁液は、Mg除去フラックスと水が容易に分離し、Mg除去フラックスが凝集してハードケーキとなりやすいため、保存安定性が十分でない。このようにハードケーキが形成された懸濁液は攪拌により再生できるものの、大きな労力がかかるので問題である。
【0009】
一方、特許文献4に記載された方法は、固着剤を用いてMg除去フラックスを溶接棒の表面に固着させ、溶接時に被溶接箇所に供給しつづける方法であるため、作業時間等の面でも有効な方法である。しかしながら、このように溶接棒を用いる溶融溶接では、大量のヒューム発生による作業環境の安全面および大量生産に向かない点が懸念されている。そのため、近年では、溶接ワイヤーを使用する半自動溶接機(MIG溶接機やMAG溶接機(炭酸ガスアーク溶接機を含む))が多く使用されるようになっている。
【0010】
しかし、半自動溶接機を使用する溶接方法では、Mg除去フラックスを供給するために、通常用いられているフラックスワイヤー中のフラックスをMg除去フラックスと置き換える必要がある。このようなフラックスの置き換えには、多大なコストがかかるため現実的ではない。そこで、半自動溶接機を使用する溶接方法では、特許文献4に記載されているような、固形化したフラックスの使用が有効と考えられる。ところが、固形化したフラックスは、鋼板に塗布しにくい。
【0011】
以上から、溶接時の溶接金属脆化割れを防止するには、Zn−Al−Mg系合金めっき鋼板の溶接される部位にMg除去物質を塗布することが有効であるものの、これまで十分なレベルにおいて簡易、かつ確実に前記物質をめっき鋼板に塗布できる方法は提案されてこなかった。かかる事情に鑑み、本発明は、Mg除去効果を有するフラックスを含み、保存安定性に優れ、かつ鋼板等に容易に塗布できるフラックス組成物を提供することを目的とする。
【課題を解決するための手段】
【0012】
発明者等は鋭意検討した結果、特定のフラックス組成物により上記課題が解決できることを見出した。すなわち上記課題は、以下の本発明により解決される。
【0013】
[1](A)Mg成分を除去する作用を有するフラックスと、(B)水溶性有機樹脂と、(C)増粘剤と、(D)水とを含む、フラックス組成物。
[2] 前記フラックス組成物は、(E)水溶性有機溶剤をさらに含む、[1]記載のフラックス組成物。
[3] 前記フラックス組成物は、(F)防かび剤をさらに含む、[1]または[2]記載のフラックス組成物。
[4] 前記(A)フラックスの含有量は、前記組成物中1〜80質量%であり、前記(B)水溶性有機樹脂の含有量は、前記組成物中0.01〜20質量%である、[1]〜[3]いずれかに記載のフラックス組成物。
[5] 前記(E)水溶性有機溶剤は、前記(D)水と前記(E)水溶性有機溶剤の合計量中、0.5〜55質量%である、[2]〜[4]いずれかに記載のフラックス組成物。
[6] 前記(C)増粘剤の含有量は、前記(B)水溶性有機樹脂と前記(D)水との合計量に対して0.1〜1.5質量%である、[1]または[3]〜[5]いずれかに記載のフラックス組成物。
[7] 前記(C)増粘剤の含有量は、前記(B)水溶性有機樹脂と前記(D)水と前記(E)水溶性有機溶剤との合計量に対して0.1〜1.5質量%である、[2]〜[5]いずれかに記載のフラックス組成物。
[8] 前記(F)防かび剤の含有量は、前記組成物中0.03質量%以上である、[3]〜[7]いずれかに記載のフラックス組成物。
[9] 前記(A)フラックスは、フッ化アルミン酸化合物である、[1]〜[8]いずれかに記載のフラックス組成物。
[10] 前記(A)フラックスは、KAlF4とK3AlF6を含む混合物、またはCsAlF4とCs3AlF6を含む混合物である、[1]〜[9]いずれかに記載のフラックス組成物。
[11] 前記(C)増粘剤は、微生物発酵法により製造される天然水溶性高分子である、[1]〜[10]いずれかに記載のフラックス組成物。
【発明の効果】
【0014】
本発明により、保存安定性に優れ、かつ鋼板等に容易に塗布できるフラックス組成物が提供できる。
【発明を実施するための最良の形態】
【0015】
1.フラックス組成物
本発明のフラックス組成物(単に、「組成物」と称することもある)は、(A)Mg成分を除去しうる作用を有するフラックスと、(B)水溶性有機樹脂と、(C)増粘剤と、(D)水とを含むことを特徴とする。
【0016】
(A)Mg成分を除去しうる作用を有するフラックス
本発明のフラックス組成物は、Mg成分を除去しうる作用を有するフラックスを含む。フラックスとは、一般に溶接で用いられる融剤をいう。本発明のフラックスは、Mg成分を除去しうる作用を有する。「Mg成分を除去しうる」とは、めっき層に含まれるMg成分を溶接時に取り除くことをいう。このようなフラックスの例には、塩素化合物やフッ化アルミン酸化合物が含まれる。塩素化合物の具体例には、ZnCl2やNH4Clが含まれる。フッ化アルミン酸化合物とは、MAlF4やM3AlF6で表される化合物(Mは一価の金属元素)をいい、その具体例には、KAlF4、K3AlF6、CsAlF4やCs3AlF6が含まれる。
【0017】
これらの化合物によるMg成分の除去メカニズムは、前述の特許文献3、4に開示されている。前記塩素化合物は、Zn−Mg−Al系合金めっき鋼板の溶接に適用された場合、化学反応によりMgとAl成分をめっき層から除去する。
一方、フッ化アルミン酸化合物は、化学反応によりMg成分をめっき層から除去する。これにより、めっき層のMg成分が低減されるので、AlはFeと金属間化合物を生成しやすくなる。よって、フッ化アルミン酸化合物により、Alは間接的にめっき鋼板から除去されるといえる。
【0018】
本発明におけるMg成分を除去しうる作用を有するフラックス(単に、「Mg除去フラックス」ともいう)としては、フッ化アルミン酸化合物が好ましく、KAlF4とK3AlF6を含む混合物、またはCsAlF4とCs3AlF6を含む混合物が好ましい。塩素化合物は、潮解性を有しているため、溶接後に表面に残存すると水分を吸収し、またその強い腐食性により、めっき鋼材に錆を発生させることがあるからである。
【0019】
フッ化アルミン酸化合物は、それぞれ単独のフッ化物でもMg成分除去作用を有しているため、単独で用いてもよい。しかしながら、それぞれをモル比にして同程度混合して用いることが好ましい。Mg成分の除去効果に優れるからである。
【0020】
フラックス組成物におけるMg除去フラックスの配合量は、1〜80質量%であることが好ましく、40〜60質量%であることがより好ましい。前記配合量が1質量%より少ない場合は、Mg成分除去作用が十分に発揮されないことがある。前記配合量が80質量%を超えると、組成物を調製することが困難になることがある。なお、本発明において記号「〜」は、その両端の値を含む。
【0021】
(B)水溶性有機樹脂
本発明のフラックス組成物は、水溶性有機樹脂を含む。この水溶性有機樹脂は、フラックス組成物においてバインダーの役割を担う。すなわち、フラックス組成物から得られる皮膜において、前記Mg除去フラックスを皮膜に定着させるとともに、皮膜自体をめっき鋼板に良好に密着させる。なお、本発明のフラックス組成物は溶剤として水が使用されるために、バインダーとなる樹脂も水溶性とする。
【0022】
水溶性有機樹脂の例には、アクリル樹脂、セルロース樹脂、ポリウレタン樹脂、エポキシ樹脂、尿素樹脂、アルキド樹脂、フェノール樹脂、ポリビニルアルコール樹脂、ポリビニルピロリドン樹脂、フラン樹脂、またはこれらの樹脂の誘導体が含まれる。樹脂の誘導体の例には、アクリルアルキド樹脂、アクリルアミド樹脂等のアクリル樹脂誘導体、メチルセルロース、アセチルセルロース等のセルロース樹脂誘導体が含まれる。水溶性有機樹脂は上記した樹脂の混合物であってもよい。また、水溶性有機樹脂は、上記樹脂の水性エマルジョンであってもよい。
【0023】
本発明のフラックス組成物は、その皮膜が容易に脱落しないが、ウエス等により拭き取れば容易に除去できる程度の密着性を有することが好ましい。この密着性は、主として水溶性有機樹脂の配合量等で調整できる。密着性を適正に調整する観点から、フラックス組成物中における樹脂成分の配合量は、用いる樹脂成分の種類等によって異なるものの、0.01〜20質量%程度が好ましく、0.01〜5質量%であることがより好ましく、0.1〜0.5質量%であることがさらに好ましい。前記配合量が0.01質量%未満であると、バインダーとしての機能や前記密着性が低下することがある。また、前記配合量が20質量%を超えると、フラックス組成物の粘度が高くなることや、樹脂が溶剤に完全に溶解しなくなることがあり、塗布性が低下することがある。
【0024】
(C)増粘剤
本発明のフラックス組成物は、増粘剤を含む。増粘剤とは、系の粘度を上昇させるために添加される剤をいう。通常、増粘剤は溶剤によりゲル化して、系を増粘させる。本発明では、水によって増粘作用を発現する増粘剤が好ましい。増粘剤は、Mg除去フラックスが組成物中で沈降することを防止するとともに、組成物に適切な粘度を与えて塗布性を良好にする。
【0025】
本発明の増粘剤は、公知の物を用いてよい。その例には、C1)微生物発酵法により製造される天然水溶性高分子、C2)架橋型アクリル酸重合物、C3)繊維素誘導体系増粘剤、C4)タンパク質系増粘剤、C5)アルギン酸系増粘剤、C6)ポリビニル系増粘剤、C7)ポリエーテル系増粘剤、C8)無水マレイン酸共重合体系増粘剤、C9)ポリアマイド系増粘剤、C10)粘土鉱物が含まれる。
【0026】
C1)微生物発酵法に製造される天然水溶性高分子の例には、キサンタンガム、ウェランガム、ラムザンガム、ジェランガム、グアーガムが含まれる。
キサンタンガムは、トウモロコシ等の澱粉を細菌により発酵させて得られる多糖類である。その具体例には、三晶(株)より市販されているKELZAN、同S、同ASX、同ASXT、同AR、同T、同ST、同HP、同M、XANTHAN G、KELTROL、同F、同T、K9A48等が含まれる。
ウェランガムの具体例には、KIA96、ラムザンガムの具体例には、KIA112、K7C233、ジェランガムの具体例にはKELCOGELが含まれる。その他の発酵ガムとして、RHEOZAN、MEYPOLYを用いてもよい。これらはいずれも三晶(株)より市販されている。
【0027】
C2)架橋型アクリル酸重合物の例には、ハイビスワコー103、同104、同105等(和光純薬工業(株)製)が含まれる。
C3)繊維素誘導体系増粘剤の例には、カルボキシメチルセルロース、メチルセルロース、ヒドロキシエチルセルロースが含まれる。
【0028】
C4)タンパク質系増粘剤の例には、カゼイン、カゼイン酸ソーダ、カゼイン酸アンモニウムが含まれる。
C5)アルギン酸系増粘剤の例には、アルギン酸ソーダが含まれる。
【0029】
C6)ポリビニル系増粘剤の例には、ポリビニルアルコール、ポリビニルピロリドン、ポリビニルベンジルエーテル共重合体が含まれる。
C7)ポリエーテル系増粘剤の例には、プルロニックポリエーテル、ポリエーテルジアルキルエステル、ポリエーテルジアルキルエーテル、ポリエーテルエポキシ変性物が含まれる。
【0030】
C8)無水マレイン酸共重合体系増粘剤の例には、ビニルメチルエーテル−無水マレイン酸共重合体の部分エステルが含まれる。
C9)ポリアマイド系増粘剤の例には、ポリアマイドアミン塩が含まれる。
C10)粘土鉱物の例には、シリカ、マグネシウムアルミニウムシリケート、ベントナイト、ヘクトライトが含まれる。上記の増粘剤は併用してよい。
【0031】
本発明の増粘剤は、これらの中でも、KELZAN等のキサンタンガムが好ましい。水性の組成物に対する増粘効果が高く、かつ他の成分と反応しにくいため、保存安定性に優れたフラックス組成物を与えるからである。
【0032】
フラックス組成物中における増粘剤の配合量は、「(B)水溶性有機樹脂+(D)水」に対して、0.1〜1.5質量%であることが好ましく、0.4〜0.8質量%であることがより好ましい。前記配合量が0.1質量%未満である場合は、フラックスの沈降が起こりやすくなる。また、前記配合量が1.5質量%を超えると、組成物の粘度が高くなり、塗布性が低下することがある。
【0033】
また、本発明のフラックス組成物には、後述するように(E)水溶性有機溶剤を含ませてもよい。(E)水溶性有機溶剤を含むフラックス組成物を調製する場合、(C)増粘剤の配合量は、「(B)水溶性有機樹脂+(D)水+(E)水溶性有機溶剤」に対して、0.1〜1.5質量%であることが好ましく、0.4〜0.8質量%であることがより好ましい。前記配合量が0.1質量%未満であると、フラックスの沈降が起こりやすくなる。前記配合量が1.5質量%を超えると、組成物の粘度が高くなり、塗布性が低下することがある。
【0034】
(D)水
本発明のフラックス組成物は、水を含む。水は、フラックス組成物を水溶性にするため、組成物の取り扱い性を容易にするとともに環境適合性を向上させる。特に、本発明のフラックス組成物は、溶接後のめっき鋼板から除去する際に溶剤を用いることなく除去できるために、溶接後の取り扱い性にも優れる。
【0035】
一般に、有機溶剤を含むフラックス組成物は、消防法上の危険物とされるおそれがある。その点、有機溶剤を含まずに、水のみを溶剤としたフラックス組成物は、消防法上の非危険物として取り扱われるので、安全面および取り扱い性に優れる。なお、本発明では、フラックス組成物の組成の違いに関わらず、溶媒として有機溶剤を用いずに、水のみを用いたフラックス組成物を、「完全水系のフラックス組成物」ともいう。
【0036】
(E)水溶性有機溶剤
本発明のフラックス組成物は、水溶性有機溶剤を含んでいてもよい。水溶性有機溶剤は、前述した(D)水とともに、フラックス組成物中の溶剤として作用し、(B)水溶性有機樹脂との親和性をより向上させるとともに、フラックス組成物を塗布する際の常温乾燥性、および塗布時の濡れ性等をより向上させる。
【0037】
(E)水溶性有機溶剤の例には、エチレングリコール、ジエチレングリコール、トリエチレングリコール、プロピレングリコール、ポリエチレングリコール、1,3−ブチレングリコール、グリセリン、ジグリセリン、およびその誘導体等のグリコール類、メタノール、エタノール、プロパノール、ブタノール、2−プロパノール等のアルコール類、アセトン、メチルエチルケトン等のケトン類が含まれるが、特に限定されない。
【0038】
中でも、水溶性有機溶剤としては、沸点が水より低い溶剤が好ましい。当該水溶性有機溶剤を含むフラックス組成物は、常温乾燥性により優れる。さらに、水と共沸できる水溶性有機溶剤がより好ましい。当該水溶性有機溶剤の例には、エタノール、2−プロパノールが含まれる。
【0039】
水と水溶性有機溶剤の合計量(以下、「総溶剤量」ともいう)は、フラックス組成物中、20〜99質量%であることが好ましく、35〜65質量%であることがより好ましい。
【0040】
フラックス組成物が(E)水溶性有機溶剤を含む場合には、フラックス組成物の諸特性(常温乾燥性、濡れ性等)を向上させる観点から、(D)水と(E)水溶性有機溶剤の合計量に対する(E)水溶性有機溶剤の比率は、0を超えて55質量%以下であることが好ましく、0.5〜55質量%であることがより好ましく、1〜55質量%であることが特に好ましい。前記比率が0.5質量%より低い場合は、塗料の塗布時にハジキが発生しやすいことがある。また、前記比率が55質量%を超える場合は、(C)増粘剤が組成物中で分離しやすくなり、組成物の安定性が損なわれることがある。
ところで、引火点が低く危険物に指定されるような水溶性有機溶剤をフラックス組成物に含ませる場合、前述のとおり、(E)水溶性有機溶剤の含有量に応じては、フラックス組成物自体が消防法上の危険物に分類されるおそれがある。そのため、火花等が発生し得る溶接現場のような、危険物の取扱いを嫌う環境下でフラックス組成物を使用する場合は、フラックス組成物自体が危険物に該当しない範囲で、(E)水溶性有機溶剤の使用量を適宜調整することが好ましい。
【0041】
(F)防かび剤
また、本発明のフラックス組成物は、防かび剤を含んでいてもよい。防かび剤は、かびの成長や発育を抑制・阻止する薬剤をいう。本発明のフラックス組成物は、高分子多糖類のような(C)増粘剤、および(D)水を含むので、室温下等で長期保存すると、かびが発生しやすい。当該かびの発生は、一度、フラックス組成物を空気と接触させた後に長期保存する場合、顕著となる。その点、本発明のフラックス組成物に防かび剤を含ませると、フラックス組成物を長期保存しても、かびの発生が抑制されうる。なお、防かび剤は、殺菌剤、漂白剤、防腐剤を含んでいてもよい。
【0042】
防かび剤の例には、ビオサイドW−AN35、同W−EM20、同W−107L、同350、同800K、同800S、同810、同2100K(タイショーテクノス製)、LIQUAPAR PE、NUOSEPT 491、同WT(アイエスピー製)ベストサイド−NS、同FC、同1177A、同200K、同300、同500、同700、同800、(日本曹達製)、ファインサイドC107−A、同C−30A、C−3100、C−38AK、C−3800、同A−3、同D−75、同F−10(東京ファインケミカル製)、Densil P、同DN(Averica製)、ハミサイドG、同CDT(エーピアイコーポーレーション製)が含まれる。中でも、本発明のフラックス組成物用途の防かび剤としては、ビオサイドW−EM20、同800S、NUOSEPT 491が好ましい。ビオサイドW−EM20、同800S、NUOSEPT 491は、毒性が低く、作業者の安全面で優れるほか、pH安定性に優れるとともに、低沸点であり、分解しやすいためである。
【0043】
フラックス組成物の防かび性を向上させるために、本発明のフラックス組成物中の防かび剤の含有量は、0.03質量%以上であることが好ましく、0.05〜0.5質量%であることがより好ましい。
【0044】
フラックス組成物の防かび性は、前述した(E)水溶性有機溶剤を含ませることでも向上しうるが、(E)水溶性有機溶剤を含む場合でも、(F)防かび剤を含むことが好ましい。その場合、(F)防かび剤は、フラックス組成物中に0.03質量%以上であることが好ましい。また、(D)水と(E)水溶性有機溶剤の合計量に対する(E)水溶性有機溶剤の比率は、0を超えて55質量%であることが好ましい。当該比率は、0.05〜55質量%であることがより好ましく、0.5〜55質量%であることが特に好ましい。
【0045】
本発明のフラックス組成物は、発明の効果を損なわない範囲で、上記以外の添加物を含んでいてもよい。このような添加物の例には、界面活性剤(アニオン系、カチオン系、ノニオン系、両性イオン系界面活性剤を含む)、防腐剤、防菌剤、分散助剤、抑泡剤、固着剤、防錆剤、pH調整剤、着色顔料、着色染料が含まれる。
【0046】
2.フラックス組成物の製造方法
本発明のフラックス組成物は、発明の効果を損なわない範囲で任意に製造できる。すなわち、(A)Mg成分を除去しうる作用を有するフラックスと、(B)水溶性有機樹脂と、(C)増粘剤と、(D)水とを混合する方法であれば特に限定されない。以下、フラックス組成物の製造方法の好ましい一例として、上記(A)〜(D)成分に加えて、(E)水溶性有機溶剤および(F)防かび剤を含むフラックス組成物の製造方法を説明する。
【0047】
当該フラックス組成物の好ましい製造方法は、以下の工程を含む。
1)(B)水溶性有機樹脂および(C)増粘剤を(D)水に加えて溶解または均一に分散させる工程。
2)前記混合物に(E)水溶性有機溶剤を添加し、溶解させる工程。
3)2)工程で得られた混合物に、(A)Mg除去フラックスおよび(F)防かび剤をさらに加えてから、十分に分散させる工程。
【0048】
上記方法では、まず、1)工程において、(C)成分を(D)水に溶解または均一に分散させて、粘性の高い流体を調製する。次に、2)工程において、この高粘性の流体である混合物に、(E)水溶性有機溶剤を添加し、溶解させる。そして、3)工程において、前記2)工程で得られた混合物に、(A)Mg除去フラックスおよび(F)防かび剤をさらに加えてから、混合する。
【0049】
通常、(A)成分は、フラックス組成物を構成する他の材料と比べて比重が高いため、溶剤中に分散させにくい。ところが、上記1)〜3)の手順でフラックス組成物を調製すると、(A)成分が溶剤中に沈降せず、組成物内に(A)成分を均一に分散させることができる。したがって、上記方法によると、容易かつ効率よく、均質なフラックス組成物を製造することができる。
【0050】
なお、フラックス組成物を製造する際に、(F)防かび剤を系に添加するタイミングは特に限定されない。また、各成分を完全に溶解または均一に分散させるために必要に応じて加熱しながらフラックス組成物を製造してもよい。
【0051】
3.フラックス組成物の用途
フラックス組成物は、めっき鋼板の溶接予定部に塗布された後、乾燥されて皮膜を形成する。フラックス組成物を塗布する手段は特に限定されない。例えば、スプレー塗装、ハケ塗装、ローラー塗装等により塗布してよい。また、乾燥する手段も特に限定されない。乾燥手段の例には、加熱乾燥、強制乾燥、常温乾燥が含まれる。
【0052】
フラックス組成物を塗布する領域は、溶融溶接の溶着金属形成予定範囲より10mm程度広い範囲に塗布することが好ましい。塗布は、溶接部仮付け前であってもよく、仮付け後あってもよい。
【0053】
フラックス組成物を塗布した部位に溶融溶接を実施することで、その溶接熱によりフラックス組成物中のMg除去フラックスがめっき成分中のMgと反応し、Mg成分が除去される。そのため、溶融めっき金属の融点が高くなり、溶接熱影響部の粗粒結晶粒の粒界にMg成分含む溶融金属が浸透しにくくなるので、結果として、溶融金属脆化割れの発生が抑制される。
【0054】
したがって、本発明に用いられるめっき鋼板は、めっき層にMgを含んでいればよい。このような鋼板の例には、Zn−Mgめっき鋼板、およびZn−Al−Mgめっき鋼板が含まれる。しかしながら、既に述べたとおり、本発明に用いられるめっき鋼板は、Zn−Al−Mgめっき鋼板が最も好ましい。
【実施例】
【0055】
[実施例1]
(D)成分である精製水191.04gに、(B)ポリビニルアルコール1.00gと(C)増粘剤(商品名ケルザン、三晶(株)製)1.00gを混合し、よく攪拌した。次に、この混合物に、(E)2−プロピルアルコール(「IPA」ともいう)7.96gを添加し、さらによく攪拌した。続いて、当該混合物に、(A)Mg除去フラックスとして、50モル%のKAlF4と50モル%K3AlF6の混合物200.00gを添加して、ミルを用いてよく分散させた。
【0056】
本例で得たフラックス組成物について、1)溶接性、2)密着性、3)フラックスのハードケーキの有無、4)ハジキ性、5)防かび性の5項目について評価行った。その結果を、後述する表2に纏めて示す。
【0057】
1)溶接性
溶接性の評価は、以下の方法により行い、溶融金属脆化割れが発生しないものを○とし、発生したものを×とした。
板厚4.0mmの熱延鋼板を原板に、片面当り90g/m2の付着量の溶融Zn−Al−Mg合金めっきを施して、Zn−Al−Mg合金めっき鋼板を得た。さらに、このめっき鋼板を100mm×100mmに切り出してサンプルを得た。次に、このサンプルの中央から約半径30mmの円内に前記フラックス組成物を塗布し、乾燥させた。乾燥後の膜の厚みは約20μmであった。
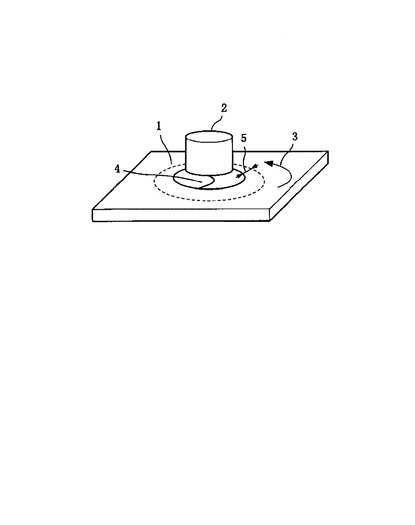
図1に示すように、このサンプル1を台(図示せず)の上にクランプし、サンプル1の上に、20mmφの丸棒体2を載置して、その周囲を図1の矢印3で示す方向にボス溶接した。
ボス溶接は、シールドガスとしてCO2を用い、溶接電流を217A、溶接電圧を25.5V、溶接速度を0.3m/分、トーチ角を45度、後退角を10度、シールドガスの流量を20L/分として行った。溶接ワイヤーには直径1.2mmのYGW12を用いた。入熱条件の影響をみるために、溶接電流を241A、溶接電圧を27.0Vとした条件、及び溶接電流を269A、溶接電圧を29.6Vとした条件でも行った。ボス溶接を行った結果、めっき鋼板には、図1中の4で示すように、ラップされた溶接ビードが形成された。ビード端から約7mmの範囲(図中破線で示される範囲の内側)には、熱影響部5が形成されていた。
【0058】
2)密着性
密着性の評価は、次のように行った。まず、前記と同様にしてフラックス組成物を塗布した後、乾燥させた鋼板を準備した。次に、この鋼板の端部(フラックス組成物が塗布されていない)で他の金属を叩き、フラックス組成物の脱落の様子を観察した。フラックス組成物が容易に脱落しないものを○とし、容易に脱落するものを×とした。
【0059】
3)フラックスのハードケーキの有無
フラックスのハードケーキの有無の評価は、フラックス組成物を室温で1週間放置した後の状態を目視で観察して評価した。ハードケーキが形成されない状態を良好(○)、ハードケーキが形成された状態を不良(×)とした。
【0060】
4)ハジキ性
ハジキ性の評価は、前記Zn−Al−Mg合金めっき鋼板にフラックス組成物を塗布した際の、フラックス組成物の様子を目視で観察し、ハジキが発生しないものを○、ハジキが発生するものを×として二段階で評価した。
【0061】
5)防かび性
防かび性の評価は、塗料の腐敗品を1%添加したフラックス組成物をガラス瓶に入れ、室温下で1週間保存した後、フラックス組成物の様子を目視で観察し、評価した。このとき、フラックス組成物の表面等に「かび」が発生していないものを○とし、多量の「かび」が発生していたものを×とした。
【0062】
実施例2〜14は、フラックス組成物の組成を、以下に示すように変更した以外は、実施例1と同様にして、フラックス組成物を製造し、評価した。なお、以下の説明では、各実施例について組成のみを示す。この組成は、表1にも示した。
【0063】
[実施例2]
(A)50モル%KAlF4と50モル%K3AlF6の混合物 200.00g
(B)ポリビニルアルコール 1.00g
(C)増粘剤(商品名ケルザン、三晶(株)製) 1.00g
(D)精製水 191.04g
(E)2−プロピルアルコール 7.96g
(F)防かび剤(商品名ビオサイト800S、タイショーテクノス製) 0.80g
【0064】
[実施例3]
(A)50モル%CsAlF4と50モル%Cs3AlF6の混合物 200.00g
(B)ポリビニルアルコール 1.00g
(C)増粘剤(商品名ケルザン、三晶(株)製) 1.00g
(D)精製水 191.04g
(E)2−プロピルアルコール 7.96g
(F)防かび剤(商品名ビオサイト800S、タイショーテクノス製) 0.80g
【0065】
[実施例4]
(A)50モル%のKAlF4と50モル%K3AlF6の混合物 200.00g
(B)ポリビニルアルコール 1.00g
(C)増粘剤(商品名ケルザン、三晶(株)製) 1.00g
(D)精製水 99.50g
(E)2−プロピルアルコール 99.50g
(F)防かび剤(商品名ビオサイト800S、タイショーテクノス製) 0g
【0066】
[実施例5]
(A)50モル%のKAlF4と50モル%K3AlF6の混合物 200.00g
(B)ポリビニルアルコール 1.00g
(C)増粘剤(商品名ケルザン、三晶(株)製) 1.00g
(D)精製水 99.50g
(E)2−プロピルアルコール 99.50g
(F)防かび剤(商品名ビオサイト800S、タイショーテクノス製) 0.80g
【0067】
[実施例6]
(A)50モル%CsAlF4と50モル%Cs3AlF6の混合物 200.00g
(B)ポリビニルアルコール 1.00g
(C)増粘剤(商品名ケルザン、三晶(株)製) 1.00g
(D)精製水 99.50g
(E)2−プロピルアルコール 99.50g
(F)防かび剤(商品名ビオサイト800S、タイショーテクノス製) 0.80g
【0068】
[実施例7]
(A)50モル%のKAlF4と50モル%K3AlF6の混合物 200.00g
(B)ポリビニルアルコール 1.00g
(C)増粘剤(商品名ケルザン、三晶(株)製) 2.00g
(D)精製水 191.04g
(E)2−プロピルアルコール 7.96g
(F)防かび剤(商品名ビオサイト800S、タイショーテクノス製) 0.80g
【0069】
[実施例8]
(A)50モル%のKAlF4と50モル%K3AlF6の混合物 300.38g
(B)ポリビニルアルコール 1.25g
(C)増粘剤(商品名ケルザン、三晶(株)製) 1.00g
(D)精製水 191.04g
(E)2−プロピルアルコール 7.96g
(F)防かび剤(商品名ビオサイト800S、タイショーテクノス製) 1.00g
【0070】
[実施例9]
(A)50モル%のKAlF4と50モル%K3AlF6の混合物 199.40g
(B)ポリビニルアルコール 0.40g
(C)増粘剤(商品名ケルザン、三晶(株)製) 1.00g
(D)精製水 191.04g
(E)2−プロピルアルコール 7.96g
(F)防かび剤(商品名ビオサイト800S、タイショーテクノス製) 0.80g
【0071】
[実施例10]
(A)50モル%のKAlF4と50モル%K3AlF6の混合物 201.01g
(B)ポリビニルアルコール 2.01g
(C)増粘剤(商品名ケルザン、三晶(株)製) 0.40g
(D)精製水 99.50g
(E)2−プロピルアルコール 99.50g
(F)防かび剤(商品名ビオサイト800S、タイショーテクノス製) 0.80g
【0072】
[実施例11]
(A)50モル%のKAlF4と50モル%K3AlF6の混合物 85.59g
(B)ポリビニルアルコール 0.71g
(C)増粘剤(商品名ケルザン、三晶(株)製) 0.40g
(D)精製水 99.50g
(E)2−プロピルアルコール 99.50g
(F)防かび剤(商品名ビオサイト800S、タイショーテクノス製) 0.57g
【0073】
[実施例12]
(A)50モル%のKAlF4と50モル%K3AlF6の混合物 200.00g
(B)ポリビニルアルコール 1.00g
(C)増粘剤(商品名ケルザン、三晶(株)製) 1.00g
(D)精製水 198.90g
(E)2−プロピルアルコール 0.10g
(F)防かび剤(商品名ビオサイト800S、タイショーテクノス製) 0.80g
【0074】
[実施例13]
(A)50モル%のKAlF4と50モル%K3AlF6の混合物 200.00g
(B)ポリビニルアルコール 1.00g
(C)増粘剤(商品名ケルザン、三晶(株)製) 1.00g
(D)精製水 199.00g
(E)2−プロピルアルコール 0g
(F)防かび剤(商品名ビオサイト800S、タイショーテクノス製) 0g
【0075】
[実施例14]
(A)50モル%のKAlF4と50モル%K3AlF6の混合物 200.00g
(B)ポリビニルアルコール 1.00g
(C)増粘剤(商品名ケルザン、三晶(株)製) 1.00g
(D)精製水 199.0g
(E)2−プロピルアルコール 0g
(F)防かび剤(商品名ビオサイト800S、タイショーテクノス製) 0.80g
【0076】
比較例1〜4は、フラックス組成物の組成を以下に示すように変更した以外は、実施例1と同様にして、フラックス組成物を製造し、評価した。以下の説明では、各実施例について組成のみを示す。組成は表1にも示した。
【0077】
[比較例1]
(A)50モル%のKAlF4と50モル%K3AlF6の混合物 0g
(B)ポリビニルアルコール 0.50g
(C)増粘剤(商品名ケルザン、三晶(株)製) 1.00g
(D)精製水 191.04g
(E)2−プロピルアルコール 7.96g
(F)防かび剤(商品名ビオサイト800S、タイショーテクノス製) 0.40g
【0078】
[比較例2]
(A)50モル%のKAlF4と50モル%K3AlF6の混合物 199.00g
(B)ポリビニルアルコール 0g
(C)増粘剤(商品名ケルザン、三晶(株)製) 1.00g
(D)精製水 159.20g
(E)2−プロピルアルコール 39.80g
(F)防かび剤(商品名ビオサイト800S、タイショーテクノス製) 0.80g
【0079】
[比較例3]
(A)50モル%のKAlF4と50モル%K3AlF6の混合物 200.00g
(B)ポリビニルアルコール 1.00g
(C)増粘剤(商品名ケルザン、三晶(株)製) 0g
(D)精製水 191.04g
(E)2−プロピルアルコール 7.96g
(F)防かび剤(商品名ビオサイト800S、タイショーテクノス製) 0.80g
【0080】
[比較例4]
(A)50モル%のCslF4と50モル%Cs3AlF6の混合物 200.00g
(B)ポリビニルアルコール 1.00g
(C)増粘剤(商品名ケルザン、三晶(株)製) 0g
(D)精製水 191.04g
(E)2−プロピルアルコール 7.96g
(F)防かび剤(商品名ビオサイト800S、タイショーテクノス製) 0.80g
【0081】
【表1】

【0082】
【表2】
【0083】
実施例および比較例の結果から、本発明のフラックス組成物は、保存安定性に優れ、かつその塗布性も高いことが明らかである。なお、実施例12〜14では、(4)ハジキ性の評価結果が、×となったが、実用的には問題ないレベルであった。
【産業上の利用可能性】
【0084】
本発明のフラックス組成物は、Mg除去フラックスを含み、保存安定性に優れ、かつ鋼板等に容易に塗布できるため、溶融溶接用フラックス組成物として有用である。中でも、本発明のフラックス組成物は、Mgを含むめっき鋼板の溶融溶接用フラックス組成物として、特に有用である。
【図面の簡単な説明】
【0085】
【図1】溶接性の試験を示す図
【符号の説明】
【0086】
1 サンプル
2 丸棒体
3 ボス溶接する方向を示す矢印
4 溶接ビード
5 熱影響部
【技術分野】
【0001】
本発明は、フラックス組成物に関する。
【背景技術】
【0002】
溶融めっき鋼板は、優れた耐食性を有するため、腐食雰囲気に曝される屋根材、構造材等に使用されている。中でも、Zn−Al−Mg合金めっき鋼板は、溶融亜鉛めっき鋼板に比較して優れた耐食性を有するため、自動車用をはじめ、建築構造物や家電製品等、多種多様な分野で盛んに使用されている。
このような鋼板は、通常、所望の形状に成形され、さらには溶接されて使用される。溶接の種類としては、スポット溶接に代表されるような抵抗溶接、およびアーク溶接に代表されるような溶融溶接が知られている。建築構造物や自動車の足廻り部品等は、比較的高い接合強度が要求されること、板厚が比較的厚いこと、また抵抗溶接では電極の寿命が短いこと等の理由から、主として溶融溶接が採用されている。
【0003】
溶融溶接とは、非常に高い熱量を被溶接材に与えて材料を溶融、凝固させて接合する方法である。この際、溶接ワイヤーを供給して溶接することもある。
Zn−Al−Mg合金めっき鋼板を溶融溶接すると、めっき原板である鋼母材とめっき層が溶融される。このとき、Zn−Al−Mg合金めっき鋼板のめっき層の融点は、鋼母材の融点よりもかなり低いため、溶接部の一部または周辺では、ある一定の時間、めっき層が溶融した状態で鋼板表面に存在することになる。ところが、このように鋼板上にめっき層が溶融した状態のところへ一定以上の引張り応力が印加されると、鋼板に割れが発生することが知られている。このように鋼板に割れが発生する現象は、「溶融金属脆化割れ」とも呼ばれる(例えば、非特許文献1)。特に、Zn−Al−Mg合金めっき鋼板を溶融溶接しようとする際に複数の条件が重なると、熱影響部近傍に溶融金属脆化割れが発生しやすくなることがあり、問題となっていた。
【0004】
今までに、熱影響部近傍での溶融金属脆化割れの発生を抑制するためには、溶接に先立って、溶接部近傍のめっき層を除去することが有効であることが知られている。しかしながら、めっき層を除去する際には、金属粉が飛散し、作業環境が低下することがある。また、めっき層が除去された溶接部は下地鋼が露出しているために、耐食性が劣る。この際、めっき層と同種材料からなる溶射層等を溶接部に形成して、耐食性の低下を防止することができるものの、製造にかかる負担が大きい。
【0005】
また、熱影響部近傍での溶融金属脆化割れの発生を抑制する方法としては、1)被溶接材の拘束方法を変更して、鋼板に作用する引張り応力を緩和させたり、被溶接材の残留応力を事前に低減させたりする方法、2)溶接する際の入熱量をできるだけ小さくして、発生・残存する熱応力を低減する方法、等が提案されている。しかしながら、上記1)の方法は、製品形状に応じて発生する応力や歪が異なるために、汎用的でないという問題がある。さらに、上記2)の方法は、溶接する際の入熱量が少ないと十分な溶込みが得られないことがあり、溶接部の接合強度が不安定になるという問題がある。
【0006】
そこで、これまでに、本出願人等は、溶融金属脆化割れの発生を抑制するため、下地鋼の組成と溶融めっき層の組成を特定の組み合わせにすること(特許文献1)、または鋼管製造時の溶接方法について、めっき層中のMg含有量に応じて、アプセット量の調整によるメタルフロー角度の調整を行い溶接部に加わる応力集中を緩和すること(特許文献2)等を提案している。
【0007】
また、本出願人等は、Zn−Al−Mg合金を鋼板表面にめっきしたZn−Al−Mg合金めっき鋼板を溶接する際に、溶接部にMg成分除去作用を有するフラックス(以下「Mg除去フラックス」ともいう)を塗布または載置し、あるいは供給しつつ、溶接する方法も提案している(特許文献3)。上記Mg除去フラックスは、具体的に、0〜100モル%のKAlF4と100〜0モル%のK3AlF6との混合物等である。このようなMg除去フラックスが塗布された溶接部では、Mg成分が除去されて、めっき金属の融点が上昇するため、溶接金属脆化割れの発生が低減されると考えられる。
さらに、本出願人等は、固着剤を用いてMg等除去フラックスを溶接棒の表面に固着させ、溶接時に被溶接箇所に供給しつづける方法も提案している(特許文献4)。
【特許文献1】特開2003−003238号公報
【特許文献2】特開2002−115793号公報
【特許文献3】特開2005−118797号公報
【特許文献4】特開2007−313535号公報
【非特許文献1】上田修三著「叢書 鉄鋼技術の流れ 第1シリーズ 第9巻 構造用鋼の溶接 −低合金鋼の諸性質とメタラジー −」1997.6.1 株式会社地人書館, p 274〜276
【発明の開示】
【発明が解決しようとする課題】
【0008】
特許文献3に記載された方法では、Mg除去フラックスは水と混合され、懸濁液の状態で、刷毛塗り、ロール塗り等でめっき鋼板に塗布され、乾燥される。しかしながら、前記懸濁液は樹脂等を含んでいないため、当該懸濁液から形成される皮膜は、鋼板との密着性が十分でなく、運搬や設置時に発生する振動や衝撃により表面から脱落することがある。また、前記懸濁液は、Mg除去フラックスと水が容易に分離し、Mg除去フラックスが凝集してハードケーキとなりやすいため、保存安定性が十分でない。このようにハードケーキが形成された懸濁液は攪拌により再生できるものの、大きな労力がかかるので問題である。
【0009】
一方、特許文献4に記載された方法は、固着剤を用いてMg除去フラックスを溶接棒の表面に固着させ、溶接時に被溶接箇所に供給しつづける方法であるため、作業時間等の面でも有効な方法である。しかしながら、このように溶接棒を用いる溶融溶接では、大量のヒューム発生による作業環境の安全面および大量生産に向かない点が懸念されている。そのため、近年では、溶接ワイヤーを使用する半自動溶接機(MIG溶接機やMAG溶接機(炭酸ガスアーク溶接機を含む))が多く使用されるようになっている。
【0010】
しかし、半自動溶接機を使用する溶接方法では、Mg除去フラックスを供給するために、通常用いられているフラックスワイヤー中のフラックスをMg除去フラックスと置き換える必要がある。このようなフラックスの置き換えには、多大なコストがかかるため現実的ではない。そこで、半自動溶接機を使用する溶接方法では、特許文献4に記載されているような、固形化したフラックスの使用が有効と考えられる。ところが、固形化したフラックスは、鋼板に塗布しにくい。
【0011】
以上から、溶接時の溶接金属脆化割れを防止するには、Zn−Al−Mg系合金めっき鋼板の溶接される部位にMg除去物質を塗布することが有効であるものの、これまで十分なレベルにおいて簡易、かつ確実に前記物質をめっき鋼板に塗布できる方法は提案されてこなかった。かかる事情に鑑み、本発明は、Mg除去効果を有するフラックスを含み、保存安定性に優れ、かつ鋼板等に容易に塗布できるフラックス組成物を提供することを目的とする。
【課題を解決するための手段】
【0012】
発明者等は鋭意検討した結果、特定のフラックス組成物により上記課題が解決できることを見出した。すなわち上記課題は、以下の本発明により解決される。
【0013】
[1](A)Mg成分を除去する作用を有するフラックスと、(B)水溶性有機樹脂と、(C)増粘剤と、(D)水とを含む、フラックス組成物。
[2] 前記フラックス組成物は、(E)水溶性有機溶剤をさらに含む、[1]記載のフラックス組成物。
[3] 前記フラックス組成物は、(F)防かび剤をさらに含む、[1]または[2]記載のフラックス組成物。
[4] 前記(A)フラックスの含有量は、前記組成物中1〜80質量%であり、前記(B)水溶性有機樹脂の含有量は、前記組成物中0.01〜20質量%である、[1]〜[3]いずれかに記載のフラックス組成物。
[5] 前記(E)水溶性有機溶剤は、前記(D)水と前記(E)水溶性有機溶剤の合計量中、0.5〜55質量%である、[2]〜[4]いずれかに記載のフラックス組成物。
[6] 前記(C)増粘剤の含有量は、前記(B)水溶性有機樹脂と前記(D)水との合計量に対して0.1〜1.5質量%である、[1]または[3]〜[5]いずれかに記載のフラックス組成物。
[7] 前記(C)増粘剤の含有量は、前記(B)水溶性有機樹脂と前記(D)水と前記(E)水溶性有機溶剤との合計量に対して0.1〜1.5質量%である、[2]〜[5]いずれかに記載のフラックス組成物。
[8] 前記(F)防かび剤の含有量は、前記組成物中0.03質量%以上である、[3]〜[7]いずれかに記載のフラックス組成物。
[9] 前記(A)フラックスは、フッ化アルミン酸化合物である、[1]〜[8]いずれかに記載のフラックス組成物。
[10] 前記(A)フラックスは、KAlF4とK3AlF6を含む混合物、またはCsAlF4とCs3AlF6を含む混合物である、[1]〜[9]いずれかに記載のフラックス組成物。
[11] 前記(C)増粘剤は、微生物発酵法により製造される天然水溶性高分子である、[1]〜[10]いずれかに記載のフラックス組成物。
【発明の効果】
【0014】
本発明により、保存安定性に優れ、かつ鋼板等に容易に塗布できるフラックス組成物が提供できる。
【発明を実施するための最良の形態】
【0015】
1.フラックス組成物
本発明のフラックス組成物(単に、「組成物」と称することもある)は、(A)Mg成分を除去しうる作用を有するフラックスと、(B)水溶性有機樹脂と、(C)増粘剤と、(D)水とを含むことを特徴とする。
【0016】
(A)Mg成分を除去しうる作用を有するフラックス
本発明のフラックス組成物は、Mg成分を除去しうる作用を有するフラックスを含む。フラックスとは、一般に溶接で用いられる融剤をいう。本発明のフラックスは、Mg成分を除去しうる作用を有する。「Mg成分を除去しうる」とは、めっき層に含まれるMg成分を溶接時に取り除くことをいう。このようなフラックスの例には、塩素化合物やフッ化アルミン酸化合物が含まれる。塩素化合物の具体例には、ZnCl2やNH4Clが含まれる。フッ化アルミン酸化合物とは、MAlF4やM3AlF6で表される化合物(Mは一価の金属元素)をいい、その具体例には、KAlF4、K3AlF6、CsAlF4やCs3AlF6が含まれる。
【0017】
これらの化合物によるMg成分の除去メカニズムは、前述の特許文献3、4に開示されている。前記塩素化合物は、Zn−Mg−Al系合金めっき鋼板の溶接に適用された場合、化学反応によりMgとAl成分をめっき層から除去する。
一方、フッ化アルミン酸化合物は、化学反応によりMg成分をめっき層から除去する。これにより、めっき層のMg成分が低減されるので、AlはFeと金属間化合物を生成しやすくなる。よって、フッ化アルミン酸化合物により、Alは間接的にめっき鋼板から除去されるといえる。
【0018】
本発明におけるMg成分を除去しうる作用を有するフラックス(単に、「Mg除去フラックス」ともいう)としては、フッ化アルミン酸化合物が好ましく、KAlF4とK3AlF6を含む混合物、またはCsAlF4とCs3AlF6を含む混合物が好ましい。塩素化合物は、潮解性を有しているため、溶接後に表面に残存すると水分を吸収し、またその強い腐食性により、めっき鋼材に錆を発生させることがあるからである。
【0019】
フッ化アルミン酸化合物は、それぞれ単独のフッ化物でもMg成分除去作用を有しているため、単独で用いてもよい。しかしながら、それぞれをモル比にして同程度混合して用いることが好ましい。Mg成分の除去効果に優れるからである。
【0020】
フラックス組成物におけるMg除去フラックスの配合量は、1〜80質量%であることが好ましく、40〜60質量%であることがより好ましい。前記配合量が1質量%より少ない場合は、Mg成分除去作用が十分に発揮されないことがある。前記配合量が80質量%を超えると、組成物を調製することが困難になることがある。なお、本発明において記号「〜」は、その両端の値を含む。
【0021】
(B)水溶性有機樹脂
本発明のフラックス組成物は、水溶性有機樹脂を含む。この水溶性有機樹脂は、フラックス組成物においてバインダーの役割を担う。すなわち、フラックス組成物から得られる皮膜において、前記Mg除去フラックスを皮膜に定着させるとともに、皮膜自体をめっき鋼板に良好に密着させる。なお、本発明のフラックス組成物は溶剤として水が使用されるために、バインダーとなる樹脂も水溶性とする。
【0022】
水溶性有機樹脂の例には、アクリル樹脂、セルロース樹脂、ポリウレタン樹脂、エポキシ樹脂、尿素樹脂、アルキド樹脂、フェノール樹脂、ポリビニルアルコール樹脂、ポリビニルピロリドン樹脂、フラン樹脂、またはこれらの樹脂の誘導体が含まれる。樹脂の誘導体の例には、アクリルアルキド樹脂、アクリルアミド樹脂等のアクリル樹脂誘導体、メチルセルロース、アセチルセルロース等のセルロース樹脂誘導体が含まれる。水溶性有機樹脂は上記した樹脂の混合物であってもよい。また、水溶性有機樹脂は、上記樹脂の水性エマルジョンであってもよい。
【0023】
本発明のフラックス組成物は、その皮膜が容易に脱落しないが、ウエス等により拭き取れば容易に除去できる程度の密着性を有することが好ましい。この密着性は、主として水溶性有機樹脂の配合量等で調整できる。密着性を適正に調整する観点から、フラックス組成物中における樹脂成分の配合量は、用いる樹脂成分の種類等によって異なるものの、0.01〜20質量%程度が好ましく、0.01〜5質量%であることがより好ましく、0.1〜0.5質量%であることがさらに好ましい。前記配合量が0.01質量%未満であると、バインダーとしての機能や前記密着性が低下することがある。また、前記配合量が20質量%を超えると、フラックス組成物の粘度が高くなることや、樹脂が溶剤に完全に溶解しなくなることがあり、塗布性が低下することがある。
【0024】
(C)増粘剤
本発明のフラックス組成物は、増粘剤を含む。増粘剤とは、系の粘度を上昇させるために添加される剤をいう。通常、増粘剤は溶剤によりゲル化して、系を増粘させる。本発明では、水によって増粘作用を発現する増粘剤が好ましい。増粘剤は、Mg除去フラックスが組成物中で沈降することを防止するとともに、組成物に適切な粘度を与えて塗布性を良好にする。
【0025】
本発明の増粘剤は、公知の物を用いてよい。その例には、C1)微生物発酵法により製造される天然水溶性高分子、C2)架橋型アクリル酸重合物、C3)繊維素誘導体系増粘剤、C4)タンパク質系増粘剤、C5)アルギン酸系増粘剤、C6)ポリビニル系増粘剤、C7)ポリエーテル系増粘剤、C8)無水マレイン酸共重合体系増粘剤、C9)ポリアマイド系増粘剤、C10)粘土鉱物が含まれる。
【0026】
C1)微生物発酵法に製造される天然水溶性高分子の例には、キサンタンガム、ウェランガム、ラムザンガム、ジェランガム、グアーガムが含まれる。
キサンタンガムは、トウモロコシ等の澱粉を細菌により発酵させて得られる多糖類である。その具体例には、三晶(株)より市販されているKELZAN、同S、同ASX、同ASXT、同AR、同T、同ST、同HP、同M、XANTHAN G、KELTROL、同F、同T、K9A48等が含まれる。
ウェランガムの具体例には、KIA96、ラムザンガムの具体例には、KIA112、K7C233、ジェランガムの具体例にはKELCOGELが含まれる。その他の発酵ガムとして、RHEOZAN、MEYPOLYを用いてもよい。これらはいずれも三晶(株)より市販されている。
【0027】
C2)架橋型アクリル酸重合物の例には、ハイビスワコー103、同104、同105等(和光純薬工業(株)製)が含まれる。
C3)繊維素誘導体系増粘剤の例には、カルボキシメチルセルロース、メチルセルロース、ヒドロキシエチルセルロースが含まれる。
【0028】
C4)タンパク質系増粘剤の例には、カゼイン、カゼイン酸ソーダ、カゼイン酸アンモニウムが含まれる。
C5)アルギン酸系増粘剤の例には、アルギン酸ソーダが含まれる。
【0029】
C6)ポリビニル系増粘剤の例には、ポリビニルアルコール、ポリビニルピロリドン、ポリビニルベンジルエーテル共重合体が含まれる。
C7)ポリエーテル系増粘剤の例には、プルロニックポリエーテル、ポリエーテルジアルキルエステル、ポリエーテルジアルキルエーテル、ポリエーテルエポキシ変性物が含まれる。
【0030】
C8)無水マレイン酸共重合体系増粘剤の例には、ビニルメチルエーテル−無水マレイン酸共重合体の部分エステルが含まれる。
C9)ポリアマイド系増粘剤の例には、ポリアマイドアミン塩が含まれる。
C10)粘土鉱物の例には、シリカ、マグネシウムアルミニウムシリケート、ベントナイト、ヘクトライトが含まれる。上記の増粘剤は併用してよい。
【0031】
本発明の増粘剤は、これらの中でも、KELZAN等のキサンタンガムが好ましい。水性の組成物に対する増粘効果が高く、かつ他の成分と反応しにくいため、保存安定性に優れたフラックス組成物を与えるからである。
【0032】
フラックス組成物中における増粘剤の配合量は、「(B)水溶性有機樹脂+(D)水」に対して、0.1〜1.5質量%であることが好ましく、0.4〜0.8質量%であることがより好ましい。前記配合量が0.1質量%未満である場合は、フラックスの沈降が起こりやすくなる。また、前記配合量が1.5質量%を超えると、組成物の粘度が高くなり、塗布性が低下することがある。
【0033】
また、本発明のフラックス組成物には、後述するように(E)水溶性有機溶剤を含ませてもよい。(E)水溶性有機溶剤を含むフラックス組成物を調製する場合、(C)増粘剤の配合量は、「(B)水溶性有機樹脂+(D)水+(E)水溶性有機溶剤」に対して、0.1〜1.5質量%であることが好ましく、0.4〜0.8質量%であることがより好ましい。前記配合量が0.1質量%未満であると、フラックスの沈降が起こりやすくなる。前記配合量が1.5質量%を超えると、組成物の粘度が高くなり、塗布性が低下することがある。
【0034】
(D)水
本発明のフラックス組成物は、水を含む。水は、フラックス組成物を水溶性にするため、組成物の取り扱い性を容易にするとともに環境適合性を向上させる。特に、本発明のフラックス組成物は、溶接後のめっき鋼板から除去する際に溶剤を用いることなく除去できるために、溶接後の取り扱い性にも優れる。
【0035】
一般に、有機溶剤を含むフラックス組成物は、消防法上の危険物とされるおそれがある。その点、有機溶剤を含まずに、水のみを溶剤としたフラックス組成物は、消防法上の非危険物として取り扱われるので、安全面および取り扱い性に優れる。なお、本発明では、フラックス組成物の組成の違いに関わらず、溶媒として有機溶剤を用いずに、水のみを用いたフラックス組成物を、「完全水系のフラックス組成物」ともいう。
【0036】
(E)水溶性有機溶剤
本発明のフラックス組成物は、水溶性有機溶剤を含んでいてもよい。水溶性有機溶剤は、前述した(D)水とともに、フラックス組成物中の溶剤として作用し、(B)水溶性有機樹脂との親和性をより向上させるとともに、フラックス組成物を塗布する際の常温乾燥性、および塗布時の濡れ性等をより向上させる。
【0037】
(E)水溶性有機溶剤の例には、エチレングリコール、ジエチレングリコール、トリエチレングリコール、プロピレングリコール、ポリエチレングリコール、1,3−ブチレングリコール、グリセリン、ジグリセリン、およびその誘導体等のグリコール類、メタノール、エタノール、プロパノール、ブタノール、2−プロパノール等のアルコール類、アセトン、メチルエチルケトン等のケトン類が含まれるが、特に限定されない。
【0038】
中でも、水溶性有機溶剤としては、沸点が水より低い溶剤が好ましい。当該水溶性有機溶剤を含むフラックス組成物は、常温乾燥性により優れる。さらに、水と共沸できる水溶性有機溶剤がより好ましい。当該水溶性有機溶剤の例には、エタノール、2−プロパノールが含まれる。
【0039】
水と水溶性有機溶剤の合計量(以下、「総溶剤量」ともいう)は、フラックス組成物中、20〜99質量%であることが好ましく、35〜65質量%であることがより好ましい。
【0040】
フラックス組成物が(E)水溶性有機溶剤を含む場合には、フラックス組成物の諸特性(常温乾燥性、濡れ性等)を向上させる観点から、(D)水と(E)水溶性有機溶剤の合計量に対する(E)水溶性有機溶剤の比率は、0を超えて55質量%以下であることが好ましく、0.5〜55質量%であることがより好ましく、1〜55質量%であることが特に好ましい。前記比率が0.5質量%より低い場合は、塗料の塗布時にハジキが発生しやすいことがある。また、前記比率が55質量%を超える場合は、(C)増粘剤が組成物中で分離しやすくなり、組成物の安定性が損なわれることがある。
ところで、引火点が低く危険物に指定されるような水溶性有機溶剤をフラックス組成物に含ませる場合、前述のとおり、(E)水溶性有機溶剤の含有量に応じては、フラックス組成物自体が消防法上の危険物に分類されるおそれがある。そのため、火花等が発生し得る溶接現場のような、危険物の取扱いを嫌う環境下でフラックス組成物を使用する場合は、フラックス組成物自体が危険物に該当しない範囲で、(E)水溶性有機溶剤の使用量を適宜調整することが好ましい。
【0041】
(F)防かび剤
また、本発明のフラックス組成物は、防かび剤を含んでいてもよい。防かび剤は、かびの成長や発育を抑制・阻止する薬剤をいう。本発明のフラックス組成物は、高分子多糖類のような(C)増粘剤、および(D)水を含むので、室温下等で長期保存すると、かびが発生しやすい。当該かびの発生は、一度、フラックス組成物を空気と接触させた後に長期保存する場合、顕著となる。その点、本発明のフラックス組成物に防かび剤を含ませると、フラックス組成物を長期保存しても、かびの発生が抑制されうる。なお、防かび剤は、殺菌剤、漂白剤、防腐剤を含んでいてもよい。
【0042】
防かび剤の例には、ビオサイドW−AN35、同W−EM20、同W−107L、同350、同800K、同800S、同810、同2100K(タイショーテクノス製)、LIQUAPAR PE、NUOSEPT 491、同WT(アイエスピー製)ベストサイド−NS、同FC、同1177A、同200K、同300、同500、同700、同800、(日本曹達製)、ファインサイドC107−A、同C−30A、C−3100、C−38AK、C−3800、同A−3、同D−75、同F−10(東京ファインケミカル製)、Densil P、同DN(Averica製)、ハミサイドG、同CDT(エーピアイコーポーレーション製)が含まれる。中でも、本発明のフラックス組成物用途の防かび剤としては、ビオサイドW−EM20、同800S、NUOSEPT 491が好ましい。ビオサイドW−EM20、同800S、NUOSEPT 491は、毒性が低く、作業者の安全面で優れるほか、pH安定性に優れるとともに、低沸点であり、分解しやすいためである。
【0043】
フラックス組成物の防かび性を向上させるために、本発明のフラックス組成物中の防かび剤の含有量は、0.03質量%以上であることが好ましく、0.05〜0.5質量%であることがより好ましい。
【0044】
フラックス組成物の防かび性は、前述した(E)水溶性有機溶剤を含ませることでも向上しうるが、(E)水溶性有機溶剤を含む場合でも、(F)防かび剤を含むことが好ましい。その場合、(F)防かび剤は、フラックス組成物中に0.03質量%以上であることが好ましい。また、(D)水と(E)水溶性有機溶剤の合計量に対する(E)水溶性有機溶剤の比率は、0を超えて55質量%であることが好ましい。当該比率は、0.05〜55質量%であることがより好ましく、0.5〜55質量%であることが特に好ましい。
【0045】
本発明のフラックス組成物は、発明の効果を損なわない範囲で、上記以外の添加物を含んでいてもよい。このような添加物の例には、界面活性剤(アニオン系、カチオン系、ノニオン系、両性イオン系界面活性剤を含む)、防腐剤、防菌剤、分散助剤、抑泡剤、固着剤、防錆剤、pH調整剤、着色顔料、着色染料が含まれる。
【0046】
2.フラックス組成物の製造方法
本発明のフラックス組成物は、発明の効果を損なわない範囲で任意に製造できる。すなわち、(A)Mg成分を除去しうる作用を有するフラックスと、(B)水溶性有機樹脂と、(C)増粘剤と、(D)水とを混合する方法であれば特に限定されない。以下、フラックス組成物の製造方法の好ましい一例として、上記(A)〜(D)成分に加えて、(E)水溶性有機溶剤および(F)防かび剤を含むフラックス組成物の製造方法を説明する。
【0047】
当該フラックス組成物の好ましい製造方法は、以下の工程を含む。
1)(B)水溶性有機樹脂および(C)増粘剤を(D)水に加えて溶解または均一に分散させる工程。
2)前記混合物に(E)水溶性有機溶剤を添加し、溶解させる工程。
3)2)工程で得られた混合物に、(A)Mg除去フラックスおよび(F)防かび剤をさらに加えてから、十分に分散させる工程。
【0048】
上記方法では、まず、1)工程において、(C)成分を(D)水に溶解または均一に分散させて、粘性の高い流体を調製する。次に、2)工程において、この高粘性の流体である混合物に、(E)水溶性有機溶剤を添加し、溶解させる。そして、3)工程において、前記2)工程で得られた混合物に、(A)Mg除去フラックスおよび(F)防かび剤をさらに加えてから、混合する。
【0049】
通常、(A)成分は、フラックス組成物を構成する他の材料と比べて比重が高いため、溶剤中に分散させにくい。ところが、上記1)〜3)の手順でフラックス組成物を調製すると、(A)成分が溶剤中に沈降せず、組成物内に(A)成分を均一に分散させることができる。したがって、上記方法によると、容易かつ効率よく、均質なフラックス組成物を製造することができる。
【0050】
なお、フラックス組成物を製造する際に、(F)防かび剤を系に添加するタイミングは特に限定されない。また、各成分を完全に溶解または均一に分散させるために必要に応じて加熱しながらフラックス組成物を製造してもよい。
【0051】
3.フラックス組成物の用途
フラックス組成物は、めっき鋼板の溶接予定部に塗布された後、乾燥されて皮膜を形成する。フラックス組成物を塗布する手段は特に限定されない。例えば、スプレー塗装、ハケ塗装、ローラー塗装等により塗布してよい。また、乾燥する手段も特に限定されない。乾燥手段の例には、加熱乾燥、強制乾燥、常温乾燥が含まれる。
【0052】
フラックス組成物を塗布する領域は、溶融溶接の溶着金属形成予定範囲より10mm程度広い範囲に塗布することが好ましい。塗布は、溶接部仮付け前であってもよく、仮付け後あってもよい。
【0053】
フラックス組成物を塗布した部位に溶融溶接を実施することで、その溶接熱によりフラックス組成物中のMg除去フラックスがめっき成分中のMgと反応し、Mg成分が除去される。そのため、溶融めっき金属の融点が高くなり、溶接熱影響部の粗粒結晶粒の粒界にMg成分含む溶融金属が浸透しにくくなるので、結果として、溶融金属脆化割れの発生が抑制される。
【0054】
したがって、本発明に用いられるめっき鋼板は、めっき層にMgを含んでいればよい。このような鋼板の例には、Zn−Mgめっき鋼板、およびZn−Al−Mgめっき鋼板が含まれる。しかしながら、既に述べたとおり、本発明に用いられるめっき鋼板は、Zn−Al−Mgめっき鋼板が最も好ましい。
【実施例】
【0055】
[実施例1]
(D)成分である精製水191.04gに、(B)ポリビニルアルコール1.00gと(C)増粘剤(商品名ケルザン、三晶(株)製)1.00gを混合し、よく攪拌した。次に、この混合物に、(E)2−プロピルアルコール(「IPA」ともいう)7.96gを添加し、さらによく攪拌した。続いて、当該混合物に、(A)Mg除去フラックスとして、50モル%のKAlF4と50モル%K3AlF6の混合物200.00gを添加して、ミルを用いてよく分散させた。
【0056】
本例で得たフラックス組成物について、1)溶接性、2)密着性、3)フラックスのハードケーキの有無、4)ハジキ性、5)防かび性の5項目について評価行った。その結果を、後述する表2に纏めて示す。
【0057】
1)溶接性
溶接性の評価は、以下の方法により行い、溶融金属脆化割れが発生しないものを○とし、発生したものを×とした。
板厚4.0mmの熱延鋼板を原板に、片面当り90g/m2の付着量の溶融Zn−Al−Mg合金めっきを施して、Zn−Al−Mg合金めっき鋼板を得た。さらに、このめっき鋼板を100mm×100mmに切り出してサンプルを得た。次に、このサンプルの中央から約半径30mmの円内に前記フラックス組成物を塗布し、乾燥させた。乾燥後の膜の厚みは約20μmであった。
図1に示すように、このサンプル1を台(図示せず)の上にクランプし、サンプル1の上に、20mmφの丸棒体2を載置して、その周囲を図1の矢印3で示す方向にボス溶接した。
ボス溶接は、シールドガスとしてCO2を用い、溶接電流を217A、溶接電圧を25.5V、溶接速度を0.3m/分、トーチ角を45度、後退角を10度、シールドガスの流量を20L/分として行った。溶接ワイヤーには直径1.2mmのYGW12を用いた。入熱条件の影響をみるために、溶接電流を241A、溶接電圧を27.0Vとした条件、及び溶接電流を269A、溶接電圧を29.6Vとした条件でも行った。ボス溶接を行った結果、めっき鋼板には、図1中の4で示すように、ラップされた溶接ビードが形成された。ビード端から約7mmの範囲(図中破線で示される範囲の内側)には、熱影響部5が形成されていた。
【0058】
2)密着性
密着性の評価は、次のように行った。まず、前記と同様にしてフラックス組成物を塗布した後、乾燥させた鋼板を準備した。次に、この鋼板の端部(フラックス組成物が塗布されていない)で他の金属を叩き、フラックス組成物の脱落の様子を観察した。フラックス組成物が容易に脱落しないものを○とし、容易に脱落するものを×とした。
【0059】
3)フラックスのハードケーキの有無
フラックスのハードケーキの有無の評価は、フラックス組成物を室温で1週間放置した後の状態を目視で観察して評価した。ハードケーキが形成されない状態を良好(○)、ハードケーキが形成された状態を不良(×)とした。
【0060】
4)ハジキ性
ハジキ性の評価は、前記Zn−Al−Mg合金めっき鋼板にフラックス組成物を塗布した際の、フラックス組成物の様子を目視で観察し、ハジキが発生しないものを○、ハジキが発生するものを×として二段階で評価した。
【0061】
5)防かび性
防かび性の評価は、塗料の腐敗品を1%添加したフラックス組成物をガラス瓶に入れ、室温下で1週間保存した後、フラックス組成物の様子を目視で観察し、評価した。このとき、フラックス組成物の表面等に「かび」が発生していないものを○とし、多量の「かび」が発生していたものを×とした。
【0062】
実施例2〜14は、フラックス組成物の組成を、以下に示すように変更した以外は、実施例1と同様にして、フラックス組成物を製造し、評価した。なお、以下の説明では、各実施例について組成のみを示す。この組成は、表1にも示した。
【0063】
[実施例2]
(A)50モル%KAlF4と50モル%K3AlF6の混合物 200.00g
(B)ポリビニルアルコール 1.00g
(C)増粘剤(商品名ケルザン、三晶(株)製) 1.00g
(D)精製水 191.04g
(E)2−プロピルアルコール 7.96g
(F)防かび剤(商品名ビオサイト800S、タイショーテクノス製) 0.80g
【0064】
[実施例3]
(A)50モル%CsAlF4と50モル%Cs3AlF6の混合物 200.00g
(B)ポリビニルアルコール 1.00g
(C)増粘剤(商品名ケルザン、三晶(株)製) 1.00g
(D)精製水 191.04g
(E)2−プロピルアルコール 7.96g
(F)防かび剤(商品名ビオサイト800S、タイショーテクノス製) 0.80g
【0065】
[実施例4]
(A)50モル%のKAlF4と50モル%K3AlF6の混合物 200.00g
(B)ポリビニルアルコール 1.00g
(C)増粘剤(商品名ケルザン、三晶(株)製) 1.00g
(D)精製水 99.50g
(E)2−プロピルアルコール 99.50g
(F)防かび剤(商品名ビオサイト800S、タイショーテクノス製) 0g
【0066】
[実施例5]
(A)50モル%のKAlF4と50モル%K3AlF6の混合物 200.00g
(B)ポリビニルアルコール 1.00g
(C)増粘剤(商品名ケルザン、三晶(株)製) 1.00g
(D)精製水 99.50g
(E)2−プロピルアルコール 99.50g
(F)防かび剤(商品名ビオサイト800S、タイショーテクノス製) 0.80g
【0067】
[実施例6]
(A)50モル%CsAlF4と50モル%Cs3AlF6の混合物 200.00g
(B)ポリビニルアルコール 1.00g
(C)増粘剤(商品名ケルザン、三晶(株)製) 1.00g
(D)精製水 99.50g
(E)2−プロピルアルコール 99.50g
(F)防かび剤(商品名ビオサイト800S、タイショーテクノス製) 0.80g
【0068】
[実施例7]
(A)50モル%のKAlF4と50モル%K3AlF6の混合物 200.00g
(B)ポリビニルアルコール 1.00g
(C)増粘剤(商品名ケルザン、三晶(株)製) 2.00g
(D)精製水 191.04g
(E)2−プロピルアルコール 7.96g
(F)防かび剤(商品名ビオサイト800S、タイショーテクノス製) 0.80g
【0069】
[実施例8]
(A)50モル%のKAlF4と50モル%K3AlF6の混合物 300.38g
(B)ポリビニルアルコール 1.25g
(C)増粘剤(商品名ケルザン、三晶(株)製) 1.00g
(D)精製水 191.04g
(E)2−プロピルアルコール 7.96g
(F)防かび剤(商品名ビオサイト800S、タイショーテクノス製) 1.00g
【0070】
[実施例9]
(A)50モル%のKAlF4と50モル%K3AlF6の混合物 199.40g
(B)ポリビニルアルコール 0.40g
(C)増粘剤(商品名ケルザン、三晶(株)製) 1.00g
(D)精製水 191.04g
(E)2−プロピルアルコール 7.96g
(F)防かび剤(商品名ビオサイト800S、タイショーテクノス製) 0.80g
【0071】
[実施例10]
(A)50モル%のKAlF4と50モル%K3AlF6の混合物 201.01g
(B)ポリビニルアルコール 2.01g
(C)増粘剤(商品名ケルザン、三晶(株)製) 0.40g
(D)精製水 99.50g
(E)2−プロピルアルコール 99.50g
(F)防かび剤(商品名ビオサイト800S、タイショーテクノス製) 0.80g
【0072】
[実施例11]
(A)50モル%のKAlF4と50モル%K3AlF6の混合物 85.59g
(B)ポリビニルアルコール 0.71g
(C)増粘剤(商品名ケルザン、三晶(株)製) 0.40g
(D)精製水 99.50g
(E)2−プロピルアルコール 99.50g
(F)防かび剤(商品名ビオサイト800S、タイショーテクノス製) 0.57g
【0073】
[実施例12]
(A)50モル%のKAlF4と50モル%K3AlF6の混合物 200.00g
(B)ポリビニルアルコール 1.00g
(C)増粘剤(商品名ケルザン、三晶(株)製) 1.00g
(D)精製水 198.90g
(E)2−プロピルアルコール 0.10g
(F)防かび剤(商品名ビオサイト800S、タイショーテクノス製) 0.80g
【0074】
[実施例13]
(A)50モル%のKAlF4と50モル%K3AlF6の混合物 200.00g
(B)ポリビニルアルコール 1.00g
(C)増粘剤(商品名ケルザン、三晶(株)製) 1.00g
(D)精製水 199.00g
(E)2−プロピルアルコール 0g
(F)防かび剤(商品名ビオサイト800S、タイショーテクノス製) 0g
【0075】
[実施例14]
(A)50モル%のKAlF4と50モル%K3AlF6の混合物 200.00g
(B)ポリビニルアルコール 1.00g
(C)増粘剤(商品名ケルザン、三晶(株)製) 1.00g
(D)精製水 199.0g
(E)2−プロピルアルコール 0g
(F)防かび剤(商品名ビオサイト800S、タイショーテクノス製) 0.80g
【0076】
比較例1〜4は、フラックス組成物の組成を以下に示すように変更した以外は、実施例1と同様にして、フラックス組成物を製造し、評価した。以下の説明では、各実施例について組成のみを示す。組成は表1にも示した。
【0077】
[比較例1]
(A)50モル%のKAlF4と50モル%K3AlF6の混合物 0g
(B)ポリビニルアルコール 0.50g
(C)増粘剤(商品名ケルザン、三晶(株)製) 1.00g
(D)精製水 191.04g
(E)2−プロピルアルコール 7.96g
(F)防かび剤(商品名ビオサイト800S、タイショーテクノス製) 0.40g
【0078】
[比較例2]
(A)50モル%のKAlF4と50モル%K3AlF6の混合物 199.00g
(B)ポリビニルアルコール 0g
(C)増粘剤(商品名ケルザン、三晶(株)製) 1.00g
(D)精製水 159.20g
(E)2−プロピルアルコール 39.80g
(F)防かび剤(商品名ビオサイト800S、タイショーテクノス製) 0.80g
【0079】
[比較例3]
(A)50モル%のKAlF4と50モル%K3AlF6の混合物 200.00g
(B)ポリビニルアルコール 1.00g
(C)増粘剤(商品名ケルザン、三晶(株)製) 0g
(D)精製水 191.04g
(E)2−プロピルアルコール 7.96g
(F)防かび剤(商品名ビオサイト800S、タイショーテクノス製) 0.80g
【0080】
[比較例4]
(A)50モル%のCslF4と50モル%Cs3AlF6の混合物 200.00g
(B)ポリビニルアルコール 1.00g
(C)増粘剤(商品名ケルザン、三晶(株)製) 0g
(D)精製水 191.04g
(E)2−プロピルアルコール 7.96g
(F)防かび剤(商品名ビオサイト800S、タイショーテクノス製) 0.80g
【0081】
【表1】
【0082】
【表2】
【0083】
実施例および比較例の結果から、本発明のフラックス組成物は、保存安定性に優れ、かつその塗布性も高いことが明らかである。なお、実施例12〜14では、(4)ハジキ性の評価結果が、×となったが、実用的には問題ないレベルであった。
【産業上の利用可能性】
【0084】
本発明のフラックス組成物は、Mg除去フラックスを含み、保存安定性に優れ、かつ鋼板等に容易に塗布できるため、溶融溶接用フラックス組成物として有用である。中でも、本発明のフラックス組成物は、Mgを含むめっき鋼板の溶融溶接用フラックス組成物として、特に有用である。
【図面の簡単な説明】
【0085】
【図1】溶接性の試験を示す図
【符号の説明】
【0086】
1 サンプル
2 丸棒体
3 ボス溶接する方向を示す矢印
4 溶接ビード
5 熱影響部
【特許請求の範囲】
【請求項1】
(A)Mg成分を除去する作用を有するフラックスと、(B)水溶性有機樹脂と、(C)増粘剤と、(D)水とを含む、フラックス組成物。
【請求項2】
前記フラックス組成物は、(E)水溶性有機溶剤をさらに含む、請求項1記載のフラックス組成物。
【請求項3】
前記フラックス組成物は、(F)防かび剤をさらに含む、請求項1または2記載のフラックス組成物。
【請求項4】
前記(A)フラックスの含有量は、前記組成物中1〜80質量%であり、前記(B)水溶性有機樹脂の含有量は、前記組成物中0.01〜20質量%である、請求項1記載のフラックス組成物。
【請求項5】
前記(E)水溶性有機溶剤は、前記(D)水と前記(E)水溶性有機溶剤の合計量中、0.5〜55質量%である、請求項2記載のフラックス組成物。
【請求項6】
前記(C)増粘剤の含有量は、前記(B)水溶性有機樹脂と前記(D)水との合計量に対して0.1〜1.5質量%である、請求項1記載のフラックス組成物。
【請求項7】
前記(C)増粘剤の含有量は、前記(B)水溶性有機樹脂と前記(D)水と前記(E)水溶性有機溶剤との合計量に対して0.1〜1.5質量%である、請求項2記載のフラックス組成物。
【請求項8】
前記(F)防かび剤の含有量は、前記組成物中0.03質量%以上である、請求項3記載のフラックス組成物。
【請求項9】
前記(A)フラックスは、フッ化アルミン酸化合物である、請求項1記載のフラックス組成物。
【請求項10】
前記(A)フラックスは、KAlF4とK3AlF6を含む混合物、またはCsAlF4とCs3AlF6を含む混合物である、請求項1記載のフラックス組成物。
【請求項11】
前記(C)増粘剤は、微生物発酵法により製造される天然水溶性高分子である、請求項1記載のフラックス組成物。
【請求項1】
(A)Mg成分を除去する作用を有するフラックスと、(B)水溶性有機樹脂と、(C)増粘剤と、(D)水とを含む、フラックス組成物。
【請求項2】
前記フラックス組成物は、(E)水溶性有機溶剤をさらに含む、請求項1記載のフラックス組成物。
【請求項3】
前記フラックス組成物は、(F)防かび剤をさらに含む、請求項1または2記載のフラックス組成物。
【請求項4】
前記(A)フラックスの含有量は、前記組成物中1〜80質量%であり、前記(B)水溶性有機樹脂の含有量は、前記組成物中0.01〜20質量%である、請求項1記載のフラックス組成物。
【請求項5】
前記(E)水溶性有機溶剤は、前記(D)水と前記(E)水溶性有機溶剤の合計量中、0.5〜55質量%である、請求項2記載のフラックス組成物。
【請求項6】
前記(C)増粘剤の含有量は、前記(B)水溶性有機樹脂と前記(D)水との合計量に対して0.1〜1.5質量%である、請求項1記載のフラックス組成物。
【請求項7】
前記(C)増粘剤の含有量は、前記(B)水溶性有機樹脂と前記(D)水と前記(E)水溶性有機溶剤との合計量に対して0.1〜1.5質量%である、請求項2記載のフラックス組成物。
【請求項8】
前記(F)防かび剤の含有量は、前記組成物中0.03質量%以上である、請求項3記載のフラックス組成物。
【請求項9】
前記(A)フラックスは、フッ化アルミン酸化合物である、請求項1記載のフラックス組成物。
【請求項10】
前記(A)フラックスは、KAlF4とK3AlF6を含む混合物、またはCsAlF4とCs3AlF6を含む混合物である、請求項1記載のフラックス組成物。
【請求項11】
前記(C)増粘剤は、微生物発酵法により製造される天然水溶性高分子である、請求項1記載のフラックス組成物。
【図1】

【公開番号】特開2009−220174(P2009−220174A)
【公開日】平成21年10月1日(2009.10.1)
【国際特許分類】
【出願番号】特願2008−154572(P2008−154572)
【出願日】平成20年6月12日(2008.6.12)
【出願人】(000004581)日新製鋼株式会社 (1,178)
【Fターム(参考)】
【公開日】平成21年10月1日(2009.10.1)
【国際特許分類】
【出願日】平成20年6月12日(2008.6.12)
【出願人】(000004581)日新製鋼株式会社 (1,178)
【Fターム(参考)】
[ Back to top ]