
フラットシールドケーブル及びその製造方法
【課題】 材料費を安価にすることができ、かつ気温差に関係なく安定したシールドテープ成形状態を維持でき、安価で品質の安定したフラットシールドケーブルを提供する。
【解決手段】 複数の信号線とドレイン線とを互いに並置し、これらをシールドテープで被覆した上にさらに絶縁性シースで被覆してなるフラットシールドケーブルにおいて、該シールドテープの被覆が、接着剤層を介在させることなく、超音波溶接により形成されていることを特徴とするフラットシールドケーブル。
【解決手段】 複数の信号線とドレイン線とを互いに並置し、これらをシールドテープで被覆した上にさらに絶縁性シースで被覆してなるフラットシールドケーブルにおいて、該シールドテープの被覆が、接着剤層を介在させることなく、超音波溶接により形成されていることを特徴とするフラットシールドケーブル。
【発明の詳細な説明】
【0001】
【発明の属する技術分野】本発明は、フラットシールドケーブルに関し、特にシールドテープによる被覆の形成に関するものである。
【0002】
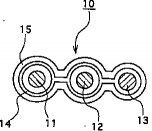
【従来の技術】自動車においてフラットシールドケーブルが多く使用されている。フラットシールドケーブルの構成例を図1に断面図で示す。図中、10がシールドケーブルである。このシールドケーブル10は、信号線11、12とドレイン線13を有し、これらの周囲にシールドテープ14が被覆され、さらにその周囲に絶縁性シース15が被覆され、全体としてフラットな構造となっている。
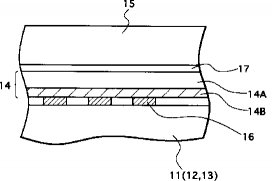
【0003】このような構造のシールドケーブル10において、シールドテープ14と信号線11、12あるいはドレイン線13との被覆形態は図2のようになっていた。即ち、ポリエステルフィルムなどからなる補強層14Aの上にCu等の金属箔14Bを設けて形成されるシールドテープ14の片面に接着剤層16をゼブラ状に設け、ローラー等により、加熱及び加圧を行いながら、各要素11〜13と断面メガネ状にかつ一定線間ピッチにシールドテープ14を成形し、熱融着させていた。なお、図2において17はシールドテープ14と絶縁性シース15を接着させる接着剤層である。
【0004】しかしながら、上記従来のフラットシールドケーブルでは、シールドテープの被覆を形成する際に、接着剤を用いていたため、材料費が高くなり、製造コストの上昇を招いていた。また、加熱及び加圧によりシールドテープの被覆を形成する方式は、夏場と冬場等の気温差により、加熱温度にバラツキが生じるため、シールドテープ成形状態にムラがでる、即ち、融着している部分と融着していない部分が生じる、といった問題があった。
【0005】
【発明が解決しようとする課題】本発明は、このような従来技術の問題点を解消し、材料費を安価にすることができ、かつ気温差に関係なく安定したシールドテープ成形状態を維持でき、安価で品質の安定したフラットシールドケーブルを提供することをその課題とする。
【0006】
【課題を解決するための手段】本発明によれば、上記課題を解決するため、複数の信号線とドレイン線とを互いに並置し、これらをシールドテープで被覆した上にさらに絶縁性シースで被覆してなるフラットシールドケーブルにおいて、該シールドテープの被覆が、接着剤層を介在させることなく、超音波溶接により形成されていることを特徴とするフラットシールドケーブルが提供される。また、本発明によれば、上記構成において、前記フラットシールドケーブルの端部に圧接コネクタ又は圧着端子が適用されるフラットシールドケーブルが提供される。また、本発明によれば、上記構成において、前記フラットシールドケーブルが自動車用シールド線であることを特徴とするフラットシールドケーブルが提供される。さらに、本発明によれば、複数の信号線とドレイン線とを互いに並置し、これらをシールドテープで被覆した上にさらに絶縁性シースで被覆してなるフラットシールドケーブルを製造する方法において、複数の信号線とドレイン線とを互いに並置したものの周囲に、接着剤層を介在させることなく、シールドテープをあてがい、超音波溶接により該被覆の形成を行う工程を含むことを特徴とするフラットシールドケーブルの製造方法が提供される。
【0007】
【発明の実施の形態】以下に、本発明の実施の形態を実施例により説明する。本発明に従うフラットシールドケーブルは、自動車において特に好ましく使用されるもので、その端部に圧接コネクタ又は圧着端子が適用されるタイプのものである。本発明に従うフラットシールドケーブルは、図1及び図2に示すものにおいて、接着剤層16を介在させる代わりに、超音波接合により、シールドテープ14を信号線11、12、ドレイン線13に密着させてその被覆を形成したものである。即ち、本発明に従うフラットシールドケーブル10は、信号線11、12とドレイン線13を有し、これらの要素11〜13は互いに平行に並置されている。要素11〜13は共通のシールドテープ14で被覆されており、このシールドテープ14の外周は絶縁性シース15で覆われており、全体として、フラットな構造を有している。そしてシールドテープ14は、超音波溶接により、断面メガネ状にかつ一定線間ピッチに成形され、要素11〜13に接合されている。シールドテープ14と絶縁性シース15は従来のと同様の方法で接着することができる。本発明において、シールドテープ14としては、シールド効果に優れ、テープ融着力が大きく(剥がれにくい)、テープ引張強度が大きい(破れにくい)ものが好ましく、例えば銅コートポリエステルテープ、アルミニウムコートポリエステルテープ等の金属被覆合成樹脂テープが使用される。該テープ幅は5〜200mm、でその金属被覆層の厚さは8〜16μmである。絶縁性シース15には、PVC、ポリオレフィン系樹脂などの絶縁性材料が使用される。
【0008】ここで超音波溶接によるシールドテープ成形について述べる。「超音波溶接」とは、被接合対象物(金属、合金)を挟み込み、適度な圧力を加えながら、局部的に超音波振動エネルギーを被接合対象物に平行に与えることにより接合を達成するものである。このように超音波振動エネルギーを付与すると、圧縮変形と振動によるすべり移動によって、接合すべき部位の酸化被膜が破壊除去されて洗浄面同士が接触するとともに、弾性変形や塑性変形を起こしてつぶされ、両金属の距離がきわめて接近して原子間の吸引力が働き、摩擦熱による境界面の温度上昇がこれを助けて、金属間の接合ができる。
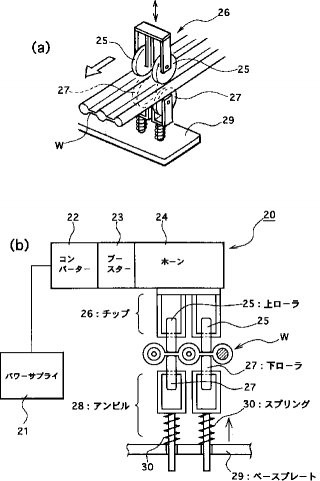
【0009】図3(a)及び(b)はそれぞれ超音波溶接によるシールドテープの成形の様子を示す斜視図及び正面図である。図中20は超音波溶接機であり、パワーサプライ21、コンバーター22、ブースター23、ホーン24、上ローラ25、チップ26、下ローラ27、アンビル28、ベースプレート29、スプリング30からなる。なお、図中Wはワーク、即ち被接合対象物である。パワーサプライ21は、周波数50/60Hzの電気信号を大きな周波数(例えば20kHz、40kHz)の電気信号の周波数に変換して発振する。コンバーター22は、パワーサプライ21からの電気信号を圧電素子により機械振動に変換する。ブースター23は、機械的振幅変換器であり、ホーン24の先端へ最適の振幅の機械振動を供給するものである。ホーン24は共振体であり、チップ26、従って上ローラ25に超音波を伝達する。上ローラ25は支持枠体に回転自在に支持されるとともに、ワークWに超音波振動を付与する。アンビル28はワークWの支持台であり、そこでは支持枠体に回転自在に支持された下ローラ27がスプリング30による押力で上側に付勢され、ワークWに適度な圧力を加える。なお、上ローラ25及び下ローラ27のローラ幅は、信号線間あるいは信号線とドレイン線との間のピッチに応じた値に設定する。ローラ材質は鋼材等を使用することができる。
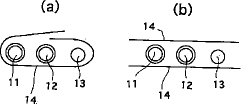
【0010】超音波溶接を行う前のワークWの状態は、例えば図4の(a)あるいは(b)のようになっている。図3の装置では図4(a)のようにする。図4(b)のような形態で超音波溶接を行う場合には、上ローラ及び下ローラをそれぞれ4個並設したものを用いる。ワークWをアンビル28にセットし、下ローラ27でワークWに適度な圧力を加えながら、上ローラ25より超音波を付与する。このとき、ワークWは適当な速度で矢印方向に移動させる。これにより、接着剤を用いずに、シールドテープの被覆が形成される。
【0011】
【発明の効果】本発明によれば、前記構成を採用したので、接着剤を用いることなくシールドテープの被覆が形成できるので、材料費を安価にすることができ、ひいてはより安価なフラットシールドケーブルの提供が可能となる。また、気温差に関係なく安定した品質のフラットシールドケーブルの提供が可能となる。
【図面の簡単な説明】
【図1】フラットシールドケーブルの構造を示す断面図である。
【図2】シールドテープの被覆の説明断面図である。
【図3】(a)及び(b)はそれぞれ超音波溶接によるシールドテープの成形の様子を示す斜視図及び正面図である。
【図4】(a)及び(b)は超音波溶接前のワークWの状態を示す図である。
【符号の説明】
10 フラットシールドケーブル
11、12 信号線
13 ドレイン線
14 シールド層
15 絶縁性シース
20 超音波溶接機
21 パワーサプライ
22 コンバーター
23 ブースター
24 ホーン
25 上ローラ
26 チップ
27 下ローラ
28 アンビル
29 ベースプレート
30 スプリング
W ワーク
【0001】
【発明の属する技術分野】本発明は、フラットシールドケーブルに関し、特にシールドテープによる被覆の形成に関するものである。
【0002】
【従来の技術】自動車においてフラットシールドケーブルが多く使用されている。フラットシールドケーブルの構成例を図1に断面図で示す。図中、10がシールドケーブルである。このシールドケーブル10は、信号線11、12とドレイン線13を有し、これらの周囲にシールドテープ14が被覆され、さらにその周囲に絶縁性シース15が被覆され、全体としてフラットな構造となっている。
【0003】このような構造のシールドケーブル10において、シールドテープ14と信号線11、12あるいはドレイン線13との被覆形態は図2のようになっていた。即ち、ポリエステルフィルムなどからなる補強層14Aの上にCu等の金属箔14Bを設けて形成されるシールドテープ14の片面に接着剤層16をゼブラ状に設け、ローラー等により、加熱及び加圧を行いながら、各要素11〜13と断面メガネ状にかつ一定線間ピッチにシールドテープ14を成形し、熱融着させていた。なお、図2において17はシールドテープ14と絶縁性シース15を接着させる接着剤層である。
【0004】しかしながら、上記従来のフラットシールドケーブルでは、シールドテープの被覆を形成する際に、接着剤を用いていたため、材料費が高くなり、製造コストの上昇を招いていた。また、加熱及び加圧によりシールドテープの被覆を形成する方式は、夏場と冬場等の気温差により、加熱温度にバラツキが生じるため、シールドテープ成形状態にムラがでる、即ち、融着している部分と融着していない部分が生じる、といった問題があった。
【0005】
【発明が解決しようとする課題】本発明は、このような従来技術の問題点を解消し、材料費を安価にすることができ、かつ気温差に関係なく安定したシールドテープ成形状態を維持でき、安価で品質の安定したフラットシールドケーブルを提供することをその課題とする。
【0006】
【課題を解決するための手段】本発明によれば、上記課題を解決するため、複数の信号線とドレイン線とを互いに並置し、これらをシールドテープで被覆した上にさらに絶縁性シースで被覆してなるフラットシールドケーブルにおいて、該シールドテープの被覆が、接着剤層を介在させることなく、超音波溶接により形成されていることを特徴とするフラットシールドケーブルが提供される。また、本発明によれば、上記構成において、前記フラットシールドケーブルの端部に圧接コネクタ又は圧着端子が適用されるフラットシールドケーブルが提供される。また、本発明によれば、上記構成において、前記フラットシールドケーブルが自動車用シールド線であることを特徴とするフラットシールドケーブルが提供される。さらに、本発明によれば、複数の信号線とドレイン線とを互いに並置し、これらをシールドテープで被覆した上にさらに絶縁性シースで被覆してなるフラットシールドケーブルを製造する方法において、複数の信号線とドレイン線とを互いに並置したものの周囲に、接着剤層を介在させることなく、シールドテープをあてがい、超音波溶接により該被覆の形成を行う工程を含むことを特徴とするフラットシールドケーブルの製造方法が提供される。
【0007】
【発明の実施の形態】以下に、本発明の実施の形態を実施例により説明する。本発明に従うフラットシールドケーブルは、自動車において特に好ましく使用されるもので、その端部に圧接コネクタ又は圧着端子が適用されるタイプのものである。本発明に従うフラットシールドケーブルは、図1及び図2に示すものにおいて、接着剤層16を介在させる代わりに、超音波接合により、シールドテープ14を信号線11、12、ドレイン線13に密着させてその被覆を形成したものである。即ち、本発明に従うフラットシールドケーブル10は、信号線11、12とドレイン線13を有し、これらの要素11〜13は互いに平行に並置されている。要素11〜13は共通のシールドテープ14で被覆されており、このシールドテープ14の外周は絶縁性シース15で覆われており、全体として、フラットな構造を有している。そしてシールドテープ14は、超音波溶接により、断面メガネ状にかつ一定線間ピッチに成形され、要素11〜13に接合されている。シールドテープ14と絶縁性シース15は従来のと同様の方法で接着することができる。本発明において、シールドテープ14としては、シールド効果に優れ、テープ融着力が大きく(剥がれにくい)、テープ引張強度が大きい(破れにくい)ものが好ましく、例えば銅コートポリエステルテープ、アルミニウムコートポリエステルテープ等の金属被覆合成樹脂テープが使用される。該テープ幅は5〜200mm、でその金属被覆層の厚さは8〜16μmである。絶縁性シース15には、PVC、ポリオレフィン系樹脂などの絶縁性材料が使用される。
【0008】ここで超音波溶接によるシールドテープ成形について述べる。「超音波溶接」とは、被接合対象物(金属、合金)を挟み込み、適度な圧力を加えながら、局部的に超音波振動エネルギーを被接合対象物に平行に与えることにより接合を達成するものである。このように超音波振動エネルギーを付与すると、圧縮変形と振動によるすべり移動によって、接合すべき部位の酸化被膜が破壊除去されて洗浄面同士が接触するとともに、弾性変形や塑性変形を起こしてつぶされ、両金属の距離がきわめて接近して原子間の吸引力が働き、摩擦熱による境界面の温度上昇がこれを助けて、金属間の接合ができる。
【0009】図3(a)及び(b)はそれぞれ超音波溶接によるシールドテープの成形の様子を示す斜視図及び正面図である。図中20は超音波溶接機であり、パワーサプライ21、コンバーター22、ブースター23、ホーン24、上ローラ25、チップ26、下ローラ27、アンビル28、ベースプレート29、スプリング30からなる。なお、図中Wはワーク、即ち被接合対象物である。パワーサプライ21は、周波数50/60Hzの電気信号を大きな周波数(例えば20kHz、40kHz)の電気信号の周波数に変換して発振する。コンバーター22は、パワーサプライ21からの電気信号を圧電素子により機械振動に変換する。ブースター23は、機械的振幅変換器であり、ホーン24の先端へ最適の振幅の機械振動を供給するものである。ホーン24は共振体であり、チップ26、従って上ローラ25に超音波を伝達する。上ローラ25は支持枠体に回転自在に支持されるとともに、ワークWに超音波振動を付与する。アンビル28はワークWの支持台であり、そこでは支持枠体に回転自在に支持された下ローラ27がスプリング30による押力で上側に付勢され、ワークWに適度な圧力を加える。なお、上ローラ25及び下ローラ27のローラ幅は、信号線間あるいは信号線とドレイン線との間のピッチに応じた値に設定する。ローラ材質は鋼材等を使用することができる。
【0010】超音波溶接を行う前のワークWの状態は、例えば図4の(a)あるいは(b)のようになっている。図3の装置では図4(a)のようにする。図4(b)のような形態で超音波溶接を行う場合には、上ローラ及び下ローラをそれぞれ4個並設したものを用いる。ワークWをアンビル28にセットし、下ローラ27でワークWに適度な圧力を加えながら、上ローラ25より超音波を付与する。このとき、ワークWは適当な速度で矢印方向に移動させる。これにより、接着剤を用いずに、シールドテープの被覆が形成される。
【0011】
【発明の効果】本発明によれば、前記構成を採用したので、接着剤を用いることなくシールドテープの被覆が形成できるので、材料費を安価にすることができ、ひいてはより安価なフラットシールドケーブルの提供が可能となる。また、気温差に関係なく安定した品質のフラットシールドケーブルの提供が可能となる。
【図面の簡単な説明】
【図1】フラットシールドケーブルの構造を示す断面図である。
【図2】シールドテープの被覆の説明断面図である。
【図3】(a)及び(b)はそれぞれ超音波溶接によるシールドテープの成形の様子を示す斜視図及び正面図である。
【図4】(a)及び(b)は超音波溶接前のワークWの状態を示す図である。
【符号の説明】
10 フラットシールドケーブル
11、12 信号線
13 ドレイン線
14 シールド層
15 絶縁性シース
20 超音波溶接機
21 パワーサプライ
22 コンバーター
23 ブースター
24 ホーン
25 上ローラ
26 チップ
27 下ローラ
28 アンビル
29 ベースプレート
30 スプリング
W ワーク
【特許請求の範囲】
【請求項1】 複数の信号線とドレイン線とを互いに並置し、これらをシールドテープで被覆した上にさらに絶縁性シースで被覆してなるフラットシールドケーブルにおいて、該シールドテープの被覆が、接着剤層を介在させることなく、超音波溶接により形成されていることを特徴とするフラットシールドケーブル。
【請求項2】 前記フラットシールドケーブルの端部に圧接コネクタ又は圧着端子が適用される請求項1に記載のフラットシールドケーブル。
【請求項3】 前記フラットシールドケーブルが自動車用シールド線であることを特徴とする請求項1又は2に記載のフラットシールドケーブル。
【請求項4】 複数の信号線とドレイン線とを互いに並置し、これらをシールドテープで被覆した上にさらに絶縁性シースで被覆してなるフラットシールドケーブルを製造する方法において、複数の信号線とドレイン線とを互いに並置したものの周囲に、接着剤層を介在させることなく、シールドテープをあてがい、超音波溶接により該被覆の形成を行う工程を含むことを特徴とするフラットシールドケーブルの製造方法。
【請求項1】 複数の信号線とドレイン線とを互いに並置し、これらをシールドテープで被覆した上にさらに絶縁性シースで被覆してなるフラットシールドケーブルにおいて、該シールドテープの被覆が、接着剤層を介在させることなく、超音波溶接により形成されていることを特徴とするフラットシールドケーブル。
【請求項2】 前記フラットシールドケーブルの端部に圧接コネクタ又は圧着端子が適用される請求項1に記載のフラットシールドケーブル。
【請求項3】 前記フラットシールドケーブルが自動車用シールド線であることを特徴とする請求項1又は2に記載のフラットシールドケーブル。
【請求項4】 複数の信号線とドレイン線とを互いに並置し、これらをシールドテープで被覆した上にさらに絶縁性シースで被覆してなるフラットシールドケーブルを製造する方法において、複数の信号線とドレイン線とを互いに並置したものの周囲に、接着剤層を介在させることなく、シールドテープをあてがい、超音波溶接により該被覆の形成を行う工程を含むことを特徴とするフラットシールドケーブルの製造方法。
【図1】


【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2000−331544(P2000−331544A)
【公開日】平成12年11月30日(2000.11.30)
【国際特許分類】
【出願番号】特願平11−141980
【出願日】平成11年5月21日(1999.5.21)
【出願人】(395011665)株式会社ハーネス総合技術研究所 (2,668)
【出願人】(000183406)住友電装株式会社 (6,135)
【出願人】(000002130)住友電気工業株式会社 (12,747)
【Fターム(参考)】
【公開日】平成12年11月30日(2000.11.30)
【国際特許分類】
【出願日】平成11年5月21日(1999.5.21)
【出願人】(395011665)株式会社ハーネス総合技術研究所 (2,668)
【出願人】(000183406)住友電装株式会社 (6,135)
【出願人】(000002130)住友電気工業株式会社 (12,747)
【Fターム(参考)】
[ Back to top ]