
フラップ付き易開封性包装材料および包装体
【課題】 包装体の菓子類を消費する際に、開封後に机上に放置しても、内容物がこぼれたりしにくい包装材料等を提供する
【解決手段】 基材層と熱接着性樹脂層とを有する積層フィルムで構成され、積層フィルムの周縁部の少なくとも一方が開放されている包装材料であって、内容物を収納する本体部と、本体部に設けられた開封口と、開封口を覆う略平面状のフラップとを備え、フラップは、本体部への接続端となる一方の端部と、開封用つまみ端となる他方の端部とを有し、一方の端部は、その両側部の少なくとも一方が、フラップの開封方向の一定長さにわたって本体部に熱接着されており、かつフラップは、開封口に沿った他方の端部の近傍部分において、本体部に易開封性に接着されている。
【解決手段】 基材層と熱接着性樹脂層とを有する積層フィルムで構成され、積層フィルムの周縁部の少なくとも一方が開放されている包装材料であって、内容物を収納する本体部と、本体部に設けられた開封口と、開封口を覆う略平面状のフラップとを備え、フラップは、本体部への接続端となる一方の端部と、開封用つまみ端となる他方の端部とを有し、一方の端部は、その両側部の少なくとも一方が、フラップの開封方向の一定長さにわたって本体部に熱接着されており、かつフラップは、開封口に沿った他方の端部の近傍部分において、本体部に易開封性に接着されている。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、プラスチックフィルム製の包装材料およびそれを用いた包装体に関し、具体的には、あられや豆類、スナック菓子類等のように、比較的少量ずつ包装体から取り出されて消費される商品の包装に適する包装材料およびそれを用いた包装体に関する。
【背景技術】
【0002】
スナック菓子類のごとき商品に関し、一般消費者向けに小分けされたプラスチックフィルムを用いた包装では、包装体に必要とされる容量が比較的小さいことや包装工程が比較的簡単なことから、通常の四方シール袋や三方シール袋が使用されることが多い。しかし、このような包装体では、いったん包装体の上部を裂いて開封した後に机上等に放置されると、内容物が包装体の開封口から容易にこぼれやすい。
【0003】
また、紙封筒類等の包装に用いられるプラスチックフィルム製包装材料では、包装材料の開封口の表面フィルムを開封口から上部に伸ばしたフラップを構成し、このフラップを開封口を蓋で覆うように曲げてからフラップの端部を接着することで、開封口に封をする形態も知られている。さらに、いったん開封した後に再封できるよう工夫されたものも開示されている(例えば、特許文献1参照)。このような包装材料は、密封性の悪さからスナック菓子類等の包装には用いられていないが、仮にスナック菓子類を包装したとしても、開封された状態のまま机上に放置されれば、やはり内容物がこぼれやすいのは上記と同様である。
【特許文献1】特開2003−341694
【発明の開示】
【発明が解決しようとする課題】
【0004】
本発明は、消費者が包装体のスナック菓子類等を消費する際に、開封後にそのまま机上等に放置したとしても、内容物がこぼれたり、飛び出したりしにくい包装材料およびそれを用いた包装体を提供することを課題とする。
【課題を解決するための手段】
【0005】
本発明の第1は、少なくとも基材層と熱接着性樹脂層とを有する積層フィルムで構成され、前記積層フィルムの周縁部の少なくとも一方が開放されている包装材料であって、内容物を収納する本体部と、前記本体部に設けられた開封口と、前記開封口を覆う略平面状のフラップとを備え、前記フラップは、前記本体部への接続端となる一方の端部と、開封用つまみ端となる他方の端部とを有し、前記一方の端部は、その両側部の少なくとも一方が、前記フラップの開封方向の一定長さにわたって前記本体部に熱接着されており、かつ前記フラップは、前記開封口に沿った前記他方の端部の近傍部分において、前記本体部に易開封性に接着されていることを特徴とする包装材料である。
【0006】
本発明の第2は、少なくとも基材層と熱接着性樹脂層とを有する積層フィルムで構成され、前記積層フィルムの周縁部の一方が開放されている包装材料であって、内容物を収納する本体部と、前記本体部に設けられた開封口と、前記開封口を覆う略平面状のフラップとを備え、前記フラップは、前記本体部への接続端となる一方の端部と、開封用つまみ端となる他方の端部とを有し、前記一方の端部は、その両側部が、前記フラップの開封方向の一定長さにわたって前記本体部に熱接着されており、かつ前記フラップは、前記開封口に沿った前記他方の端部の近傍部分において、前記本体部に易開封性に接着されていることを特徴とする包装材料である。
【0007】
本発明の第3は、少なくとも基材層と熱接着性樹脂層とを有する積層フィルムで構成され、前記積層フィルムの周縁部の一方が開放されている包装材料であって、内容物を収納する本体部と、前記本体部に設けられた開封口と、前記開封口を覆う略平面状のフラップとを備え、前記フラップは、前記本体部への接続端となる一方の端部と、開封用つまみ端となる他方の端部とを有し、前記一方の端部は、その両側部の一方が、前記フラップの開封方向の一定長さにわたって前記本体部に熱接着され、他方が前記周縁部の一方に対応して開放されており、かつ前記フラップは、前記開封口に沿った前記他方の端部の近傍部分において、前記本体部に易開封性に接着されていることを特徴とする包装材料である。
【0008】
ここで、前記一定長さが、5mm以上であることは好ましい。また、前記積層フィルムが、前記基材層に対して前記熱接着性樹脂層と反対側に、前記熱接着性樹脂層と接着した場合に易開封性となるシーラブル層をさらに設けたものであることは好ましい。また、前記積層フィルムが、前記の易開封性の接着部分に、易開封性ヒートシール成分樹脂またはホットメルト型の樹脂を部分コーティングしたものであることは好ましい。また、前記積層フィルムの熱接着性樹脂層が、前記基材層と接着した場合に易開封性となるイージーピールシーラント層であることは好ましい。また、前記易開封性の接着強度が、1N/15mm幅以上20N/15mm幅以下であることは好ましい。
【0009】
本発明の第4は、少なくとも基材層と熱接着性樹脂層とを有する積層フィルムで内容物が密封包装された包装体であって、前記内容物を収納する本体部と、前記本体部に設けられた開封口と、前記開封口を覆う略平面状のフラップとを備え、前記フラップは、前記本体部への接続端となる一方の端部と、開封用つまみ端となる他方の端部とを有し、前記一方の端部は、その両側部が、前記フラップの開封方向の一定長さにわたって前記本体部に熱接着されており、かつ前記フラップは、前記開封口に沿った前記他方の端部の近傍部分において、前記本体部に易開封性に接着されていることを特徴とする包装体である。
【0010】
発明の第5は、少なくとも基材層と熱接着性樹脂層とを有する積層フィルムを用い、表面フィルムと裏面フィルムとを前記熱接着性樹脂層を内側にして構成された本体部に内容物を密封充填可能な包装材料の製造方法であって、前記本体部の開封口を覆う略平面上のフラップと前記表面フィルムとを、前記フラップの熱接着性樹脂層と前記表面フィルムの基材層とが接するように一部を重ね合わせ、前記重ね合わされた部分を密封可能で易開封性に熱接着し、次いで、前記表面フィルムと前記フラップとに合わせて裏面フィルムが重ね合わされた状態で、前記内容物を充填するための開放部分と前記開封口部分とを残して、前記裏面フィルムの外周縁部を前記表面フィルムと前記フラップに密封可能に熱接着する易開封性包装材料の製造方法である。
【0011】
発明の第6は、少なくとも基材層と熱接着性樹脂層とを有する積層フィルムを用い、表面フィルムと裏面フィルムとを前記熱接着性樹脂層を内側にして構成された本体部に内容物を充填して密封した包装体の製造方法であって、前記本体部の開封口を覆う略平面上のフラップと前記表面フィルムとを、前記フラップの熱接着性樹脂層と前記表面フィルムの基材層とが接するように一部を重ね合わせ、前記重ね合わされた部分を密封可能で易開封性に熱接着し、次いで、前記表面フィルムと前記フラップとに合わせて裏面フィルムが重ね合わされた状態で、前記内容物を充填するための開放部分と前記開封口部分とを残して、前記裏面フィルムの外周縁部を前記表面フィルムと前記フラップに密封可能に熱接着し、次いで、前記開放部分から前記内容物を充填し、しかるのち前記開放部分を前記開封口部分を残して熱接着して密封する易開封性包装体の製造方法である。
【発明の効果】
【0012】
包装体を開封後にそのまま机上等に放置しても、内容物がこぼれたり、飛び出したりしない。包装体において内容物を密封状態に保つことができる。従来と同様の比較的簡単な製造工程で包装材料または包装体の製造を行うことができる。
【発明を実施するための最良の形態】
【0013】
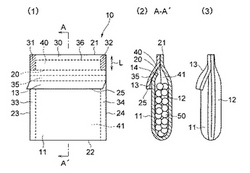
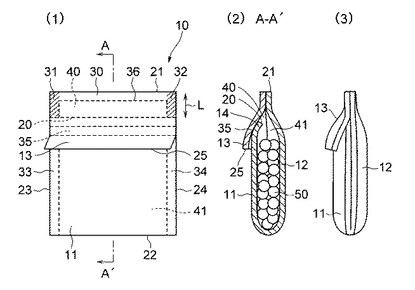
本発明の実施の形態について、図面を用いて具体的に説明する。図1は、三方シール型の包装体の例を示した図であり、(1)正面図、(2)A−A’断面矢視図、(3)右側面図である。なお、説明の便宜上、上下方向は図面に向かって図面の面内方向の上下を意味するものとする。また、左右方向は図面に向かって面内方向の左右を意味するものとする。
【0014】
包装体10は、少なくと基材層と熱接着性樹脂層とが積層された積層フィルムを用いて構成される。この積層フィルムの詳細は後述する。包装体10は、基材層が外側で熱接着性樹脂層が内側となるように、下端22で折り畳まれた表面フィルム11と裏面フィルム12と、やはり熱接着性樹脂層が包装体10に接する側となるように配置されたフラップ13とからなる包装材料の周縁部が熱接着され、内容物50が密封充填されて構成されている。
【0015】
ここで、裏面フィルム12は、包装体10の上端21から下端22まで達している。一方、表面フィルム11の下端22は裏面フィルム12と同様であるが、表面フィルム11の上端20は、包装体10の上部熱接着部分30の下端36から下側に設けられた開封口40のさらに下側に位置しているにすぎない。このように表面フィルム11の上端20と裏面フィルム12の上端21の位置に段差をつけることにより、段差部分に開封口40を設けている。表面フィルム11と裏面フィルム12は、左右の両側部33と34で互いに密封可能で難開封性に熱接着されて、内容物を充填するための空間41を有する袋状の本体部分を構成する。
【0016】
フラップ13は、ほぼ平面状で、上端が包装体10の上端21と同じ位置にあり、開封口40の全体を覆って、さらに下側の易開封性接着部分35を介して、非接着の開封用つまみとなる下端25に至る。フラップ13は、上部が熱接着部分30で裏面フィルム12に密封可能で難開封性に熱接着されており、また、フラップ13の両側部31、32(斜線を付して示した)は、上端21から表面フィルム11の上端20までの部分(長さL)が、裏面フィルム12と密封可能で難開封性に熱接着されて構成されている。これにより、包装体とした場合に内容物を密封包装することが可能となる。また、包装体を開封後に机上などに放置しても、フラップの弾性により自然に蓋が閉まった状態となり、その結果、内容物がこぼれにくくなる。
【0017】
なお、両側部31、32の長さLは、図1のように上部に熱接着部分30がある包装体では、熱接着部分30の高さと開封口40の高さの和となる。後述するような上部に熱接着部分を有さない包装体では、長さLは開封口40の高さそのものとなる。長さLは、5mm以上とするのが好ましい。5mm以上で、包装体の開封時にフラップの弾性により内容物が包装体からこぼれにくくなる。より好ましくは1cm以上であり、さらに好ましくは2cm以上である。
【0018】
ここで、図1に示したように、包装体10の上端21に近い部分に開封口40が位置するように設定しても良いし、開封口40が包装体の上下方向の中央付近にくるように設定しても良い。また、場合によっては開封口40が包装体10の下部に位置するように長さLを設定することもできる。従って、長さLの上限は、包装体の全高さから開封用つまみ部分と易開封性接着部分の高さを減じた長さとなる。
【0019】
フラップ13は、開封口40の下側近傍に左右方向に帯状に設けられた易開封性の接着部分35で、表面フィルム11の表面に密封可能に接着されている。これにより、包装体の状態では内容物を密封できると共に、開封時には容易に手指で包装体10を開封することが可能となる。ここで、易開封性であるためには、後述する測定方法により測定されたヒートシール強度が、1N/15mm幅以上20N/15mm幅以下であるのが好ましい。より好ましくは、2N/15mm幅以上15N/15mm幅以下である。
【0020】
フラップ13の易開封性の接着部分35は、開封口40とフラップ13の下端25との間に設けられているが、その上下方向の位置は、表面フィルム11の上端20よりやや下側であって、フラップの下端25よりやや上側となるようにする。このように上端20や下端25から一定間隔を持たせることで、フラップ13が開封口となる部分で裏面フィルム12と接着したり、開封時のつまみ代が無くなったりしないようにしている。
【0021】
なお、図1では、フラップ13の下端25は直線的であるが、包装体を開封しやすいようにV字型やU字型のように変型させても良い。また、易開封性接着部分35も直接的な帯状でなくともよく、より開封性が良くなるようにV字型やU字型にしても良い。特にV字型にすると開封の際の力が無駄なく易開封性接着部分にかかるため好ましい。さらに、表面フィルム11の上端20も図1のように直線的でなくともよく、内容物が取り出しやすいようにV字型やU字型にカットするのは好ましい。
【0022】
また、図1では、フラップ13に係わる両側部31または32の幅は、表面フィルム11と裏面フィルム12に係わる両側部33、34と同じ幅としているが、両側部31、32のうち開封口40の左右に位置する部分の幅だけを、両側部33、34の幅より狭くするようにしても良い。具体的には、両側部31または32の幅を狭くした分だけ開封口40の幅が広がるようにする。このようにすることで、包装体における密封性を確保したままで、開封後は内容物がより取り出しやすくなる。このためには、両側部31、32を熱接着する際に用いるヒートシーラの発熱体の形状を、接着したい形状に合わせてあらかじめ加工しておけばよい。
【0023】
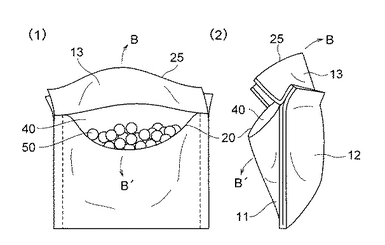
図2は、このような包装体10を開封した状態を示した模式図であり、(1)正面図、(2)右側面図である。包装体10を開封するには、フラップ13の開封用つまみ端25を手指でつまんで、図2(1)に示したように、上方向Bに引っ張り上げる。すると、易開封性の接着部分35が剥がれて、開封口40が開く。ここで、表面フィルム11の上端20を図面に向かって手前方向B’に引っ張ることにより、開封口40が大きく開き、内容物50を容易に取り出すことが可能となる。その際、フラップ13上部の両側部31、32は、裏面フィルム12に接着したままである。そのため、開封後に包装体が机上等に放置された場合には、フラップ13の弾性でフラップは自然に平面状に戻り、内容物がこぼれにくい状態となる。
【0024】
図1の包装体10は、少なくとも一辺が開放されている包装材料を用い、その開放された一辺を通して内容物50を包装材料内部の空間41に充填した後に、その開放された一辺を難開封性に密封接着することで構成される。包装材料で開放されている一辺は、図1に記載の包装体10では、上部の熱接着部分30とすることができる。また、左右の熱接着部分である31と33、または32と34のいずれの一辺であっても良い。いずれにせよ、内容物充填時に本体部が袋状となっており、充填後に密封できればよい。なお、左右の熱接着部分では、熱接着されるフィルムが部分的に三枚重ねとなるため、比較的に熱接着を確実に行うのが難しい。そのため、左右の熱接着部分はあらかじめ熱接着されており、包装体上部の熱接着部分30が、内容物充填のための開放部分とされた包装材料が好ましい。
【0025】
なお、包装材料の下端を開放部分とし、ここから内容物を充填して熱接着しても良いことは言うまでもない。さらには、包装材料の段階では、開放部分を二辺や三辺としておくことも可能であり、この場合は、内容物充填前に袋状になるように加工すればよい。ただし、開放された辺の数が多すぎると包装材料が取り扱いの際に不安定になりやすいから、開放部分は一辺としておくのが好ましい。
【0026】
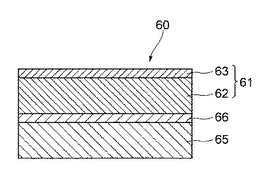
つぎに、このような包装体または包装材料の製造方法について説明する。まず、図3〜図5は、このような包装体または包装材料で用いることができる積層フィルムの層構造の例を示した概念図である。
【0027】
図3は、熱接着性樹脂層65と熱接着した際に、基材フィルム62に易開封性となるシーラブル層63が設けられて基材層61とされた積層フィルム60の例である。基材フィルム62は、一面で熱接着性樹脂層65と接着剤層66を介してドライラミネートされており、他の一面にはシーラブル層となる樹脂層がコーティングにより形成されている。このような積層フィルム60では、熱接着性樹脂層65どうしが熱接着された場合には、ヒートシール強度が大きくなり、難開封性の接着となる。一方、シーラブル層63と熱接着性樹脂層65とが接した状態で熱接着されると、ヒートシール強度が小さい接着状態、つまり易開封性の接着となる。
【0028】
例えば、図1の包装体10では、熱接着部分30〜34では熱接着性樹脂層どうしが接着して難開封性となっている。一方、熱接着部分35では、熱接着性樹脂層とシーラブル層とが接着して易開封性となっている。このようにすることで、それぞれの場所で難開封性と易開封性になるようにヒートシール強度を調整することができる。
【0029】
ここで、基材フィルム62は、包装体に必要な強度を付与するためのフィルムであり、ポリプロピレン(以下、PP)製延伸フィルム(以下、OPP)、ナイロン6、ナイロン66、ナイロン12などのナイロン樹脂(以下、Ny)製延伸フィルム(以下、ONy)、ポリエチレンテレフタレート(以下、PET)、ポリブチレンチレフタレートなどのポリエステル系樹脂の二軸延伸フィルム等が好適に用いられる。また、必要に応じてこれら以外のフィルムも用いることができる。
【0030】
基材フィルムは、強度以外の機能も有しているのが好ましい。例えばガスバリヤー性、中でも酸素バリヤー性を持たせることは好ましい。バリヤー性の付与の方法として、例えば、前記OPP、ONy、PETフィルムの表面にポリ塩化ビニリデン(以下PVDC)、ポリビニルアルコール(以下PVA)、オルガノシロキサン等のバリヤー性を有する層をコーティングしたフィルムを用いることができる。また、前記OPP、ONy、PETフィルムの表面にアルミニウム(以下Al)を蒸着したフィルムや、ONy、PETフィルムの表面に酸化アルミニウム、酸化ケイ素等の無機酸化物を蒸着したフィルムを用いることができる。また、OPPの代わりにPPとエチレン−ビニルアルコール共重合体樹脂(以下EVOH)を積層し延伸したフィルム等を用いたり、ONyの代わりにNyとメタキシレンアジパミド樹脂を積層し延伸したフィルムやNyとEVOHを積層し延伸したフィルム等を用いることができる。また、前記OPP、ONy、PETフィルムに、PVDCフィルム、EVOHフィルム、Al箔等のそれ自身がガスバリヤー性を有するフィルムを積層することができる、さらに必要に応じて前記各種フィルムならびに前記以外のフィルムを積層してもよい。また、消費者の購買意欲を促進するためや包装された食品に関する情報を表示するために、前述したOPP、ONy、PETフィルム等の基材フィルム62の一部に印刷を行なってもよい。
【0031】
積層フィルム60の熱接着性樹脂層65としては、ヒートシール性を有する熱可塑性樹脂のフィルムを用いることができる。熱可塑性樹脂としては、低密度ポリエチレン、中密度ポリエチレン、高密度ポリエチレン、直鎖状低密度ポリエチレン、ポリプロピレン系樹脂、エチレン−酢酸ビニル共重合体、エチレン−アクリル酸共重合体、エチレン−メタクリル酸共重合体等を用いることができる。具体的には、東セロ社製のTUXシリーズ(商品名)の厚み40ミクロン〜80ミクロンの一般タイプをあげることができる。
【0032】
ヒートシール性を有する熱可塑性樹脂のフィルムの製造方法としては公知のフィルム製造方法を用いることができる。例えば、熱可塑性樹脂をTダイより押し出して冷却ロールにより冷却・製膜する方法、円形ダイより押し出してインフレーションにより冷却・製膜する方法等がある。また、いったんフィルムを形成してから延伸してもよい。
【0033】
基材層61となるフィルムと熱接着性樹脂層65となるフィルムを積層する方法は、図3に記載のような接着剤66を使用したドライラミネーションには限らず、例えば、溶融した樹脂を2枚のフィルムの間に押出しして介在層とする押し出しラミネーションでもよい。その際、必要に応じてフィルム表面にアンカーコート剤を塗布し、接着強度の向上を図ってもよい。介在層に使用する樹脂は、LDPE、エチレン−αオレフィン共重合体、EVA、エチレン−アクリル酸共重合体、エチレン−アクリル酸エステル共重合体、PP等を用いることができる。
【0034】
シーラブル層63は、熱可塑性ではあるが、熱接着性樹脂層とは異なる樹脂成分で、熱接着性樹脂とは相溶性や接着性が比較的低いシーラブル樹脂成分を用いる。例えば、基材フィルム62がPETフィルムの場合、シーラブル樹脂成分として熱可塑性エラストマーを用い、基材層表面にコーティングしてシーラブル層63とすることができる。このようなフィルム製品としては、東洋紡社製のエステルフィルム(商品名)の製品番号E7700等があげられる。
【0035】
また、基材フィルムがOPPフィルムの具体例としては、ポリオレフィン系のシーラブル樹脂成分を用いた東レ社製のトレファン(商品名)の製品番号M114やM304、サントックス社製の製品番号HA20、東セロ社製の多層ヒートシールフィルム(商品名)の製品番号HC−OP、東洋紡社製のパイレンフィルム−OT(商品名)の製品番号P3162等があげられる。
【0036】
いずれも易開封性となる場合のヒートシール強度は、熱接着温度が110℃〜180℃の範囲内で、1N/15cm幅〜5N/15cm幅程度である。このようなフィルムをシーラブル層63を積層された基材フィルムとして用いることにより、積層フィルム60を得ることができる。
【0037】
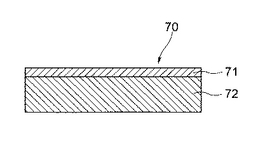
次に、図4は、基材層71に、熱接着性樹脂層として基材層71に対してイージーピール性を有するシーラント層72が積層された積層フィルム70の例を示した模式図である。なお、基材層71とシーラント層72は、押し出しラミネーションまたはドライラミネーションにより積層されている。このような積層フィルム70は、シーラント層72どうしが熱接着した場合には、ヒートシール強度が大きくなり難開封性の接着となる。一方、シーラント層72と基材層71とを熱接着すると、ヒートシール強度が小さくなり易開封性の接着となる。
【0038】
ここで、基材層71としては、上記の基材層62と同様のものを用いればよい。イージーピール性を有するシーラント層は、ポリマーアロイにより基材層71とのヒートシール強度を調整可能としたものである。このようなシーラント層72を基材層71上に有するフィルム70としては、例えば、東セロ社製のイージーオープンフィルム(商品名)の製品番号CMPS006、009、012C、013C、017C等の厚みが30ミクロン〜50ミクロンでPP系のもの、ジェイフィルム社製のVMXフィルム(商品名)の製品番号ZH31FT、大日本インキ化学工業社製のディファレン(商品名)の製品番号E7700T等があげられる。これらの積層フィルムでは、易開封性の場合のヒートシール強度は、5N/15cm〜15N/15cm程度となる。
【0039】
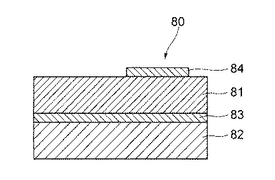
次に、図5は、図3の積層フィルムにおいて基材フィルム62に積層されていたシーラブル層63に代えて、同様な基材フィルム81上の易開封性の接着がなされる部分だけに、易開封性接着となるような層84が設けられて基材層とされた積層フィルム80の例である。このように部分的に設けられる層84の例としては、基材層に適した接着剤となりうる層が印刷手法や部分コーティングにより設けられる場合をあげることができる。
【0040】
例えば、基材フィルム81がOPPフィルムの場合には、接着剤層84としてEVA系、塩素化PP、アクリル系の接着剤を用いることができる。このような接着剤の具体例としては、大日精化工業社製のグラビア印刷用接着剤であるセイカダイン(商品名)の製品番号1001等をあげることができる。また、基材フィルム81がPETフィルムやONyフィルムの場合には、接着剤としてポリエステル系樹脂組成のものを用いることができる。このような接着剤の具体例としては、大日精化工業社製のセイカダイン(商品名)の製品番号T22BやT−18等をあげることができる。このような場合、易開封性接着のヒートシール強度は、熱接着温度が70℃〜170℃の範囲内で、1N/15cm幅〜5N/15cm幅程度となる。
【0041】
また、製袋加工時にホットメルト型のコーティング剤を該当部分に部分コーティングすることにより、易開封性接着とすることもできる。このようなコーティング剤としては、大日本インキ化学工業製のディックメルト(商品名)の製品番号DXなるEVA系の樹脂等をあげることができる。この場合も易開封性接着のシール強度は、1N/15cm幅〜5N/15cm幅程度である。
【0042】
これら、図3〜図5に例示された積層フィルムを用いることで、目的とする包装材料さらには包装体を得ることが可能となる。なお、ここに例示した積層フィルムは、1種類のフィルムを用いて本体部およびフラップの両方を製造できるものを示している。このようにするのが、包装材料等の製袋行程が簡単になるからである。しかし、本体部とフラップで異なるフィルムを用いたりして、同様な包装材料等を得ることも可能である。
【0043】
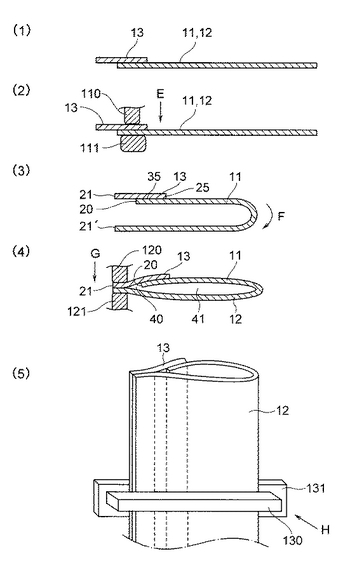
次に、図6−1、6−2、7−1、7−2を用いて、これらの例示された積層フィルムにより、図1に示された三方シールの包装体10またはそのための包装材料を製造する工程について説明する。まず、図6−1、6−2で、各斜視図により連続的に示された工程(1)〜(6)は、包装体10またはその包装材料を一枚ずつ製袋する例である。
【0044】
図6−1(1)では、まず適当な大きさに切断された積層フィルムを、熱接着性樹脂層が内側になるようにして略円筒状に丸める。その際、フラップの下端25となる端部近傍の部分と、表面フィルムの上端20となる他の端部近傍の部分とが、互いに重なるようにして丸める。
【0045】
続いて、(2)では、(1)で部分的に重なる部分に易開封性の接着を施す。部分コーティング法を用いる場合は表面フィルム11の該当部分に必要な部分コーティングを施しておく。積層フィルムが丸められた円筒の中に、ヒートシーラの発熱体と対になってフィルムを挟むと共に、裏面フィルムにヒートシーラの熱が伝わらないようにするための断熱板100を矢印C方向に挿入する。しかるのち図示されないヒートシーラにより、重なり部分に左右横断的に熱を加え、易開封性接着部分35(斜線を付した)を設ける。これで積層フィルムが筒状フィルムになる。
【0046】
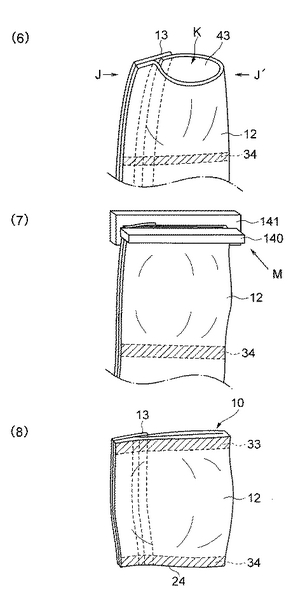
続いて、(3)では、筒状フィルムの上部の適当な位置で積層フィルムが切断され、上端21、21’が出現する。この場合、上部ではなく、下部が切断されても良い。いずれであっても切断された部分が内容物充填のための開放部分となる。続いて、図6−2(4)に移り、ヒートシーラにより左右の両側部33、34(斜線を付した)が熱接着される。これで、上部が開放部分となっている包装材料が完成する。
【0047】
なお、(3)で上部を切断せず、(4)で両側部の一方だけ(例えば、34だけ)を熱接着するようにすると、左側部が開放部分となった包装材料が得られる。
【0048】
この包装材料を用いて(5)、(6)の工程で包装体を構成する。(5)の工程では、この包装材料に内容物が充填される。充填する際には、包装材料を左右から少し圧迫して変型させ、開放部分42が大きく口を開くようにすればよい。内容物をこの開放部分42から矢印Dに示したように投入する。続いて、(6)では、開放部分42が熱接着されて密封され、熱接着部分30となる。これで内容物が密封された包装体10が完成する。
【0049】
次に、図7−1、7−2を用いて、同じく図1に示された包装体10を製造する他の工程(1)〜(8)について説明する。この工程では、上記したような一枚ごとに製袋して充填するのではなく、連続的に製袋と充填が行える。ここで、図7−1(1)〜(4)は、図面に垂直方向に長尺のフィルムが置かれて、図面に垂直方向に順次流れる状態の断面図を示している。
【0050】
図7−1(1)では、表面フィルム11と裏面フィルム12になる一枚の積層フィルムと、それよりは幅が狭くフラップ13となる積層フィルムとが、互いに熱接着性樹脂層を接するようにして一部重ねて配置される。その際、フラップとなる積層フィルムの端部が、もう一枚の積層フィルムの端部からはみ出すように重ねる。
【0051】
続いて、(2)では、重なった部分の中央付近を上下からヒートシーラ110と受け板111で順次挟み、矢印E方向から熱接着していく。これにより易開封性接着部分35が設けられる。なお、部分コーティング法を用いる場合は、あらかじめ該当部分に部分コーティングしておく必要があることは言うまでもない。
【0052】
続いて、(3)では、幅広の積層フィルムを矢印F方向に曲げて、フラップの端部21と、裏面フィルムの端部21’の図面に対して左右方向の位置が同じになるように揃える。続いて、(4)では、揃えられた端部21近傍を、ヒートシーラ120と受け板121で順次挟み、矢印G方向から熱接着していく。その際、表面フィルム11の左端20(図1では上端20)および開封口40を避けるようにして所定の幅で熱接着する。
【0053】
続いて(5)に移る。なお、説明の便宜上、(5)では、フィルムの流れ方向にほぼ直角方向から見た斜視図であって、フィルムが図面に向かって下から上に流れる状態を示している。図7−2(6)〜(8)でも同様である。図7−1(5)では、工程(1)〜(4)を経て得られた長尺の筒状フィルムの先端部が、裏面フィルム12側から見た状態が示されている。この状態で、先端部から所定距離離れた部分に筒の軸方向に直角方向となるように、筒状フィルムをヒートシーラ130と受け板131で挟んでH方向から加熱し、難開封性の熱接着部分を設ける。これにより、袋状の本体部が構成される。
【0054】
続いて、図7−2(6)に移り、筒状フィルムの先端部を矢印方向J、J’から少し押して先端部の開放部分43を拡げ、熱接着部分34で袋状となった空間に、矢印K方向から内容物を充填する。続いて、(7)に移り、開放部分43をヒートシーラ140と受け板141で左右方向に横断的に挟み、熱接着して難開封性の熱接着部分を設ける。最後に、図中下側の熱接着部分34の下端部分で筒状フィルムから切断し、(8)に示した包装体10が得られる。
【0055】
ここで、(7)における筒状フィルムからの切り離しは、(5)における熱接着のあと直ちに行っても良い。この図7−1、7−2の工程では、連続的に包装体を構成することができるが、一方で、(6)における矢印J、J’方向の押圧による変型の際に、易開封性接着部分が剥がれる可能性がある。そのため、易開封性ではあるが、接着強度を高めに設定しておくのがよい。
【0056】
包装体若しくは包装材料の製造方法は、種々のバリエーションが考えられる。図6、図7では、1種類のフィルムを用いる場合について説明したが、図7の工程では、フラップと本体部とで異なる積層フィルムを用いても良い。また、図6、図7のいずれでも、表面フィルムと裏面フィルムとが異なる積層フィルムとなるようにしても良い。
【0057】
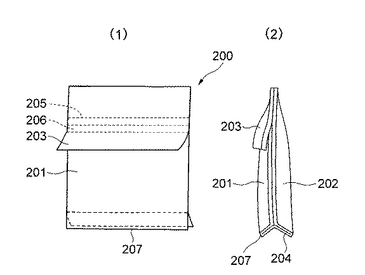
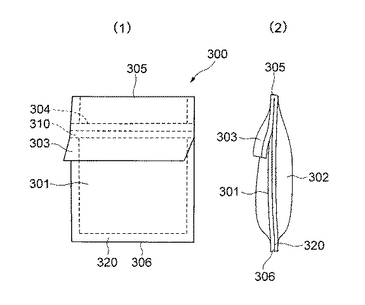
包装材料または包装袋は、上記で例示した三方シール袋に限定されるものではなく、四方ともが同様にシールされた四方シール袋、袋中央部に開封口を有する合掌袋、図1の包装体で底部204をW字型に折り込んで熱接着した底ガゼット袋200(図8に示す)、開封口と逆の底部に別フィルムを挿入して接着して折り込んだスタンディング袋、両側部に別フィルムを挿入して熱接着して折り込んだ四隅シールガゼット袋、袋の上部ではなく下部が開放部分となって、その後、熱接着部分320とされた三方シール袋300(図9に示す)のいずれの形式も可能である。
【0058】
以下、本発明を実施例に基づいて説明する。なお、熱接着強度の評価は以下のようにして行った。まず試験片は、2枚のフィルムの熱接着面を合わせて、その一端をテスター産業(株)製ヒートシールテスターTP−701Sで、熱接着時間1秒、熱接着圧力98kPa、熱接着温度を180℃として試験片を作成した。熱接着強度の測定はJIS−Z1707に従い、23℃、相対湿度50%環境下にて測定した。ただし、試験速度は、毎分300±30mmとした。フィルムの流れ方向(MD)と幅方向(TD)についてそれぞれ複数の試験片を測定して平均をとった。
【実施例1】
【0059】
PETフィルム上にシーラブル層が設けられた東洋紡社製のエステルフィルムE7700(厚みが16ミクロンのもの)を、積層フィルムの基材層のフィルムとして用いた。また、東セロ社製のLLDPEフィルムであるTUXシリーズの厚み50ミクロンのものを、熱接着性樹脂層のフィルムとして用いた。これら2枚のフィルムを、PETとLLDPEとが接するように積層し、その間を厚み2μのポリウレタン系2液硬化型接着剤で貼り合せて、包装材料または包装体を構成する積層フィルムとした。
【0060】
この積層フィルムを用い、図6−1、6−2に示した工程に従って、図6−2(4)に示した上部が開放部分となった三方シール型の包装材料を製袋した。包装材料の幅と高さは120mm、周縁部の熱接着部分の幅は10mm、包装材料の上端21から表面フィルム11の上端20までの長さは20mm、包装材料の上端21からフラップ13の下端25までの長さは45mm、易開封性接着部分の上下方向の幅は10mmで上端20と下端25のほぼ中間に位置するようにした。
【0061】
易開封性接着部分の熱接着条件は、ヒートシール温度150℃、ヒートシール時間1秒、ヒートシール圧力98kPaとした。また、難開封性部分のヒートシール条件は、ヒートシール温度120℃、ヒートシール時間1秒、ヒートシール圧力98kPaとした。ここで、各熱接着部分のヒートシール強度は、別途同じヒートシール条件で作成した試験片で測定した。易開封性接着部分の熱接着強度は3N/15mm幅であった。また、難開封性接着部分の熱接着強度は60N/15mm幅であった。
【0062】
次に、このようにして得た包装材料に、開放部分から平均長さ20mmのアーモンドナッツ約30gを投入した。次いで、開放部分を難開封性に熱接着して包装体を得た。
【0063】
包装体は、完全に密封された状態であった。また、フラップの開封用つまみ端を手指でつまんで引き上げたところ、容易に開封することができ、内容物を取り出すことができた。また、開封した状態のまま包装体を机上に横たえても、フラップが自然に開封口に蓋をする状態となり、内部のナッツ類がこぼれ出すことはなかった。
【図面の簡単な説明】
【0064】
【図1】三方シール型包装体の例を示した(1)正面図、(2)A−A’断面矢視図、(3)右側面図である。
【図2】包装体の開封状態を模式的に示した(1)正面図、(2)右側面図である。
【図3】積層フィルムの層構造の一例を示した概念図である。
【図4】積層フィルムの層構造の他の例を示した概念図である。
【図5】積層フィルムの層構造のさらに他の例を示した概念図である。
【図6−1】三方シール型包装体の製造工程の前半部分(1)〜(3)の概略を示した図である。
【図6−2】三方シール型包装体の製造工程の後半部分(4)〜(6)の概略を示した図である。
【図7−1】三方シール型包装体の他の製造工程の前半部分(1)〜(5)の概略を示した図である。
【図7−2】三方シール型包装体の他の製造工程の後半部分(6)〜(8)の概略を示した図である。
【図8】底ガゼット型の包装体の例を示した(1)正面図、(2)右側面図である。
【図9】下部が開放部分とされた三方シール型包装体の(1)正面図、(2)右側面図である。
【符号の説明】
【0065】
10 包装体
11 表面フィルム
12 裏面フィルム
13 フラップ
20 表面フィルムの上端
21、21’ 包装体の上端
22 包装体の下端
23、24 包装体の左端と右端
25 フラップの下端
30 上部周縁部(熱接着部分)
31、32 フラップの両側部(熱接着部分)
33、34 本体部の両側部(熱接着部分)
35 易開封性接着部分
36 上部熱接着部分の下端
40 開封口
41 収納空間
42、43 開放部分
50 内容物
60、70、80 積層フィルム
61、71 基材層
62、81 基材フィルム
63 シーラブル層
65、82 熱接着性樹脂層
66、83 接着剤層
72 シーラント層
84 部分コーティング層(接着剤層)
100 断熱板(受け板)
110、120、130、140 ヒートシーラ
111、121、131、141 受け板
200 底ガゼット袋
300 他の三方シール袋
201、301 表面フィルム
202、302 裏面フィルム
203、303 フラップ
204 底部
205、304 表面フィルムの上端
305 上端
206、310 易開封性接着部分
207、306 下端
320 熱接着部分
【技術分野】
【0001】
本発明は、プラスチックフィルム製の包装材料およびそれを用いた包装体に関し、具体的には、あられや豆類、スナック菓子類等のように、比較的少量ずつ包装体から取り出されて消費される商品の包装に適する包装材料およびそれを用いた包装体に関する。
【背景技術】
【0002】
スナック菓子類のごとき商品に関し、一般消費者向けに小分けされたプラスチックフィルムを用いた包装では、包装体に必要とされる容量が比較的小さいことや包装工程が比較的簡単なことから、通常の四方シール袋や三方シール袋が使用されることが多い。しかし、このような包装体では、いったん包装体の上部を裂いて開封した後に机上等に放置されると、内容物が包装体の開封口から容易にこぼれやすい。
【0003】
また、紙封筒類等の包装に用いられるプラスチックフィルム製包装材料では、包装材料の開封口の表面フィルムを開封口から上部に伸ばしたフラップを構成し、このフラップを開封口を蓋で覆うように曲げてからフラップの端部を接着することで、開封口に封をする形態も知られている。さらに、いったん開封した後に再封できるよう工夫されたものも開示されている(例えば、特許文献1参照)。このような包装材料は、密封性の悪さからスナック菓子類等の包装には用いられていないが、仮にスナック菓子類を包装したとしても、開封された状態のまま机上に放置されれば、やはり内容物がこぼれやすいのは上記と同様である。
【特許文献1】特開2003−341694
【発明の開示】
【発明が解決しようとする課題】
【0004】
本発明は、消費者が包装体のスナック菓子類等を消費する際に、開封後にそのまま机上等に放置したとしても、内容物がこぼれたり、飛び出したりしにくい包装材料およびそれを用いた包装体を提供することを課題とする。
【課題を解決するための手段】
【0005】
本発明の第1は、少なくとも基材層と熱接着性樹脂層とを有する積層フィルムで構成され、前記積層フィルムの周縁部の少なくとも一方が開放されている包装材料であって、内容物を収納する本体部と、前記本体部に設けられた開封口と、前記開封口を覆う略平面状のフラップとを備え、前記フラップは、前記本体部への接続端となる一方の端部と、開封用つまみ端となる他方の端部とを有し、前記一方の端部は、その両側部の少なくとも一方が、前記フラップの開封方向の一定長さにわたって前記本体部に熱接着されており、かつ前記フラップは、前記開封口に沿った前記他方の端部の近傍部分において、前記本体部に易開封性に接着されていることを特徴とする包装材料である。
【0006】
本発明の第2は、少なくとも基材層と熱接着性樹脂層とを有する積層フィルムで構成され、前記積層フィルムの周縁部の一方が開放されている包装材料であって、内容物を収納する本体部と、前記本体部に設けられた開封口と、前記開封口を覆う略平面状のフラップとを備え、前記フラップは、前記本体部への接続端となる一方の端部と、開封用つまみ端となる他方の端部とを有し、前記一方の端部は、その両側部が、前記フラップの開封方向の一定長さにわたって前記本体部に熱接着されており、かつ前記フラップは、前記開封口に沿った前記他方の端部の近傍部分において、前記本体部に易開封性に接着されていることを特徴とする包装材料である。
【0007】
本発明の第3は、少なくとも基材層と熱接着性樹脂層とを有する積層フィルムで構成され、前記積層フィルムの周縁部の一方が開放されている包装材料であって、内容物を収納する本体部と、前記本体部に設けられた開封口と、前記開封口を覆う略平面状のフラップとを備え、前記フラップは、前記本体部への接続端となる一方の端部と、開封用つまみ端となる他方の端部とを有し、前記一方の端部は、その両側部の一方が、前記フラップの開封方向の一定長さにわたって前記本体部に熱接着され、他方が前記周縁部の一方に対応して開放されており、かつ前記フラップは、前記開封口に沿った前記他方の端部の近傍部分において、前記本体部に易開封性に接着されていることを特徴とする包装材料である。
【0008】
ここで、前記一定長さが、5mm以上であることは好ましい。また、前記積層フィルムが、前記基材層に対して前記熱接着性樹脂層と反対側に、前記熱接着性樹脂層と接着した場合に易開封性となるシーラブル層をさらに設けたものであることは好ましい。また、前記積層フィルムが、前記の易開封性の接着部分に、易開封性ヒートシール成分樹脂またはホットメルト型の樹脂を部分コーティングしたものであることは好ましい。また、前記積層フィルムの熱接着性樹脂層が、前記基材層と接着した場合に易開封性となるイージーピールシーラント層であることは好ましい。また、前記易開封性の接着強度が、1N/15mm幅以上20N/15mm幅以下であることは好ましい。
【0009】
本発明の第4は、少なくとも基材層と熱接着性樹脂層とを有する積層フィルムで内容物が密封包装された包装体であって、前記内容物を収納する本体部と、前記本体部に設けられた開封口と、前記開封口を覆う略平面状のフラップとを備え、前記フラップは、前記本体部への接続端となる一方の端部と、開封用つまみ端となる他方の端部とを有し、前記一方の端部は、その両側部が、前記フラップの開封方向の一定長さにわたって前記本体部に熱接着されており、かつ前記フラップは、前記開封口に沿った前記他方の端部の近傍部分において、前記本体部に易開封性に接着されていることを特徴とする包装体である。
【0010】
発明の第5は、少なくとも基材層と熱接着性樹脂層とを有する積層フィルムを用い、表面フィルムと裏面フィルムとを前記熱接着性樹脂層を内側にして構成された本体部に内容物を密封充填可能な包装材料の製造方法であって、前記本体部の開封口を覆う略平面上のフラップと前記表面フィルムとを、前記フラップの熱接着性樹脂層と前記表面フィルムの基材層とが接するように一部を重ね合わせ、前記重ね合わされた部分を密封可能で易開封性に熱接着し、次いで、前記表面フィルムと前記フラップとに合わせて裏面フィルムが重ね合わされた状態で、前記内容物を充填するための開放部分と前記開封口部分とを残して、前記裏面フィルムの外周縁部を前記表面フィルムと前記フラップに密封可能に熱接着する易開封性包装材料の製造方法である。
【0011】
発明の第6は、少なくとも基材層と熱接着性樹脂層とを有する積層フィルムを用い、表面フィルムと裏面フィルムとを前記熱接着性樹脂層を内側にして構成された本体部に内容物を充填して密封した包装体の製造方法であって、前記本体部の開封口を覆う略平面上のフラップと前記表面フィルムとを、前記フラップの熱接着性樹脂層と前記表面フィルムの基材層とが接するように一部を重ね合わせ、前記重ね合わされた部分を密封可能で易開封性に熱接着し、次いで、前記表面フィルムと前記フラップとに合わせて裏面フィルムが重ね合わされた状態で、前記内容物を充填するための開放部分と前記開封口部分とを残して、前記裏面フィルムの外周縁部を前記表面フィルムと前記フラップに密封可能に熱接着し、次いで、前記開放部分から前記内容物を充填し、しかるのち前記開放部分を前記開封口部分を残して熱接着して密封する易開封性包装体の製造方法である。
【発明の効果】
【0012】
包装体を開封後にそのまま机上等に放置しても、内容物がこぼれたり、飛び出したりしない。包装体において内容物を密封状態に保つことができる。従来と同様の比較的簡単な製造工程で包装材料または包装体の製造を行うことができる。
【発明を実施するための最良の形態】
【0013】
本発明の実施の形態について、図面を用いて具体的に説明する。図1は、三方シール型の包装体の例を示した図であり、(1)正面図、(2)A−A’断面矢視図、(3)右側面図である。なお、説明の便宜上、上下方向は図面に向かって図面の面内方向の上下を意味するものとする。また、左右方向は図面に向かって面内方向の左右を意味するものとする。
【0014】
包装体10は、少なくと基材層と熱接着性樹脂層とが積層された積層フィルムを用いて構成される。この積層フィルムの詳細は後述する。包装体10は、基材層が外側で熱接着性樹脂層が内側となるように、下端22で折り畳まれた表面フィルム11と裏面フィルム12と、やはり熱接着性樹脂層が包装体10に接する側となるように配置されたフラップ13とからなる包装材料の周縁部が熱接着され、内容物50が密封充填されて構成されている。
【0015】
ここで、裏面フィルム12は、包装体10の上端21から下端22まで達している。一方、表面フィルム11の下端22は裏面フィルム12と同様であるが、表面フィルム11の上端20は、包装体10の上部熱接着部分30の下端36から下側に設けられた開封口40のさらに下側に位置しているにすぎない。このように表面フィルム11の上端20と裏面フィルム12の上端21の位置に段差をつけることにより、段差部分に開封口40を設けている。表面フィルム11と裏面フィルム12は、左右の両側部33と34で互いに密封可能で難開封性に熱接着されて、内容物を充填するための空間41を有する袋状の本体部分を構成する。
【0016】
フラップ13は、ほぼ平面状で、上端が包装体10の上端21と同じ位置にあり、開封口40の全体を覆って、さらに下側の易開封性接着部分35を介して、非接着の開封用つまみとなる下端25に至る。フラップ13は、上部が熱接着部分30で裏面フィルム12に密封可能で難開封性に熱接着されており、また、フラップ13の両側部31、32(斜線を付して示した)は、上端21から表面フィルム11の上端20までの部分(長さL)が、裏面フィルム12と密封可能で難開封性に熱接着されて構成されている。これにより、包装体とした場合に内容物を密封包装することが可能となる。また、包装体を開封後に机上などに放置しても、フラップの弾性により自然に蓋が閉まった状態となり、その結果、内容物がこぼれにくくなる。
【0017】
なお、両側部31、32の長さLは、図1のように上部に熱接着部分30がある包装体では、熱接着部分30の高さと開封口40の高さの和となる。後述するような上部に熱接着部分を有さない包装体では、長さLは開封口40の高さそのものとなる。長さLは、5mm以上とするのが好ましい。5mm以上で、包装体の開封時にフラップの弾性により内容物が包装体からこぼれにくくなる。より好ましくは1cm以上であり、さらに好ましくは2cm以上である。
【0018】
ここで、図1に示したように、包装体10の上端21に近い部分に開封口40が位置するように設定しても良いし、開封口40が包装体の上下方向の中央付近にくるように設定しても良い。また、場合によっては開封口40が包装体10の下部に位置するように長さLを設定することもできる。従って、長さLの上限は、包装体の全高さから開封用つまみ部分と易開封性接着部分の高さを減じた長さとなる。
【0019】
フラップ13は、開封口40の下側近傍に左右方向に帯状に設けられた易開封性の接着部分35で、表面フィルム11の表面に密封可能に接着されている。これにより、包装体の状態では内容物を密封できると共に、開封時には容易に手指で包装体10を開封することが可能となる。ここで、易開封性であるためには、後述する測定方法により測定されたヒートシール強度が、1N/15mm幅以上20N/15mm幅以下であるのが好ましい。より好ましくは、2N/15mm幅以上15N/15mm幅以下である。
【0020】
フラップ13の易開封性の接着部分35は、開封口40とフラップ13の下端25との間に設けられているが、その上下方向の位置は、表面フィルム11の上端20よりやや下側であって、フラップの下端25よりやや上側となるようにする。このように上端20や下端25から一定間隔を持たせることで、フラップ13が開封口となる部分で裏面フィルム12と接着したり、開封時のつまみ代が無くなったりしないようにしている。
【0021】
なお、図1では、フラップ13の下端25は直線的であるが、包装体を開封しやすいようにV字型やU字型のように変型させても良い。また、易開封性接着部分35も直接的な帯状でなくともよく、より開封性が良くなるようにV字型やU字型にしても良い。特にV字型にすると開封の際の力が無駄なく易開封性接着部分にかかるため好ましい。さらに、表面フィルム11の上端20も図1のように直線的でなくともよく、内容物が取り出しやすいようにV字型やU字型にカットするのは好ましい。
【0022】
また、図1では、フラップ13に係わる両側部31または32の幅は、表面フィルム11と裏面フィルム12に係わる両側部33、34と同じ幅としているが、両側部31、32のうち開封口40の左右に位置する部分の幅だけを、両側部33、34の幅より狭くするようにしても良い。具体的には、両側部31または32の幅を狭くした分だけ開封口40の幅が広がるようにする。このようにすることで、包装体における密封性を確保したままで、開封後は内容物がより取り出しやすくなる。このためには、両側部31、32を熱接着する際に用いるヒートシーラの発熱体の形状を、接着したい形状に合わせてあらかじめ加工しておけばよい。
【0023】
図2は、このような包装体10を開封した状態を示した模式図であり、(1)正面図、(2)右側面図である。包装体10を開封するには、フラップ13の開封用つまみ端25を手指でつまんで、図2(1)に示したように、上方向Bに引っ張り上げる。すると、易開封性の接着部分35が剥がれて、開封口40が開く。ここで、表面フィルム11の上端20を図面に向かって手前方向B’に引っ張ることにより、開封口40が大きく開き、内容物50を容易に取り出すことが可能となる。その際、フラップ13上部の両側部31、32は、裏面フィルム12に接着したままである。そのため、開封後に包装体が机上等に放置された場合には、フラップ13の弾性でフラップは自然に平面状に戻り、内容物がこぼれにくい状態となる。
【0024】
図1の包装体10は、少なくとも一辺が開放されている包装材料を用い、その開放された一辺を通して内容物50を包装材料内部の空間41に充填した後に、その開放された一辺を難開封性に密封接着することで構成される。包装材料で開放されている一辺は、図1に記載の包装体10では、上部の熱接着部分30とすることができる。また、左右の熱接着部分である31と33、または32と34のいずれの一辺であっても良い。いずれにせよ、内容物充填時に本体部が袋状となっており、充填後に密封できればよい。なお、左右の熱接着部分では、熱接着されるフィルムが部分的に三枚重ねとなるため、比較的に熱接着を確実に行うのが難しい。そのため、左右の熱接着部分はあらかじめ熱接着されており、包装体上部の熱接着部分30が、内容物充填のための開放部分とされた包装材料が好ましい。
【0025】
なお、包装材料の下端を開放部分とし、ここから内容物を充填して熱接着しても良いことは言うまでもない。さらには、包装材料の段階では、開放部分を二辺や三辺としておくことも可能であり、この場合は、内容物充填前に袋状になるように加工すればよい。ただし、開放された辺の数が多すぎると包装材料が取り扱いの際に不安定になりやすいから、開放部分は一辺としておくのが好ましい。
【0026】
つぎに、このような包装体または包装材料の製造方法について説明する。まず、図3〜図5は、このような包装体または包装材料で用いることができる積層フィルムの層構造の例を示した概念図である。
【0027】
図3は、熱接着性樹脂層65と熱接着した際に、基材フィルム62に易開封性となるシーラブル層63が設けられて基材層61とされた積層フィルム60の例である。基材フィルム62は、一面で熱接着性樹脂層65と接着剤層66を介してドライラミネートされており、他の一面にはシーラブル層となる樹脂層がコーティングにより形成されている。このような積層フィルム60では、熱接着性樹脂層65どうしが熱接着された場合には、ヒートシール強度が大きくなり、難開封性の接着となる。一方、シーラブル層63と熱接着性樹脂層65とが接した状態で熱接着されると、ヒートシール強度が小さい接着状態、つまり易開封性の接着となる。
【0028】
例えば、図1の包装体10では、熱接着部分30〜34では熱接着性樹脂層どうしが接着して難開封性となっている。一方、熱接着部分35では、熱接着性樹脂層とシーラブル層とが接着して易開封性となっている。このようにすることで、それぞれの場所で難開封性と易開封性になるようにヒートシール強度を調整することができる。
【0029】
ここで、基材フィルム62は、包装体に必要な強度を付与するためのフィルムであり、ポリプロピレン(以下、PP)製延伸フィルム(以下、OPP)、ナイロン6、ナイロン66、ナイロン12などのナイロン樹脂(以下、Ny)製延伸フィルム(以下、ONy)、ポリエチレンテレフタレート(以下、PET)、ポリブチレンチレフタレートなどのポリエステル系樹脂の二軸延伸フィルム等が好適に用いられる。また、必要に応じてこれら以外のフィルムも用いることができる。
【0030】
基材フィルムは、強度以外の機能も有しているのが好ましい。例えばガスバリヤー性、中でも酸素バリヤー性を持たせることは好ましい。バリヤー性の付与の方法として、例えば、前記OPP、ONy、PETフィルムの表面にポリ塩化ビニリデン(以下PVDC)、ポリビニルアルコール(以下PVA)、オルガノシロキサン等のバリヤー性を有する層をコーティングしたフィルムを用いることができる。また、前記OPP、ONy、PETフィルムの表面にアルミニウム(以下Al)を蒸着したフィルムや、ONy、PETフィルムの表面に酸化アルミニウム、酸化ケイ素等の無機酸化物を蒸着したフィルムを用いることができる。また、OPPの代わりにPPとエチレン−ビニルアルコール共重合体樹脂(以下EVOH)を積層し延伸したフィルム等を用いたり、ONyの代わりにNyとメタキシレンアジパミド樹脂を積層し延伸したフィルムやNyとEVOHを積層し延伸したフィルム等を用いることができる。また、前記OPP、ONy、PETフィルムに、PVDCフィルム、EVOHフィルム、Al箔等のそれ自身がガスバリヤー性を有するフィルムを積層することができる、さらに必要に応じて前記各種フィルムならびに前記以外のフィルムを積層してもよい。また、消費者の購買意欲を促進するためや包装された食品に関する情報を表示するために、前述したOPP、ONy、PETフィルム等の基材フィルム62の一部に印刷を行なってもよい。
【0031】
積層フィルム60の熱接着性樹脂層65としては、ヒートシール性を有する熱可塑性樹脂のフィルムを用いることができる。熱可塑性樹脂としては、低密度ポリエチレン、中密度ポリエチレン、高密度ポリエチレン、直鎖状低密度ポリエチレン、ポリプロピレン系樹脂、エチレン−酢酸ビニル共重合体、エチレン−アクリル酸共重合体、エチレン−メタクリル酸共重合体等を用いることができる。具体的には、東セロ社製のTUXシリーズ(商品名)の厚み40ミクロン〜80ミクロンの一般タイプをあげることができる。
【0032】
ヒートシール性を有する熱可塑性樹脂のフィルムの製造方法としては公知のフィルム製造方法を用いることができる。例えば、熱可塑性樹脂をTダイより押し出して冷却ロールにより冷却・製膜する方法、円形ダイより押し出してインフレーションにより冷却・製膜する方法等がある。また、いったんフィルムを形成してから延伸してもよい。
【0033】
基材層61となるフィルムと熱接着性樹脂層65となるフィルムを積層する方法は、図3に記載のような接着剤66を使用したドライラミネーションには限らず、例えば、溶融した樹脂を2枚のフィルムの間に押出しして介在層とする押し出しラミネーションでもよい。その際、必要に応じてフィルム表面にアンカーコート剤を塗布し、接着強度の向上を図ってもよい。介在層に使用する樹脂は、LDPE、エチレン−αオレフィン共重合体、EVA、エチレン−アクリル酸共重合体、エチレン−アクリル酸エステル共重合体、PP等を用いることができる。
【0034】
シーラブル層63は、熱可塑性ではあるが、熱接着性樹脂層とは異なる樹脂成分で、熱接着性樹脂とは相溶性や接着性が比較的低いシーラブル樹脂成分を用いる。例えば、基材フィルム62がPETフィルムの場合、シーラブル樹脂成分として熱可塑性エラストマーを用い、基材層表面にコーティングしてシーラブル層63とすることができる。このようなフィルム製品としては、東洋紡社製のエステルフィルム(商品名)の製品番号E7700等があげられる。
【0035】
また、基材フィルムがOPPフィルムの具体例としては、ポリオレフィン系のシーラブル樹脂成分を用いた東レ社製のトレファン(商品名)の製品番号M114やM304、サントックス社製の製品番号HA20、東セロ社製の多層ヒートシールフィルム(商品名)の製品番号HC−OP、東洋紡社製のパイレンフィルム−OT(商品名)の製品番号P3162等があげられる。
【0036】
いずれも易開封性となる場合のヒートシール強度は、熱接着温度が110℃〜180℃の範囲内で、1N/15cm幅〜5N/15cm幅程度である。このようなフィルムをシーラブル層63を積層された基材フィルムとして用いることにより、積層フィルム60を得ることができる。
【0037】
次に、図4は、基材層71に、熱接着性樹脂層として基材層71に対してイージーピール性を有するシーラント層72が積層された積層フィルム70の例を示した模式図である。なお、基材層71とシーラント層72は、押し出しラミネーションまたはドライラミネーションにより積層されている。このような積層フィルム70は、シーラント層72どうしが熱接着した場合には、ヒートシール強度が大きくなり難開封性の接着となる。一方、シーラント層72と基材層71とを熱接着すると、ヒートシール強度が小さくなり易開封性の接着となる。
【0038】
ここで、基材層71としては、上記の基材層62と同様のものを用いればよい。イージーピール性を有するシーラント層は、ポリマーアロイにより基材層71とのヒートシール強度を調整可能としたものである。このようなシーラント層72を基材層71上に有するフィルム70としては、例えば、東セロ社製のイージーオープンフィルム(商品名)の製品番号CMPS006、009、012C、013C、017C等の厚みが30ミクロン〜50ミクロンでPP系のもの、ジェイフィルム社製のVMXフィルム(商品名)の製品番号ZH31FT、大日本インキ化学工業社製のディファレン(商品名)の製品番号E7700T等があげられる。これらの積層フィルムでは、易開封性の場合のヒートシール強度は、5N/15cm〜15N/15cm程度となる。
【0039】
次に、図5は、図3の積層フィルムにおいて基材フィルム62に積層されていたシーラブル層63に代えて、同様な基材フィルム81上の易開封性の接着がなされる部分だけに、易開封性接着となるような層84が設けられて基材層とされた積層フィルム80の例である。このように部分的に設けられる層84の例としては、基材層に適した接着剤となりうる層が印刷手法や部分コーティングにより設けられる場合をあげることができる。
【0040】
例えば、基材フィルム81がOPPフィルムの場合には、接着剤層84としてEVA系、塩素化PP、アクリル系の接着剤を用いることができる。このような接着剤の具体例としては、大日精化工業社製のグラビア印刷用接着剤であるセイカダイン(商品名)の製品番号1001等をあげることができる。また、基材フィルム81がPETフィルムやONyフィルムの場合には、接着剤としてポリエステル系樹脂組成のものを用いることができる。このような接着剤の具体例としては、大日精化工業社製のセイカダイン(商品名)の製品番号T22BやT−18等をあげることができる。このような場合、易開封性接着のヒートシール強度は、熱接着温度が70℃〜170℃の範囲内で、1N/15cm幅〜5N/15cm幅程度となる。
【0041】
また、製袋加工時にホットメルト型のコーティング剤を該当部分に部分コーティングすることにより、易開封性接着とすることもできる。このようなコーティング剤としては、大日本インキ化学工業製のディックメルト(商品名)の製品番号DXなるEVA系の樹脂等をあげることができる。この場合も易開封性接着のシール強度は、1N/15cm幅〜5N/15cm幅程度である。
【0042】
これら、図3〜図5に例示された積層フィルムを用いることで、目的とする包装材料さらには包装体を得ることが可能となる。なお、ここに例示した積層フィルムは、1種類のフィルムを用いて本体部およびフラップの両方を製造できるものを示している。このようにするのが、包装材料等の製袋行程が簡単になるからである。しかし、本体部とフラップで異なるフィルムを用いたりして、同様な包装材料等を得ることも可能である。
【0043】
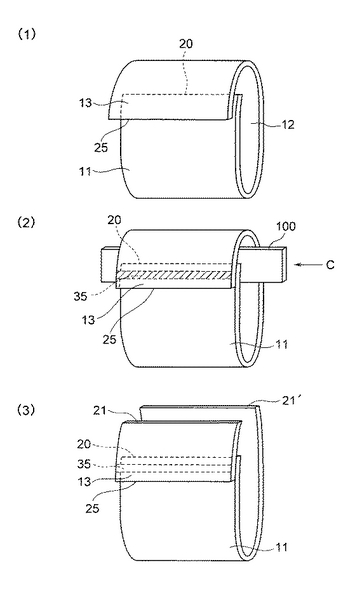
次に、図6−1、6−2、7−1、7−2を用いて、これらの例示された積層フィルムにより、図1に示された三方シールの包装体10またはそのための包装材料を製造する工程について説明する。まず、図6−1、6−2で、各斜視図により連続的に示された工程(1)〜(6)は、包装体10またはその包装材料を一枚ずつ製袋する例である。
【0044】
図6−1(1)では、まず適当な大きさに切断された積層フィルムを、熱接着性樹脂層が内側になるようにして略円筒状に丸める。その際、フラップの下端25となる端部近傍の部分と、表面フィルムの上端20となる他の端部近傍の部分とが、互いに重なるようにして丸める。
【0045】
続いて、(2)では、(1)で部分的に重なる部分に易開封性の接着を施す。部分コーティング法を用いる場合は表面フィルム11の該当部分に必要な部分コーティングを施しておく。積層フィルムが丸められた円筒の中に、ヒートシーラの発熱体と対になってフィルムを挟むと共に、裏面フィルムにヒートシーラの熱が伝わらないようにするための断熱板100を矢印C方向に挿入する。しかるのち図示されないヒートシーラにより、重なり部分に左右横断的に熱を加え、易開封性接着部分35(斜線を付した)を設ける。これで積層フィルムが筒状フィルムになる。
【0046】
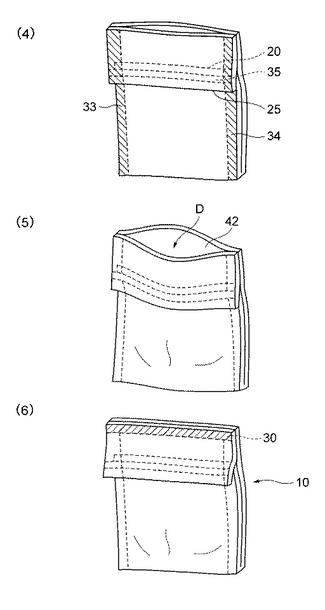
続いて、(3)では、筒状フィルムの上部の適当な位置で積層フィルムが切断され、上端21、21’が出現する。この場合、上部ではなく、下部が切断されても良い。いずれであっても切断された部分が内容物充填のための開放部分となる。続いて、図6−2(4)に移り、ヒートシーラにより左右の両側部33、34(斜線を付した)が熱接着される。これで、上部が開放部分となっている包装材料が完成する。
【0047】
なお、(3)で上部を切断せず、(4)で両側部の一方だけ(例えば、34だけ)を熱接着するようにすると、左側部が開放部分となった包装材料が得られる。
【0048】
この包装材料を用いて(5)、(6)の工程で包装体を構成する。(5)の工程では、この包装材料に内容物が充填される。充填する際には、包装材料を左右から少し圧迫して変型させ、開放部分42が大きく口を開くようにすればよい。内容物をこの開放部分42から矢印Dに示したように投入する。続いて、(6)では、開放部分42が熱接着されて密封され、熱接着部分30となる。これで内容物が密封された包装体10が完成する。
【0049】
次に、図7−1、7−2を用いて、同じく図1に示された包装体10を製造する他の工程(1)〜(8)について説明する。この工程では、上記したような一枚ごとに製袋して充填するのではなく、連続的に製袋と充填が行える。ここで、図7−1(1)〜(4)は、図面に垂直方向に長尺のフィルムが置かれて、図面に垂直方向に順次流れる状態の断面図を示している。
【0050】
図7−1(1)では、表面フィルム11と裏面フィルム12になる一枚の積層フィルムと、それよりは幅が狭くフラップ13となる積層フィルムとが、互いに熱接着性樹脂層を接するようにして一部重ねて配置される。その際、フラップとなる積層フィルムの端部が、もう一枚の積層フィルムの端部からはみ出すように重ねる。
【0051】
続いて、(2)では、重なった部分の中央付近を上下からヒートシーラ110と受け板111で順次挟み、矢印E方向から熱接着していく。これにより易開封性接着部分35が設けられる。なお、部分コーティング法を用いる場合は、あらかじめ該当部分に部分コーティングしておく必要があることは言うまでもない。
【0052】
続いて、(3)では、幅広の積層フィルムを矢印F方向に曲げて、フラップの端部21と、裏面フィルムの端部21’の図面に対して左右方向の位置が同じになるように揃える。続いて、(4)では、揃えられた端部21近傍を、ヒートシーラ120と受け板121で順次挟み、矢印G方向から熱接着していく。その際、表面フィルム11の左端20(図1では上端20)および開封口40を避けるようにして所定の幅で熱接着する。
【0053】
続いて(5)に移る。なお、説明の便宜上、(5)では、フィルムの流れ方向にほぼ直角方向から見た斜視図であって、フィルムが図面に向かって下から上に流れる状態を示している。図7−2(6)〜(8)でも同様である。図7−1(5)では、工程(1)〜(4)を経て得られた長尺の筒状フィルムの先端部が、裏面フィルム12側から見た状態が示されている。この状態で、先端部から所定距離離れた部分に筒の軸方向に直角方向となるように、筒状フィルムをヒートシーラ130と受け板131で挟んでH方向から加熱し、難開封性の熱接着部分を設ける。これにより、袋状の本体部が構成される。
【0054】
続いて、図7−2(6)に移り、筒状フィルムの先端部を矢印方向J、J’から少し押して先端部の開放部分43を拡げ、熱接着部分34で袋状となった空間に、矢印K方向から内容物を充填する。続いて、(7)に移り、開放部分43をヒートシーラ140と受け板141で左右方向に横断的に挟み、熱接着して難開封性の熱接着部分を設ける。最後に、図中下側の熱接着部分34の下端部分で筒状フィルムから切断し、(8)に示した包装体10が得られる。
【0055】
ここで、(7)における筒状フィルムからの切り離しは、(5)における熱接着のあと直ちに行っても良い。この図7−1、7−2の工程では、連続的に包装体を構成することができるが、一方で、(6)における矢印J、J’方向の押圧による変型の際に、易開封性接着部分が剥がれる可能性がある。そのため、易開封性ではあるが、接着強度を高めに設定しておくのがよい。
【0056】
包装体若しくは包装材料の製造方法は、種々のバリエーションが考えられる。図6、図7では、1種類のフィルムを用いる場合について説明したが、図7の工程では、フラップと本体部とで異なる積層フィルムを用いても良い。また、図6、図7のいずれでも、表面フィルムと裏面フィルムとが異なる積層フィルムとなるようにしても良い。
【0057】
包装材料または包装袋は、上記で例示した三方シール袋に限定されるものではなく、四方ともが同様にシールされた四方シール袋、袋中央部に開封口を有する合掌袋、図1の包装体で底部204をW字型に折り込んで熱接着した底ガゼット袋200(図8に示す)、開封口と逆の底部に別フィルムを挿入して接着して折り込んだスタンディング袋、両側部に別フィルムを挿入して熱接着して折り込んだ四隅シールガゼット袋、袋の上部ではなく下部が開放部分となって、その後、熱接着部分320とされた三方シール袋300(図9に示す)のいずれの形式も可能である。
【0058】
以下、本発明を実施例に基づいて説明する。なお、熱接着強度の評価は以下のようにして行った。まず試験片は、2枚のフィルムの熱接着面を合わせて、その一端をテスター産業(株)製ヒートシールテスターTP−701Sで、熱接着時間1秒、熱接着圧力98kPa、熱接着温度を180℃として試験片を作成した。熱接着強度の測定はJIS−Z1707に従い、23℃、相対湿度50%環境下にて測定した。ただし、試験速度は、毎分300±30mmとした。フィルムの流れ方向(MD)と幅方向(TD)についてそれぞれ複数の試験片を測定して平均をとった。
【実施例1】
【0059】
PETフィルム上にシーラブル層が設けられた東洋紡社製のエステルフィルムE7700(厚みが16ミクロンのもの)を、積層フィルムの基材層のフィルムとして用いた。また、東セロ社製のLLDPEフィルムであるTUXシリーズの厚み50ミクロンのものを、熱接着性樹脂層のフィルムとして用いた。これら2枚のフィルムを、PETとLLDPEとが接するように積層し、その間を厚み2μのポリウレタン系2液硬化型接着剤で貼り合せて、包装材料または包装体を構成する積層フィルムとした。
【0060】
この積層フィルムを用い、図6−1、6−2に示した工程に従って、図6−2(4)に示した上部が開放部分となった三方シール型の包装材料を製袋した。包装材料の幅と高さは120mm、周縁部の熱接着部分の幅は10mm、包装材料の上端21から表面フィルム11の上端20までの長さは20mm、包装材料の上端21からフラップ13の下端25までの長さは45mm、易開封性接着部分の上下方向の幅は10mmで上端20と下端25のほぼ中間に位置するようにした。
【0061】
易開封性接着部分の熱接着条件は、ヒートシール温度150℃、ヒートシール時間1秒、ヒートシール圧力98kPaとした。また、難開封性部分のヒートシール条件は、ヒートシール温度120℃、ヒートシール時間1秒、ヒートシール圧力98kPaとした。ここで、各熱接着部分のヒートシール強度は、別途同じヒートシール条件で作成した試験片で測定した。易開封性接着部分の熱接着強度は3N/15mm幅であった。また、難開封性接着部分の熱接着強度は60N/15mm幅であった。
【0062】
次に、このようにして得た包装材料に、開放部分から平均長さ20mmのアーモンドナッツ約30gを投入した。次いで、開放部分を難開封性に熱接着して包装体を得た。
【0063】
包装体は、完全に密封された状態であった。また、フラップの開封用つまみ端を手指でつまんで引き上げたところ、容易に開封することができ、内容物を取り出すことができた。また、開封した状態のまま包装体を机上に横たえても、フラップが自然に開封口に蓋をする状態となり、内部のナッツ類がこぼれ出すことはなかった。
【図面の簡単な説明】
【0064】
【図1】三方シール型包装体の例を示した(1)正面図、(2)A−A’断面矢視図、(3)右側面図である。
【図2】包装体の開封状態を模式的に示した(1)正面図、(2)右側面図である。
【図3】積層フィルムの層構造の一例を示した概念図である。
【図4】積層フィルムの層構造の他の例を示した概念図である。
【図5】積層フィルムの層構造のさらに他の例を示した概念図である。
【図6−1】三方シール型包装体の製造工程の前半部分(1)〜(3)の概略を示した図である。
【図6−2】三方シール型包装体の製造工程の後半部分(4)〜(6)の概略を示した図である。
【図7−1】三方シール型包装体の他の製造工程の前半部分(1)〜(5)の概略を示した図である。
【図7−2】三方シール型包装体の他の製造工程の後半部分(6)〜(8)の概略を示した図である。
【図8】底ガゼット型の包装体の例を示した(1)正面図、(2)右側面図である。
【図9】下部が開放部分とされた三方シール型包装体の(1)正面図、(2)右側面図である。
【符号の説明】
【0065】
10 包装体
11 表面フィルム
12 裏面フィルム
13 フラップ
20 表面フィルムの上端
21、21’ 包装体の上端
22 包装体の下端
23、24 包装体の左端と右端
25 フラップの下端
30 上部周縁部(熱接着部分)
31、32 フラップの両側部(熱接着部分)
33、34 本体部の両側部(熱接着部分)
35 易開封性接着部分
36 上部熱接着部分の下端
40 開封口
41 収納空間
42、43 開放部分
50 内容物
60、70、80 積層フィルム
61、71 基材層
62、81 基材フィルム
63 シーラブル層
65、82 熱接着性樹脂層
66、83 接着剤層
72 シーラント層
84 部分コーティング層(接着剤層)
100 断熱板(受け板)
110、120、130、140 ヒートシーラ
111、121、131、141 受け板
200 底ガゼット袋
300 他の三方シール袋
201、301 表面フィルム
202、302 裏面フィルム
203、303 フラップ
204 底部
205、304 表面フィルムの上端
305 上端
206、310 易開封性接着部分
207、306 下端
320 熱接着部分
【特許請求の範囲】
【請求項1】
少なくとも基材層と熱接着性樹脂層とを有する積層フィルムで構成され、前記積層フィルムの周縁部の少なくとも一方が開放されている包装材料であって、内容物を収納する本体部と、前記本体部に設けられた開封口と、前記開封口を覆う略平面状のフラップとを備え、前記フラップは、前記本体部への接続端となる一方の端部と、開封用つまみ端となる他方の端部とを有し、前記一方の端部は、その両側部の少なくとも一方が、前記フラップの開封方向の一定長さにわたって前記本体部に熱接着されており、かつ前記フラップは、前記開封口に沿った前記他方の端部の近傍部分において、前記本体部に易開封性に接着されていることを特徴とする包装材料。
【請求項2】
少なくとも基材層と熱接着性樹脂層とを有する積層フィルムで構成され、前記積層フィルムの周縁部の一方が開放されている包装材料であって、内容物を収納する本体部と、前記本体部に設けられた開封口と、前記開封口を覆う略平面状のフラップとを備え、前記フラップは、前記本体部への接続端となる一方の端部と、開封用つまみ端となる他方の端部とを有し、前記一方の端部は、その両側部が、前記フラップの開封方向の一定長さにわたって前記本体部に熱接着されており、かつ前記フラップは、前記開封口に沿った前記他方の端部の近傍部分において、前記本体部に易開封性に接着されていることを特徴とする包装材料。
【請求項3】
少なくとも基材層と熱接着性樹脂層とを有する積層フィルムで構成され、前記積層フィルムの周縁部の一方が開放されている包装材料であって、内容物を収納する本体部と、前記本体部に設けられた開封口と、前記開封口を覆う略平面状のフラップとを備え、前記フラップは、前記本体部への接続端となる一方の端部と、開封用つまみ端となる他方の端部とを有し、前記一方の端部は、その両側部の一方が、前記フラップの開封方向の一定長さにわたって前記本体部に熱接着され、他方が前記周縁部の一方に対応して開放されており、かつ前記フラップは、前記開封口に沿った前記他方の端部の近傍部分において、前記本体部に易開封性に接着されていることを特徴とする包装材料。
【請求項4】
前記一定長さが、5mm以上であることを特徴とする請求項1から3のいずれかに記載の包装材料。
【請求項5】
前記積層フィルムが、前記基材層に対して前記熱接着性樹脂層と反対側に、前記熱接着性樹脂層と接着した場合に易開封性となるシーラブル層をさらに設けたものであることを特徴とする請求項1から4のいずれかに記載の包装材料。
【請求項6】
前記積層フィルムが、前記の易開封性の接着部分に、易開封性ヒートシール成分樹脂またはホットメルト型の樹脂を部分コーティングしたものであることを特徴とする請求項1から4のいずれかに記載の包装材料。
【請求項7】
前記積層フィルムの熱接着性樹脂層が、前記基材層と接着した場合に易開封性となるイージーピールシーラント層であることを特徴とする請求項1から4のいずれかに記載の包装材料。
【請求項8】
前記易開封性の接着強度が、1N/15mm幅以上20N/15mm幅以下であることを特徴とする請求項1から7のいずれかに記載の包装材料。
【請求項9】
少なくとも基材層と熱接着性樹脂層とを有する積層フィルムで内容物が密封包装された包装体であって、前記内容物を収納する本体部と、前記本体部に設けられた開封口と、前記開封口を覆う略平面状のフラップとを備え、前記フラップは、前記本体部への接続端となる一方の端部と、開封用つまみ端となる他方の端部とを有し、前記一方の端部は、その両側部が、前記フラップの開封方向の一定長さにわたって前記本体部に熱接着されており、かつ前記フラップは、前記開封口に沿った前記他方の端部の近傍部分において、前記本体部に易開封性に接着されていることを特徴とする包装体。
【請求項10】
少なくとも基材層と熱接着性樹脂層とを有する積層フィルムを用い、表面フィルムと裏面フィルムとを前記熱接着性樹脂層を内側にして構成された本体部に内容物を密封充填可能な包装材料の製造方法であって、前記本体部の開封口を覆う略平面上のフラップと前記表面フィルムとを、前記フラップの熱接着性樹脂層と前記表面フィルムの基材層とが接するように一部を重ね合わせ、前記重ね合わされた部分を密封可能で易開封性に熱接着し、次いで、前記表面フィルムと前記フラップとに合わせて裏面フィルムが重ね合わされた状態で、前記内容物を充填するための開放部分と前記開封口部分とを残して、前記裏面フィルムの外周縁部を前記表面フィルムと前記フラップに密封可能に熱接着する易開封性包装材料の製造方法。
【請求項11】
少なくとも基材層と熱接着性樹脂層とを有する積層フィルムを用い、表面フィルムと裏面フィルムとを前記熱接着性樹脂層を内側にして構成された本体部に内容物を充填して密封した包装体の製造方法であって、前記本体部の開封口を覆う略平面上のフラップと前記表面フィルムとを、前記フラップの熱接着性樹脂層と前記表面フィルムの基材層とが接するように一部を重ね合わせ、前記重ね合わされた部分を密封可能で易開封性に熱接着し、次いで、前記表面フィルムと前記フラップとに合わせて裏面フィルムが重ね合わされた状態で、前記内容物を充填するための開放部分と前記開封口部分とを残して、前記裏面フィルムの外周縁部を前記表面フィルムと前記フラップに密封可能に熱接着し、次いで、前記開放部分から前記内容物を充填し、しかるのち前記開放部分を前記開封口部分を残して熱接着して密封する易開封性包装体の製造方法。
【請求項1】
少なくとも基材層と熱接着性樹脂層とを有する積層フィルムで構成され、前記積層フィルムの周縁部の少なくとも一方が開放されている包装材料であって、内容物を収納する本体部と、前記本体部に設けられた開封口と、前記開封口を覆う略平面状のフラップとを備え、前記フラップは、前記本体部への接続端となる一方の端部と、開封用つまみ端となる他方の端部とを有し、前記一方の端部は、その両側部の少なくとも一方が、前記フラップの開封方向の一定長さにわたって前記本体部に熱接着されており、かつ前記フラップは、前記開封口に沿った前記他方の端部の近傍部分において、前記本体部に易開封性に接着されていることを特徴とする包装材料。
【請求項2】
少なくとも基材層と熱接着性樹脂層とを有する積層フィルムで構成され、前記積層フィルムの周縁部の一方が開放されている包装材料であって、内容物を収納する本体部と、前記本体部に設けられた開封口と、前記開封口を覆う略平面状のフラップとを備え、前記フラップは、前記本体部への接続端となる一方の端部と、開封用つまみ端となる他方の端部とを有し、前記一方の端部は、その両側部が、前記フラップの開封方向の一定長さにわたって前記本体部に熱接着されており、かつ前記フラップは、前記開封口に沿った前記他方の端部の近傍部分において、前記本体部に易開封性に接着されていることを特徴とする包装材料。
【請求項3】
少なくとも基材層と熱接着性樹脂層とを有する積層フィルムで構成され、前記積層フィルムの周縁部の一方が開放されている包装材料であって、内容物を収納する本体部と、前記本体部に設けられた開封口と、前記開封口を覆う略平面状のフラップとを備え、前記フラップは、前記本体部への接続端となる一方の端部と、開封用つまみ端となる他方の端部とを有し、前記一方の端部は、その両側部の一方が、前記フラップの開封方向の一定長さにわたって前記本体部に熱接着され、他方が前記周縁部の一方に対応して開放されており、かつ前記フラップは、前記開封口に沿った前記他方の端部の近傍部分において、前記本体部に易開封性に接着されていることを特徴とする包装材料。
【請求項4】
前記一定長さが、5mm以上であることを特徴とする請求項1から3のいずれかに記載の包装材料。
【請求項5】
前記積層フィルムが、前記基材層に対して前記熱接着性樹脂層と反対側に、前記熱接着性樹脂層と接着した場合に易開封性となるシーラブル層をさらに設けたものであることを特徴とする請求項1から4のいずれかに記載の包装材料。
【請求項6】
前記積層フィルムが、前記の易開封性の接着部分に、易開封性ヒートシール成分樹脂またはホットメルト型の樹脂を部分コーティングしたものであることを特徴とする請求項1から4のいずれかに記載の包装材料。
【請求項7】
前記積層フィルムの熱接着性樹脂層が、前記基材層と接着した場合に易開封性となるイージーピールシーラント層であることを特徴とする請求項1から4のいずれかに記載の包装材料。
【請求項8】
前記易開封性の接着強度が、1N/15mm幅以上20N/15mm幅以下であることを特徴とする請求項1から7のいずれかに記載の包装材料。
【請求項9】
少なくとも基材層と熱接着性樹脂層とを有する積層フィルムで内容物が密封包装された包装体であって、前記内容物を収納する本体部と、前記本体部に設けられた開封口と、前記開封口を覆う略平面状のフラップとを備え、前記フラップは、前記本体部への接続端となる一方の端部と、開封用つまみ端となる他方の端部とを有し、前記一方の端部は、その両側部が、前記フラップの開封方向の一定長さにわたって前記本体部に熱接着されており、かつ前記フラップは、前記開封口に沿った前記他方の端部の近傍部分において、前記本体部に易開封性に接着されていることを特徴とする包装体。
【請求項10】
少なくとも基材層と熱接着性樹脂層とを有する積層フィルムを用い、表面フィルムと裏面フィルムとを前記熱接着性樹脂層を内側にして構成された本体部に内容物を密封充填可能な包装材料の製造方法であって、前記本体部の開封口を覆う略平面上のフラップと前記表面フィルムとを、前記フラップの熱接着性樹脂層と前記表面フィルムの基材層とが接するように一部を重ね合わせ、前記重ね合わされた部分を密封可能で易開封性に熱接着し、次いで、前記表面フィルムと前記フラップとに合わせて裏面フィルムが重ね合わされた状態で、前記内容物を充填するための開放部分と前記開封口部分とを残して、前記裏面フィルムの外周縁部を前記表面フィルムと前記フラップに密封可能に熱接着する易開封性包装材料の製造方法。
【請求項11】
少なくとも基材層と熱接着性樹脂層とを有する積層フィルムを用い、表面フィルムと裏面フィルムとを前記熱接着性樹脂層を内側にして構成された本体部に内容物を充填して密封した包装体の製造方法であって、前記本体部の開封口を覆う略平面上のフラップと前記表面フィルムとを、前記フラップの熱接着性樹脂層と前記表面フィルムの基材層とが接するように一部を重ね合わせ、前記重ね合わされた部分を密封可能で易開封性に熱接着し、次いで、前記表面フィルムと前記フラップとに合わせて裏面フィルムが重ね合わされた状態で、前記内容物を充填するための開放部分と前記開封口部分とを残して、前記裏面フィルムの外周縁部を前記表面フィルムと前記フラップに密封可能に熱接着し、次いで、前記開放部分から前記内容物を充填し、しかるのち前記開放部分を前記開封口部分を残して熱接着して密封する易開封性包装体の製造方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6−1】
【図6−2】
【図7−1】
【図7−2】
【図8】
【図9】
【図2】
【図3】
【図4】
【図5】
【図6−1】
【図6−2】
【図7−1】
【図7−2】
【図8】
【図9】
【公開番号】特開2006−8168(P2006−8168A)
【公開日】平成18年1月12日(2006.1.12)
【国際特許分類】
【出願番号】特願2004−186791(P2004−186791)
【出願日】平成16年6月24日(2004.6.24)
【出願人】(000116828)旭化成パックス株式会社 (31)
【Fターム(参考)】
【公開日】平成18年1月12日(2006.1.12)
【国際特許分類】
【出願日】平成16年6月24日(2004.6.24)
【出願人】(000116828)旭化成パックス株式会社 (31)
【Fターム(参考)】
[ Back to top ]