
フランジを有する形鋼の圧延方法
【課題】圧延機を追加することなく、通常水平ロールを使用して、様々なウェブ外幅に対応した外幅一定形鋼を製造する。
【解決手段】粗圧延と、水平ロール1a,1bを有する粗ユニバーサルミル1およびエッジャーミル2を用いる往復圧延による複数パスの中間圧延と、幅可変水平ロール4a、4bを有する仕上げユニバーサルミル4を用いる仕上げ圧延とを行うことにより、ウェブ外幅が一定であるとともにウェブ内幅が異なる外幅一定形鋼を製造する。粗ユニバーサルミル1による中間圧延を、上下の水平ロール1a、1bの軸心同士を互いに水平面内で交叉させて、行うことにより、中間圧延を完了した中間圧延材10のウェブ厚を、ウェブ高さ方向の中心からフランジへ向かうにつれて徐々に増加させるとともに、仕上げ圧延では、中間圧延材のウェブ11を、幅可変水平ロール1a、1bにより圧下する。
【解決手段】粗圧延と、水平ロール1a,1bを有する粗ユニバーサルミル1およびエッジャーミル2を用いる往復圧延による複数パスの中間圧延と、幅可変水平ロール4a、4bを有する仕上げユニバーサルミル4を用いる仕上げ圧延とを行うことにより、ウェブ外幅が一定であるとともにウェブ内幅が異なる外幅一定形鋼を製造する。粗ユニバーサルミル1による中間圧延を、上下の水平ロール1a、1bの軸心同士を互いに水平面内で交叉させて、行うことにより、中間圧延を完了した中間圧延材10のウェブ厚を、ウェブ高さ方向の中心からフランジへ向かうにつれて徐々に増加させるとともに、仕上げ圧延では、中間圧延材のウェブ11を、幅可変水平ロール1a、1bにより圧下する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、フランジを有する形鋼の圧延方法に関し、例えば、粗圧延工程、中間圧延工程および仕上げ圧延工程を経て様々な製品寸法の多種の圧延H形鋼を、製品疵や寸法不良を発生することなく、製造する方法に関する。
【背景技術】
【0002】
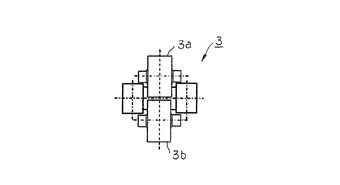
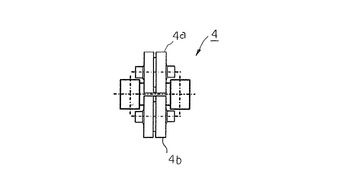
図6は、圧延形鋼(以降の説明では「圧延H形鋼」を例にとる)の中間圧延に用いられる粗ユニバーサルミル1を示す説明図であり、図7は、圧延H形鋼の中間圧延に用いられる二重式ロールのエッジャーミル2を示す説明図であり、図8は、圧延H形鋼の仕上げ圧延に用いられる、幅固定水平ロール3a、3bを有する仕上げユニバーサルミル3を示す説明図であり、図9は、圧延H形鋼の仕上げ圧延に用いられる、幅可変水平ロール4a、4bを有する仕上げユニバーサルミル4を示す説明図である。
【0003】
圧延H形鋼は、図示しない2重式孔型ロールを有する粗圧延ミルで鋳片をドックボーン形の粗形材とした後、この粗形材に、粗ユニバーサルミル1およびエッジャーミル2により構成される中間圧延ミル群による中間圧延と、仕上げユニバーサルミル3または4による仕上げ圧延とを用いて熱間圧延を行われて、製造される。中間圧延は、粗ユニバーサルミル1とエッジャーミル2により構成される中間圧延ミル群による複数パスの往復圧延により行われる。仕上げ圧延は、仕上げユニバーサルミルによる1パスの整形圧延により行われる。このようにして、所望の形状の圧延H形鋼が製造される。
【0004】
現在、需要家のニーズの拡大により、多品種化、他サイズ化の傾向が強まっている。圧延H形鋼の圧延では、基本的にはサイズ毎に圧延用ロールを準備する必要があるため、圧延H形鋼の多品種化、多サイズ化に対応するには、圧延ロールの在庫や組替え回数の増加を図る必要があり、生産性の低下や製造コストの上昇が避けられない。
【0005】
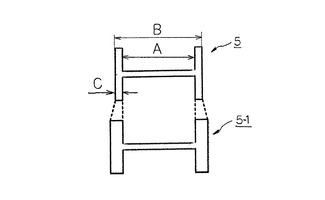
図10は、ウェブ内幅Aが一定である内幅一定H形鋼5、5−1を示す説明図である。
圧延H形鋼の従来の主流は、図10に示す内幅一定H形鋼5、5−1であった。内幅一定H形鋼5、5−1は、ウェブ内幅Aが一定であるためにフランジ厚Cが増加すればその分だけウェブ外幅Bが増加する。圧延H形鋼の圧延においては、仕上げユニバーサルミル3の水平ロール幅に熱間縮み代を考慮した幅がそのまま製品のウェブ内幅Aとなるが、ウェブ外幅Bが小さい内幅一定H形鋼5やウェブ外幅Bが大きい内幅一定H形鋼5−1のいずれを製造する際にもウェブ内幅Aは変化しないため、ロール保有数が増加することはない。
【0006】
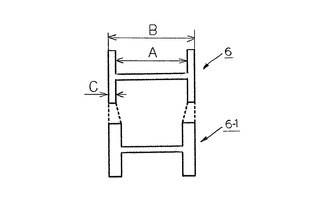
これに対し、図11は、ウェブ外幅Bが一定である外幅一定H形鋼6、6−1を示す説明図である。
近年では、図6に示す外幅一定H形鋼6、6−1に対する需要が増加している。外幅一定H形鋼6、6−1は、フランジ厚Cが増加してもウェブ外幅Bは変化しない。これに対応するためには、ウェブ内幅Aの変化に応じて、仕上げユニバーサルミル3の水平ロールを多種準備する必要があり、大量のロールを保有する必要がある。
【0007】
このため、現在、外幅一定H形鋼6、6−1の製造では、中間圧延工程で各部の厚みが仕上げられたH形鋼に、図9に示す幅可変水平ロール4a、4bを有する仕上げユニバーサルミル4により仕上げ圧延を行って、ウェブ外幅Bを調整することにより、様々なウェブ外幅Bに対応した外幅一定H形鋼6、6−1を製造することが、主流になっている。
【0008】
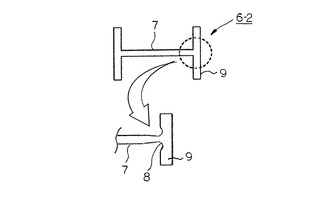
図12は、幅可変水平ロール4a、4bを有する仕上げユニバーサルミル4による仕上げ圧延を行われた外幅一定H形鋼6−2のウェブ7にくびれ8が生じた状況を示す説明図である。
【0009】
幅可変水平ロール4a、4bを有する仕上げユニバーサルミル4を用いたウェブ外幅Bの調整においてウェブ外幅の大きな拡大を行うと、図7に示すウェブ7のクビレ8が生じるという課題があった。クビレ8は、フランジ9との接合部近傍のウェブ7の局部的な板厚減少を伴う形状不良である。
【0010】
これまでにも、クビレ8の発生を防止するために様々な技術が提案されており、例えば、中間圧延ミル群を構成する粗ユニバーサルミル1に特殊ロールを用いることが知られている。
【0011】
特許文献1には、中間圧延工程の粗ユニバーサルミル1の水平ロール1a、1bの左右両端部に切り欠き部を設け、この切欠き部に接触する中間圧延材の接触部に余肉を形成してから、幅可変水平ロール4a、4bを有する仕上げユニバーサルミル4を用いて仕上げ圧延を行うことによって、仕上げユニバーサルミル4を用いたウェブ外幅Bの拡大工程におけるウェブ7でのクビレ8の発生を防止する発明が、開示されている。
【先行技術文献】
【特許文献】
【0012】
【特許文献1】特許第2851512号明細書
【発明の概要】
【発明が解決しようとする課題】
【0013】
特許文献1により提案された圧延方法は、確かに有用であるものの、特殊加工を施した水平ロール1a、1bを用いる必要があり、この分のロール保有数の増加は否めない。また、ウェブ外幅Bを拡幅しないH形鋼を製造する場合には、余肉部を圧延するための圧延機を別途用いる必要があり、ロール組替え回数が増加するために実操業の生産性の低下が懸念される。
【0014】
本発明は、このような従来の技術が有する課題に鑑みてなされたものであり、圧延機を追加することなく、通常水平ロールを使用して、様々なウェブ外幅に対応した外幅一定形鋼を製造する方法を提供することを目的とする。
【課題を解決するための手段】
【0015】
本発明は、粗圧延ミルを用いる粗圧延と、粗ユニバーサルミルおよびエッジャーミルを用いる往復圧延による複数パスの中間圧延と、幅可変水平ロールを有する仕上げユニバーサルミルを用いる仕上げ圧延とを行うことにより、ウェブ外幅が一定であるとともにウェブ内幅が異なる外幅一定形鋼を製造する際に、粗ユニバーサルミルによる中間圧延を、粗ユニバーサルミルの上下の水平ロールの軸心同士を互いに水平面内で交叉させて、行うことにより、中間圧延を完了した中間圧延材のウェブ厚を、ウェブ高さ方向の中心からフランジへ向かうにつれて徐々に増加させるとともに、仕上げ圧延では、中間圧延材のウェブを、幅可変水平ロールにより圧下することを特徴とする形鋼の製造方法である。
【発明の効果】
【0016】
本発明により、圧延機を追加することなく、通常の水平ロールを使用して、様々なウェブ外幅に対応した外幅一定形鋼を製造することが可能になる。
【図面の簡単な説明】
【0017】
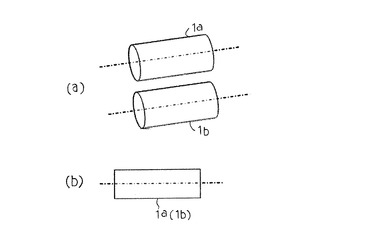
【図1】図1(a)、図1(b)は、それぞれ、粗ユニバーサルミルにおける上下の水平ロールの従来の配置を示す外観図、上面図である。
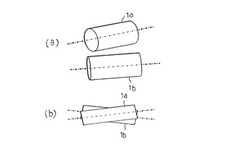
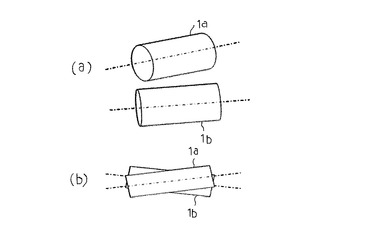
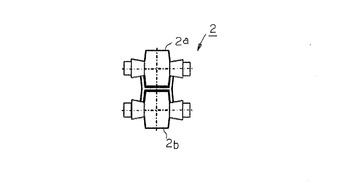
【図2】図2(a)、図2(b)は、それぞれ、粗ユニバーサルミルにおける上下の水平ロールの本発明の配置を示す外観図、上面図である。
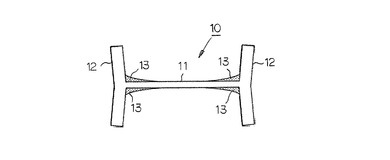
【図3】図3は、図2(a)、図2(b)に示す本発明の配置を有する上下の水平ロールを備える粗ユニバーサルミルにより中間圧延を行われた中間圧延完了材の断面形状の一例を示す説明図である。
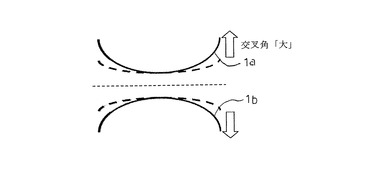
【図4】図4は、交叉角θを大きくした場合のロールギャップの変化を示す説明図である。
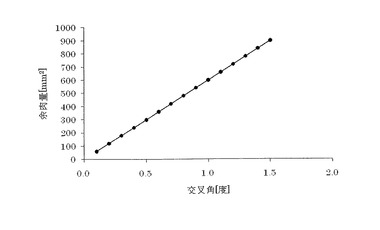
【図5】図5は、交叉角に対する余肉付与量分布を示すグラフである。
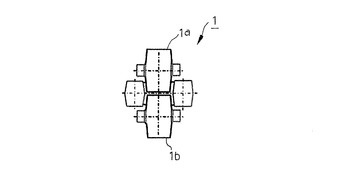
【図6】図6は、圧延H形鋼の中間圧延に用いられる粗ユニバーサルミルを示す説明図である。
【図7】図7は、圧延H形鋼の中間圧延に用いられる二重式ロールのエッジャーミルを示す説明図である。
【図8】図8は、圧延H形鋼の仕上げ圧延に用いられる、幅固定水平ロールを有する仕上げユニバーサルミルを示す説明図である。
【図9】図9は、圧延H形鋼の仕上げ圧延に用いられる、幅可変水平ロールを有する仕上げユニバーサルミルを示す説明図である。
【図10】図10は、ウェブ内幅が一定である内幅一定H形鋼を示す説明図である。
【図11】図11は、ウェブ外幅が一定である外幅一定H形鋼を示す説明図である。
【図12】図12は、幅可変水平ロールを有する仕上げユニバーサルミルによる仕上げ圧延を行われた外幅一定H形鋼のウェブにくびれが生じた状況を示す説明図である。
【発明を実施するための形態】
【0018】
以下、本発明を実施するための形態を、添付図面を参照しながら説明する。なお、以降の説明では、上述した図6〜12も同一の図中符号を用いて適宜参照する。また、外幅一定形鋼として外幅一定H形鋼を例にとる。
【0019】
本発明では、粗圧延工程と、中間圧延工程と、仕上げ圧延工程とを経て、外幅一定H形鋼を製造するので、これら各工程を順次説明する。
【0020】
[粗圧延工程]
粗圧延工程では、2重式孔型ロールを有する粗圧延ミルにより鋳片に粗圧延を行って、ドックボーン形の粗形材とする。
粗圧延工程は、周知の粗圧延工程と同様でよく、この粗圧延工程は当業者にとっては周知であるので、粗圧延工程に関する説明は省略する。
【0021】
[中間圧延工程]
中間圧延工程では、上記粗形材に対して、上下の水平ロール1a、1bを有する粗ユニバーサルミル1、および上下の水平ロール2a、2bを有するエッジャーミル2を用いる往復圧延による複数パスの中間圧延を行って、中間圧延完了材とする。
【0022】
本発明では、この中間圧延を行う際に、粗ユニバーサルミル1の上下の水平ロール1a、1bの軸心同士が互いに水平面内で交叉するように水平ロール1a、1bを配置して、行うことにより、中間圧延を完了した中間圧延完了材のウェブ厚を、ウェブ高さ方向の中心からフランジへ向かうにつれて徐々に増加させるので、これを説明する。
【0023】
本発明では、幅可変水平ロール4a、4bを有する仕上げユニバーサルミル4により仕上げ圧延を行ってウェブ外幅Bを調整する際におけるウェブ7のクビレ8を防止するために、粗ユニバーサルミル1の通常の水平ロール1a、1bを使用して、クビレ8の発生が予定される箇所に、余肉を設ける。
【0024】
具体的には、本発明では、粗ユニバーサルミル1の上下の水平ロール1a、1bの軸心同士を互いに水平面内で交叉させて粗ユニバーサルミル1の上下の水平ロール1a、1bを配置することによって、粗ユニバーサルミル1のロールギャップを変化させて中間圧延を行う。これにより、クビレ8の発生が予定される箇所に余肉を設けることができる。
【0025】
図1(a)、図1(b)は、それぞれ、粗ユニバーサルミル1における上下の水平ロール1a、1bの従来の配置を示す外観図、上面図である。図2(a)、図2(b)は、それぞれ、粗ユニバーサルミル1における上下の水平ロール1a、1bの本発明の配置を示す外観図、上面図である。さらに、図3は、図2(a)、図2(b)に示す本発明の配置を有する上下の水平ロール1a、1bを備える粗ユニバーサルミル1により中間圧延を行われた中間圧延完了材の断面形状の一例を示す説明図である。
【0026】
なお、図1(a)、図1(b)、図2(a)および図2(b)における一点鎖線は、各ロールの軸心を示す。
図1(a)および図1(b)に示す従来の配置では、上下の水平ロール1a、1bの軸心が水平面内で同一線上に配置されているため、上下の水平ロール1a、1bのロールギャップはどの位置でも一定となるので、通常配置の水平ロール1a、1bにより圧下された中間圧延完了材のウェブ厚は、断面内でどの位置でも一定となる。このため、中間圧延工程に続く仕上げ圧延工程において、幅可変水平ロール4a、4を有する仕上げユニバーサルミル4により仕上げ圧延を行ってウェブ外幅Bを拡大する際には、ウェブ7にクビレ8を生じる。
【0027】
これに対し、図2(a)および図2(b)に示す本発明の配置によると、図1(a)および図1(b)に示す水平ロール1a、1bと同じ水平ロール1a、1bを使用して上下ロール軸心を交叉角θで交叉させることにより、上ロールプロファイルと下ロールプロファイルとのギャップであるロールギャップを断面内で変化させることができる。
【0028】
このため、図2(a)、図2(b)に示す本発明の配置を有する上下の水平ロール1a、1bを備える粗ユニバーサルミル1により中間圧延を行われた中間圧延完了材10は、図3に示すように、ウェブ11の厚さが左右のフランジ12側に行くに従い徐々に厚くなる断面形状、すなわち中間圧延完了材10のウェブ11の厚さがウェブ高さ方向の中心からフランジへ向かうにつれて徐々に増加する断面形状を有するようになる。
【0029】
ウェブ11のウェブ高さ方向の中心に対してウェブ厚さが厚い部分13は余肉となる。この余肉13が、幅可変水平ロール4a、4bを有する仕上げユニバーサルミル4を用いたウェブ外幅Bの調整においてウェブ外幅の大きな拡大を行う際に、フランジ12との接合部近傍のウェブ13の局部的な板厚減少を相殺するので、ウェブ11のクビレ8を解消できる。
【0030】
本明細書では、図3に示す中間圧延完了材10における4箇所の余肉13の合計面積を、余肉量(mm2)と定義する。
この余肉量は、上下の水平ロール1a、1bの上下ロール軸心の交叉角θを調整することによって、調整可能である。図4は、交叉角θを大きくした場合のロールギャップの変化を示す説明図である。
【0031】
図4に示すように、交叉角θを増加させると、上下の水平ロール1a、1bの左右両端側でのギャップを大きくすることができる。このため、仕上げ圧延工程でのウェブ外幅拡大量に応じて、すなわち製造する様々なサイズに応じて適切な余肉量を設定することが可能である。
【0032】
実用例として、H900×300、ウェブ厚16mm、フランジ厚19mmまたは32mmの場合の事例を示す。上記例の場合の粗ユニバーサルミル1の上下の水平ロール幅はフランジ厚19mmに適した幅となり、冷却過程の収縮代を8mm考慮すると、約870mmとなる。870mmのロール幅を有する粗ユニバーサルミルを使用すれば仕上げ圧延工程でのウェブ外幅調整量“ゼロ”でH900×300×16/19の圧延H形鋼を製造できる。
【0033】
しかし、同じ粗ユニバーサルミル1の水平ロール1a、1bを使用してH900×300×16/32の圧延H形鋼を製造しようとすると、仕上げ圧延工程でのウェブ外幅調整量は32mm(=(32−19)×2)となる。この際、ウェブ外幅拡大に伴うウェブ断面積の増加量は約512mm2(=16×32)となる。
【0034】
これに対して、図5に交叉角に対する余肉付与量分布をグラフで示す。このグラフは、粗ユニバーサルミル1の水平ロール1a、1bの径が1600mmであるとともに水平ロール1a、1bの幅が860mmであるとして、算出したものである。
【0035】
図5に示すグラフから、ウェブ断面積の増加量約512mm2を得るためには、交叉角θを0.8度程度に設定すればよいことが分かる。
なお、上下の水平ロール1a、1bを交叉配置する機構としては、例えば、板圧延に用いられる所謂ワークロールクロスミルにおける交叉配置機構を流用すればよく、この種の圧延ロールの交叉配置機構をそのまま用いることができる。また、上下の水平ロール1a、1bを互いに反対方向へ傾斜させるペアクロスとすることが望ましいが、上下の水平ロール1a、1bのうちの一方のみを傾斜させるシングルクロスでもよい。
【0036】
粗ユニバーサルミル1とエッジャーミル2により構成される中間圧延ミル群を用いた往復圧延による複数パスの中間圧延において、エッジャーミル2による中間圧延は、公知のものと同じでよく、何ら限定を要さないので、これ以上の説明は省略する。
【0037】
以上説明したように、上下の水平ロール1a、1bを有する粗ユニバーサルミル1、および上下の水平ロール2a、2bを有するエッジャーミル2を用いる往復圧延による複数パスの中間圧延工程により、中間圧延を完了した中間圧延完了材10のウェブ11の厚さを、ウェブ11の高さ方向の中心からフランジ12、12へ向かうにつれて徐々に増加させることが可能になる。
【0038】
[仕上げ圧延工程]
中間圧延完了材10に対して、幅可変水平ロール4a、4bを有する仕上げユニバーサルミル4を用いて仕上げ圧延を行う。この仕上げ圧延では、中間圧延完了材10のウェブ11におけるウェブ高さ方向の中心に対してウェブ厚さが厚い部分(余肉)13を、幅可変水平ロール4a、4bにより圧下する。
【0039】
このため、この余肉13が、幅可変水平ロール4a、4bを有する仕上げユニバーサルミル4を用いたウェブ外幅Bの調整においてウェブ外幅の大きな拡大を行う際に、フランジ12との接合部近傍のウェブ13の局部的な板厚減少を相殺するので、ウェブ11のクビレ8の発生が解消される。
【0040】
本発明によれば、このようにして、圧延機を追加することなく、通常の水平ロール1a、1bを使用して、様々なウェブ外幅に対応して、ウェブ外幅が一定であるとともにウェブ内幅が異なる外幅一定H形鋼を製造することが可能になる。
【符号の説明】
【0041】
1 粗ユニバーサルミル
2 エッジャーミル
3 仕上げユニバーサルミル
3a、3b 幅固定水平ロール
4 仕上げユニバーサルミル
4a、4b 幅可変水平ロール
5、5−1 内幅一定H形鋼
6、6−1、6−2 外幅一定H形鋼
7 ウェブ
8 くびれ
9 フランジ
10 中間圧延完了材
11 ウェブ
12 フランジ
13 ウェブ(余肉)
【技術分野】
【0001】
本発明は、フランジを有する形鋼の圧延方法に関し、例えば、粗圧延工程、中間圧延工程および仕上げ圧延工程を経て様々な製品寸法の多種の圧延H形鋼を、製品疵や寸法不良を発生することなく、製造する方法に関する。
【背景技術】
【0002】
図6は、圧延形鋼(以降の説明では「圧延H形鋼」を例にとる)の中間圧延に用いられる粗ユニバーサルミル1を示す説明図であり、図7は、圧延H形鋼の中間圧延に用いられる二重式ロールのエッジャーミル2を示す説明図であり、図8は、圧延H形鋼の仕上げ圧延に用いられる、幅固定水平ロール3a、3bを有する仕上げユニバーサルミル3を示す説明図であり、図9は、圧延H形鋼の仕上げ圧延に用いられる、幅可変水平ロール4a、4bを有する仕上げユニバーサルミル4を示す説明図である。
【0003】
圧延H形鋼は、図示しない2重式孔型ロールを有する粗圧延ミルで鋳片をドックボーン形の粗形材とした後、この粗形材に、粗ユニバーサルミル1およびエッジャーミル2により構成される中間圧延ミル群による中間圧延と、仕上げユニバーサルミル3または4による仕上げ圧延とを用いて熱間圧延を行われて、製造される。中間圧延は、粗ユニバーサルミル1とエッジャーミル2により構成される中間圧延ミル群による複数パスの往復圧延により行われる。仕上げ圧延は、仕上げユニバーサルミルによる1パスの整形圧延により行われる。このようにして、所望の形状の圧延H形鋼が製造される。
【0004】
現在、需要家のニーズの拡大により、多品種化、他サイズ化の傾向が強まっている。圧延H形鋼の圧延では、基本的にはサイズ毎に圧延用ロールを準備する必要があるため、圧延H形鋼の多品種化、多サイズ化に対応するには、圧延ロールの在庫や組替え回数の増加を図る必要があり、生産性の低下や製造コストの上昇が避けられない。
【0005】
図10は、ウェブ内幅Aが一定である内幅一定H形鋼5、5−1を示す説明図である。
圧延H形鋼の従来の主流は、図10に示す内幅一定H形鋼5、5−1であった。内幅一定H形鋼5、5−1は、ウェブ内幅Aが一定であるためにフランジ厚Cが増加すればその分だけウェブ外幅Bが増加する。圧延H形鋼の圧延においては、仕上げユニバーサルミル3の水平ロール幅に熱間縮み代を考慮した幅がそのまま製品のウェブ内幅Aとなるが、ウェブ外幅Bが小さい内幅一定H形鋼5やウェブ外幅Bが大きい内幅一定H形鋼5−1のいずれを製造する際にもウェブ内幅Aは変化しないため、ロール保有数が増加することはない。
【0006】
これに対し、図11は、ウェブ外幅Bが一定である外幅一定H形鋼6、6−1を示す説明図である。
近年では、図6に示す外幅一定H形鋼6、6−1に対する需要が増加している。外幅一定H形鋼6、6−1は、フランジ厚Cが増加してもウェブ外幅Bは変化しない。これに対応するためには、ウェブ内幅Aの変化に応じて、仕上げユニバーサルミル3の水平ロールを多種準備する必要があり、大量のロールを保有する必要がある。
【0007】
このため、現在、外幅一定H形鋼6、6−1の製造では、中間圧延工程で各部の厚みが仕上げられたH形鋼に、図9に示す幅可変水平ロール4a、4bを有する仕上げユニバーサルミル4により仕上げ圧延を行って、ウェブ外幅Bを調整することにより、様々なウェブ外幅Bに対応した外幅一定H形鋼6、6−1を製造することが、主流になっている。
【0008】
図12は、幅可変水平ロール4a、4bを有する仕上げユニバーサルミル4による仕上げ圧延を行われた外幅一定H形鋼6−2のウェブ7にくびれ8が生じた状況を示す説明図である。
【0009】
幅可変水平ロール4a、4bを有する仕上げユニバーサルミル4を用いたウェブ外幅Bの調整においてウェブ外幅の大きな拡大を行うと、図7に示すウェブ7のクビレ8が生じるという課題があった。クビレ8は、フランジ9との接合部近傍のウェブ7の局部的な板厚減少を伴う形状不良である。
【0010】
これまでにも、クビレ8の発生を防止するために様々な技術が提案されており、例えば、中間圧延ミル群を構成する粗ユニバーサルミル1に特殊ロールを用いることが知られている。
【0011】
特許文献1には、中間圧延工程の粗ユニバーサルミル1の水平ロール1a、1bの左右両端部に切り欠き部を設け、この切欠き部に接触する中間圧延材の接触部に余肉を形成してから、幅可変水平ロール4a、4bを有する仕上げユニバーサルミル4を用いて仕上げ圧延を行うことによって、仕上げユニバーサルミル4を用いたウェブ外幅Bの拡大工程におけるウェブ7でのクビレ8の発生を防止する発明が、開示されている。
【先行技術文献】
【特許文献】
【0012】
【特許文献1】特許第2851512号明細書
【発明の概要】
【発明が解決しようとする課題】
【0013】
特許文献1により提案された圧延方法は、確かに有用であるものの、特殊加工を施した水平ロール1a、1bを用いる必要があり、この分のロール保有数の増加は否めない。また、ウェブ外幅Bを拡幅しないH形鋼を製造する場合には、余肉部を圧延するための圧延機を別途用いる必要があり、ロール組替え回数が増加するために実操業の生産性の低下が懸念される。
【0014】
本発明は、このような従来の技術が有する課題に鑑みてなされたものであり、圧延機を追加することなく、通常水平ロールを使用して、様々なウェブ外幅に対応した外幅一定形鋼を製造する方法を提供することを目的とする。
【課題を解決するための手段】
【0015】
本発明は、粗圧延ミルを用いる粗圧延と、粗ユニバーサルミルおよびエッジャーミルを用いる往復圧延による複数パスの中間圧延と、幅可変水平ロールを有する仕上げユニバーサルミルを用いる仕上げ圧延とを行うことにより、ウェブ外幅が一定であるとともにウェブ内幅が異なる外幅一定形鋼を製造する際に、粗ユニバーサルミルによる中間圧延を、粗ユニバーサルミルの上下の水平ロールの軸心同士を互いに水平面内で交叉させて、行うことにより、中間圧延を完了した中間圧延材のウェブ厚を、ウェブ高さ方向の中心からフランジへ向かうにつれて徐々に増加させるとともに、仕上げ圧延では、中間圧延材のウェブを、幅可変水平ロールにより圧下することを特徴とする形鋼の製造方法である。
【発明の効果】
【0016】
本発明により、圧延機を追加することなく、通常の水平ロールを使用して、様々なウェブ外幅に対応した外幅一定形鋼を製造することが可能になる。
【図面の簡単な説明】
【0017】
【図1】図1(a)、図1(b)は、それぞれ、粗ユニバーサルミルにおける上下の水平ロールの従来の配置を示す外観図、上面図である。
【図2】図2(a)、図2(b)は、それぞれ、粗ユニバーサルミルにおける上下の水平ロールの本発明の配置を示す外観図、上面図である。
【図3】図3は、図2(a)、図2(b)に示す本発明の配置を有する上下の水平ロールを備える粗ユニバーサルミルにより中間圧延を行われた中間圧延完了材の断面形状の一例を示す説明図である。
【図4】図4は、交叉角θを大きくした場合のロールギャップの変化を示す説明図である。
【図5】図5は、交叉角に対する余肉付与量分布を示すグラフである。
【図6】図6は、圧延H形鋼の中間圧延に用いられる粗ユニバーサルミルを示す説明図である。
【図7】図7は、圧延H形鋼の中間圧延に用いられる二重式ロールのエッジャーミルを示す説明図である。
【図8】図8は、圧延H形鋼の仕上げ圧延に用いられる、幅固定水平ロールを有する仕上げユニバーサルミルを示す説明図である。
【図9】図9は、圧延H形鋼の仕上げ圧延に用いられる、幅可変水平ロールを有する仕上げユニバーサルミルを示す説明図である。
【図10】図10は、ウェブ内幅が一定である内幅一定H形鋼を示す説明図である。
【図11】図11は、ウェブ外幅が一定である外幅一定H形鋼を示す説明図である。
【図12】図12は、幅可変水平ロールを有する仕上げユニバーサルミルによる仕上げ圧延を行われた外幅一定H形鋼のウェブにくびれが生じた状況を示す説明図である。
【発明を実施するための形態】
【0018】
以下、本発明を実施するための形態を、添付図面を参照しながら説明する。なお、以降の説明では、上述した図6〜12も同一の図中符号を用いて適宜参照する。また、外幅一定形鋼として外幅一定H形鋼を例にとる。
【0019】
本発明では、粗圧延工程と、中間圧延工程と、仕上げ圧延工程とを経て、外幅一定H形鋼を製造するので、これら各工程を順次説明する。
【0020】
[粗圧延工程]
粗圧延工程では、2重式孔型ロールを有する粗圧延ミルにより鋳片に粗圧延を行って、ドックボーン形の粗形材とする。
粗圧延工程は、周知の粗圧延工程と同様でよく、この粗圧延工程は当業者にとっては周知であるので、粗圧延工程に関する説明は省略する。
【0021】
[中間圧延工程]
中間圧延工程では、上記粗形材に対して、上下の水平ロール1a、1bを有する粗ユニバーサルミル1、および上下の水平ロール2a、2bを有するエッジャーミル2を用いる往復圧延による複数パスの中間圧延を行って、中間圧延完了材とする。
【0022】
本発明では、この中間圧延を行う際に、粗ユニバーサルミル1の上下の水平ロール1a、1bの軸心同士が互いに水平面内で交叉するように水平ロール1a、1bを配置して、行うことにより、中間圧延を完了した中間圧延完了材のウェブ厚を、ウェブ高さ方向の中心からフランジへ向かうにつれて徐々に増加させるので、これを説明する。
【0023】
本発明では、幅可変水平ロール4a、4bを有する仕上げユニバーサルミル4により仕上げ圧延を行ってウェブ外幅Bを調整する際におけるウェブ7のクビレ8を防止するために、粗ユニバーサルミル1の通常の水平ロール1a、1bを使用して、クビレ8の発生が予定される箇所に、余肉を設ける。
【0024】
具体的には、本発明では、粗ユニバーサルミル1の上下の水平ロール1a、1bの軸心同士を互いに水平面内で交叉させて粗ユニバーサルミル1の上下の水平ロール1a、1bを配置することによって、粗ユニバーサルミル1のロールギャップを変化させて中間圧延を行う。これにより、クビレ8の発生が予定される箇所に余肉を設けることができる。
【0025】
図1(a)、図1(b)は、それぞれ、粗ユニバーサルミル1における上下の水平ロール1a、1bの従来の配置を示す外観図、上面図である。図2(a)、図2(b)は、それぞれ、粗ユニバーサルミル1における上下の水平ロール1a、1bの本発明の配置を示す外観図、上面図である。さらに、図3は、図2(a)、図2(b)に示す本発明の配置を有する上下の水平ロール1a、1bを備える粗ユニバーサルミル1により中間圧延を行われた中間圧延完了材の断面形状の一例を示す説明図である。
【0026】
なお、図1(a)、図1(b)、図2(a)および図2(b)における一点鎖線は、各ロールの軸心を示す。
図1(a)および図1(b)に示す従来の配置では、上下の水平ロール1a、1bの軸心が水平面内で同一線上に配置されているため、上下の水平ロール1a、1bのロールギャップはどの位置でも一定となるので、通常配置の水平ロール1a、1bにより圧下された中間圧延完了材のウェブ厚は、断面内でどの位置でも一定となる。このため、中間圧延工程に続く仕上げ圧延工程において、幅可変水平ロール4a、4を有する仕上げユニバーサルミル4により仕上げ圧延を行ってウェブ外幅Bを拡大する際には、ウェブ7にクビレ8を生じる。
【0027】
これに対し、図2(a)および図2(b)に示す本発明の配置によると、図1(a)および図1(b)に示す水平ロール1a、1bと同じ水平ロール1a、1bを使用して上下ロール軸心を交叉角θで交叉させることにより、上ロールプロファイルと下ロールプロファイルとのギャップであるロールギャップを断面内で変化させることができる。
【0028】
このため、図2(a)、図2(b)に示す本発明の配置を有する上下の水平ロール1a、1bを備える粗ユニバーサルミル1により中間圧延を行われた中間圧延完了材10は、図3に示すように、ウェブ11の厚さが左右のフランジ12側に行くに従い徐々に厚くなる断面形状、すなわち中間圧延完了材10のウェブ11の厚さがウェブ高さ方向の中心からフランジへ向かうにつれて徐々に増加する断面形状を有するようになる。
【0029】
ウェブ11のウェブ高さ方向の中心に対してウェブ厚さが厚い部分13は余肉となる。この余肉13が、幅可変水平ロール4a、4bを有する仕上げユニバーサルミル4を用いたウェブ外幅Bの調整においてウェブ外幅の大きな拡大を行う際に、フランジ12との接合部近傍のウェブ13の局部的な板厚減少を相殺するので、ウェブ11のクビレ8を解消できる。
【0030】
本明細書では、図3に示す中間圧延完了材10における4箇所の余肉13の合計面積を、余肉量(mm2)と定義する。
この余肉量は、上下の水平ロール1a、1bの上下ロール軸心の交叉角θを調整することによって、調整可能である。図4は、交叉角θを大きくした場合のロールギャップの変化を示す説明図である。
【0031】
図4に示すように、交叉角θを増加させると、上下の水平ロール1a、1bの左右両端側でのギャップを大きくすることができる。このため、仕上げ圧延工程でのウェブ外幅拡大量に応じて、すなわち製造する様々なサイズに応じて適切な余肉量を設定することが可能である。
【0032】
実用例として、H900×300、ウェブ厚16mm、フランジ厚19mmまたは32mmの場合の事例を示す。上記例の場合の粗ユニバーサルミル1の上下の水平ロール幅はフランジ厚19mmに適した幅となり、冷却過程の収縮代を8mm考慮すると、約870mmとなる。870mmのロール幅を有する粗ユニバーサルミルを使用すれば仕上げ圧延工程でのウェブ外幅調整量“ゼロ”でH900×300×16/19の圧延H形鋼を製造できる。
【0033】
しかし、同じ粗ユニバーサルミル1の水平ロール1a、1bを使用してH900×300×16/32の圧延H形鋼を製造しようとすると、仕上げ圧延工程でのウェブ外幅調整量は32mm(=(32−19)×2)となる。この際、ウェブ外幅拡大に伴うウェブ断面積の増加量は約512mm2(=16×32)となる。
【0034】
これに対して、図5に交叉角に対する余肉付与量分布をグラフで示す。このグラフは、粗ユニバーサルミル1の水平ロール1a、1bの径が1600mmであるとともに水平ロール1a、1bの幅が860mmであるとして、算出したものである。
【0035】
図5に示すグラフから、ウェブ断面積の増加量約512mm2を得るためには、交叉角θを0.8度程度に設定すればよいことが分かる。
なお、上下の水平ロール1a、1bを交叉配置する機構としては、例えば、板圧延に用いられる所謂ワークロールクロスミルにおける交叉配置機構を流用すればよく、この種の圧延ロールの交叉配置機構をそのまま用いることができる。また、上下の水平ロール1a、1bを互いに反対方向へ傾斜させるペアクロスとすることが望ましいが、上下の水平ロール1a、1bのうちの一方のみを傾斜させるシングルクロスでもよい。
【0036】
粗ユニバーサルミル1とエッジャーミル2により構成される中間圧延ミル群を用いた往復圧延による複数パスの中間圧延において、エッジャーミル2による中間圧延は、公知のものと同じでよく、何ら限定を要さないので、これ以上の説明は省略する。
【0037】
以上説明したように、上下の水平ロール1a、1bを有する粗ユニバーサルミル1、および上下の水平ロール2a、2bを有するエッジャーミル2を用いる往復圧延による複数パスの中間圧延工程により、中間圧延を完了した中間圧延完了材10のウェブ11の厚さを、ウェブ11の高さ方向の中心からフランジ12、12へ向かうにつれて徐々に増加させることが可能になる。
【0038】
[仕上げ圧延工程]
中間圧延完了材10に対して、幅可変水平ロール4a、4bを有する仕上げユニバーサルミル4を用いて仕上げ圧延を行う。この仕上げ圧延では、中間圧延完了材10のウェブ11におけるウェブ高さ方向の中心に対してウェブ厚さが厚い部分(余肉)13を、幅可変水平ロール4a、4bにより圧下する。
【0039】
このため、この余肉13が、幅可変水平ロール4a、4bを有する仕上げユニバーサルミル4を用いたウェブ外幅Bの調整においてウェブ外幅の大きな拡大を行う際に、フランジ12との接合部近傍のウェブ13の局部的な板厚減少を相殺するので、ウェブ11のクビレ8の発生が解消される。
【0040】
本発明によれば、このようにして、圧延機を追加することなく、通常の水平ロール1a、1bを使用して、様々なウェブ外幅に対応して、ウェブ外幅が一定であるとともにウェブ内幅が異なる外幅一定H形鋼を製造することが可能になる。
【符号の説明】
【0041】
1 粗ユニバーサルミル
2 エッジャーミル
3 仕上げユニバーサルミル
3a、3b 幅固定水平ロール
4 仕上げユニバーサルミル
4a、4b 幅可変水平ロール
5、5−1 内幅一定H形鋼
6、6−1、6−2 外幅一定H形鋼
7 ウェブ
8 くびれ
9 フランジ
10 中間圧延完了材
11 ウェブ
12 フランジ
13 ウェブ(余肉)
【特許請求の範囲】
【請求項1】
粗圧延ミルを用いる粗圧延と、粗ユニバーサルミルおよびエッジャーミルを用いる往復圧延による複数パスの中間圧延と、幅可変水平ロールを有する仕上げユニバーサルミルを用いる仕上げ圧延とを行うことにより、ウェブ外幅が一定であるとともにウェブ内幅が異なる外幅一定形鋼を製造する際に、
前記粗ユニバーサルミルによる中間圧延を、該粗ユニバーサルミルの上下の水平ロールの軸心同士を互いに水平面内で交叉させて、行うことにより、該中間圧延を完了した中間圧延材のウェブ厚を、ウェブ高さ方向の中心からフランジへ向かうにつれて徐々に増加させるとともに、
前記仕上げ圧延では、前記中間圧延材のウェブを、前記幅可変水平ロールにより圧下すること
を特徴とする形鋼の製造方法。
【請求項1】
粗圧延ミルを用いる粗圧延と、粗ユニバーサルミルおよびエッジャーミルを用いる往復圧延による複数パスの中間圧延と、幅可変水平ロールを有する仕上げユニバーサルミルを用いる仕上げ圧延とを行うことにより、ウェブ外幅が一定であるとともにウェブ内幅が異なる外幅一定形鋼を製造する際に、
前記粗ユニバーサルミルによる中間圧延を、該粗ユニバーサルミルの上下の水平ロールの軸心同士を互いに水平面内で交叉させて、行うことにより、該中間圧延を完了した中間圧延材のウェブ厚を、ウェブ高さ方向の中心からフランジへ向かうにつれて徐々に増加させるとともに、
前記仕上げ圧延では、前記中間圧延材のウェブを、前記幅可変水平ロールにより圧下すること
を特徴とする形鋼の製造方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【公開番号】特開2013−86116(P2013−86116A)
【公開日】平成25年5月13日(2013.5.13)
【国際特許分類】
【出願番号】特願2011−227769(P2011−227769)
【出願日】平成23年10月17日(2011.10.17)
【出願人】(000006655)新日鐵住金株式会社 (6,474)
【Fターム(参考)】
【公開日】平成25年5月13日(2013.5.13)
【国際特許分類】
【出願日】平成23年10月17日(2011.10.17)
【出願人】(000006655)新日鐵住金株式会社 (6,474)
【Fターム(参考)】
[ Back to top ]