
フランジ加工性に優れた高強度缶用鋼板およびその製造方法
【課題】フランジ加工性に優れた高強度缶用鋼板およびその製造方法を提供する。
【解決手段】C:0.020%〜0.080%、Si:0.003%〜0.100%、Mn:0.10%〜0.80%、P:0.001%〜0.100%、Al:0.005%〜0.100%、N:0.0050%〜0.0200%、B:0.0001%〜0.0020%、S(下記)を含有し、残部はFeおよび不可避的不純物である。圧延直角方向の引張強度が520MPa以上、破断伸びが7%以上である。B:0.0001%以上0.0006%以下では、Sは0.002%以上(0.02-[{1-(B-0.0006)2/(2.5×10-7)}×10-4]0.5)%以下、B:0.0006%超え0.0010%以下では、Sは0.002%以上0.010%以下、B:0.0010%超え0.0020%以下では、Sは0.002%以上(−8×B+0.018)%以下
【解決手段】C:0.020%〜0.080%、Si:0.003%〜0.100%、Mn:0.10%〜0.80%、P:0.001%〜0.100%、Al:0.005%〜0.100%、N:0.0050%〜0.0200%、B:0.0001%〜0.0020%、S(下記)を含有し、残部はFeおよび不可避的不純物である。圧延直角方向の引張強度が520MPa以上、破断伸びが7%以上である。B:0.0001%以上0.0006%以下では、Sは0.002%以上(0.02-[{1-(B-0.0006)2/(2.5×10-7)}×10-4]0.5)%以下、B:0.0006%超え0.0010%以下では、Sは0.002%以上0.010%以下、B:0.0010%超え0.0020%以下では、Sは0.002%以上(−8×B+0.018)%以下
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、高強度であり、かつ、高いフランジ加工性を有し、連続鋳造時にスラブコーナー割れを生じない缶用鋼板およびその製造方法に関するものである。
【背景技術】
【0002】
飲料缶や食缶に用いられる鋼板のうち、蓋や底、3ピース缶の胴、絞り缶などには、DR(Double Reduce)材と呼ばれる鋼板が用いられる場合がある。焼鈍の後に再度冷間圧延を行うDR材は、圧延率の小さい調質圧延のみを行うSR(Single Reduce)材に比べて板厚を薄くすることが容易であり、薄い鋼板を用いることにより製缶コストを低減することが可能となる。
【0003】
DR材を製造するDR法は焼鈍後に冷間圧延を施すことで加工硬化が生じるため、薄く硬い鋼板を製造することができる。しかし、その反面、DR法により製造されたDR材は延性に乏しいため、SR材に比べて加工性が劣る。
【0004】
3ピースで構成される食缶や飲料缶の胴材は、筒状に成形された後、蓋や底を巻き締めるために両端にフランジ加工が施される。そのため、缶胴端部には良好な伸びが要求される。
【0005】
一方で、製缶素材としての鋼板は板厚に応じた強度が必要とされ、DR材の場合は薄くすることによる経済効果を確保するために、SR材以上の引張強度が必要とされる。
【0006】
従来用いられてきたDR材では、上記のような延性と強度を両立することは困難であり、食缶や飲料缶の胴材には主にSR材が用いられてきた。しかし、現在、コスト低減の観点から板厚を薄くするために、食缶や飲料缶の胴材に対してもDR材の適用を拡大する要求が高まっている。
【0007】
これらの要求を受けて、特許文献1には、低炭素鋼中に固溶N量および固溶C量を規定量以上含有し、歪み時効性による強度とフランジ加工性に優れたDR材が開示されている。
【0008】
特許文献2には、低炭素鋼中の固溶N量および固溶C量を規定することにより、降伏点伸びを利用したフランジ加工性に優れたDR材が開示されている。
【0009】
特許文献3には、低炭素鋼中に微細セメンタイトを析出させて溶接熱影響部の結晶粒粗大化を抑え、固溶N量を規定して強度を確保するフランジ成形性に優れたDR材が開示されている。
【0010】
特許文献4には、低炭素鋼中の固溶N量を一定量以上とし、全伸び値とランクフォード値を規定することによる、フランジ加工性に優れたDR材が開示されている。
【0011】
特許文献5には、多量のNを含有することで高強度と高伸びを有し、N量とS量の関係を規定することによりスラブ割れを防止する、フランジ加工性に優れたDR材が開示されている。
【先行技術文献】
【特許文献】
【0012】
【特許文献1】特許第3534960号公報
【特許文献2】特許第3573389号公報
【特許文献3】特許第4276388号公報
【特許文献4】特許第4546922号公報
【特許文献5】特開2009-7607号公報
【発明の概要】
【発明が解決しようとする課題】
【0013】
しかしながら、上記従来技術は、いずれも問題点を抱えている。
【0014】
特許文献1および2に記載の製造方法では、熱間圧延後に冷間圧延を行わずに焼鈍、調質圧延を施すため、缶用材料として用いられる厚さの鋼板を製造することは困難である。
【0015】
特許文献3に記載の製造方法では、焼鈍後の過時効処理が必須であるため、製造コストの面で不利である。
【0016】
特許文献4に記載の鋼は比較的多量のCおよびNを含有しているため、連続鋳造時のスラブ割れが懸念されるが、何ら対策は示されていない。
【0017】
特許文献5に記載の鋼はC量を規定することにより溶接熱影響部の軟化を抑制しているが、C量の制御のみでは溶接缶のフランジ割れを防止するには不十分である。
【0018】
本発明は、かかる事情に鑑みてなされたもので、3ピース缶胴などの材料として好適であるフランジ加工性に優れた高強度缶用鋼板およびその製造方法を提供することを目的とする。
【課題を解決するための手段】
【0019】
本発明者らは、上記課題を解決するために鋭意研究を行った。その結果、以下の知見を得た。
【0020】
フランジ加工性と強度を両立するためには、適切な量のNを添加して強度を付与しつつ、焼鈍後の二次冷間圧延の圧延率を適切な範囲に制限してフランジ加工性を確保することが有効である。また、微量のBを含有することで溶接部のフランジ割れを効果的に防止することが可能である。B添加に伴い懸念される鋳造時のスラブコーナー割れは、S量を適切な範囲とすることで抑制することができる。
【0021】
本発明は、以上の知見に基づきなされたもので、その要旨は以下のとおりである。
[1]成分組成は、質量%で、C:0.020%以上0.080%以下、Si:0.003%以上0.100%以下、Mn:0.10%以上0.80%以下、P:0.001%以上0.100%以下、Al:0.005%以上0.100%以下、N:0.0050%以上0.0200%以下、B:0.0001%以上0.0020%以下を含有し、S量が以下を満足し、残部はFeおよび不可避的不純物からなり、圧延方向から直角方向の引張強度が520MPa以上、圧延方向から直角方向の破断伸びが7%以上であることを特徴とするフランジ加工性に優れた高強度缶用鋼板。
B:0.0001%以上0.0006%以下では、Sは0.002%以上(0.02-[{1-(B-0.0006)2/(2.5×10-7)}×10-4]0.5)%以下
B:0.0006%超え0.0010%以下では、Sは0.002%以上0.010%以下
B:0.0010%超え0.0020%以下では、Sは0.002%以上(−8×B+0.018)%以下
[2]前記[1]に記載の成分組成からなる鋼を、矯正帯通過時にスラブコーナー部の表面温度が950℃以上または800℃以下となるように連続鋳造し、次いで、熱間圧延、酸洗、一次冷間圧延、連続焼鈍、圧延率20%以下の二次冷間圧延を施すことを特徴とするフランジ加工性に優れた高強度缶用鋼板の製造方法。
【0022】
なお、本明細書において、鋼の成分を示す%は、すべて質量%である。また、本発明における高強度缶用鋼板とは、引張強度(TS)が520MPa以上の、冷延鋼板および表面処理(Snめっき、Niめっき、電解Cr酸処理等)を施した表面処理鋼板である。
【発明の効果】
【0023】
本発明によれば、フランジ加工性に優れた高強度缶用鋼板が得られる。原板(鋼板)の加工性向上により、3ピース缶のフランジ加工時に割れを生じず、板厚の薄いDR材による製缶が可能となり、缶用鋼板の大幅な薄肉化が達成される。
また、連続鋳造による製造時のスラブ割れ発生を抑制し、効率的に製造することが可能である。
【図面の簡単な説明】
【0024】
【図1】BおよびS量とスラブ割れの関係を示した図である。
【図2】BおよびS量とスラブ割れの関係を示した図である。
【発明を実施するための形態】
【0025】
以下、本発明を詳細に説明する。
本発明の缶用鋼板は、圧延方向から直角方向(以下、圧延直角方向と称す)の引張強度が520MPa以上でかつ破断伸びが7%以上の高強度高加工性缶用鋼板である。そして、このような鋼板は、0.0050%以上のNと0.0020%以下のBを含有する鋼を用い、S量を適切な範囲に制限することにより製造される。
【0026】
本発明の缶用鋼板の成分組成について説明する。
C: 0.020%以上0.080%以下
C量が0.080%を超えると、フランジ加工性が悪化する。また、冷間圧延性も低下する。このため、C量は0.080%以下とする。一方、C量が0.020%未満になると焼入れ性が不足し、Bを添加してもなお溶接部近傍の熱影響部が軟化し、フランジ割れが生じる。従って、C量は0.020%以上0.080%以下とする。
【0027】
Si: 0.003%以上0.100%以下
Si量が0.100%を超えると、表面処理性の低下、耐食性の劣化等の問題を引き起こすので、上限は0.100%とする。一方、0.003%未満とするには精錬コストが過大となるため、下限は0.003%とする。
【0028】
Mn: 0.10%以上0.80%以下
Mnは結晶粒を微細化する作用を有し、望ましい材質を確保する上で必要な元素である。この効果を発揮するためには少なくとも0.10%以上の添加が必要である。一方、Mnを多量に添加し過ぎると、耐食性が劣化し、また鋼板が過剰に硬質化するので、上限は0.80%とする。
【0029】
P:0.001%以上0.100%以下
Pは、鋼を硬質化させ、フランジ加工性を悪化させると同時に、耐食性をも悪化させる有害な元素である。そのため、上限は0.100%とする。一方、Pを0.001%未満とするには脱Pコストが過大となる。よって、下限は0.001%とする。
【0030】
Al: 0.005%以上0.100%以下
Alは、製鋼時の脱酸材として必要な元素である。添加量が少ないと、脱酸が不十分となり、介在物が増加し、フランジ加工性が劣化する。含有量が0.005%以上であれば十分に脱酸が行われているとみなすことができる。一方、含有量が0.100%を超えると、アルミナクラスターなどに起因する表面欠陥の発生頻度が増加する。よって、Al量は0.005%以上0.100%以下とする。好ましくは0.005%以上0.050%以下とする。
【0031】
N: 0.0050%以上0.0200%以下
本発明の缶用鋼板においては、二次冷間圧延率を抑えて伸びを確保する一方、N量を高めとすることで高強度に寄与する。N量が0.0050%未満であると、鋼板の薄肉化による顕著な経済効果を得るために必要な圧延直角方向の引張強度520MPaが得られない。したがって、N量は0.0050%以上とする。好ましくは0.0065%以上とする。一方、N量が0.0200%を超えると過剰に硬質となり、フランジ加工性を確保したまま二次冷間圧延で薄い鋼板を製造することが困難となる。したがって、N量は0.0200%以下とする。
【0032】
B: 0.0001%以上0.0020%以下
Bは溶接部近傍の熱影響部における粒成長を抑制し、局所的な強度低下によるフランジ加工時の割れを防ぐ効果がある。このような割れを防止する効果を十分に得るためには、B量は0.0001%以上必要である。一方、0.0020%を超えても更なる効果は望めず、コスト高となる。したがって、B量は0.0001%以上0.0020%以下とする。
【0033】
S:以下を満足する
B:0.0001%以上0.0006%以下では、Sは0.002%以上(0.02-[{1-(B-0.0006)2/(2.5×10-7)}×10-4]0.5)%以下
B:0.0006%超え0.0010%以下では、Sは0.002%以上0.010%以下
B:0.0010%超え0.0020%以下では、Sは0.002%以上(−8×B+0.018)%以下
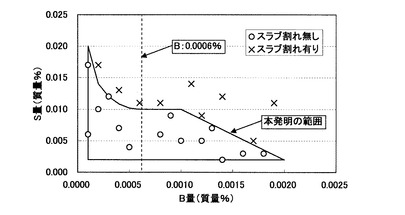
通常、Bの添加により連続鋳造時にスラブのコーナー部で割れが生じやすくなる。そこで、本発明者らは鋼成分とスラブ割れ傾向に関して詳細な調査を実施した。その結果、B量に応じてS量を適切な範囲に制限することにより、スラブ割れを抑制できることが明らかになった。
図1はBおよびS量とスラブ割れの関係を示した図である。図1より、B量の範囲によってスラブ割れが生じないS量の上限は異なることがわかる。そして、B:0.0001%以上0.0006%以下の範囲では(0.02-[{1-(B-0.0006)2/(2.5×10-7)}×10-4]0.5)%以下、B:0.0006%超え0.0010%以下の範囲では0.010%以下、B:0.0010%超え0.0020%以下の範囲では(−8×B+0.018)%以下とすることでスラブ割れが発生しない。
【0034】
さらに、検討したところ、スラブ割れが発生しないところでも、使用には問題はないものの、微小なスラブ割れが発生する範囲が存在することがわかった。検討した結果を図2に示す。図2より、点線と実線で囲まれた範囲では微小なスラブ割れが発生することがわかる。以上より、好ましいS量の範囲として、B:0.0001%以上0.0005%以下の範囲では(0.02-[{1.44-(B-0.0006)2/(1.74×10-7)}×10-4]0.5)%未満、B:0.0005%超え0.00125%以下の範囲では0.008%以下、B:0.00125%超え0.0020%以下の範囲では(−8×B+0.018)%以下とする。上記範囲とすることで、微小なスラブ割れも抑制することができる。
【0035】
一方、Sを0.002%未満とするには脱Sコストが過大となる。よって、下限は0.002%とする。
【0036】
残部はFeおよび不可避的不純物である。ただし、公知の溶接缶用鋼板中に一般的に含有される成分元素を含有していても良い。例えば、Cr:0.10%以下、Cu:0.20%以下、Ni:0.15%以下、Mo:0.05%以下、Ti:0.3%以下、Nb:0.3%以下、Zr:0.3%以下、V:0.3%以下、Ca:0.01%以下等の成分元素を目的に応じて含有させることができる。
【0037】
次に、本発明のフランジ加工性に優れた高強度缶用鋼板の製造方法について説明する。
本発明の高強度缶用鋼板は、上記成分組成からなる鋼を矯正帯通過時にスラブコーナー部の表面温度を950℃以上または800℃以下となるように連続鋳造し、次いで、熱間圧延、酸洗、一次冷間圧延を行い、引き続き連続焼鈍を行い、次いで、圧延率20%以下の二次冷間圧延を行うことで製造される。
【0038】
連続鋳造によってスラブを製造する際には、垂直曲げ型、垂直逐次曲げ型、湾曲型のいずれかの形式の連続鋳造機が一般的に用いられる。このような形式の連続鋳造機によってスラブを製造する際、スラブには曲げ変形あるいは曲げ変形および曲げ戻し変形の両方が加えられる。連続鋳造ライン内のスラブに上記変形が加えられる箇所を矯正帯と称した場合、垂直曲げ型および垂直逐次曲げ型の連続鋳造機によってスラブを製造する場合には、上部矯正帯および下部矯正帯が存在する。本発明では、この矯正帯通過時のスラブコーナー部の表面温度は950℃以上または800℃以下とする。スラブコーナー部の表面温度が800℃超え950℃未満の範囲では延性が十分ではないため、曲げ変形または曲げ戻し変形によってスラブコーナー部の割れが生じ、連続鋳造の後でスラブ手入れが必要となり、コスト上昇を招く。矯正帯通過時に、スラブ表面で最も割れやすいコーナー部の温度を950℃以上または800℃以下とすることにより、スラブコーナー部の割れを生じることなく鋳造することが可能となる。なお、スラブコーナー部の表面温度は鋳造速度、冷却パターン等の操業条件を適宜設定することで制御可能である。
【0039】
熱間圧延、酸洗、一次冷間圧延の条件は特に限定しない。通常行われる方法を用いることができる。
【0040】
次いで、圧延率20%以下の二次冷間圧延を行う。通常、一回の冷間圧延のみでは顕著な経済効果が得られるような薄い板厚とすることは困難である。すなわち、一回の冷間圧延で極薄の板厚を得るには圧延機への負荷が過大となり、設備能力によっては不可能である。例えば、最終板厚を0.15mmとする場合には、熱間圧延後の板厚を2.0mmとすると、92.5%と大きな一次冷間圧延率が必要となる。また、冷間圧延後の板厚を小さくするために熱間圧延の段階で通常よりも薄く圧延することも考えられるが、熱間圧延の圧延率を大きくすると、圧延中の鋼板の温度低下が大きくなり、所定の仕上げ圧延温度が得られなくなる。さらに、焼鈍前の板厚を小さくすると、連続焼鈍を施す場合には、焼鈍中に鋼板の破断や変形等のトラブルが生じる可能性が大きくなる。これらの理由により、本発明においては焼鈍後に二回目の冷間圧延を施し、極薄の鋼板を得ることとする。
【0041】
二次冷間圧延の圧延率は20%以下とする。圧延率が20%を超えると、二次冷間圧延による加工硬化が過大となり、7%以上の破断伸びが得られなくなる。したがって、二次冷間圧延率は20%以下とする。好ましくは、10%以上15%以下である。
二次冷間圧延以降は、必要に応じてめっき等の工程を常法通り行い、缶用鋼板として仕上げる。
【実施例】
【0042】
表1に示す成分組成を含有し、残部がFe及び不可避的不純物からなる鋼を実機転炉で溶製し、連続鋳造法により鋼スラブを得た。得られた鋼スラブを再加熱した後、熱間圧延、一次冷間圧延を施した。熱間圧延の仕上げ圧延温度は880℃、巻取り温度は600℃とし、熱間圧延後には酸洗を施している。次いで、一次冷間圧延の後、連続焼鈍を行い、引き続き二次冷間圧延を施した。製造条件を表2に示す。
以上により得られた鋼板にSnめっきを両面に施して、片面Sn付着量2.8g/m2のぶりきを得た。
【0043】
【表1】

【0044】
【表2】
【0045】
以上により得られためっき鋼板(ぶりき)に対して、210℃、15分の塗装焼付け相当の熱処理を行った後、引張試験を行った。引張試験は、JIS5号サイズの引張試験片を用いて、圧延直角方向の引張強度(破断強度)および破断伸びを測定した。
【0046】
また、塗装焼付け相当の熱処理を施した鋼板を用いてシーム溶接によって外径52.8mmの缶胴成形を行い、端部を外径50.4mmまでネックイン加工した後に外径55.4mmまでフランジ加工を行ってフランジ割れ発生の有無を評価した。缶胴成形は190g飲料缶サイズとし、鋼板圧延方向に沿って溶接を行った。ネックイン加工はダイネック方式により、フランジ加工はスピンフランジ方式により行った。フランジ加工部で割れが発生した場合を「有」、割れが発生しない場合を「無」と評価した。
【0047】
得られた結果を表3に示す。なお、連続鋳造工程でスラブ割れの生じた鋼については、その後の評価を省略している。
【0048】
【表3】
【0049】
表3より、本発明例であるNo.1〜10は強度に優れており、極薄の缶用鋼板として必要な引張強度520MPa以上を達成している。また、フランジ加工性にも優れており、蓋や3ピース缶胴の加工に必要な7%以上の破断伸びを有している。連続鋳造においてもスラブ割れは認められない。
【0050】
一方、比較例のNo.11は、Bを含有していないため、溶接熱影響部が極端に軟質化し、フランジ加工で割れが発生している。比較例のNo.12〜14は、S含有量が多すぎるため、連続鋳造においてスラブ割れが発生している。比較例のNo.15は、N含有量が少なすぎるため、引張強度が不足している。比較例のNo.16、17は、連続鋳造における矯正帯通過時のスラブコーナー部の表面温度が適切でないため、スラブ割れを生じている。
【産業上の利用可能性】
【0051】
本発明の缶用鋼板は、圧延直角方向について520MPa以上の引張強度、7%以上の破断伸びを有し、薄い板厚にて得ることが可能である。そのため、3ピース缶胴等を低コストにて製造するための材料として最適であり、缶蓋、缶底等の材料としても好適に使用できる。
【技術分野】
【0001】
本発明は、高強度であり、かつ、高いフランジ加工性を有し、連続鋳造時にスラブコーナー割れを生じない缶用鋼板およびその製造方法に関するものである。
【背景技術】
【0002】
飲料缶や食缶に用いられる鋼板のうち、蓋や底、3ピース缶の胴、絞り缶などには、DR(Double Reduce)材と呼ばれる鋼板が用いられる場合がある。焼鈍の後に再度冷間圧延を行うDR材は、圧延率の小さい調質圧延のみを行うSR(Single Reduce)材に比べて板厚を薄くすることが容易であり、薄い鋼板を用いることにより製缶コストを低減することが可能となる。
【0003】
DR材を製造するDR法は焼鈍後に冷間圧延を施すことで加工硬化が生じるため、薄く硬い鋼板を製造することができる。しかし、その反面、DR法により製造されたDR材は延性に乏しいため、SR材に比べて加工性が劣る。
【0004】
3ピースで構成される食缶や飲料缶の胴材は、筒状に成形された後、蓋や底を巻き締めるために両端にフランジ加工が施される。そのため、缶胴端部には良好な伸びが要求される。
【0005】
一方で、製缶素材としての鋼板は板厚に応じた強度が必要とされ、DR材の場合は薄くすることによる経済効果を確保するために、SR材以上の引張強度が必要とされる。
【0006】
従来用いられてきたDR材では、上記のような延性と強度を両立することは困難であり、食缶や飲料缶の胴材には主にSR材が用いられてきた。しかし、現在、コスト低減の観点から板厚を薄くするために、食缶や飲料缶の胴材に対してもDR材の適用を拡大する要求が高まっている。
【0007】
これらの要求を受けて、特許文献1には、低炭素鋼中に固溶N量および固溶C量を規定量以上含有し、歪み時効性による強度とフランジ加工性に優れたDR材が開示されている。
【0008】
特許文献2には、低炭素鋼中の固溶N量および固溶C量を規定することにより、降伏点伸びを利用したフランジ加工性に優れたDR材が開示されている。
【0009】
特許文献3には、低炭素鋼中に微細セメンタイトを析出させて溶接熱影響部の結晶粒粗大化を抑え、固溶N量を規定して強度を確保するフランジ成形性に優れたDR材が開示されている。
【0010】
特許文献4には、低炭素鋼中の固溶N量を一定量以上とし、全伸び値とランクフォード値を規定することによる、フランジ加工性に優れたDR材が開示されている。
【0011】
特許文献5には、多量のNを含有することで高強度と高伸びを有し、N量とS量の関係を規定することによりスラブ割れを防止する、フランジ加工性に優れたDR材が開示されている。
【先行技術文献】
【特許文献】
【0012】
【特許文献1】特許第3534960号公報
【特許文献2】特許第3573389号公報
【特許文献3】特許第4276388号公報
【特許文献4】特許第4546922号公報
【特許文献5】特開2009-7607号公報
【発明の概要】
【発明が解決しようとする課題】
【0013】
しかしながら、上記従来技術は、いずれも問題点を抱えている。
【0014】
特許文献1および2に記載の製造方法では、熱間圧延後に冷間圧延を行わずに焼鈍、調質圧延を施すため、缶用材料として用いられる厚さの鋼板を製造することは困難である。
【0015】
特許文献3に記載の製造方法では、焼鈍後の過時効処理が必須であるため、製造コストの面で不利である。
【0016】
特許文献4に記載の鋼は比較的多量のCおよびNを含有しているため、連続鋳造時のスラブ割れが懸念されるが、何ら対策は示されていない。
【0017】
特許文献5に記載の鋼はC量を規定することにより溶接熱影響部の軟化を抑制しているが、C量の制御のみでは溶接缶のフランジ割れを防止するには不十分である。
【0018】
本発明は、かかる事情に鑑みてなされたもので、3ピース缶胴などの材料として好適であるフランジ加工性に優れた高強度缶用鋼板およびその製造方法を提供することを目的とする。
【課題を解決するための手段】
【0019】
本発明者らは、上記課題を解決するために鋭意研究を行った。その結果、以下の知見を得た。
【0020】
フランジ加工性と強度を両立するためには、適切な量のNを添加して強度を付与しつつ、焼鈍後の二次冷間圧延の圧延率を適切な範囲に制限してフランジ加工性を確保することが有効である。また、微量のBを含有することで溶接部のフランジ割れを効果的に防止することが可能である。B添加に伴い懸念される鋳造時のスラブコーナー割れは、S量を適切な範囲とすることで抑制することができる。
【0021】
本発明は、以上の知見に基づきなされたもので、その要旨は以下のとおりである。
[1]成分組成は、質量%で、C:0.020%以上0.080%以下、Si:0.003%以上0.100%以下、Mn:0.10%以上0.80%以下、P:0.001%以上0.100%以下、Al:0.005%以上0.100%以下、N:0.0050%以上0.0200%以下、B:0.0001%以上0.0020%以下を含有し、S量が以下を満足し、残部はFeおよび不可避的不純物からなり、圧延方向から直角方向の引張強度が520MPa以上、圧延方向から直角方向の破断伸びが7%以上であることを特徴とするフランジ加工性に優れた高強度缶用鋼板。
B:0.0001%以上0.0006%以下では、Sは0.002%以上(0.02-[{1-(B-0.0006)2/(2.5×10-7)}×10-4]0.5)%以下
B:0.0006%超え0.0010%以下では、Sは0.002%以上0.010%以下
B:0.0010%超え0.0020%以下では、Sは0.002%以上(−8×B+0.018)%以下
[2]前記[1]に記載の成分組成からなる鋼を、矯正帯通過時にスラブコーナー部の表面温度が950℃以上または800℃以下となるように連続鋳造し、次いで、熱間圧延、酸洗、一次冷間圧延、連続焼鈍、圧延率20%以下の二次冷間圧延を施すことを特徴とするフランジ加工性に優れた高強度缶用鋼板の製造方法。
【0022】
なお、本明細書において、鋼の成分を示す%は、すべて質量%である。また、本発明における高強度缶用鋼板とは、引張強度(TS)が520MPa以上の、冷延鋼板および表面処理(Snめっき、Niめっき、電解Cr酸処理等)を施した表面処理鋼板である。
【発明の効果】
【0023】
本発明によれば、フランジ加工性に優れた高強度缶用鋼板が得られる。原板(鋼板)の加工性向上により、3ピース缶のフランジ加工時に割れを生じず、板厚の薄いDR材による製缶が可能となり、缶用鋼板の大幅な薄肉化が達成される。
また、連続鋳造による製造時のスラブ割れ発生を抑制し、効率的に製造することが可能である。
【図面の簡単な説明】
【0024】
【図1】BおよびS量とスラブ割れの関係を示した図である。
【図2】BおよびS量とスラブ割れの関係を示した図である。
【発明を実施するための形態】
【0025】
以下、本発明を詳細に説明する。
本発明の缶用鋼板は、圧延方向から直角方向(以下、圧延直角方向と称す)の引張強度が520MPa以上でかつ破断伸びが7%以上の高強度高加工性缶用鋼板である。そして、このような鋼板は、0.0050%以上のNと0.0020%以下のBを含有する鋼を用い、S量を適切な範囲に制限することにより製造される。
【0026】
本発明の缶用鋼板の成分組成について説明する。
C: 0.020%以上0.080%以下
C量が0.080%を超えると、フランジ加工性が悪化する。また、冷間圧延性も低下する。このため、C量は0.080%以下とする。一方、C量が0.020%未満になると焼入れ性が不足し、Bを添加してもなお溶接部近傍の熱影響部が軟化し、フランジ割れが生じる。従って、C量は0.020%以上0.080%以下とする。
【0027】
Si: 0.003%以上0.100%以下
Si量が0.100%を超えると、表面処理性の低下、耐食性の劣化等の問題を引き起こすので、上限は0.100%とする。一方、0.003%未満とするには精錬コストが過大となるため、下限は0.003%とする。
【0028】
Mn: 0.10%以上0.80%以下
Mnは結晶粒を微細化する作用を有し、望ましい材質を確保する上で必要な元素である。この効果を発揮するためには少なくとも0.10%以上の添加が必要である。一方、Mnを多量に添加し過ぎると、耐食性が劣化し、また鋼板が過剰に硬質化するので、上限は0.80%とする。
【0029】
P:0.001%以上0.100%以下
Pは、鋼を硬質化させ、フランジ加工性を悪化させると同時に、耐食性をも悪化させる有害な元素である。そのため、上限は0.100%とする。一方、Pを0.001%未満とするには脱Pコストが過大となる。よって、下限は0.001%とする。
【0030】
Al: 0.005%以上0.100%以下
Alは、製鋼時の脱酸材として必要な元素である。添加量が少ないと、脱酸が不十分となり、介在物が増加し、フランジ加工性が劣化する。含有量が0.005%以上であれば十分に脱酸が行われているとみなすことができる。一方、含有量が0.100%を超えると、アルミナクラスターなどに起因する表面欠陥の発生頻度が増加する。よって、Al量は0.005%以上0.100%以下とする。好ましくは0.005%以上0.050%以下とする。
【0031】
N: 0.0050%以上0.0200%以下
本発明の缶用鋼板においては、二次冷間圧延率を抑えて伸びを確保する一方、N量を高めとすることで高強度に寄与する。N量が0.0050%未満であると、鋼板の薄肉化による顕著な経済効果を得るために必要な圧延直角方向の引張強度520MPaが得られない。したがって、N量は0.0050%以上とする。好ましくは0.0065%以上とする。一方、N量が0.0200%を超えると過剰に硬質となり、フランジ加工性を確保したまま二次冷間圧延で薄い鋼板を製造することが困難となる。したがって、N量は0.0200%以下とする。
【0032】
B: 0.0001%以上0.0020%以下
Bは溶接部近傍の熱影響部における粒成長を抑制し、局所的な強度低下によるフランジ加工時の割れを防ぐ効果がある。このような割れを防止する効果を十分に得るためには、B量は0.0001%以上必要である。一方、0.0020%を超えても更なる効果は望めず、コスト高となる。したがって、B量は0.0001%以上0.0020%以下とする。
【0033】
S:以下を満足する
B:0.0001%以上0.0006%以下では、Sは0.002%以上(0.02-[{1-(B-0.0006)2/(2.5×10-7)}×10-4]0.5)%以下
B:0.0006%超え0.0010%以下では、Sは0.002%以上0.010%以下
B:0.0010%超え0.0020%以下では、Sは0.002%以上(−8×B+0.018)%以下
通常、Bの添加により連続鋳造時にスラブのコーナー部で割れが生じやすくなる。そこで、本発明者らは鋼成分とスラブ割れ傾向に関して詳細な調査を実施した。その結果、B量に応じてS量を適切な範囲に制限することにより、スラブ割れを抑制できることが明らかになった。
図1はBおよびS量とスラブ割れの関係を示した図である。図1より、B量の範囲によってスラブ割れが生じないS量の上限は異なることがわかる。そして、B:0.0001%以上0.0006%以下の範囲では(0.02-[{1-(B-0.0006)2/(2.5×10-7)}×10-4]0.5)%以下、B:0.0006%超え0.0010%以下の範囲では0.010%以下、B:0.0010%超え0.0020%以下の範囲では(−8×B+0.018)%以下とすることでスラブ割れが発生しない。
【0034】
さらに、検討したところ、スラブ割れが発生しないところでも、使用には問題はないものの、微小なスラブ割れが発生する範囲が存在することがわかった。検討した結果を図2に示す。図2より、点線と実線で囲まれた範囲では微小なスラブ割れが発生することがわかる。以上より、好ましいS量の範囲として、B:0.0001%以上0.0005%以下の範囲では(0.02-[{1.44-(B-0.0006)2/(1.74×10-7)}×10-4]0.5)%未満、B:0.0005%超え0.00125%以下の範囲では0.008%以下、B:0.00125%超え0.0020%以下の範囲では(−8×B+0.018)%以下とする。上記範囲とすることで、微小なスラブ割れも抑制することができる。
【0035】
一方、Sを0.002%未満とするには脱Sコストが過大となる。よって、下限は0.002%とする。
【0036】
残部はFeおよび不可避的不純物である。ただし、公知の溶接缶用鋼板中に一般的に含有される成分元素を含有していても良い。例えば、Cr:0.10%以下、Cu:0.20%以下、Ni:0.15%以下、Mo:0.05%以下、Ti:0.3%以下、Nb:0.3%以下、Zr:0.3%以下、V:0.3%以下、Ca:0.01%以下等の成分元素を目的に応じて含有させることができる。
【0037】
次に、本発明のフランジ加工性に優れた高強度缶用鋼板の製造方法について説明する。
本発明の高強度缶用鋼板は、上記成分組成からなる鋼を矯正帯通過時にスラブコーナー部の表面温度を950℃以上または800℃以下となるように連続鋳造し、次いで、熱間圧延、酸洗、一次冷間圧延を行い、引き続き連続焼鈍を行い、次いで、圧延率20%以下の二次冷間圧延を行うことで製造される。
【0038】
連続鋳造によってスラブを製造する際には、垂直曲げ型、垂直逐次曲げ型、湾曲型のいずれかの形式の連続鋳造機が一般的に用いられる。このような形式の連続鋳造機によってスラブを製造する際、スラブには曲げ変形あるいは曲げ変形および曲げ戻し変形の両方が加えられる。連続鋳造ライン内のスラブに上記変形が加えられる箇所を矯正帯と称した場合、垂直曲げ型および垂直逐次曲げ型の連続鋳造機によってスラブを製造する場合には、上部矯正帯および下部矯正帯が存在する。本発明では、この矯正帯通過時のスラブコーナー部の表面温度は950℃以上または800℃以下とする。スラブコーナー部の表面温度が800℃超え950℃未満の範囲では延性が十分ではないため、曲げ変形または曲げ戻し変形によってスラブコーナー部の割れが生じ、連続鋳造の後でスラブ手入れが必要となり、コスト上昇を招く。矯正帯通過時に、スラブ表面で最も割れやすいコーナー部の温度を950℃以上または800℃以下とすることにより、スラブコーナー部の割れを生じることなく鋳造することが可能となる。なお、スラブコーナー部の表面温度は鋳造速度、冷却パターン等の操業条件を適宜設定することで制御可能である。
【0039】
熱間圧延、酸洗、一次冷間圧延の条件は特に限定しない。通常行われる方法を用いることができる。
【0040】
次いで、圧延率20%以下の二次冷間圧延を行う。通常、一回の冷間圧延のみでは顕著な経済効果が得られるような薄い板厚とすることは困難である。すなわち、一回の冷間圧延で極薄の板厚を得るには圧延機への負荷が過大となり、設備能力によっては不可能である。例えば、最終板厚を0.15mmとする場合には、熱間圧延後の板厚を2.0mmとすると、92.5%と大きな一次冷間圧延率が必要となる。また、冷間圧延後の板厚を小さくするために熱間圧延の段階で通常よりも薄く圧延することも考えられるが、熱間圧延の圧延率を大きくすると、圧延中の鋼板の温度低下が大きくなり、所定の仕上げ圧延温度が得られなくなる。さらに、焼鈍前の板厚を小さくすると、連続焼鈍を施す場合には、焼鈍中に鋼板の破断や変形等のトラブルが生じる可能性が大きくなる。これらの理由により、本発明においては焼鈍後に二回目の冷間圧延を施し、極薄の鋼板を得ることとする。
【0041】
二次冷間圧延の圧延率は20%以下とする。圧延率が20%を超えると、二次冷間圧延による加工硬化が過大となり、7%以上の破断伸びが得られなくなる。したがって、二次冷間圧延率は20%以下とする。好ましくは、10%以上15%以下である。
二次冷間圧延以降は、必要に応じてめっき等の工程を常法通り行い、缶用鋼板として仕上げる。
【実施例】
【0042】
表1に示す成分組成を含有し、残部がFe及び不可避的不純物からなる鋼を実機転炉で溶製し、連続鋳造法により鋼スラブを得た。得られた鋼スラブを再加熱した後、熱間圧延、一次冷間圧延を施した。熱間圧延の仕上げ圧延温度は880℃、巻取り温度は600℃とし、熱間圧延後には酸洗を施している。次いで、一次冷間圧延の後、連続焼鈍を行い、引き続き二次冷間圧延を施した。製造条件を表2に示す。
以上により得られた鋼板にSnめっきを両面に施して、片面Sn付着量2.8g/m2のぶりきを得た。
【0043】
【表1】
【0044】
【表2】
【0045】
以上により得られためっき鋼板(ぶりき)に対して、210℃、15分の塗装焼付け相当の熱処理を行った後、引張試験を行った。引張試験は、JIS5号サイズの引張試験片を用いて、圧延直角方向の引張強度(破断強度)および破断伸びを測定した。
【0046】
また、塗装焼付け相当の熱処理を施した鋼板を用いてシーム溶接によって外径52.8mmの缶胴成形を行い、端部を外径50.4mmまでネックイン加工した後に外径55.4mmまでフランジ加工を行ってフランジ割れ発生の有無を評価した。缶胴成形は190g飲料缶サイズとし、鋼板圧延方向に沿って溶接を行った。ネックイン加工はダイネック方式により、フランジ加工はスピンフランジ方式により行った。フランジ加工部で割れが発生した場合を「有」、割れが発生しない場合を「無」と評価した。
【0047】
得られた結果を表3に示す。なお、連続鋳造工程でスラブ割れの生じた鋼については、その後の評価を省略している。
【0048】
【表3】
【0049】
表3より、本発明例であるNo.1〜10は強度に優れており、極薄の缶用鋼板として必要な引張強度520MPa以上を達成している。また、フランジ加工性にも優れており、蓋や3ピース缶胴の加工に必要な7%以上の破断伸びを有している。連続鋳造においてもスラブ割れは認められない。
【0050】
一方、比較例のNo.11は、Bを含有していないため、溶接熱影響部が極端に軟質化し、フランジ加工で割れが発生している。比較例のNo.12〜14は、S含有量が多すぎるため、連続鋳造においてスラブ割れが発生している。比較例のNo.15は、N含有量が少なすぎるため、引張強度が不足している。比較例のNo.16、17は、連続鋳造における矯正帯通過時のスラブコーナー部の表面温度が適切でないため、スラブ割れを生じている。
【産業上の利用可能性】
【0051】
本発明の缶用鋼板は、圧延直角方向について520MPa以上の引張強度、7%以上の破断伸びを有し、薄い板厚にて得ることが可能である。そのため、3ピース缶胴等を低コストにて製造するための材料として最適であり、缶蓋、缶底等の材料としても好適に使用できる。
【特許請求の範囲】
【請求項1】
成分組成は、質量%で、C:0.020%以上0.080%以下、Si:0.003%以上0.100%以下、Mn:0.10%以上0.80%以下、P:0.001%以上0.100%以下、Al:0.005%以上0.100%以下、N:0.0050%以上0.0200%以下、B:0.0001%以上0.0020%以下を含有し、S量が以下を満足し、残部はFeおよび不可避的不純物からなり、
圧延方向から直角方向の引張強度が520MPa以上、圧延方向から直角方向の破断伸びが7%以上であることを特徴とするフランジ加工性に優れた高強度缶用鋼板。
B:0.0001%以上0.0006%以下では、Sは0.002%以上(0.02-[{1-(B-0.0006)2/(2.5×10-7)}×10-4]0.5)%以下
B:0.0006%超え0.0010%以下では、Sは0.002%以上0.010%以下
B:0.0010%超え0.0020%以下では、Sは0.002%以上(−8×B+0.018)%以下
【請求項2】
請求項1に記載の成分組成からなる鋼を、矯正帯通過時にスラブコーナー部の表面温度が950℃以上または800℃以下となるように連続鋳造し、次いで、熱間圧延、酸洗、一次冷間圧延、連続焼鈍、圧延率20%以下の二次冷間圧延を施すことを特徴とするフランジ加工性に優れた高強度缶用鋼板の製造方法。
【請求項1】
成分組成は、質量%で、C:0.020%以上0.080%以下、Si:0.003%以上0.100%以下、Mn:0.10%以上0.80%以下、P:0.001%以上0.100%以下、Al:0.005%以上0.100%以下、N:0.0050%以上0.0200%以下、B:0.0001%以上0.0020%以下を含有し、S量が以下を満足し、残部はFeおよび不可避的不純物からなり、
圧延方向から直角方向の引張強度が520MPa以上、圧延方向から直角方向の破断伸びが7%以上であることを特徴とするフランジ加工性に優れた高強度缶用鋼板。
B:0.0001%以上0.0006%以下では、Sは0.002%以上(0.02-[{1-(B-0.0006)2/(2.5×10-7)}×10-4]0.5)%以下
B:0.0006%超え0.0010%以下では、Sは0.002%以上0.010%以下
B:0.0010%超え0.0020%以下では、Sは0.002%以上(−8×B+0.018)%以下
【請求項2】
請求項1に記載の成分組成からなる鋼を、矯正帯通過時にスラブコーナー部の表面温度が950℃以上または800℃以下となるように連続鋳造し、次いで、熱間圧延、酸洗、一次冷間圧延、連続焼鈍、圧延率20%以下の二次冷間圧延を施すことを特徴とするフランジ加工性に優れた高強度缶用鋼板の製造方法。
【図1】

【図2】

【図2】
【公開番号】特開2013−100598(P2013−100598A)
【公開日】平成25年5月23日(2013.5.23)
【国際特許分類】
【出願番号】特願2012−222181(P2012−222181)
【出願日】平成24年10月4日(2012.10.4)
【出願人】(000001258)JFEスチール株式会社 (8,589)
【Fターム(参考)】
【公開日】平成25年5月23日(2013.5.23)
【国際特許分類】
【出願日】平成24年10月4日(2012.10.4)
【出願人】(000001258)JFEスチール株式会社 (8,589)
【Fターム(参考)】
[ Back to top ]