
フリースの製造方法並びに該方法を実施するための装置

【課題】コスト的に有利に実施でき、同時にフリース複合材料が良好な弾性を有しそしてロールに接合する危険なく巻き付けることができる弾性フリースの製造方法の提供。
【解決手段】弾性フィルム2を送り込みそして部分的に接着剤を提供しそしてメルトブロイング装置8を用いてメルトブローフリースよりなる層9を製造しそして予めに強化することなく直接的に弾性フィルム2の上に載せそして接着剤によって部分的に弾性フィルム2に接合することを特徴とする、弾性フリース複合材料の製造方法。
【解決手段】弾性フィルム2を送り込みそして部分的に接着剤を提供しそしてメルトブロイング装置8を用いてメルトブローフリースよりなる層9を製造しそして予めに強化することなく直接的に弾性フィルム2の上に載せそして接着剤によって部分的に弾性フィルム2に接合することを特徴とする、弾性フリース複合材料の製造方法。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、弾性フリース複合材料の製造方法並びに該方法を実施する装置に関する。この様なフリース複合材料の一部は例えば弾性を有するべき衛生製品の製造に適している。フリース複合材料で、おむつのストッパーテープ又はおむつ足通し耳状部が形成され得る。この様な製品の場合には実地においてはフリース材料よりなる軟らかい表面がしばしば必要とされる。直接的に皮膚が接触するときに刺激するのを避けるか又は減少させるために、適合する外側状態が例えば有利である。比較的に軟らかいフリース材料よりなる表面は、その技術的な実用性に無関係にユーザーによってしばしば特別に極めて重要にそして有利なものとして捉えられている。
【0002】
弾性フィルムを加工する場合には、一般に、該フィルムは弾性のある原料の粘着性のためにロールに巻くときに容易に接合するという問題がある。弾性フィルムの接合を避けるために、該フィルムに後で更に加工するときに費用をかけて除去しなければならない剥離紙又は弾性フィルムの更なる加工及び特に接合を困難にする粉末が適用される。
【0003】
ヨーロッパ特許第1,686,209B1号明細書からは、ロールから巻き解かれそして押出成形貼り合わせによって又はホットメルト接着剤によって弾性フィルムと接合される少なくとも1つのフリース製外側層を弾性フィルムの押出成形直後に適用する別の方法が公知である。こうして形成された弾性積層体を巻くときに、フリースよりなる少なくとも1つの層がロールの内部に分離層を形成しそして粘着性弾性フィルムの貼り付きを防止する。フリースよりなる送り込まれた層によって積層体の弾性特性が著しく悪影響を受けるという欠点がある。
【0004】
ヨーロッパ特許第1,462,556 B1号明細書からは、繊維製表面を持つ弾性複合フィルムを製造する方法が公知であり、この場合には弾性支持体が短繊維を有している。完全に接合されていない場合には、繊維材料の大部分がほつれ解けて、不所望にも複合材料から離脱する。
【発明の開示】
【発明が解決しようとする課題】
【0005】
このような背景のもとで本発明の課題は、コスト的に有利に実施でき、同時にフリース複合材料が良好な弾性を有しそしてロールに接合する危険なく巻き付けることができる弾性フリースの製造方法を提供することである。
【課題を解決するための手段】
【0006】
この課題を解決するために、第一の実施態様によれば、フリース材料を製造する方法において、弾性フィルムを送り込みそして部分的に接着剤を適用しそしてメルトブロイング装置を用いてメルトブローフリースよりなる層を製造しそして予めに強化することなく直接的に弾性フィルムの上に載せそして接着剤によって部分的に弾性フィルムに接合することを特徴とする、上記製造方法に関する。
【0007】
第二の一つの実施態様によれば、弾性フリース複合材料の製造方法において、
弾性フィルムを送り込みそして部分的に接着剤を適用し、
メルトブロイング装置を用いてメルトブローフリースよりなる層を製造しそして予めに強化することなく直接的に搬送装置の上に載せそしてメルトブローフリースよりなる層を搬送装置によって、弾性フィルムの引張り力が全くかからない状態で送り込みそして接着剤によって部分的に弾性フィルムに接合することを特徴とする、上記製造方法によって解決される。この場合、搬送装置としての回転ローラー又は循環ベルトが予め用意されそしてメルトブローフリースよりなる層を該ローラー又はベルトから、接着剤が部分的に適用された弾性フィルムの上に直接的に貼り付ける。
【図面の簡単な説明】
【0008】
【図1a】は本発明の方法を実施するための装置の概略図を図示している。
【図1b】は図1aに従う装置の詳細な斜視図を図示している。
【図2】は図1aに図示した装置の改変態様である。
【図3】は図2に従う装置の有利な別の態様である。
【図4a】は第一の延伸の前、間及び後の弾性フリース材料を図示している。
【図4b】は第一の延伸の前、間及び後の弾性フリース材料を図示している。
【図4c】は第一の延伸の前、間及び後の弾性フリース材料を図示している。
【発明を実施するための形態】
【0009】
メルトブローフリースよりなる層のメルトブロー加工は、エアーナイフによって断片に分離される繊維を生じる様に行うのが合目的的である。この場合、メルトブロイング装置は、沢山の互いに並んで配置された孔で形成されているノズルを持つ押出機を包含する。押出ノズルを離れた直後に、孔からの溶融液状のポリマー紐状物に圧縮空気を打ち当てそして延伸する。
【0010】
本発明の本質は、メルトブローフリースで形成された層を、該形成された層を弾性フィルムの引張り力がかからない状態か又は少なくとも殆どかからない状態で送り込み、弾性フィルム又は搬送装置の直ぐ上に直接的に載せることである。平らなフリース層を巻き取ったり巻き解いたりせず、かつ、フリース層を引張り応力を用いて送り込むことなく、該フリース層を小さい強度及び特に僅かな面積重量で形成することができる。この関係でメルトブロー繊維は、比較的に薄くそして既に僅かな面積重量で弾性フィルムの良好で均一な被覆及びユーザーの視野に立った特に柔らかな繊維層の形態を達成することができることに特徴がある。
【0011】
本発明の範囲において非弾性で熱可塑性ポリマーは、一般に弾性材料又は弾性のコアを持つ多成分繊維に比較して容易に加工することができそしてフリース複合材料を巻いたときに確実に結合を阻止する、メルトブロー繊維製層のための材料として使用するのが有利である。非弾性材料としては例えばポリオレフィン、例えばポリプロピレン、ポリエチレン、またポリアミド又はポリエチレンテレフタレートを使用することができる。
【0012】
本発明によれば、メルトブローフリースの層が価格的に有利な熱可塑性材料から僅かな面積重量で製造できるので、著しいコストの節約が達成できる。メルトブロー繊維は接着剤を適用した領域間で、該積層体を延伸したときに特に容易にほぐれるので、フィルムの弾性は実質的に悪影響を受けない。特に延伸に必要な張力も極端に大きくない。しかしながらメルトブローフリースよりなる層を接着剤が適用された領域の所に固定することによって、ほぐれて十分な引き離しが可能でありそして延伸したときに繊維が失われてしまうのを避けられる。
【0013】
本発明の積層体は特に、利用する前に、例えばおしめの弾性ストッパーテープとして利用する前に、活性化するために予めに延伸する必要がなく形成できる。しかしながら、従来技術から公知の様な弾性積層体を別のフリース材料、例えばSMS−フリース(スパンボンド繊維よりなる外側層の間にメルトブロー繊維よりなる層が積層された三層複合体)を接合することも本発明の範囲内にある。追加的なフリース材料の積層は、破断点強度を高めるのに合目的である。しかしながら十分な伸び性を保証するためには、一般に活性化、即ち相互に噛み合うプロフィールロールのロール間隙で行うことのできる活性化が合目的である。材料の予備延伸によって特に弾性領域及び実質的に非弾性の領域及び延伸限界を決めることができる。
【0014】
本発明の弾性フリース複合体材料が直接的に設けられたメルトブローフリース層を有し、追加的なフリース材料が弾性フィルムの反対側に固定されている態様が特に有利である。このような実施態様の範囲には、追加的なフリース材料によって高い強度及び個別的な伸び限界を有しそして同時に両側にフリースが設けられておりそして高価値な外観及び心地よい感触を有する特に価格的に有利なストッパーテープを形成することができる。
【0015】
本発明の方法の特に有利な一つの実施態様によれば、弾性フィルムを第一の方法段階で平面シート押出成形機によって形成しそしてその直後に、前もって巻いたり巻き解いたりすることなく接着剤を適用する。前記実施態様によれば中間保存又は搬送を前もって行うことなしに、種々の方法段階が連続的な順序で行われる。
【0016】
接着剤としては、例えばホットメルト用ノズルによって弾性フィルムの上に部分的に塗布されるホットメルト接着剤を使用するのが有利である。特に有利なのはフィルムの長手方向に伸びるストライプ状に接着剤を塗布することである。この目的のために特に簡単には、ホットメルト用ノズルが横方向に互いに並んで配置された異なる出口開口を有しており、該開口は連続的に接着剤を吐き出す。接着剤ストライプの上述の配列は、フリース複合材料で特に横方向に高い弾性を持つ部分又はストライプを形成する場合に特に有利である。この様な実施態様の場合には、弾性は、伸び方向に対して垂直方向に伸びるストライプ状の接着剤によって過度な悪影響を受けない。ホットメルト接着剤自体が非弾性又は十分に非弾性である場合でも、長手方向に伸びるストライプ状接着剤相互の間に配置される接着剤のない領域が横方向で容易に延伸させ得る。全く一直線のストライプ状接着剤の他に、ストライプ状接着剤が波型、スパイラル状又はジグザグ状に伸びることも可能である。これによって、フリース複合材料で横方向に個々に伸びることのできるストライプを形成するときに側縁部が不十分にしか固定されないことが回避できる。この場合、ストライプ状接着剤を交差させることも可能であり、その場合には該ストライプ状接着剤は例えばスパイラル状、網状構造に形成される。
【0017】
弾性フィルムは本発明の方法では両側にメルトブローフリースよりなる層を備えていてもよく、この場合にはメルトブローフリースよりなる層を弾性フィルムの上に直接的に塗布し或いは搬送装置による引張り力が十分にかからない状態でのメルトブローフリースの供給を両面の層のために同時に又は合い前後して行うことができる。
【0018】
特に本発明のフリース複合材料をおむつのストッパーテープストリップの製造のために準備する場合には、弾性フィルムに十分に大きな延伸性及び耐負荷性が要求される。この場合には、弾性フィルムは熱可塑性エラストマーの単一フィルムよりなり、特にポリマーはスチレン−ブタジエン−スチレンコポリマー(SBS)、スチレン−イソプレン−スチレン−ブロックコポリマー(SIS)、スチレン−エチレン−ブテンコポリマー(SEBS)、その他の熱可塑性スチレンエラストマー(TPE−S)、弾性ポリオレフィンコポリマー、熱可塑性ポリオレフィンエラストマー(TPE−O)、熱可塑性ポリウレタンエラストマー(TPE−U)、熱可塑性ポリアミドエラストマー(TPE−A)、熱可塑性ポエイエステルエラストマー(TPE−E)又はこれらポリマーの混合物よりなる群から選ばれるものが有利である。単一フィルムを用いる他に同時押出成形された多層フィルムも使用することができる。弾性フィルムの厚さは未延伸状態で10μm〜100μmである。
【0019】
本発明の方法は全体として特に有利な弾性に特徴のあるフリース複合材料をコスト的に有利に製造することを可能とする。例えば本発明によれば直接的に又は張力を掛けずに搬送装置上の弾性フィルムの上に載せたメルトブローフリースの層は、弾性フィルムによって決まるフリース複合材料の弾性に過度の悪影響を及ぼすことなく、貼り付きを避けそしてユーザーにとって有利な表面構造を造り出すために十分である。
【0020】
接着剤をストライプ状に塗布する場合、未延伸の状態でフリース複合材料の片面をメルトブローフリースの層で完全に覆い、他方、強く延伸した場合にはメルトブローフリースがほぐれ解けそしてストライプ状接着剤相互の間でその下の弾性フィルムを自由にする。引張り力を止めた後にフリース複合材料が弾性的に戻るとき、メルトブローフリースによって完全に覆われた表面を再び観察すと、該表面は一般に末端繊維として押出成形されそしてエアーナイフによって断片に分離されていてもよい個々のメルトブロー繊維の予めのほぐれのために、嵩ばて広がっている。
【0021】
本発明の対象は前述の方法を実施するための装置にも関する。この装置は、弾性フィルムを形成するための平面シート押出成形機、接着剤を部分的に適用するための装置及び、メルトブローフリースよりなる層が弾性フィルム又は搬送装置の上に直接的に載せることができるように配置されているメルトブロイング装置を有する。メルトブローフリースで形成された層を弾性フィルムの上に直接的に載せる場合、好ましくはメルトブロイング装置の領域に搬送装置を、弾性フィルムがメルトブローフリースの層が載せられる領域で搬送装置に載せられる様に配置する。この場合、搬送装置は一様に案内しそして弾性フィルムの通路を支えることを可能とする。
【0022】
メルトブローフリースよりなる層を弾性フィルムの上に載せる他に、フリース複合材料を一般にロール間隙に案内する。このロール間隙はフリース材料を接着剤で確実に結合させるのに特に役立つ。さらにフリース複合材料の構造を圧力及び/又は温度の影響によって著しく変更することは一般に行わない。
【0023】
本発明を以下に実施例を図示する図面によって更に詳細に説明する。
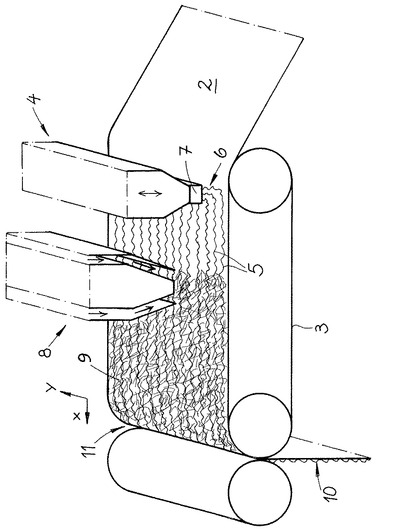
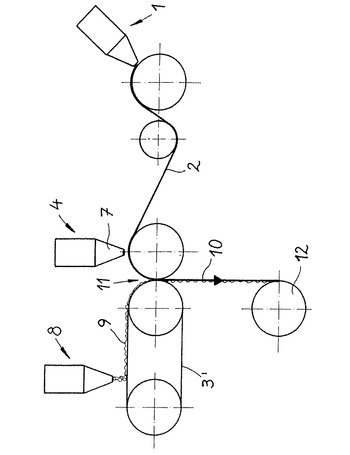
図1aは本発明の方法を実施するための装置の概略図を図示している。
図1bは図1aに従う装置の詳細な斜視図を図示している。
図2は図1aに図示した装置の改変態様である。
図3は図2に従う装置の有利な別の態様である。
図4a〜4cは第一の延伸の前、間及び後の弾性フリース材料を図示している。
【0024】
本発明の方法を実施するための装置を図1aに図示する。この装置は弾性フィルム(2)を形成する平面シート押出成形機(1)を備えている。形成されたフィルム(2)をその直後に、循環ベルトの形の搬送装置(3)に供給し、該循環ベルトは後続の方法段階の間、弾性フィルム(2)の案内及び搬送に役立つ。循環ベルトによって特に弾性フィルム(2)の推進が僅かな引張り力の下で可能とされ、そのとき弾性フィルム(2)がその下にあるベルトによって追加的に支えられている。
【0025】
搬送装置(3)の上に載せられた弾性フィルムに、装置(4)によってストライプ(5)状のホットメルト接着剤(6)を最初に部分的な適用する。
【0026】
図1bから判る通り、ストライプ(5)はフィルム(2)の長手方向(X)に伸びており、装置(4)の出口ノズル(7)の振動運動によって波状の進行が達成される。ホットメルト接着剤(6)が塗布された弾性フィルム(2)はその後で溶融フロー装置(8)に送られる。そこで生じたメルトブローフリースの層(9)は予めに強化することなしに弾性フィルム(2)の上に直接的に載せられる。生じたフリース複合材料(10)は次いでロール間隙(11)に通され、メルトブローフリースの層(9)を僅かな圧力効果によって未だ溶融液状のホットメルト接着剤(6)中に押し込む。この場合、フリース複合材料(10)にロール間隙(11)で作用する力は、材料を変形することなく圧力及び温度によって十分に固定するように選択される。形成されるフリース複合材料(10)は後でロール(12)に巻き付ける。
【0027】
ホットメルト接着剤(6)のストライプ(5)及びメルトブローフリースの層(9)の繊維は実質的にフィルムの長手方向(X)に伸びているので、形成されるフリース複合材料(10)は横方向への非常に良好な伸び性に特徴があり、この伸び性は弾性フィルム(2)の弾性を実質的に決定しそして極端な場合にはメルトブローフリース及びホットメルト接着剤(6)よりなる設けられた層(9)によって取るに足らない程度しか悪影響を受けない。
【0028】
図2は装置の別の態様を示している。メルトブロイング装置(8)のある図1aと一致して層(9)がメルトブローフリースで製造されている。しかしながら層(9)は弾性フィルム(2)の上に直接的にではなく、搬送装置(3’)に載せられる。搬送装置(3’)は図2に図示した通り、循環ベルトとして又はロールとして形成されていてもよい。搬送装置(3’)によってメルトブローフリースの層(9)は、予めにホットメルト接着剤(6)が適用された弾性フィルム(2)の引張り力が十分にかからない状態で供給されそして図1aに従う実施態様の場合にも同様にホットメルト接着剤(6)の適用された部分で弾性フィルム(2)に接合する。
【0029】
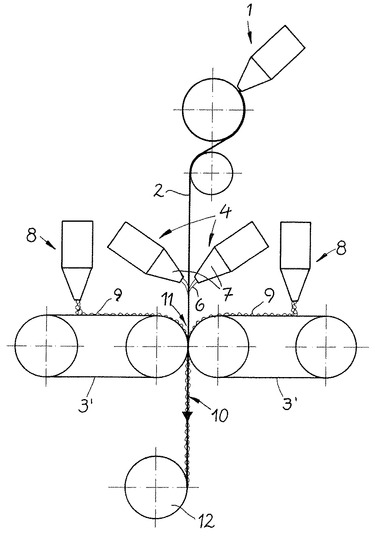
図3に図示する装置の別の態様によれば、弾性フィルム(2)の両面にメルトブローフリースの層(9)が設けられている。
【0030】
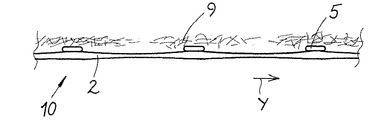
図4a〜4cは、本発明の方法で製造されたフリース複合材料(10)の例えば一部分を横軸方向(Y)の断面で図示している。図4aから判るとおり、弾性フィルム(2)の全体はメルトブローフリースの層(9)で覆われている。引っ張った場合にはメルトブローフリース、即ち繊維は伸ばされてほごされそして引き裂かれ、弾性フィルム(2)は長手方向に伸びる接着剤ストライプ(5)相互間に地域的遊離状態が生じる(図4b)。フリース複合材料(10)の引張り力及び弾性戻りを止めた後では、弾性フィルム(2)は一つの側で完全に元に戻るか又は少なくとも十分に戻り、メルトブローフリースの層(9)の繊維によって覆われる。図4cから判る通り、メルトブローフリースの層(9)は最初の延伸の後、ほごすことによって全体的に嵩張っている。
【符号の説明】
【0031】
1・・・平面シート押出成形機
2・・・弾性フィルム
3・・・搬送装置
3’・・・搬送装置
4・・・装置
5・・・ストライプ
6・・・ホットメルト接着剤
7・・・出口ノズル
8・・・メルトブロイング装置
9・・・メルトブローフリースの層
10・・・フリース複合材料
11・・・ロール間隙
12・・・ロール
【技術分野】
【0001】
本発明は、弾性フリース複合材料の製造方法並びに該方法を実施する装置に関する。この様なフリース複合材料の一部は例えば弾性を有するべき衛生製品の製造に適している。フリース複合材料で、おむつのストッパーテープ又はおむつ足通し耳状部が形成され得る。この様な製品の場合には実地においてはフリース材料よりなる軟らかい表面がしばしば必要とされる。直接的に皮膚が接触するときに刺激するのを避けるか又は減少させるために、適合する外側状態が例えば有利である。比較的に軟らかいフリース材料よりなる表面は、その技術的な実用性に無関係にユーザーによってしばしば特別に極めて重要にそして有利なものとして捉えられている。
【0002】
弾性フィルムを加工する場合には、一般に、該フィルムは弾性のある原料の粘着性のためにロールに巻くときに容易に接合するという問題がある。弾性フィルムの接合を避けるために、該フィルムに後で更に加工するときに費用をかけて除去しなければならない剥離紙又は弾性フィルムの更なる加工及び特に接合を困難にする粉末が適用される。
【0003】
ヨーロッパ特許第1,686,209B1号明細書からは、ロールから巻き解かれそして押出成形貼り合わせによって又はホットメルト接着剤によって弾性フィルムと接合される少なくとも1つのフリース製外側層を弾性フィルムの押出成形直後に適用する別の方法が公知である。こうして形成された弾性積層体を巻くときに、フリースよりなる少なくとも1つの層がロールの内部に分離層を形成しそして粘着性弾性フィルムの貼り付きを防止する。フリースよりなる送り込まれた層によって積層体の弾性特性が著しく悪影響を受けるという欠点がある。
【0004】
ヨーロッパ特許第1,462,556 B1号明細書からは、繊維製表面を持つ弾性複合フィルムを製造する方法が公知であり、この場合には弾性支持体が短繊維を有している。完全に接合されていない場合には、繊維材料の大部分がほつれ解けて、不所望にも複合材料から離脱する。
【発明の開示】
【発明が解決しようとする課題】
【0005】
このような背景のもとで本発明の課題は、コスト的に有利に実施でき、同時にフリース複合材料が良好な弾性を有しそしてロールに接合する危険なく巻き付けることができる弾性フリースの製造方法を提供することである。
【課題を解決するための手段】
【0006】
この課題を解決するために、第一の実施態様によれば、フリース材料を製造する方法において、弾性フィルムを送り込みそして部分的に接着剤を適用しそしてメルトブロイング装置を用いてメルトブローフリースよりなる層を製造しそして予めに強化することなく直接的に弾性フィルムの上に載せそして接着剤によって部分的に弾性フィルムに接合することを特徴とする、上記製造方法に関する。
【0007】
第二の一つの実施態様によれば、弾性フリース複合材料の製造方法において、
弾性フィルムを送り込みそして部分的に接着剤を適用し、
メルトブロイング装置を用いてメルトブローフリースよりなる層を製造しそして予めに強化することなく直接的に搬送装置の上に載せそしてメルトブローフリースよりなる層を搬送装置によって、弾性フィルムの引張り力が全くかからない状態で送り込みそして接着剤によって部分的に弾性フィルムに接合することを特徴とする、上記製造方法によって解決される。この場合、搬送装置としての回転ローラー又は循環ベルトが予め用意されそしてメルトブローフリースよりなる層を該ローラー又はベルトから、接着剤が部分的に適用された弾性フィルムの上に直接的に貼り付ける。
【図面の簡単な説明】
【0008】
【図1a】は本発明の方法を実施するための装置の概略図を図示している。
【図1b】は図1aに従う装置の詳細な斜視図を図示している。
【図2】は図1aに図示した装置の改変態様である。
【図3】は図2に従う装置の有利な別の態様である。
【図4a】は第一の延伸の前、間及び後の弾性フリース材料を図示している。
【図4b】は第一の延伸の前、間及び後の弾性フリース材料を図示している。
【図4c】は第一の延伸の前、間及び後の弾性フリース材料を図示している。
【発明を実施するための形態】
【0009】
メルトブローフリースよりなる層のメルトブロー加工は、エアーナイフによって断片に分離される繊維を生じる様に行うのが合目的的である。この場合、メルトブロイング装置は、沢山の互いに並んで配置された孔で形成されているノズルを持つ押出機を包含する。押出ノズルを離れた直後に、孔からの溶融液状のポリマー紐状物に圧縮空気を打ち当てそして延伸する。
【0010】
本発明の本質は、メルトブローフリースで形成された層を、該形成された層を弾性フィルムの引張り力がかからない状態か又は少なくとも殆どかからない状態で送り込み、弾性フィルム又は搬送装置の直ぐ上に直接的に載せることである。平らなフリース層を巻き取ったり巻き解いたりせず、かつ、フリース層を引張り応力を用いて送り込むことなく、該フリース層を小さい強度及び特に僅かな面積重量で形成することができる。この関係でメルトブロー繊維は、比較的に薄くそして既に僅かな面積重量で弾性フィルムの良好で均一な被覆及びユーザーの視野に立った特に柔らかな繊維層の形態を達成することができることに特徴がある。
【0011】
本発明の範囲において非弾性で熱可塑性ポリマーは、一般に弾性材料又は弾性のコアを持つ多成分繊維に比較して容易に加工することができそしてフリース複合材料を巻いたときに確実に結合を阻止する、メルトブロー繊維製層のための材料として使用するのが有利である。非弾性材料としては例えばポリオレフィン、例えばポリプロピレン、ポリエチレン、またポリアミド又はポリエチレンテレフタレートを使用することができる。
【0012】
本発明によれば、メルトブローフリースの層が価格的に有利な熱可塑性材料から僅かな面積重量で製造できるので、著しいコストの節約が達成できる。メルトブロー繊維は接着剤を適用した領域間で、該積層体を延伸したときに特に容易にほぐれるので、フィルムの弾性は実質的に悪影響を受けない。特に延伸に必要な張力も極端に大きくない。しかしながらメルトブローフリースよりなる層を接着剤が適用された領域の所に固定することによって、ほぐれて十分な引き離しが可能でありそして延伸したときに繊維が失われてしまうのを避けられる。
【0013】
本発明の積層体は特に、利用する前に、例えばおしめの弾性ストッパーテープとして利用する前に、活性化するために予めに延伸する必要がなく形成できる。しかしながら、従来技術から公知の様な弾性積層体を別のフリース材料、例えばSMS−フリース(スパンボンド繊維よりなる外側層の間にメルトブロー繊維よりなる層が積層された三層複合体)を接合することも本発明の範囲内にある。追加的なフリース材料の積層は、破断点強度を高めるのに合目的である。しかしながら十分な伸び性を保証するためには、一般に活性化、即ち相互に噛み合うプロフィールロールのロール間隙で行うことのできる活性化が合目的である。材料の予備延伸によって特に弾性領域及び実質的に非弾性の領域及び延伸限界を決めることができる。
【0014】
本発明の弾性フリース複合体材料が直接的に設けられたメルトブローフリース層を有し、追加的なフリース材料が弾性フィルムの反対側に固定されている態様が特に有利である。このような実施態様の範囲には、追加的なフリース材料によって高い強度及び個別的な伸び限界を有しそして同時に両側にフリースが設けられておりそして高価値な外観及び心地よい感触を有する特に価格的に有利なストッパーテープを形成することができる。
【0015】
本発明の方法の特に有利な一つの実施態様によれば、弾性フィルムを第一の方法段階で平面シート押出成形機によって形成しそしてその直後に、前もって巻いたり巻き解いたりすることなく接着剤を適用する。前記実施態様によれば中間保存又は搬送を前もって行うことなしに、種々の方法段階が連続的な順序で行われる。
【0016】
接着剤としては、例えばホットメルト用ノズルによって弾性フィルムの上に部分的に塗布されるホットメルト接着剤を使用するのが有利である。特に有利なのはフィルムの長手方向に伸びるストライプ状に接着剤を塗布することである。この目的のために特に簡単には、ホットメルト用ノズルが横方向に互いに並んで配置された異なる出口開口を有しており、該開口は連続的に接着剤を吐き出す。接着剤ストライプの上述の配列は、フリース複合材料で特に横方向に高い弾性を持つ部分又はストライプを形成する場合に特に有利である。この様な実施態様の場合には、弾性は、伸び方向に対して垂直方向に伸びるストライプ状の接着剤によって過度な悪影響を受けない。ホットメルト接着剤自体が非弾性又は十分に非弾性である場合でも、長手方向に伸びるストライプ状接着剤相互の間に配置される接着剤のない領域が横方向で容易に延伸させ得る。全く一直線のストライプ状接着剤の他に、ストライプ状接着剤が波型、スパイラル状又はジグザグ状に伸びることも可能である。これによって、フリース複合材料で横方向に個々に伸びることのできるストライプを形成するときに側縁部が不十分にしか固定されないことが回避できる。この場合、ストライプ状接着剤を交差させることも可能であり、その場合には該ストライプ状接着剤は例えばスパイラル状、網状構造に形成される。
【0017】
弾性フィルムは本発明の方法では両側にメルトブローフリースよりなる層を備えていてもよく、この場合にはメルトブローフリースよりなる層を弾性フィルムの上に直接的に塗布し或いは搬送装置による引張り力が十分にかからない状態でのメルトブローフリースの供給を両面の層のために同時に又は合い前後して行うことができる。
【0018】
特に本発明のフリース複合材料をおむつのストッパーテープストリップの製造のために準備する場合には、弾性フィルムに十分に大きな延伸性及び耐負荷性が要求される。この場合には、弾性フィルムは熱可塑性エラストマーの単一フィルムよりなり、特にポリマーはスチレン−ブタジエン−スチレンコポリマー(SBS)、スチレン−イソプレン−スチレン−ブロックコポリマー(SIS)、スチレン−エチレン−ブテンコポリマー(SEBS)、その他の熱可塑性スチレンエラストマー(TPE−S)、弾性ポリオレフィンコポリマー、熱可塑性ポリオレフィンエラストマー(TPE−O)、熱可塑性ポリウレタンエラストマー(TPE−U)、熱可塑性ポリアミドエラストマー(TPE−A)、熱可塑性ポエイエステルエラストマー(TPE−E)又はこれらポリマーの混合物よりなる群から選ばれるものが有利である。単一フィルムを用いる他に同時押出成形された多層フィルムも使用することができる。弾性フィルムの厚さは未延伸状態で10μm〜100μmである。
【0019】
本発明の方法は全体として特に有利な弾性に特徴のあるフリース複合材料をコスト的に有利に製造することを可能とする。例えば本発明によれば直接的に又は張力を掛けずに搬送装置上の弾性フィルムの上に載せたメルトブローフリースの層は、弾性フィルムによって決まるフリース複合材料の弾性に過度の悪影響を及ぼすことなく、貼り付きを避けそしてユーザーにとって有利な表面構造を造り出すために十分である。
【0020】
接着剤をストライプ状に塗布する場合、未延伸の状態でフリース複合材料の片面をメルトブローフリースの層で完全に覆い、他方、強く延伸した場合にはメルトブローフリースがほぐれ解けそしてストライプ状接着剤相互の間でその下の弾性フィルムを自由にする。引張り力を止めた後にフリース複合材料が弾性的に戻るとき、メルトブローフリースによって完全に覆われた表面を再び観察すと、該表面は一般に末端繊維として押出成形されそしてエアーナイフによって断片に分離されていてもよい個々のメルトブロー繊維の予めのほぐれのために、嵩ばて広がっている。
【0021】
本発明の対象は前述の方法を実施するための装置にも関する。この装置は、弾性フィルムを形成するための平面シート押出成形機、接着剤を部分的に適用するための装置及び、メルトブローフリースよりなる層が弾性フィルム又は搬送装置の上に直接的に載せることができるように配置されているメルトブロイング装置を有する。メルトブローフリースで形成された層を弾性フィルムの上に直接的に載せる場合、好ましくはメルトブロイング装置の領域に搬送装置を、弾性フィルムがメルトブローフリースの層が載せられる領域で搬送装置に載せられる様に配置する。この場合、搬送装置は一様に案内しそして弾性フィルムの通路を支えることを可能とする。
【0022】
メルトブローフリースよりなる層を弾性フィルムの上に載せる他に、フリース複合材料を一般にロール間隙に案内する。このロール間隙はフリース材料を接着剤で確実に結合させるのに特に役立つ。さらにフリース複合材料の構造を圧力及び/又は温度の影響によって著しく変更することは一般に行わない。
【0023】
本発明を以下に実施例を図示する図面によって更に詳細に説明する。
図1aは本発明の方法を実施するための装置の概略図を図示している。
図1bは図1aに従う装置の詳細な斜視図を図示している。
図2は図1aに図示した装置の改変態様である。
図3は図2に従う装置の有利な別の態様である。
図4a〜4cは第一の延伸の前、間及び後の弾性フリース材料を図示している。
【0024】
本発明の方法を実施するための装置を図1aに図示する。この装置は弾性フィルム(2)を形成する平面シート押出成形機(1)を備えている。形成されたフィルム(2)をその直後に、循環ベルトの形の搬送装置(3)に供給し、該循環ベルトは後続の方法段階の間、弾性フィルム(2)の案内及び搬送に役立つ。循環ベルトによって特に弾性フィルム(2)の推進が僅かな引張り力の下で可能とされ、そのとき弾性フィルム(2)がその下にあるベルトによって追加的に支えられている。
【0025】
搬送装置(3)の上に載せられた弾性フィルムに、装置(4)によってストライプ(5)状のホットメルト接着剤(6)を最初に部分的な適用する。
【0026】
図1bから判る通り、ストライプ(5)はフィルム(2)の長手方向(X)に伸びており、装置(4)の出口ノズル(7)の振動運動によって波状の進行が達成される。ホットメルト接着剤(6)が塗布された弾性フィルム(2)はその後で溶融フロー装置(8)に送られる。そこで生じたメルトブローフリースの層(9)は予めに強化することなしに弾性フィルム(2)の上に直接的に載せられる。生じたフリース複合材料(10)は次いでロール間隙(11)に通され、メルトブローフリースの層(9)を僅かな圧力効果によって未だ溶融液状のホットメルト接着剤(6)中に押し込む。この場合、フリース複合材料(10)にロール間隙(11)で作用する力は、材料を変形することなく圧力及び温度によって十分に固定するように選択される。形成されるフリース複合材料(10)は後でロール(12)に巻き付ける。
【0027】
ホットメルト接着剤(6)のストライプ(5)及びメルトブローフリースの層(9)の繊維は実質的にフィルムの長手方向(X)に伸びているので、形成されるフリース複合材料(10)は横方向への非常に良好な伸び性に特徴があり、この伸び性は弾性フィルム(2)の弾性を実質的に決定しそして極端な場合にはメルトブローフリース及びホットメルト接着剤(6)よりなる設けられた層(9)によって取るに足らない程度しか悪影響を受けない。
【0028】
図2は装置の別の態様を示している。メルトブロイング装置(8)のある図1aと一致して層(9)がメルトブローフリースで製造されている。しかしながら層(9)は弾性フィルム(2)の上に直接的にではなく、搬送装置(3’)に載せられる。搬送装置(3’)は図2に図示した通り、循環ベルトとして又はロールとして形成されていてもよい。搬送装置(3’)によってメルトブローフリースの層(9)は、予めにホットメルト接着剤(6)が適用された弾性フィルム(2)の引張り力が十分にかからない状態で供給されそして図1aに従う実施態様の場合にも同様にホットメルト接着剤(6)の適用された部分で弾性フィルム(2)に接合する。
【0029】
図3に図示する装置の別の態様によれば、弾性フィルム(2)の両面にメルトブローフリースの層(9)が設けられている。
【0030】
図4a〜4cは、本発明の方法で製造されたフリース複合材料(10)の例えば一部分を横軸方向(Y)の断面で図示している。図4aから判るとおり、弾性フィルム(2)の全体はメルトブローフリースの層(9)で覆われている。引っ張った場合にはメルトブローフリース、即ち繊維は伸ばされてほごされそして引き裂かれ、弾性フィルム(2)は長手方向に伸びる接着剤ストライプ(5)相互間に地域的遊離状態が生じる(図4b)。フリース複合材料(10)の引張り力及び弾性戻りを止めた後では、弾性フィルム(2)は一つの側で完全に元に戻るか又は少なくとも十分に戻り、メルトブローフリースの層(9)の繊維によって覆われる。図4cから判る通り、メルトブローフリースの層(9)は最初の延伸の後、ほごすことによって全体的に嵩張っている。
【符号の説明】
【0031】
1・・・平面シート押出成形機
2・・・弾性フィルム
3・・・搬送装置
3’・・・搬送装置
4・・・装置
5・・・ストライプ
6・・・ホットメルト接着剤
7・・・出口ノズル
8・・・メルトブロイング装置
9・・・メルトブローフリースの層
10・・・フリース複合材料
11・・・ロール間隙
12・・・ロール
【特許請求の範囲】
【請求項1】
弾性フリース複合材料の製造方法において、
弾性フィルム(2)を送り込みそして部分的に接着剤を適用しそして
メルトブロイング装置(8)を用いてメルトブローフリースよりなる層(9)を製造しそして予めに強化することなく直接的に弾性フィルム(2)の上に載せそして接着剤によって部分的に弾性フィルム(2)に接合することを特徴とする、上記製造方法。
【請求項2】
弾性フリース複合材料の製造方法において、
弾性フィルム(2)を送り込みそして部分的に接着剤を適用し、
メルトブロイング装置(8)を用いてメルトブローフリースよりなる層(9)を製造しそして予めに強化することなく直接的に搬送装置(3’)の上に載せそしてメルトブローフリースよりなる層(9)を搬送装置(3’)によって、弾性フィルム(2)の引張り力が全くかからない状態で送り込みそして接着剤によって部分的に弾性フィルム(2)に接合することを特徴とする、上記製造方法。
【請求項3】
メルトブローフリースよりなる層(9)を搬送装置(3’)として回転ローラー又は循環ベルトの上に載せそしてメルトブローフリースよりなる層(9)をローラー又はベルトから、接着剤が部分的に適用された弾性フィルム(2)の上に直接的に貼り付ける、請求項2に記載の方法。
【請求項4】
弾性フィルム(2)が平面シート押出成形機によって形成されそしてその直後に、前もって巻いたり巻き解いたりすることなく接着剤を適用する、請求項1〜3のいずれか一つに記載の方法。
【請求項5】
接着剤としてホットメルト接着剤(6)を弾性フィルム(2)の上に適用される、請求項1〜4のいずれか一つに記載の方法。
【請求項6】
弾性フィルム(2)の長手方向(X)に走るストライプ状に接着剤(5)を適用する請求項1〜5のいずれか一つに記載の方法。
【請求項7】
弾性フィルム(2)が両面にメルトブローフリースよりなる層(9)を備えている、請求項1〜6のいずれか一つに記載の方法。
【請求項8】
弾性フィルム(2)を形成するための平面シート押出成形機(1)、接着剤を部分的に適用するための装置(4)及び、メルトブローフリースよりなる層(9)が弾性フィルム(2)又は搬送装置(3’)の上に直接的に載せることができるように配置されているメルトブロイング装置(8)を有する、請求項1〜7のいずれか一つに記載の方法を実施するための装置。
【請求項9】
メルトブローフリースで形成された層(9)が弾性フィルム(2)の上に直接的に載せることができそしてメルトブロイング装置(8)の領域に搬送装置(3)が配置されるようにメルトブロイング装置(8)が配置されている、請求項8に記載の装置。
【請求項1】
弾性フリース複合材料の製造方法において、
弾性フィルム(2)を送り込みそして部分的に接着剤を適用しそして
メルトブロイング装置(8)を用いてメルトブローフリースよりなる層(9)を製造しそして予めに強化することなく直接的に弾性フィルム(2)の上に載せそして接着剤によって部分的に弾性フィルム(2)に接合することを特徴とする、上記製造方法。
【請求項2】
弾性フリース複合材料の製造方法において、
弾性フィルム(2)を送り込みそして部分的に接着剤を適用し、
メルトブロイング装置(8)を用いてメルトブローフリースよりなる層(9)を製造しそして予めに強化することなく直接的に搬送装置(3’)の上に載せそしてメルトブローフリースよりなる層(9)を搬送装置(3’)によって、弾性フィルム(2)の引張り力が全くかからない状態で送り込みそして接着剤によって部分的に弾性フィルム(2)に接合することを特徴とする、上記製造方法。
【請求項3】
メルトブローフリースよりなる層(9)を搬送装置(3’)として回転ローラー又は循環ベルトの上に載せそしてメルトブローフリースよりなる層(9)をローラー又はベルトから、接着剤が部分的に適用された弾性フィルム(2)の上に直接的に貼り付ける、請求項2に記載の方法。
【請求項4】
弾性フィルム(2)が平面シート押出成形機によって形成されそしてその直後に、前もって巻いたり巻き解いたりすることなく接着剤を適用する、請求項1〜3のいずれか一つに記載の方法。
【請求項5】
接着剤としてホットメルト接着剤(6)を弾性フィルム(2)の上に適用される、請求項1〜4のいずれか一つに記載の方法。
【請求項6】
弾性フィルム(2)の長手方向(X)に走るストライプ状に接着剤(5)を適用する請求項1〜5のいずれか一つに記載の方法。
【請求項7】
弾性フィルム(2)が両面にメルトブローフリースよりなる層(9)を備えている、請求項1〜6のいずれか一つに記載の方法。
【請求項8】
弾性フィルム(2)を形成するための平面シート押出成形機(1)、接着剤を部分的に適用するための装置(4)及び、メルトブローフリースよりなる層(9)が弾性フィルム(2)又は搬送装置(3’)の上に直接的に載せることができるように配置されているメルトブロイング装置(8)を有する、請求項1〜7のいずれか一つに記載の方法を実施するための装置。
【請求項9】
メルトブローフリースで形成された層(9)が弾性フィルム(2)の上に直接的に載せることができそしてメルトブロイング装置(8)の領域に搬送装置(3)が配置されるようにメルトブロイング装置(8)が配置されている、請求項8に記載の装置。
【図1a】



【図1b】
【図2】
【図3】
【図4a】

【図4b】
【図4c】

【図1b】
【図2】
【図3】
【図4a】
【図4b】
【図4c】
【公開番号】特開2010−95001(P2010−95001A)
【公開日】平成22年4月30日(2010.4.30)
【国際特許分類】
【出願番号】特願2009−240371(P2009−240371)
【出願日】平成21年10月19日(2009.10.19)
【出願人】(507356774)ノルデニア・テヒノロギース・ゲゼルシヤフト・ミト・ベシュレンクテル・ハフツング (11)
【Fターム(参考)】
【公開日】平成22年4月30日(2010.4.30)
【国際特許分類】
【出願日】平成21年10月19日(2009.10.19)
【出願人】(507356774)ノルデニア・テヒノロギース・ゲゼルシヤフト・ミト・ベシュレンクテル・ハフツング (11)
【Fターム(参考)】
[ Back to top ]