
フリース処理装置
本発明は、繊維及び/又はフィラメントから成るフリース或いはそれ以外の不織布の処理装置であって、この装置は、多くのノズル開口部(2.2)を備えた中空形状の散布機器(2)から構成され、この散布機器を用いて、フリース又は不織布にガス状媒体を吹き付けることが可能である装置に関する。本発明では、ノズル開口部(2.2)が、フリース又は不織布の方を向いた散布機器(2)の筐体壁面(2.1)に配置されるものと規定している。

【発明の詳細な説明】
【技術分野】
【0001】
本発明は、請求項1の上位概念にもとづくフリース処理装置に関する。
【背景技術】
【0002】
多くのノズル開口部を備えた中空形状の散布機器を介して、フリースに熱い蒸気を導入する、水蒸気を用いたフリース処理装置は、特許文献1により周知である。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】欧州特許公開第1553222号明細書
【発明の概要】
【発明が解決しようとする課題】
【0004】
本発明の課題は、そのような装置を改良して、フリース製造/フリース処理手段を拡張することである。
【課題を解決するための手段】
【0005】
本課題は、本発明にもとづき、請求項1の特徴によって解決される。改良構成は、従属請求項から明らかとなる。
【0006】
そのため、不活性ガス、空気、水蒸気などのガス状媒体のためのノズル開口部が、散布機器の筐体壁面に配置されるとともに、処理すべきフリース又は不織布の表面との間隔Aが10mm以内、有利には、8mm又は5mm以内であるものと規定する。
【0007】
そのために、散布機器が、水蒸気を加えられる散布パイプとして構成されるのが有利である。水蒸気ジェットを用いて、安価にフリースを処理することができる。また、5〜30バール又は10〜25バールの蒸気圧を散布パイプに加えるのが有利である。
【0008】
本発明による更なる手法は、ノズル開口部の長さをほぼ筐体壁面の厚さと一致させることである。
【0009】
更に、散布機器が、その動作幅全体に渡って、ほぼ同じ温度及び/又は圧力で蒸気ジェットをフリース又は不織布に放出するのが有利である。
【0010】
また、散布機器の終端の領域又は流出側の領域に蒸気排出口を設けるのが有利である。その場合、蒸気排出口に制御バルブ又は一つ以上のパラメータに応じて制御することが可能な蒸気逃がしバルブを繋げるのが有利である。そうすることによって、散布パイプから冷気を非常に速く排出することができるので、10〜15分以内に散布機器、特に、散布パイプの動作温度にまで一様にかつ非常に速く暖めることが可能となる。そのような速い加熱によって、パイプの外側に凝縮が起こる可能性も防止される。フリースの投入側に凝縮した液滴が落ちると、蒸気で硬化されない点状の箇所がフリースに生じる。それは、最終製品に汚れた箇所として見えしまう。散布機器の断熱は、それによって冷たい箇所を作ってしまうので、そのような液滴の発生を助長してしまうこととなる。
【0011】
また、複数の接続配管を介して第二の散布パイプと接続された、それと平行に配置された先行する第一の散布パイプを経由して蒸気の供給を行うのが有利である。
【0012】
制御機器を用いて、散布機器及び/又は散布パイプを振動させる形で駆動するのが有利である。更なる利点は、散布機器に過熱水蒸気を加えることである。
【0013】
本発明では、散布パイプを単壁パイプとして構成して、その筐体壁面にノズル開口部を開け、ノズル開口部の長さ又は筐体壁面のノズル開口部の入側とノズル開口部の出口端との間の間隔及び筐体壁面のノズル開口部の出口端と蒸気ジェットが吹き付けるべき不織布又はフリース上に当たる場所との間の間隔によって、蒸気ジェットの行程GL =A+Lが決定されることが特に重要である。
【0014】
孔の幾何学形状、孔の数及び孔の配置を変更するためには、パイプ全体を交換しなければならない。前述した加熱及び凝縮問題を回避するために、別個のノズルプレートを配備することはしない。そのため、交換を簡単かつ速く行うために、パイプの正面側に迅速交換用挟持式留め具を配備するのが特に有利である。
【0015】
また、ガス又は蒸気ジェットの行程GL =A+Lを、0.1mm〜5mm、0.5mm〜3mm又は1mm〜2mmに筐体壁面のノズル開口部の長さを加えた長さとするのが有利である。
【0016】
ノズル開口部を設けた散布パイプの下側領域の横断面を平坦な形、円錐状に凹んだ形或いは凹面の形に構成することも有利である。
【0017】
更に、繊維及び/又はフィラメントから成るフリースを硬化させるための機器を、構造を持つベルトの二つの方向転換ロールの間に配置するのが有利である。
【0018】
また、繊維及び/又はフィラメントから成るフリースを硬化させるための機器を、特殊鋼から構成して、二つ以上の保持体内に収容するのが有利である。
【0019】
更に別の実施例では、ノズル開口部を一列、二列又はそれ以上の配列で散布パイプに配置するのが有利である。
【0020】
散布機器又は散布パイプに設けられた一列のノズル開口部を、それと隣接して平行に延びる列のノズル開口部に対してずらして配置するのが有利である。
【0021】
ノズル開口部の出口の直径を0.1mm〜0.5mmとし、ノズル開口部の間の孔の間隔を1mm〜5mm又は1.2mm〜2mmとすることも有利である。
【0022】
また、散布機器又は散布パイプの長さを1m〜5mmとし、少なくともその流入側及び/又流出側にパイプ継手又はフランジ接続部を配備することが重要である。
【0023】
更に、散布パイプを高さ及び/又は横方向を調整可能な形で保持体内に収容するのが有利である。
【0024】
また、ガス状媒体を用いて繊維及び/又はフィラメントから成るフリースを硬化させるための複数の機器を、構造を持つドラム又は構造を持つベルトと対置させるのが有利である。
【0025】
更に、フリースが構造を持つベルト又は構造を持つドラム上を通過し、不織布が裏側からの蒸気ジェットを用いて吹き付けられ、それによって、平面模様及び/又は不織布から突き出た、或いは盛り上がった部分又は刻み目を形成するのが有利である。
【0026】
本発明の別の実施形態では、過熱した水蒸気を発生する過熱器が配備されており、その過熱器は、不織布の水分含有量を制御するために、少なくともアクチュエータによって制御することが可能である。そうすることによって、不織布の品質を簡単に最適に調節することができる。有利に構成された過熱器によって、個々の工程の最後におけるフリース又は不織布の湿度を最適に調節することができる。不織布の湿度の変更は、一方では不織布の重量と他方では静電気に対して影響を与える。不織布の水分含有量が大きい場合、不織布の静電気が減少する。不織布の湿度を高くすることによって、その後のフリースの再処理が改善されることとなる。
【0027】
不織布の水分含有量を決定する過熱器を制御又は調節サイクルに繋げて、フリース又は不織布の水分含有量に応じて、それに対応した加熱温度に調節するのが有利である。
【0028】
そのために、制御及び/又は調節機器を用いて、不織布の水分含有量を制御する過熱器の温度を変更するのが有利である。そうすることによって、不織布を製作するための製造プロセスを最適化することができる。
【0029】
それには、不織布の水分含有量を制御するために、過熱器の温度と不織布の湿度をそれぞれ少なくとも一つの測定センサーを用いて検出することも有利であり、その場合、測定センサーを制御及び/又は調節サイクルと繋いで、実際の測定値を計算機に転送して、そこに保存するとともに、設定可能な、或いは所望の目標値と比較し、その実際値と目標値の差が、不織布を所望の湿度に調整するための制御又は調節パラメータとしての役割を果たすようにする。
【0030】
本発明の有利な実施構成では、散布機器及び/又は散布パイプには、少なくとも不織布の処理及び/又は次の処理又は保管ステーションへの転送のための機器が対置さており、そのような機器は、散布機器の直ぐ近くに配置されるとともに、部分的又は完全にプラスチックから構成される。
【0031】
そのような本発明の実施構成にもとづき、所定の装置部分が部分的又は完全にプラスチックから構成された場合、プラスチックが断熱材として作用するので、その部分は、熱い又は過熱された蒸気を使用した際にそれ程大きく熱くならない。そのようにして、ガス状媒体に含まれる熱エネルギーをほぼ完全に処理すべき製品に供給することができ、そのことは、全体として効率を改善することとなる。プラスチック製の被覆は、基本的に、例えば、金属板又は運搬機構の金属部分を介した熱伝導による熱損失を低減することに寄与する。更に、プラスチックから構成された部分は、金属から構成された装置部分よりも安価である。
【0032】
予備硬化は、製造速度が速い場合に、個々の工程の受渡し箇所でのフリースの遅れを防止して、それによりカーディングによって事前に得られたMD/CD比を損なわないようにすることにも特に適している。蒸気ジェットを用いて、フリースを安価に処理することができる。
【0033】
当該の間隔を狭く選定する程、フリースを硬化させるための過熱された蒸気ジェットを有効に活用することができ、2mm以内又は0.5〜1mmの間隔が最適である。
【0034】
本発明の特別な実施形態は、後方給湿機器としての実施形態を規定している。その場合、次の配置構成が特に有利である。
a)敷設機器(カーディング機器10)の後に、不活性ガス、空気、水蒸気などのガス状媒体を不織布又はフリースに吹き付ける少なくとも一つの第一のニードリング機器又は散布機器が有り、
b)不活性ガス、空気、水蒸気などのガス状媒体を不織布又はフリースに吹き付ける第一のニードリング機器の後に、不活性ガス、空気、水蒸気などのガス状媒体用の少なくとも一つの第二の散布機器及び/又は水などの液状媒体用の散布機器が有り、
c)散布機器の後に、乾燥機が有り、その後には、一つ以上の後方給湿機器が有る。
【0035】
乾燥機の前に、蒸気式ニードリング機器が有る場合、フリースの表面を安価に再処理して、手触りの良い、或いはふわふわした状態にすることができる。その場合、乾燥機の直前にニードリング機器を置くのが特に有利である。
【0036】
有利には、従来から一般的なウォータジェットによる硬化に代わって、不活性ガス、空気、水蒸気などのガス状媒体を不織布又はフリースに吹き付けて、フリース繊維素材又はカーディング素材の第一の敷設後に直ちに難なく次の処理ステーションにフリースを移送することができる。
【0037】
次の特徴を有する装置も有利である。
a)敷設機器(カーディング機器)を用いて、繊維混合物を運搬ベルト上に敷設することができ、
b)敷設機器(カーディング機器)の後に、不活性ガス、空気、水蒸気などのガス状媒体を不織布又はフリースに吹き付ける少なくとも一つの第一の散布機器が有り、
c)その後に、空気式敷設(エアレイ)機器が有り、それを用いて、パルプを第二の層として運搬ベルト上に敷設することができ、
d)空気式敷設(エアレイ)機器の後に、第二のカーディング機器が配備されており、それを用いて、PEやPETなどのポリマー、或いは天然繊維と合成繊維及び/又はバイオ繊維から成る繊維混合物から構成されたフリース繊維素材を第三の層として不織布又はフリース上に敷設することができ、
e)その後に、ニードリング機器を用いて、水などの液状媒体を不織布又はフリースに供給するか、散布機器を用いて、不活性ガス、空気、水蒸気などのガス状媒体を不織布又はフリースに供給するか、或いはその両方を行うことができ、
f)乾燥機の後に、後方給湿機器が有る。
【0038】
既に前述した通り、散布機器の下に配置された、部分的又は完全にプラスチックから構成されるか、或いはプラスチックで被覆された少なくとも一つの運搬ベルト及び/又はニードリングベルトが散布機器の装置部分及び/又は散布パイプに付属しており、筐体壁面のノズル開口部の出口端と不活性ガス、空気、水蒸気などのガス状媒体が吹き付けるべき不織布又はフリース上に当たる場所との間の間隔を0.5mm〜8mm又は1mm〜5mmとするのが有利である。フリースの表面の非常に僅かな変化だけを実現させる場合、その間隔を20mm以上に設定する。その間隔を大きくすると、それに応じて、フリースの硬化を実現するためのガス又は蒸気ジェットの作用を弱めることができる。しかし、その間隔を一層拡大した場合、フリースの構造を有利に調節するとともに、それによりフリースのふわふわした状態を改善することもできる。約8mm以上の間隔では、フリースの表面上のノズルジェットの筋又は当たった場所がもはや分からない程度にしか、フリースの表面が変化しない。
【0039】
次の特徴を有する装置も有利である。
a)敷設機器(カーディング機器)の後に、不活性ガス、空気、水蒸気などのガス状媒体を不織布又はフリースに吹き付ける少なくとも一つの第一のニードリング機器又は散布機器が有り、その機器の筐体壁面のノズル開口部の出口端と蒸気ジェットが吹き付けるべき不織布又はフリース上に当たる場所との間の間隔が0.5mm〜8mm又は1mm〜5mmであり、
b)不活性ガス、空気、水蒸気などのガス状媒体を不織布又はフリースに吹き付ける第一のニードリング機器の後に、不活性ガス、空気、水蒸気などのガス状媒体用の少なくとも一つの第二の散布機器及び/又は水などの液状媒体用のニードリング機器が有り、
c)散布機器及び/又は散布パイプには、少なくとも不織布の処理及び/又は次の処理又は保管ステーションへの移送用の運搬ベルトや方向転換ロールなどの装置部分が対置しており、それらは、散布機器の直ぐ近く配置されるとともに、部分的又は完全にプラスチックから構成されている。
【0040】
更に、次の特徴を有する装置が有利である。
a)敷設機器(カーディング機器10)を用いて、繊維又はフィラメントを運搬ベルト4上に敷設することができ(フリース又は不織布の生成)、
b)敷設機器(カーディング機器10)の後に、不活性ガス、空気、水蒸気などのガス状媒体をフリース又は不織布に吹き付ける少なくとも一つの第一の散布機器2が有り(予備硬化)、
c)特に、空気式敷設機器として構成された敷設機器(エアレイ機器14)を用いて、パルプを第二の層として運搬ベルト4上に有るフリース又は不織布の上に敷設することができ、
d)第二の敷設機器(カーディング機器10.2)を用いて、PEやPETなどのポリマー、或いは天然繊維と合成繊維及び/又はバイオ繊維から成る繊維混合物から構成されたフリース繊維素材を第三の層としてフリース又は不織布上に敷設することができ、
e)フリース又は不織布に水を吹き付けるためのニードリング機器16又はフリース又は不織布にガス状媒体(不活性ガス、空気、水蒸気)を吹き付けるための散布機器2が配備されている。
【0041】
この場合、そのような配置構成の有利な実施形態は、次の通り構成される。
a)繊維混合物は、敷設機器(カーディング機器)を用いて、運搬ベルト上に敷設することができ、
b)敷設機器(カーディング機器)の後に、不活性ガス、空気、水蒸気などのガス状媒体を不織布又はフリースに吹き付ける少なくとも一つの第一の散布機器が有り、
c)その後に、空気式敷設(エアレイ)機器が有り、それを用いて、パルプを第二の層として運搬ベルト上に敷設することができ、
d)空気式敷設(エアレイ)機器の後に、第二のカーディング機器が配備されており、それを用いて、PEやPETなどのポリマー、或いは天然繊維と合成繊維及び/又はバイオ繊維から成る繊維混合物から構成されたフリース繊維素材を第三の層として不織布又はフリース上に敷設することができ、
e)その後で、不織布又はフリースに対して、ニードリング機器を用いて、水などの液状媒体を供給するか、散布機器を用いて、不活性ガス、空気、水蒸気などのガス状媒体を供給するか、或いはその両方を行うことができ、
f)ノズル開口部は、散布機器又は散布パイプの筐体壁面に配置されており、筐体壁面のノズル開口部の出口端と蒸気ジェットが吹き付けるべき不織布又はフリース上に当たる場所との間の間隔が1mm〜5mm、特に、1mm〜3mmであり、
g)散布機器及び/又は散布パイプには、少なくとも不織布の処理及び/又は次の処理又は保管ステーションへの移送用の装置部分が対置しており、それらは、散布機器の直ぐ近く配置されるとともに、部分的又は完全にプラスチックから構成されている。
【0042】
更に、制御機器を用いて、散布機器及び/又は散布パイプを振動させる形で駆動することができることが有利である。
【0043】
本発明では、散布機器が散布パイプとして構成されており、そのパイプに過熱した水蒸気を5〜30バール又は10〜25バールの蒸気圧で加えることができることが特に重要である。
【0044】
ノズルとフリース間の間隔は、前述した通り、1mm〜2mmとする。非常に大きな間隔では、乱流を引き起こす、即ち、正確に言うと硬化にとって逆効果である。しかし、製品によっては、ふかふかした状態に構成するために、それが望ましい場合も有る。硬化後に、フリースをウォーターニードリングで処理し、その後乾燥機で処理することもできる。有利には、フリースを過熱した蒸気でニードリングすると、乾燥機を省略することができる。その場合、大きな湿度又は熱に曝すべきではない非合成繊維又は製品を使用することもできる。
【0045】
本発明によるニードリング機器は、フリースの予備硬化のために使用することもできる。その場合の有利な配置構成は、次の通り構成される。
a)敷設機器(カーディング機器)の後に、不活性ガス、空気、水蒸気などのガス状媒体を不織布又はフリースに吹き付けるためのニードリング機器又は散布機器が有り、
b)その後、不織布又はフリースに対して、別の散布機器を用いて、不活性ガス、空気、水蒸気などのガス状媒体を供給するか、ニードリング散布機器を用いて、水などの液状媒体を供給するか、或いはその両方を行うことができ、
c)不織布又はフリースは、保管又は集積場所に送られるか、或いは乾燥機を経由して保管又は集積場所に送られる。
【0046】
次の特徴を有する装置も有利である。
a)繊維混合物は、敷設機器(カーディング機器)を用いて、運搬ベルト上に敷設することができ、
b)敷設機器(カーディング機器)の後に、不活性ガス、空気、水蒸気などのガス状媒体を不織布又はフリースに吹き付ける散布機器が有り、
c)その後に、空気式敷設(エアレイ)機器が有り、それを用いて、パルプを第二の層として運搬ベルト上に敷設することができ、
d)空気式敷設(エアレイ)機器の後には、第二のカーディング機器が配備されており、それを用いて、PEやPETなどのポリマー、或いは天然繊維と合成繊維及び/又はバイオ繊維から成る繊維混合物から構成されたフリース繊維素材を第三の層として不織布又はフリース上に敷設することができ、
e)その後、ニードリング機器を用いて、水などの液状媒体を不織布又はフリースに供給するか、散布機器を用いて、不活性ガス、空気、水蒸気などのガス状媒体を不織布又はフリースに供給するか、或いはその両方を行うことができ、
f)それに続いて、不織布又はフリースを乾燥機及び/又は保管又は集積場所に送ることができる。
【0047】
本発明の更に別の利点及び詳細は、請求項及び明細書に説明されるとともに、図面に図示されている。
【図面の簡単な説明】
【0048】
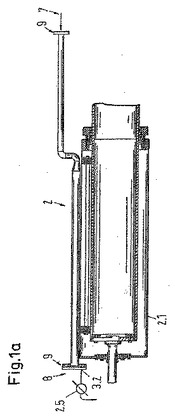
【図1a】繊維及び/又はフィラメントから成るフリースを硬化させる装置の図
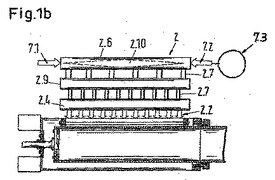
【図1b】蒸気を第二の散布パイプに供給するための第一の散布パイプが複数の接続配管を介して第二の散布パイプと接続された別の実施例の図
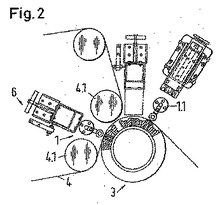
【図2】図1aの繊維及び/又はフィラメントから成るフリースを硬化させる装置の断面図
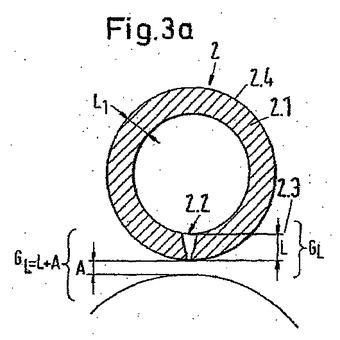
【図3a】図1bの装置の横断面図
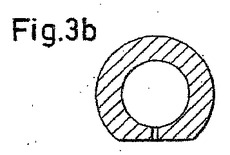
【図3b】ノズル開口部が平坦に構成された散布パイプの下側領域の横断面図
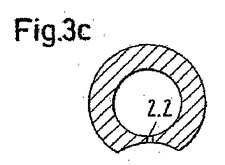
【図3c】ノズル開口部が円錐形に凹んだ形又は凹面に構成された散布パイプの下側領域の横断面図
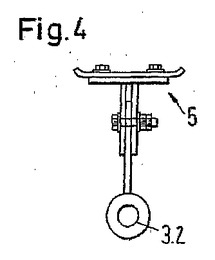
【図4】散布パイプを収容した保持体の模式図
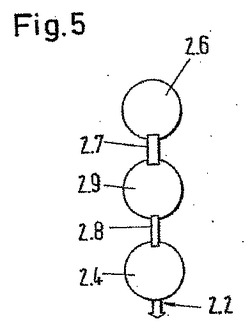
【図5】図1bの繊維及び/又はフィラメントから成るフリースを硬化させる装置の横断面図
【図6】後方給湿機器を備えた繊維及び/又はフィラメントから成るフリースを硬化させる装置の別の実施例の図
【図7a】本発明による装置の模式的な利用構成図
【図7b】本発明による装置の模式的な利用構成図
【図7c】本発明による装置の模式的な利用構成図
【図7d】本発明による装置の模式的な利用構成図
【図7e】本発明による装置の模式的な利用構成図
【図7f】本発明による装置の模式的な利用構成図
【図8】ガス状媒体用ニードリング機器の二つの側面の少なくとも一つの位置でフリースの表面を処理する加工設備の模式図
【発明を実施するための形態】
【0049】
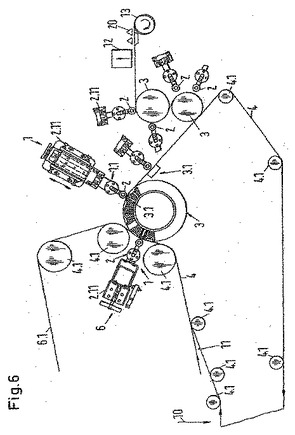
図2又は図6には、繊維及び/又はフィラメントから成るフリースを硬化させる装置1又は1.1の全体設備が図示されている。その設備は、基本的に硬化ドラム又は構造を持つドラム3から構成され、そのドラムの上には、図2の通り、ニードリングベルト4が通されている。繊維及び/又はフィラメントから成るフリースは、図面では部分的にしか図示されていない圧縮機器6を介して硬化ドラム又は構造を持つドラム3に供給される。そのために、圧縮機器6は、運搬ベルト6.1を有する。フリースは、硬化ドラム又は構造を持つドラム3から別の処理工程に供給することができる。硬化ドラム3は、吸引機器3.1を備えており、それによって、ガス状媒体を排出している。
【0050】
繊維及び/又はフィラメントから成るフリースを硬化させる装置1は、一つ以上の散布機器2を備えており、散布機器2の流入側7には、ガス状媒体又は水蒸気が送られる。散布機器2は、不織布11の表面とノズル開口部2.2の出口端との間の間隔を必要に応じて変更するために、昇降機器2.11を用いて高さを調整することが可能な形で配置されている。繊維及び/又はフィラメントから成るフリースを硬化させる装置1は、構造を持つベルト4の二つの方向転換ロール4.1の間に配備されている。未だ硬化されていない嵩張ったフリース11は、二つのベルトの間で圧縮されて、そのような圧縮された状態で蒸気ジェットによって大まかに硬化された後、その最終的な硬化が第二又はそれ以降の散布機器によって行われる。
【0051】
散布機器2は、150°C〜250°Cの温度、有利には、飽和温度以上の不活性ガス、熱風、水蒸気などのガス状媒体を用いて動作することが可能なニードリング機器の一部である。
【0052】
散布機器2は、図1aの通り水蒸気、或いは既に述べた通りそれ以外のガス状媒体を吹き付けることも可能な散布パイプ2.4として構成されている。散布パイプ2.4は、耐腐食性の鋼鉄又は特殊鋼から構成され、約1m〜5mの長さを有する。散布パイプ2.4は、少なくともその流入側7と流出側8にそれぞれパイプ継手又は図面の通りフランジ管継手9を備えており、そのため、フランジ管継手9には、それぞれ別のパイプ又はバルブを繋ぐことができる。散布パイプ2.4は、高さ及び/又は横方向を調整可能な形で保持体5内に収容されている。
【0053】
蒸気の供給は、図1bの通り、複数の接続パイプ2,7を介して第三の散布パイプ2.4と接続されるとともに、それと平行に配置された先行する第一の散布パイプ2.6を経由して行われる。
【0054】
更に、ノズル開口部2.2が設けられた散布パイプ2.4の下側領域の横断面は、平坦な形(図3b)、円錐形に凹まされた形、或いは凹面の形(図3c)に構成することができる。
【0055】
図面に図示されていない例では、ノズル開口部2.2を一列、二列又はそれ以上の数の配列で散布パイプ2.4に配置することができる。
【0056】
散布パイプ2.4には、5〜30バール又は10〜25バールの蒸気圧を加えることができる。蒸気圧の設定値は、図面に図示されていない制御機器を用いて変更することができる。
【0057】
散布機器2は、その動作幅全体に渡ってほぼ同じ温度及び/又は同じ圧力で蒸気ジェットをフリース又は不織布11に放出するように構成されている。
【0058】
散布機器2の終端の領域又は流出側8の領域には、蒸気排出口3.2(図4)又は蒸気逃がしバルブ2.5(図1a)が配備されており、そのため、設備の操業開始時に散布機器2に水蒸気を加えた際に散布機器2から冷気を押し出すことができる。そのようにして、設備は、少ないエネルギーで非常に短時間に必要な動作温度に移行されることとなる。蒸気排出口3.2(図1a,図4)には、制御バルブ又は一つ以上のパラメータに応じて調整可能な蒸気逃がしバルブ(調節バルブ)2.5を繋ぐことができる。
【0059】
散布パイプ2.4を単壁パイプとして構成し、ノズル開口部2.2を筐体壁面2.1に直に開けるのが特に有利である。
【0060】
蒸気ジェットの行程GL =A+Lは、ノズル開口部2.2の長さ2.3又は筐体壁面2.1のノズル開口部2.2の流入側とノズル開口部2.2の出口端との間の間隔及び筐体壁面2.1のノズル開口部2.2の出口端と蒸気ジェットが吹き付けるべき不織布又はフリース11上に当たる場所との間の間隔によって決定される。
【0061】
蒸気ジェットの全行程GL =A+Lを0.1mm〜10mm、0.1mm〜8mm、0.1mm〜5mm、0.5mm〜3mm、或いは1mm〜2mmに筐体壁面2.1のノズル開口部2.2の長さを加えた長さにすることによって、非常に良好な蒸気ジェットによる処理が実現される。ノズル孔内では、蒸気圧が、ノズル孔からの出口でほぼ無圧となるまで、力学的な圧力損失によって低下するが、その運動エネルギーは依然として維持される。ノズルからのジェット噴射が、ノズル孔2.2から出た時に初めて、ジェット噴射が徐々に扇形に拡散して行くことによって、その運動エネルギーも低下する。そのため、筐体壁面2.1のノズル開口部2.2の出口端と蒸気ジェットが吹き付けるべき不織布又はフリース11上に当たる場所との間の間隔Aを出来る限り狭くするのが有利である。
【0062】
図1bと5には、繊維及び/又はフィラメントから成るフリースを硬化させる装置1の第二の実施例が図示されている。
【0063】
蒸気の散布は、第一と第二の散布パイプ2.6,2.9に対して平行に延びる第三の散布パイプ2.4と接続された接続パイプ2,7を介して第二の散布パイプ2.9と繋がった第一の散布パイプ2.6を経由して行われる。散布パイプ2.4,2.6,2.9の横断面形状は、様々な形で構成することができる。
【0064】
そのような構成は、特に、品質が特に優れたフリース素材を製作するか、或いは少ない蒸気量の結果蒸気圧が低くなり、全幅に渡って均一な蒸気散布がもはや保証されないような、不織布の幅が大きい場合に有利である。そのような段階的な分配によって、特に良好な分散度が実現される。
【0065】
図1bでは、散布パイプ2.6の横断面を流入側7.1と7.2に向かって連続的又は段階的に変化又は減少させるための追加の狭隘化部品を第一の散布パイプ2.6内に配備することができる。そのような横断面の変化は、中実体又は閉じた中空体として構成された、蒸気が還流する円錐形の嵌入物体2.10を用いて実現することができる。そのようにして、散布パイプ内の圧力及び蒸気分布を改善することができる。
【0066】
更に、蒸気分布を改善するために、円錐形部品2.10又は同様の形状の嵌入物体を第一の散布パイプ2.6内に配備することができる。矢印7.1,7.2の通り、蒸気の供給を散布機器2の両端から行うことによって、散布パイプ2.6内の均一な蒸気圧分布が保証される。
【0067】
従って、蒸気が長手方向ではなく、散布パイプ2.4に対して垂直に拡がり、装置全体の始動時に、発生した凝縮又は散布パイプ内に滞留していた余分な空気をノズル孔2.2から下方に非常に良好に押し出すことができるので、蒸気排出口3.2を省略することができる。
【0068】
図6には、繊維及び/又はフィラメントから成るフリースを硬化させる装置1の別の実施例が図示されている。そこでは、ニードリング機器が、構造を持つベルト4の非常に近接して並置された二つの方向転換ロール4.1の間に配備されている。この場合、その間隔は、方向転換ロール4.1の間に一つのニードリング機器だけを配備することができるように選定される。
【0069】
図面に図示されていない別の実施例では、二つの方向転換ロール4.1の間に二つ以上のニードリング機器又はそれに付属する散布パイプ2を配備することもできる。
【0070】
そのような方向転換ロール4.1の後に、片側だけから、或いは両側からフリース11に作用を及ぼすことができる更に別のニードリング機器を配備することができる。
【0071】
ここで用いる繊維、粉末、後でSAPと称する超吸収ポリマーの形の超吸収体とは、自重の何倍もの(1000倍までの)液体、大抵は水又は蒸留水を吸収する能力を有するプラスチックを意味するものとする。
【0072】
ここで、製品は、粒径が100〜1,000μm(0.1〜1.0mm)の白い粗粒子状の粉末として用いられる。この粉末は、大量には、おむつ、さもなければ女性の生理や失禁扶助用製品の製造時に用いられ、少量では、深海線路用ケーブルの外被にも用いられている。本発明では、粉末又はSAPをフリースの表面上に撒いて、第二の層を用いて覆うことができ、そのため、これらの二つの層は、本発明による工程でニードリングされることとなる。
【0073】
超吸収体は、アクリル酸(プロペン酸、C3 H4 O2 )とナトリウム塩(アクリル酸ナトリウム塩、NaC3 H4 O2 )から成るコポリマーであり、二つのモノマーの相互の比率を変更することができる。更に、所謂コア架橋剤(コアクロスリンカー、CXL)をモノマー溶液に添加して、形成された長鎖ポリマー分子を化学的ブリッジングによって所々互いに結合させる(それらを「架橋」させる)。このブリッジングによって、ポリマーは、水に溶けなくなる。水又は塩水溶液がポリマー粒子に入り込むと、ポリマー粒子は膨張して、引き締まり網組織の分子平面となり、水はもはや自分では逃れることができなくなる。
【0074】
ここで、最も重要な超吸収体として、所謂表面架橋(サーフェイスクロスリンキング、SXL)させたものが挙げられる。この場合、別の化学物質を各粒子の表面に付着させて、熱を加えた状態で起こる反応によって、粒の外側層にだけ第二の網組織が編成されるようにしている。それは、液体の吸収時に同様に起こるそれ自体の引き締めによって、圧力下において吸収した溶液が逃れるのを防止している。それは、例えば、赤ちゃんが上体を起こした時に再び漏れ出さないようにすべきおむつで重要なことである。
【0075】
有利には、斤量は、フリース全体の厚さが0.2mm〜0.8mm、有利には、0.4mm〜0.6mmの場合には35g/m2 〜45g/m2 であり、フリース全体の厚さが0.5mmの場合には40g/m2 である。
【0076】
フリース又は不織布は、次の工程にもとづき製造することができる(図7a〜7c、図6参照)。
a)敷設機器、特に、第一のカーディング機器10を用いて、繊維混合物を運搬ベルト4上に敷設することができ、
b)敷設機器又は第一のカーディング機器10の後に、不活性ガス、空気、水蒸気などのガス状媒体を不織布又はフリース11上に吹き付ける散布機器2が有り、
c)その後に、空気式敷設機器又はエアレイ機器14が有り、それを用いて、パルプ、或いは天然繊維と合成繊維及び/又はバイオ繊維から成る繊維混合物を第二の層として運搬ベルト4上に敷設することができ、
d)図7c〜7fの実施例では、それぞれ第二のカーディング機器10.2が配備されており、そのため、要求に応じて、同じ設備で三層式フリースを製造することもでき、
e)空気式敷設機器(エアレイ機器14)の後に、第二のカーディング機器10.2が有り、それを用いて、PEやPETなどのポリマーから成るフリース繊維素材を第三の層として不織布又はフリース11上に敷設することができ、
f)その後、不織布又はフリース11に対して、ニードリング機器2を用いて、不活性ガス、空気及び水蒸気の中の一つ以上を供給するか、ニードリング機器16を用いて、水などの液状媒体を供給するか、或いはその両方を行うことができ、
g)散布機器2の後に、乾燥機12が有り、その後に、最終製品を所望の湿度に設定するための一つ以上の後方給湿機器20が有り、
h)ノズル開口部2.2は、散布機器又は散布パイプ2の筐体壁面2.1に配置されており、フリースを手触りの良い状態及びふわふわした状態に調整する場合には、筐体壁面2.1のノズル開口部2.2の出口端と蒸気ジェットが吹き付けるべき不織布又はフリース11上に当たる場所との間の間隔Aを0.5mm〜50mm又は10mm〜50mm、特に、8mm〜20mmとし、フリースを専ら硬化させる場合には、間隔Aが0.5mm〜3mmとなるように選定するのが有利であり、
i)最後に、不織布又はフリース11を保管又は集積場所13又は15に送る、或いは送ることができる。
【0077】
フリース又は不織布は、次の工程で製造することができる。
a)敷設機器10から運搬ベルト4上に放出されたフィラメントをカレンダー機器及び/又は圧縮機器6を用いて圧縮する、
b)圧縮されたフリース又は不織布11を一つ以上のニードリング機器1,1.1に供給して、飽和温度以上の温度の不活性ガス、空気、熱い蒸気などのガス状媒体を用いて片側又は両側から処理し、
c)水分含有量に応じて、フリース又は不織布11を乾燥機12に送り、その次に、別の処理機器及び/又は出力ステーション又は巻取機器13に送る。
【0078】
ただ一つの後方給湿機器20の代わりに、更に別の後方給湿機器20を相前後して配備することもできる。
【0079】
フリース全体の厚さは、片側からの硬化では、1.2mm以内として、0.2mm〜1.0mm、0.3mm〜0.8mm又は0.4mm〜0.6mmの厚さとすることができる。両側からの硬化では、これらの値を大きくすることができる。
【0080】
図7a〜7fでは、図1又は6と同様の装置を用いた、繊維及び/又はフィラメントから成るフリースを硬化させる装置の装置部分の配置構成の相異なる変化形態が模式的に図示されており、そのような配置構成では、ウォータニードリング機器16が更に組み込まれている。
【0081】
垂直の矢印は、多くのノズル開口部2.2を備えた中空の散布機器2を介して不織布上に放出される不活性ガス、空気、水蒸気などのガス状媒体を用いて、繊維及び/又はポリマーフィラメントから成るフリース又は不織布を硬化させる散布パイプ2又はニードリング機器に対応している。符号3は、一つ以上のジェット式硬化機器と対置することができる硬化ドラム又は構造を持つドラムに対応している。
【0082】
散布パイプ2は、断熱することができ、そのために図面に図示されていない、ノズル開口部2.2の領域まで散布パイプ2を完全に取り囲む外被を配備することができる。水蒸気は、蒸発器から送られて来て、過熱器7.3を経由して、過熱された蒸気として散布パイプ2に送り出される。
【0083】
水蒸気は、蒸発器から送られて来て、図1bの通り、過熱器7.3を経由して、過熱された蒸気として散布パイプ2に送り出される。所望の湿度を決定する過熱器7.3は、使用者が決めた、不織布の水分含有量を決定する設定パラメータにもとづき、少なくとも温度センサー及び/又は湿度センサーと連動する形で接続されたアクチュエータによって制御することが可能であり、そのため、不織布又はフリースに関して最適な湿度に設定することができる。湿度を所定の値に設定した場合、それによって、静電気も有利に制御することができる、詳しくは簡単に低減することもできる。
【0084】
過熱器7.3は、電気又はガス動作式過熱器として構成することができる。更に、制御又は調節機器を用いて、不織布の水分含有量を制御する過熱器の温度を変更することが可能である。
【0085】
図1bでは、過熱器7.3は、散布機器2の入側と繋がっており、散布機器2に入って行く水蒸気などの媒体を所望の温度に加熱又は過熱しており、そのため、ガス状媒体を吹き付けられる不織布を所望の湿度に設定することができる。そのために、検出した実際の測定値を計算機に転送して、そこに保存するとともに、調整可能な、或いは所望の目標値と比較する。実際値と目標値の差は、不織布を所望の湿度に設定するための制御又は調節パラメータとしての役割を果たす。
【0086】
先ずは、ベースとなるフリースは、ポリエステル繊維、ポリプロピレン繊維及び繊維混合物の中の一つ以上から構成することができ、それは、フリース敷設機器又は第一のカーディング機器10によって運搬ベルト4上に放出される。
【0087】
カーディング機器10は、ホッパーフィーダーとその下に配置された揺動シュータとから構成され、幅全体に渡って均一に拡げられた繊維を起毛・歯付きローラ17を備えたカーディング機器に引き渡している。それに続くエンドレスベルト4は、そこに載せているカーディングされたフリースを、カレンダー機器ではなくニードリング機器2に引き渡している。
【0088】
そして、合成繊維を使用しない場合又は水ではなく過熱蒸気だけでニードリングした場合には、図7eのカレンダー機器19を省略することができる。
【0089】
カレンダー機器19は、要求に応じて、繊細に打ち出して硬化させたフリースにエネルギーと熱を供給することもできる。ニードリング機器を用いて、パルプをカーディングされたフリースと一層緊密に結合させるためには、その硬化作用をほんの僅かとすべきである。
【0090】
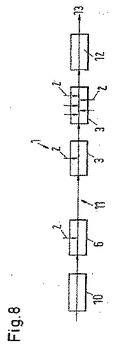
図7a〜7f及び図8には、繊維及び/又はポリマーフィラメントから成るフリース又は二層以上の結合されたフリースを硬化させる装置1の同様の実施例が図示されており、全ての実施例において、繊維混合物は、第一の敷設機器又はカーディング機器10を用いて、不織布又はフリース11として運搬ベルト4上に敷設することができ、その上で、多くのノズル開口部2.2を備えた中空形状の第一の蒸気式ニードリング機器又は散布機器2を用いて、不活性ガス、空気、水蒸気などのガス状媒体、特に、過熱された水蒸気をフリースの表面に吹き付けることができる。
【0091】
図7aと7bには、支持基盤層としてのカーディングされたフリースだけで結合されたフリースを連続して製造する設備が図示されている。歯付きローラ17の後には、不活性ガス、空気、水蒸気用の第一のニードリング機器2が有り、その後には、パルプ用の空気式敷設機器又はエアレイ機器14が有る。フリースは、既に僅かな硬さを持っているので、次の運搬機器に難なく供給することができるように、不活性ガス、空気及び水蒸気用、特に、熱い蒸気用の第一のニードリング機器2を用いて硬化される。そのような予備硬化は、速い製造速度の際に個々の工程の受渡し箇所でのフリースの遅れを防止し、それによりカーディングによって事前に得られたMD/CD比を損なわないようにするためにも特に適している。
【0092】
蒸気によるニードリングによって、(合成繊維以外の)天然繊維或いはバイオ繊維を含む合成繊維と天然繊維から成る混合物を加工又は処理することが可能である。更に、蒸気によるニードリングによって、フリースを予め硬化させることができ、それによって、エアレイ機器及びスパンレース機器での時間的な損失を最小化することができる。
【0093】
速い製造速度の場合、フリースの予備硬化によって、個々の工程の受渡し箇所での避けられない遅れを最小化することができ、その際、カーディングによって事前に得られたMD/CD比を損なわないようにしている。
【0094】
図7aと7bによる工程では、第二のフリース層が、第二のカーディング機器10.2を用いて運搬ベルト又はエンドレスベルト4上に敷設され、次に、それらの二つのフリース層は、第一のウォータニードリング機器16を用いて、ジェットを吹き付けられて互いに結合される。それに続いて、フリースは、図7aの通り、乾燥機12に送られ、次に、保管場所15に送られる。
【0095】
図7bでは、ウォータニードリング機器16の代わりに、蒸気式ニードリング機器2だけを用いている。それは、特に、天然繊維だけ、或いは天然繊維と合成繊維及び/又はバイオ繊維から成る混合物を使用して、蒸気式ニードリング機器2を用いて硬化させることができるという利点を有する。その実施例では、蒸気式ニードリング機器だけを用いているので、非常に高価な乾燥機又はスクリーンドラム機器12を省略することができる。
【0096】
乾燥機12では、スクリーンドラムに対して、矢印の通り正面側の近くに送風機が対置されている。乾燥機12の後に、カレンダー機器19を繋げることができる。有利には、カレンダー機器は、合成繊維を加工する際に用いられる。
【0097】
硬化は、最終製品において、満足できる高い耐磨耗性が達成されるように強力に行われなければならない。図7aの例では、カーディングされたフリース上に置かれるカレンダー機器のロールだけを加熱する必要がある。
【0098】
図7cには、支持基盤層としてのカーディングされたフリースで結合されたフリースを連続して製造する設備が同様に図示されている。第二のカーディング機器10.2は、その上にパルプ層を敷設するために配置されており、そのため、三層の複合素材が作られる。カーディング素材10.2又はフリース11は、方向転換ロール4.1を介して、二つの相前後して接続されたウォータニードリング機器16とその次の乾燥機12に供給される。そうすることによって、特に厚い層を問題無く互いに結合することができる。歯付きローラ17の後に、蒸気式ニードリング機器2が配備されているので、敷設箇所10において、天然繊維、或いは天然繊維と合成繊維及び/又はバイオ繊維から成る混合物を運搬ベルト4上に敷設することもできる。
【0099】
図7dには、支持基盤層としてのカーディングされたフリースだけで結合されたフリースを連続して製造する設備が同様に図示されている。カーディング素材10.2は、パルプ層の上に敷設され、そのため、同じく三層の複合素材が作られるが、それを、第二のカーディング機器10.2と二つの相前後して配置された蒸気式ニードリング機器2及び方向転換ロール4.1の後で、第一の蒸気式ニードリング機器2だけを用いて処理している。そうすることによって、そのような複合素材において、天然繊維、或いは天然繊維と合成繊維及び/又はバイオ繊維から成る混合物を同様に使用することが可能となる。
【0100】
熱い蒸気又は過熱された蒸気だけで不織布を処理すれば、不織布が乾燥した状態で蒸気式ニードリング機器2から出て来るので、負担のかかる乾燥機12を省略することができる。そして、硬化された不織布は、保管されるか、或いは巻取機器15に送られる。
【0101】
図7eと7fには、それぞれ支持基盤層としてのカーディングされたフリースだけで結合されたフリースを連続して製造する設備が同様に図示されている。図7eと7fでは、それぞれ第二のカーディング機器10.2の直後に蒸気式ニードリング機器2が配備されており、フリースは、図7eでは、次に、二つの相前後して配置されたウォータニードリング機器16とその次の乾燥機12に、場合によっては、カレンダー機器19にも供給されており、最後に保管場所15に送られる。図7eのウォータニードリング機器16は、図7fでは二つの蒸気式ニードリング機器2と置き換わっているとともに、乾燥機12が省かれている。
【0102】
図1〜8の装置は、いずれも次の特徴を有する。
a)繊維混合物は、敷設機器、特に、第一のカーディング機器10を用いて運搬ベルト4上に敷設することができ、
b)敷設機器又は第一のカーディング機器10の後に、不活性ガス、空気、水蒸気などのガス状媒体を不織布又はフリース上に吹き付ける散布機器2が有り、
c)その後に、空気式敷設機器又はエアレイ機器14が有り、それを用いて、パルプ、或いは天然繊維と合成繊維及び/又はバイオ繊維から成る繊維混合物を第二の層として運搬ベルト4上に敷設することができ、
d)図7c〜7fの実施例では、それぞれ第二のカーディング機器10.2が配備されており、そのため、要求に応じて、同じ設備で三層のフリースを製造することもでき、
e)空気式敷設機器(エアレイ機器14)の後に、第二のカーディング機器10.2が有り、それを用いて、PEやPETなどのポリマーから成るフリース繊維素材を第三の層として不織布又はフリース11上に敷設することができ、
f)その後、不織布又はフリース11に対して、ニードリング機器2を用いて、不活性ガス、空気及び水蒸気の中の一つ以上を供給するか、ニードリング機器16を用いて、水などの液状媒体を供給するか、或いはその両方を行うことができ、
g)その次に、不織布又はフリース11は、保管又は集積場所13又は15に送られるか、或いはフリースを水でニードリングした場合には、乾燥機12を経由して保管又は集積場所15或いは巻取機器13に送られ、
h)ノズル開口部2.2は、散布機器又は散布パイプ2の筐体壁面2.1に配置されており、筐体壁面2.1のノズル開口部2.2の出口端と蒸気ジェットが吹き付けるべき不織布又はフリース11上に当たる場所との間の間隔Aを0.5mm〜50mm又は10mm〜50mmとし、特に、フリースを手触りの良い及びふわふわした状態に制御する場合には8mm〜20mmとし、フリースを専ら硬化させる場合には、その間隔Aが0.5mm〜3mmとなるように狭く選択するのが有利である。
【0103】
前述した装置において、液体を収容して蓄える複合フリースの製造方法を実施することができる。そのような複合フリースは、カーディングされたフリースから構成され、それを処理して硬化させたものである。カーディングされ、硬化されたフリースに対して、木材パルプ繊維から成るパルプ層を敷設して、カーディングされたフリースと固く密着させる。カーディングされたフリースは、超吸収素材を被覆する前に、乾燥した状態で予め硬化され、次に、パルプ繊維から成る層が、そのようにカーディングされて予備硬化されたフリースの上に敷設されて、それら全てが互いに結合される。
【0104】
この予備硬化は、圧縮空気、有利には、過熱された熱い蒸気を用いて行うことができる。更に、予備硬化をカレンダー処理によって行うこともできる。しかし、そのようなカレンダー処理は、全ての繊維素材に適しているとは言えず、そのため、蒸気式ニードリングが特に有利である。
【0105】
パルプ繊維層のカーディングされたフリースとの結合は、ジェットニードリングによって行い、次に、その複合フリースを乾燥することもできる。しかし、熱い蒸気によって不利な影響を受けない繊維混合物又は超吸収体を出来る限り多く使用することができるように、有利な熱い蒸気を用いるのが有利である。
【0106】
図1a〜3c及び図5では、散布機器2の直ぐ近く配置された、不織布の処理及び/又は次の処理又は保管ステーションへの転送のための装置部分は、部分的又は完全にプラスチックから構成されている。そのような散布機器2及び/又は散布パイプ2.4の装置部分として、特に、個々の運搬ベルト4の方向転換ローラ又は方向転換ロール4.1、圧縮機器及び熱い蒸気に間接的又は直接的に曝される部分が有る。そうすることによって、装置の動作中に構成部品、装置部分又は装置全体が過度に強く加熱されることがなく、そのため出来る限り多く不織布に供給すべき熱エネルギーを蒸気から奪うことがないことを保証すべきある。それによって、設備の全体的な効率を大幅に改善するとともに、不織布を効果的に加工又は処理することもできる。そのためには、筐体壁面2.1のノズル開口部2.2の出口端と不活性ガス、空気、水蒸気などのガス状媒体が吹き付けるべき不織布又はフリース上に当たる場所との間隔Aを0.5mm〜8mm、1mm〜5mm、或いは1mm〜3mmとすることも非常に重要である。間隔が約1mmの場合に、フリースの最適なニードリングが実現される。その間隔では、蒸気ジェットが最適な作用を及ぼすとともに、蒸気ジェット又はその熱エネルギーの作用に曝されるプラスチック部分又はプラスチックで被覆された部分が少ない熱しか蓄積しないので、熱損失が小さくなる。プラスチックとして、PE、PET又はプラスチック複合材を用いることができる。
【0107】
プラスチック製の被覆は、材料の厚さに関して、相応に厚くすべきである。被覆の厚さを金属板部分の厚さの約20〜50%とするのが有利である。
【0108】
運搬ベルト4,6.1及び/又は方向転換ロール4.1の大部分をプラスチックから構成することも有利であり、それにより、装置の構成部分の総重量を低減して、安価に製造することが可能となる。
【符号の説明】
【0109】
1 繊維及び/又はフィラメントから成るフリースの硬化装置
1.1 繊維及び/又はフィラメントから成るフリースの別の硬化装置
2 不活性ガス、空気及び水蒸気の中の一つ以上のための散布機器、第一及び第二のニードリング機器、散布パイプ
2.1 散布機器の筐体壁面
2.2 ノズル開口部、ノズル孔
2.3 ノズル孔の長さL
2.4 第三の散布パイプ
2.5 制御バルブ、蒸気逃がしバルブ、調節バルブ
2.6 第一の散布パイプ
2.7 接続配管
2.9 第二の散布パイプ
2.10 嵌入物体、円錐形部品
2.11 昇降機器
3 硬化ドラム、構造を持つドラム
3.1 吸引機器
3.2 蒸気排出口
4 ニードリングベルト、構造を持つベルト、運搬ベルト
4.1 方向転換ロール又は方向転換ローラ
5 散布機器の保持体
6 圧縮機器
6.1 圧縮機器の運搬ベルト
7 流入側
7.1 矢印、第一の流入側
7.2 矢印、第二の流入側
7.3 過熱器
8 流出側
9 フランジ管継手
10 敷設箇所、カーディング、スパンボンド不織布、フィラメント
10.2 敷設箇所、第二のカーディング、スパンボンド不織布、フィラメント
11 フリース、不織布
12 乾燥機、スクリーンドラム機器
13 集積場所、巻取機器、出力ステーション
14 空気式敷設機器、エアレイ機器
15 保管場所、集積場所、巻取機器
16 水などの液状媒体用ニードリング機器
17 歯付きローラ、起毛ローラ
19 カレンダー機器
20 後方給湿機器
A 間隔
【技術分野】
【0001】
本発明は、請求項1の上位概念にもとづくフリース処理装置に関する。
【背景技術】
【0002】
多くのノズル開口部を備えた中空形状の散布機器を介して、フリースに熱い蒸気を導入する、水蒸気を用いたフリース処理装置は、特許文献1により周知である。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】欧州特許公開第1553222号明細書
【発明の概要】
【発明が解決しようとする課題】
【0004】
本発明の課題は、そのような装置を改良して、フリース製造/フリース処理手段を拡張することである。
【課題を解決するための手段】
【0005】
本課題は、本発明にもとづき、請求項1の特徴によって解決される。改良構成は、従属請求項から明らかとなる。
【0006】
そのため、不活性ガス、空気、水蒸気などのガス状媒体のためのノズル開口部が、散布機器の筐体壁面に配置されるとともに、処理すべきフリース又は不織布の表面との間隔Aが10mm以内、有利には、8mm又は5mm以内であるものと規定する。
【0007】
そのために、散布機器が、水蒸気を加えられる散布パイプとして構成されるのが有利である。水蒸気ジェットを用いて、安価にフリースを処理することができる。また、5〜30バール又は10〜25バールの蒸気圧を散布パイプに加えるのが有利である。
【0008】
本発明による更なる手法は、ノズル開口部の長さをほぼ筐体壁面の厚さと一致させることである。
【0009】
更に、散布機器が、その動作幅全体に渡って、ほぼ同じ温度及び/又は圧力で蒸気ジェットをフリース又は不織布に放出するのが有利である。
【0010】
また、散布機器の終端の領域又は流出側の領域に蒸気排出口を設けるのが有利である。その場合、蒸気排出口に制御バルブ又は一つ以上のパラメータに応じて制御することが可能な蒸気逃がしバルブを繋げるのが有利である。そうすることによって、散布パイプから冷気を非常に速く排出することができるので、10〜15分以内に散布機器、特に、散布パイプの動作温度にまで一様にかつ非常に速く暖めることが可能となる。そのような速い加熱によって、パイプの外側に凝縮が起こる可能性も防止される。フリースの投入側に凝縮した液滴が落ちると、蒸気で硬化されない点状の箇所がフリースに生じる。それは、最終製品に汚れた箇所として見えしまう。散布機器の断熱は、それによって冷たい箇所を作ってしまうので、そのような液滴の発生を助長してしまうこととなる。
【0011】
また、複数の接続配管を介して第二の散布パイプと接続された、それと平行に配置された先行する第一の散布パイプを経由して蒸気の供給を行うのが有利である。
【0012】
制御機器を用いて、散布機器及び/又は散布パイプを振動させる形で駆動するのが有利である。更なる利点は、散布機器に過熱水蒸気を加えることである。
【0013】
本発明では、散布パイプを単壁パイプとして構成して、その筐体壁面にノズル開口部を開け、ノズル開口部の長さ又は筐体壁面のノズル開口部の入側とノズル開口部の出口端との間の間隔及び筐体壁面のノズル開口部の出口端と蒸気ジェットが吹き付けるべき不織布又はフリース上に当たる場所との間の間隔によって、蒸気ジェットの行程GL =A+Lが決定されることが特に重要である。
【0014】
孔の幾何学形状、孔の数及び孔の配置を変更するためには、パイプ全体を交換しなければならない。前述した加熱及び凝縮問題を回避するために、別個のノズルプレートを配備することはしない。そのため、交換を簡単かつ速く行うために、パイプの正面側に迅速交換用挟持式留め具を配備するのが特に有利である。
【0015】
また、ガス又は蒸気ジェットの行程GL =A+Lを、0.1mm〜5mm、0.5mm〜3mm又は1mm〜2mmに筐体壁面のノズル開口部の長さを加えた長さとするのが有利である。
【0016】
ノズル開口部を設けた散布パイプの下側領域の横断面を平坦な形、円錐状に凹んだ形或いは凹面の形に構成することも有利である。
【0017】
更に、繊維及び/又はフィラメントから成るフリースを硬化させるための機器を、構造を持つベルトの二つの方向転換ロールの間に配置するのが有利である。
【0018】
また、繊維及び/又はフィラメントから成るフリースを硬化させるための機器を、特殊鋼から構成して、二つ以上の保持体内に収容するのが有利である。
【0019】
更に別の実施例では、ノズル開口部を一列、二列又はそれ以上の配列で散布パイプに配置するのが有利である。
【0020】
散布機器又は散布パイプに設けられた一列のノズル開口部を、それと隣接して平行に延びる列のノズル開口部に対してずらして配置するのが有利である。
【0021】
ノズル開口部の出口の直径を0.1mm〜0.5mmとし、ノズル開口部の間の孔の間隔を1mm〜5mm又は1.2mm〜2mmとすることも有利である。
【0022】
また、散布機器又は散布パイプの長さを1m〜5mmとし、少なくともその流入側及び/又流出側にパイプ継手又はフランジ接続部を配備することが重要である。
【0023】
更に、散布パイプを高さ及び/又は横方向を調整可能な形で保持体内に収容するのが有利である。
【0024】
また、ガス状媒体を用いて繊維及び/又はフィラメントから成るフリースを硬化させるための複数の機器を、構造を持つドラム又は構造を持つベルトと対置させるのが有利である。
【0025】
更に、フリースが構造を持つベルト又は構造を持つドラム上を通過し、不織布が裏側からの蒸気ジェットを用いて吹き付けられ、それによって、平面模様及び/又は不織布から突き出た、或いは盛り上がった部分又は刻み目を形成するのが有利である。
【0026】
本発明の別の実施形態では、過熱した水蒸気を発生する過熱器が配備されており、その過熱器は、不織布の水分含有量を制御するために、少なくともアクチュエータによって制御することが可能である。そうすることによって、不織布の品質を簡単に最適に調節することができる。有利に構成された過熱器によって、個々の工程の最後におけるフリース又は不織布の湿度を最適に調節することができる。不織布の湿度の変更は、一方では不織布の重量と他方では静電気に対して影響を与える。不織布の水分含有量が大きい場合、不織布の静電気が減少する。不織布の湿度を高くすることによって、その後のフリースの再処理が改善されることとなる。
【0027】
不織布の水分含有量を決定する過熱器を制御又は調節サイクルに繋げて、フリース又は不織布の水分含有量に応じて、それに対応した加熱温度に調節するのが有利である。
【0028】
そのために、制御及び/又は調節機器を用いて、不織布の水分含有量を制御する過熱器の温度を変更するのが有利である。そうすることによって、不織布を製作するための製造プロセスを最適化することができる。
【0029】
それには、不織布の水分含有量を制御するために、過熱器の温度と不織布の湿度をそれぞれ少なくとも一つの測定センサーを用いて検出することも有利であり、その場合、測定センサーを制御及び/又は調節サイクルと繋いで、実際の測定値を計算機に転送して、そこに保存するとともに、設定可能な、或いは所望の目標値と比較し、その実際値と目標値の差が、不織布を所望の湿度に調整するための制御又は調節パラメータとしての役割を果たすようにする。
【0030】
本発明の有利な実施構成では、散布機器及び/又は散布パイプには、少なくとも不織布の処理及び/又は次の処理又は保管ステーションへの転送のための機器が対置さており、そのような機器は、散布機器の直ぐ近くに配置されるとともに、部分的又は完全にプラスチックから構成される。
【0031】
そのような本発明の実施構成にもとづき、所定の装置部分が部分的又は完全にプラスチックから構成された場合、プラスチックが断熱材として作用するので、その部分は、熱い又は過熱された蒸気を使用した際にそれ程大きく熱くならない。そのようにして、ガス状媒体に含まれる熱エネルギーをほぼ完全に処理すべき製品に供給することができ、そのことは、全体として効率を改善することとなる。プラスチック製の被覆は、基本的に、例えば、金属板又は運搬機構の金属部分を介した熱伝導による熱損失を低減することに寄与する。更に、プラスチックから構成された部分は、金属から構成された装置部分よりも安価である。
【0032】
予備硬化は、製造速度が速い場合に、個々の工程の受渡し箇所でのフリースの遅れを防止して、それによりカーディングによって事前に得られたMD/CD比を損なわないようにすることにも特に適している。蒸気ジェットを用いて、フリースを安価に処理することができる。
【0033】
当該の間隔を狭く選定する程、フリースを硬化させるための過熱された蒸気ジェットを有効に活用することができ、2mm以内又は0.5〜1mmの間隔が最適である。
【0034】
本発明の特別な実施形態は、後方給湿機器としての実施形態を規定している。その場合、次の配置構成が特に有利である。
a)敷設機器(カーディング機器10)の後に、不活性ガス、空気、水蒸気などのガス状媒体を不織布又はフリースに吹き付ける少なくとも一つの第一のニードリング機器又は散布機器が有り、
b)不活性ガス、空気、水蒸気などのガス状媒体を不織布又はフリースに吹き付ける第一のニードリング機器の後に、不活性ガス、空気、水蒸気などのガス状媒体用の少なくとも一つの第二の散布機器及び/又は水などの液状媒体用の散布機器が有り、
c)散布機器の後に、乾燥機が有り、その後には、一つ以上の後方給湿機器が有る。
【0035】
乾燥機の前に、蒸気式ニードリング機器が有る場合、フリースの表面を安価に再処理して、手触りの良い、或いはふわふわした状態にすることができる。その場合、乾燥機の直前にニードリング機器を置くのが特に有利である。
【0036】
有利には、従来から一般的なウォータジェットによる硬化に代わって、不活性ガス、空気、水蒸気などのガス状媒体を不織布又はフリースに吹き付けて、フリース繊維素材又はカーディング素材の第一の敷設後に直ちに難なく次の処理ステーションにフリースを移送することができる。
【0037】
次の特徴を有する装置も有利である。
a)敷設機器(カーディング機器)を用いて、繊維混合物を運搬ベルト上に敷設することができ、
b)敷設機器(カーディング機器)の後に、不活性ガス、空気、水蒸気などのガス状媒体を不織布又はフリースに吹き付ける少なくとも一つの第一の散布機器が有り、
c)その後に、空気式敷設(エアレイ)機器が有り、それを用いて、パルプを第二の層として運搬ベルト上に敷設することができ、
d)空気式敷設(エアレイ)機器の後に、第二のカーディング機器が配備されており、それを用いて、PEやPETなどのポリマー、或いは天然繊維と合成繊維及び/又はバイオ繊維から成る繊維混合物から構成されたフリース繊維素材を第三の層として不織布又はフリース上に敷設することができ、
e)その後に、ニードリング機器を用いて、水などの液状媒体を不織布又はフリースに供給するか、散布機器を用いて、不活性ガス、空気、水蒸気などのガス状媒体を不織布又はフリースに供給するか、或いはその両方を行うことができ、
f)乾燥機の後に、後方給湿機器が有る。
【0038】
既に前述した通り、散布機器の下に配置された、部分的又は完全にプラスチックから構成されるか、或いはプラスチックで被覆された少なくとも一つの運搬ベルト及び/又はニードリングベルトが散布機器の装置部分及び/又は散布パイプに付属しており、筐体壁面のノズル開口部の出口端と不活性ガス、空気、水蒸気などのガス状媒体が吹き付けるべき不織布又はフリース上に当たる場所との間の間隔を0.5mm〜8mm又は1mm〜5mmとするのが有利である。フリースの表面の非常に僅かな変化だけを実現させる場合、その間隔を20mm以上に設定する。その間隔を大きくすると、それに応じて、フリースの硬化を実現するためのガス又は蒸気ジェットの作用を弱めることができる。しかし、その間隔を一層拡大した場合、フリースの構造を有利に調節するとともに、それによりフリースのふわふわした状態を改善することもできる。約8mm以上の間隔では、フリースの表面上のノズルジェットの筋又は当たった場所がもはや分からない程度にしか、フリースの表面が変化しない。
【0039】
次の特徴を有する装置も有利である。
a)敷設機器(カーディング機器)の後に、不活性ガス、空気、水蒸気などのガス状媒体を不織布又はフリースに吹き付ける少なくとも一つの第一のニードリング機器又は散布機器が有り、その機器の筐体壁面のノズル開口部の出口端と蒸気ジェットが吹き付けるべき不織布又はフリース上に当たる場所との間の間隔が0.5mm〜8mm又は1mm〜5mmであり、
b)不活性ガス、空気、水蒸気などのガス状媒体を不織布又はフリースに吹き付ける第一のニードリング機器の後に、不活性ガス、空気、水蒸気などのガス状媒体用の少なくとも一つの第二の散布機器及び/又は水などの液状媒体用のニードリング機器が有り、
c)散布機器及び/又は散布パイプには、少なくとも不織布の処理及び/又は次の処理又は保管ステーションへの移送用の運搬ベルトや方向転換ロールなどの装置部分が対置しており、それらは、散布機器の直ぐ近く配置されるとともに、部分的又は完全にプラスチックから構成されている。
【0040】
更に、次の特徴を有する装置が有利である。
a)敷設機器(カーディング機器10)を用いて、繊維又はフィラメントを運搬ベルト4上に敷設することができ(フリース又は不織布の生成)、
b)敷設機器(カーディング機器10)の後に、不活性ガス、空気、水蒸気などのガス状媒体をフリース又は不織布に吹き付ける少なくとも一つの第一の散布機器2が有り(予備硬化)、
c)特に、空気式敷設機器として構成された敷設機器(エアレイ機器14)を用いて、パルプを第二の層として運搬ベルト4上に有るフリース又は不織布の上に敷設することができ、
d)第二の敷設機器(カーディング機器10.2)を用いて、PEやPETなどのポリマー、或いは天然繊維と合成繊維及び/又はバイオ繊維から成る繊維混合物から構成されたフリース繊維素材を第三の層としてフリース又は不織布上に敷設することができ、
e)フリース又は不織布に水を吹き付けるためのニードリング機器16又はフリース又は不織布にガス状媒体(不活性ガス、空気、水蒸気)を吹き付けるための散布機器2が配備されている。
【0041】
この場合、そのような配置構成の有利な実施形態は、次の通り構成される。
a)繊維混合物は、敷設機器(カーディング機器)を用いて、運搬ベルト上に敷設することができ、
b)敷設機器(カーディング機器)の後に、不活性ガス、空気、水蒸気などのガス状媒体を不織布又はフリースに吹き付ける少なくとも一つの第一の散布機器が有り、
c)その後に、空気式敷設(エアレイ)機器が有り、それを用いて、パルプを第二の層として運搬ベルト上に敷設することができ、
d)空気式敷設(エアレイ)機器の後に、第二のカーディング機器が配備されており、それを用いて、PEやPETなどのポリマー、或いは天然繊維と合成繊維及び/又はバイオ繊維から成る繊維混合物から構成されたフリース繊維素材を第三の層として不織布又はフリース上に敷設することができ、
e)その後で、不織布又はフリースに対して、ニードリング機器を用いて、水などの液状媒体を供給するか、散布機器を用いて、不活性ガス、空気、水蒸気などのガス状媒体を供給するか、或いはその両方を行うことができ、
f)ノズル開口部は、散布機器又は散布パイプの筐体壁面に配置されており、筐体壁面のノズル開口部の出口端と蒸気ジェットが吹き付けるべき不織布又はフリース上に当たる場所との間の間隔が1mm〜5mm、特に、1mm〜3mmであり、
g)散布機器及び/又は散布パイプには、少なくとも不織布の処理及び/又は次の処理又は保管ステーションへの移送用の装置部分が対置しており、それらは、散布機器の直ぐ近く配置されるとともに、部分的又は完全にプラスチックから構成されている。
【0042】
更に、制御機器を用いて、散布機器及び/又は散布パイプを振動させる形で駆動することができることが有利である。
【0043】
本発明では、散布機器が散布パイプとして構成されており、そのパイプに過熱した水蒸気を5〜30バール又は10〜25バールの蒸気圧で加えることができることが特に重要である。
【0044】
ノズルとフリース間の間隔は、前述した通り、1mm〜2mmとする。非常に大きな間隔では、乱流を引き起こす、即ち、正確に言うと硬化にとって逆効果である。しかし、製品によっては、ふかふかした状態に構成するために、それが望ましい場合も有る。硬化後に、フリースをウォーターニードリングで処理し、その後乾燥機で処理することもできる。有利には、フリースを過熱した蒸気でニードリングすると、乾燥機を省略することができる。その場合、大きな湿度又は熱に曝すべきではない非合成繊維又は製品を使用することもできる。
【0045】
本発明によるニードリング機器は、フリースの予備硬化のために使用することもできる。その場合の有利な配置構成は、次の通り構成される。
a)敷設機器(カーディング機器)の後に、不活性ガス、空気、水蒸気などのガス状媒体を不織布又はフリースに吹き付けるためのニードリング機器又は散布機器が有り、
b)その後、不織布又はフリースに対して、別の散布機器を用いて、不活性ガス、空気、水蒸気などのガス状媒体を供給するか、ニードリング散布機器を用いて、水などの液状媒体を供給するか、或いはその両方を行うことができ、
c)不織布又はフリースは、保管又は集積場所に送られるか、或いは乾燥機を経由して保管又は集積場所に送られる。
【0046】
次の特徴を有する装置も有利である。
a)繊維混合物は、敷設機器(カーディング機器)を用いて、運搬ベルト上に敷設することができ、
b)敷設機器(カーディング機器)の後に、不活性ガス、空気、水蒸気などのガス状媒体を不織布又はフリースに吹き付ける散布機器が有り、
c)その後に、空気式敷設(エアレイ)機器が有り、それを用いて、パルプを第二の層として運搬ベルト上に敷設することができ、
d)空気式敷設(エアレイ)機器の後には、第二のカーディング機器が配備されており、それを用いて、PEやPETなどのポリマー、或いは天然繊維と合成繊維及び/又はバイオ繊維から成る繊維混合物から構成されたフリース繊維素材を第三の層として不織布又はフリース上に敷設することができ、
e)その後、ニードリング機器を用いて、水などの液状媒体を不織布又はフリースに供給するか、散布機器を用いて、不活性ガス、空気、水蒸気などのガス状媒体を不織布又はフリースに供給するか、或いはその両方を行うことができ、
f)それに続いて、不織布又はフリースを乾燥機及び/又は保管又は集積場所に送ることができる。
【0047】
本発明の更に別の利点及び詳細は、請求項及び明細書に説明されるとともに、図面に図示されている。
【図面の簡単な説明】
【0048】
【図1a】繊維及び/又はフィラメントから成るフリースを硬化させる装置の図
【図1b】蒸気を第二の散布パイプに供給するための第一の散布パイプが複数の接続配管を介して第二の散布パイプと接続された別の実施例の図
【図2】図1aの繊維及び/又はフィラメントから成るフリースを硬化させる装置の断面図
【図3a】図1bの装置の横断面図
【図3b】ノズル開口部が平坦に構成された散布パイプの下側領域の横断面図
【図3c】ノズル開口部が円錐形に凹んだ形又は凹面に構成された散布パイプの下側領域の横断面図
【図4】散布パイプを収容した保持体の模式図
【図5】図1bの繊維及び/又はフィラメントから成るフリースを硬化させる装置の横断面図
【図6】後方給湿機器を備えた繊維及び/又はフィラメントから成るフリースを硬化させる装置の別の実施例の図
【図7a】本発明による装置の模式的な利用構成図
【図7b】本発明による装置の模式的な利用構成図
【図7c】本発明による装置の模式的な利用構成図
【図7d】本発明による装置の模式的な利用構成図
【図7e】本発明による装置の模式的な利用構成図
【図7f】本発明による装置の模式的な利用構成図
【図8】ガス状媒体用ニードリング機器の二つの側面の少なくとも一つの位置でフリースの表面を処理する加工設備の模式図
【発明を実施するための形態】
【0049】
図2又は図6には、繊維及び/又はフィラメントから成るフリースを硬化させる装置1又は1.1の全体設備が図示されている。その設備は、基本的に硬化ドラム又は構造を持つドラム3から構成され、そのドラムの上には、図2の通り、ニードリングベルト4が通されている。繊維及び/又はフィラメントから成るフリースは、図面では部分的にしか図示されていない圧縮機器6を介して硬化ドラム又は構造を持つドラム3に供給される。そのために、圧縮機器6は、運搬ベルト6.1を有する。フリースは、硬化ドラム又は構造を持つドラム3から別の処理工程に供給することができる。硬化ドラム3は、吸引機器3.1を備えており、それによって、ガス状媒体を排出している。
【0050】
繊維及び/又はフィラメントから成るフリースを硬化させる装置1は、一つ以上の散布機器2を備えており、散布機器2の流入側7には、ガス状媒体又は水蒸気が送られる。散布機器2は、不織布11の表面とノズル開口部2.2の出口端との間の間隔を必要に応じて変更するために、昇降機器2.11を用いて高さを調整することが可能な形で配置されている。繊維及び/又はフィラメントから成るフリースを硬化させる装置1は、構造を持つベルト4の二つの方向転換ロール4.1の間に配備されている。未だ硬化されていない嵩張ったフリース11は、二つのベルトの間で圧縮されて、そのような圧縮された状態で蒸気ジェットによって大まかに硬化された後、その最終的な硬化が第二又はそれ以降の散布機器によって行われる。
【0051】
散布機器2は、150°C〜250°Cの温度、有利には、飽和温度以上の不活性ガス、熱風、水蒸気などのガス状媒体を用いて動作することが可能なニードリング機器の一部である。
【0052】
散布機器2は、図1aの通り水蒸気、或いは既に述べた通りそれ以外のガス状媒体を吹き付けることも可能な散布パイプ2.4として構成されている。散布パイプ2.4は、耐腐食性の鋼鉄又は特殊鋼から構成され、約1m〜5mの長さを有する。散布パイプ2.4は、少なくともその流入側7と流出側8にそれぞれパイプ継手又は図面の通りフランジ管継手9を備えており、そのため、フランジ管継手9には、それぞれ別のパイプ又はバルブを繋ぐことができる。散布パイプ2.4は、高さ及び/又は横方向を調整可能な形で保持体5内に収容されている。
【0053】
蒸気の供給は、図1bの通り、複数の接続パイプ2,7を介して第三の散布パイプ2.4と接続されるとともに、それと平行に配置された先行する第一の散布パイプ2.6を経由して行われる。
【0054】
更に、ノズル開口部2.2が設けられた散布パイプ2.4の下側領域の横断面は、平坦な形(図3b)、円錐形に凹まされた形、或いは凹面の形(図3c)に構成することができる。
【0055】
図面に図示されていない例では、ノズル開口部2.2を一列、二列又はそれ以上の数の配列で散布パイプ2.4に配置することができる。
【0056】
散布パイプ2.4には、5〜30バール又は10〜25バールの蒸気圧を加えることができる。蒸気圧の設定値は、図面に図示されていない制御機器を用いて変更することができる。
【0057】
散布機器2は、その動作幅全体に渡ってほぼ同じ温度及び/又は同じ圧力で蒸気ジェットをフリース又は不織布11に放出するように構成されている。
【0058】
散布機器2の終端の領域又は流出側8の領域には、蒸気排出口3.2(図4)又は蒸気逃がしバルブ2.5(図1a)が配備されており、そのため、設備の操業開始時に散布機器2に水蒸気を加えた際に散布機器2から冷気を押し出すことができる。そのようにして、設備は、少ないエネルギーで非常に短時間に必要な動作温度に移行されることとなる。蒸気排出口3.2(図1a,図4)には、制御バルブ又は一つ以上のパラメータに応じて調整可能な蒸気逃がしバルブ(調節バルブ)2.5を繋ぐことができる。
【0059】
散布パイプ2.4を単壁パイプとして構成し、ノズル開口部2.2を筐体壁面2.1に直に開けるのが特に有利である。
【0060】
蒸気ジェットの行程GL =A+Lは、ノズル開口部2.2の長さ2.3又は筐体壁面2.1のノズル開口部2.2の流入側とノズル開口部2.2の出口端との間の間隔及び筐体壁面2.1のノズル開口部2.2の出口端と蒸気ジェットが吹き付けるべき不織布又はフリース11上に当たる場所との間の間隔によって決定される。
【0061】
蒸気ジェットの全行程GL =A+Lを0.1mm〜10mm、0.1mm〜8mm、0.1mm〜5mm、0.5mm〜3mm、或いは1mm〜2mmに筐体壁面2.1のノズル開口部2.2の長さを加えた長さにすることによって、非常に良好な蒸気ジェットによる処理が実現される。ノズル孔内では、蒸気圧が、ノズル孔からの出口でほぼ無圧となるまで、力学的な圧力損失によって低下するが、その運動エネルギーは依然として維持される。ノズルからのジェット噴射が、ノズル孔2.2から出た時に初めて、ジェット噴射が徐々に扇形に拡散して行くことによって、その運動エネルギーも低下する。そのため、筐体壁面2.1のノズル開口部2.2の出口端と蒸気ジェットが吹き付けるべき不織布又はフリース11上に当たる場所との間の間隔Aを出来る限り狭くするのが有利である。
【0062】
図1bと5には、繊維及び/又はフィラメントから成るフリースを硬化させる装置1の第二の実施例が図示されている。
【0063】
蒸気の散布は、第一と第二の散布パイプ2.6,2.9に対して平行に延びる第三の散布パイプ2.4と接続された接続パイプ2,7を介して第二の散布パイプ2.9と繋がった第一の散布パイプ2.6を経由して行われる。散布パイプ2.4,2.6,2.9の横断面形状は、様々な形で構成することができる。
【0064】
そのような構成は、特に、品質が特に優れたフリース素材を製作するか、或いは少ない蒸気量の結果蒸気圧が低くなり、全幅に渡って均一な蒸気散布がもはや保証されないような、不織布の幅が大きい場合に有利である。そのような段階的な分配によって、特に良好な分散度が実現される。
【0065】
図1bでは、散布パイプ2.6の横断面を流入側7.1と7.2に向かって連続的又は段階的に変化又は減少させるための追加の狭隘化部品を第一の散布パイプ2.6内に配備することができる。そのような横断面の変化は、中実体又は閉じた中空体として構成された、蒸気が還流する円錐形の嵌入物体2.10を用いて実現することができる。そのようにして、散布パイプ内の圧力及び蒸気分布を改善することができる。
【0066】
更に、蒸気分布を改善するために、円錐形部品2.10又は同様の形状の嵌入物体を第一の散布パイプ2.6内に配備することができる。矢印7.1,7.2の通り、蒸気の供給を散布機器2の両端から行うことによって、散布パイプ2.6内の均一な蒸気圧分布が保証される。
【0067】
従って、蒸気が長手方向ではなく、散布パイプ2.4に対して垂直に拡がり、装置全体の始動時に、発生した凝縮又は散布パイプ内に滞留していた余分な空気をノズル孔2.2から下方に非常に良好に押し出すことができるので、蒸気排出口3.2を省略することができる。
【0068】
図6には、繊維及び/又はフィラメントから成るフリースを硬化させる装置1の別の実施例が図示されている。そこでは、ニードリング機器が、構造を持つベルト4の非常に近接して並置された二つの方向転換ロール4.1の間に配備されている。この場合、その間隔は、方向転換ロール4.1の間に一つのニードリング機器だけを配備することができるように選定される。
【0069】
図面に図示されていない別の実施例では、二つの方向転換ロール4.1の間に二つ以上のニードリング機器又はそれに付属する散布パイプ2を配備することもできる。
【0070】
そのような方向転換ロール4.1の後に、片側だけから、或いは両側からフリース11に作用を及ぼすことができる更に別のニードリング機器を配備することができる。
【0071】
ここで用いる繊維、粉末、後でSAPと称する超吸収ポリマーの形の超吸収体とは、自重の何倍もの(1000倍までの)液体、大抵は水又は蒸留水を吸収する能力を有するプラスチックを意味するものとする。
【0072】
ここで、製品は、粒径が100〜1,000μm(0.1〜1.0mm)の白い粗粒子状の粉末として用いられる。この粉末は、大量には、おむつ、さもなければ女性の生理や失禁扶助用製品の製造時に用いられ、少量では、深海線路用ケーブルの外被にも用いられている。本発明では、粉末又はSAPをフリースの表面上に撒いて、第二の層を用いて覆うことができ、そのため、これらの二つの層は、本発明による工程でニードリングされることとなる。
【0073】
超吸収体は、アクリル酸(プロペン酸、C3 H4 O2 )とナトリウム塩(アクリル酸ナトリウム塩、NaC3 H4 O2 )から成るコポリマーであり、二つのモノマーの相互の比率を変更することができる。更に、所謂コア架橋剤(コアクロスリンカー、CXL)をモノマー溶液に添加して、形成された長鎖ポリマー分子を化学的ブリッジングによって所々互いに結合させる(それらを「架橋」させる)。このブリッジングによって、ポリマーは、水に溶けなくなる。水又は塩水溶液がポリマー粒子に入り込むと、ポリマー粒子は膨張して、引き締まり網組織の分子平面となり、水はもはや自分では逃れることができなくなる。
【0074】
ここで、最も重要な超吸収体として、所謂表面架橋(サーフェイスクロスリンキング、SXL)させたものが挙げられる。この場合、別の化学物質を各粒子の表面に付着させて、熱を加えた状態で起こる反応によって、粒の外側層にだけ第二の網組織が編成されるようにしている。それは、液体の吸収時に同様に起こるそれ自体の引き締めによって、圧力下において吸収した溶液が逃れるのを防止している。それは、例えば、赤ちゃんが上体を起こした時に再び漏れ出さないようにすべきおむつで重要なことである。
【0075】
有利には、斤量は、フリース全体の厚さが0.2mm〜0.8mm、有利には、0.4mm〜0.6mmの場合には35g/m2 〜45g/m2 であり、フリース全体の厚さが0.5mmの場合には40g/m2 である。
【0076】
フリース又は不織布は、次の工程にもとづき製造することができる(図7a〜7c、図6参照)。
a)敷設機器、特に、第一のカーディング機器10を用いて、繊維混合物を運搬ベルト4上に敷設することができ、
b)敷設機器又は第一のカーディング機器10の後に、不活性ガス、空気、水蒸気などのガス状媒体を不織布又はフリース11上に吹き付ける散布機器2が有り、
c)その後に、空気式敷設機器又はエアレイ機器14が有り、それを用いて、パルプ、或いは天然繊維と合成繊維及び/又はバイオ繊維から成る繊維混合物を第二の層として運搬ベルト4上に敷設することができ、
d)図7c〜7fの実施例では、それぞれ第二のカーディング機器10.2が配備されており、そのため、要求に応じて、同じ設備で三層式フリースを製造することもでき、
e)空気式敷設機器(エアレイ機器14)の後に、第二のカーディング機器10.2が有り、それを用いて、PEやPETなどのポリマーから成るフリース繊維素材を第三の層として不織布又はフリース11上に敷設することができ、
f)その後、不織布又はフリース11に対して、ニードリング機器2を用いて、不活性ガス、空気及び水蒸気の中の一つ以上を供給するか、ニードリング機器16を用いて、水などの液状媒体を供給するか、或いはその両方を行うことができ、
g)散布機器2の後に、乾燥機12が有り、その後に、最終製品を所望の湿度に設定するための一つ以上の後方給湿機器20が有り、
h)ノズル開口部2.2は、散布機器又は散布パイプ2の筐体壁面2.1に配置されており、フリースを手触りの良い状態及びふわふわした状態に調整する場合には、筐体壁面2.1のノズル開口部2.2の出口端と蒸気ジェットが吹き付けるべき不織布又はフリース11上に当たる場所との間の間隔Aを0.5mm〜50mm又は10mm〜50mm、特に、8mm〜20mmとし、フリースを専ら硬化させる場合には、間隔Aが0.5mm〜3mmとなるように選定するのが有利であり、
i)最後に、不織布又はフリース11を保管又は集積場所13又は15に送る、或いは送ることができる。
【0077】
フリース又は不織布は、次の工程で製造することができる。
a)敷設機器10から運搬ベルト4上に放出されたフィラメントをカレンダー機器及び/又は圧縮機器6を用いて圧縮する、
b)圧縮されたフリース又は不織布11を一つ以上のニードリング機器1,1.1に供給して、飽和温度以上の温度の不活性ガス、空気、熱い蒸気などのガス状媒体を用いて片側又は両側から処理し、
c)水分含有量に応じて、フリース又は不織布11を乾燥機12に送り、その次に、別の処理機器及び/又は出力ステーション又は巻取機器13に送る。
【0078】
ただ一つの後方給湿機器20の代わりに、更に別の後方給湿機器20を相前後して配備することもできる。
【0079】
フリース全体の厚さは、片側からの硬化では、1.2mm以内として、0.2mm〜1.0mm、0.3mm〜0.8mm又は0.4mm〜0.6mmの厚さとすることができる。両側からの硬化では、これらの値を大きくすることができる。
【0080】
図7a〜7fでは、図1又は6と同様の装置を用いた、繊維及び/又はフィラメントから成るフリースを硬化させる装置の装置部分の配置構成の相異なる変化形態が模式的に図示されており、そのような配置構成では、ウォータニードリング機器16が更に組み込まれている。
【0081】
垂直の矢印は、多くのノズル開口部2.2を備えた中空の散布機器2を介して不織布上に放出される不活性ガス、空気、水蒸気などのガス状媒体を用いて、繊維及び/又はポリマーフィラメントから成るフリース又は不織布を硬化させる散布パイプ2又はニードリング機器に対応している。符号3は、一つ以上のジェット式硬化機器と対置することができる硬化ドラム又は構造を持つドラムに対応している。
【0082】
散布パイプ2は、断熱することができ、そのために図面に図示されていない、ノズル開口部2.2の領域まで散布パイプ2を完全に取り囲む外被を配備することができる。水蒸気は、蒸発器から送られて来て、過熱器7.3を経由して、過熱された蒸気として散布パイプ2に送り出される。
【0083】
水蒸気は、蒸発器から送られて来て、図1bの通り、過熱器7.3を経由して、過熱された蒸気として散布パイプ2に送り出される。所望の湿度を決定する過熱器7.3は、使用者が決めた、不織布の水分含有量を決定する設定パラメータにもとづき、少なくとも温度センサー及び/又は湿度センサーと連動する形で接続されたアクチュエータによって制御することが可能であり、そのため、不織布又はフリースに関して最適な湿度に設定することができる。湿度を所定の値に設定した場合、それによって、静電気も有利に制御することができる、詳しくは簡単に低減することもできる。
【0084】
過熱器7.3は、電気又はガス動作式過熱器として構成することができる。更に、制御又は調節機器を用いて、不織布の水分含有量を制御する過熱器の温度を変更することが可能である。
【0085】
図1bでは、過熱器7.3は、散布機器2の入側と繋がっており、散布機器2に入って行く水蒸気などの媒体を所望の温度に加熱又は過熱しており、そのため、ガス状媒体を吹き付けられる不織布を所望の湿度に設定することができる。そのために、検出した実際の測定値を計算機に転送して、そこに保存するとともに、調整可能な、或いは所望の目標値と比較する。実際値と目標値の差は、不織布を所望の湿度に設定するための制御又は調節パラメータとしての役割を果たす。
【0086】
先ずは、ベースとなるフリースは、ポリエステル繊維、ポリプロピレン繊維及び繊維混合物の中の一つ以上から構成することができ、それは、フリース敷設機器又は第一のカーディング機器10によって運搬ベルト4上に放出される。
【0087】
カーディング機器10は、ホッパーフィーダーとその下に配置された揺動シュータとから構成され、幅全体に渡って均一に拡げられた繊維を起毛・歯付きローラ17を備えたカーディング機器に引き渡している。それに続くエンドレスベルト4は、そこに載せているカーディングされたフリースを、カレンダー機器ではなくニードリング機器2に引き渡している。
【0088】
そして、合成繊維を使用しない場合又は水ではなく過熱蒸気だけでニードリングした場合には、図7eのカレンダー機器19を省略することができる。
【0089】
カレンダー機器19は、要求に応じて、繊細に打ち出して硬化させたフリースにエネルギーと熱を供給することもできる。ニードリング機器を用いて、パルプをカーディングされたフリースと一層緊密に結合させるためには、その硬化作用をほんの僅かとすべきである。
【0090】
図7a〜7f及び図8には、繊維及び/又はポリマーフィラメントから成るフリース又は二層以上の結合されたフリースを硬化させる装置1の同様の実施例が図示されており、全ての実施例において、繊維混合物は、第一の敷設機器又はカーディング機器10を用いて、不織布又はフリース11として運搬ベルト4上に敷設することができ、その上で、多くのノズル開口部2.2を備えた中空形状の第一の蒸気式ニードリング機器又は散布機器2を用いて、不活性ガス、空気、水蒸気などのガス状媒体、特に、過熱された水蒸気をフリースの表面に吹き付けることができる。
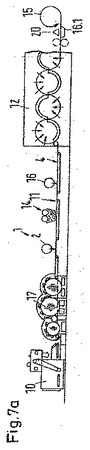
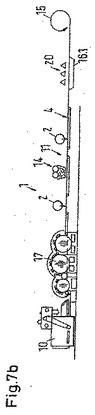
【0091】
図7aと7bには、支持基盤層としてのカーディングされたフリースだけで結合されたフリースを連続して製造する設備が図示されている。歯付きローラ17の後には、不活性ガス、空気、水蒸気用の第一のニードリング機器2が有り、その後には、パルプ用の空気式敷設機器又はエアレイ機器14が有る。フリースは、既に僅かな硬さを持っているので、次の運搬機器に難なく供給することができるように、不活性ガス、空気及び水蒸気用、特に、熱い蒸気用の第一のニードリング機器2を用いて硬化される。そのような予備硬化は、速い製造速度の際に個々の工程の受渡し箇所でのフリースの遅れを防止し、それによりカーディングによって事前に得られたMD/CD比を損なわないようにするためにも特に適している。
【0092】
蒸気によるニードリングによって、(合成繊維以外の)天然繊維或いはバイオ繊維を含む合成繊維と天然繊維から成る混合物を加工又は処理することが可能である。更に、蒸気によるニードリングによって、フリースを予め硬化させることができ、それによって、エアレイ機器及びスパンレース機器での時間的な損失を最小化することができる。
【0093】
速い製造速度の場合、フリースの予備硬化によって、個々の工程の受渡し箇所での避けられない遅れを最小化することができ、その際、カーディングによって事前に得られたMD/CD比を損なわないようにしている。
【0094】
図7aと7bによる工程では、第二のフリース層が、第二のカーディング機器10.2を用いて運搬ベルト又はエンドレスベルト4上に敷設され、次に、それらの二つのフリース層は、第一のウォータニードリング機器16を用いて、ジェットを吹き付けられて互いに結合される。それに続いて、フリースは、図7aの通り、乾燥機12に送られ、次に、保管場所15に送られる。
【0095】
図7bでは、ウォータニードリング機器16の代わりに、蒸気式ニードリング機器2だけを用いている。それは、特に、天然繊維だけ、或いは天然繊維と合成繊維及び/又はバイオ繊維から成る混合物を使用して、蒸気式ニードリング機器2を用いて硬化させることができるという利点を有する。その実施例では、蒸気式ニードリング機器だけを用いているので、非常に高価な乾燥機又はスクリーンドラム機器12を省略することができる。
【0096】
乾燥機12では、スクリーンドラムに対して、矢印の通り正面側の近くに送風機が対置されている。乾燥機12の後に、カレンダー機器19を繋げることができる。有利には、カレンダー機器は、合成繊維を加工する際に用いられる。
【0097】
硬化は、最終製品において、満足できる高い耐磨耗性が達成されるように強力に行われなければならない。図7aの例では、カーディングされたフリース上に置かれるカレンダー機器のロールだけを加熱する必要がある。
【0098】
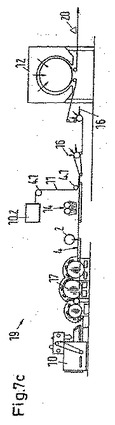
図7cには、支持基盤層としてのカーディングされたフリースで結合されたフリースを連続して製造する設備が同様に図示されている。第二のカーディング機器10.2は、その上にパルプ層を敷設するために配置されており、そのため、三層の複合素材が作られる。カーディング素材10.2又はフリース11は、方向転換ロール4.1を介して、二つの相前後して接続されたウォータニードリング機器16とその次の乾燥機12に供給される。そうすることによって、特に厚い層を問題無く互いに結合することができる。歯付きローラ17の後に、蒸気式ニードリング機器2が配備されているので、敷設箇所10において、天然繊維、或いは天然繊維と合成繊維及び/又はバイオ繊維から成る混合物を運搬ベルト4上に敷設することもできる。
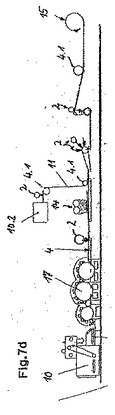
【0099】
図7dには、支持基盤層としてのカーディングされたフリースだけで結合されたフリースを連続して製造する設備が同様に図示されている。カーディング素材10.2は、パルプ層の上に敷設され、そのため、同じく三層の複合素材が作られるが、それを、第二のカーディング機器10.2と二つの相前後して配置された蒸気式ニードリング機器2及び方向転換ロール4.1の後で、第一の蒸気式ニードリング機器2だけを用いて処理している。そうすることによって、そのような複合素材において、天然繊維、或いは天然繊維と合成繊維及び/又はバイオ繊維から成る混合物を同様に使用することが可能となる。
【0100】
熱い蒸気又は過熱された蒸気だけで不織布を処理すれば、不織布が乾燥した状態で蒸気式ニードリング機器2から出て来るので、負担のかかる乾燥機12を省略することができる。そして、硬化された不織布は、保管されるか、或いは巻取機器15に送られる。
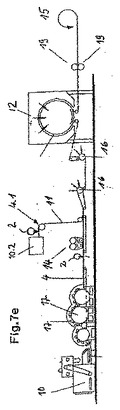
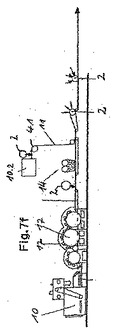
【0101】
図7eと7fには、それぞれ支持基盤層としてのカーディングされたフリースだけで結合されたフリースを連続して製造する設備が同様に図示されている。図7eと7fでは、それぞれ第二のカーディング機器10.2の直後に蒸気式ニードリング機器2が配備されており、フリースは、図7eでは、次に、二つの相前後して配置されたウォータニードリング機器16とその次の乾燥機12に、場合によっては、カレンダー機器19にも供給されており、最後に保管場所15に送られる。図7eのウォータニードリング機器16は、図7fでは二つの蒸気式ニードリング機器2と置き換わっているとともに、乾燥機12が省かれている。
【0102】
図1〜8の装置は、いずれも次の特徴を有する。
a)繊維混合物は、敷設機器、特に、第一のカーディング機器10を用いて運搬ベルト4上に敷設することができ、
b)敷設機器又は第一のカーディング機器10の後に、不活性ガス、空気、水蒸気などのガス状媒体を不織布又はフリース上に吹き付ける散布機器2が有り、
c)その後に、空気式敷設機器又はエアレイ機器14が有り、それを用いて、パルプ、或いは天然繊維と合成繊維及び/又はバイオ繊維から成る繊維混合物を第二の層として運搬ベルト4上に敷設することができ、
d)図7c〜7fの実施例では、それぞれ第二のカーディング機器10.2が配備されており、そのため、要求に応じて、同じ設備で三層のフリースを製造することもでき、
e)空気式敷設機器(エアレイ機器14)の後に、第二のカーディング機器10.2が有り、それを用いて、PEやPETなどのポリマーから成るフリース繊維素材を第三の層として不織布又はフリース11上に敷設することができ、
f)その後、不織布又はフリース11に対して、ニードリング機器2を用いて、不活性ガス、空気及び水蒸気の中の一つ以上を供給するか、ニードリング機器16を用いて、水などの液状媒体を供給するか、或いはその両方を行うことができ、
g)その次に、不織布又はフリース11は、保管又は集積場所13又は15に送られるか、或いはフリースを水でニードリングした場合には、乾燥機12を経由して保管又は集積場所15或いは巻取機器13に送られ、
h)ノズル開口部2.2は、散布機器又は散布パイプ2の筐体壁面2.1に配置されており、筐体壁面2.1のノズル開口部2.2の出口端と蒸気ジェットが吹き付けるべき不織布又はフリース11上に当たる場所との間の間隔Aを0.5mm〜50mm又は10mm〜50mmとし、特に、フリースを手触りの良い及びふわふわした状態に制御する場合には8mm〜20mmとし、フリースを専ら硬化させる場合には、その間隔Aが0.5mm〜3mmとなるように狭く選択するのが有利である。
【0103】
前述した装置において、液体を収容して蓄える複合フリースの製造方法を実施することができる。そのような複合フリースは、カーディングされたフリースから構成され、それを処理して硬化させたものである。カーディングされ、硬化されたフリースに対して、木材パルプ繊維から成るパルプ層を敷設して、カーディングされたフリースと固く密着させる。カーディングされたフリースは、超吸収素材を被覆する前に、乾燥した状態で予め硬化され、次に、パルプ繊維から成る層が、そのようにカーディングされて予備硬化されたフリースの上に敷設されて、それら全てが互いに結合される。
【0104】
この予備硬化は、圧縮空気、有利には、過熱された熱い蒸気を用いて行うことができる。更に、予備硬化をカレンダー処理によって行うこともできる。しかし、そのようなカレンダー処理は、全ての繊維素材に適しているとは言えず、そのため、蒸気式ニードリングが特に有利である。
【0105】
パルプ繊維層のカーディングされたフリースとの結合は、ジェットニードリングによって行い、次に、その複合フリースを乾燥することもできる。しかし、熱い蒸気によって不利な影響を受けない繊維混合物又は超吸収体を出来る限り多く使用することができるように、有利な熱い蒸気を用いるのが有利である。
【0106】
図1a〜3c及び図5では、散布機器2の直ぐ近く配置された、不織布の処理及び/又は次の処理又は保管ステーションへの転送のための装置部分は、部分的又は完全にプラスチックから構成されている。そのような散布機器2及び/又は散布パイプ2.4の装置部分として、特に、個々の運搬ベルト4の方向転換ローラ又は方向転換ロール4.1、圧縮機器及び熱い蒸気に間接的又は直接的に曝される部分が有る。そうすることによって、装置の動作中に構成部品、装置部分又は装置全体が過度に強く加熱されることがなく、そのため出来る限り多く不織布に供給すべき熱エネルギーを蒸気から奪うことがないことを保証すべきある。それによって、設備の全体的な効率を大幅に改善するとともに、不織布を効果的に加工又は処理することもできる。そのためには、筐体壁面2.1のノズル開口部2.2の出口端と不活性ガス、空気、水蒸気などのガス状媒体が吹き付けるべき不織布又はフリース上に当たる場所との間隔Aを0.5mm〜8mm、1mm〜5mm、或いは1mm〜3mmとすることも非常に重要である。間隔が約1mmの場合に、フリースの最適なニードリングが実現される。その間隔では、蒸気ジェットが最適な作用を及ぼすとともに、蒸気ジェット又はその熱エネルギーの作用に曝されるプラスチック部分又はプラスチックで被覆された部分が少ない熱しか蓄積しないので、熱損失が小さくなる。プラスチックとして、PE、PET又はプラスチック複合材を用いることができる。
【0107】
プラスチック製の被覆は、材料の厚さに関して、相応に厚くすべきである。被覆の厚さを金属板部分の厚さの約20〜50%とするのが有利である。
【0108】
運搬ベルト4,6.1及び/又は方向転換ロール4.1の大部分をプラスチックから構成することも有利であり、それにより、装置の構成部分の総重量を低減して、安価に製造することが可能となる。
【符号の説明】
【0109】
1 繊維及び/又はフィラメントから成るフリースの硬化装置
1.1 繊維及び/又はフィラメントから成るフリースの別の硬化装置
2 不活性ガス、空気及び水蒸気の中の一つ以上のための散布機器、第一及び第二のニードリング機器、散布パイプ
2.1 散布機器の筐体壁面
2.2 ノズル開口部、ノズル孔
2.3 ノズル孔の長さL
2.4 第三の散布パイプ
2.5 制御バルブ、蒸気逃がしバルブ、調節バルブ
2.6 第一の散布パイプ
2.7 接続配管
2.9 第二の散布パイプ
2.10 嵌入物体、円錐形部品
2.11 昇降機器
3 硬化ドラム、構造を持つドラム
3.1 吸引機器
3.2 蒸気排出口
4 ニードリングベルト、構造を持つベルト、運搬ベルト
4.1 方向転換ロール又は方向転換ローラ
5 散布機器の保持体
6 圧縮機器
6.1 圧縮機器の運搬ベルト
7 流入側
7.1 矢印、第一の流入側
7.2 矢印、第二の流入側
7.3 過熱器
8 流出側
9 フランジ管継手
10 敷設箇所、カーディング、スパンボンド不織布、フィラメント
10.2 敷設箇所、第二のカーディング、スパンボンド不織布、フィラメント
11 フリース、不織布
12 乾燥機、スクリーンドラム機器
13 集積場所、巻取機器、出力ステーション
14 空気式敷設機器、エアレイ機器
15 保管場所、集積場所、巻取機器
16 水などの液状媒体用ニードリング機器
17 歯付きローラ、起毛ローラ
19 カレンダー機器
20 後方給湿機器
A 間隔
【特許請求の範囲】
【請求項1】
繊維及び/又はフィラメントから成るフリース或いはそれ以外の不織布の処理装置であって、この装置は、多くのノズル開口部(2.2)を備えた中空形状の散布機器(2)から構成され、この散布機器を用いて、フリース又は不織布にガス状媒体を吹き付けることが可能である装置において、
ノズル開口部(2.2)が、フリース又は不織布の方を向いた散布機器(2)の筐体壁面(2.1)に配置されていることを特徴とする装置。
【請求項2】
散布機器(2)が、散布パイプ(2.4)として構成されていることを特徴とする請求項1に記載の装置。
【請求項3】
筐体壁面(2.1)のノズル開口部(2.2)と処理すべきフリース又は不織布の表面との間の間隔が10mm以内、有利には、8mm又は5mmであることを特徴とする請求項1又は2に記載の装置。
【請求項4】
ノズル開口部の長さ(2.3)が、ほぼ筐体壁面(2.1)の厚さと一致することを特徴とする請求項1から3までのいずれか一つに記載の装置。
【請求項5】
当該の散布機器が、熱い蒸気を吹き付ける役割を果たし、散布機器(2)の終端の領域又は流出側の領域には、蒸気排出口(3.2)が設けられていることを特徴とする請求項1に記載の装置。
【請求項6】
蒸気排出口(3.2)には、制御バルブ又は一つ以上のパラメータに応じて制御可能な蒸気逃がしバルブ(2.5)が繋がっていることを特徴とする請求項5に記載の装置。
【請求項7】
当該のガス状媒体の供給が、少なくとも、複数の接続配管(2.7)を介して散布パイプ(2.4)と接続されるとともに、それと平行に配置された先行する第一の散布パイプ(2.6)を経由して行われることを特徴とする請求項2に記載の装置。
【請求項8】
散布パイプ(2.4)が、単壁パイプとして構成され、ノズル開口部(2.2)が、その筐体壁面(2.1)に開けられていることを特徴とする請求項2に記載の装置。
【請求項9】
散布パイプ(2.4)の内部空間からフリース又は不織布の表面までの蒸気ジェットの行程(GL =A+L)が、0.1mm〜5mmに筐体壁面(2.1)のノズル開口部(2.2)の長さ(L)を加えた値であることを特徴とする請求項2に記載の装置。
【請求項10】
ノズル開口部(2.2)が設けられた散布パイプ(2.4)の下側領域の横断面が、平坦な形、円錐状に凹んだ形或いは凹面の形であることを特徴とする請求項1から9までのいずれか一つに記載の装置。
【請求項11】
散布パイプ(2.4)を備えた機器が、フリース又は不織布を載せた構造を持つベルト(4)の二つの方向転換ロール(4.1)の間に配置されていることを特徴とする請求項1から10までのいずれか一つに記載の装置。
【請求項12】
少なくとも散布パイプ(2.4)が、特殊鋼から構成されるとともに、二つ以上の保持体内に収容されていることを特徴とする請求項1から11までのいずれか一つに記載の装置。
【請求項13】
ノズル開口部(2.2)が、一列、二列又はそれ以上の数の配列で散布パイプ(2.4)に配置されていることを特徴とする請求項1から12までのいずれか一つに記載の装置。
【請求項14】
散布パイプ(2.4)の流入側(7)及び/又は流出側(8)には、パイプ継手又はフランジ管継手が配備されていることを特徴とする請求項1から13までのいずれか一つに記載の装置。
【請求項15】
散布パイプ(2.4)が、高さ及び/又は横方向を調整可能な形で保持体(5)内に収容されていることを特徴とする請求項1から14までのいずれか一つに記載の装置。
【請求項16】
当該のガス状媒体、有利には、熱い蒸気の配分が、散布パイプ(2.4)と接続された第二の散布パイプ(2.9)と接続配管(2.7)を介して繋がった第一の散布パイプ(2.6)を経由して行われることを特徴とする請求項7に記載の装置。
【請求項17】
第一の散布パイプ(2.6)の横断面を二つの流入側(7.1,7.2)に向かって変化させる、有利には、狭めて行くための追加の狭隘化部品が、第一の散布パイプ(2.6)内に配備されていることを特徴とする請求項1から16までのいずれか一つに記載の装置。
【請求項18】
当該の蒸気の供給が過熱器(7.3)を用いて行われ、このフリース又は不織布の水分含有量を制御する過熱器(7.3)は、少なくともアクチュエータによって制御可能であることを特徴とする請求項1から17までのいずれか一つに記載の装置。
【請求項19】
不織布の水分含有量を制御する過熱器(7.3)の温度は、制御機器及び/又は調節機器を用いて変更可能であることを特徴とする請求項18に記載の装置。
【請求項20】
過熱器(7.3)の温度及びフリース又は不織布の湿度は、少なくともそれぞれ一つの測定センサーを用いて検出され、それらの測定センサーが、当該の制御機器及び/又は調節機器と繋がっていることを特徴とする請求項19に記載の装置。
【請求項21】
実際値が計算機に転送されて、そこに保存されるとともに、設定可能な、或いは所望の目標値と比較されて、その実際値と目標値の差が、フリース又は不織布の湿度を調整するための制御パラメータ又は調節パラメータとしての役割を果たすことを特徴とする請求項18、19又は20に記載の装置。
【請求項22】
散布機器(2)及び/又は散布パイプ(2.4)と対置する、フリース又は不織布の処理及び/又は転送を行うための少なくとも一つの部分が、部分的又は完全にプラスチックから構成されていることを特徴とする請求項1から21までのいずれか一つに記載の装置。
【請求項23】
運搬ベルト(4)の少なくとも一つの方向転換ロール又は方向転換ローラが、部分的又は完全にプラスチックから構成されるか、或いはプラスチックで被覆されていることを特徴とする請求項22に記載の装置。
【請求項24】
散布機器(2)と対置する運搬ベルト又はニードリングベルト(4)が、少なくとも部分的にプラスチックから構成されるか、或いはプラスチックで被覆されていることを特徴とする請求項22に記載の装置。
【請求項25】
a)繊維又はフィラメントを運搬ベルト(4)上に敷設すること(フリース又は不織布の生成)が可能な敷設機器(カーディング機器10)と、
b)その敷設機器(カーディング機器10)に続く、不活性ガス、空気、水蒸気などのガス状媒体をフリース又は不織布に吹き付ける(予備硬化の)ための少なくとも一つの第一の散布機器(2)と、
c)パルプを第二の層として運搬ベルト(4)上に有るフリース又は不織布上に敷設することが可能な、特に、空気式敷設機器として構成された敷設機器(エアレイ機器14)と、
d)PEやPETなどのポリマー、或いは天然繊維と合成繊維及び/又はバイオ繊維から成る繊維混合物から構成されたフリース繊維素材を第三の層としてフリース又は不織布上に敷設することが可能な第二の敷設機器(カーディング機器10.2)と、
e)水をフリース又は不織布に吹き付けるニードリング機器(16)又はガス状媒体(不活性ガス、空気及び水蒸気の中の一つ以上)をフリース又は不織布に吹き付ける散布機器(2)と、
が、上記の順番で設置されていることを特徴とする請求項1から24までのいずれか一つに記載の装置。
【請求項26】
a)繊維又はフィラメントを運搬ベルト(4)上に敷設すること(フリース又は不織布の生成)が可能な敷設機器(カーディング機器10)と、
b)その敷設機器(カーディング機器10)に続く、不活性ガス、空気、水蒸気などのガス状媒体をフリース又は不織布に吹き付けるための少なくとも一つの第一の散布機器(2)と、
c)有利には、乾燥機を経由して、フリース(11)又は不織布を供給することが可能な保管場所又は集積場所(15)と、
が、上記の順番で設置されていることを特徴とする請求項1から24までのいずれか一つに記載の装置。
【請求項27】
ガス状媒体(不活性ガス、空気及び水蒸気の中の一つ以上)をフリース又は不織布に吹き付ける散布機器(2)の後に、乾燥機(12)が配置され、その後に一つ以上の後方給湿機器(20)が配置されていることを特徴とする請求項1から26までのいずれか一つに記載の装置。
【請求項1】
繊維及び/又はフィラメントから成るフリース或いはそれ以外の不織布の処理装置であって、この装置は、多くのノズル開口部(2.2)を備えた中空形状の散布機器(2)から構成され、この散布機器を用いて、フリース又は不織布にガス状媒体を吹き付けることが可能である装置において、
ノズル開口部(2.2)が、フリース又は不織布の方を向いた散布機器(2)の筐体壁面(2.1)に配置されていることを特徴とする装置。
【請求項2】
散布機器(2)が、散布パイプ(2.4)として構成されていることを特徴とする請求項1に記載の装置。
【請求項3】
筐体壁面(2.1)のノズル開口部(2.2)と処理すべきフリース又は不織布の表面との間の間隔が10mm以内、有利には、8mm又は5mmであることを特徴とする請求項1又は2に記載の装置。
【請求項4】
ノズル開口部の長さ(2.3)が、ほぼ筐体壁面(2.1)の厚さと一致することを特徴とする請求項1から3までのいずれか一つに記載の装置。
【請求項5】
当該の散布機器が、熱い蒸気を吹き付ける役割を果たし、散布機器(2)の終端の領域又は流出側の領域には、蒸気排出口(3.2)が設けられていることを特徴とする請求項1に記載の装置。
【請求項6】
蒸気排出口(3.2)には、制御バルブ又は一つ以上のパラメータに応じて制御可能な蒸気逃がしバルブ(2.5)が繋がっていることを特徴とする請求項5に記載の装置。
【請求項7】
当該のガス状媒体の供給が、少なくとも、複数の接続配管(2.7)を介して散布パイプ(2.4)と接続されるとともに、それと平行に配置された先行する第一の散布パイプ(2.6)を経由して行われることを特徴とする請求項2に記載の装置。
【請求項8】
散布パイプ(2.4)が、単壁パイプとして構成され、ノズル開口部(2.2)が、その筐体壁面(2.1)に開けられていることを特徴とする請求項2に記載の装置。
【請求項9】
散布パイプ(2.4)の内部空間からフリース又は不織布の表面までの蒸気ジェットの行程(GL =A+L)が、0.1mm〜5mmに筐体壁面(2.1)のノズル開口部(2.2)の長さ(L)を加えた値であることを特徴とする請求項2に記載の装置。
【請求項10】
ノズル開口部(2.2)が設けられた散布パイプ(2.4)の下側領域の横断面が、平坦な形、円錐状に凹んだ形或いは凹面の形であることを特徴とする請求項1から9までのいずれか一つに記載の装置。
【請求項11】
散布パイプ(2.4)を備えた機器が、フリース又は不織布を載せた構造を持つベルト(4)の二つの方向転換ロール(4.1)の間に配置されていることを特徴とする請求項1から10までのいずれか一つに記載の装置。
【請求項12】
少なくとも散布パイプ(2.4)が、特殊鋼から構成されるとともに、二つ以上の保持体内に収容されていることを特徴とする請求項1から11までのいずれか一つに記載の装置。
【請求項13】
ノズル開口部(2.2)が、一列、二列又はそれ以上の数の配列で散布パイプ(2.4)に配置されていることを特徴とする請求項1から12までのいずれか一つに記載の装置。
【請求項14】
散布パイプ(2.4)の流入側(7)及び/又は流出側(8)には、パイプ継手又はフランジ管継手が配備されていることを特徴とする請求項1から13までのいずれか一つに記載の装置。
【請求項15】
散布パイプ(2.4)が、高さ及び/又は横方向を調整可能な形で保持体(5)内に収容されていることを特徴とする請求項1から14までのいずれか一つに記載の装置。
【請求項16】
当該のガス状媒体、有利には、熱い蒸気の配分が、散布パイプ(2.4)と接続された第二の散布パイプ(2.9)と接続配管(2.7)を介して繋がった第一の散布パイプ(2.6)を経由して行われることを特徴とする請求項7に記載の装置。
【請求項17】
第一の散布パイプ(2.6)の横断面を二つの流入側(7.1,7.2)に向かって変化させる、有利には、狭めて行くための追加の狭隘化部品が、第一の散布パイプ(2.6)内に配備されていることを特徴とする請求項1から16までのいずれか一つに記載の装置。
【請求項18】
当該の蒸気の供給が過熱器(7.3)を用いて行われ、このフリース又は不織布の水分含有量を制御する過熱器(7.3)は、少なくともアクチュエータによって制御可能であることを特徴とする請求項1から17までのいずれか一つに記載の装置。
【請求項19】
不織布の水分含有量を制御する過熱器(7.3)の温度は、制御機器及び/又は調節機器を用いて変更可能であることを特徴とする請求項18に記載の装置。
【請求項20】
過熱器(7.3)の温度及びフリース又は不織布の湿度は、少なくともそれぞれ一つの測定センサーを用いて検出され、それらの測定センサーが、当該の制御機器及び/又は調節機器と繋がっていることを特徴とする請求項19に記載の装置。
【請求項21】
実際値が計算機に転送されて、そこに保存されるとともに、設定可能な、或いは所望の目標値と比較されて、その実際値と目標値の差が、フリース又は不織布の湿度を調整するための制御パラメータ又は調節パラメータとしての役割を果たすことを特徴とする請求項18、19又は20に記載の装置。
【請求項22】
散布機器(2)及び/又は散布パイプ(2.4)と対置する、フリース又は不織布の処理及び/又は転送を行うための少なくとも一つの部分が、部分的又は完全にプラスチックから構成されていることを特徴とする請求項1から21までのいずれか一つに記載の装置。
【請求項23】
運搬ベルト(4)の少なくとも一つの方向転換ロール又は方向転換ローラが、部分的又は完全にプラスチックから構成されるか、或いはプラスチックで被覆されていることを特徴とする請求項22に記載の装置。
【請求項24】
散布機器(2)と対置する運搬ベルト又はニードリングベルト(4)が、少なくとも部分的にプラスチックから構成されるか、或いはプラスチックで被覆されていることを特徴とする請求項22に記載の装置。
【請求項25】
a)繊維又はフィラメントを運搬ベルト(4)上に敷設すること(フリース又は不織布の生成)が可能な敷設機器(カーディング機器10)と、
b)その敷設機器(カーディング機器10)に続く、不活性ガス、空気、水蒸気などのガス状媒体をフリース又は不織布に吹き付ける(予備硬化の)ための少なくとも一つの第一の散布機器(2)と、
c)パルプを第二の層として運搬ベルト(4)上に有るフリース又は不織布上に敷設することが可能な、特に、空気式敷設機器として構成された敷設機器(エアレイ機器14)と、
d)PEやPETなどのポリマー、或いは天然繊維と合成繊維及び/又はバイオ繊維から成る繊維混合物から構成されたフリース繊維素材を第三の層としてフリース又は不織布上に敷設することが可能な第二の敷設機器(カーディング機器10.2)と、
e)水をフリース又は不織布に吹き付けるニードリング機器(16)又はガス状媒体(不活性ガス、空気及び水蒸気の中の一つ以上)をフリース又は不織布に吹き付ける散布機器(2)と、
が、上記の順番で設置されていることを特徴とする請求項1から24までのいずれか一つに記載の装置。
【請求項26】
a)繊維又はフィラメントを運搬ベルト(4)上に敷設すること(フリース又は不織布の生成)が可能な敷設機器(カーディング機器10)と、
b)その敷設機器(カーディング機器10)に続く、不活性ガス、空気、水蒸気などのガス状媒体をフリース又は不織布に吹き付けるための少なくとも一つの第一の散布機器(2)と、
c)有利には、乾燥機を経由して、フリース(11)又は不織布を供給することが可能な保管場所又は集積場所(15)と、
が、上記の順番で設置されていることを特徴とする請求項1から24までのいずれか一つに記載の装置。
【請求項27】
ガス状媒体(不活性ガス、空気及び水蒸気の中の一つ以上)をフリース又は不織布に吹き付ける散布機器(2)の後に、乾燥機(12)が配置され、その後に一つ以上の後方給湿機器(20)が配置されていることを特徴とする請求項1から26までのいずれか一つに記載の装置。
【図1a】

【図1b】
【図2】
【図3a】
【図3b】
【図3c】
【図4】
【図5】
【図6】
【図7a】
【図7b】
【図7c】
【図7d】
【図7e】
【図7f】
【図8】
【図1b】
【図2】
【図3a】
【図3b】
【図3c】
【図4】
【図5】
【図6】
【図7a】
【図7b】
【図7c】
【図7d】
【図7e】
【図7f】
【図8】
【公表番号】特表2010−522830(P2010−522830A)
【公表日】平成22年7月8日(2010.7.8)
【国際特許分類】
【出願番号】特願2010−500061(P2010−500061)
【出願日】平成20年2月21日(2008.2.21)
【国際出願番号】PCT/DE2008/000310
【国際公開番号】WO2008/119314
【国際公開日】平成20年10月9日(2008.10.9)
【出願人】(505196727)フライスナー・ゲゼルシャフト・ミト・ベシュレンクテル・ハフツング (19)
【Fターム(参考)】
【公表日】平成22年7月8日(2010.7.8)
【国際特許分類】
【出願日】平成20年2月21日(2008.2.21)
【国際出願番号】PCT/DE2008/000310
【国際公開番号】WO2008/119314
【国際公開日】平成20年10月9日(2008.10.9)
【出願人】(505196727)フライスナー・ゲゼルシャフト・ミト・ベシュレンクテル・ハフツング (19)
【Fターム(参考)】
[ Back to top ]