
フルオロプラスチック粉末コーティングを作成するための方法
【課題】PFA系コンポジットコーティング表面に生じる欠陥をなくしたコーティング層を提供する。
【解決手段】複数のフルオロプラスチック粉末と複数のエアロゲル粒子とフッ素系界面活性剤を含む粉末混合物を作成し、粉末混合物を材料表面に塗布し、硬化させる。複数のエアロゲル粒子は硬化中にレベリング剤により平らになり、コーティング層中に分散される。
【解決手段】複数のフルオロプラスチック粉末と複数のエアロゲル粒子とフッ素系界面活性剤を含む粉末混合物を作成し、粉末混合物を材料表面に塗布し、硬化させる。複数のエアロゲル粒子は硬化中にレベリング剤により平らになり、コーティング層中に分散される。
【発明の詳細な説明】
【技術分野】
【0001】
本教示は、一般にコーティングに関し、特にコンポジットフルオロプラスチックコーティングに関する。
【背景技術】
【0002】
異なるフィラー粒子を組み込んだポリフルオロアルコキシポリテトラフルオロエチレン(PFA)系コンポジットコーティングは、耐腐食性、耐浸透性、耐摩耗性、耐引っかき性などを有することが知られている。PFA系コンポジットコーティングは、PFA粉末とフィラー粒子の混合物を粉末コーティングすることによって作られることが多い。しかし、コンポジットコーティングの再現性が低いため、問題が生じる。PFA粉末とフィラー粒子の相互作用が不足し、粉末コーティングプロセス中に分離してしまう傾向があるためである。次いで、PFA系コンポジットコーティングに表面の欠陥が生成する。
【発明の概要】
【課題を解決するための手段】
【0003】
種々の実施形態によれば、本教示は、コーティング層を製造する方法を含む。この方法では、複数のフルオロプラスチック粉末と、複数のエアロゲル粒子と、フッ素系界面活性剤を含むレベリング剤とを含むように、粉末混合物を作成することができる。次いで、この粉末混合物を材料表面に塗布し、硬化させ、材料表面に、複数のフルオロプラスチック粉末からフルオロプラスチックコーティング層を作成することができる。複数のエアロゲル粒子は、硬化中にレベリング剤によって平らになり、フルオロプラスチックコーティング層の中に分散させることができる。
【0004】
種々の実施形態によれば、本教示は、コーティング層を製造する方法も含む。この方法では、複数のフルオロプラスチック粉末と、複数のエアロゲル粒子と、一時的なバインダー材料とを含むように粉末混合物を作成することができる。複数のエアロゲル粒子を、一時的なバインダー材料を介して複数のフルオロプラスチック粉末に接続することができる。次いで、粉末混合物を材料表面に塗布し、硬化させ、材料表面に、複数のフルオロプラスチック粉末からフルオロプラスチックコーティング層を作成することができる。硬化中、複数のエアロゲル粒子がフルオロプラスチックコーティング層に分散するように、一時的なバインダー材料を除去することができる。
【0005】
種々の実施形態によれば、本教示は、さらに、フューザー部材を製造する方法を含む。この方法では、複数のポリフルオロアルコキシポリテトラフルオロエチレン(PFA)粉末と、複数のエアロゲル粒子と、レベリング剤、一時的なバインダー材料、およびこれらの組み合わせのうち1種類以上とを含むように粉末混合物を作成することができる。粉末混合物を、フューザー部材のエラストマー層およびフューザー部材の基材のうち、1つに塗布することができる。粉末混合物を硬化させ、複数のエアロゲル粒子がフルオロプラスチックコーティング層に均一に分散し、約0.1μm(Sq)〜約5μm(Sq)の範囲の表面粗さを与えるように、複数のフルオロプラスチック粉末から、フューザー部材のトップコート層としてフルオロプラスチックコーティング層を作成することができる。
【図面の簡単な説明】
【0006】
【図1】図1は、本教示の種々の実施形態にしたがってフルオロプラスチックコーティング層を作成する種々の例示的な方法を示す。
【図2】図2は、本教示の種々の実施形態にしたがってフルオロプラスチックコーティング層を作成する種々の例示的な方法を示す。
【図3】図3は、本教示の種々の実施形態にしたがって、フルオロプラスチックコーティング層をトップコート層として備える種々の例示的なフューザー部材を示す。
【図4】図4は、本教示の種々の実施形態にしたがって、フルオロプラスチックコーティング層をトップコート層として備える種々の例示的なフューザー部材を示す。
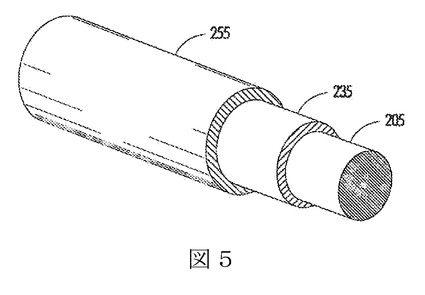
【図5】図5は、本教示の種々の実施形態にしたがって、フルオロプラスチックコーティング層をトップコート層として備える種々の例示的なフューザー部材を示す。
【発明を実施するための形態】
【0007】
種々の実施形態は、粉末コーティングの質を高めるために、レベリング剤および/または一時的なバインダー材料を用いることによって、粉末混合物からフルオロプラスチックコーティング層を作成する材料および方法を提供する。一実施形態では、フルオロプラスチックコーティング層は、層の中に分散した複数のフィラー粒子(例えば、エアロゲル粒子)を含んでいてもよい。フルオロプラスチックコーティング層を、例えば、フューザー部材、加圧部材、ドナー部材および/または他の可能なプリンタ部材を含むプリンタ部材のトップコート層として使用してもよい。
【0008】
いくつかの実施形態では、第1に、粉末混合物を作成することと;次いで、例えば、粉末コーティング技術を用いて、粉末混合物を材料表面に塗布することと;次いで、この塗布された粉末混合物を硬化させ、材料表面にフルオロプラスチック層を作成することによって、フルオロプラスチックコーティング層を作成することができる。
【0009】
1種類以上の溶媒中、例えば、フルオロプラスチック粉末;フィラー粒子;レベリング剤および/またはバインダー材料の種々の成分を含む粉末を混合した組成物から、粉末混合物を作成することができる。例示的なフルオロプラスチック粉末としては、限定されないが、ポリフルオロアルコキシポリテトラフルオロエチレン(PFA)粉末、ポリテトラフルオロエチレン(PTFE)粉末、ポリテトラフルオロエチレン(PTFE)粉末、フッ素化エチレンプロピレンコポリマー(FEP)粉末など、またはこれらの組み合わせを挙げることができる。例示的なフィラー粒子としては、限定されないが、エアロゲル粒子、金属粒子、金属酸化物粒子を挙げることができる。
【0010】
一実施形態では、フルオロプラスチック粉末を含有する第1の分散物と、フィラー粒子を含有する第2の分散物と、レベリング剤および/またはバインダー材料を含有する第3の分散物とを混合することによって、粉末を混合した組成物を作成することができる。第1、第2、第3の分散物は、それぞれ、同じ溶媒を使用してもよく、異なる溶媒を使用してもよい。別の実施形態では、フルオロプラスチック粉末およびフィラー粒子を、溶媒中、レベリング剤および/またはバインダー材料を含有する分散物と混合し、粉末を混合した組成物を作成することができる。さらなる実施形態では、レベリング剤および/またはバインダー材料を、フルオロプラスチック粉末および/またはフィラー粒子を含有する分散物に加えることができる。混合方法に関わらず、粉末を混合した組成物は、1種類の溶媒、または2種類以上の溶媒を含む溶媒混合物に分散した、フルオロプラスチック粉末、フィラー粒子、レベリング剤および/またはバインダー材料を含んでいてもよい。溶媒としては、例えば、イソプロパノール(IPA)、メチルエチルケトン(MEK)、メチル−イソブチルケトン(MIBK)、ブタノールを挙げることができる。
【0011】
粉末を混合した組成物から溶媒を少なくとも部分的に除去することによって、粉末混合物を作成することができ、本明細書では、これを「乾燥粉末混合物」と呼ぶこともある。次いで、乾燥粉末混合物を、任意の望ましい材料表面に粉末コーティングし、粉末コーティング層、例えば、フルオロプラスチックコーティング層を作成することができる。
【0012】
説明を簡単にするために、本明細書の記載は、主に、複数のPFA粉末と、複数のエアロゲル粒子と、レベリング剤および/またはバインダー材料とを含む粉末混合物に関する。
【0013】
例えば、粉末を混合した組成物から溶媒を除去した後、乾燥粉末混合物は、乾燥粉末混合物全体の約80重量%〜約99.9重量%、または約90重量%〜約99.5重量%、または約95重量%〜約99重量%の範囲の量でPFA粉末を含んでいてもよい。エアロゲル粒子は、乾燥粉末混合物の合計重量の約0.1%〜約15%、または約0.5%〜約10%、または約1%〜約5%の範囲の量で存在していてもよいが、PFA粉末およびエアロゲル粒子それぞれの量は、限定されない。
【0014】
いくつかの実施形態では、例示的なPFA粉末は、粉末の平均粒径が、約1μm〜約100μm、または約3〜約85、または約5〜約50であってもよいが、粒径は限定されない。
【0015】
いくつかの実施形態では、1種類以上のPFA粉末を、粉末コーティングプロセスを受ける粉末混合物に使用してもよい。例えば、2種類のPFA粉末を使用してもよく、粉末直径が小さな第1の種類のPFA粉末(本明細書で「小さなPFA粉末」とも呼ばれる)と、粉末直径が大きな第2の種類のPFA粉末(本明細書で「大きなPFA粉末」とも呼ばれる)を使用してもよい。いくつかの実施形態では、小さなPFA粉末は、粉末の平均粒径が、約1〜約20、または約3〜約15、または約5〜約10の範囲であってもよく、一方、大きなPFA粉末は、粉末の平均粒径が、約20〜約100、または約25〜約85、または約30〜約50の範囲であってもよい。この場合、大きなPFA粉末と小さなPFA粉末の重量比は、小さなPFA粉末約90部あたり、大きなPFA粉末約10部、または、小さなPFA粉末約80部あたり、大きなPFA粉末約20部、または小さなPFA粉末約30部あたり、大きなPFA粉末約70部であってもよい。
【0016】
例えば、Dupont Chemical製のMP320、ダイキン工業株式会社(日本)製のACX−21を含む、任意の適切な市販のPFA粉末を使用してもよい。
【0017】
本明細書で使用する場合、用語「エアロゲル粒子」は、質量密度が低く、高度に多孔性の材料を指す。エアロゲル粒子は、表面積を大きくすることができ、空隙率を大きくすることができる。一例では、エアロゲル粒子を、細孔液を用いてゲルを作成し、次いで、固相(すなわち、ゲル構造)を実質的に保持しつつ、ゲルから細孔液を除去することによって調製することができる。細孔液を除去した後、重合した材料を不活性雰囲気下で熱分解し、エアロゲルを作成する。ある場合には、乾燥中にゲルがほとんど縮まず、空隙率および関連する特徴が保存されるように乾燥したゲルを示すために、エアロゲルという用語を用いてもよい。特に、エアロゾルは、多数の小さな相互に接続した孔を備える固有の構造によって特徴づけることができる。
【0018】
エアロゲル粒子は、平均体積粒径が、ミクロン未満〜約50ミクロンまたはそれ以上であってもよい。エアロゲル粒子は、最初に望ましい大きさの粒子として作られてもよく、または大きな粒子を作成し、次いで、望ましい粒径になるまで粒径を小さくしてもよい。例えば、作成されたエアロゲル材料を粉砕してもよく、または、ナノサイズからミクロンサイズのエアロゲル粒子として直接作成してもよい。いくつかの実施形態では、エアロゲル粒子は、平均粒径が約50nm〜約30μm、または約200nmまたは約25μm、または約1μmまたは約20μmであってもよい。いくつかの実施形態では、エアロゲル粒子は、1種類以上のナノサイズの一次粒子(例えば、平均粒径が約50nmまたは約900nm)を含んでいてもよい。いくつかの実施形態では、エアロゲル粒子は、球状、またはほぼ球状、円柱形、棒状、ビーズ状、立方体、平板状、およびこれらの組み合わせの形状であってもよい。
【0019】
エアロゲル粒子は、セルが開いたマイクロ孔構造またはメソ孔構造を有していてもよい。いくつかの実施形態では、エアロゲル粒子の孔は、平均径が約500nm未満、または約5nm〜約500nm、または約10nm〜約250nm、または約20nm〜約100nmであってもよい。エアロゲル粒子は、平均空隙率が約50%〜約95%、または約60%〜約90%、または約70%〜約85%であってもよい。エアロゲル粒子は、平均表面積が約400m2/グラム以上、または約400m2/グラム〜約1200m2/グラムの範囲、または約500m2/グラム〜約1000m2/グラムの範囲、または、約600m2/グラム〜約800m2/グラムの範囲であってもよい。エアロゲル粒子は、質量密度が低くてもよく、例えば、約40kg/m3〜約100kg/m3、または約50kg/m3〜約90kg/m3、または約60kg/m3〜約80kg/m3であってもよい。
【0020】
例えば、無機エアロゲル、有機エアロゲル、炭素エアロゲル、およびこれらの混合物を含む、任意の適切なエアロゲル粒子を使用してもよい。特定の実施形態では、セラミックエアロゲル粒子を適切に使用してもよく、限定されないが、シリカ、アルミナ、チタニア、ジルコニア、炭化ケイ素、窒化ケイ素、および/または炭化タングステンが挙げられる。エアロゲル粒子は、場合により、金属のような他の元素でドープされていてもよい。ある実施形態では、エアロゲル粒子は、ポリマーエアロゲル、コロイド状エアロゲル、およびこれらの混合物から選択されるエアロゲルを含んでいてもよい。
【0021】
いくつかの実施形態では、エアロゲル粒子は、いくつかの供給源から商業的に入手することができる。超臨界流体抽出法によって、または、亜臨界乾燥によって調製されるエアロゲル粒子は、Cabot Corp.(ビレリカ、マサチューセッツ)、Aspen Aerogel,Inc.(ノースボロー、マサチューセッツ)、Hoechst,A.G.(ドイツ)、American Aerogel Corp.(ロチェスター、ニューヨーク)および/またはDow Corning(ミッドランド、MI)から入手可能である。
【0022】
ここで使用する場合、粉末を混合した組成物およびその粉末混合物に配合される「レベリング剤」との用語は、例えば、粉末を混合した組成物およびその粉末混合物の成分の表面張力を下げ、および/または粉末混合物から作られる最終的な粉末コーティング層(例えば、フルオロプラスチックコーティング層)の表面の欠損を抑える表面制御剤を指す。
レベリング剤は、非イオン性レベリング剤、アニオン性レベリング剤、および/またはカチオン性レベリング剤であってもよい。
【0023】
一実施形態では、レベリング剤は、少なくとも1個のフッ素原子を含むフッ素系界面活性剤であってもよい。フッ素系界面活性剤は、フッ素グラフトコポリマーを含むフッ素含有ポリマー界面活性剤であってもよい。例えば、フッ素系界面活性剤は、メタクリレート系フルオロ界面活性剤、例えば、メタクリル酸メチルのポリフルオロアクリレート誘導体、および/またはポリフルオロアクリレートメチルメタクリレートであってもよい。一実施形態では、フッ素系界面活性剤は、以下のような一般式を有していてもよく、
【化1】

式中、mおよびnは、独立して、約1〜約300、または約1〜約200、または約10〜約100の整数をあらわし、pは、約1〜約20、または約5〜約15、または約5〜約10の整数をあらわし、iは、約1〜約500、または約1〜約100、または約200まで、または約5〜約75の整数をあらわす。いくつかの実施形態では、側鎖の数を、実質的に同じにできることが望ましい。つまり、変数mおよびnの差が約10%未満、例えば、約5%未満、または約1%未満であるか、または、m=nであるように選択されることが望ましい。ある実施形態では、mおよびnは、独立して、約1〜約99の整数をあらわし、pは、約1〜約10の整数をあらわし、fは、約8の整数をあらわし、iは、約10〜約500の整数をあらわす。
【0024】
フッ素系界面活性剤の非限定的な例としては、ポリ(フルオロアクリレート)−グラフト−ポリ(メタクリル酸メチル)界面活性剤、側鎖にグリコールおよび/またはペルフルオロアルキルスルホネート基を有するフッ素化アクリレートコポリマー界面活性剤、側鎖にトリフルオロエトキシ基を含むポリエーテルコポリマー界面活性剤など、またはこれらの組み合わせを挙げることができる。例えば、ポリ(フルオロアクリレート)−グラフト−ポリ(メタクリル酸メチル)界面活性剤は、重量平均分子量が約25,000以上であってもよい。フッ素系界面活性剤の市販製品としては、例えば、東亜合成化学株式会社製のGF−300またはGF−400を挙げることができる。別の適切な市販のメタクリレート系フッ素系界面活性剤またはフルオロ界面活性剤製品としては、例えば、Cytonix Corp.製のFluorN 489メタクリレートフルオロ界面活性剤が挙げられる。その他のものとしては、Tongosei Chemical Industries製のGF−150;日油株式会社製のMODIPER F−600;AGC旭硝子製のSURFLON S−381およびS−382;3M製のFC−430、FC−4430、FC−4432およびFC−129などが挙げられる。
【0025】
いくつかの実施形態では、レベリング剤の組み込みによって、PFA粉末および/またはエアロゲル粒子を、粉末を混合した組成物およびその粉末混合物に安定かつ均一に分散させ、望ましいコーティング品質および最終的なフルオロプラスチックコーティング層の望ましい性質を得ることができる。例えば、レベリング剤の量は、粉末混合物またはその組成物中に存在するPFA粉末および/またはエアロゲル粒子の量によって変わるだろう。例えば、PFA粉末および/またはエアロゲル粒子の量が増えるにつれて、分散品質を維持し、それによりコーティング品質を維持するために、フッ素系界面活性剤のレベリング剤の量を、これに比例して増やすことができる。例えば、PFA粉末および/またはエアロゲル粒子に対するフッ素系界面活性剤の重量比は、約0.1%〜約5%、または約0.3%〜約3%、または約0.5%〜約2%であってもよい。
【0026】
本明細書で使用する場合、用語「バインダー材料」は、バインダー材料を介し、複数のエアロゲル粒子を複数のフルオロプラスチック粉末と接続するための、粉末を混合した組成物およびその乾燥粉末混合物の中のポリマーバインダー材料を指し、その結果、均質な粉末を混合した組成物を作成することができ、それによって、均質な乾燥粉末混合物を作成することができる。いくつかの実施形態では、本明細書で開示するバインダー材料は、このバインダー材料が、後の粉末コーティング層の硬化プロセス中に除去することができるため、「一時的なバインダー材料」と呼ぶこともできる。結果として、フルオロプラスチックポリマーマトリックスに分散したエアロゲル粒子を含む均一なコーティング層が作られる。
【0027】
いくつかの実施形態では、バインダー材料としては、限定されないが、ポリ(プロピレンカーボネート)(PPC)、ポリ(エチレンカーボネート)、プロピレンカーボネートとエチレンカーボネートのコポリマー、および/またはこれらの組み合わせを含むポリ(アルキレンカーボネート)(PAC)が挙げられる。
【0028】
図1〜2は、本教示の種々の実施形態にしたがってフルオロプラスチックコーティング層を作成する種々の例示的な方法を示す。
【0029】
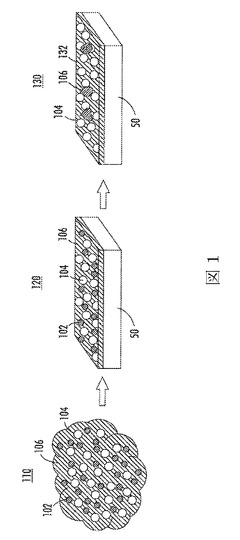
図1において、複数のPFA粉末102、複数のエアロゲル粒子104、レベリング剤106としてフッ素系界面活性剤を含むように、例示的な粉末混合物110を作成することができる。粉末混合物110は、例えば、PFA粉末、エアロゲル粒子、フッ素系界面活性剤を1種類以上の溶媒中に含む、対応する粉末を混合した組成物を乾燥させることによって作成することができる。
【0030】
次いで、粉末混合物110を、例えば、基材50の上に粉末コーティングし、コーティングされた基材120を作成してもよい。粉末混合物110を静電的に塗布してもよく、または他の手段によって塗布してもよく、次いで、熱を加えつつ硬化させ、フルオロプラスチック粉末102が流動し、フルオロプラスチック膜またはフルオロプラスチックコーティング層を作成する。硬化した基材130の基材50の上に得られたフルオロプラスチックコーティング層132は、硬化プロセスの間にレベリング剤106によって平らになったエアロゲル粒子104を含んでいてもよい。
【0031】
図1の硬化温度は、フルオロプラスチック粉末、エアロゲル粒子、レベリング剤の選択によって決定することができる。例えば、図1の硬化温度は、約285℃〜約380℃、または約290℃〜約370℃、または約300℃〜約350℃の範囲であってもよい。いくつかの実施形態では、硬化プロセスの後に、レベリング剤106は、図1に示すように、得られたフルオロプラスチックコーティング層132中に少なくとも部分的に維持されてもよい。他の実施形態では、レベリング剤106は、得られたフルオロプラスチックコーティング層132から除去されてもよい。
【0032】
レベリング剤が、粉末を混合した組成物および乾燥粉末混物へのPFA粉末およびエアロゲル粒子の均一な分散を容易にすることができるため、生成したフルオロプラスチックコーティング層132を、表面に最小限の欠陥があるか、または表面に欠陥のない高品質コーティングを有する連続コーティング層にすることができる。いくつかの実施形態では、フルオロプラスチックコーティング層132は、均一および/または非多孔質であってもよい。
【0033】
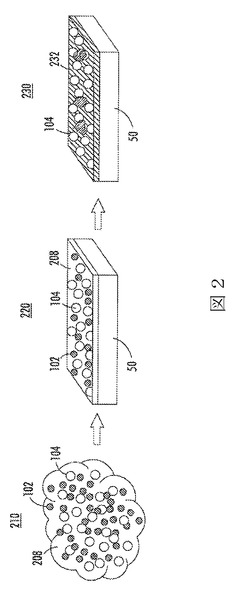
図2において、複数のPFA粉末102と、複数のエアロゲル粒子104と、バインダー材料208とを含むように例示的な粉末混合物210を作成することができる。いくつかの実施形態では、エアロゲル粒子104を、バインダー材料208を介してPFA粉末102に接続してもよい。粉末混合物210は、例えば、PFA粉末と、エアロゲル粒子と、バインダー材料とを1種類以上の溶媒中に含む、対応する粉末を混合した組成物を乾燥することによって、作成することができる。
【0034】
次いで、粉末混合物210を、例えば、粉末コーティング技術を用いて基材50に粉末コーティングし、コーティングされた基材220を作成することができる。コーティングされた基材220は、バインダー材料208を介してPFA粉末102に接続したエアロゲル粒子104を備えており、これを硬化させ、基材50の上で、複数のフルオロプラスチック粉末102によって硬化したフルオロプラスチックコーティング層232を含む硬化した基材230を作成することができる。
【0035】
図2の硬化温度は、フルオロプラスチック粉末、エアロゲル粒子、バインダー材料の選択によって決定することができる。例えば、図2の硬化温度は、バインダー材料を硬化プロセスによって除去することができるように、バインダー材料の分解温度よりも高くなるように選択することができる。いくつかの実施形態では、硬化温度は、約285℃〜約380℃、または約290℃〜約370℃、または約300℃〜約350℃の範囲であってもよい。
【0036】
硬化プロセスの後、フルオロプラスチックコーティング層232は、例えば、コーティング層232の中に均一に分散したエアロゲル粒子104を含んでいてもよい。フルオロプラスチックコーティング層232は、分解のため、バインダー材料を含んでいない。この一時的な特徴のため、バインダー材料の使用は、最終的なフルオロプラスチックコーティング層の性能に何ら影響を与えないが、作成中は、PFA粉末とエアロゲル粒子との間に望ましい相互作用を提供するだろう。生成したフルオロプラスチックコーティング層232は、表面の欠陥が最小限であるか、または表面に欠陥のない高品質コーティングを有する連続コーティング層であってもよい。いくつかの実施形態では、フルオロプラスチックコーティング層232は、均一および/または非多孔質であってもよい。
【0037】
いくつかの実施形態では、例示的な粉末混合物は、例示的なPFA粉末102およびエアロゲル粒子104だけではなく、レベリング剤106およびバインダー材料208の両方を含むように、図1〜2の方法を組み合わせることによって作成することができる。この場合、エアロゲル粒子を、レベリング剤(例えば、フッ素系界面活性剤)によって平らにすることができ、さらに、バインダー材料を介し、PFA粉末に接続することができる。粉末混合物を、例えば、PFA粉末と、エアロゲル粒子と、レベリング剤と、バインダー材料とを1種類以上の溶媒中に含む、対応する粉末を混合した組成物を乾燥させることによって作成することができる。
【0038】
次いで、レベリング剤106とバインダー材料208とを両方とも含む粉末混合物を、粉末コーティング技術を用いて基材に粉末コーティングし、コーティングされた基材を作成することができる。次いで、レベリング剤によって平らになり、かつバインダー材料を介してPFA粉末に接続したエアロゲル粒子を含むコーティングされた基材を硬化させ、基材表面に、フルオロプラスチック粉末から、フルオロプラスチックコーティング層を作成することができる。この場合、硬化温度は、約285℃〜約380℃、または約290℃〜約370℃、または約300℃〜約350℃の範囲であってもよい。結果として、フルオロプラスチックコーティング層は、コーティング層に分散したエアロゲル粒子を含んでいてもよい。フルオロプラスチックコーティング層は、レベリング剤および/またはバインダー材料を含んでいてもよく、含んでいなくてもよい。フルオロプラスチックコーティング層は、表面の欠陥が少ないか、または表面に欠陥のない高品質の連続膜であってもよい。作成したフルオロプラスチックコーティング層は、均一および/または非多孔質であってもよい。
【0039】
いくつかの実施形態では、得られるフルオロプラスチックコーティング層(例えば、図1〜2の132/232を参照)は、厚みが約10μm〜約100μm、または約20μm〜約80μm、または約30μm〜約50μmになるように作成することができる。得られるフルオロプラスチックコーティング層は、例えば、表面特性、電気特性、機械特性、熱特性および/または化学特性を含む望ましい均一な性質を与えるように作成することができる。得られるフルオロプラスチックコーティング層は、表面粗さが、約0.1μm〜約5μm、または約0.5μm〜約3μm、または約1μm〜約2μmであってもよい。
【0040】
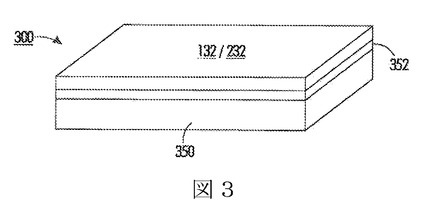
いくつかの実施形態では、本教示の種々の実施形態にしたがって、図1〜2の硬化した基材130/230をプリンタ部材(例えば、フューザー部材)として使用することができ、このとき、基材50は、ベルト、膜またはシートの形態のフューザー基材(図3の350を参照)である。いくつかの実施形態では、別の例示的なフューザーベルトは、図3に示すように、フューザー基材350と、トップコート層である例示的なフルオロプラスチックコーティング層132/232との間に作られるベース層352を備えていてもよい。ベース層352は、限定されないが、エラストマー層、中間層および/または接着層を含む1つ以上の機能性層を含んでいてもよい。
【0041】
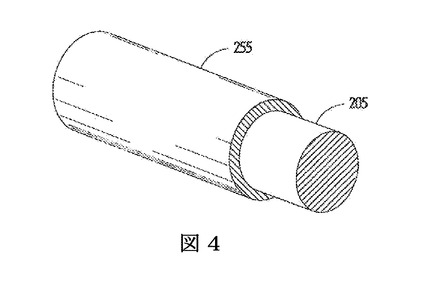
いくつかの実施形態では、図1〜2のフルオロプラスチックコーティング層132/232を、図4〜5に示すようなフューザー部材のトップコート層として作成してもよく、このとき、フューザー基材205は、例えば、円筒形の管、固体円柱形の軸、またはドレルトの形態をしていてもよい。
【0042】
図4において、トップコート層(例えば、フルオロプラスチックコーティング層255、例えば、フルオロプラスチックコーティング層132/232)を、フューザー基材205の上に直接作成してもよい。図5において、トップコート層255(例えば、フルオロプラスチックコーティング層132/232)を、本明細書に開示している1つ以上の機能性層を含むベース層235の上に作成してもよい。ベース層235を、フューザー基材205の上に作成してもよい。
【0043】
いくつかの実施形態では、図3〜5のフューザー基材350/205は、限定されないが、金属、プラスチックおよび/またはセラミックを含む材料から作られてもよい。例えば、金属としては、アルミニウム、陽極酸化されたアルミニウム、鋼鉄、ニッケルおよび/または銅を挙げることができる。プラスチックとしては、ポリイミド、ポリエステル、ポリエーテルエーテルケトン(PEEK)、ポリ(アリーレンエーテル)、および/またはポリアミドを挙げることができる。
【0044】
図3のベース層352および図5のベース層235のエラストマー層は、例えば、イソプレン、クロロプレン、エピクロロヒドリン、ブチルエラストマー、ポリウレタン、シリコーンエラストマー、フッ素エラストマー、スチレン−ブタジエンエラストマー、ブタジエンエラストマー、ニトリルエラストマー、エチレンプロピレンエラストマー、エピクロロヒドリン−エチレンオキシドコポリマー、エピクロロヒドリン−エチレンオキシド−アリルグリシジルエーテルコポリマー、エチレン−プロピレン−ジエン(EPDM)エラストマー、アクリロニトリル−ブタジエンコポリマー(NBR)、天然ゴムなど、およびこれらの組み合わせを含む材料から作られてもよい。高いコーティング品質と、望ましい性質をもつフルオロプラスチックコーティング層132/232を使用すると、高い印刷品質を得ることができる。
【実施例】
【0045】
(実施例1:コントロール例−エアロゲル/PFAのコーティング調製)
約2.5グラムの疎水性シリカエアロゲル(VM2270エアロゲル粉末、Dow Corning)を含む約100グラムのPFA粉末混合物を、音波処理しつつイソプロパノール(IPA)に分散させ、約500グラムの十分に分散したPFAコンポジット分散物を作成した。エバポレーションによって溶媒を除去し、減圧下で乾燥させた後、乾燥PFA粉末混合物を集めた。
【0046】
接着のために約3μm〜約5μmのプライマー層(DuPont PL−990CL)を浸漬噴霧し、次いで、このプライマーを塗布したロールに静電粉末コーティングプロセスによってPFA粉末混合物を塗布し、約25μm〜約35μmのエアロゲル/PFAトップコート層を製造することによって、フューザーロールを製造した。次いで、対流式乾燥器中、これらのロールを速やかに室温から約330℃の硬化温度まで約10〜約15分間かけて加熱し、約20分間安定に維持して連続膜を作成した。次いで、乾燥器を開け、フューザーロールを約5分間で約235℃まで冷却した後、フューザーロールを室温環境に置いた。
【0047】
SEM画像からわかるように、得られたエアロゲル/PFAコーティング層は、層全体に空隙を含んでおり、このことは、エアロゲル粒子とPFAポリマーマトリックスとの間の相互作用が不足していることを示している。
【0048】
(実施例2:界面活性剤GF−400を用いたコーティング調製)
約2.5グラムの疎水性シリカエアロゲル(VM2270エアロゲル粉末、Dow Corning)を含む約100グラムのPFA粉末混合物を、東亜合成化学株式会社(日本)製のGF−400フッ素基含有グラフトポリマー約0.8グラムを含むメチルエチルケトン(MEK)溶液に音波処理によって分散させ、約250グラムの均質なエアロゲル/PFAコンポジット分散物を作成した。エバポレーションによって溶媒MEKを除去し、真空下で乾燥させることによって、GF−400を含む乾燥PFA粉末混合物を集めた。
【0049】
次いで、GF−400を含むPFA粉末混合物を、プライマーを塗布したフューザーロールの上に粉末コーティングすることによって、フューザーロールを実施例1に記載の手順にしたがって作成した。得られたコーティング層は、SEM画像によって観察すると、非多孔性の均一な層であり、このことは、GF−400が、粉末コーティングのPFA溶融プロセス中、エアロゲル粒子を濡らし、平らにすることによって、PFA粉末とエアロゲル粒子との界面の相互作用を効率よく高めていることを示している。
【0050】
(実施例3:コントロール例−エアロゲル/PFAのコーティング調製)
約10グラムのPFA粉末を、音波処理しつつメチルエチルケトン(MEK)に分散させ、粉砕し、約20gのPFA分散物を製造した。約0.25グラムのエアロゲル粒子をMEKに分散させ、約5グラムの分散物を製造した。PFAとエアロゲル分散物を粉砕によって混合した。エバポレーションによって溶媒MEKを除去し、真空下で乾燥させることによって、2.5%のエアロゲル粒子を含む乾燥粉末混合物を集めた。
【0051】
(実施例4:一時的なバインダー材料PPCを用いたコーティング調製)
約10グラムのPFA粉末を、超音波処理しつつメチルエチルケトン(MEK)に分散させ、粉砕し、約20gのPFA分散物を製造した。約0.25グラムのエアロゲル粒子をMEKに分散し、約5グラムの分散物を製造した。分子量が約265,000g/molである約20%のポリ(プロピレンカーボネート)(PPC)バインダーポリマー(Empower Materials−QPAC(登録商標)40)を含む約0.625グラムのMEK溶液を、上のエアロゲル分散物に加え、次いで、粉砕することによってPFA分散物と混合し、約25グラムの粉末分散物を作成した。エバポレーションによって溶媒MEKを除去し、真空下で乾燥させることによって、約2.5wt%のエアロゲル粒子と約1.3wt%のPPCとを含有する乾燥粉末混合物を集めた。
【0052】
実施例3〜4で調製した粉末混合物の光学電子顕微鏡画像を比較すると、一時的なバインダー材料PPCを用いない個々のエアロゲル粒子は、粉末混合物中にゆるく分散していることが観察され、一方、エアロゲル粒子は、一時的なPPCバインダー材料によってPFA粒子に実質的に完全に結合していることが観察された。例えば、粗い表面をもち、顆粒形状のエアロゲル粒子は、PPCによって、球状で平滑なPFA粒子と結合した。
【0053】
次いで、実施例1に示すように、実施例3および/または実施例4で作成した粉末混合物を静電粉末コーティングし、エアロゲル/PFAトップコート層を作成することによって、フューザーロールを製造した。結果として、一時的なバインダー材料を用いて作成したトップコート層は、空隙を発生させることなく、連続的なPFAコーティング層にエアロゲル粒子が均一に分布した。しかし、一時的なバインダー材料を用いずに作成したトップコート層は、非連続的であり、非均一であることが観察された。
【0054】
本開示の広い範囲を規定する数値範囲およびパラメータは、概算値であるものの、特定の実施例に記載される数値範囲は、可能な限り正確に報告している。しかし、あらゆる数値範囲は、それぞれの試験測定でみられるような標準偏差から必然的に得られる特定の誤差を本質的に含んでいる。さらに、本明細書に開示しているあらゆる範囲は、その範囲の中に含まれる任意の部分範囲およびあらゆる部分範囲を包含すると理解されるべきである。
【技術分野】
【0001】
本教示は、一般にコーティングに関し、特にコンポジットフルオロプラスチックコーティングに関する。
【背景技術】
【0002】
異なるフィラー粒子を組み込んだポリフルオロアルコキシポリテトラフルオロエチレン(PFA)系コンポジットコーティングは、耐腐食性、耐浸透性、耐摩耗性、耐引っかき性などを有することが知られている。PFA系コンポジットコーティングは、PFA粉末とフィラー粒子の混合物を粉末コーティングすることによって作られることが多い。しかし、コンポジットコーティングの再現性が低いため、問題が生じる。PFA粉末とフィラー粒子の相互作用が不足し、粉末コーティングプロセス中に分離してしまう傾向があるためである。次いで、PFA系コンポジットコーティングに表面の欠陥が生成する。
【発明の概要】
【課題を解決するための手段】
【0003】
種々の実施形態によれば、本教示は、コーティング層を製造する方法を含む。この方法では、複数のフルオロプラスチック粉末と、複数のエアロゲル粒子と、フッ素系界面活性剤を含むレベリング剤とを含むように、粉末混合物を作成することができる。次いで、この粉末混合物を材料表面に塗布し、硬化させ、材料表面に、複数のフルオロプラスチック粉末からフルオロプラスチックコーティング層を作成することができる。複数のエアロゲル粒子は、硬化中にレベリング剤によって平らになり、フルオロプラスチックコーティング層の中に分散させることができる。
【0004】
種々の実施形態によれば、本教示は、コーティング層を製造する方法も含む。この方法では、複数のフルオロプラスチック粉末と、複数のエアロゲル粒子と、一時的なバインダー材料とを含むように粉末混合物を作成することができる。複数のエアロゲル粒子を、一時的なバインダー材料を介して複数のフルオロプラスチック粉末に接続することができる。次いで、粉末混合物を材料表面に塗布し、硬化させ、材料表面に、複数のフルオロプラスチック粉末からフルオロプラスチックコーティング層を作成することができる。硬化中、複数のエアロゲル粒子がフルオロプラスチックコーティング層に分散するように、一時的なバインダー材料を除去することができる。
【0005】
種々の実施形態によれば、本教示は、さらに、フューザー部材を製造する方法を含む。この方法では、複数のポリフルオロアルコキシポリテトラフルオロエチレン(PFA)粉末と、複数のエアロゲル粒子と、レベリング剤、一時的なバインダー材料、およびこれらの組み合わせのうち1種類以上とを含むように粉末混合物を作成することができる。粉末混合物を、フューザー部材のエラストマー層およびフューザー部材の基材のうち、1つに塗布することができる。粉末混合物を硬化させ、複数のエアロゲル粒子がフルオロプラスチックコーティング層に均一に分散し、約0.1μm(Sq)〜約5μm(Sq)の範囲の表面粗さを与えるように、複数のフルオロプラスチック粉末から、フューザー部材のトップコート層としてフルオロプラスチックコーティング層を作成することができる。
【図面の簡単な説明】
【0006】
【図1】図1は、本教示の種々の実施形態にしたがってフルオロプラスチックコーティング層を作成する種々の例示的な方法を示す。
【図2】図2は、本教示の種々の実施形態にしたがってフルオロプラスチックコーティング層を作成する種々の例示的な方法を示す。
【図3】図3は、本教示の種々の実施形態にしたがって、フルオロプラスチックコーティング層をトップコート層として備える種々の例示的なフューザー部材を示す。
【図4】図4は、本教示の種々の実施形態にしたがって、フルオロプラスチックコーティング層をトップコート層として備える種々の例示的なフューザー部材を示す。
【図5】図5は、本教示の種々の実施形態にしたがって、フルオロプラスチックコーティング層をトップコート層として備える種々の例示的なフューザー部材を示す。
【発明を実施するための形態】
【0007】
種々の実施形態は、粉末コーティングの質を高めるために、レベリング剤および/または一時的なバインダー材料を用いることによって、粉末混合物からフルオロプラスチックコーティング層を作成する材料および方法を提供する。一実施形態では、フルオロプラスチックコーティング層は、層の中に分散した複数のフィラー粒子(例えば、エアロゲル粒子)を含んでいてもよい。フルオロプラスチックコーティング層を、例えば、フューザー部材、加圧部材、ドナー部材および/または他の可能なプリンタ部材を含むプリンタ部材のトップコート層として使用してもよい。
【0008】
いくつかの実施形態では、第1に、粉末混合物を作成することと;次いで、例えば、粉末コーティング技術を用いて、粉末混合物を材料表面に塗布することと;次いで、この塗布された粉末混合物を硬化させ、材料表面にフルオロプラスチック層を作成することによって、フルオロプラスチックコーティング層を作成することができる。
【0009】
1種類以上の溶媒中、例えば、フルオロプラスチック粉末;フィラー粒子;レベリング剤および/またはバインダー材料の種々の成分を含む粉末を混合した組成物から、粉末混合物を作成することができる。例示的なフルオロプラスチック粉末としては、限定されないが、ポリフルオロアルコキシポリテトラフルオロエチレン(PFA)粉末、ポリテトラフルオロエチレン(PTFE)粉末、ポリテトラフルオロエチレン(PTFE)粉末、フッ素化エチレンプロピレンコポリマー(FEP)粉末など、またはこれらの組み合わせを挙げることができる。例示的なフィラー粒子としては、限定されないが、エアロゲル粒子、金属粒子、金属酸化物粒子を挙げることができる。
【0010】
一実施形態では、フルオロプラスチック粉末を含有する第1の分散物と、フィラー粒子を含有する第2の分散物と、レベリング剤および/またはバインダー材料を含有する第3の分散物とを混合することによって、粉末を混合した組成物を作成することができる。第1、第2、第3の分散物は、それぞれ、同じ溶媒を使用してもよく、異なる溶媒を使用してもよい。別の実施形態では、フルオロプラスチック粉末およびフィラー粒子を、溶媒中、レベリング剤および/またはバインダー材料を含有する分散物と混合し、粉末を混合した組成物を作成することができる。さらなる実施形態では、レベリング剤および/またはバインダー材料を、フルオロプラスチック粉末および/またはフィラー粒子を含有する分散物に加えることができる。混合方法に関わらず、粉末を混合した組成物は、1種類の溶媒、または2種類以上の溶媒を含む溶媒混合物に分散した、フルオロプラスチック粉末、フィラー粒子、レベリング剤および/またはバインダー材料を含んでいてもよい。溶媒としては、例えば、イソプロパノール(IPA)、メチルエチルケトン(MEK)、メチル−イソブチルケトン(MIBK)、ブタノールを挙げることができる。
【0011】
粉末を混合した組成物から溶媒を少なくとも部分的に除去することによって、粉末混合物を作成することができ、本明細書では、これを「乾燥粉末混合物」と呼ぶこともある。次いで、乾燥粉末混合物を、任意の望ましい材料表面に粉末コーティングし、粉末コーティング層、例えば、フルオロプラスチックコーティング層を作成することができる。
【0012】
説明を簡単にするために、本明細書の記載は、主に、複数のPFA粉末と、複数のエアロゲル粒子と、レベリング剤および/またはバインダー材料とを含む粉末混合物に関する。
【0013】
例えば、粉末を混合した組成物から溶媒を除去した後、乾燥粉末混合物は、乾燥粉末混合物全体の約80重量%〜約99.9重量%、または約90重量%〜約99.5重量%、または約95重量%〜約99重量%の範囲の量でPFA粉末を含んでいてもよい。エアロゲル粒子は、乾燥粉末混合物の合計重量の約0.1%〜約15%、または約0.5%〜約10%、または約1%〜約5%の範囲の量で存在していてもよいが、PFA粉末およびエアロゲル粒子それぞれの量は、限定されない。
【0014】
いくつかの実施形態では、例示的なPFA粉末は、粉末の平均粒径が、約1μm〜約100μm、または約3〜約85、または約5〜約50であってもよいが、粒径は限定されない。
【0015】
いくつかの実施形態では、1種類以上のPFA粉末を、粉末コーティングプロセスを受ける粉末混合物に使用してもよい。例えば、2種類のPFA粉末を使用してもよく、粉末直径が小さな第1の種類のPFA粉末(本明細書で「小さなPFA粉末」とも呼ばれる)と、粉末直径が大きな第2の種類のPFA粉末(本明細書で「大きなPFA粉末」とも呼ばれる)を使用してもよい。いくつかの実施形態では、小さなPFA粉末は、粉末の平均粒径が、約1〜約20、または約3〜約15、または約5〜約10の範囲であってもよく、一方、大きなPFA粉末は、粉末の平均粒径が、約20〜約100、または約25〜約85、または約30〜約50の範囲であってもよい。この場合、大きなPFA粉末と小さなPFA粉末の重量比は、小さなPFA粉末約90部あたり、大きなPFA粉末約10部、または、小さなPFA粉末約80部あたり、大きなPFA粉末約20部、または小さなPFA粉末約30部あたり、大きなPFA粉末約70部であってもよい。
【0016】
例えば、Dupont Chemical製のMP320、ダイキン工業株式会社(日本)製のACX−21を含む、任意の適切な市販のPFA粉末を使用してもよい。
【0017】
本明細書で使用する場合、用語「エアロゲル粒子」は、質量密度が低く、高度に多孔性の材料を指す。エアロゲル粒子は、表面積を大きくすることができ、空隙率を大きくすることができる。一例では、エアロゲル粒子を、細孔液を用いてゲルを作成し、次いで、固相(すなわち、ゲル構造)を実質的に保持しつつ、ゲルから細孔液を除去することによって調製することができる。細孔液を除去した後、重合した材料を不活性雰囲気下で熱分解し、エアロゲルを作成する。ある場合には、乾燥中にゲルがほとんど縮まず、空隙率および関連する特徴が保存されるように乾燥したゲルを示すために、エアロゲルという用語を用いてもよい。特に、エアロゾルは、多数の小さな相互に接続した孔を備える固有の構造によって特徴づけることができる。
【0018】
エアロゲル粒子は、平均体積粒径が、ミクロン未満〜約50ミクロンまたはそれ以上であってもよい。エアロゲル粒子は、最初に望ましい大きさの粒子として作られてもよく、または大きな粒子を作成し、次いで、望ましい粒径になるまで粒径を小さくしてもよい。例えば、作成されたエアロゲル材料を粉砕してもよく、または、ナノサイズからミクロンサイズのエアロゲル粒子として直接作成してもよい。いくつかの実施形態では、エアロゲル粒子は、平均粒径が約50nm〜約30μm、または約200nmまたは約25μm、または約1μmまたは約20μmであってもよい。いくつかの実施形態では、エアロゲル粒子は、1種類以上のナノサイズの一次粒子(例えば、平均粒径が約50nmまたは約900nm)を含んでいてもよい。いくつかの実施形態では、エアロゲル粒子は、球状、またはほぼ球状、円柱形、棒状、ビーズ状、立方体、平板状、およびこれらの組み合わせの形状であってもよい。
【0019】
エアロゲル粒子は、セルが開いたマイクロ孔構造またはメソ孔構造を有していてもよい。いくつかの実施形態では、エアロゲル粒子の孔は、平均径が約500nm未満、または約5nm〜約500nm、または約10nm〜約250nm、または約20nm〜約100nmであってもよい。エアロゲル粒子は、平均空隙率が約50%〜約95%、または約60%〜約90%、または約70%〜約85%であってもよい。エアロゲル粒子は、平均表面積が約400m2/グラム以上、または約400m2/グラム〜約1200m2/グラムの範囲、または約500m2/グラム〜約1000m2/グラムの範囲、または、約600m2/グラム〜約800m2/グラムの範囲であってもよい。エアロゲル粒子は、質量密度が低くてもよく、例えば、約40kg/m3〜約100kg/m3、または約50kg/m3〜約90kg/m3、または約60kg/m3〜約80kg/m3であってもよい。
【0020】
例えば、無機エアロゲル、有機エアロゲル、炭素エアロゲル、およびこれらの混合物を含む、任意の適切なエアロゲル粒子を使用してもよい。特定の実施形態では、セラミックエアロゲル粒子を適切に使用してもよく、限定されないが、シリカ、アルミナ、チタニア、ジルコニア、炭化ケイ素、窒化ケイ素、および/または炭化タングステンが挙げられる。エアロゲル粒子は、場合により、金属のような他の元素でドープされていてもよい。ある実施形態では、エアロゲル粒子は、ポリマーエアロゲル、コロイド状エアロゲル、およびこれらの混合物から選択されるエアロゲルを含んでいてもよい。
【0021】
いくつかの実施形態では、エアロゲル粒子は、いくつかの供給源から商業的に入手することができる。超臨界流体抽出法によって、または、亜臨界乾燥によって調製されるエアロゲル粒子は、Cabot Corp.(ビレリカ、マサチューセッツ)、Aspen Aerogel,Inc.(ノースボロー、マサチューセッツ)、Hoechst,A.G.(ドイツ)、American Aerogel Corp.(ロチェスター、ニューヨーク)および/またはDow Corning(ミッドランド、MI)から入手可能である。
【0022】
ここで使用する場合、粉末を混合した組成物およびその粉末混合物に配合される「レベリング剤」との用語は、例えば、粉末を混合した組成物およびその粉末混合物の成分の表面張力を下げ、および/または粉末混合物から作られる最終的な粉末コーティング層(例えば、フルオロプラスチックコーティング層)の表面の欠損を抑える表面制御剤を指す。
レベリング剤は、非イオン性レベリング剤、アニオン性レベリング剤、および/またはカチオン性レベリング剤であってもよい。
【0023】
一実施形態では、レベリング剤は、少なくとも1個のフッ素原子を含むフッ素系界面活性剤であってもよい。フッ素系界面活性剤は、フッ素グラフトコポリマーを含むフッ素含有ポリマー界面活性剤であってもよい。例えば、フッ素系界面活性剤は、メタクリレート系フルオロ界面活性剤、例えば、メタクリル酸メチルのポリフルオロアクリレート誘導体、および/またはポリフルオロアクリレートメチルメタクリレートであってもよい。一実施形態では、フッ素系界面活性剤は、以下のような一般式を有していてもよく、
【化1】
式中、mおよびnは、独立して、約1〜約300、または約1〜約200、または約10〜約100の整数をあらわし、pは、約1〜約20、または約5〜約15、または約5〜約10の整数をあらわし、iは、約1〜約500、または約1〜約100、または約200まで、または約5〜約75の整数をあらわす。いくつかの実施形態では、側鎖の数を、実質的に同じにできることが望ましい。つまり、変数mおよびnの差が約10%未満、例えば、約5%未満、または約1%未満であるか、または、m=nであるように選択されることが望ましい。ある実施形態では、mおよびnは、独立して、約1〜約99の整数をあらわし、pは、約1〜約10の整数をあらわし、fは、約8の整数をあらわし、iは、約10〜約500の整数をあらわす。
【0024】
フッ素系界面活性剤の非限定的な例としては、ポリ(フルオロアクリレート)−グラフト−ポリ(メタクリル酸メチル)界面活性剤、側鎖にグリコールおよび/またはペルフルオロアルキルスルホネート基を有するフッ素化アクリレートコポリマー界面活性剤、側鎖にトリフルオロエトキシ基を含むポリエーテルコポリマー界面活性剤など、またはこれらの組み合わせを挙げることができる。例えば、ポリ(フルオロアクリレート)−グラフト−ポリ(メタクリル酸メチル)界面活性剤は、重量平均分子量が約25,000以上であってもよい。フッ素系界面活性剤の市販製品としては、例えば、東亜合成化学株式会社製のGF−300またはGF−400を挙げることができる。別の適切な市販のメタクリレート系フッ素系界面活性剤またはフルオロ界面活性剤製品としては、例えば、Cytonix Corp.製のFluorN 489メタクリレートフルオロ界面活性剤が挙げられる。その他のものとしては、Tongosei Chemical Industries製のGF−150;日油株式会社製のMODIPER F−600;AGC旭硝子製のSURFLON S−381およびS−382;3M製のFC−430、FC−4430、FC−4432およびFC−129などが挙げられる。
【0025】
いくつかの実施形態では、レベリング剤の組み込みによって、PFA粉末および/またはエアロゲル粒子を、粉末を混合した組成物およびその粉末混合物に安定かつ均一に分散させ、望ましいコーティング品質および最終的なフルオロプラスチックコーティング層の望ましい性質を得ることができる。例えば、レベリング剤の量は、粉末混合物またはその組成物中に存在するPFA粉末および/またはエアロゲル粒子の量によって変わるだろう。例えば、PFA粉末および/またはエアロゲル粒子の量が増えるにつれて、分散品質を維持し、それによりコーティング品質を維持するために、フッ素系界面活性剤のレベリング剤の量を、これに比例して増やすことができる。例えば、PFA粉末および/またはエアロゲル粒子に対するフッ素系界面活性剤の重量比は、約0.1%〜約5%、または約0.3%〜約3%、または約0.5%〜約2%であってもよい。
【0026】
本明細書で使用する場合、用語「バインダー材料」は、バインダー材料を介し、複数のエアロゲル粒子を複数のフルオロプラスチック粉末と接続するための、粉末を混合した組成物およびその乾燥粉末混合物の中のポリマーバインダー材料を指し、その結果、均質な粉末を混合した組成物を作成することができ、それによって、均質な乾燥粉末混合物を作成することができる。いくつかの実施形態では、本明細書で開示するバインダー材料は、このバインダー材料が、後の粉末コーティング層の硬化プロセス中に除去することができるため、「一時的なバインダー材料」と呼ぶこともできる。結果として、フルオロプラスチックポリマーマトリックスに分散したエアロゲル粒子を含む均一なコーティング層が作られる。
【0027】
いくつかの実施形態では、バインダー材料としては、限定されないが、ポリ(プロピレンカーボネート)(PPC)、ポリ(エチレンカーボネート)、プロピレンカーボネートとエチレンカーボネートのコポリマー、および/またはこれらの組み合わせを含むポリ(アルキレンカーボネート)(PAC)が挙げられる。
【0028】
図1〜2は、本教示の種々の実施形態にしたがってフルオロプラスチックコーティング層を作成する種々の例示的な方法を示す。
【0029】
図1において、複数のPFA粉末102、複数のエアロゲル粒子104、レベリング剤106としてフッ素系界面活性剤を含むように、例示的な粉末混合物110を作成することができる。粉末混合物110は、例えば、PFA粉末、エアロゲル粒子、フッ素系界面活性剤を1種類以上の溶媒中に含む、対応する粉末を混合した組成物を乾燥させることによって作成することができる。
【0030】
次いで、粉末混合物110を、例えば、基材50の上に粉末コーティングし、コーティングされた基材120を作成してもよい。粉末混合物110を静電的に塗布してもよく、または他の手段によって塗布してもよく、次いで、熱を加えつつ硬化させ、フルオロプラスチック粉末102が流動し、フルオロプラスチック膜またはフルオロプラスチックコーティング層を作成する。硬化した基材130の基材50の上に得られたフルオロプラスチックコーティング層132は、硬化プロセスの間にレベリング剤106によって平らになったエアロゲル粒子104を含んでいてもよい。
【0031】
図1の硬化温度は、フルオロプラスチック粉末、エアロゲル粒子、レベリング剤の選択によって決定することができる。例えば、図1の硬化温度は、約285℃〜約380℃、または約290℃〜約370℃、または約300℃〜約350℃の範囲であってもよい。いくつかの実施形態では、硬化プロセスの後に、レベリング剤106は、図1に示すように、得られたフルオロプラスチックコーティング層132中に少なくとも部分的に維持されてもよい。他の実施形態では、レベリング剤106は、得られたフルオロプラスチックコーティング層132から除去されてもよい。
【0032】
レベリング剤が、粉末を混合した組成物および乾燥粉末混物へのPFA粉末およびエアロゲル粒子の均一な分散を容易にすることができるため、生成したフルオロプラスチックコーティング層132を、表面に最小限の欠陥があるか、または表面に欠陥のない高品質コーティングを有する連続コーティング層にすることができる。いくつかの実施形態では、フルオロプラスチックコーティング層132は、均一および/または非多孔質であってもよい。
【0033】
図2において、複数のPFA粉末102と、複数のエアロゲル粒子104と、バインダー材料208とを含むように例示的な粉末混合物210を作成することができる。いくつかの実施形態では、エアロゲル粒子104を、バインダー材料208を介してPFA粉末102に接続してもよい。粉末混合物210は、例えば、PFA粉末と、エアロゲル粒子と、バインダー材料とを1種類以上の溶媒中に含む、対応する粉末を混合した組成物を乾燥することによって、作成することができる。
【0034】
次いで、粉末混合物210を、例えば、粉末コーティング技術を用いて基材50に粉末コーティングし、コーティングされた基材220を作成することができる。コーティングされた基材220は、バインダー材料208を介してPFA粉末102に接続したエアロゲル粒子104を備えており、これを硬化させ、基材50の上で、複数のフルオロプラスチック粉末102によって硬化したフルオロプラスチックコーティング層232を含む硬化した基材230を作成することができる。
【0035】
図2の硬化温度は、フルオロプラスチック粉末、エアロゲル粒子、バインダー材料の選択によって決定することができる。例えば、図2の硬化温度は、バインダー材料を硬化プロセスによって除去することができるように、バインダー材料の分解温度よりも高くなるように選択することができる。いくつかの実施形態では、硬化温度は、約285℃〜約380℃、または約290℃〜約370℃、または約300℃〜約350℃の範囲であってもよい。
【0036】
硬化プロセスの後、フルオロプラスチックコーティング層232は、例えば、コーティング層232の中に均一に分散したエアロゲル粒子104を含んでいてもよい。フルオロプラスチックコーティング層232は、分解のため、バインダー材料を含んでいない。この一時的な特徴のため、バインダー材料の使用は、最終的なフルオロプラスチックコーティング層の性能に何ら影響を与えないが、作成中は、PFA粉末とエアロゲル粒子との間に望ましい相互作用を提供するだろう。生成したフルオロプラスチックコーティング層232は、表面の欠陥が最小限であるか、または表面に欠陥のない高品質コーティングを有する連続コーティング層であってもよい。いくつかの実施形態では、フルオロプラスチックコーティング層232は、均一および/または非多孔質であってもよい。
【0037】
いくつかの実施形態では、例示的な粉末混合物は、例示的なPFA粉末102およびエアロゲル粒子104だけではなく、レベリング剤106およびバインダー材料208の両方を含むように、図1〜2の方法を組み合わせることによって作成することができる。この場合、エアロゲル粒子を、レベリング剤(例えば、フッ素系界面活性剤)によって平らにすることができ、さらに、バインダー材料を介し、PFA粉末に接続することができる。粉末混合物を、例えば、PFA粉末と、エアロゲル粒子と、レベリング剤と、バインダー材料とを1種類以上の溶媒中に含む、対応する粉末を混合した組成物を乾燥させることによって作成することができる。
【0038】
次いで、レベリング剤106とバインダー材料208とを両方とも含む粉末混合物を、粉末コーティング技術を用いて基材に粉末コーティングし、コーティングされた基材を作成することができる。次いで、レベリング剤によって平らになり、かつバインダー材料を介してPFA粉末に接続したエアロゲル粒子を含むコーティングされた基材を硬化させ、基材表面に、フルオロプラスチック粉末から、フルオロプラスチックコーティング層を作成することができる。この場合、硬化温度は、約285℃〜約380℃、または約290℃〜約370℃、または約300℃〜約350℃の範囲であってもよい。結果として、フルオロプラスチックコーティング層は、コーティング層に分散したエアロゲル粒子を含んでいてもよい。フルオロプラスチックコーティング層は、レベリング剤および/またはバインダー材料を含んでいてもよく、含んでいなくてもよい。フルオロプラスチックコーティング層は、表面の欠陥が少ないか、または表面に欠陥のない高品質の連続膜であってもよい。作成したフルオロプラスチックコーティング層は、均一および/または非多孔質であってもよい。
【0039】
いくつかの実施形態では、得られるフルオロプラスチックコーティング層(例えば、図1〜2の132/232を参照)は、厚みが約10μm〜約100μm、または約20μm〜約80μm、または約30μm〜約50μmになるように作成することができる。得られるフルオロプラスチックコーティング層は、例えば、表面特性、電気特性、機械特性、熱特性および/または化学特性を含む望ましい均一な性質を与えるように作成することができる。得られるフルオロプラスチックコーティング層は、表面粗さが、約0.1μm〜約5μm、または約0.5μm〜約3μm、または約1μm〜約2μmであってもよい。
【0040】
いくつかの実施形態では、本教示の種々の実施形態にしたがって、図1〜2の硬化した基材130/230をプリンタ部材(例えば、フューザー部材)として使用することができ、このとき、基材50は、ベルト、膜またはシートの形態のフューザー基材(図3の350を参照)である。いくつかの実施形態では、別の例示的なフューザーベルトは、図3に示すように、フューザー基材350と、トップコート層である例示的なフルオロプラスチックコーティング層132/232との間に作られるベース層352を備えていてもよい。ベース層352は、限定されないが、エラストマー層、中間層および/または接着層を含む1つ以上の機能性層を含んでいてもよい。
【0041】
いくつかの実施形態では、図1〜2のフルオロプラスチックコーティング層132/232を、図4〜5に示すようなフューザー部材のトップコート層として作成してもよく、このとき、フューザー基材205は、例えば、円筒形の管、固体円柱形の軸、またはドレルトの形態をしていてもよい。
【0042】
図4において、トップコート層(例えば、フルオロプラスチックコーティング層255、例えば、フルオロプラスチックコーティング層132/232)を、フューザー基材205の上に直接作成してもよい。図5において、トップコート層255(例えば、フルオロプラスチックコーティング層132/232)を、本明細書に開示している1つ以上の機能性層を含むベース層235の上に作成してもよい。ベース層235を、フューザー基材205の上に作成してもよい。
【0043】
いくつかの実施形態では、図3〜5のフューザー基材350/205は、限定されないが、金属、プラスチックおよび/またはセラミックを含む材料から作られてもよい。例えば、金属としては、アルミニウム、陽極酸化されたアルミニウム、鋼鉄、ニッケルおよび/または銅を挙げることができる。プラスチックとしては、ポリイミド、ポリエステル、ポリエーテルエーテルケトン(PEEK)、ポリ(アリーレンエーテル)、および/またはポリアミドを挙げることができる。
【0044】
図3のベース層352および図5のベース層235のエラストマー層は、例えば、イソプレン、クロロプレン、エピクロロヒドリン、ブチルエラストマー、ポリウレタン、シリコーンエラストマー、フッ素エラストマー、スチレン−ブタジエンエラストマー、ブタジエンエラストマー、ニトリルエラストマー、エチレンプロピレンエラストマー、エピクロロヒドリン−エチレンオキシドコポリマー、エピクロロヒドリン−エチレンオキシド−アリルグリシジルエーテルコポリマー、エチレン−プロピレン−ジエン(EPDM)エラストマー、アクリロニトリル−ブタジエンコポリマー(NBR)、天然ゴムなど、およびこれらの組み合わせを含む材料から作られてもよい。高いコーティング品質と、望ましい性質をもつフルオロプラスチックコーティング層132/232を使用すると、高い印刷品質を得ることができる。
【実施例】
【0045】
(実施例1:コントロール例−エアロゲル/PFAのコーティング調製)
約2.5グラムの疎水性シリカエアロゲル(VM2270エアロゲル粉末、Dow Corning)を含む約100グラムのPFA粉末混合物を、音波処理しつつイソプロパノール(IPA)に分散させ、約500グラムの十分に分散したPFAコンポジット分散物を作成した。エバポレーションによって溶媒を除去し、減圧下で乾燥させた後、乾燥PFA粉末混合物を集めた。
【0046】
接着のために約3μm〜約5μmのプライマー層(DuPont PL−990CL)を浸漬噴霧し、次いで、このプライマーを塗布したロールに静電粉末コーティングプロセスによってPFA粉末混合物を塗布し、約25μm〜約35μmのエアロゲル/PFAトップコート層を製造することによって、フューザーロールを製造した。次いで、対流式乾燥器中、これらのロールを速やかに室温から約330℃の硬化温度まで約10〜約15分間かけて加熱し、約20分間安定に維持して連続膜を作成した。次いで、乾燥器を開け、フューザーロールを約5分間で約235℃まで冷却した後、フューザーロールを室温環境に置いた。
【0047】
SEM画像からわかるように、得られたエアロゲル/PFAコーティング層は、層全体に空隙を含んでおり、このことは、エアロゲル粒子とPFAポリマーマトリックスとの間の相互作用が不足していることを示している。
【0048】
(実施例2:界面活性剤GF−400を用いたコーティング調製)
約2.5グラムの疎水性シリカエアロゲル(VM2270エアロゲル粉末、Dow Corning)を含む約100グラムのPFA粉末混合物を、東亜合成化学株式会社(日本)製のGF−400フッ素基含有グラフトポリマー約0.8グラムを含むメチルエチルケトン(MEK)溶液に音波処理によって分散させ、約250グラムの均質なエアロゲル/PFAコンポジット分散物を作成した。エバポレーションによって溶媒MEKを除去し、真空下で乾燥させることによって、GF−400を含む乾燥PFA粉末混合物を集めた。
【0049】
次いで、GF−400を含むPFA粉末混合物を、プライマーを塗布したフューザーロールの上に粉末コーティングすることによって、フューザーロールを実施例1に記載の手順にしたがって作成した。得られたコーティング層は、SEM画像によって観察すると、非多孔性の均一な層であり、このことは、GF−400が、粉末コーティングのPFA溶融プロセス中、エアロゲル粒子を濡らし、平らにすることによって、PFA粉末とエアロゲル粒子との界面の相互作用を効率よく高めていることを示している。
【0050】
(実施例3:コントロール例−エアロゲル/PFAのコーティング調製)
約10グラムのPFA粉末を、音波処理しつつメチルエチルケトン(MEK)に分散させ、粉砕し、約20gのPFA分散物を製造した。約0.25グラムのエアロゲル粒子をMEKに分散させ、約5グラムの分散物を製造した。PFAとエアロゲル分散物を粉砕によって混合した。エバポレーションによって溶媒MEKを除去し、真空下で乾燥させることによって、2.5%のエアロゲル粒子を含む乾燥粉末混合物を集めた。
【0051】
(実施例4:一時的なバインダー材料PPCを用いたコーティング調製)
約10グラムのPFA粉末を、超音波処理しつつメチルエチルケトン(MEK)に分散させ、粉砕し、約20gのPFA分散物を製造した。約0.25グラムのエアロゲル粒子をMEKに分散し、約5グラムの分散物を製造した。分子量が約265,000g/molである約20%のポリ(プロピレンカーボネート)(PPC)バインダーポリマー(Empower Materials−QPAC(登録商標)40)を含む約0.625グラムのMEK溶液を、上のエアロゲル分散物に加え、次いで、粉砕することによってPFA分散物と混合し、約25グラムの粉末分散物を作成した。エバポレーションによって溶媒MEKを除去し、真空下で乾燥させることによって、約2.5wt%のエアロゲル粒子と約1.3wt%のPPCとを含有する乾燥粉末混合物を集めた。
【0052】
実施例3〜4で調製した粉末混合物の光学電子顕微鏡画像を比較すると、一時的なバインダー材料PPCを用いない個々のエアロゲル粒子は、粉末混合物中にゆるく分散していることが観察され、一方、エアロゲル粒子は、一時的なPPCバインダー材料によってPFA粒子に実質的に完全に結合していることが観察された。例えば、粗い表面をもち、顆粒形状のエアロゲル粒子は、PPCによって、球状で平滑なPFA粒子と結合した。
【0053】
次いで、実施例1に示すように、実施例3および/または実施例4で作成した粉末混合物を静電粉末コーティングし、エアロゲル/PFAトップコート層を作成することによって、フューザーロールを製造した。結果として、一時的なバインダー材料を用いて作成したトップコート層は、空隙を発生させることなく、連続的なPFAコーティング層にエアロゲル粒子が均一に分布した。しかし、一時的なバインダー材料を用いずに作成したトップコート層は、非連続的であり、非均一であることが観察された。
【0054】
本開示の広い範囲を規定する数値範囲およびパラメータは、概算値であるものの、特定の実施例に記載される数値範囲は、可能な限り正確に報告している。しかし、あらゆる数値範囲は、それぞれの試験測定でみられるような標準偏差から必然的に得られる特定の誤差を本質的に含んでいる。さらに、本明細書に開示しているあらゆる範囲は、その範囲の中に含まれる任意の部分範囲およびあらゆる部分範囲を包含すると理解されるべきである。
【特許請求の範囲】
【請求項1】
コーティング層を製造する方法であって、
複数のフルオロプラスチック粉末と、複数のエアロゲル粒子と、フッ素系界面活性剤を含むレベリング剤とを含む粉末混合物を作成することと;
この粉末混合物を材料表面に塗布することと;
この塗布した粉末混合物を硬化させ、前記材料表面に、複数のフルオロプラスチック粉末からフルオロプラスチックコーティング層を作成することとを含み、ここで、複数のエアロゲル粒子は、硬化中にレベリング剤によって平らになり、フルオロプラスチックコーティング層の中に分散する、方法。
【請求項2】
前記粉末混合物を作成する工程が、
前記複数のフルオロプラスチック粉末、前記複数のエアロゲル粒子、前記レベリング剤を1種類以上の溶媒に分散させることによって、粉末を混合した組成物を作成することと;
前記粉末を混合した組成物から前記1種類以上の溶媒を除去し、粉末混合物を作成することとを含む、請求項1に記載の方法。
【請求項3】
前記複数のフルオロプラスチック粉末が、粉末混合物合計の約80重量%〜約99.9重量%の範囲の量で存在する複数のポリフルオロアルコキシポリテトラフルオロエチレン(PFA)粉末を含む、請求項1に記載の方法。
【請求項4】
前記複数のフルオロプラスチック粉末が、粉末の平均粒径が約5μm〜約50μmの範囲である複数のPFA粉末を含む、請求項1に記載の方法。
【請求項5】
前記複数のエアロゲル粒子が、粉末混合物合計の約0.1重量%〜約10重量%の範囲の量で存在する、請求項1に記載の方法。
【請求項6】
前記複数のエアロゲル粒子が、約100nm〜約30μmの範囲の平均粒径を有する、請求項1に記載の方法。
【請求項7】
前記複数のエアロゲル粒子が、アルミナ、シリカ、炭素、ジルコニア、チタニア、炭化ケイ素、窒化ケイ素、炭化タングステン、およびこれらの組み合わせからなる群から選択される材料から作られる、請求項1に記載の方法。
【請求項8】
前記フッ素系界面活性剤が、以下の一般式を有し、
【化1】
式中、mおよびnは、独立して、約1〜約300の整数をあらわし、pは、約1〜約20の整数をあらわし、iは、約1〜約500の整数をあらわす、請求項1に記載の方法。
【請求項9】
前記フッ素系界面活性剤が、ポリ(フルオロアクリレート)−グラフト−ポリ(メタクリル酸メチル)界面活性剤、側鎖にグリコールを有するフッ素化アクリレートコポリマー界面活性剤、ペルフルオロアルキルスルホネートを含むフッ素化アクリレートコポリマー界面活性剤、側鎖にトリフルオロエトキシ基を含むポリエーテルコポリマー界面活性剤、およびこれらの組み合わせからなる群から選択される、請求項1に記載の方法。
【請求項10】
前記複数のPFA粉末および前記複数のエアロゲル粒子を合わせた合計に対する前記フッ素系界面活性剤の重量比が、約0.1%〜約5%の範囲である、請求項1に記載の方法。
【請求項1】
コーティング層を製造する方法であって、
複数のフルオロプラスチック粉末と、複数のエアロゲル粒子と、フッ素系界面活性剤を含むレベリング剤とを含む粉末混合物を作成することと;
この粉末混合物を材料表面に塗布することと;
この塗布した粉末混合物を硬化させ、前記材料表面に、複数のフルオロプラスチック粉末からフルオロプラスチックコーティング層を作成することとを含み、ここで、複数のエアロゲル粒子は、硬化中にレベリング剤によって平らになり、フルオロプラスチックコーティング層の中に分散する、方法。
【請求項2】
前記粉末混合物を作成する工程が、
前記複数のフルオロプラスチック粉末、前記複数のエアロゲル粒子、前記レベリング剤を1種類以上の溶媒に分散させることによって、粉末を混合した組成物を作成することと;
前記粉末を混合した組成物から前記1種類以上の溶媒を除去し、粉末混合物を作成することとを含む、請求項1に記載の方法。
【請求項3】
前記複数のフルオロプラスチック粉末が、粉末混合物合計の約80重量%〜約99.9重量%の範囲の量で存在する複数のポリフルオロアルコキシポリテトラフルオロエチレン(PFA)粉末を含む、請求項1に記載の方法。
【請求項4】
前記複数のフルオロプラスチック粉末が、粉末の平均粒径が約5μm〜約50μmの範囲である複数のPFA粉末を含む、請求項1に記載の方法。
【請求項5】
前記複数のエアロゲル粒子が、粉末混合物合計の約0.1重量%〜約10重量%の範囲の量で存在する、請求項1に記載の方法。
【請求項6】
前記複数のエアロゲル粒子が、約100nm〜約30μmの範囲の平均粒径を有する、請求項1に記載の方法。
【請求項7】
前記複数のエアロゲル粒子が、アルミナ、シリカ、炭素、ジルコニア、チタニア、炭化ケイ素、窒化ケイ素、炭化タングステン、およびこれらの組み合わせからなる群から選択される材料から作られる、請求項1に記載の方法。
【請求項8】
前記フッ素系界面活性剤が、以下の一般式を有し、
【化1】
式中、mおよびnは、独立して、約1〜約300の整数をあらわし、pは、約1〜約20の整数をあらわし、iは、約1〜約500の整数をあらわす、請求項1に記載の方法。
【請求項9】
前記フッ素系界面活性剤が、ポリ(フルオロアクリレート)−グラフト−ポリ(メタクリル酸メチル)界面活性剤、側鎖にグリコールを有するフッ素化アクリレートコポリマー界面活性剤、ペルフルオロアルキルスルホネートを含むフッ素化アクリレートコポリマー界面活性剤、側鎖にトリフルオロエトキシ基を含むポリエーテルコポリマー界面活性剤、およびこれらの組み合わせからなる群から選択される、請求項1に記載の方法。
【請求項10】
前記複数のPFA粉末および前記複数のエアロゲル粒子を合わせた合計に対する前記フッ素系界面活性剤の重量比が、約0.1%〜約5%の範囲である、請求項1に記載の方法。
【図1】

【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2013−94777(P2013−94777A)
【公開日】平成25年5月20日(2013.5.20)
【国際特許分類】
【出願番号】特願2012−232306(P2012−232306)
【出願日】平成24年10月19日(2012.10.19)
【出願人】(596170170)ゼロックス コーポレイション (1,961)
【氏名又は名称原語表記】XEROX CORPORATION
【Fターム(参考)】
【公開日】平成25年5月20日(2013.5.20)
【国際特許分類】
【出願日】平成24年10月19日(2012.10.19)
【出願人】(596170170)ゼロックス コーポレイション (1,961)
【氏名又は名称原語表記】XEROX CORPORATION
【Fターム(参考)】
[ Back to top ]