
フレア加工後の面が良好な鍛接鋼管
【課題】フレア加工後の継手接触箇所において、鋼管の接合部の筋深さが著しく浅いか、あるいは平坦である鍛接鋼管を提供する。
【解決手段】鍛接して接合し、あるいはさらに絞り圧延を行って、仕上げた鋼管において、鋼管の接合部肉厚方向長さ12を鋼管肉厚20以上とされたことを特徴とするフレア加工後の面が良好な鍛接鋼管である。
【解決手段】鍛接して接合し、あるいはさらに絞り圧延を行って、仕上げた鋼管において、鋼管の接合部肉厚方向長さ12を鋼管肉厚20以上とされたことを特徴とするフレア加工後の面が良好な鍛接鋼管である。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、スリットした鋼帯を加熱して連続成形しつつ、鋼帯端部に酸素または酸素混合空気または空気を吹き付けて鍛接し拡散接合して製造する鍛接鋼管に関するものであり、フレア加工に供された後に、接合部の筋深さが著しく浅いか、あるいは、平坦な鍛接鋼管(すなわちフレア加工後の面が良好な鍛接鋼管)に関するものである。
【背景技術】
【0002】
特許文献1〜3には、鋼管の内面側の筋深さ、外面側の筋深さ、内面側のビード高さ、接合部の介在物などを特定の範囲に規制することによって、接合部の割れ防止のための強度向上を図る旨記載されている。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2007−152430号
【特許文献2】特開平10−263846号
【特許文献3】特開平4−270009号
【発明の概要】
【発明が解決しようとする課題】
【0004】
近年、配管は、その継手部分を兼ね備えるものとして、鋼管端部をフレア加工するものが増えている。フレア加工は、鋼管端部を拡管してつば出しする加工であり、鋼管円周方向に過大な張力を加える過酷な加工である。
【0005】
そこで、従来は、この過酷な加工で割れにくい性能を有するものとして電縫鋼管が適用されてきたが、電縫鋼管は高価なため、近年は、廉価な鍛接鋼管の適用が図られつつある。
【0006】
なお、本発明で対象とする鍛接鋼管は、外径48.6mmφ〜114.3mmφ、肉厚1.8mm〜6.1mm、引張強度(TS)290N/mm2〜500N/mm2、伸び率23%〜90%のものである。
【0007】
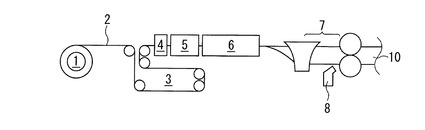
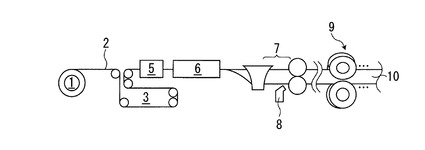
鍛接鋼管の製造は、図1に一例を示すとおり、スリットした鋼帯2をエッジ成形機5で成形し、加熱炉6にて加熱し、その鋼帯を成形鍛接機7で管状に連続成形しつつ、端部にノズル8で酸素、または空気、または酸素を空気に混合させた酸素混合空気を吹き付けて酸化熱により昇温させ、鍛接して接合して、鍛接鋼管10に仕上げている。なお、スリットした鋼帯2をエッジ切削機4でエッジを切削してからエッジ成形する場合もある。加熱炉6にて加熱後、さらに誘導加熱装置(図示省略)にて鋼帯端部を昇温する場合もある。また、図2に一例を示すとおり、成形鍛接して接合した後、さらに絞り圧延機9にて絞り圧延を行って、鍛接鋼管10に仕上げる場合もある。
【0008】
フレア加工した鋼管は、鋼管端部とフレア部分が拡管されて、拡げられた鋼管の内面が継手部分の接触箇所となる。従って、この継手接触箇所の平面状態が損なわれると隙間を生じて鋼管内を通す流体が洩れやすくなって問題であるため、継手接触箇所では、隙間がないように、その平面度合いが著しく重視される。
【0009】
しかし、従来の鍛接鋼管は、その接合部に深い筋が存在するため、フレア加工するとその筋が拡大して溝となり、その深さおよび幅ともに増加して大きな隙間を形成し、継手接触箇所の平面度合いが保持できなくなって問題視されていた。また、従来の鍛接鋼管は、フレア加工に適用するには、接合部の強度が低くて割れが発生しやすいと言われてきた。
【0010】
そこで、従来は、接合部の割れ発生にのみに着目して、特許文献1〜3に示されるように、鋼管の内面側の筋深さ、外面側の筋深さ、内面側のビード高さ、接合部の介在物などを特定の範囲に規制することによって、接合部の割れ防止のための強度向上を図る鍛接鋼管を提供していた。なお、特許文献1には内面側ビード高さを増すために押し付け圧を増加させる手段が記載されているが、後述するとおり、本発明者らの検討において、押し付け圧のみではビード高さを増すことができず、従来技術の問題点を明らかにした。
【0011】
しかし、上述したフレア加工後の継手接触箇所の平面状態については、鍛接鋼管としてなんら対応が取られておらず、技術的な解決が大いに望まれていた。
【0012】
本発明は、上記のような状況を鑑みて、フレア加工後の継手接触箇所において、鋼管の接合部の筋深さが著しく浅いか、あるいは平坦である鍛接鋼管を提供するものである。
【課題を解決するための手段】
【0013】
本発明は上記の状況を鑑みてなされたものであり、その要旨構成は以下のとおりである。
(1) 鍛接して接合し、仕上げた鋼管において、鋼管の接合部肉厚方向長さを鋼管肉厚以上とされたことを特徴とするフレア加工後の面が良好な鍛接鋼管。
(2) 鍛接して接合し、さらに絞り圧延を行って、仕上げた鋼管において、鋼管の接合部肉厚方向長さを鋼管肉厚以上とされたことを特徴とするフレア加工後の面が良好な鍛接鋼管。
(3) 鋼管内面の接合部の筋深さを0.2mm以下とされたことを特徴とする(1)または(2)に記載のフレア加工後の面が良好な鍛接鋼管。
(4) 鋼管内面の接合部のビード高さを0.05mm以上とされたことを特徴とする(1)〜(3)のいずれか1項に記載のフレア加工後の面が良好な鍛接鋼管。
【発明の効果】
【0014】
本発明は、フレア加工に供されても、鋼管接合部の筋深さが著しく浅いか、あるいは平坦で、加工後の面が良好な鍛接鋼管を提供するものである。本発明の鍛接鋼管は、フレア加工後の鋼管を継いだ場合、継手接触箇所から内部の流体が洩れにくくて、配管施工の能率や信頼性の向上に大いに役立つものであり、かつ、フレア加工時に破損しにくく、能率および歩留まり良く加工を可能とするものである。
【図面の簡単な説明】
【0015】
【図1】鍛接鋼管の製造工程の一例を示す概略図(エッジ切削機設置)
【図2】鍛接鋼管の製造工程の一例を示す概略図(絞り圧延機設置)
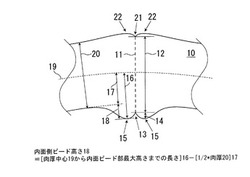
【図3】従来の鍛接鋼管における接合部近傍の鋼管円周方向断面模式図
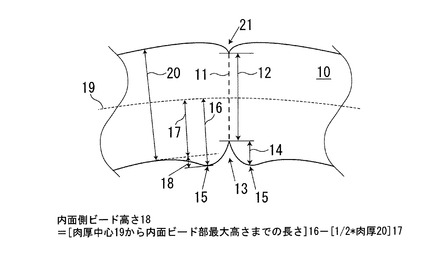
【図4】本発明の鍛接鋼管における接合部近傍の鋼管円周方向断面模式図
【発明を実施するための形態】
【0016】
従来の鍛接鋼管をフレア加工した場合、鋼管内面側の接合部の筋が加工によって拡大し、継手接触箇所の平面度合いが著しく損なわれていた。この鋼管内面側の接合部の筋は、鍛接鋼管の接合時に鋼管内面側の端部が盛り上がってビード部を形成し、この谷間が筋になったものである。鍛接鋼管の場合、鍛接して接合し、仕上げた鋼管においては、ビード部は主に内面側に盛り上がるが、わずかに外面側に盛り上がる場合もある。なお、内面側に大きく盛り上がるのは、成形鍛接機で連続成形する際に、厚みを有する鋼帯を円筒形状に成形する場合の幾何学形状から、鋼帯の内面側端部が先に接触しやすくて、その部分が先に変形するためである。また、鍛接して接合し、さらに絞り圧延を行って、仕上げた鋼管においては、ビード部は主に内面側に盛り上がるが、外面側も、完全に潰れて真円形状になるわけではなく、わずかに盛り上がる場合もある。
【0017】
本発明者らの検討において、従来の鍛接鋼管は、仕上げた鋼管の内面側の筋が深いために、その筋がフレア加工で幅および深さともに拡大して溝となり、継手接触箇所の平面度合いを著しく阻害することを把握した。すわなち、フレア加工において、鋼管端部およびフレア加工途中の部分は拡管されつつ円周方向に拡げられる。その際、鋼管端部およびフレア加工途中の部分には、円周方向に過大な張力が作用する。この張力は、鋼管の肉厚が薄い部分に集中しやすい。従来の鍛接鋼管は、接合部に筋が形成されて、しかもその筋によって、接合部の肉厚方向長さが鋼管肉厚より薄い。従って、フレア加工時に接合部に張力が集中して、その筋が円周方向に伸ばされて幅広く拡大して溝になるが、それと同時に、接合部の筋の深さも増加して溝をより深いものにして問題になっていたわけである。
【0018】
そこで、本発明者らは、鍛接鋼管の製造時に、接合部の肉厚方向長さについて、鋼管肉厚以上に長く、すなわち、鋼管肉厚以上に厚くしておくことによって、鋼管端部またはフレア加工途中の接合部において、従来のようなフレア加工の過大張力の集中が起きにくくなり、その結果、フレア加工に伴って接合部の筋は円周方向に伸ばされて幅広くなるが、その筋の深さは低減するため、フレア加工後の面の平面度合いが著しく向上して良好な面になることを見出した。
【0019】
また、本発明者らはさらに定量的に調査した結果、上述のとおり接合部の肉厚方向長さを肉厚以上に厚くするとともに、鍛接鋼管内面の筋の深さを0.2mm以下とすることにより、継手部分の平面度合いをさらに良好にできることを把握した。すなわち、従来の鍛接鋼管のように接合部の筋が深い場合、接合部の肉厚方向長さは、必然的に鋼管肉厚より薄くなる。従って、フレア加工により鋼管を拡げようとする過大な張力が接合部に集中することになり、筋がさらに深さを増大させて深い溝となる。その一方、鋼管内面の筋を0.2mm以下と浅くすると、接合部の肉厚方向長さは鋼管肉厚とほぼ同じか、鋼管肉厚より厚くできる結果、フレア加工の過大張力の集中が接合部で起きにくくなり、接合部の筋はその周辺部分とともに円周方向に伸ばされて幅広くなり、その筋の深さが低減し平面度合いが向上して、さらに良好な面を提供できるわけである。
【0020】
さらに、本発明者らが検討したところ、接合部の肉厚方向長さを肉厚以上に厚くし、筋深さを0.2mm以下にするとともに、鋼管内面のビード高さを0.05mm以上とすると、フレア加工後の接合部の筋がさらに平坦になりやすいことを見出した。すなわち、鍛接管接合時に生じるビードは主に内面側に盛り上がりやすく、そのビード高さを増大させると、接合部の肉厚方向長さが増大しやすくなり、鋼管肉厚とほぼ同じか、あるいは厚くなり、その結果、フレア加工の過大張力の集中が接合部で起きにくくなり、筋が円周方向に伸ばされて、深さが低減し継手部分の平坦度が向上するからである。
【0021】
ここで、上述のフレア加工後の面が良好な鍛接鋼管を製造するには、図1または図2における鍛接鋼管製造工程のノズル8で吹き付ける酸素または酸素混合空気の酸素濃度を22体積%以上とすると良い。より具体的には、接合される鋼帯端部近傍の酸素濃度を22体積%以上とするとよい。これにより、接合部およびその近傍の温度が鋼管円周方向よりも増加して強度(変形抵抗)が低減し、接合部およびその近傍の肉厚が増加して鋼管肉厚以上となり、また、筋深さが低減して接合部の肉厚増加が助長され、ビード高さが増加してさらに接合部の肉厚が増加しやすくなり、フレア加工後の継手部分の平面度合いが向上するわけである。
【0022】
なお、鋼帯端部近傍の酸素濃度が32体積%以下であれば問題ないが、これを超えると接合部に溶鋼が発生し溶鋼ビードが生成して鍛接鋼管製造ラインでは除去できず製品にもならず大問題である。ここで、鋼帯端部近傍とは鋼帯端部から酸素濃度計の測定プローブ直径からその直径の5倍程度までの範囲であり、酸素濃度は予め鋼帯加熱前に測定するとよい。
【0023】
なお、ビード高さについて、鍛接し接合する際に、鋼管端部の肉厚方向全体が接触するまでは、内面側を主とする局部圧力によりビード部が形成されるが、その後、単に鋼管端部の押し付け圧のみを増加させても、従来のこのビード高さ以上にビードは盛り上がらない。これは、以下の理由による。従来の鍛接鋼管製造方法では、鋼帯を加熱して鍛接する際に、鋼帯端部およびその近傍は冷却されやすいため、これらの温度を鋼管円周方向とほぼ同じにすることを目的に、空気または酸素を吹き付けていた。従って、接合直前の鋼管端部およびその近傍の温度は鋼管円周方向の温度とほぼ同一であって、その結果、鋼管端部およびその近傍とも鋼管円周方向とほぼ同じ強度(変形抵抗)となる。そのため、一旦、鋼帯端部が接触してほぼ肉厚近くまでの長さに接合部が形成されると、押し付け圧のみを増加させても、接合部も含めた鋼管円周方向に圧力が均一分散してしまうため、鋼管全体の肉厚がわずかに増加するだけで、接合部に圧力が集中しなくなり、従来のビード高さ以上にビードが盛り上がらないわけである。
【0024】
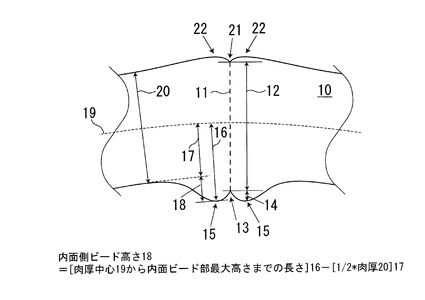
ここで、鋼管内面のビード高さとは、鋼管肉厚中心から内面ビード部の最大肉厚までの長さと鋼管肉厚の1/2の長さとの差である。また、鋼管肉厚とは、鍛接鋼管の円周方向の平均肉厚でもよく、鋼管の接合部と反対側に位置する部分の肉厚でもよく、接合部周辺で肉厚がほぼ同等となる特定位置、例えば接合部肉厚方向長さ相当の距離分だけ接合部から離した位置の肉厚、接合部を挟んで鋼管円周方向1/4の範囲で平均した肉厚など、としてもよい。
【実施例】
【0025】
以下、実施例を挙げて本発明をさらに具体的に説明する。
【0026】
図1に一例を示す製造工程で、鍛接鋼管を製造した。すなわち、鋼帯2をエッジ成形機5で成形して、加熱炉6で融点以下の温度まで加熱し、成形鍛接機7でロール成形しつつ、鋼帯端部にノズル8で酸素、または空気、または酸素混合空気を吹き付けて鍛接して接合し、鍛接鋼管を製造した。一部の鋼管は、鋼帯2をエッジ切削するか、および/または、鍛接して接合した後、絞り圧延を行った。製造した鍛接鋼管は、外径48.6mmφ〜114.3mmφ、肉厚1.8mm〜6.1mm、引張強度(TS)290N/mm2〜500N/mm2、伸び率23%〜90%である。フレア加工は押し拡げ率(フレア加工後のフレア部分の最外径円周方向平均値/フレア加工前の鍛接鋼管外径)1.3〜1.4の条件で行った。
【0027】
上記で製造した鍛接鋼管の接合部における鋼管肉厚方向長さと鋼管肉厚との比、鋼管内面の筋深さ、鋼管内面側および外面側のビード高さとともに、これら鍛接鋼管をフレア加工した後の筋深さについて、表1に示した。
【0028】
本発明例であるNo.1からNo.6までは、フレア加工後の接合部の筋深さは、加工前の鍛接鋼管の筋深さより著しく低減しており、鋼管継手接触部分の平面度合いを良好にできることがわかった。これに対して、比較例であるNo.7からNo.10までは、フレア加工後の接合部の筋深さは、加工前の鍛接鋼管の筋深さより増加しており、鋼管継手接触部分の平面度合いを良好にできないことがわかった。
【0029】
【表1】

【産業上の利用可能性】
【0030】
本発明の鍛接鋼管は、フレア加工に供されても、鋼管接合部の筋深さが著しく浅いか、あるいは平坦で、フレア加工後の面が良好であり、フレア加工後の鋼管を継いだ場合、継手部分から内部の流体が洩れにくくて、配管施工の能率や信頼性の向上に大いに役立つものであり、能率および歩留まり良く加工を可能とするものであって、その効果は極めて大きいものである。
【符号の説明】
【0031】
1 コイラー
2 スリットした鋼帯
3 ルーパー
4 エッジ切削機
5 エッジ成形機
6 加熱炉
7 成形鍛接機
8 ノズル
9 絞り圧延機
10 鍛接鋼管
11 接合部
12 接合部の肉厚方向長さ
13 鋼管内面側の筋
14 鋼管内面側の筋深さ
15 内面側のビード部
16 肉厚中心から内面ビード部最大高さまでの長さ
17 肉厚の1/2
18 内面側ビード高さ
19 肉厚中心
20 肉厚(鋼管肉厚)
21 鋼管外面側の筋
22 外面側のビード部
【技術分野】
【0001】
本発明は、スリットした鋼帯を加熱して連続成形しつつ、鋼帯端部に酸素または酸素混合空気または空気を吹き付けて鍛接し拡散接合して製造する鍛接鋼管に関するものであり、フレア加工に供された後に、接合部の筋深さが著しく浅いか、あるいは、平坦な鍛接鋼管(すなわちフレア加工後の面が良好な鍛接鋼管)に関するものである。
【背景技術】
【0002】
特許文献1〜3には、鋼管の内面側の筋深さ、外面側の筋深さ、内面側のビード高さ、接合部の介在物などを特定の範囲に規制することによって、接合部の割れ防止のための強度向上を図る旨記載されている。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2007−152430号
【特許文献2】特開平10−263846号
【特許文献3】特開平4−270009号
【発明の概要】
【発明が解決しようとする課題】
【0004】
近年、配管は、その継手部分を兼ね備えるものとして、鋼管端部をフレア加工するものが増えている。フレア加工は、鋼管端部を拡管してつば出しする加工であり、鋼管円周方向に過大な張力を加える過酷な加工である。
【0005】
そこで、従来は、この過酷な加工で割れにくい性能を有するものとして電縫鋼管が適用されてきたが、電縫鋼管は高価なため、近年は、廉価な鍛接鋼管の適用が図られつつある。
【0006】
なお、本発明で対象とする鍛接鋼管は、外径48.6mmφ〜114.3mmφ、肉厚1.8mm〜6.1mm、引張強度(TS)290N/mm2〜500N/mm2、伸び率23%〜90%のものである。
【0007】
鍛接鋼管の製造は、図1に一例を示すとおり、スリットした鋼帯2をエッジ成形機5で成形し、加熱炉6にて加熱し、その鋼帯を成形鍛接機7で管状に連続成形しつつ、端部にノズル8で酸素、または空気、または酸素を空気に混合させた酸素混合空気を吹き付けて酸化熱により昇温させ、鍛接して接合して、鍛接鋼管10に仕上げている。なお、スリットした鋼帯2をエッジ切削機4でエッジを切削してからエッジ成形する場合もある。加熱炉6にて加熱後、さらに誘導加熱装置(図示省略)にて鋼帯端部を昇温する場合もある。また、図2に一例を示すとおり、成形鍛接して接合した後、さらに絞り圧延機9にて絞り圧延を行って、鍛接鋼管10に仕上げる場合もある。
【0008】
フレア加工した鋼管は、鋼管端部とフレア部分が拡管されて、拡げられた鋼管の内面が継手部分の接触箇所となる。従って、この継手接触箇所の平面状態が損なわれると隙間を生じて鋼管内を通す流体が洩れやすくなって問題であるため、継手接触箇所では、隙間がないように、その平面度合いが著しく重視される。
【0009】
しかし、従来の鍛接鋼管は、その接合部に深い筋が存在するため、フレア加工するとその筋が拡大して溝となり、その深さおよび幅ともに増加して大きな隙間を形成し、継手接触箇所の平面度合いが保持できなくなって問題視されていた。また、従来の鍛接鋼管は、フレア加工に適用するには、接合部の強度が低くて割れが発生しやすいと言われてきた。
【0010】
そこで、従来は、接合部の割れ発生にのみに着目して、特許文献1〜3に示されるように、鋼管の内面側の筋深さ、外面側の筋深さ、内面側のビード高さ、接合部の介在物などを特定の範囲に規制することによって、接合部の割れ防止のための強度向上を図る鍛接鋼管を提供していた。なお、特許文献1には内面側ビード高さを増すために押し付け圧を増加させる手段が記載されているが、後述するとおり、本発明者らの検討において、押し付け圧のみではビード高さを増すことができず、従来技術の問題点を明らかにした。
【0011】
しかし、上述したフレア加工後の継手接触箇所の平面状態については、鍛接鋼管としてなんら対応が取られておらず、技術的な解決が大いに望まれていた。
【0012】
本発明は、上記のような状況を鑑みて、フレア加工後の継手接触箇所において、鋼管の接合部の筋深さが著しく浅いか、あるいは平坦である鍛接鋼管を提供するものである。
【課題を解決するための手段】
【0013】
本発明は上記の状況を鑑みてなされたものであり、その要旨構成は以下のとおりである。
(1) 鍛接して接合し、仕上げた鋼管において、鋼管の接合部肉厚方向長さを鋼管肉厚以上とされたことを特徴とするフレア加工後の面が良好な鍛接鋼管。
(2) 鍛接して接合し、さらに絞り圧延を行って、仕上げた鋼管において、鋼管の接合部肉厚方向長さを鋼管肉厚以上とされたことを特徴とするフレア加工後の面が良好な鍛接鋼管。
(3) 鋼管内面の接合部の筋深さを0.2mm以下とされたことを特徴とする(1)または(2)に記載のフレア加工後の面が良好な鍛接鋼管。
(4) 鋼管内面の接合部のビード高さを0.05mm以上とされたことを特徴とする(1)〜(3)のいずれか1項に記載のフレア加工後の面が良好な鍛接鋼管。
【発明の効果】
【0014】
本発明は、フレア加工に供されても、鋼管接合部の筋深さが著しく浅いか、あるいは平坦で、加工後の面が良好な鍛接鋼管を提供するものである。本発明の鍛接鋼管は、フレア加工後の鋼管を継いだ場合、継手接触箇所から内部の流体が洩れにくくて、配管施工の能率や信頼性の向上に大いに役立つものであり、かつ、フレア加工時に破損しにくく、能率および歩留まり良く加工を可能とするものである。
【図面の簡単な説明】
【0015】
【図1】鍛接鋼管の製造工程の一例を示す概略図(エッジ切削機設置)
【図2】鍛接鋼管の製造工程の一例を示す概略図(絞り圧延機設置)
【図3】従来の鍛接鋼管における接合部近傍の鋼管円周方向断面模式図
【図4】本発明の鍛接鋼管における接合部近傍の鋼管円周方向断面模式図
【発明を実施するための形態】
【0016】
従来の鍛接鋼管をフレア加工した場合、鋼管内面側の接合部の筋が加工によって拡大し、継手接触箇所の平面度合いが著しく損なわれていた。この鋼管内面側の接合部の筋は、鍛接鋼管の接合時に鋼管内面側の端部が盛り上がってビード部を形成し、この谷間が筋になったものである。鍛接鋼管の場合、鍛接して接合し、仕上げた鋼管においては、ビード部は主に内面側に盛り上がるが、わずかに外面側に盛り上がる場合もある。なお、内面側に大きく盛り上がるのは、成形鍛接機で連続成形する際に、厚みを有する鋼帯を円筒形状に成形する場合の幾何学形状から、鋼帯の内面側端部が先に接触しやすくて、その部分が先に変形するためである。また、鍛接して接合し、さらに絞り圧延を行って、仕上げた鋼管においては、ビード部は主に内面側に盛り上がるが、外面側も、完全に潰れて真円形状になるわけではなく、わずかに盛り上がる場合もある。
【0017】
本発明者らの検討において、従来の鍛接鋼管は、仕上げた鋼管の内面側の筋が深いために、その筋がフレア加工で幅および深さともに拡大して溝となり、継手接触箇所の平面度合いを著しく阻害することを把握した。すわなち、フレア加工において、鋼管端部およびフレア加工途中の部分は拡管されつつ円周方向に拡げられる。その際、鋼管端部およびフレア加工途中の部分には、円周方向に過大な張力が作用する。この張力は、鋼管の肉厚が薄い部分に集中しやすい。従来の鍛接鋼管は、接合部に筋が形成されて、しかもその筋によって、接合部の肉厚方向長さが鋼管肉厚より薄い。従って、フレア加工時に接合部に張力が集中して、その筋が円周方向に伸ばされて幅広く拡大して溝になるが、それと同時に、接合部の筋の深さも増加して溝をより深いものにして問題になっていたわけである。
【0018】
そこで、本発明者らは、鍛接鋼管の製造時に、接合部の肉厚方向長さについて、鋼管肉厚以上に長く、すなわち、鋼管肉厚以上に厚くしておくことによって、鋼管端部またはフレア加工途中の接合部において、従来のようなフレア加工の過大張力の集中が起きにくくなり、その結果、フレア加工に伴って接合部の筋は円周方向に伸ばされて幅広くなるが、その筋の深さは低減するため、フレア加工後の面の平面度合いが著しく向上して良好な面になることを見出した。
【0019】
また、本発明者らはさらに定量的に調査した結果、上述のとおり接合部の肉厚方向長さを肉厚以上に厚くするとともに、鍛接鋼管内面の筋の深さを0.2mm以下とすることにより、継手部分の平面度合いをさらに良好にできることを把握した。すなわち、従来の鍛接鋼管のように接合部の筋が深い場合、接合部の肉厚方向長さは、必然的に鋼管肉厚より薄くなる。従って、フレア加工により鋼管を拡げようとする過大な張力が接合部に集中することになり、筋がさらに深さを増大させて深い溝となる。その一方、鋼管内面の筋を0.2mm以下と浅くすると、接合部の肉厚方向長さは鋼管肉厚とほぼ同じか、鋼管肉厚より厚くできる結果、フレア加工の過大張力の集中が接合部で起きにくくなり、接合部の筋はその周辺部分とともに円周方向に伸ばされて幅広くなり、その筋の深さが低減し平面度合いが向上して、さらに良好な面を提供できるわけである。
【0020】
さらに、本発明者らが検討したところ、接合部の肉厚方向長さを肉厚以上に厚くし、筋深さを0.2mm以下にするとともに、鋼管内面のビード高さを0.05mm以上とすると、フレア加工後の接合部の筋がさらに平坦になりやすいことを見出した。すなわち、鍛接管接合時に生じるビードは主に内面側に盛り上がりやすく、そのビード高さを増大させると、接合部の肉厚方向長さが増大しやすくなり、鋼管肉厚とほぼ同じか、あるいは厚くなり、その結果、フレア加工の過大張力の集中が接合部で起きにくくなり、筋が円周方向に伸ばされて、深さが低減し継手部分の平坦度が向上するからである。
【0021】
ここで、上述のフレア加工後の面が良好な鍛接鋼管を製造するには、図1または図2における鍛接鋼管製造工程のノズル8で吹き付ける酸素または酸素混合空気の酸素濃度を22体積%以上とすると良い。より具体的には、接合される鋼帯端部近傍の酸素濃度を22体積%以上とするとよい。これにより、接合部およびその近傍の温度が鋼管円周方向よりも増加して強度(変形抵抗)が低減し、接合部およびその近傍の肉厚が増加して鋼管肉厚以上となり、また、筋深さが低減して接合部の肉厚増加が助長され、ビード高さが増加してさらに接合部の肉厚が増加しやすくなり、フレア加工後の継手部分の平面度合いが向上するわけである。
【0022】
なお、鋼帯端部近傍の酸素濃度が32体積%以下であれば問題ないが、これを超えると接合部に溶鋼が発生し溶鋼ビードが生成して鍛接鋼管製造ラインでは除去できず製品にもならず大問題である。ここで、鋼帯端部近傍とは鋼帯端部から酸素濃度計の測定プローブ直径からその直径の5倍程度までの範囲であり、酸素濃度は予め鋼帯加熱前に測定するとよい。
【0023】
なお、ビード高さについて、鍛接し接合する際に、鋼管端部の肉厚方向全体が接触するまでは、内面側を主とする局部圧力によりビード部が形成されるが、その後、単に鋼管端部の押し付け圧のみを増加させても、従来のこのビード高さ以上にビードは盛り上がらない。これは、以下の理由による。従来の鍛接鋼管製造方法では、鋼帯を加熱して鍛接する際に、鋼帯端部およびその近傍は冷却されやすいため、これらの温度を鋼管円周方向とほぼ同じにすることを目的に、空気または酸素を吹き付けていた。従って、接合直前の鋼管端部およびその近傍の温度は鋼管円周方向の温度とほぼ同一であって、その結果、鋼管端部およびその近傍とも鋼管円周方向とほぼ同じ強度(変形抵抗)となる。そのため、一旦、鋼帯端部が接触してほぼ肉厚近くまでの長さに接合部が形成されると、押し付け圧のみを増加させても、接合部も含めた鋼管円周方向に圧力が均一分散してしまうため、鋼管全体の肉厚がわずかに増加するだけで、接合部に圧力が集中しなくなり、従来のビード高さ以上にビードが盛り上がらないわけである。
【0024】
ここで、鋼管内面のビード高さとは、鋼管肉厚中心から内面ビード部の最大肉厚までの長さと鋼管肉厚の1/2の長さとの差である。また、鋼管肉厚とは、鍛接鋼管の円周方向の平均肉厚でもよく、鋼管の接合部と反対側に位置する部分の肉厚でもよく、接合部周辺で肉厚がほぼ同等となる特定位置、例えば接合部肉厚方向長さ相当の距離分だけ接合部から離した位置の肉厚、接合部を挟んで鋼管円周方向1/4の範囲で平均した肉厚など、としてもよい。
【実施例】
【0025】
以下、実施例を挙げて本発明をさらに具体的に説明する。
【0026】
図1に一例を示す製造工程で、鍛接鋼管を製造した。すなわち、鋼帯2をエッジ成形機5で成形して、加熱炉6で融点以下の温度まで加熱し、成形鍛接機7でロール成形しつつ、鋼帯端部にノズル8で酸素、または空気、または酸素混合空気を吹き付けて鍛接して接合し、鍛接鋼管を製造した。一部の鋼管は、鋼帯2をエッジ切削するか、および/または、鍛接して接合した後、絞り圧延を行った。製造した鍛接鋼管は、外径48.6mmφ〜114.3mmφ、肉厚1.8mm〜6.1mm、引張強度(TS)290N/mm2〜500N/mm2、伸び率23%〜90%である。フレア加工は押し拡げ率(フレア加工後のフレア部分の最外径円周方向平均値/フレア加工前の鍛接鋼管外径)1.3〜1.4の条件で行った。
【0027】
上記で製造した鍛接鋼管の接合部における鋼管肉厚方向長さと鋼管肉厚との比、鋼管内面の筋深さ、鋼管内面側および外面側のビード高さとともに、これら鍛接鋼管をフレア加工した後の筋深さについて、表1に示した。
【0028】
本発明例であるNo.1からNo.6までは、フレア加工後の接合部の筋深さは、加工前の鍛接鋼管の筋深さより著しく低減しており、鋼管継手接触部分の平面度合いを良好にできることがわかった。これに対して、比較例であるNo.7からNo.10までは、フレア加工後の接合部の筋深さは、加工前の鍛接鋼管の筋深さより増加しており、鋼管継手接触部分の平面度合いを良好にできないことがわかった。
【0029】
【表1】
【産業上の利用可能性】
【0030】
本発明の鍛接鋼管は、フレア加工に供されても、鋼管接合部の筋深さが著しく浅いか、あるいは平坦で、フレア加工後の面が良好であり、フレア加工後の鋼管を継いだ場合、継手部分から内部の流体が洩れにくくて、配管施工の能率や信頼性の向上に大いに役立つものであり、能率および歩留まり良く加工を可能とするものであって、その効果は極めて大きいものである。
【符号の説明】
【0031】
1 コイラー
2 スリットした鋼帯
3 ルーパー
4 エッジ切削機
5 エッジ成形機
6 加熱炉
7 成形鍛接機
8 ノズル
9 絞り圧延機
10 鍛接鋼管
11 接合部
12 接合部の肉厚方向長さ
13 鋼管内面側の筋
14 鋼管内面側の筋深さ
15 内面側のビード部
16 肉厚中心から内面ビード部最大高さまでの長さ
17 肉厚の1/2
18 内面側ビード高さ
19 肉厚中心
20 肉厚(鋼管肉厚)
21 鋼管外面側の筋
22 外面側のビード部
【特許請求の範囲】
【請求項1】
鍛接して接合し、仕上げた鋼管において、鋼管の接合部肉厚方向長さを鋼管肉厚以上とされたことを特徴とするフレア加工後の面が良好な鍛接鋼管。
【請求項2】
鍛接して接合し、さらに絞り圧延を行って、仕上げた鋼管において、鋼管の接合部肉厚方向長さを鋼管肉厚以上とされたことを特徴とするフレア加工後の面が良好な鍛接鋼管。
【請求項3】
鋼管内面の接合部の筋深さを0.2mm以下とされたことを特徴とする請求項1または2に記載のフレア加工後の面が良好な鍛接鋼管。
【請求項4】
鋼管内面の接合部のビード高さを0.05mm以上とされたことを特徴とする請求項1〜3のいずれか1項に記載のフレア加工後の面が良好な鍛接鋼管。
【請求項1】
鍛接して接合し、仕上げた鋼管において、鋼管の接合部肉厚方向長さを鋼管肉厚以上とされたことを特徴とするフレア加工後の面が良好な鍛接鋼管。
【請求項2】
鍛接して接合し、さらに絞り圧延を行って、仕上げた鋼管において、鋼管の接合部肉厚方向長さを鋼管肉厚以上とされたことを特徴とするフレア加工後の面が良好な鍛接鋼管。
【請求項3】
鋼管内面の接合部の筋深さを0.2mm以下とされたことを特徴とする請求項1または2に記載のフレア加工後の面が良好な鍛接鋼管。
【請求項4】
鋼管内面の接合部のビード高さを0.05mm以上とされたことを特徴とする請求項1〜3のいずれか1項に記載のフレア加工後の面が良好な鍛接鋼管。
【図1】

【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2011−115820(P2011−115820A)
【公開日】平成23年6月16日(2011.6.16)
【国際特許分類】
【出願番号】特願2009−275546(P2009−275546)
【出願日】平成21年12月3日(2009.12.3)
【特許番号】特許第4577451号(P4577451)
【特許公報発行日】平成22年11月10日(2010.11.10)
【出願人】(000001258)JFEスチール株式会社 (8,589)
【復代理人】
【識別番号】100152973
【弁理士】
【氏名又は名称】鈴木 葉子
【Fターム(参考)】
【公開日】平成23年6月16日(2011.6.16)
【国際特許分類】
【出願日】平成21年12月3日(2009.12.3)
【特許番号】特許第4577451号(P4577451)
【特許公報発行日】平成22年11月10日(2010.11.10)
【出願人】(000001258)JFEスチール株式会社 (8,589)
【復代理人】
【識別番号】100152973
【弁理士】
【氏名又は名称】鈴木 葉子
【Fターム(参考)】
[ Back to top ]