
フロントフォーク
【課題】 アウターチューブにめっきが施されるフロントフォークの改良に関し、倒立型に設定したときアウターチューブの車体側の端面にバリが発生することを防止する。
【解決手段】 アウターチューブ1の車体側開口部は、筒状に形成されると共にその端面10が水平に形成されてなり、内周がシール3を介してキャップ部材2外周と密接するシール部11と、このシール部11と上記端面10との間に形成される入口部12とを備え、この入口部12の内周が上記シール部11にかけて徐々に縮径されて端面10側の隙間形成面4及びシール部11側のシール用傾斜面5を形成し、上記アウターチューブ1の両端開口をマスキング部材6で密栓しながらめっきを施すとき、上記隙間形成面4における端面10側の端部4aと上記マスキング部材6の側面とが接触せず、上記隙間形成面4上に隙間Aを形成する。
【解決手段】 アウターチューブ1の車体側開口部は、筒状に形成されると共にその端面10が水平に形成されてなり、内周がシール3を介してキャップ部材2外周と密接するシール部11と、このシール部11と上記端面10との間に形成される入口部12とを備え、この入口部12の内周が上記シール部11にかけて徐々に縮径されて端面10側の隙間形成面4及びシール部11側のシール用傾斜面5を形成し、上記アウターチューブ1の両端開口をマスキング部材6で密栓しながらめっきを施すとき、上記隙間形成面4における端面10側の端部4aと上記マスキング部材6の側面とが接触せず、上記隙間形成面4上に隙間Aを形成する。
【発明の詳細な説明】
【技術分野】
【0001】
この発明は、倒立型のフロントフォークの改良に関する。
【背景技術】
【0002】
フロントフォークは、これまでに種々の提案がなされており、自転車や自動二輪車等の鞍乗り用車両の前輪を懸架し、この前輪に入力される路面振動を吸収する。
【0003】
特許文献1には、従来のフロントフォークの構成が開示されており、上記フロントフォークは、車軸側に連結されるアウターチューブと、車体側に連結されて上記アウターチューブ内に摺動自在に挿入するインナーチューブとを備えて正立型に設定される。
【0004】
上記アウターチューブは、アルミ素材からなり、アルマイト処理をしてその外周面に陽極酸化皮膜を形成する。これにより、フロントフォークを軽量化しながら防錆性能を得ることが可能となる。
【0005】
しかしながら、陽極酸化皮膜を形成した場合において、アウターチューブ外周面が艶消し調の外観となり、金属光沢のある外観を得ることができない。そこで、出願人は、先の出願においてアウターチューブ外周面に装飾用クロムめっきを施すことを提案した。
【0006】
当該提案のフロントフォークを倒立型に設定した場合、フロントフォークは、車体側に連結されるアウターチューブと、このアウターチューブの車体側開口部に装着されるキャップ部材とを備える。
【0007】
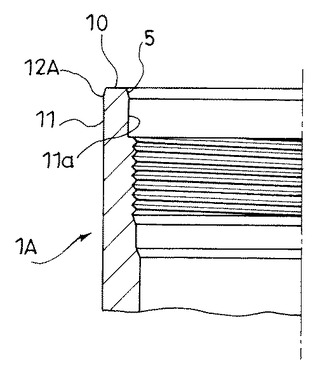
図5に示すように、上記アウターチューブ1Aの車体側開口部は、筒状に形成されると共にその端面10が水平に形成されてなり、シールを介して上記キャップ部材外周と密接するシール面11aを内周に有するシール部11と、このシール部11と上記端面10との間に形成される入口部12Aとを備える。
【0008】
この入口部12Aには、内周がシール部11にかけて徐々に縮径されてなるシール用傾斜面5が形成され、キャップ部材を装着するとき、キャップ部材外周に取り付けられるシールをシール部11内に案内する。
【0009】
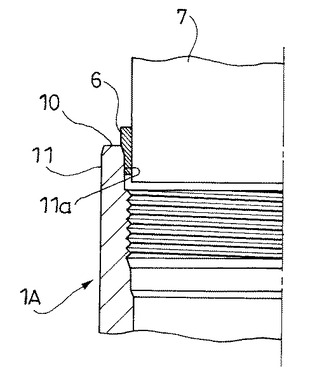
そして、アウターチューブ1A外周に装飾用クロムめっきを施すとき、図6に示すように、アウターチューブ1Aの両端開口をマスキング部材6で密栓し、めっき液内に浸漬する。
【0010】
このとき、アウターチューブ1Aの車体側開口部において、マスキング部材6は、シール部11で圧縮変形し、その外周をシール面11aに密着させてアウターチューブの車体側開口を封止する。そして、マスキング部材6は、シール用傾斜面5に沿って徐々に拡径され、その側面とアウターチューブの端面10とが接触する。
【先行技術文献】
【特許文献】
【0011】
【特許文献1】特開昭61−186500号公報
【発明の概要】
【発明が解決しようとする課題】
【0012】
従来のフロントフォークにおいて、アウターチューブ1Aの外周面と端面10に装飾用クロムめっきを施すことが可能となり、防錆性能を得ると共にアウターチューブを金属光沢のある外観にすることが可能となる点において有用である。
【0013】
しかしながら、従来のフロントフォークを正立型に設定した場合において不具合はないが、上述のように、従来のフロントフォークを倒立型に設定した場合において、以下の不具合を指摘される虞がある。
【0014】
即ち、従来のフロントフォークにおいては、アウターチューブ1Aにめっきを施す際、マスキング部材6の側面とアウターチューブ1Aの端面10とが接触するため、マスキング境界となる上記接触部に気泡が付着して端面10上にバリが発生する場合がある。
【0015】
この場合において、キャップ部材を装着したとき、上記端面10上で凸となるバリ部分のみ面圧が高くなり、キャップ部材が変形して要求される軸力が得られずキャップ部材が緩む虞があるため、バリ取り作業をして端面10を水平にする必要がある。
【0016】
そこで、本発明は、倒立型のフロントフォークにおけるアウターチューブにめっきを施した場合においても、端面に凹凸が生じることを防止することが可能なフロントフォークを提供することである。
【課題を解決するための手段】
【0017】
上記課題を解決するための手段は、車体と車軸との間に介装されて、車体側に連結され両端に車体側開口部及び車軸側開口部を有するアウターチューブと、このアウターチューブ内に摺動自在に挿入されるインナーチューブとからなるフォーク本体と、上記アウターチューブの車体側開口部に装着されるキャップ部材とを備えてなるフロントフォークにおいて、上記車体側開口部は、筒状に形成されると共にその端面が水平に形成されてなり、内周がシールを介して上記キャップ部材外周と密接するシール部と、このシール部と上記端面との間に形成される入口部とを備え、この入口部の内周が上記シール部にかけて徐々に縮径されて端面側の隙間形成面及びシール部側のシール用傾斜面を形成し、上記アウターチューブの両端開口をマスキング部材で密栓しながらめっきを施すとき、上記隙間形成面における端面側の端部と上記マスキング部材の側面とが接触せず、上記隙間形成面上に隙間を形成することである。
【発明の効果】
【0018】
本発明によれば、マスキング部材で密栓したとき隙間形成面上に隙間を形成することにより、マスキング境界にバリが発生したとしても上記隙間内にバリが収まることから、端面に凹凸が生じることを防止することが可能となり、従来のバリ取り作業が不要となる。
【図面の簡単な説明】
【0019】
【図1】本願発明の一実施の形態を示すフロントフォークを部分的に示す側面図であり、その一部を切り欠いて示す。
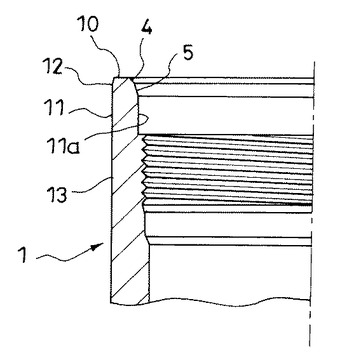
【図2】本発明の一実施の形態を示すフロントフォークにおけるアウターチューブを部分的に示す半断面図である。
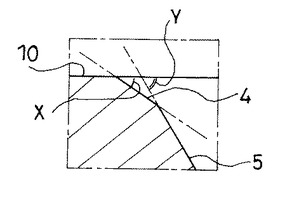
【図3】図2に示すアウターチューブの一部を拡大して示す縦断面図である。
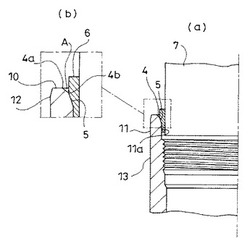
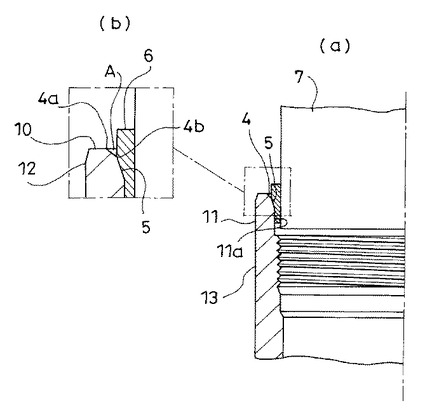
【図4】(a)図2に示すアウターチューブの車体側開口をマスキング部材で密栓した状態を示す半断面図である。(b)(a)に示すアウターチューブの入口部を拡大して示す縦断面図である。
【図5】従来のフロントフォークにおけるアウターチューブを部分的に示す半断面図である。
【図6】図5に示すアウターチューブの車体側開口をマスキング部材で密栓した状態を示す半断面図である。
【発明を実施するための形態】
【0020】
以下に本願発明の一実施の形態を示すフロントフォークについて、図面を参照しながら説明する。いくつかの図面を通して付された同じ符号は、同じ部品かまたはそれに対応する部品を示す。
【0021】
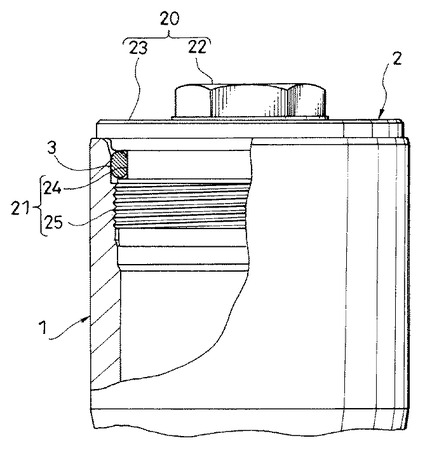
本実施の形態に係るフロントフォークは、車体と車軸との間に介装されて、図1に示すように、車体側に連結され両端に車体側開口部及び車軸側開口部を有するアウターチューブ1と、このアウターチューブ1内に摺動自在に挿入されるインナーチューブ(図示せず)とからなるフォーク本体と、上記アウターチューブ1の車体側開口部に装着されるキャップ部材2とを備えてなる。
【0022】
そして、上記アウターチューブ1の車体側開口部は、図2に示すように、筒状に形成されると共にその端面10が水平に形成されてなり、内周がシール3(図1)を介して上記キャップ部材2と密接するシール部11と、このシール部11と上記端面10との間に形成される入口部12とを備える。
【0023】
この入口部12の内周が上記シール部11にかけて徐々に縮径されて端面10側の隙間形成面4及びシール部11側のシール用傾斜面5を形成する。
【0024】
そして、上記アウターチューブ1の両端開口を図4に示すように、マスキング部材6で密栓しながらめっきを施すとき、上記隙間形成面4における端面10側の端部4aと上記マスキング部材6の側面とが接触せず、上記隙間形成面4上に隙間Aを形成する。
【0025】
以下に、詳細に説明すると、本実施の形態に係るフロントフォークは、自動二輪車の前輪を懸架する懸架装置であり、車体側に連結されるアウターチューブ1と、車軸側に連結されて上記アウターチューブ1内に摺動自在に挿入されるインナーチューブ(図示せず)とからなるフォーク本体を備え、倒立型に設定される。
【0026】
上記フォーク本体は、内部に作動流体や気体を収容し、これら作動流体や気体は、アウターチューブ1の車体側開口を塞ぐキャップ部材2と、インナーチューブの車軸側開口を塞ぐボトム部材(図示せず)と、上記アウターチューブ1の車軸側開口端部内周に設けられて上記インナーチューブ外周に摺接する環状のシール部材(図示せず)により、フォーク本体外に漏れることが防がれる。
【0027】
上記キャップ部材2は、図1に示すように、アウターチューブ1の車体側開口部に装着されてなり、装着状態においてアウターチューブ1の外部に配置される蓋体20と、アウターチューブ1の内部に配置されるキャップ本体21とを備える。上記蓋体20は、締め付け用の工具が係合可能な頭部22と、外周部がアウターチューブ1の車体側の端面10に衝合する蓋部23とを有し、上記キャップ本体21は、外周に沿って形成されて環状のシール3が係合するシール溝24と、アウターチューブ1に螺合するボルト部25とを有する。
【0028】
上記キャップ部材2が装着されるアウターチューブ1の車体側開口部は、図2に示すように、筒状に形成されると共にその端面10が水平に形成されてなり、キャップ部材2が装着された状態において上記シール溝24と対向するシール面11aを内周に有するシール部11と、このシール部11の図中下側に連設されて上記ボルト部25が螺合する螺合部13とを備える。
【0029】
また、アウターチューブ1の車体側開口部は、シール部11と端面10との間に形成される入口部12を備え、この入口部12には、内周が徐々に縮径されてなる隙間形成面4及びシール用傾斜面5が形成されて、これらは連続している。
【0030】
上記隙間形成面4は、端面10側に形成される傾斜面であり、上記シール用傾斜面5よりも緩い傾斜角度を有する。即ち、図3に示すように、上記端面10に対して隙間形成面4が傾斜する角度Xが、上記端面10に対してシール用傾斜面5が傾斜する角度Yよりも小さい。
【0031】
上記構成を備えることにより、キャップ部材2のシール溝24にシール3を係合した状態でボルト部25を螺合部13に螺合するとき、上記シール3が上記シール用傾斜面5を介してシール部11内に案内され、シール3外周がシール面11aに密着する。これにより、上記シール3でキャップ部材2とアウターチューブ1との隙間を封止することが可能となる。
【0032】
更に、上記アウターチューブ1は、アルミ素材からなり、図4に示すように、両端開口をマスキング部材6で密栓されながらアウターチューブ1の外周面及び上記端面10に装飾用クロムめっきが施される。
【0033】
上記マスキング部材6は、環状の弾性体からなり、めっき用治具に固定される支柱7の外周に装着される。そして、マスキング部材6をアウターチューブ1の両端開口内に挿入したとき、圧縮変形しながらアウターチューブ1の両端部内周面に密着する。これにより、マスキング部材6は、アウターチューブ1内にめっき液が浸入することを防止して、めっき液と接触する部分にのみめっきを施すことが可能となる。
【0034】
このとき、アウターチューブ1の車体側開口部において、マスキング部材6は、シール部11内で圧縮変形し、その外周をシール面11aに密着させてアウターチューブ1の車体側開口を封止する。また、マスキング部材6は、シール用傾斜面5に沿って徐々に拡径される。そして、マスキング部材6の側面が隙間形成面4のシール用傾斜面5側の端部4bに当接し、隙間形成面4の端面10側の端部4aとが接触しないため、隙間形成面4上に隙間Aが形成される。
【0035】
上記構成を備えることにより、マスキング境界が隙間形成面4の端部4b上にでき、マスキング境界にバリが発生した場合においても上記バリが上記隙間A内に収まることから端面10に凹凸が生じることがなく、バリ取り作業が不要となる。
【0036】
つまり、めっきを施した場合においてもバリ取り作業をすることなく端面10を水平に保つことが可能となることから、上記端面10でキャップ部材10における蓋部23の外周部を受けたとき面圧が均等となり、キャップ部材2が変形することを防止して要求される軸力を得ることが可能となる。
【0037】
また、上記構成によれば、シール用傾斜面5にもバリが発生することがなく、上記バリでシール3を損傷することを防止することが可能となる。
【0038】
また、上述のように、上記隙間形成面4が上記シール用傾斜面5よりも緩い傾斜角度を有することにより、隙間形成面4上に隙間Aを形成することが容易に可能となる。
【0039】
また、例えば、従来のアウターチューブ1Aのシール用傾斜面5と端面10との境界部を削り、隙間形成面4を形成することのみでバリ処理が不要となるアウターチューブ1とすることが可能であることから、既に製造した従来のアウターチューブ1Aを有効利用することが可能となる。
【0040】
尚、上記隙間Aの大きさは、発生するバリの大きさに応じて適宜設定することが可能であり、上記隙間形成面4の傾斜角度も上記隙間Aの必要とされる大きさに応じて適宜設定することが可能である。
【0041】
また、図示しないが隙間形成面4を湾曲面としても良く、隙間Aを形成し得る限りにおいて適宜形状を選択することが可能である。
【0042】
また、マスキング部材6の側面が隙間形成面4のシール用傾斜面5側の端部4bに当接することから、隙間形成面4上の隙間Aを大きくすることが可能であるが、隙間形成面4の一部にマスキング部材6が乗り上げても良い。
【0043】
また、上記シール用傾斜面5の傾斜角度は、シール3をシール部11内に案内し易い角度に適宜設定すれば良い。
【0044】
また、上記マスキング部材6の構成も適宜選択することが可能であり、例えば、図示しないが、円盤状に形成される弾性体からなるものとしても良い。
【0045】
尚、ここでの詳細な説明は省略するが、アウターチューブ1に装飾用クロムめっきを施すにあたり、下地に電気ニッケルめっきを施す等、適宜前処理がなされるものである。
【0046】
以上、本発明の好ましい実施の形態を詳細に説明したが、特許請求の範囲から逸脱することなく改造、変形及び変更を行うことができることは理解すべきである。
【0047】
例えば、上記実施の形態においては、アウターチューブ1がアルミ素材からなり、装飾用クロムめっきを施したものとしたがこの限りではなく、アウターチューブ1の素材及びめっきの種類は、適宜変更することが可能である。
【符号の説明】
【0048】
A 隙間
1、1A アウターチューブ
2 キャップ部材
3 シール
4 隙間形成面
5 シール用傾斜面
6 マスキング部材
10 端面
11 シール部材
11a シール面
12 入口部
13 螺合部
20 蓋体
21 キャップ本体
22 頭部
23 蓋部
24 シール溝
25 ボルト部
【技術分野】
【0001】
この発明は、倒立型のフロントフォークの改良に関する。
【背景技術】
【0002】
フロントフォークは、これまでに種々の提案がなされており、自転車や自動二輪車等の鞍乗り用車両の前輪を懸架し、この前輪に入力される路面振動を吸収する。
【0003】
特許文献1には、従来のフロントフォークの構成が開示されており、上記フロントフォークは、車軸側に連結されるアウターチューブと、車体側に連結されて上記アウターチューブ内に摺動自在に挿入するインナーチューブとを備えて正立型に設定される。
【0004】
上記アウターチューブは、アルミ素材からなり、アルマイト処理をしてその外周面に陽極酸化皮膜を形成する。これにより、フロントフォークを軽量化しながら防錆性能を得ることが可能となる。
【0005】
しかしながら、陽極酸化皮膜を形成した場合において、アウターチューブ外周面が艶消し調の外観となり、金属光沢のある外観を得ることができない。そこで、出願人は、先の出願においてアウターチューブ外周面に装飾用クロムめっきを施すことを提案した。
【0006】
当該提案のフロントフォークを倒立型に設定した場合、フロントフォークは、車体側に連結されるアウターチューブと、このアウターチューブの車体側開口部に装着されるキャップ部材とを備える。
【0007】
図5に示すように、上記アウターチューブ1Aの車体側開口部は、筒状に形成されると共にその端面10が水平に形成されてなり、シールを介して上記キャップ部材外周と密接するシール面11aを内周に有するシール部11と、このシール部11と上記端面10との間に形成される入口部12Aとを備える。
【0008】
この入口部12Aには、内周がシール部11にかけて徐々に縮径されてなるシール用傾斜面5が形成され、キャップ部材を装着するとき、キャップ部材外周に取り付けられるシールをシール部11内に案内する。
【0009】
そして、アウターチューブ1A外周に装飾用クロムめっきを施すとき、図6に示すように、アウターチューブ1Aの両端開口をマスキング部材6で密栓し、めっき液内に浸漬する。
【0010】
このとき、アウターチューブ1Aの車体側開口部において、マスキング部材6は、シール部11で圧縮変形し、その外周をシール面11aに密着させてアウターチューブの車体側開口を封止する。そして、マスキング部材6は、シール用傾斜面5に沿って徐々に拡径され、その側面とアウターチューブの端面10とが接触する。
【先行技術文献】
【特許文献】
【0011】
【特許文献1】特開昭61−186500号公報
【発明の概要】
【発明が解決しようとする課題】
【0012】
従来のフロントフォークにおいて、アウターチューブ1Aの外周面と端面10に装飾用クロムめっきを施すことが可能となり、防錆性能を得ると共にアウターチューブを金属光沢のある外観にすることが可能となる点において有用である。
【0013】
しかしながら、従来のフロントフォークを正立型に設定した場合において不具合はないが、上述のように、従来のフロントフォークを倒立型に設定した場合において、以下の不具合を指摘される虞がある。
【0014】
即ち、従来のフロントフォークにおいては、アウターチューブ1Aにめっきを施す際、マスキング部材6の側面とアウターチューブ1Aの端面10とが接触するため、マスキング境界となる上記接触部に気泡が付着して端面10上にバリが発生する場合がある。
【0015】
この場合において、キャップ部材を装着したとき、上記端面10上で凸となるバリ部分のみ面圧が高くなり、キャップ部材が変形して要求される軸力が得られずキャップ部材が緩む虞があるため、バリ取り作業をして端面10を水平にする必要がある。
【0016】
そこで、本発明は、倒立型のフロントフォークにおけるアウターチューブにめっきを施した場合においても、端面に凹凸が生じることを防止することが可能なフロントフォークを提供することである。
【課題を解決するための手段】
【0017】
上記課題を解決するための手段は、車体と車軸との間に介装されて、車体側に連結され両端に車体側開口部及び車軸側開口部を有するアウターチューブと、このアウターチューブ内に摺動自在に挿入されるインナーチューブとからなるフォーク本体と、上記アウターチューブの車体側開口部に装着されるキャップ部材とを備えてなるフロントフォークにおいて、上記車体側開口部は、筒状に形成されると共にその端面が水平に形成されてなり、内周がシールを介して上記キャップ部材外周と密接するシール部と、このシール部と上記端面との間に形成される入口部とを備え、この入口部の内周が上記シール部にかけて徐々に縮径されて端面側の隙間形成面及びシール部側のシール用傾斜面を形成し、上記アウターチューブの両端開口をマスキング部材で密栓しながらめっきを施すとき、上記隙間形成面における端面側の端部と上記マスキング部材の側面とが接触せず、上記隙間形成面上に隙間を形成することである。
【発明の効果】
【0018】
本発明によれば、マスキング部材で密栓したとき隙間形成面上に隙間を形成することにより、マスキング境界にバリが発生したとしても上記隙間内にバリが収まることから、端面に凹凸が生じることを防止することが可能となり、従来のバリ取り作業が不要となる。
【図面の簡単な説明】
【0019】
【図1】本願発明の一実施の形態を示すフロントフォークを部分的に示す側面図であり、その一部を切り欠いて示す。
【図2】本発明の一実施の形態を示すフロントフォークにおけるアウターチューブを部分的に示す半断面図である。
【図3】図2に示すアウターチューブの一部を拡大して示す縦断面図である。
【図4】(a)図2に示すアウターチューブの車体側開口をマスキング部材で密栓した状態を示す半断面図である。(b)(a)に示すアウターチューブの入口部を拡大して示す縦断面図である。
【図5】従来のフロントフォークにおけるアウターチューブを部分的に示す半断面図である。
【図6】図5に示すアウターチューブの車体側開口をマスキング部材で密栓した状態を示す半断面図である。
【発明を実施するための形態】
【0020】
以下に本願発明の一実施の形態を示すフロントフォークについて、図面を参照しながら説明する。いくつかの図面を通して付された同じ符号は、同じ部品かまたはそれに対応する部品を示す。
【0021】
本実施の形態に係るフロントフォークは、車体と車軸との間に介装されて、図1に示すように、車体側に連結され両端に車体側開口部及び車軸側開口部を有するアウターチューブ1と、このアウターチューブ1内に摺動自在に挿入されるインナーチューブ(図示せず)とからなるフォーク本体と、上記アウターチューブ1の車体側開口部に装着されるキャップ部材2とを備えてなる。
【0022】
そして、上記アウターチューブ1の車体側開口部は、図2に示すように、筒状に形成されると共にその端面10が水平に形成されてなり、内周がシール3(図1)を介して上記キャップ部材2と密接するシール部11と、このシール部11と上記端面10との間に形成される入口部12とを備える。
【0023】
この入口部12の内周が上記シール部11にかけて徐々に縮径されて端面10側の隙間形成面4及びシール部11側のシール用傾斜面5を形成する。
【0024】
そして、上記アウターチューブ1の両端開口を図4に示すように、マスキング部材6で密栓しながらめっきを施すとき、上記隙間形成面4における端面10側の端部4aと上記マスキング部材6の側面とが接触せず、上記隙間形成面4上に隙間Aを形成する。
【0025】
以下に、詳細に説明すると、本実施の形態に係るフロントフォークは、自動二輪車の前輪を懸架する懸架装置であり、車体側に連結されるアウターチューブ1と、車軸側に連結されて上記アウターチューブ1内に摺動自在に挿入されるインナーチューブ(図示せず)とからなるフォーク本体を備え、倒立型に設定される。
【0026】
上記フォーク本体は、内部に作動流体や気体を収容し、これら作動流体や気体は、アウターチューブ1の車体側開口を塞ぐキャップ部材2と、インナーチューブの車軸側開口を塞ぐボトム部材(図示せず)と、上記アウターチューブ1の車軸側開口端部内周に設けられて上記インナーチューブ外周に摺接する環状のシール部材(図示せず)により、フォーク本体外に漏れることが防がれる。
【0027】
上記キャップ部材2は、図1に示すように、アウターチューブ1の車体側開口部に装着されてなり、装着状態においてアウターチューブ1の外部に配置される蓋体20と、アウターチューブ1の内部に配置されるキャップ本体21とを備える。上記蓋体20は、締め付け用の工具が係合可能な頭部22と、外周部がアウターチューブ1の車体側の端面10に衝合する蓋部23とを有し、上記キャップ本体21は、外周に沿って形成されて環状のシール3が係合するシール溝24と、アウターチューブ1に螺合するボルト部25とを有する。
【0028】
上記キャップ部材2が装着されるアウターチューブ1の車体側開口部は、図2に示すように、筒状に形成されると共にその端面10が水平に形成されてなり、キャップ部材2が装着された状態において上記シール溝24と対向するシール面11aを内周に有するシール部11と、このシール部11の図中下側に連設されて上記ボルト部25が螺合する螺合部13とを備える。
【0029】
また、アウターチューブ1の車体側開口部は、シール部11と端面10との間に形成される入口部12を備え、この入口部12には、内周が徐々に縮径されてなる隙間形成面4及びシール用傾斜面5が形成されて、これらは連続している。
【0030】
上記隙間形成面4は、端面10側に形成される傾斜面であり、上記シール用傾斜面5よりも緩い傾斜角度を有する。即ち、図3に示すように、上記端面10に対して隙間形成面4が傾斜する角度Xが、上記端面10に対してシール用傾斜面5が傾斜する角度Yよりも小さい。
【0031】
上記構成を備えることにより、キャップ部材2のシール溝24にシール3を係合した状態でボルト部25を螺合部13に螺合するとき、上記シール3が上記シール用傾斜面5を介してシール部11内に案内され、シール3外周がシール面11aに密着する。これにより、上記シール3でキャップ部材2とアウターチューブ1との隙間を封止することが可能となる。
【0032】
更に、上記アウターチューブ1は、アルミ素材からなり、図4に示すように、両端開口をマスキング部材6で密栓されながらアウターチューブ1の外周面及び上記端面10に装飾用クロムめっきが施される。
【0033】
上記マスキング部材6は、環状の弾性体からなり、めっき用治具に固定される支柱7の外周に装着される。そして、マスキング部材6をアウターチューブ1の両端開口内に挿入したとき、圧縮変形しながらアウターチューブ1の両端部内周面に密着する。これにより、マスキング部材6は、アウターチューブ1内にめっき液が浸入することを防止して、めっき液と接触する部分にのみめっきを施すことが可能となる。
【0034】
このとき、アウターチューブ1の車体側開口部において、マスキング部材6は、シール部11内で圧縮変形し、その外周をシール面11aに密着させてアウターチューブ1の車体側開口を封止する。また、マスキング部材6は、シール用傾斜面5に沿って徐々に拡径される。そして、マスキング部材6の側面が隙間形成面4のシール用傾斜面5側の端部4bに当接し、隙間形成面4の端面10側の端部4aとが接触しないため、隙間形成面4上に隙間Aが形成される。
【0035】
上記構成を備えることにより、マスキング境界が隙間形成面4の端部4b上にでき、マスキング境界にバリが発生した場合においても上記バリが上記隙間A内に収まることから端面10に凹凸が生じることがなく、バリ取り作業が不要となる。
【0036】
つまり、めっきを施した場合においてもバリ取り作業をすることなく端面10を水平に保つことが可能となることから、上記端面10でキャップ部材10における蓋部23の外周部を受けたとき面圧が均等となり、キャップ部材2が変形することを防止して要求される軸力を得ることが可能となる。
【0037】
また、上記構成によれば、シール用傾斜面5にもバリが発生することがなく、上記バリでシール3を損傷することを防止することが可能となる。
【0038】
また、上述のように、上記隙間形成面4が上記シール用傾斜面5よりも緩い傾斜角度を有することにより、隙間形成面4上に隙間Aを形成することが容易に可能となる。
【0039】
また、例えば、従来のアウターチューブ1Aのシール用傾斜面5と端面10との境界部を削り、隙間形成面4を形成することのみでバリ処理が不要となるアウターチューブ1とすることが可能であることから、既に製造した従来のアウターチューブ1Aを有効利用することが可能となる。
【0040】
尚、上記隙間Aの大きさは、発生するバリの大きさに応じて適宜設定することが可能であり、上記隙間形成面4の傾斜角度も上記隙間Aの必要とされる大きさに応じて適宜設定することが可能である。
【0041】
また、図示しないが隙間形成面4を湾曲面としても良く、隙間Aを形成し得る限りにおいて適宜形状を選択することが可能である。
【0042】
また、マスキング部材6の側面が隙間形成面4のシール用傾斜面5側の端部4bに当接することから、隙間形成面4上の隙間Aを大きくすることが可能であるが、隙間形成面4の一部にマスキング部材6が乗り上げても良い。
【0043】
また、上記シール用傾斜面5の傾斜角度は、シール3をシール部11内に案内し易い角度に適宜設定すれば良い。
【0044】
また、上記マスキング部材6の構成も適宜選択することが可能であり、例えば、図示しないが、円盤状に形成される弾性体からなるものとしても良い。
【0045】
尚、ここでの詳細な説明は省略するが、アウターチューブ1に装飾用クロムめっきを施すにあたり、下地に電気ニッケルめっきを施す等、適宜前処理がなされるものである。
【0046】
以上、本発明の好ましい実施の形態を詳細に説明したが、特許請求の範囲から逸脱することなく改造、変形及び変更を行うことができることは理解すべきである。
【0047】
例えば、上記実施の形態においては、アウターチューブ1がアルミ素材からなり、装飾用クロムめっきを施したものとしたがこの限りではなく、アウターチューブ1の素材及びめっきの種類は、適宜変更することが可能である。
【符号の説明】
【0048】
A 隙間
1、1A アウターチューブ
2 キャップ部材
3 シール
4 隙間形成面
5 シール用傾斜面
6 マスキング部材
10 端面
11 シール部材
11a シール面
12 入口部
13 螺合部
20 蓋体
21 キャップ本体
22 頭部
23 蓋部
24 シール溝
25 ボルト部
【特許請求の範囲】
【請求項1】
車体と車軸との間に介装されて、車体側に連結され両端に車体側開口部及び車軸側開口部を有するアウターチューブと、このアウターチューブ内に摺動自在に挿入されるインナーチューブとからなるフォーク本体と、上記アウターチューブの車体側開口部に装着されるキャップ部材とを備えてなるフロントフォークにおいて、
上記車体側開口部は、筒状に形成されると共にその端面が水平に形成されてなり、内周がシールを介して上記キャップ部材外周と密接するシール部と、このシール部と上記端面との間に形成される入口部とを備え、
この入口部の内周が上記シール部にかけて徐々に縮径されて端面側の隙間形成面及びシール部側のシール用傾斜面を形成し、
上記アウターチューブの両端開口をマスキング部材で密栓しながらめっきを施すとき、上記隙間形成面における端面側の端部と上記マスキング部材の側面とが接触せず、上記隙間形成面上に隙間を形成することを特徴とするフロントフォーク。
【請求項2】
上記隙間形成面が傾斜面からなり、上記隙間形成面が上記シール用傾斜面よりも緩い傾斜角度を有することを特徴とする請求項1に記載のフロントフォーク。
【請求項3】
上記アウターチューブは、アルミ素材からなり、上記めっきが装飾用クロムめっきであることを特徴とする請求項1または請求項2に記載のフロントフォーク。
【請求項1】
車体と車軸との間に介装されて、車体側に連結され両端に車体側開口部及び車軸側開口部を有するアウターチューブと、このアウターチューブ内に摺動自在に挿入されるインナーチューブとからなるフォーク本体と、上記アウターチューブの車体側開口部に装着されるキャップ部材とを備えてなるフロントフォークにおいて、
上記車体側開口部は、筒状に形成されると共にその端面が水平に形成されてなり、内周がシールを介して上記キャップ部材外周と密接するシール部と、このシール部と上記端面との間に形成される入口部とを備え、
この入口部の内周が上記シール部にかけて徐々に縮径されて端面側の隙間形成面及びシール部側のシール用傾斜面を形成し、
上記アウターチューブの両端開口をマスキング部材で密栓しながらめっきを施すとき、上記隙間形成面における端面側の端部と上記マスキング部材の側面とが接触せず、上記隙間形成面上に隙間を形成することを特徴とするフロントフォーク。
【請求項2】
上記隙間形成面が傾斜面からなり、上記隙間形成面が上記シール用傾斜面よりも緩い傾斜角度を有することを特徴とする請求項1に記載のフロントフォーク。
【請求項3】
上記アウターチューブは、アルミ素材からなり、上記めっきが装飾用クロムめっきであることを特徴とする請求項1または請求項2に記載のフロントフォーク。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2012−97839(P2012−97839A)
【公開日】平成24年5月24日(2012.5.24)
【国際特許分類】
【出願番号】特願2010−246437(P2010−246437)
【出願日】平成22年11月2日(2010.11.2)
【出願人】(000000929)カヤバ工業株式会社 (2,151)
【Fターム(参考)】
【公開日】平成24年5月24日(2012.5.24)
【国際特許分類】
【出願日】平成22年11月2日(2010.11.2)
【出願人】(000000929)カヤバ工業株式会社 (2,151)
【Fターム(参考)】
[ Back to top ]