
ブッシュの抜き取り方法
【課題】 薄い肉厚のブッシュであっても、ハウジングを損傷することなく容易に抜き取ることができ、作業者の熟練度に依ることなく、ハウジングの穴内周面の交換後の精度を損なわずにブッシュの抜き取り方法を提供する。
【解決手段】 抜き取り用工具10のタップ11の先端のガイド部12をブッシュBに差し込んで垂直度を高めた状態にし、その後ねじを切ってブッシュBを損傷することなくねじ溝を形成する。また、タップ11のねじ切り部13に規制カラー14を取り付けてハウジングHに当たるまでねじを切ることで、ブッシュBの肉厚以下のねじ溝を形成することができ、熟練度に依らず、ハウジングHの穴aの内周面に傷をつけずに短時間でねじを切るようにする。
さらに、ブッシュBに形成されたねじにボルト16をねじ込み、反対側から抜き出し用ロッド17をボルト16に当てて押出し、ボルト16を介してブッシュBに十分な力を伝えて抜き取る。
【解決手段】 抜き取り用工具10のタップ11の先端のガイド部12をブッシュBに差し込んで垂直度を高めた状態にし、その後ねじを切ってブッシュBを損傷することなくねじ溝を形成する。また、タップ11のねじ切り部13に規制カラー14を取り付けてハウジングHに当たるまでねじを切ることで、ブッシュBの肉厚以下のねじ溝を形成することができ、熟練度に依らず、ハウジングHの穴aの内周面に傷をつけずに短時間でねじを切るようにする。
さらに、ブッシュBに形成されたねじにボルト16をねじ込み、反対側から抜き出し用ロッド17をボルト16に当てて押出し、ボルト16を介してブッシュBに十分な力を伝えて抜き取る。
【発明の詳細な説明】
【技術分野】
【0001】
本発明はブッシュの抜き取り方法に関し、ハウジングに嵌合された薄い肉厚の例えば0.5mm〜2.0mm程度のブッシュをハウジングを損傷することなく容易に抜き取ることができるようにしたもので、特に搬送用チェーンの多数のローラリンクのブッシュの抜き取りなどに好適なものである。
【背景技術】
【0002】
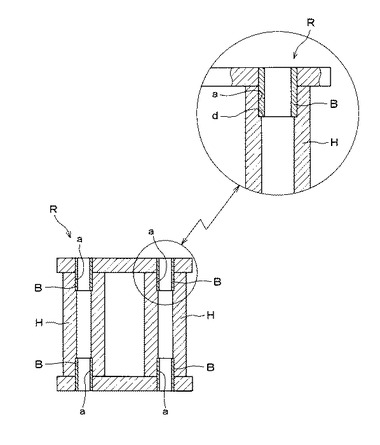
各種の装置や機械器具の軸体の回転部分や摺動部分の支持にブッシュが用いられ、ハウジングの穴に嵌合して使用されており、例えば、図4に示すように、搬送用チェーンのローラリンクRにもブッシュBが嵌合されている。
このようなブッシュBに摩耗や破損が生じた場合、あるいは予め定めた時間が経過した場合の精度の維持のために、ブッシュBを交換することが行われる。
【0003】
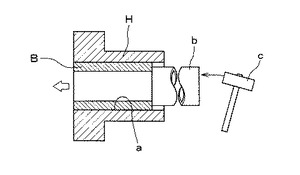
このようなハウジングHの穴aに嵌合されたブッシュBを抜く方法としては、例えば、図5に示すように、ハウジングHのブッシュBと反対側から硬い棒状の素材bをブッシュBに当て、ハンマーcで叩いて力を加えて抜き取る方法があるが、ハウジングHの穴aの直径に合わせた棒状素材bによって穴aの内周面に傷をつけてしまい、ブッシュ交換後の回転や摺動の精度を狂わせる怖れがある。
【0004】
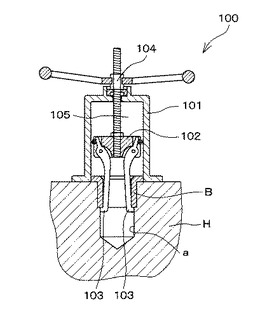
そこで、専用の工具として、例えば、図6に示すように、ブッシュプーラー100を用意し、ブラケット101をハウジングHに設置し、昇降ブロック102の複数の係止爪103,103をブッシュBの内径段差部に係止し、昇降ブロック102の昇降用のナット104にねじ込まれたガイドボルト105を回転することによってブッシュBをハウジングHの穴aから引き抜くことが提案されている(特許文献1参照)。
【0005】
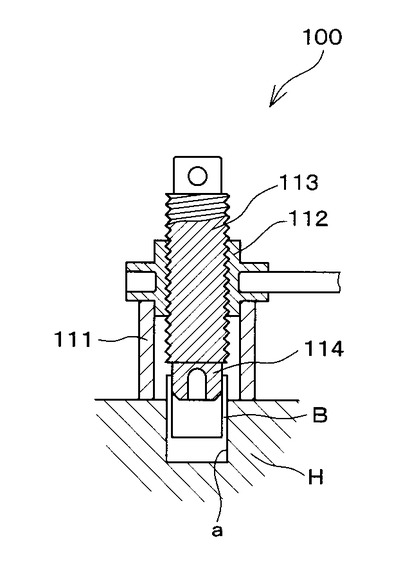
さらに、専用工具110として、例えば、図7に示すように、ハウジングHに設置されるカラーリング111にねじ機構112で昇降する本体113を設け、この本体113の先端部のタップ部分114でブッシュBの内径部分にねじ溝を形成しながらねじ込んでおき、本体113をねじ機構112で回転することによってブッシュBをハウジングHの穴aから引き抜くことが提案されている(特許文献2参照)。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】実公平1−37779号公報
【特許文献2】特開昭63−232983号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
ところが、特許文献1に開示されたブッシュプーラー100を用いることで通常のブッシュBは抜き取ることができるものの、特に肉厚が1mm程度の薄肉のブッシュBの場合には、係止爪103,103の引っ掛かり部分が少なく、引き抜くための充分な力を伝えることができないばかりか、ハウジングHの穴aの内周面を引っ掻いてしまい、傷をつけてブッシュ交換後の回転や摺動の精度を狂わせる怖れがあるという問題がある。
さらに、ローラリンクRの場合のように、薄肉ブッシュBがハウジングHの穴aの全長に嵌合されずに、段差部dを形成して段差部dに突き当たるまで薄肉ブッシュBが嵌合されている場合には、一層ブッシュBに引き抜くための力を伝え難いという問題がある。
また、特許文献2では、タップ部分114を備えた専用工具110を用いる場合に、タップ部分114によるねじの切り始めにブッシュBに対し専用工具110のタップ部分114が斜めに食いつき易く、このままねじを形成すると、ブッシュBが螺旋状に破断し、ブッシュBを抜き辛くなるとともに、破断したブッシュBのバリでハウジングHの穴aの内周面を傷つけてしまうという問題がある。
【0008】
発明は、かかる従来技術の問題点に鑑みてなされたもので、肉厚が0.5mm〜2.0mm程度の薄肉のブッシュであってもハウジングから抜き取ることができ、作業者の熟練度に依ることなくハウジングの穴内周面の交換後の精度を損なわずに、容易に抜き取ることができるブッシュの抜き取り方法を提供しようとするものである。
【課題を解決するための手段】
【0009】
前記課題を解決するため、発明の請求項1に記載のブッシュの抜き取り方法は、ハウジングに嵌合されたブッシュを抜き取るに際し、前記ブッシュの内径と略同径のガイド部を先端に備え、前記ブッシュにねじを切るねじ切り部を備えたタップに、前記ハウジングに当てることで、前記ブッシュの肉厚以下のねじ溝深さに規制する規制カラーを取り付け、ハウジングに嵌合された前記ブッシュに前記タップのガイド部を差し込んで、前記規制カラーで規制されるまで当該タップを回転してブッシュの肉厚以下の深さのねじ溝を形成した後、このブッシュのねじ溝にハウジング外方からボルトをねじ込んで装着し、次いで、ハウジングの前記ボルト装着側と反対の外方からブッシュ内に抜き出し用ロッドを挿入して前記ボルトの先端面に当て、この抜き出し用ロッドを介して前記ボルトごと前記ブッシュを抜き取ることを特徴とするものである。
【0010】
本発明の請求項2に記載のブッシュの抜き取り方法は、請求項1記載の構成に加え、前記ボルトのねじ山高さを、前記タップのねじ溝深さに合わせたテーパ状に形成して、ブッシュのねじ溝にねじ込むことを特徴とするものである。
【発明の効果】
【0011】
本発明の請求項1に記載のブッシュの抜き取り方法によれば、ハウジングに嵌合されたブッシュを抜き取るに際し、タップの先端のガイド部をブッシュに差し込むことで、垂直度を高めた状態にし、その後ねじを切り始めることで、ブッシュを損傷することなくねじ溝を形成することができる。また、タップのねじ切り部に規制カラーを取り付けてハウジングに当たるまでねじを切ることで、ブッシュの肉厚以下のねじ溝を形成することができ、熟練度に依らず、ハウジングの穴内周面に傷をつけずに短時間にねじを切ることができる。
さらに、ブッシュに形成されたねじにボルトをねじ込み、反対側から抜き出し用ロッドを当てて押出すことで、ボルトを介してブッシュに十分な力を伝えて抜き取ることができる。
【0012】
本発明の請求項2に記載のブッシュの抜き取り方法によれば、ボルトをねじ込んでもブッシュのねじ溝の損傷、或いはその外周のハウジングの損傷を防止して、ブッシュごとハウジングから抜き取ることができる。
【図面の簡単な説明】
【0013】
【図1】本発明のブッシュの抜き取り方法の一実施形態に用いる工具にかかる正面図、右側面図およびボルトの正面図である。
【図2】本発明のブッシュの抜き取り方法の一実施形態にかかる工程説明図である。
【図3】本発明のブッシュの抜き取り方法の一実施形態にかかる工程説明図である。
【図4】本発明のブッシュの抜き取り方法の適用対象の1例にかかる搬送用チェーンのローラリンクの一部分を拡大して示す断面図である。
【図5】従来のブッシュの抜き取り方法を説明する断面図である。
【図6】従来のブッシュの抜き取り方法に用いるブッシュプーラーの断面図である。
【図7】従来のブッシュの抜き取り方法に用いる専用工具の断面図である。
【発明を実施するための形態】
【0014】
以下、本発明の一実施の形態について、図面に基づき詳細に説明する。
本発明のブッシュの抜き取り方法は、肉厚が0.5mmから2.0mm程度の薄肉のブッシュBを抜き取り対象とするものであり、例えば図4で説明した搬送用チェーンのローラリンクRのブッシュBを挙げることができ、特にハウジングHの穴aに形成された段差部dに突き当たるまでブッシュBが嵌合されている場合に好適である。
【0015】
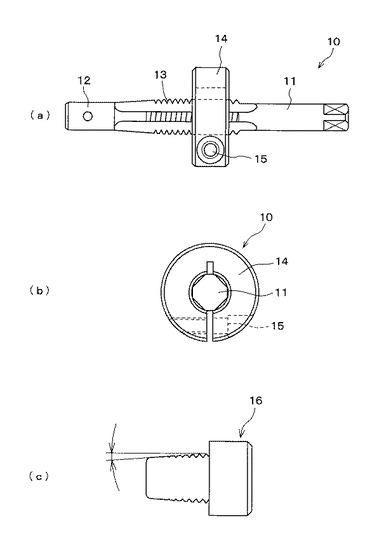
本発明のブッシュの抜き取り方法においては、図1に示すように、抜き取り用工具10が用いられ、タップ11の先端に、ブッシュBの内径と略同径の円柱状のガイド部12が一体に形成されるとともに、ねじ切り部13が設けられ、ブッシュBの肉厚部分にねじ溝を切ることができるものが使用される。そして、タップ11のねじ切り部13は、先端が細く次第に太くなるテーパ状であり、ストッパーとして規制カラー14をねじ切り部13にボルト15で締め付けて取り付けてある。
そして、タップ11のねじ切り部13によってブッシュBにねじ溝が切られるが、そのねじ溝は、ねじ切り部13が回転して進むに従って深くなり、ブッシュBの肉厚部分を越えて、ハウジングHまでねじ溝が形成される怖れがあるが、ストッパーとしての規制カラー14がハウジングHに当たり、タップ11の回転を停止して形成されるブッシュBのねじ溝深さを前記ブッシュBの肉厚以下に規制する。ブッシュBのねじ溝深さは、ブッシュBが破断しないように前記ブッシュBの肉厚よりも0.2mm以下であることが好ましい。
【0016】
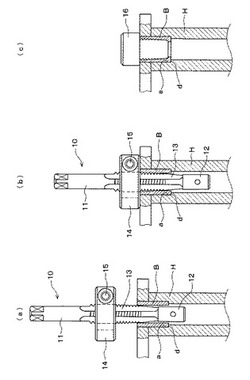
また、本発明のブッシュの抜き取り方法においては、図1(c)に示すように、前述したねじ溝にねじ込むボルト16が用意され、ブッシュBに形成したねじ溝にねじ込まれる。
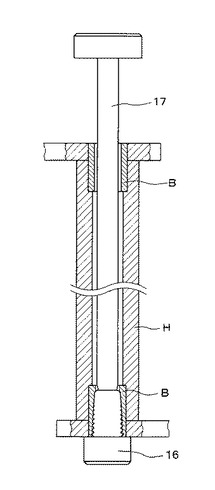
さらに、本発明のブッシュの抜き取り方法においては、図3に示すように、ブッシュBに形成したねじ溝にねじ込んだボルト16を、ハウジングHの反対側から押し出すため、例えば外径がブッシュBの内径より小さい円柱体に頭部が一体に形成されたボルト状の抜き出し用ロッド17が用意される。
【0017】
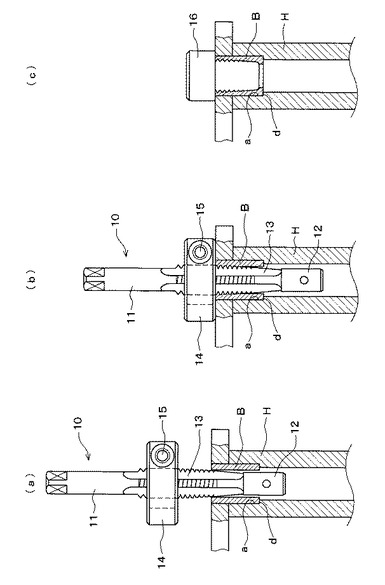
次に、抜き取り用工具10を用いた本発明のブッシュの抜き取り方法について、図2および図3により具体的に説明する。
まず、ハウジングHの穴aに嵌合されているブッシュBに、その内径に適合するガイド部12を先端に有する抜き取り用工具10を差し込んで垂直度を確保し、この垂直状態を維持してタップ11を回転してねじ切りを開始する(図2(a)参照)。
この後、タップ11を回転してねじ切りを進め、規制カラー14がハウジングHに当たるまでねじ切りを行い、例えば7〜10山程度のねじ溝を形成する(図2(b)参照)。
こうすることで、薄肉のブッシュBでも熟練を要さず、ハウジングHの穴aの内周面に傷をつけることもなく、短時間でブッシュBの肉厚部分に精度良くねじ溝を形成することができる。
次いで、ブッシュBに形成したねじ溝にボルト16をねじ込んで装着する(図2(c)参照)。
【0018】
最後に、ボルト16を装着したブッシュBと反対側のハウジングHの外方から、抜き出し用ロッド17を挿入してボルト16の先端面に当てた状態とし、図示しないハンドプレスなどを用いて抜き出し用ロッド17を衝撃を加えることなく押し出してブッシュBをハウジングHの穴aから抜き取る(図3参照)。
【0019】
以上のような工程を経ることで、ハウジングHの穴aの段差部dに突き当たるまで嵌合された薄肉のブッシュBであっても、衝撃を加えることなく容易に抜き取ることができる。
これにより、ハウジングHからブッシュBを抜き取る際に、ハウジングHの穴aの内周面を損傷することがなく、ブッシュBを交換した後も、交換前と同様に高精度に回転や摺動を維持することができる。
したがって、例えばプリフォームをブロー成形する前の加熱工程で、プリフォームを搬送する回転軸を支持する搬送チェーンに埋め込まれたブッシュを定期的に交換する場合にも、ハウジングに損傷を与えることなくブッシュを抜き取って交換することができ、1度に交換する数が大量で、しかも、ブッシュ交換後の回転軸の回転や摺動の精度が要求される場合でも、短時間に交換でき、コスト削減を図ることができる。
【0020】
なお、前記の実施形態では、ローラリンクRの片側の1個のブッシュを抜き取る場合を例に説明したが、片側の2つのブッシュを抜き取るようにしても良く、こうすることで抜き出し用ロッドによる押出しの際の押出し力が集中せず、ローラリンクRのハウジングに分散させて支持することができる。
【符号の説明】
【0021】
10 抜き取り用工具
11 タップ
12 ガイド部
13 ねじ切り部
14 規制カラー
15 ボルト
16 ボルト
17 抜き出し用ロッド
B ブッシュ
H ハウジング
a 穴
d 段差部
【技術分野】
【0001】
本発明はブッシュの抜き取り方法に関し、ハウジングに嵌合された薄い肉厚の例えば0.5mm〜2.0mm程度のブッシュをハウジングを損傷することなく容易に抜き取ることができるようにしたもので、特に搬送用チェーンの多数のローラリンクのブッシュの抜き取りなどに好適なものである。
【背景技術】
【0002】
各種の装置や機械器具の軸体の回転部分や摺動部分の支持にブッシュが用いられ、ハウジングの穴に嵌合して使用されており、例えば、図4に示すように、搬送用チェーンのローラリンクRにもブッシュBが嵌合されている。
このようなブッシュBに摩耗や破損が生じた場合、あるいは予め定めた時間が経過した場合の精度の維持のために、ブッシュBを交換することが行われる。
【0003】
このようなハウジングHの穴aに嵌合されたブッシュBを抜く方法としては、例えば、図5に示すように、ハウジングHのブッシュBと反対側から硬い棒状の素材bをブッシュBに当て、ハンマーcで叩いて力を加えて抜き取る方法があるが、ハウジングHの穴aの直径に合わせた棒状素材bによって穴aの内周面に傷をつけてしまい、ブッシュ交換後の回転や摺動の精度を狂わせる怖れがある。
【0004】
そこで、専用の工具として、例えば、図6に示すように、ブッシュプーラー100を用意し、ブラケット101をハウジングHに設置し、昇降ブロック102の複数の係止爪103,103をブッシュBの内径段差部に係止し、昇降ブロック102の昇降用のナット104にねじ込まれたガイドボルト105を回転することによってブッシュBをハウジングHの穴aから引き抜くことが提案されている(特許文献1参照)。
【0005】
さらに、専用工具110として、例えば、図7に示すように、ハウジングHに設置されるカラーリング111にねじ機構112で昇降する本体113を設け、この本体113の先端部のタップ部分114でブッシュBの内径部分にねじ溝を形成しながらねじ込んでおき、本体113をねじ機構112で回転することによってブッシュBをハウジングHの穴aから引き抜くことが提案されている(特許文献2参照)。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】実公平1−37779号公報
【特許文献2】特開昭63−232983号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
ところが、特許文献1に開示されたブッシュプーラー100を用いることで通常のブッシュBは抜き取ることができるものの、特に肉厚が1mm程度の薄肉のブッシュBの場合には、係止爪103,103の引っ掛かり部分が少なく、引き抜くための充分な力を伝えることができないばかりか、ハウジングHの穴aの内周面を引っ掻いてしまい、傷をつけてブッシュ交換後の回転や摺動の精度を狂わせる怖れがあるという問題がある。
さらに、ローラリンクRの場合のように、薄肉ブッシュBがハウジングHの穴aの全長に嵌合されずに、段差部dを形成して段差部dに突き当たるまで薄肉ブッシュBが嵌合されている場合には、一層ブッシュBに引き抜くための力を伝え難いという問題がある。
また、特許文献2では、タップ部分114を備えた専用工具110を用いる場合に、タップ部分114によるねじの切り始めにブッシュBに対し専用工具110のタップ部分114が斜めに食いつき易く、このままねじを形成すると、ブッシュBが螺旋状に破断し、ブッシュBを抜き辛くなるとともに、破断したブッシュBのバリでハウジングHの穴aの内周面を傷つけてしまうという問題がある。
【0008】
発明は、かかる従来技術の問題点に鑑みてなされたもので、肉厚が0.5mm〜2.0mm程度の薄肉のブッシュであってもハウジングから抜き取ることができ、作業者の熟練度に依ることなくハウジングの穴内周面の交換後の精度を損なわずに、容易に抜き取ることができるブッシュの抜き取り方法を提供しようとするものである。
【課題を解決するための手段】
【0009】
前記課題を解決するため、発明の請求項1に記載のブッシュの抜き取り方法は、ハウジングに嵌合されたブッシュを抜き取るに際し、前記ブッシュの内径と略同径のガイド部を先端に備え、前記ブッシュにねじを切るねじ切り部を備えたタップに、前記ハウジングに当てることで、前記ブッシュの肉厚以下のねじ溝深さに規制する規制カラーを取り付け、ハウジングに嵌合された前記ブッシュに前記タップのガイド部を差し込んで、前記規制カラーで規制されるまで当該タップを回転してブッシュの肉厚以下の深さのねじ溝を形成した後、このブッシュのねじ溝にハウジング外方からボルトをねじ込んで装着し、次いで、ハウジングの前記ボルト装着側と反対の外方からブッシュ内に抜き出し用ロッドを挿入して前記ボルトの先端面に当て、この抜き出し用ロッドを介して前記ボルトごと前記ブッシュを抜き取ることを特徴とするものである。
【0010】
本発明の請求項2に記載のブッシュの抜き取り方法は、請求項1記載の構成に加え、前記ボルトのねじ山高さを、前記タップのねじ溝深さに合わせたテーパ状に形成して、ブッシュのねじ溝にねじ込むことを特徴とするものである。
【発明の効果】
【0011】
本発明の請求項1に記載のブッシュの抜き取り方法によれば、ハウジングに嵌合されたブッシュを抜き取るに際し、タップの先端のガイド部をブッシュに差し込むことで、垂直度を高めた状態にし、その後ねじを切り始めることで、ブッシュを損傷することなくねじ溝を形成することができる。また、タップのねじ切り部に規制カラーを取り付けてハウジングに当たるまでねじを切ることで、ブッシュの肉厚以下のねじ溝を形成することができ、熟練度に依らず、ハウジングの穴内周面に傷をつけずに短時間にねじを切ることができる。
さらに、ブッシュに形成されたねじにボルトをねじ込み、反対側から抜き出し用ロッドを当てて押出すことで、ボルトを介してブッシュに十分な力を伝えて抜き取ることができる。
【0012】
本発明の請求項2に記載のブッシュの抜き取り方法によれば、ボルトをねじ込んでもブッシュのねじ溝の損傷、或いはその外周のハウジングの損傷を防止して、ブッシュごとハウジングから抜き取ることができる。
【図面の簡単な説明】
【0013】
【図1】本発明のブッシュの抜き取り方法の一実施形態に用いる工具にかかる正面図、右側面図およびボルトの正面図である。
【図2】本発明のブッシュの抜き取り方法の一実施形態にかかる工程説明図である。
【図3】本発明のブッシュの抜き取り方法の一実施形態にかかる工程説明図である。
【図4】本発明のブッシュの抜き取り方法の適用対象の1例にかかる搬送用チェーンのローラリンクの一部分を拡大して示す断面図である。
【図5】従来のブッシュの抜き取り方法を説明する断面図である。
【図6】従来のブッシュの抜き取り方法に用いるブッシュプーラーの断面図である。
【図7】従来のブッシュの抜き取り方法に用いる専用工具の断面図である。
【発明を実施するための形態】
【0014】
以下、本発明の一実施の形態について、図面に基づき詳細に説明する。
本発明のブッシュの抜き取り方法は、肉厚が0.5mmから2.0mm程度の薄肉のブッシュBを抜き取り対象とするものであり、例えば図4で説明した搬送用チェーンのローラリンクRのブッシュBを挙げることができ、特にハウジングHの穴aに形成された段差部dに突き当たるまでブッシュBが嵌合されている場合に好適である。
【0015】
本発明のブッシュの抜き取り方法においては、図1に示すように、抜き取り用工具10が用いられ、タップ11の先端に、ブッシュBの内径と略同径の円柱状のガイド部12が一体に形成されるとともに、ねじ切り部13が設けられ、ブッシュBの肉厚部分にねじ溝を切ることができるものが使用される。そして、タップ11のねじ切り部13は、先端が細く次第に太くなるテーパ状であり、ストッパーとして規制カラー14をねじ切り部13にボルト15で締め付けて取り付けてある。
そして、タップ11のねじ切り部13によってブッシュBにねじ溝が切られるが、そのねじ溝は、ねじ切り部13が回転して進むに従って深くなり、ブッシュBの肉厚部分を越えて、ハウジングHまでねじ溝が形成される怖れがあるが、ストッパーとしての規制カラー14がハウジングHに当たり、タップ11の回転を停止して形成されるブッシュBのねじ溝深さを前記ブッシュBの肉厚以下に規制する。ブッシュBのねじ溝深さは、ブッシュBが破断しないように前記ブッシュBの肉厚よりも0.2mm以下であることが好ましい。
【0016】
また、本発明のブッシュの抜き取り方法においては、図1(c)に示すように、前述したねじ溝にねじ込むボルト16が用意され、ブッシュBに形成したねじ溝にねじ込まれる。
さらに、本発明のブッシュの抜き取り方法においては、図3に示すように、ブッシュBに形成したねじ溝にねじ込んだボルト16を、ハウジングHの反対側から押し出すため、例えば外径がブッシュBの内径より小さい円柱体に頭部が一体に形成されたボルト状の抜き出し用ロッド17が用意される。
【0017】
次に、抜き取り用工具10を用いた本発明のブッシュの抜き取り方法について、図2および図3により具体的に説明する。
まず、ハウジングHの穴aに嵌合されているブッシュBに、その内径に適合するガイド部12を先端に有する抜き取り用工具10を差し込んで垂直度を確保し、この垂直状態を維持してタップ11を回転してねじ切りを開始する(図2(a)参照)。
この後、タップ11を回転してねじ切りを進め、規制カラー14がハウジングHに当たるまでねじ切りを行い、例えば7〜10山程度のねじ溝を形成する(図2(b)参照)。
こうすることで、薄肉のブッシュBでも熟練を要さず、ハウジングHの穴aの内周面に傷をつけることもなく、短時間でブッシュBの肉厚部分に精度良くねじ溝を形成することができる。
次いで、ブッシュBに形成したねじ溝にボルト16をねじ込んで装着する(図2(c)参照)。
【0018】
最後に、ボルト16を装着したブッシュBと反対側のハウジングHの外方から、抜き出し用ロッド17を挿入してボルト16の先端面に当てた状態とし、図示しないハンドプレスなどを用いて抜き出し用ロッド17を衝撃を加えることなく押し出してブッシュBをハウジングHの穴aから抜き取る(図3参照)。
【0019】
以上のような工程を経ることで、ハウジングHの穴aの段差部dに突き当たるまで嵌合された薄肉のブッシュBであっても、衝撃を加えることなく容易に抜き取ることができる。
これにより、ハウジングHからブッシュBを抜き取る際に、ハウジングHの穴aの内周面を損傷することがなく、ブッシュBを交換した後も、交換前と同様に高精度に回転や摺動を維持することができる。
したがって、例えばプリフォームをブロー成形する前の加熱工程で、プリフォームを搬送する回転軸を支持する搬送チェーンに埋め込まれたブッシュを定期的に交換する場合にも、ハウジングに損傷を与えることなくブッシュを抜き取って交換することができ、1度に交換する数が大量で、しかも、ブッシュ交換後の回転軸の回転や摺動の精度が要求される場合でも、短時間に交換でき、コスト削減を図ることができる。
【0020】
なお、前記の実施形態では、ローラリンクRの片側の1個のブッシュを抜き取る場合を例に説明したが、片側の2つのブッシュを抜き取るようにしても良く、こうすることで抜き出し用ロッドによる押出しの際の押出し力が集中せず、ローラリンクRのハウジングに分散させて支持することができる。
【符号の説明】
【0021】
10 抜き取り用工具
11 タップ
12 ガイド部
13 ねじ切り部
14 規制カラー
15 ボルト
16 ボルト
17 抜き出し用ロッド
B ブッシュ
H ハウジング
a 穴
d 段差部
【特許請求の範囲】
【請求項1】
ハウジングに嵌合されたブッシュを抜き取るに際し、
前記ブッシュの内径と略同径のガイド部を先端に備え、前記ブッシュにねじを切るねじ切り部を備えたタップに、前記ハウジングに当てることで前記ブッシュの肉厚以下のねじ溝深さに規制する規制カラーを取り付け、
ハウジングに嵌合された前記ブッシュに前記タップのガイド部を差し込んで前記規制カラーで規制されるまで当該タップを回転して、ブッシュの肉厚以下の深さのねじ溝を形成した後、このブッシュのねじ溝にハウジング外方からボルトをねじ込んで装着し、次いで、ハウジングの前記ボルト装着側と反対の外方からブッシュ内に抜き出し用ロッドを挿入して前記ボルトの先端面に当て、この抜き出し用ロッドを介して前記ボルトごと前記ブッシュを抜き取ることを特徴とするブッシュの抜き取り方法。
【請求項2】
前記ボルトのねじ山高さを、前記タップのねじ溝深さに合わせたテーパ状に形成して、ブッシュのねじ溝にねじ込むことを特徴とする請求項1記載のブッシュの抜き取り方法。
【請求項1】
ハウジングに嵌合されたブッシュを抜き取るに際し、
前記ブッシュの内径と略同径のガイド部を先端に備え、前記ブッシュにねじを切るねじ切り部を備えたタップに、前記ハウジングに当てることで前記ブッシュの肉厚以下のねじ溝深さに規制する規制カラーを取り付け、
ハウジングに嵌合された前記ブッシュに前記タップのガイド部を差し込んで前記規制カラーで規制されるまで当該タップを回転して、ブッシュの肉厚以下の深さのねじ溝を形成した後、このブッシュのねじ溝にハウジング外方からボルトをねじ込んで装着し、次いで、ハウジングの前記ボルト装着側と反対の外方からブッシュ内に抜き出し用ロッドを挿入して前記ボルトの先端面に当て、この抜き出し用ロッドを介して前記ボルトごと前記ブッシュを抜き取ることを特徴とするブッシュの抜き取り方法。
【請求項2】
前記ボルトのねじ山高さを、前記タップのねじ溝深さに合わせたテーパ状に形成して、ブッシュのねじ溝にねじ込むことを特徴とする請求項1記載のブッシュの抜き取り方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2012−240134(P2012−240134A)
【公開日】平成24年12月10日(2012.12.10)
【国際特許分類】
【出願番号】特願2011−110090(P2011−110090)
【出願日】平成23年5月17日(2011.5.17)
【出願人】(000003768)東洋製罐株式会社 (1,150)
【Fターム(参考)】
【公開日】平成24年12月10日(2012.12.10)
【国際特許分類】
【出願日】平成23年5月17日(2011.5.17)
【出願人】(000003768)東洋製罐株式会社 (1,150)
【Fターム(参考)】
[ Back to top ]