
ブラシ器具及びその製造方法

【課題】少なく簡単な工程で得ることができると共に、カーボンブラシとブラシスプリングを安定して固着し、品質を高めることができる。
【解決手段】摺接面211側の前部21と、前部21より後方の後部22とを有するカーボンブラシ20と、後部22に係合して設けられ、カーボンブラシ20の摺接面211より奥まった位置に設置される取付具30と、取付具30のスプリング挿入孔321と、カーボンブラシ20の摺接面211と逆側に位置する後部22の端面に形成されてスプリング挿入孔321と略連続する凹溝22とに、一方端側を収容して配置されているブラシスプリング40とを備え、ブラシスプリング40と取付具30とが接着材若しくは溶接で固着されていることを特徴とするブラシ装置10。
【解決手段】摺接面211側の前部21と、前部21より後方の後部22とを有するカーボンブラシ20と、後部22に係合して設けられ、カーボンブラシ20の摺接面211より奥まった位置に設置される取付具30と、取付具30のスプリング挿入孔321と、カーボンブラシ20の摺接面211と逆側に位置する後部22の端面に形成されてスプリング挿入孔321と略連続する凹溝22とに、一方端側を収容して配置されているブラシスプリング40とを備え、ブラシスプリング40と取付具30とが接着材若しくは溶接で固着されていることを特徴とするブラシ装置10。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、電動機等に用いられるカーボンブラシに係り、カーボンブラシにブラシスプリングを取り付けて構成されるブラシ装置及びその製造方法に関する。
【背景技術】
【0002】
従来、カーボンブラシにブラシスプリングを取り付ける際には、カーボンブラシにブラシスプリングを直接半田付けすることが困難であることから、カーボンブラシの取付面に銅メッキ等で金属層を形成し、この金属層とコイルスプリングとを半田付けすることにより、カーボンブラシとブラシスプリングの取り付けを行っている。また、これに関連する技術として、カーボンブラシの取付面に圧縮及び焼結によって金属層を形成し、この金属層にブラシスプリングを半田付け又は溶接で取り付けるものも提案されている(特許文献1参照)。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2007−515146号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ところで、カーボンブラシの取付面だけにメッキ処理で銅層等の金属層を形成する場合、取付面を除くカーボンブラシの表面にマスキングを施して取付面だけにメッキ処理を行う工程や、多数のカーボンブラシを個々に密着して整列配置し、取付面だけを露出させ、その露出する取付面だけにメッキ処理を行う工程を必要とし、高い精度の要求される多数の工数が必要とされるという不具合がある。更に、取付面の金属層の品位に応じて、半田付け等によるブラシスプリングの固着品質にバラツキが生じ、半田が乗らない、金属層が剥離する等の問題も生ずる。また、特許文献1の如く圧縮及び焼結によって金属層を形成する場合には、より複雑で高精度の工程が必要とされるという問題がある。
【0005】
本発明は上記課題に鑑み提案するものであって、少なく簡単な工程で得ることができると共に、カーボンブラシとブラシスプリングを安定して固着し、品質を高めることができるブラシ装置及びその製造方法を提供することを目的とする。
【課題を解決するための手段】
【0006】
本発明のブラシ装置は、摺接面側の前部と、前記前部より後方の後部とを有するカーボンブラシと、前記後部に係合して設けられ、前記カーボンブラシの前記摺接面より奥まった位置に設置される取付具と、前記取付具のスプリング挿入孔と、前記カーボンブラシの前記摺接面と逆側に位置する前記後部の端面に形成されて前記スプリング挿入孔と略連続する凹溝とに、一方端側を収容して配置されているブラシスプリングとを備え、前記ブラシスプリングと前記取付具とが接着材若しくは溶接で固着されていることを特徴とする。
前記構成では、カーボンブラシの表面にマスキングしてメッキ処理する工程や、多数のカーボンブラシを個々に密着して整列配置し、露出する取付面にメッキ処理する工程等が不要となり、少なく簡単な工程でブラシ装置を得ることができる。また、カーボンブラシに係合設置される取付具とブラシスプリングを固着することにより、金属層の品位に応じて固着品質にバラツキが生ずるようなことがなく、カーボンブラシとブラシスプリングを安定して固着し、高品質のブラシ装置を得ることができる。また、スプリング挿入孔にブラシスプリングを収容することで、ブラシスプリングと取付具との固定をより確実なものにすることができると共に、スプリング挿入孔と略連続する凹溝にブラシスプリングを収容することで、カーボンブラシに対してブラシスプリングを容易に配置することができる。
【0007】
本発明のブラシ装置は、摺接面側の前部と、前記前部より後方の後部とを有するカーボンブラシと、前記後部に係合して設けられ、前記カーボンブラシの前記摺接面より奥まった位置に設置される取付具と、前記取付具のスプリング挿入孔と、前記カーボンブラシに形成されて前記スプリング挿入孔と略連続する貫通穴とに、一方端側を収容して配置されているブラシスプリングとを備え、前記ブラシスプリングと前記取付具とが接着材若しくは溶接で固着されていることを特徴とする。
前記構成では、カーボンブラシの表面にマスキングしてメッキ処理する工程や、多数のカーボンブラシを個々に密着して整列配置し、露出する取付面にメッキ処理する工程等が不要となり、少なく簡単な工程でブラシ装置を得ることができる。また、カーボンブラシに係合設置される取付具とブラシスプリングを固着することにより、金属層の品位に応じて固着品質にバラツキが生ずるようなことがなく、カーボンブラシとブラシスプリングを安定して固着し、高品質のブラシ装置を得ることができる。また、スプリング挿入孔にブラシスプリングを収容することで、ブラシスプリングと取付具との固定をより確実なものにすることができると共に、スプリング挿入孔と略連続する貫通穴にブラシスプリングを収容することで、ブラシスプリングのカーボンブラシへの取り付けをより確実なものにすることができる。
【0008】
本発明のブラシ装置は、摺接面側の前部と、前記前部より後方の後部とを有するカーボンブラシと、前記後部に係合して設けられ、前記カーボンブラシの前記摺接面より奥まった位置に設置される取付具と、前記取付具のスプリング係合凹部と、前記カーボンブラシの前記摺接面と逆側に位置する前記後部の端面に形成されて前記スプリング係合凹部と略連続する凹溝とに、一方端側を収容して配置されているブラシスプリングとを備え、前記ブラシスプリングと前記取付具とが接着材若しくは溶接で固着されていることを特徴とする。
前記構成では、カーボンブラシの表面にマスキングしてメッキ処理する工程や、多数のカーボンブラシを個々に密着して整列配置し、露出する取付面にメッキ処理する工程等が不要となり、少なく簡単な工程でブラシ装置を得ることができる。また、カーボンブラシに係合設置される取付具とブラシスプリングを固着することにより、金属層の品位に応じて固着品質にバラツキが生ずるようなことがなく、カーボンブラシとブラシスプリングを安定して固着し、高品質のブラシ装置を得ることができる。また、スプリング係合凹部にブラシスプリングを収容することで、取付具に対してブラシスプリングを容易に配置することができると共に、スプリング係合凹部と略連続する凹溝にブラシスプリングを収容することで、カーボンブラシに対してブラシスプリングを容易に配置することができる。
【0009】
本発明のブラシ装置は、摺接面側の前部と、前記前部より後方の後部とを有するカーボンブラシと、前記後部に係合して設けられ、前記カーボンブラシの前記摺接面より奥まった位置に設置される取付具と、前記取付具のスプリング係合凹部と、前記カーボンブラシに形成されて前記スプリング係合凹部と略連続する貫通穴とに、一方端側を収容して配置されているブラシスプリングとを備え、前記ブラシスプリングと前記取付具とが接着材若しくは溶接で固着されていることを特徴とする。
前記構成では、カーボンブラシの表面にマスキングしてメッキ処理する工程や、多数のカーボンブラシを個々に密着して整列配置し、露出する取付面にメッキ処理する工程等が不要となり、少なく簡単な工程でブラシ装置を得ることができる。また、カーボンブラシに係合設置される取付具とブラシスプリングを固着することにより、金属層の品位に応じて固着品質にバラツキが生ずるようなことがなく、カーボンブラシとブラシスプリングを安定して固着し、高品質のブラシ装置を得ることができる。また、スプリング係合凹部にブラシスプリングを収容することで、取付具に対してブラシスプリングを容易に配置することができると共に、スプリング係合凹部と略連続する貫通穴にブラシスプリングを収容することで、ブラシスプリングのカーボンブラシへの取り付けをより確実なものにすることができる。
【0010】
また、本発明のブラシ装置の製造方法は、本発明によるブラシ装置の製造方法であって、前記取付具の取付穴に前記カーボンブラシを摺接面側から挿入し、前記後部で側方に突出形成されている係合部と前記取付穴の周縁とを係合すると共に、前記係合により、前記取付具の前記スプリング挿入孔若しくは前記スプリング係合凹部と前記カーボンブラシの前記凹溝若しくは前記貫通穴とを略連続させる工程を備えることを特徴とする。
前記構成では、取付具の取付穴へのカーボンブラシの挿入で、カーボンブラシを取付具に容易に係合設置することができる。また、この係合設置により、取付具のスプリング挿入孔若しくはスプリング係合凹部とカーボンブラシの凹溝若しくは貫通穴とを略連続させることで、製造工程を効率化することができる。
【0011】
本発明のブラシ装置の製造方法は、前記取付具の両側縁に設けられている舌片を折り曲げて、前記舌片に形成されている前記スプリング挿入孔若しくは前記スプリング係合凹部と前記カーボンブラシの前記凹溝若しくは前記貫通穴とを略連続させることを特徴とする。
前記構成では、取付具の両側縁を開放状態にしてカーボンブラシを取付具に取り付けることが可能であり、カーボンブラシの取付具への取り付けを容易化することができる。また、舌片の折り曲げにより、取付具のスプリング挿入孔若しくはスプリング係合凹部とカーボンブラシの凹溝若しくは貫通穴とを容易に略連続させることができる。
【0012】
本発明のブラシ装置の製造方法は、本発明によるブラシ装置の製造方法であって、断面視略C字形の本体と、前記本体の両側縁に設けられている舌片を有する前記取付具の本体内に、前記カーボンブラシの後部を滑動して係合配置する工程と、少なくとも前記カーボンブラシを装入した側の舌片を折り曲げて、前記舌片に形成されている前記スプリング挿入孔と前記カーボンブラシの前記貫通穴とを略連続させる工程とを備えることを特徴とする。
前記構成では、断面視略C字形の本体でカーボンブラシの後部を保護することができる。また、取付具の側縁を開放状態にしてカーボンブラシを滑動して取り付けることが可能であり、カーボンブラシの取付具への取り付けを容易に行うことができる。また、舌片の折り曲げにより、取付具のスプリング挿入孔若しくはスプリング係合凹部とカーボンブラシの凹溝若しくは貫通穴とを容易に略連続させることができる。
【0013】
本発明のブラシ装置の製造方法は、本発明によるブラシ装置の製造方法であって、断面視略コ字形の本体と、前記本体の両側縁に設けられている舌片を有する前記取付具の本体を、前記カーボンブラシの後部に前記摺接面と逆側から係合し、前記舌片に形成されている前記スプリング挿入孔と前記カーボンブラシの前記貫通穴とを略連続させる工程を備えることを特徴とする。
前記構成では、断面視略コ字形の本体でカーボンブラシの後部を保護することができる。また、取付具の本体をカーボンブラシの後部に摺接面と逆側から係合することで、舌片に形成されているスプリング挿入孔とカーボンブラシの貫通穴とを略連続させることにより、製造工程を効率化することができる。
【0014】
また、本発明の電動機は、本発明のブラシ装置或いは本発明の製造方法によるブラシ装置を備えることを特徴とする。
本発明によれば、本発明のブラシ装置或いは本発明の製造方法の作用効果を有する電動機を構成することができる。
【発明の効果】
【0015】
本発明では、カーボンブラシの表面にマスキングしてメッキ処理する工程や、多数のカーボンブラシを個々に密着して整列配置し、露出する取付面にメッキ処理する工程等が不要となり、少なく簡単な工程でブラシ装置を得ることができる。また、カーボンブラシに係合設置される取付具とブラシスプリングを固着することにより、金属層の品位に応じて固着品質にバラツキが生ずるようなことがなく、カーボンブラシとブラシスプリングを安定して固着し、高品質のブラシ装置を得ることができる。
【図面の簡単な説明】
【0016】
【図1】(a)は本発明による第1実施形態のブラシ装置の組立前の状態を示す斜視図、(b)は第1実施形態のブラシ装置の斜視図。
【図2】(a)は本発明による第2実施形態のブラシ装置の組立前の状態を示す斜視図、(b)は第2実施形態のブラシ装置の斜視図。
【図3】(a)は本発明による第3実施形態のブラシ装置の組立前の状態を示す斜視図、(b)は第3実施形態のブラシ装置の斜視図。
【図4】(a)は本発明による第4実施形態のブラシ装置の組立前の状態を示す斜視図、(b)は第4実施形態のブラシ装置の斜視図。
【図5】(a)は本発明による第5実施形態のブラシ装置の組立前の状態を示す斜視図、(b)は第5実施形態のブラシ装置の斜視図。
【図6】(a)は本発明による第6実施形態のブラシ装置の組立前の状態を示す斜視図、(b)は第6実施形態のブラシ装置の斜視図。
【発明を実施するための形態】
【0017】
〔第1実施形態のブラシ装置及びその製造方法〕
本発明による第1実施形態のブラシ装置及びその製造方法について説明する。図1(a)は本発明による第1実施形態のブラシ装置の組立前の状態を示す斜視図、図1(b)は第1実施形態のブラシ装置の斜視図である。
【0018】
〈第1実施形態のブラシ装置の構成〉
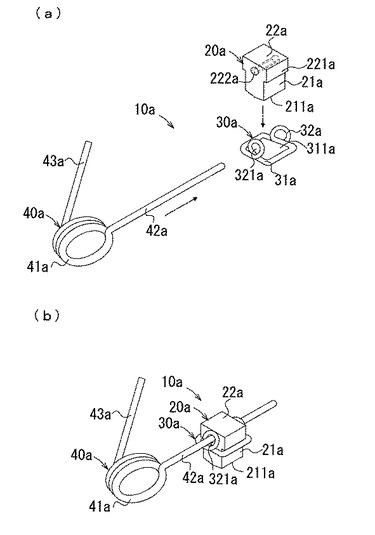
第1実施形態のブラシ装置10は、電動機等に用いられるものであり、図1に示すように、カーボンブラシ20と、カーボンブラシ20に係合して設けられる取付具30と、カーボンブラシ20と取付具30に対して固定されているブラシスプリング40とを備える。
【0019】
カーボンブラシ20は、略直方体形の前部21と、前部21の後方に位置し、前部21より幅広に形成されている後部22とから構成される。前部21の前端面には、整流子と摺接する摺接面211が形成されている。後部22には、両側の側方に略直方体形の係合部221・221が突出形成されており、両側の係合部221・221の中間位置における後部22の後端面、即ち摺接面211と逆側の端面には、係合部221の長手方向に沿うように凹溝222が形成されている。
【0020】
取付具30は、半田付け又は溶接が容易な金属等の素材で形成され、中央に取付穴311を有する方形の枠部31と、枠部31の一の対向する辺に後方へ突出形成されている舌片32・32と、枠部31の他の対向する辺に後方へ突出形成されている保持片33・33とを有する。舌片32・32には、それぞれスプリング挿入孔321・321が形成されている。
【0021】
ブラシスプリング40は、コイルスプリングであり、中央に巻回部41を有し、その一方端側と他方端側にそれぞれ略直線状の取付部42・43を有する。尚、本実施形態のブラシスプリング40は、コイルスプリングとしたが、リーフスプリング等の他のブラシスプリングを用いることも可能である。
【0022】
更に、枠部31の取付穴311に、取付具30の舌片32や保持片33が突出している後側から、カーボンブラシ20の前部21が挿入されている。カーボンブラシ20は、後部22の係合部221・221と取付具30の保持片33・33とを同じ側に合わせ、摺接面211側から取付穴311に挿入されており、取付穴311の周縁である枠部31の他の対向する辺に係合部221・221が載置され係合されている。カーボンブラシ20の後部22を取付具30に係合して設置することにより、取付具30のスプリング挿入孔321とカーボンブラシ20の凹溝222とが略連続する位置に配置されていると共に、取付具30がカーボンブラシ20の摺接面211より奥まった位置に設置されている。
【0023】
略連続するスプリング挿入孔321・321と凹溝222には、ブラシスプリング40の一方端側の取付部42が連通するように挿入され収容配置されている。そして、ブラシスプリング40の取付部42と取付具30の舌片32とを図示省略する半田等の接着材又は溶接で固着することにより、ブラシスプリング40と取付具30とが半田等の接着材又は溶接で固着されている。
【0024】
〈第1実施形態のブラシ装置の製造方法の構成〉
第1実施形態のブラシ装置10を製造する際には、前部21と、係合部221及び凹溝222を有する後部22とから構成されるカーボンブラシ20を形成すると共に、舌片32及び保持片33を有する枠部31である取付具30を形成する。
【0025】
次いで、カーボンブラシ20の後部22の係合部221・221と取付具30の保持片33・33との方向を合わせ、カーボンブラシ20を摺接面211側から取付具30の取付穴311に挿入し、枠部31の前記他の対向する辺に係合部221・221を載置して係合する。前記係合により、取付具30のスプリング挿入孔321とカーボンブラシ20の凹溝222とが略連続する位置に配置されている。
【0026】
その後、略連続するスプリング挿入孔321・321と凹溝222とに、ブラシスプリング40の一方端側の取付部42を挿入して収容配置する。そして、ブラシスプリング40の取付部42と取付具30の舌片32とを半田等の接着材又は溶接で固着することにより、ブラシ装置10の製造が完了する。
【0027】
〈第1実施形態の効果〉
第1実施形態では、少なく簡単な工程でブラシ装置10を得ることができる。また、カーボンブラシ20に係合設置される取付具30とブラシスプリング40を固着する構成により、金属層の品位に応じて固着品質にバラツキが生ずるようなことがなく、カーボンブラシ20とブラシスプリング40を安定して固着し、高品質のブラシ装置10を得ることができる。また、スプリング挿入孔321にブラシスプリング40を収容することで、ブラシスプリング40と取付具30との固定をより確実なものにすることができると共に、スプリング挿入孔321と略連続する凹溝222にブラシスプリング40を収容することで、カーボンブラシ20に対してブラシスプリング40を容易に配置することができる。
【0028】
また、取付具30の取付穴311へのカーボンブラシ20の挿入で、カーボンブラシ20を取付具30に容易に係合設置することができる。また、この係合設置により、取付具30のスプリング挿入孔321とカーボンブラシの凹溝222とを略連続させることで、製造工程を効率化することができる。
【0029】
〔第2実施形態のブラシ装置及びその製造方法〕
次に、第2実施形態のブラシ装置及びその製造方法について説明する。図2(a)は本発明による第2実施形態のブラシ装置の組立前の状態を示す斜視図、図2(b)は第2実施形態のブラシ装置の斜視図である。
【0030】
〈第2実施形態のブラシ装置の構成〉
第2実施形態のブラシ装置10aは、電動機等に用いられるものであり、図2に示すように、カーボンブラシ20aと、カーボンブラシ20aに係合して設けられる取付具30aと、カーボンブラシ20aと取付具30aに対して固定されているブラシスプリング40aとを備える。
【0031】
カーボンブラシ20aは、略直方体形の前部21aと、前部21aの後方に位置し、前部21aより幅広に形成されている後部22aとから構成される。前部21aの前端面には、整流子と摺接する摺接面211aが形成されている。後部22aには、両側の側方に略直方体形の係合部221a・221aが突出形成されており、後部22aの中央部には、係合部221aの長手方向に沿うように貫通孔222aが形成されている。
【0032】
取付具30aは、半田付け又は溶接が容易な金属等のワイヤ状の素材で形成され、中央に取付穴311aを有する略方形の枠部31aと、枠部31aの一の対向する辺に後方へ機械加工により略円状に曲げられている曲部32a・32aとを有する。曲部32a・32aは、それぞれスプリング挿入孔321a・321aを有する。
【0033】
ブラシスプリング40aは、コイルスプリングであり、中央に巻回部41aを有し、その一方端側と他方端側にそれぞれ略直線状の取付部42a・43aを有する。尚、本実施形態のブラシスプリング40aは、コイルスプリングとしたが、リーフスプリング等の他のブラシスプリングを用いることも可能である。
【0034】
更に、取付具30aの取付穴311aに、取付具30aの曲部32aが突出している後側から、カーボンブラシ20aの前部21aが挿入されている。カーボンブラシ20aは、摺接面211a側から取付穴311aに挿入されており、取付穴311aの周縁である枠部31aの他の対向する辺に係合部221a・221aが載置され係合されている。カーボンブラシ20aの後部22aを取付具30aに係合して設置することにより、取付具30aのスプリング挿入孔321aとカーボンブラシ20aの貫通孔222aとが略連続する位置に配置されていると共に、取付具30aがカーボンブラシ20aの摺接面211aより奥まった位置に配置されている。
【0035】
略連続するスプリング挿入孔321a・321aと貫通孔222aには、ブラシスプリング40aの一方端側の取付部42aが連通するように挿入され収容配置されている。そして、ブラシスプリング40aの取付部42aと取付具30aとを図示省略する半田等の接着材又は溶接で固着することにより、ブラシスプリング40aと取付具30aとが半田等の接着材又は溶接で固着されている。
【0036】
〈第2実施形態のブラシ装置の製造方法の構成〉
次に、第2実施形態のブラシ装置10aの製造方法について説明する。第2実施形態のブラシ装置10aを製造する際には、前部21aと、係合部221a及び貫通孔222aを有する後部22aとから構成されるカーボンブラシ20aを形成すると共に、曲部32aを有する枠部31aである取付具30aを形成する。
【0037】
次いで、カーボンブラシ20aの後部22aの係合部221a・221aが曲部32a側になるように方向を合わせ、カーボンブラシ20aを摺接面211a側から取付具30aの取付穴311aに挿入し、枠部31aの前記他の対向する辺に係合部221a・221aを載置して係合する。前記係合により、取付具30aのスプリング挿入孔321aとカーボンブラシ20aの貫通孔222aとが略連続する位置に配置されている。
【0038】
その後、略連続するスプリング挿入孔321a・321aと貫通孔222aとに、ブラシスプリング40aの一方端側の取付部42aを挿入して収容配置する。そして、ブラシスプリング40aの取付部42aと取付具30aの曲部32aとを半田等の接着材又は溶接で固着することにより、ブラシ装置10aの製造が完了する。
【0039】
〈第2実施形態の効果〉
第2実施形態では、少なく簡単な工程でブラシ装置10aを得ることができる。また、カーボンブラシ20aに係合設置される取付具30aとブラシスプリング40aを固着する構成により、金属層の品位に応じて固着品質にバラツキを生じることがなく、カーボンブラシ20aとブラシスプリング40aを安定して固着し、高品質のブラシ装置10aを得ることができる。また、スプリング挿入孔321aにブラシスプリング40aを収容することで、ブラシスプリング40aと取付具30aとの固定により確実なものにすることができると共に、スプリング挿入孔321aと略連続する貫通孔222aにブラシスプリング40aを収容することで、カーボンブラシ20aに対してブラシスプリング40aを容易に配置することができる。
【0040】
また、取付具30aの取付穴311aへのカーボンブラシ20aの挿入で、カーボンブラシ20aを取付具30aに容易に係合設置することができる。また、この係合設置により、取付具30aのスプリング挿入孔321aとカーボンブラシ20aの貫通孔222aとを略連続させることで、製造工程を効率化することができる。
〔第3実施形態のブラシ装置及びその製造方法〕
次に、第3実施形態のブラシ装置及びその製造方法について説明する。図3(a)は本発明による第3実施形態のブラシ装置の組立前の状態を示す斜視図、図3(b)は第3実施形態のブラシ装置の斜視図である。
【0041】
〈第3実施形態のブラシ装置の構成〉
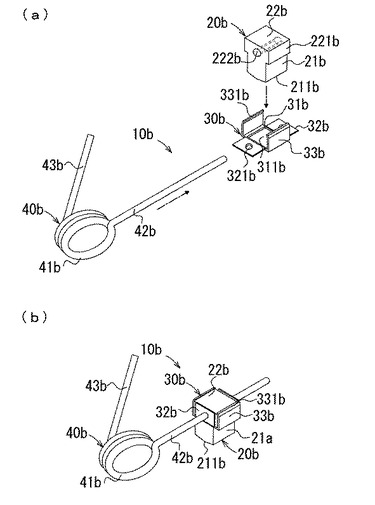
第3実施形態のブラシ装置10bは、電動機等に用いられるものであり、図3に示すように、カーボンブラシ20bと、カーボンブラシ20bに係合して設けられる取付具30bと、カーボンブラシ20bと取付具30bに対して固定されているブラシスプリング40bとを備える。
【0042】
カーボンブラシ20bは、略直方体形の前部21bと、前部21bの後方に位置し、前部21bより幅広に形成されている後部22bとから構成される。前部21bの前端面には、整流子と摺接する摺接面211bが形成されている。後部22bには、両側の側方に略直方体形の係合部221b・221bが突出形成されており、後部22bの中央部には、係合部221bの長手方向に沿うように貫通孔222bが形成されている。
【0043】
取付具30bは、半田付け又は溶接が容易な金属等の素材で形成され、中央に取付穴311bを有する方形の枠部31bと、枠部31bの一の対向する辺に組立前には水平に延在形成され、組立後には後方に延在する舌片32b・32bと、枠部31bの他の対向する辺に後方へ突出形成されている保持片33b・33bとを有する。舌片32b・32bには、それぞれスプリング挿入孔321b・321bが形成されている。保持片33b・33bの先端はそれぞれ内方へ僅かに折曲された折曲部331b・331bが形成されている。
【0044】
ブラシスプリング40bは、コイルスプリングであり、中央に巻回部41bを有し、その一方端側と他方端側にはそれぞれ略直線状の取付部42b・43bを有する。尚、本実施形態のブラシスプリング40bは、コイルスプリングとしたが、リーフスプリング等の他のブラシスプリングを用いることも可能である。
【0045】
更に、枠部31bの取付穴311bに、取付具30bの保持片33bが突出している後側から、カーボンブラシ20bの前部21bが挿入されている。カーボンブラシ20bは、後部22bの係合部221b・221bと取付具30bの保持片33b・33bとを同じ側に合わせ、摺接面211b側から取付穴311bに挿入されており、取付穴311bの周縁である枠部31bの他の対向する辺に係合部221b・221bが載置され係合されると共に、折曲部331b・331bがカーボンブラシ20bの後部22bの後端面と係合されている。カーボンブラシ20bの後部22bを取付具30bに係合して設置し、舌片32bをカーボンブラシ20bの後部22b側へ折り曲げることにより、取付具30bのスプリング挿入孔321bとカーボンブラシ20bの貫通孔222bとが略連続する位置に配置されていると共に、取付具30bがカーボンブラシ20bの摺接面211bより奥まった位置に設置されている。
【0046】
略連続するスプリング挿入孔321b・321bと貫通孔222aには、ブラシスプリング40bの一方端側の取付部42bが連通するような挿入され収容配置されている。そして、ブラシスプリング40bの取付部42bと取付具30bの舌片32bとを図示省略する半田等の接着材又は溶接で固着することにより、ブラシスプリング40bと取付具とが半田等の接着材又は溶接で固着されている。
【0047】
〈第3実施形態のブラシ装置の製造方法の構成〉
次に、第3実施形態のブラシ装置10bの製造方法について説明する。第3実施形態のブラシ装置10bを製造する際には、前部21bと、係合部221b及び貫通孔222bを有する後部22bとから構成されるカーボンブラシ20bを形成すると共に、舌片32b及び保持片33bを有する枠部31bである取付具30bを形成する。
【0048】
次いで、カーボンブラシ20bの後部22bの係合部221b・221bと取付具30bの保持片33b・33bとの方向を合わせ、カーボンブラシ20bを摺接面211b側から取付具30bの取付穴311bに挿入し、枠部31bの前記他の対向する辺に係合部221b・221bを載置すると共に、折曲部331b・331bとカーボンブラシ20bの後部22bの後端面とが係合する。舌片32b・32bをカーボンブラシ20bの後部22b側へ折り曲げると、取付具30bのスプリング挿入孔321bとカーボンブラシ20bの貫通孔222bとが略連続する位置に配置されている。
【0049】
その後、略連続するスプリング挿入孔321b・321bと貫通孔222bとに、ブラシスプリング40bの一方端側の取付部42bを挿入して収容配置する。そして、ブラシスプリング40bの取付部42bと取付具30bの舌片32bとを半田等の接着材又は溶接で固着することにより、ブラシ装置10bの製造が完了する。
【0050】
〈第3実施形態の効果〉
第3実施形態では、少なく簡単な工程でブラシ装置10bを得ることができる。また、カーボンブラシ20bに係合設置される取付具30bとブラシスプリング40bを固着する構成により、金属層の品位に応じて固着品質にバラツキが生じるようなことがなく、カーボンブラシ20bとブラシスプリング40bを安定して固着し、高品質のブラシ装置10bを得ることができる。また、スプリング挿入孔321bにブラシスプリング40bを収容することで、ブラシスプリング40bと取付具30bとの固定をより確実なものにすることができると共に、スプリング挿入孔321bにブラシスプリング40bを収容することで、カーボンブラシ20bに対してブラシスプリング40bを容易に配置することができる。
【0051】
また、取付具30bの取付穴311bへカーボンブラシ20bを挿入する際、取付具30bの折曲部331bとカーボンブラシ20bの後端面とが係合することにより、カーボンブラシ20bを取付具30bに容易に係合設置することができる。
【0052】
取付具30bの両側縁を開放状態にしてカーボンブラシ20bを取付具30bに取り付けることが可能であり、カーボンブラシ10bの取付具30bへの取り付けを容易化することができる。また、舌片32bの折り曲げにより、取付具30bのスプリング挿入孔321bとカーボンブラシ20bの貫通孔222bとを略連続させることで、製造工程を効率化することができる。
【0053】
〔第4実施形態のブラシ装置及びその製造方法〕
次に、第4実施形態のブラシ装置及びその製造方法について説明する。図4(a)は本発明による第4実施形態のブラシ装置の組立前の状態を示す斜視図、図4(b)は第4実施形態のブラシ装置の斜視図である。
【0054】
〈第4実施形態のブラシ装置の構成〉
第4実施形態のブラシ装置10cは、電動機等に用いられるものであり、図4に示すように、カーボンブラシ20cと、カーボンブラシ20cに係合して設けられる取付具30cと、カーボンブラシ20cと取付具30cに対して固定されているブラシスプリング40cとを備える。
【0055】
カーボンブラシ20cは、略直方体形の前部21cと、前部21cの後方に位置し、前部21cより幅広に形成されている後部22cとから構成される。前部21cの前端面には、整流子と摺接する摺接面211cが形成されている。後部22cには、両側の側方に略直方体形の係合部221c・221cが突出形成されており、後部22cの中央部には、係合部221cの長手方向に沿うように貫通孔222cが形成されている。
【0056】
取付具30cは、半田付け又は溶接が容易な金属等の素材で形成され、断面視略C字形であり、基板31cと、基板31cの一の対向する辺に、組立前には一方が水平に延在形成され、もう一方が前方へ突出形成され、組立後には前方に延在する舌片32c・32cと、基板31cの他の対向する辺に前方へ突出形成されている保持片33c・33cとを有する。舌片32c・32cには、それぞれスプリング挿入孔321c・321cが形成されている。保持片33c・33cの先端は内方へ折曲、例えば直角に折曲された折曲部331c・331cが形成されている。
【0057】
ブラシスプリング40cは、コイルスプリングであり、中央に巻回部41cを有し、その一方端側と他方端側にそれぞれ略直線状の取付部42c・43cを有する。尚、本実施形態のブラシスプリング40cは、コイルスプリングとしたが、リーフスプリング等の他のブラシスプリングを用いることも可能である。
【0058】
カーボンブラシ20cは、取付具30cの水平に延在している舌片32c側から、後部21cを挿入して設けられている。カーボンブラシ20cは、後部22cの係合部221c・221cと取付具30cの保持片33c・33cとを同じ側に合わせ、係合部221cと折曲部331cを摺接させながら、後部22cを滑動させ、挿入されており、取付具30cの水平に延在している舌片32cをカーボンブラシ20cの前部21c側へ折り曲げることにより、取付具30cのスプリング挿入孔321cとカーボンブラシ20cの貫通孔222cとが略連続する位置に配置されている。取付具30cはカーボンブラシ20cの摺接面211cより奥まった位置に設置されている。
【0059】
略連続するスプリング挿入孔321c・321cと貫通孔222cには、ブラシスプリング40cの一方端側の取付部42cが連通するように挿入され収容配置されている。そして、ブラシスプリング40cの取付部42cと取付具30cの舌片32cと図示省略する半田等の接着材又は溶接で固着することにより、ブラシスプリング40cと取付具30cとが半田等の接着材又は溶接で固着されている。
【0060】
〈第4実施形態のブラシ装置の製造方法の構成〉
次に、第4実施形態のブラシ装置10cの製造方法について説明する。第4実施形態のブラシ装置10cを製造する際には、前部21cと、係合部221c及び貫通孔222cを有する後部22cとから構成されるカーボンブラシ20cを形成すると共に、基板31c、舌片32c及び保持片33cを有する取付具33cを形成する。
【0061】
次いで、カーボンブラシ20cの後部22cの係合部221c・221cと取付具30cの保持片33c・33cとの方向を合わせ、カーボンブラシ20cを後部22cを挿入し、保持片33cの折曲部34cに係合部221c・221cを載置して係合する。水平に延在された舌片32cを内方へ折り曲げることにより、取付具30cのスプリング挿入孔321cとカーボンブラシ20cの貫通孔222cとが略連続する位置に配置される。
【0062】
その後、略連続するスプリング挿入孔321c・321cと貫通孔222cとに、ブラシスプリング40cの一方端側の取付部42cを挿入して収容配置する。そして、ブラシスプリング40cの取付部42cと取付具30cの舌片32cとを半田等の接着材又は溶接で固着することにより、ブラシ装置10cの製造が完了する。
【0063】
〈第4実施形態の効果〉
第4実施形態では、少なく簡単は工程でブラシ装置10cを得ることができる。また、カーボンブラシ20cに係合設置される取付具30cとブラシスプリング40cを固着する構成により、金属層の品位に応じて固着品質にバラツキが生じるようなことがなく、カーボンブラシ20cとブラシスプリング40cを安定して固着し、高品質のブラシ装置10cを得ることができる。また、スプリング挿入孔321cにブラシスプリング40cを収容することで、ブラシスプリング40cと取付具30cとの固定をより確実なものにすることができると共に、スプリング挿入孔321cと略連続する貫通孔222cにブラシスプリング40cを収容することで、カーボンブラシ20cに対してブラシスプリング40cを容易に配置することができる。
【0064】
また、断面視略C字形の基板31cでカーボンブラシ20cの後部22cを保護することができる。また、取付具30cの一方の側縁を開放状態にしてカーボンブラシ20cを滑動して取り付けることが可能であり、カーボンブラシ20cの取付具30cへの取り付けを容易に行うことができる。また、舌片32cの折り曲げにより、取付具30cのスプリング挿入孔321cとカーボンブラシ20cの貫通孔222cとを略連続させることにより、製造工程を効率化することができる。
【0065】
〔第5実施形態のブラシ装置及びその製造方法〕
次に、第5実施形態のブラシ装置及びその製造方法について説明する。図5(a)は本発明による第5実施形態のブラシ装置の組立前の状態を示す斜視図、図5(b)は第5実施形態のブラシ装置の斜視図である。
【0066】
〈第5実施形態のブラシ装置の構成〉
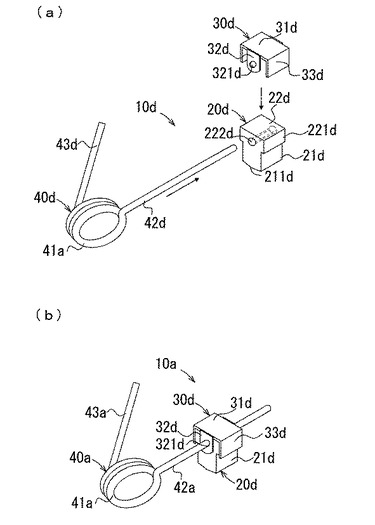
第5実施形態のブラシ装置10dは、電動機等に用いられるものであり、図5に示すように、カーボンブラシ20dと、カーボンブラシ20dに係合して設けられる取付具30dと、カーボンブラシ20dと取付具30dに対して固定されているブラシスプリング40dとを備える。
【0067】
カーボンブラシ20dは、略直方体の前部21dと、前部21dの後方に位置し、前部21dより幅広に形成されている後部22dとから構成される。前部21dの前端面には、整流子と摺接する摺接面211dが形成されている。後部22dには、両側の側方に略直方体形の係合部221d・221dが突出形成されており、後部22dの中央部には、係合部221dの長手方向に沿うように貫通孔222dが形成されている。
【0068】
取付具30dは、半田付け又は溶接が容易な金属等の素材で形成され、断面視略コ字形であり、基板31dと、基板31dの一の対向する辺に前方へ突出形成されている舌片32d・32dと、基板31dの他の対向する辺に前方へ突出形成されている保持片33d・33dとを有する。舌片32d・32dには、それぞれスプリング挿入孔321d・321dが形成されている。
【0069】
ブラシスプリング40dは、コイルスプリングであり、中央に巻回部41dを有し、その一方端側と他方端側にそれぞれ略直線状の取付部42d・43dを有する。尚、本実施形態のブラシスプリング40dは、コイルスプリングとしたが、リーフスプリング等の他のブラシスプリングを用いることも可能である。
【0070】
更に、カーボンブラシ20dの後部22dの後端面、即ち摺接面211dと逆側の端面側から、取付具30dが挿入されている。取付具30dは、後部22dの係合部221d・221dと取付具30dの保持片33d・33dとを同じ側に合わせ、後部22dの後端面側から挿入されている。取付具30dのスプリング挿入孔321dとカーボンブラシ20dの貫通孔222dとが略連続する位置に配置されている共に、取付具30dがカーボンブラシ20dの摺接面211dより奥まった位置に設置されている。
【0071】
略連続するスプリング挿入孔321d・321dと貫通孔222dには、ブラシスプリング40dの一方端側の取付部42dが連通するように挿入され収容配置されている。そして、ブラシスプリング40dの取付部42dと取付具30dの舌片32dと図示省略する半田等の接着材又は溶接で固着することにより、ブラシスプリング40dと取付具30dとが半田等の接着材又は溶接で固着されている。
【0072】
〈第5実施形態のブラシ装置の製造方法の構成〉
次に、第5実施形態のブラシ装置10dの製造方法について説明する。第5実施形態のブラシ装置10dを製造する際には、前部21dと、係合部221d及び貫通孔222dを有する後部22dとから構成されるカーボンブラシ20dを形成すると共に、基板31d、舌片32d及び保持片33dを有する取付具33dを形成する。
【0073】
次いで、カーボンブラシ20dの後部22dの係合部221d・221dと取付具30dの保持片33d・33dとの方向を合わせ、取付具30dを後部22dの後端面側から挿入し、取付具30dを後部22dの後端面に載置する。前記載置により、取付具30dのスプリング挿入孔321dとカーボンブラシ20dの貫通孔222dとが略連続する位置に配置されている。
【0074】
その後、略連続するスプリング挿入孔321d・321dと貫通孔222dとに、ブラシスプリング40dの一方端側の取付部42dを挿入して収容配置する。そして、ブラシスプリング40dの取付部42dと取付具30dの舌片32dとを半田等の接着材又は溶接で固着することにより、ブラシ装置10dの製造が完了する。
【0075】
〈第5実施形態の効果〉
第5実施形態では、少なく簡単な工程でブラシ装置10dを得ることができる。また、カーボンブラシ20dに設置される取付具30dとブラシスプリング40dを固着する構成により、金属層の品位に応じて固着品質にバラツキが生ずるようなことがなく、カーボンブラシ20dとブラシスプリング40dを安定して固着し、高品質のブラシ装置10dを得ることができる。また、スプリング挿入孔321dにブラシスプリング40dを収容することで、ブラシスプリング40dと取付具30dとの固定をより確実なものにすることができると共に、スプリング挿入孔321dと略連続する貫通孔222dにブラシスプリング40dを収容することで、カーボンブラシ20dに対してブラシスプリング40dを容易に配置することができる。
【0076】
また、断面視略コ字形の取付具30dにより、カーボンブラシ20dの後部22dを保護することができる。また、取付具30dをカーボンブラシ20dの後部22dに摺接面211dと逆側から係合することにより、取付具30dのスプリング挿入孔321dとカーボンブラシ20dの貫通孔222dとを略連続させることで、製造工程を効率化することができる。
【0077】
〔第6実施形態のブラシ装置及びその製造方法〕
次に、第6実施形態のブラシ装置及びその製造方法について説明する。図6(a)は本発明による第6実施形態のブラシ装置の組立前の状態を示す斜視図、図6(b)は第6実施形態のブラシ装置の斜視図である。
【0078】
〈第6実施形態のブラシ装置の構成〉
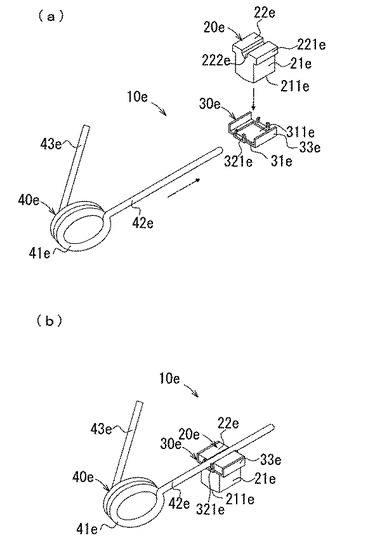
第6実施形態のブラシ装置10eは、電動機等に用いられるものであり、図6に示すように、カーボンブラシ20eと、カーボンブラシ20eに係合して設けられる取付具30eと、カーボンブラシ20eと取付具30eに対して固定されているブラシスプリング40eとを備える。
【0079】
カーボンブラシ20eは、略直方体形の前部21eと、前部21eの後方に位置し、前部21eより幅広に形成されている後部22eとから構成される。前部21eの前端面には、整流子と摺接する摺接面211eが形成されている。後部22eには、両側の側方に略直方体形の係合部221e・221eが突出形成されており、両側の係合部221e・221eの中間位置における後部22eの後端面、即ち摺接面211eと逆側の端面には、係合部221eの長手方向に沿うように凹溝222eが形成されている。
【0080】
取付具30eは、半田付け又は溶接が容易な金属等の素材で形成され、中央に取付穴311eを有する方形の枠部31eと、枠部31eの一の対向する辺に後方へ突出形成されているスプリング係合凹部321e・321eと、枠部31eの他の対向する辺に後方へ突出形成されている保持片33e・33eとを有する。スプリング係合凹部321e・321eは、所定の間隔離間した爪状で形成されている。
【0081】
ブラシスプリング40eは、コイルスプリングであり、中央に巻回部41eを有し、その一方端側と他方端側にそれぞれ略直線状の取付部42e・43eを有する。尚、本実施形態のブラシスプリング40eは、コイルスプリングとしたが、リーフスプリング等の他のブラシスプリングを用いることも可能である。
【0082】
更に、枠部31eの取付穴311eに、取付具30eのスプリング係合凹部321eや保持片33eが突出している後側から、カーボンブラシ20eの前部21eが挿入されている。カーボンブラシ20eは、後部22eの係合部221e・221eと取付具30eの保持片33e・33eとを同じ側に合わせ、摺接面211e側から取付穴311eに挿入されており、取付穴311eの周縁である枠部31eの他の対向する辺に係合部221e・221eが載置され係合されている。カーボンブラシ20eの後部22eを取付具30eに係合して設置することにより、取付具30eのスプリング係合凹部321eとカーボンブラシ20eの凹溝222eとが略連続する位置に配置されていると共に、取付具30eがカーボンブラシ20eの摺接面211eより奥まった位置に設置されている。
【0083】
略連続するスプリング係合凹部321e・321eと凹溝222eには、ブラシスプリング40eの一方端側の取付部42eが連通するように挿入され収容配置されている。そして、ブラシスプリング40eの取付部42eと取付具30eのスプリング係合凹部321eとを図示省略する半田等の接着材又は溶接で固着することにより、ブラシスプリング40eと取付具30eとが半田等の接着材又は溶接で固着されている。
【0084】
〈第6実施形態のブラシ装置の製造方法の構成〉
次に、第6実施形態のブラシ装置10eの製造方法について説明する。第6実施形態のブラシ装置10eを製造する際には、前部21eと、係合部221e及び貫通孔222eを有する後部22eとから構成されるカーボンブラシ20eを形成すると共に、スプリング係合凹部321e及び保持片33eを有する枠部31eである取付具33eを形成する。
【0085】
次いで、カーボンブラシ20eの後部22eの係合部221e・221eと取付具30eの保持片33e・33eとの方向を合わせ、カーボンブラシ20eを摺接面211e側から取付具30eの取付穴311eに挿入し、枠部31eの前記他の対向する辺に係合部221e・221eを載置して係合する。前記係合により、取付具30eのスプリング係合凹部321eとカーボンブラシ20eの凹溝222eとが略連続する位置に配置されている。
【0086】
その後、略連続するスプリング係合凹部321e・321eと凹溝222eとに、ブラシスプリング40eの一方端側の取付部42eを挿入して収容配置する。そして、ブラシスプリング40eの取付部42eと取付具30eのスプリング係合凹部321eとを半田等の接着材又は溶接で固着することにより、ブラシ装置10eの製造が完了する。
〈第6実施形態の効果〉
【0087】
第6実施形態では、少なく簡単な工程でブラシ装置10eを得ることができる。また、カーボンブラシ20eに係合設置される取付具30eとブラシスプリング40eを固着する構成により、金属層の品位に応じて固着品質にバラツキが生ずるようなことがなく、カーボンブラシ20eとブラシスプリング40eを安定して固着し、高品質のブラシ装置10eを得ることができる。また、スプリング係合凹部321eにブラシスプリング40eを収容することで、ブラシスプリング40eと取付具30eとの固定をより確実なものにすることができると共に、スプリング係合凹部321eと略連続する凹溝222eにブラシスプリング40eを収容することで、カーボンブラシ20eに対してブラシスプリング40eを容易に配置することができる。
【0088】
また、取付具30eの取付穴311eへのカーボンブラシ20eの挿入で、カーボンブラシ20eを取付具30eに容易に係合設置することができる。また、この係合設置により、取付具30eのスプリング係合凹部321eとカーボンブラシの凹溝222eとを略連続させることで、製造工程を効率化することができる。
【0089】
〔実施形態の変形例等〕
本明細書開示の発明は、各発明や実施形態の構成の他に、適用可能な範囲で、これらの部分的な構成を本明細書開示の他の構成に変更して特定したもの、或いはこれらの構成に本明細書開示の他の構成を付加して特定したもの、或いはこれらの部分的な構成を部分的な作用効果が得られる限度で削除して特定した上位概念化したものを含み、下記の変形例等も包含する。
【0090】
例えば上記第6実施形態において、取付具30eのスプリング係合凹部321eとカーボンブラシ20eの貫通孔とを略連続するものとし、凹溝222eに代えて貫通孔を設ける構成とする等、各実施形態におけるカーボンブラシと取付具を相互に組み合わせるものでもよい。
【産業上の利用可能性】
【0091】
本発明は、例えばブラシ装置を備える電動機等に利用することができる。
【符号の説明】
【0092】
10、10a、10b、10c、10d、10e…ブラシ装置 20、20a、20b、20c、20d、20e…カーボンブラシ 21、21a、21b、21c、21d、21e…前部 211、211a、211b、211c、211d、211e…摺接面 22、22a、22b、22c、22d、22e…後部 221、221a、221b、221c、221d、221e…係合部 222、222e…凹溝 222a、222b、222c、222d…貫通孔 30、30a、30b、30c、30d、30e…取付具 31、31a、31b、31e…枠部 31c、31d…基板 311、311a、311b、311e…取付穴 32、32b、32c、32d…舌片 32a…曲部 321、321a、321b、321c、321d…スプリング挿入孔 321e…スプリング挿入凹部 33、33b、33c、33d、33e…保持片 33a…保持部 331b、331c…折曲部 40、40a、40b、40c、40d、40e…ブラシスプリング 41、41a、41b、41c、41d、41e…巻回部 42、43、42a、43a、42b、43b、42c、43c、42d、43d、42e,43e…取付部
【技術分野】
【0001】
本発明は、電動機等に用いられるカーボンブラシに係り、カーボンブラシにブラシスプリングを取り付けて構成されるブラシ装置及びその製造方法に関する。
【背景技術】
【0002】
従来、カーボンブラシにブラシスプリングを取り付ける際には、カーボンブラシにブラシスプリングを直接半田付けすることが困難であることから、カーボンブラシの取付面に銅メッキ等で金属層を形成し、この金属層とコイルスプリングとを半田付けすることにより、カーボンブラシとブラシスプリングの取り付けを行っている。また、これに関連する技術として、カーボンブラシの取付面に圧縮及び焼結によって金属層を形成し、この金属層にブラシスプリングを半田付け又は溶接で取り付けるものも提案されている(特許文献1参照)。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2007−515146号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ところで、カーボンブラシの取付面だけにメッキ処理で銅層等の金属層を形成する場合、取付面を除くカーボンブラシの表面にマスキングを施して取付面だけにメッキ処理を行う工程や、多数のカーボンブラシを個々に密着して整列配置し、取付面だけを露出させ、その露出する取付面だけにメッキ処理を行う工程を必要とし、高い精度の要求される多数の工数が必要とされるという不具合がある。更に、取付面の金属層の品位に応じて、半田付け等によるブラシスプリングの固着品質にバラツキが生じ、半田が乗らない、金属層が剥離する等の問題も生ずる。また、特許文献1の如く圧縮及び焼結によって金属層を形成する場合には、より複雑で高精度の工程が必要とされるという問題がある。
【0005】
本発明は上記課題に鑑み提案するものであって、少なく簡単な工程で得ることができると共に、カーボンブラシとブラシスプリングを安定して固着し、品質を高めることができるブラシ装置及びその製造方法を提供することを目的とする。
【課題を解決するための手段】
【0006】
本発明のブラシ装置は、摺接面側の前部と、前記前部より後方の後部とを有するカーボンブラシと、前記後部に係合して設けられ、前記カーボンブラシの前記摺接面より奥まった位置に設置される取付具と、前記取付具のスプリング挿入孔と、前記カーボンブラシの前記摺接面と逆側に位置する前記後部の端面に形成されて前記スプリング挿入孔と略連続する凹溝とに、一方端側を収容して配置されているブラシスプリングとを備え、前記ブラシスプリングと前記取付具とが接着材若しくは溶接で固着されていることを特徴とする。
前記構成では、カーボンブラシの表面にマスキングしてメッキ処理する工程や、多数のカーボンブラシを個々に密着して整列配置し、露出する取付面にメッキ処理する工程等が不要となり、少なく簡単な工程でブラシ装置を得ることができる。また、カーボンブラシに係合設置される取付具とブラシスプリングを固着することにより、金属層の品位に応じて固着品質にバラツキが生ずるようなことがなく、カーボンブラシとブラシスプリングを安定して固着し、高品質のブラシ装置を得ることができる。また、スプリング挿入孔にブラシスプリングを収容することで、ブラシスプリングと取付具との固定をより確実なものにすることができると共に、スプリング挿入孔と略連続する凹溝にブラシスプリングを収容することで、カーボンブラシに対してブラシスプリングを容易に配置することができる。
【0007】
本発明のブラシ装置は、摺接面側の前部と、前記前部より後方の後部とを有するカーボンブラシと、前記後部に係合して設けられ、前記カーボンブラシの前記摺接面より奥まった位置に設置される取付具と、前記取付具のスプリング挿入孔と、前記カーボンブラシに形成されて前記スプリング挿入孔と略連続する貫通穴とに、一方端側を収容して配置されているブラシスプリングとを備え、前記ブラシスプリングと前記取付具とが接着材若しくは溶接で固着されていることを特徴とする。
前記構成では、カーボンブラシの表面にマスキングしてメッキ処理する工程や、多数のカーボンブラシを個々に密着して整列配置し、露出する取付面にメッキ処理する工程等が不要となり、少なく簡単な工程でブラシ装置を得ることができる。また、カーボンブラシに係合設置される取付具とブラシスプリングを固着することにより、金属層の品位に応じて固着品質にバラツキが生ずるようなことがなく、カーボンブラシとブラシスプリングを安定して固着し、高品質のブラシ装置を得ることができる。また、スプリング挿入孔にブラシスプリングを収容することで、ブラシスプリングと取付具との固定をより確実なものにすることができると共に、スプリング挿入孔と略連続する貫通穴にブラシスプリングを収容することで、ブラシスプリングのカーボンブラシへの取り付けをより確実なものにすることができる。
【0008】
本発明のブラシ装置は、摺接面側の前部と、前記前部より後方の後部とを有するカーボンブラシと、前記後部に係合して設けられ、前記カーボンブラシの前記摺接面より奥まった位置に設置される取付具と、前記取付具のスプリング係合凹部と、前記カーボンブラシの前記摺接面と逆側に位置する前記後部の端面に形成されて前記スプリング係合凹部と略連続する凹溝とに、一方端側を収容して配置されているブラシスプリングとを備え、前記ブラシスプリングと前記取付具とが接着材若しくは溶接で固着されていることを特徴とする。
前記構成では、カーボンブラシの表面にマスキングしてメッキ処理する工程や、多数のカーボンブラシを個々に密着して整列配置し、露出する取付面にメッキ処理する工程等が不要となり、少なく簡単な工程でブラシ装置を得ることができる。また、カーボンブラシに係合設置される取付具とブラシスプリングを固着することにより、金属層の品位に応じて固着品質にバラツキが生ずるようなことがなく、カーボンブラシとブラシスプリングを安定して固着し、高品質のブラシ装置を得ることができる。また、スプリング係合凹部にブラシスプリングを収容することで、取付具に対してブラシスプリングを容易に配置することができると共に、スプリング係合凹部と略連続する凹溝にブラシスプリングを収容することで、カーボンブラシに対してブラシスプリングを容易に配置することができる。
【0009】
本発明のブラシ装置は、摺接面側の前部と、前記前部より後方の後部とを有するカーボンブラシと、前記後部に係合して設けられ、前記カーボンブラシの前記摺接面より奥まった位置に設置される取付具と、前記取付具のスプリング係合凹部と、前記カーボンブラシに形成されて前記スプリング係合凹部と略連続する貫通穴とに、一方端側を収容して配置されているブラシスプリングとを備え、前記ブラシスプリングと前記取付具とが接着材若しくは溶接で固着されていることを特徴とする。
前記構成では、カーボンブラシの表面にマスキングしてメッキ処理する工程や、多数のカーボンブラシを個々に密着して整列配置し、露出する取付面にメッキ処理する工程等が不要となり、少なく簡単な工程でブラシ装置を得ることができる。また、カーボンブラシに係合設置される取付具とブラシスプリングを固着することにより、金属層の品位に応じて固着品質にバラツキが生ずるようなことがなく、カーボンブラシとブラシスプリングを安定して固着し、高品質のブラシ装置を得ることができる。また、スプリング係合凹部にブラシスプリングを収容することで、取付具に対してブラシスプリングを容易に配置することができると共に、スプリング係合凹部と略連続する貫通穴にブラシスプリングを収容することで、ブラシスプリングのカーボンブラシへの取り付けをより確実なものにすることができる。
【0010】
また、本発明のブラシ装置の製造方法は、本発明によるブラシ装置の製造方法であって、前記取付具の取付穴に前記カーボンブラシを摺接面側から挿入し、前記後部で側方に突出形成されている係合部と前記取付穴の周縁とを係合すると共に、前記係合により、前記取付具の前記スプリング挿入孔若しくは前記スプリング係合凹部と前記カーボンブラシの前記凹溝若しくは前記貫通穴とを略連続させる工程を備えることを特徴とする。
前記構成では、取付具の取付穴へのカーボンブラシの挿入で、カーボンブラシを取付具に容易に係合設置することができる。また、この係合設置により、取付具のスプリング挿入孔若しくはスプリング係合凹部とカーボンブラシの凹溝若しくは貫通穴とを略連続させることで、製造工程を効率化することができる。
【0011】
本発明のブラシ装置の製造方法は、前記取付具の両側縁に設けられている舌片を折り曲げて、前記舌片に形成されている前記スプリング挿入孔若しくは前記スプリング係合凹部と前記カーボンブラシの前記凹溝若しくは前記貫通穴とを略連続させることを特徴とする。
前記構成では、取付具の両側縁を開放状態にしてカーボンブラシを取付具に取り付けることが可能であり、カーボンブラシの取付具への取り付けを容易化することができる。また、舌片の折り曲げにより、取付具のスプリング挿入孔若しくはスプリング係合凹部とカーボンブラシの凹溝若しくは貫通穴とを容易に略連続させることができる。
【0012】
本発明のブラシ装置の製造方法は、本発明によるブラシ装置の製造方法であって、断面視略C字形の本体と、前記本体の両側縁に設けられている舌片を有する前記取付具の本体内に、前記カーボンブラシの後部を滑動して係合配置する工程と、少なくとも前記カーボンブラシを装入した側の舌片を折り曲げて、前記舌片に形成されている前記スプリング挿入孔と前記カーボンブラシの前記貫通穴とを略連続させる工程とを備えることを特徴とする。
前記構成では、断面視略C字形の本体でカーボンブラシの後部を保護することができる。また、取付具の側縁を開放状態にしてカーボンブラシを滑動して取り付けることが可能であり、カーボンブラシの取付具への取り付けを容易に行うことができる。また、舌片の折り曲げにより、取付具のスプリング挿入孔若しくはスプリング係合凹部とカーボンブラシの凹溝若しくは貫通穴とを容易に略連続させることができる。
【0013】
本発明のブラシ装置の製造方法は、本発明によるブラシ装置の製造方法であって、断面視略コ字形の本体と、前記本体の両側縁に設けられている舌片を有する前記取付具の本体を、前記カーボンブラシの後部に前記摺接面と逆側から係合し、前記舌片に形成されている前記スプリング挿入孔と前記カーボンブラシの前記貫通穴とを略連続させる工程を備えることを特徴とする。
前記構成では、断面視略コ字形の本体でカーボンブラシの後部を保護することができる。また、取付具の本体をカーボンブラシの後部に摺接面と逆側から係合することで、舌片に形成されているスプリング挿入孔とカーボンブラシの貫通穴とを略連続させることにより、製造工程を効率化することができる。
【0014】
また、本発明の電動機は、本発明のブラシ装置或いは本発明の製造方法によるブラシ装置を備えることを特徴とする。
本発明によれば、本発明のブラシ装置或いは本発明の製造方法の作用効果を有する電動機を構成することができる。
【発明の効果】
【0015】
本発明では、カーボンブラシの表面にマスキングしてメッキ処理する工程や、多数のカーボンブラシを個々に密着して整列配置し、露出する取付面にメッキ処理する工程等が不要となり、少なく簡単な工程でブラシ装置を得ることができる。また、カーボンブラシに係合設置される取付具とブラシスプリングを固着することにより、金属層の品位に応じて固着品質にバラツキが生ずるようなことがなく、カーボンブラシとブラシスプリングを安定して固着し、高品質のブラシ装置を得ることができる。
【図面の簡単な説明】
【0016】
【図1】(a)は本発明による第1実施形態のブラシ装置の組立前の状態を示す斜視図、(b)は第1実施形態のブラシ装置の斜視図。
【図2】(a)は本発明による第2実施形態のブラシ装置の組立前の状態を示す斜視図、(b)は第2実施形態のブラシ装置の斜視図。
【図3】(a)は本発明による第3実施形態のブラシ装置の組立前の状態を示す斜視図、(b)は第3実施形態のブラシ装置の斜視図。
【図4】(a)は本発明による第4実施形態のブラシ装置の組立前の状態を示す斜視図、(b)は第4実施形態のブラシ装置の斜視図。
【図5】(a)は本発明による第5実施形態のブラシ装置の組立前の状態を示す斜視図、(b)は第5実施形態のブラシ装置の斜視図。
【図6】(a)は本発明による第6実施形態のブラシ装置の組立前の状態を示す斜視図、(b)は第6実施形態のブラシ装置の斜視図。
【発明を実施するための形態】
【0017】
〔第1実施形態のブラシ装置及びその製造方法〕
本発明による第1実施形態のブラシ装置及びその製造方法について説明する。図1(a)は本発明による第1実施形態のブラシ装置の組立前の状態を示す斜視図、図1(b)は第1実施形態のブラシ装置の斜視図である。
【0018】
〈第1実施形態のブラシ装置の構成〉
第1実施形態のブラシ装置10は、電動機等に用いられるものであり、図1に示すように、カーボンブラシ20と、カーボンブラシ20に係合して設けられる取付具30と、カーボンブラシ20と取付具30に対して固定されているブラシスプリング40とを備える。
【0019】
カーボンブラシ20は、略直方体形の前部21と、前部21の後方に位置し、前部21より幅広に形成されている後部22とから構成される。前部21の前端面には、整流子と摺接する摺接面211が形成されている。後部22には、両側の側方に略直方体形の係合部221・221が突出形成されており、両側の係合部221・221の中間位置における後部22の後端面、即ち摺接面211と逆側の端面には、係合部221の長手方向に沿うように凹溝222が形成されている。
【0020】
取付具30は、半田付け又は溶接が容易な金属等の素材で形成され、中央に取付穴311を有する方形の枠部31と、枠部31の一の対向する辺に後方へ突出形成されている舌片32・32と、枠部31の他の対向する辺に後方へ突出形成されている保持片33・33とを有する。舌片32・32には、それぞれスプリング挿入孔321・321が形成されている。
【0021】
ブラシスプリング40は、コイルスプリングであり、中央に巻回部41を有し、その一方端側と他方端側にそれぞれ略直線状の取付部42・43を有する。尚、本実施形態のブラシスプリング40は、コイルスプリングとしたが、リーフスプリング等の他のブラシスプリングを用いることも可能である。
【0022】
更に、枠部31の取付穴311に、取付具30の舌片32や保持片33が突出している後側から、カーボンブラシ20の前部21が挿入されている。カーボンブラシ20は、後部22の係合部221・221と取付具30の保持片33・33とを同じ側に合わせ、摺接面211側から取付穴311に挿入されており、取付穴311の周縁である枠部31の他の対向する辺に係合部221・221が載置され係合されている。カーボンブラシ20の後部22を取付具30に係合して設置することにより、取付具30のスプリング挿入孔321とカーボンブラシ20の凹溝222とが略連続する位置に配置されていると共に、取付具30がカーボンブラシ20の摺接面211より奥まった位置に設置されている。
【0023】
略連続するスプリング挿入孔321・321と凹溝222には、ブラシスプリング40の一方端側の取付部42が連通するように挿入され収容配置されている。そして、ブラシスプリング40の取付部42と取付具30の舌片32とを図示省略する半田等の接着材又は溶接で固着することにより、ブラシスプリング40と取付具30とが半田等の接着材又は溶接で固着されている。
【0024】
〈第1実施形態のブラシ装置の製造方法の構成〉
第1実施形態のブラシ装置10を製造する際には、前部21と、係合部221及び凹溝222を有する後部22とから構成されるカーボンブラシ20を形成すると共に、舌片32及び保持片33を有する枠部31である取付具30を形成する。
【0025】
次いで、カーボンブラシ20の後部22の係合部221・221と取付具30の保持片33・33との方向を合わせ、カーボンブラシ20を摺接面211側から取付具30の取付穴311に挿入し、枠部31の前記他の対向する辺に係合部221・221を載置して係合する。前記係合により、取付具30のスプリング挿入孔321とカーボンブラシ20の凹溝222とが略連続する位置に配置されている。
【0026】
その後、略連続するスプリング挿入孔321・321と凹溝222とに、ブラシスプリング40の一方端側の取付部42を挿入して収容配置する。そして、ブラシスプリング40の取付部42と取付具30の舌片32とを半田等の接着材又は溶接で固着することにより、ブラシ装置10の製造が完了する。
【0027】
〈第1実施形態の効果〉
第1実施形態では、少なく簡単な工程でブラシ装置10を得ることができる。また、カーボンブラシ20に係合設置される取付具30とブラシスプリング40を固着する構成により、金属層の品位に応じて固着品質にバラツキが生ずるようなことがなく、カーボンブラシ20とブラシスプリング40を安定して固着し、高品質のブラシ装置10を得ることができる。また、スプリング挿入孔321にブラシスプリング40を収容することで、ブラシスプリング40と取付具30との固定をより確実なものにすることができると共に、スプリング挿入孔321と略連続する凹溝222にブラシスプリング40を収容することで、カーボンブラシ20に対してブラシスプリング40を容易に配置することができる。
【0028】
また、取付具30の取付穴311へのカーボンブラシ20の挿入で、カーボンブラシ20を取付具30に容易に係合設置することができる。また、この係合設置により、取付具30のスプリング挿入孔321とカーボンブラシの凹溝222とを略連続させることで、製造工程を効率化することができる。
【0029】
〔第2実施形態のブラシ装置及びその製造方法〕
次に、第2実施形態のブラシ装置及びその製造方法について説明する。図2(a)は本発明による第2実施形態のブラシ装置の組立前の状態を示す斜視図、図2(b)は第2実施形態のブラシ装置の斜視図である。
【0030】
〈第2実施形態のブラシ装置の構成〉
第2実施形態のブラシ装置10aは、電動機等に用いられるものであり、図2に示すように、カーボンブラシ20aと、カーボンブラシ20aに係合して設けられる取付具30aと、カーボンブラシ20aと取付具30aに対して固定されているブラシスプリング40aとを備える。
【0031】
カーボンブラシ20aは、略直方体形の前部21aと、前部21aの後方に位置し、前部21aより幅広に形成されている後部22aとから構成される。前部21aの前端面には、整流子と摺接する摺接面211aが形成されている。後部22aには、両側の側方に略直方体形の係合部221a・221aが突出形成されており、後部22aの中央部には、係合部221aの長手方向に沿うように貫通孔222aが形成されている。
【0032】
取付具30aは、半田付け又は溶接が容易な金属等のワイヤ状の素材で形成され、中央に取付穴311aを有する略方形の枠部31aと、枠部31aの一の対向する辺に後方へ機械加工により略円状に曲げられている曲部32a・32aとを有する。曲部32a・32aは、それぞれスプリング挿入孔321a・321aを有する。
【0033】
ブラシスプリング40aは、コイルスプリングであり、中央に巻回部41aを有し、その一方端側と他方端側にそれぞれ略直線状の取付部42a・43aを有する。尚、本実施形態のブラシスプリング40aは、コイルスプリングとしたが、リーフスプリング等の他のブラシスプリングを用いることも可能である。
【0034】
更に、取付具30aの取付穴311aに、取付具30aの曲部32aが突出している後側から、カーボンブラシ20aの前部21aが挿入されている。カーボンブラシ20aは、摺接面211a側から取付穴311aに挿入されており、取付穴311aの周縁である枠部31aの他の対向する辺に係合部221a・221aが載置され係合されている。カーボンブラシ20aの後部22aを取付具30aに係合して設置することにより、取付具30aのスプリング挿入孔321aとカーボンブラシ20aの貫通孔222aとが略連続する位置に配置されていると共に、取付具30aがカーボンブラシ20aの摺接面211aより奥まった位置に配置されている。
【0035】
略連続するスプリング挿入孔321a・321aと貫通孔222aには、ブラシスプリング40aの一方端側の取付部42aが連通するように挿入され収容配置されている。そして、ブラシスプリング40aの取付部42aと取付具30aとを図示省略する半田等の接着材又は溶接で固着することにより、ブラシスプリング40aと取付具30aとが半田等の接着材又は溶接で固着されている。
【0036】
〈第2実施形態のブラシ装置の製造方法の構成〉
次に、第2実施形態のブラシ装置10aの製造方法について説明する。第2実施形態のブラシ装置10aを製造する際には、前部21aと、係合部221a及び貫通孔222aを有する後部22aとから構成されるカーボンブラシ20aを形成すると共に、曲部32aを有する枠部31aである取付具30aを形成する。
【0037】
次いで、カーボンブラシ20aの後部22aの係合部221a・221aが曲部32a側になるように方向を合わせ、カーボンブラシ20aを摺接面211a側から取付具30aの取付穴311aに挿入し、枠部31aの前記他の対向する辺に係合部221a・221aを載置して係合する。前記係合により、取付具30aのスプリング挿入孔321aとカーボンブラシ20aの貫通孔222aとが略連続する位置に配置されている。
【0038】
その後、略連続するスプリング挿入孔321a・321aと貫通孔222aとに、ブラシスプリング40aの一方端側の取付部42aを挿入して収容配置する。そして、ブラシスプリング40aの取付部42aと取付具30aの曲部32aとを半田等の接着材又は溶接で固着することにより、ブラシ装置10aの製造が完了する。
【0039】
〈第2実施形態の効果〉
第2実施形態では、少なく簡単な工程でブラシ装置10aを得ることができる。また、カーボンブラシ20aに係合設置される取付具30aとブラシスプリング40aを固着する構成により、金属層の品位に応じて固着品質にバラツキを生じることがなく、カーボンブラシ20aとブラシスプリング40aを安定して固着し、高品質のブラシ装置10aを得ることができる。また、スプリング挿入孔321aにブラシスプリング40aを収容することで、ブラシスプリング40aと取付具30aとの固定により確実なものにすることができると共に、スプリング挿入孔321aと略連続する貫通孔222aにブラシスプリング40aを収容することで、カーボンブラシ20aに対してブラシスプリング40aを容易に配置することができる。
【0040】
また、取付具30aの取付穴311aへのカーボンブラシ20aの挿入で、カーボンブラシ20aを取付具30aに容易に係合設置することができる。また、この係合設置により、取付具30aのスプリング挿入孔321aとカーボンブラシ20aの貫通孔222aとを略連続させることで、製造工程を効率化することができる。
〔第3実施形態のブラシ装置及びその製造方法〕
次に、第3実施形態のブラシ装置及びその製造方法について説明する。図3(a)は本発明による第3実施形態のブラシ装置の組立前の状態を示す斜視図、図3(b)は第3実施形態のブラシ装置の斜視図である。
【0041】
〈第3実施形態のブラシ装置の構成〉
第3実施形態のブラシ装置10bは、電動機等に用いられるものであり、図3に示すように、カーボンブラシ20bと、カーボンブラシ20bに係合して設けられる取付具30bと、カーボンブラシ20bと取付具30bに対して固定されているブラシスプリング40bとを備える。
【0042】
カーボンブラシ20bは、略直方体形の前部21bと、前部21bの後方に位置し、前部21bより幅広に形成されている後部22bとから構成される。前部21bの前端面には、整流子と摺接する摺接面211bが形成されている。後部22bには、両側の側方に略直方体形の係合部221b・221bが突出形成されており、後部22bの中央部には、係合部221bの長手方向に沿うように貫通孔222bが形成されている。
【0043】
取付具30bは、半田付け又は溶接が容易な金属等の素材で形成され、中央に取付穴311bを有する方形の枠部31bと、枠部31bの一の対向する辺に組立前には水平に延在形成され、組立後には後方に延在する舌片32b・32bと、枠部31bの他の対向する辺に後方へ突出形成されている保持片33b・33bとを有する。舌片32b・32bには、それぞれスプリング挿入孔321b・321bが形成されている。保持片33b・33bの先端はそれぞれ内方へ僅かに折曲された折曲部331b・331bが形成されている。
【0044】
ブラシスプリング40bは、コイルスプリングであり、中央に巻回部41bを有し、その一方端側と他方端側にはそれぞれ略直線状の取付部42b・43bを有する。尚、本実施形態のブラシスプリング40bは、コイルスプリングとしたが、リーフスプリング等の他のブラシスプリングを用いることも可能である。
【0045】
更に、枠部31bの取付穴311bに、取付具30bの保持片33bが突出している後側から、カーボンブラシ20bの前部21bが挿入されている。カーボンブラシ20bは、後部22bの係合部221b・221bと取付具30bの保持片33b・33bとを同じ側に合わせ、摺接面211b側から取付穴311bに挿入されており、取付穴311bの周縁である枠部31bの他の対向する辺に係合部221b・221bが載置され係合されると共に、折曲部331b・331bがカーボンブラシ20bの後部22bの後端面と係合されている。カーボンブラシ20bの後部22bを取付具30bに係合して設置し、舌片32bをカーボンブラシ20bの後部22b側へ折り曲げることにより、取付具30bのスプリング挿入孔321bとカーボンブラシ20bの貫通孔222bとが略連続する位置に配置されていると共に、取付具30bがカーボンブラシ20bの摺接面211bより奥まった位置に設置されている。
【0046】
略連続するスプリング挿入孔321b・321bと貫通孔222aには、ブラシスプリング40bの一方端側の取付部42bが連通するような挿入され収容配置されている。そして、ブラシスプリング40bの取付部42bと取付具30bの舌片32bとを図示省略する半田等の接着材又は溶接で固着することにより、ブラシスプリング40bと取付具とが半田等の接着材又は溶接で固着されている。
【0047】
〈第3実施形態のブラシ装置の製造方法の構成〉
次に、第3実施形態のブラシ装置10bの製造方法について説明する。第3実施形態のブラシ装置10bを製造する際には、前部21bと、係合部221b及び貫通孔222bを有する後部22bとから構成されるカーボンブラシ20bを形成すると共に、舌片32b及び保持片33bを有する枠部31bである取付具30bを形成する。
【0048】
次いで、カーボンブラシ20bの後部22bの係合部221b・221bと取付具30bの保持片33b・33bとの方向を合わせ、カーボンブラシ20bを摺接面211b側から取付具30bの取付穴311bに挿入し、枠部31bの前記他の対向する辺に係合部221b・221bを載置すると共に、折曲部331b・331bとカーボンブラシ20bの後部22bの後端面とが係合する。舌片32b・32bをカーボンブラシ20bの後部22b側へ折り曲げると、取付具30bのスプリング挿入孔321bとカーボンブラシ20bの貫通孔222bとが略連続する位置に配置されている。
【0049】
その後、略連続するスプリング挿入孔321b・321bと貫通孔222bとに、ブラシスプリング40bの一方端側の取付部42bを挿入して収容配置する。そして、ブラシスプリング40bの取付部42bと取付具30bの舌片32bとを半田等の接着材又は溶接で固着することにより、ブラシ装置10bの製造が完了する。
【0050】
〈第3実施形態の効果〉
第3実施形態では、少なく簡単な工程でブラシ装置10bを得ることができる。また、カーボンブラシ20bに係合設置される取付具30bとブラシスプリング40bを固着する構成により、金属層の品位に応じて固着品質にバラツキが生じるようなことがなく、カーボンブラシ20bとブラシスプリング40bを安定して固着し、高品質のブラシ装置10bを得ることができる。また、スプリング挿入孔321bにブラシスプリング40bを収容することで、ブラシスプリング40bと取付具30bとの固定をより確実なものにすることができると共に、スプリング挿入孔321bにブラシスプリング40bを収容することで、カーボンブラシ20bに対してブラシスプリング40bを容易に配置することができる。
【0051】
また、取付具30bの取付穴311bへカーボンブラシ20bを挿入する際、取付具30bの折曲部331bとカーボンブラシ20bの後端面とが係合することにより、カーボンブラシ20bを取付具30bに容易に係合設置することができる。
【0052】
取付具30bの両側縁を開放状態にしてカーボンブラシ20bを取付具30bに取り付けることが可能であり、カーボンブラシ10bの取付具30bへの取り付けを容易化することができる。また、舌片32bの折り曲げにより、取付具30bのスプリング挿入孔321bとカーボンブラシ20bの貫通孔222bとを略連続させることで、製造工程を効率化することができる。
【0053】
〔第4実施形態のブラシ装置及びその製造方法〕
次に、第4実施形態のブラシ装置及びその製造方法について説明する。図4(a)は本発明による第4実施形態のブラシ装置の組立前の状態を示す斜視図、図4(b)は第4実施形態のブラシ装置の斜視図である。
【0054】
〈第4実施形態のブラシ装置の構成〉
第4実施形態のブラシ装置10cは、電動機等に用いられるものであり、図4に示すように、カーボンブラシ20cと、カーボンブラシ20cに係合して設けられる取付具30cと、カーボンブラシ20cと取付具30cに対して固定されているブラシスプリング40cとを備える。
【0055】
カーボンブラシ20cは、略直方体形の前部21cと、前部21cの後方に位置し、前部21cより幅広に形成されている後部22cとから構成される。前部21cの前端面には、整流子と摺接する摺接面211cが形成されている。後部22cには、両側の側方に略直方体形の係合部221c・221cが突出形成されており、後部22cの中央部には、係合部221cの長手方向に沿うように貫通孔222cが形成されている。
【0056】
取付具30cは、半田付け又は溶接が容易な金属等の素材で形成され、断面視略C字形であり、基板31cと、基板31cの一の対向する辺に、組立前には一方が水平に延在形成され、もう一方が前方へ突出形成され、組立後には前方に延在する舌片32c・32cと、基板31cの他の対向する辺に前方へ突出形成されている保持片33c・33cとを有する。舌片32c・32cには、それぞれスプリング挿入孔321c・321cが形成されている。保持片33c・33cの先端は内方へ折曲、例えば直角に折曲された折曲部331c・331cが形成されている。
【0057】
ブラシスプリング40cは、コイルスプリングであり、中央に巻回部41cを有し、その一方端側と他方端側にそれぞれ略直線状の取付部42c・43cを有する。尚、本実施形態のブラシスプリング40cは、コイルスプリングとしたが、リーフスプリング等の他のブラシスプリングを用いることも可能である。
【0058】
カーボンブラシ20cは、取付具30cの水平に延在している舌片32c側から、後部21cを挿入して設けられている。カーボンブラシ20cは、後部22cの係合部221c・221cと取付具30cの保持片33c・33cとを同じ側に合わせ、係合部221cと折曲部331cを摺接させながら、後部22cを滑動させ、挿入されており、取付具30cの水平に延在している舌片32cをカーボンブラシ20cの前部21c側へ折り曲げることにより、取付具30cのスプリング挿入孔321cとカーボンブラシ20cの貫通孔222cとが略連続する位置に配置されている。取付具30cはカーボンブラシ20cの摺接面211cより奥まった位置に設置されている。
【0059】
略連続するスプリング挿入孔321c・321cと貫通孔222cには、ブラシスプリング40cの一方端側の取付部42cが連通するように挿入され収容配置されている。そして、ブラシスプリング40cの取付部42cと取付具30cの舌片32cと図示省略する半田等の接着材又は溶接で固着することにより、ブラシスプリング40cと取付具30cとが半田等の接着材又は溶接で固着されている。
【0060】
〈第4実施形態のブラシ装置の製造方法の構成〉
次に、第4実施形態のブラシ装置10cの製造方法について説明する。第4実施形態のブラシ装置10cを製造する際には、前部21cと、係合部221c及び貫通孔222cを有する後部22cとから構成されるカーボンブラシ20cを形成すると共に、基板31c、舌片32c及び保持片33cを有する取付具33cを形成する。
【0061】
次いで、カーボンブラシ20cの後部22cの係合部221c・221cと取付具30cの保持片33c・33cとの方向を合わせ、カーボンブラシ20cを後部22cを挿入し、保持片33cの折曲部34cに係合部221c・221cを載置して係合する。水平に延在された舌片32cを内方へ折り曲げることにより、取付具30cのスプリング挿入孔321cとカーボンブラシ20cの貫通孔222cとが略連続する位置に配置される。
【0062】
その後、略連続するスプリング挿入孔321c・321cと貫通孔222cとに、ブラシスプリング40cの一方端側の取付部42cを挿入して収容配置する。そして、ブラシスプリング40cの取付部42cと取付具30cの舌片32cとを半田等の接着材又は溶接で固着することにより、ブラシ装置10cの製造が完了する。
【0063】
〈第4実施形態の効果〉
第4実施形態では、少なく簡単は工程でブラシ装置10cを得ることができる。また、カーボンブラシ20cに係合設置される取付具30cとブラシスプリング40cを固着する構成により、金属層の品位に応じて固着品質にバラツキが生じるようなことがなく、カーボンブラシ20cとブラシスプリング40cを安定して固着し、高品質のブラシ装置10cを得ることができる。また、スプリング挿入孔321cにブラシスプリング40cを収容することで、ブラシスプリング40cと取付具30cとの固定をより確実なものにすることができると共に、スプリング挿入孔321cと略連続する貫通孔222cにブラシスプリング40cを収容することで、カーボンブラシ20cに対してブラシスプリング40cを容易に配置することができる。
【0064】
また、断面視略C字形の基板31cでカーボンブラシ20cの後部22cを保護することができる。また、取付具30cの一方の側縁を開放状態にしてカーボンブラシ20cを滑動して取り付けることが可能であり、カーボンブラシ20cの取付具30cへの取り付けを容易に行うことができる。また、舌片32cの折り曲げにより、取付具30cのスプリング挿入孔321cとカーボンブラシ20cの貫通孔222cとを略連続させることにより、製造工程を効率化することができる。
【0065】
〔第5実施形態のブラシ装置及びその製造方法〕
次に、第5実施形態のブラシ装置及びその製造方法について説明する。図5(a)は本発明による第5実施形態のブラシ装置の組立前の状態を示す斜視図、図5(b)は第5実施形態のブラシ装置の斜視図である。
【0066】
〈第5実施形態のブラシ装置の構成〉
第5実施形態のブラシ装置10dは、電動機等に用いられるものであり、図5に示すように、カーボンブラシ20dと、カーボンブラシ20dに係合して設けられる取付具30dと、カーボンブラシ20dと取付具30dに対して固定されているブラシスプリング40dとを備える。
【0067】
カーボンブラシ20dは、略直方体の前部21dと、前部21dの後方に位置し、前部21dより幅広に形成されている後部22dとから構成される。前部21dの前端面には、整流子と摺接する摺接面211dが形成されている。後部22dには、両側の側方に略直方体形の係合部221d・221dが突出形成されており、後部22dの中央部には、係合部221dの長手方向に沿うように貫通孔222dが形成されている。
【0068】
取付具30dは、半田付け又は溶接が容易な金属等の素材で形成され、断面視略コ字形であり、基板31dと、基板31dの一の対向する辺に前方へ突出形成されている舌片32d・32dと、基板31dの他の対向する辺に前方へ突出形成されている保持片33d・33dとを有する。舌片32d・32dには、それぞれスプリング挿入孔321d・321dが形成されている。
【0069】
ブラシスプリング40dは、コイルスプリングであり、中央に巻回部41dを有し、その一方端側と他方端側にそれぞれ略直線状の取付部42d・43dを有する。尚、本実施形態のブラシスプリング40dは、コイルスプリングとしたが、リーフスプリング等の他のブラシスプリングを用いることも可能である。
【0070】
更に、カーボンブラシ20dの後部22dの後端面、即ち摺接面211dと逆側の端面側から、取付具30dが挿入されている。取付具30dは、後部22dの係合部221d・221dと取付具30dの保持片33d・33dとを同じ側に合わせ、後部22dの後端面側から挿入されている。取付具30dのスプリング挿入孔321dとカーボンブラシ20dの貫通孔222dとが略連続する位置に配置されている共に、取付具30dがカーボンブラシ20dの摺接面211dより奥まった位置に設置されている。
【0071】
略連続するスプリング挿入孔321d・321dと貫通孔222dには、ブラシスプリング40dの一方端側の取付部42dが連通するように挿入され収容配置されている。そして、ブラシスプリング40dの取付部42dと取付具30dの舌片32dと図示省略する半田等の接着材又は溶接で固着することにより、ブラシスプリング40dと取付具30dとが半田等の接着材又は溶接で固着されている。
【0072】
〈第5実施形態のブラシ装置の製造方法の構成〉
次に、第5実施形態のブラシ装置10dの製造方法について説明する。第5実施形態のブラシ装置10dを製造する際には、前部21dと、係合部221d及び貫通孔222dを有する後部22dとから構成されるカーボンブラシ20dを形成すると共に、基板31d、舌片32d及び保持片33dを有する取付具33dを形成する。
【0073】
次いで、カーボンブラシ20dの後部22dの係合部221d・221dと取付具30dの保持片33d・33dとの方向を合わせ、取付具30dを後部22dの後端面側から挿入し、取付具30dを後部22dの後端面に載置する。前記載置により、取付具30dのスプリング挿入孔321dとカーボンブラシ20dの貫通孔222dとが略連続する位置に配置されている。
【0074】
その後、略連続するスプリング挿入孔321d・321dと貫通孔222dとに、ブラシスプリング40dの一方端側の取付部42dを挿入して収容配置する。そして、ブラシスプリング40dの取付部42dと取付具30dの舌片32dとを半田等の接着材又は溶接で固着することにより、ブラシ装置10dの製造が完了する。
【0075】
〈第5実施形態の効果〉
第5実施形態では、少なく簡単な工程でブラシ装置10dを得ることができる。また、カーボンブラシ20dに設置される取付具30dとブラシスプリング40dを固着する構成により、金属層の品位に応じて固着品質にバラツキが生ずるようなことがなく、カーボンブラシ20dとブラシスプリング40dを安定して固着し、高品質のブラシ装置10dを得ることができる。また、スプリング挿入孔321dにブラシスプリング40dを収容することで、ブラシスプリング40dと取付具30dとの固定をより確実なものにすることができると共に、スプリング挿入孔321dと略連続する貫通孔222dにブラシスプリング40dを収容することで、カーボンブラシ20dに対してブラシスプリング40dを容易に配置することができる。
【0076】
また、断面視略コ字形の取付具30dにより、カーボンブラシ20dの後部22dを保護することができる。また、取付具30dをカーボンブラシ20dの後部22dに摺接面211dと逆側から係合することにより、取付具30dのスプリング挿入孔321dとカーボンブラシ20dの貫通孔222dとを略連続させることで、製造工程を効率化することができる。
【0077】
〔第6実施形態のブラシ装置及びその製造方法〕
次に、第6実施形態のブラシ装置及びその製造方法について説明する。図6(a)は本発明による第6実施形態のブラシ装置の組立前の状態を示す斜視図、図6(b)は第6実施形態のブラシ装置の斜視図である。
【0078】
〈第6実施形態のブラシ装置の構成〉
第6実施形態のブラシ装置10eは、電動機等に用いられるものであり、図6に示すように、カーボンブラシ20eと、カーボンブラシ20eに係合して設けられる取付具30eと、カーボンブラシ20eと取付具30eに対して固定されているブラシスプリング40eとを備える。
【0079】
カーボンブラシ20eは、略直方体形の前部21eと、前部21eの後方に位置し、前部21eより幅広に形成されている後部22eとから構成される。前部21eの前端面には、整流子と摺接する摺接面211eが形成されている。後部22eには、両側の側方に略直方体形の係合部221e・221eが突出形成されており、両側の係合部221e・221eの中間位置における後部22eの後端面、即ち摺接面211eと逆側の端面には、係合部221eの長手方向に沿うように凹溝222eが形成されている。
【0080】
取付具30eは、半田付け又は溶接が容易な金属等の素材で形成され、中央に取付穴311eを有する方形の枠部31eと、枠部31eの一の対向する辺に後方へ突出形成されているスプリング係合凹部321e・321eと、枠部31eの他の対向する辺に後方へ突出形成されている保持片33e・33eとを有する。スプリング係合凹部321e・321eは、所定の間隔離間した爪状で形成されている。
【0081】
ブラシスプリング40eは、コイルスプリングであり、中央に巻回部41eを有し、その一方端側と他方端側にそれぞれ略直線状の取付部42e・43eを有する。尚、本実施形態のブラシスプリング40eは、コイルスプリングとしたが、リーフスプリング等の他のブラシスプリングを用いることも可能である。
【0082】
更に、枠部31eの取付穴311eに、取付具30eのスプリング係合凹部321eや保持片33eが突出している後側から、カーボンブラシ20eの前部21eが挿入されている。カーボンブラシ20eは、後部22eの係合部221e・221eと取付具30eの保持片33e・33eとを同じ側に合わせ、摺接面211e側から取付穴311eに挿入されており、取付穴311eの周縁である枠部31eの他の対向する辺に係合部221e・221eが載置され係合されている。カーボンブラシ20eの後部22eを取付具30eに係合して設置することにより、取付具30eのスプリング係合凹部321eとカーボンブラシ20eの凹溝222eとが略連続する位置に配置されていると共に、取付具30eがカーボンブラシ20eの摺接面211eより奥まった位置に設置されている。
【0083】
略連続するスプリング係合凹部321e・321eと凹溝222eには、ブラシスプリング40eの一方端側の取付部42eが連通するように挿入され収容配置されている。そして、ブラシスプリング40eの取付部42eと取付具30eのスプリング係合凹部321eとを図示省略する半田等の接着材又は溶接で固着することにより、ブラシスプリング40eと取付具30eとが半田等の接着材又は溶接で固着されている。
【0084】
〈第6実施形態のブラシ装置の製造方法の構成〉
次に、第6実施形態のブラシ装置10eの製造方法について説明する。第6実施形態のブラシ装置10eを製造する際には、前部21eと、係合部221e及び貫通孔222eを有する後部22eとから構成されるカーボンブラシ20eを形成すると共に、スプリング係合凹部321e及び保持片33eを有する枠部31eである取付具33eを形成する。
【0085】
次いで、カーボンブラシ20eの後部22eの係合部221e・221eと取付具30eの保持片33e・33eとの方向を合わせ、カーボンブラシ20eを摺接面211e側から取付具30eの取付穴311eに挿入し、枠部31eの前記他の対向する辺に係合部221e・221eを載置して係合する。前記係合により、取付具30eのスプリング係合凹部321eとカーボンブラシ20eの凹溝222eとが略連続する位置に配置されている。
【0086】
その後、略連続するスプリング係合凹部321e・321eと凹溝222eとに、ブラシスプリング40eの一方端側の取付部42eを挿入して収容配置する。そして、ブラシスプリング40eの取付部42eと取付具30eのスプリング係合凹部321eとを半田等の接着材又は溶接で固着することにより、ブラシ装置10eの製造が完了する。
〈第6実施形態の効果〉
【0087】
第6実施形態では、少なく簡単な工程でブラシ装置10eを得ることができる。また、カーボンブラシ20eに係合設置される取付具30eとブラシスプリング40eを固着する構成により、金属層の品位に応じて固着品質にバラツキが生ずるようなことがなく、カーボンブラシ20eとブラシスプリング40eを安定して固着し、高品質のブラシ装置10eを得ることができる。また、スプリング係合凹部321eにブラシスプリング40eを収容することで、ブラシスプリング40eと取付具30eとの固定をより確実なものにすることができると共に、スプリング係合凹部321eと略連続する凹溝222eにブラシスプリング40eを収容することで、カーボンブラシ20eに対してブラシスプリング40eを容易に配置することができる。
【0088】
また、取付具30eの取付穴311eへのカーボンブラシ20eの挿入で、カーボンブラシ20eを取付具30eに容易に係合設置することができる。また、この係合設置により、取付具30eのスプリング係合凹部321eとカーボンブラシの凹溝222eとを略連続させることで、製造工程を効率化することができる。
【0089】
〔実施形態の変形例等〕
本明細書開示の発明は、各発明や実施形態の構成の他に、適用可能な範囲で、これらの部分的な構成を本明細書開示の他の構成に変更して特定したもの、或いはこれらの構成に本明細書開示の他の構成を付加して特定したもの、或いはこれらの部分的な構成を部分的な作用効果が得られる限度で削除して特定した上位概念化したものを含み、下記の変形例等も包含する。
【0090】
例えば上記第6実施形態において、取付具30eのスプリング係合凹部321eとカーボンブラシ20eの貫通孔とを略連続するものとし、凹溝222eに代えて貫通孔を設ける構成とする等、各実施形態におけるカーボンブラシと取付具を相互に組み合わせるものでもよい。
【産業上の利用可能性】
【0091】
本発明は、例えばブラシ装置を備える電動機等に利用することができる。
【符号の説明】
【0092】
10、10a、10b、10c、10d、10e…ブラシ装置 20、20a、20b、20c、20d、20e…カーボンブラシ 21、21a、21b、21c、21d、21e…前部 211、211a、211b、211c、211d、211e…摺接面 22、22a、22b、22c、22d、22e…後部 221、221a、221b、221c、221d、221e…係合部 222、222e…凹溝 222a、222b、222c、222d…貫通孔 30、30a、30b、30c、30d、30e…取付具 31、31a、31b、31e…枠部 31c、31d…基板 311、311a、311b、311e…取付穴 32、32b、32c、32d…舌片 32a…曲部 321、321a、321b、321c、321d…スプリング挿入孔 321e…スプリング挿入凹部 33、33b、33c、33d、33e…保持片 33a…保持部 331b、331c…折曲部 40、40a、40b、40c、40d、40e…ブラシスプリング 41、41a、41b、41c、41d、41e…巻回部 42、43、42a、43a、42b、43b、42c、43c、42d、43d、42e,43e…取付部
【特許請求の範囲】
【請求項1】
摺接面側の前部と、前記前部より後方の後部とを有するカーボンブラシと、
前記後部に係合して設けられ、前記カーボンブラシの前記摺接面より奥まった位置に設置される取付具と、
前記取付具のスプリング挿入孔と、前記カーボンブラシの前記摺接面と逆側に位置する前記後部の端面に形成されて前記スプリング挿入孔と略連続する凹溝とに、一方端側を収容して配置されているブラシスプリングとを備え、
前記ブラシスプリングと前記取付具とが接着材若しくは溶接で固着されていることを特徴とするブラシ装置。
【請求項2】
摺接面側の前部と、前記前部より後方の後部とを有するカーボンブラシと、
前記後部に係合して設けられ、前記カーボンブラシの前記摺接面より奥まった位置に設置される取付具と、
前記取付具のスプリング挿入孔と、前記カーボンブラシに形成されて前記スプリング挿入孔と略連続する貫通穴とに、一方端側を収容して配置されているブラシスプリングとを備え、
前記ブラシスプリングと前記取付具とが接着材若しくは溶接で固着されていることを特徴とするブラシ装置。
【請求項3】
摺接面側の前部と、前記前部より後方の後部とを有するカーボンブラシと、
前記後部に係合して設けられ、前記カーボンブラシの前記摺接面より奥まった位置に設置される取付具と、
前記取付具のスプリング係合凹部と、前記カーボンブラシの前記摺接面と逆側に位置する前記後部の端面に形成されて前記スプリング係合凹部と略連続する凹溝とに、一方端側を収容して配置されているブラシスプリングとを備え、
前記ブラシスプリングと前記取付具とが接着材若しくは溶接で固着されていることを特徴とするブラシ装置。
【請求項4】
摺接面側の前部と、前記前部より後方の後部とを有するカーボンブラシと、
前記後部に係合して設けられ、前記カーボンブラシの前記摺接面より奥まった位置に設置される取付具と、
前記取付具のスプリング係合凹部と、前記カーボンブラシに形成されて前記スプリング係合凹部と略連続する貫通穴とに、一方端側を収容して配置されているブラシスプリングとを備え、
前記ブラシスプリングと前記取付具とが接着材若しくは溶接で固着されていることを特徴とするブラシ装置。
【請求項5】
請求項1〜4の何れかに記載のブラシ装置の製造方法であって、
前記取付具の取付穴に前記カーボンブラシを摺接面側から挿入し、前記後部で側方に突出形成されている係合部と前記取付穴の周縁とを係合すると共に、前記係合により、前記取付具の前記スプリング挿入孔若しくは前記スプリング係合凹部と前記カーボンブラシの前記凹溝若しくは前記貫通穴とを略連続させる工程を備えることを特徴とするブラシ装置の製造方法。
【請求項6】
前記取付具の両側縁に設けられている舌片を折り曲げて、前記舌片に形成されている前記スプリング挿入孔若しくは前記スプリング係合凹部と前記カーボンブラシの前記凹溝若しくは前記貫通穴とを略連続させることを特徴とする請求項5記載のブラシ装置の製造方法。
【請求項7】
請求項2記載のブラシ装置の製造方法であって、
断面視略C字形の本体と、前記本体の両側縁に設けられている舌片を有する前記取付具の本体内に、前記カーボンブラシの後部を滑動して係合配置する工程と、
少なくとも前記カーボンブラシを挿入した側の舌片を折り曲げて、前記舌片に形成されている前記スプリング挿入孔と前記カーボンブラシの前記貫通穴とを略連続させる工程と、
を備えることを特徴とするブラシ装置の製造方法。
【請求項8】
請求項2記載のブラシ装置の製造方法であって、
断面視略コ字形の本体と、前記本体の両側縁に設けられている舌片を有する前記取付具の本体を、前記カーボンブラシの後部に前記摺接面と逆側から係合し、前記舌片に形成されている前記スプリング挿入孔と前記カーボンブラシの前記貫通穴とを略連続させる工程を備えることを特徴とするブラシ装置の製造方法。
【請求項9】
請求項1〜4の何れかに記載のブラシ装置を備えることを特徴とする電動機。
【請求項1】
摺接面側の前部と、前記前部より後方の後部とを有するカーボンブラシと、
前記後部に係合して設けられ、前記カーボンブラシの前記摺接面より奥まった位置に設置される取付具と、
前記取付具のスプリング挿入孔と、前記カーボンブラシの前記摺接面と逆側に位置する前記後部の端面に形成されて前記スプリング挿入孔と略連続する凹溝とに、一方端側を収容して配置されているブラシスプリングとを備え、
前記ブラシスプリングと前記取付具とが接着材若しくは溶接で固着されていることを特徴とするブラシ装置。
【請求項2】
摺接面側の前部と、前記前部より後方の後部とを有するカーボンブラシと、
前記後部に係合して設けられ、前記カーボンブラシの前記摺接面より奥まった位置に設置される取付具と、
前記取付具のスプリング挿入孔と、前記カーボンブラシに形成されて前記スプリング挿入孔と略連続する貫通穴とに、一方端側を収容して配置されているブラシスプリングとを備え、
前記ブラシスプリングと前記取付具とが接着材若しくは溶接で固着されていることを特徴とするブラシ装置。
【請求項3】
摺接面側の前部と、前記前部より後方の後部とを有するカーボンブラシと、
前記後部に係合して設けられ、前記カーボンブラシの前記摺接面より奥まった位置に設置される取付具と、
前記取付具のスプリング係合凹部と、前記カーボンブラシの前記摺接面と逆側に位置する前記後部の端面に形成されて前記スプリング係合凹部と略連続する凹溝とに、一方端側を収容して配置されているブラシスプリングとを備え、
前記ブラシスプリングと前記取付具とが接着材若しくは溶接で固着されていることを特徴とするブラシ装置。
【請求項4】
摺接面側の前部と、前記前部より後方の後部とを有するカーボンブラシと、
前記後部に係合して設けられ、前記カーボンブラシの前記摺接面より奥まった位置に設置される取付具と、
前記取付具のスプリング係合凹部と、前記カーボンブラシに形成されて前記スプリング係合凹部と略連続する貫通穴とに、一方端側を収容して配置されているブラシスプリングとを備え、
前記ブラシスプリングと前記取付具とが接着材若しくは溶接で固着されていることを特徴とするブラシ装置。
【請求項5】
請求項1〜4の何れかに記載のブラシ装置の製造方法であって、
前記取付具の取付穴に前記カーボンブラシを摺接面側から挿入し、前記後部で側方に突出形成されている係合部と前記取付穴の周縁とを係合すると共に、前記係合により、前記取付具の前記スプリング挿入孔若しくは前記スプリング係合凹部と前記カーボンブラシの前記凹溝若しくは前記貫通穴とを略連続させる工程を備えることを特徴とするブラシ装置の製造方法。
【請求項6】
前記取付具の両側縁に設けられている舌片を折り曲げて、前記舌片に形成されている前記スプリング挿入孔若しくは前記スプリング係合凹部と前記カーボンブラシの前記凹溝若しくは前記貫通穴とを略連続させることを特徴とする請求項5記載のブラシ装置の製造方法。
【請求項7】
請求項2記載のブラシ装置の製造方法であって、
断面視略C字形の本体と、前記本体の両側縁に設けられている舌片を有する前記取付具の本体内に、前記カーボンブラシの後部を滑動して係合配置する工程と、
少なくとも前記カーボンブラシを挿入した側の舌片を折り曲げて、前記舌片に形成されている前記スプリング挿入孔と前記カーボンブラシの前記貫通穴とを略連続させる工程と、
を備えることを特徴とするブラシ装置の製造方法。
【請求項8】
請求項2記載のブラシ装置の製造方法であって、
断面視略コ字形の本体と、前記本体の両側縁に設けられている舌片を有する前記取付具の本体を、前記カーボンブラシの後部に前記摺接面と逆側から係合し、前記舌片に形成されている前記スプリング挿入孔と前記カーボンブラシの前記貫通穴とを略連続させる工程を備えることを特徴とするブラシ装置の製造方法。
【請求項9】
請求項1〜4の何れかに記載のブラシ装置を備えることを特徴とする電動機。
【図1】



【図2】
【図3】
【図4】

【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2011−61973(P2011−61973A)
【公開日】平成23年3月24日(2011.3.24)
【国際特許分類】
【出願番号】特願2009−209028(P2009−209028)
【出願日】平成21年9月10日(2009.9.10)
【出願人】(000103585)オーパック株式会社 (6)
【Fターム(参考)】
【公開日】平成23年3月24日(2011.3.24)
【国際特許分類】
【出願日】平成21年9月10日(2009.9.10)
【出願人】(000103585)オーパック株式会社 (6)
【Fターム(参考)】
[ Back to top ]