
ブラシ用毛材およびその製造方法
【課題】 微小な隙間を清掃しても、汚れが溜まらず、優れた清掃効果を得ることができるブラシ用毛材を提供する。
【解決手段】 芯糸の周囲に鞘糸が巻き付けられたカバリング糸からなるブラシ用毛材であって、芯糸および鞘糸は融着成分が繊維表面に露出した芯鞘型複合繊維からなり、芯糸と鞘糸はそれぞれの融着成分が面接触して融着固定され、鞘糸の巻き数が200〜2000回/mであるブラシ用毛材である。なかでも、芯糸と鞘糸の融着成分が同じ成分であることが好ましく、ブラシ用毛材の繊維横断面の長軸の長さを短軸の長さで除した値が、1.05〜1.3であることがより好ましい。
【解決手段】 芯糸の周囲に鞘糸が巻き付けられたカバリング糸からなるブラシ用毛材であって、芯糸および鞘糸は融着成分が繊維表面に露出した芯鞘型複合繊維からなり、芯糸と鞘糸はそれぞれの融着成分が面接触して融着固定され、鞘糸の巻き数が200〜2000回/mであるブラシ用毛材である。なかでも、芯糸と鞘糸の融着成分が同じ成分であることが好ましく、ブラシ用毛材の繊維横断面の長軸の長さを短軸の長さで除した値が、1.05〜1.3であることがより好ましい。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ブラシ用毛材に関する。
【背景技術】
【0002】
歯ブラシなどのブラシ用毛材は、清掃性能に優れること、毛先がへたったり、ばらけたりしにくく、柔軟で耐久性が優れることが求められ、従来より様々な工夫がなされてきた。
例えば、清掃性能の優れた歯ブラシとして、ポリブチレンテレフタレート製のブラシ用毛材の先端を細くしてテーパー形状としたものが市販されている。
また特許文献1では、ブラシ用毛材の先端をテーパー状で螺旋状の溝にすることによって、狭い隙間に付着した異物を効果的に除去し、優れた清掃効果を得ることが記載されている。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2003−189943号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、ポリブチレンテレフタレート製のブラシ用毛材の先端を細くしたテーパー形状の歯ブラシでは、テーパー形状の毛先が清掃対象物の細かな隙間に入りやすいものの、ブラシ毛の清掃対象物へのあたりが弱く、歯ブラシに用いた際、頑固なプラークなどの清拭性は十分でなく、清掃効果は十分でない。
また特許文献1に記載のブラシ用毛材は、具体的には、モノフィラメント自体を捩じって螺旋状の溝をもつものとしており、歯ブラシなどに使用する際、ブラシ用毛材にある溝に清掃対象物の汚れが溜まりやすく、清掃効果が十分なものではない。
したがって、本発明は、上記の課題を解決し、微小な隙間を清掃しても、汚れが溜まらず、優れた清掃効果を得ることができるブラシ用毛材を提供することを目的とする。
【課題を解決するための手段】
【0005】
すなわち、本発明は、芯糸の周囲に鞘糸が巻き付けられたカバリング糸からなるブラシ用毛材であって、芯糸および鞘糸は融着成分が繊維表面に露出した芯鞘型複合繊維からなり、芯糸と鞘糸はそれぞれの融着成分が融着して面接触して固定され、鞘糸の巻き数が200〜2000回/mであるブラシ用毛材である。なかでも、芯糸と鞘糸の融着成分が同じ成分であるものが好ましく、ブラシ用毛材の繊維横断面の長軸の長さを短軸の長さで除した値が、1.05〜1.3であることがより好ましい。また芯糸が、芯成分がポリブチレンテレフタレート、鞘成分が第3成分を共重合したポリエチレンテレフタレートである芯鞘型複合繊維モノフィラメントからなり、鞘糸が、芯成分がポリエチレンテレフタレート、鞘成分が第3成分を共重合した共重合ポリエチレンテレフタレートである芯鞘型複合繊維モノフィラメントからなるものがより好ましい。これらのブラシ用毛材は歯ブラシに特に好適に用いることができる。
【0006】
また本発明は、芯成分より鞘成分の融点が低い芯鞘型複合繊維を芯糸および鞘糸に用いて巻き数が200〜2000回/mとなるようにカバリングを施し、芯糸および鞘糸の鞘成分の融点より高く、芯糸および鞘糸の芯成分の融点より低い温度で熱セットして、芯糸および鞘糸の鞘成分を面接触にて融着固定せしめるブラシ用毛材の製造方法でもある。またこれらのブラシ用毛材に、さらにトウ加工を施し、カットしてもよいし、カットした後に、さらに毛先の成分を溶解してテーパー形状にしてブラシ用毛材を製造してもよい。
【発明の効果】
【0007】
本発明のブラシ用毛材によれば、芯糸と鞘糸が面接触にて融着固定されたカバリング糸からなるため、毛材の側面に溝がなく、規則的に突起部のある形状となり、毛材の側面で微細な汚れを捕捉することができ、細く微小な隙間を清掃する場合も、清掃対象物が溝に入り込まず、清掃効果に優れたものを得ることができる。また、芯糸と鞘糸がともに芯鞘型複合繊維からなり、互いに面接触にて融着成分同士により融着固定されているため、ブラシ用毛材の腰感がしっかりしており、さらには毛材に圧力がかかった際の回復性に優れ、ブラシに用いた際の使用感が良いものとなる。
【図面の簡単な説明】
【0008】
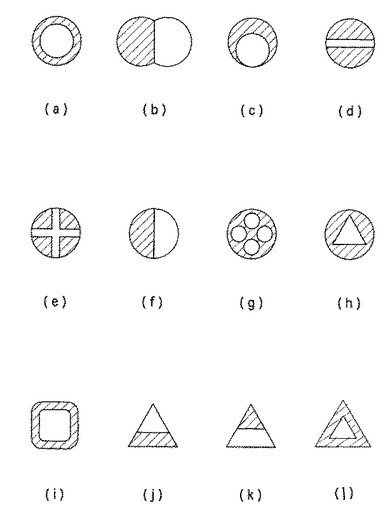
【図1】本発明に用いる芯鞘型複合繊維の繊維横断面形状の例を示す。
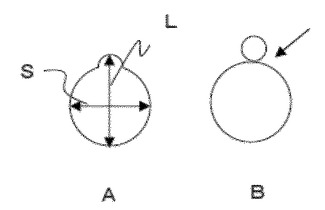
【図2】本発明および従来のブラシ用毛材の繊維横断面を説明する模式図である。
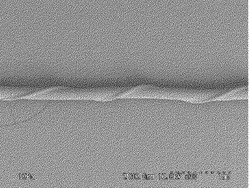
【図3】本発明のブラシ用毛材の側面を示す模式図の一例である。
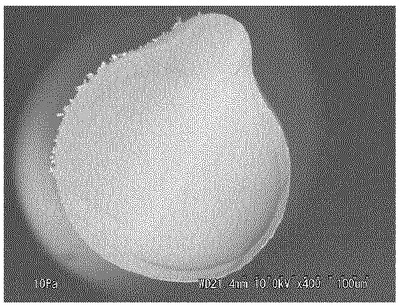
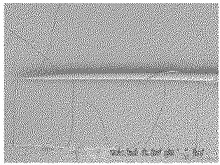
【図4】本発明のブラシ用毛材の繊維横断面の電子顕微鏡写真の一例を示す。
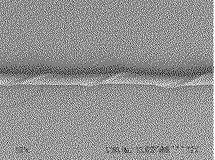
【図5】本発明のブラシ用毛材の電子顕微鏡写真の一例を示す。
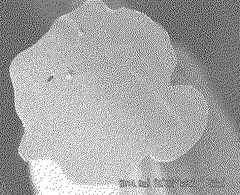
【図6】本発明のブラシ用毛材の電子顕微鏡写真の一例を示す。
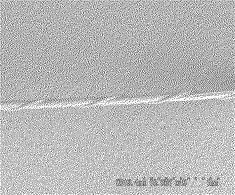
【図7】本発明のブラシ用毛材の電子顕微鏡写真の一例を示す。
【図8】本発明のブラシ用毛材の電子顕微鏡写真の一例を示す。
【発明を実施するための形態】
【0009】
本発明は、芯糸の周囲に鞘糸が巻き付けられたカバリング糸からなるブラシ用毛材である。
【0010】
上記芯糸および鞘糸はマルチフィラメントからなるものでも、モノフィラメントからなるものでもよい。すなわち、芯糸および鞘糸がモノフィラメント、芯糸がマルチフィラメントで鞘糸がモノフィラメント、芯糸がモノフィラメントで鞘糸がマルチフィラメント、芯糸および鞘糸がマルチフィラメントのいずれでもよい。なかでも、芯糸および鞘糸がモノフィラメントであることが好ましい。
【0011】
上記芯糸および鞘糸は、融着成分が繊維表面に露出した芯鞘型複合繊維からなり、芯糸と鞘糸はそれぞれの融着成分が融着して面接触して固定されている。
ここで、芯糸と鞘糸はそれぞれの融着成分が融着して面接触して固定されているとは、両成分が離れないように融着固定されていることをいう。
【0012】
まず、本発明を構成する芯糸について説明する。
本発明の芯糸は、芯部および鞘部を有する芯鞘型複合繊維から構成される。
上記芯糸は、芯鞘型複合繊維フィラメントであることが好ましく、モノフィラメントでもマルチフィラメントでもよいが、モノフィラメントであることがより好ましい。
【0013】
上記芯糸の芯鞘型複合繊維の芯部を構成する芯成分は、ポリエチレンテレフタレート、ポリブチレンテレフタレート等のポリエステル、ナイロン6、ナイロン610、ナイロン612等のポリアミド等の熱可塑性樹脂を用いることができる。なかでも、ブラシ用毛材にしっかりとした腰感をもたせる点からは、ポリブチレンテレフタレート、ナイロン610等が好ましい。
【0014】
上記芯糸の芯鞘型複合繊維の鞘部を構成する鞘成分は、種々の繊維形成性を有する熱可塑性樹脂を用いることができるが、後述する融着成分であることが好ましい。
【0015】
上記芯糸の芯鞘型複合繊維の融着成分は、芯成分を構成する熱可塑性樹脂よりも、融点(非晶性の場合は軟化点)が低いものが好ましく用いられる。この融着成分は、芯成分などの融着成分以外の成分(以下、非融着成分という)よりも、融点(非晶性の場合は軟化点)が20℃以上低いものであることが好ましい。より好ましくは30℃以上低いものである。
【0016】
上記融着成分としては、例えば、芯成分がポリエステルの場合、芯成分よりも融点(非晶性の場合は軟化点)の低いポリエステルが好ましく、なかでも第3成分を共重合したポリエステル(以下、共重合ポリエステルという)が好ましい。
【0017】
上記共重合ポリエステルとしては、テレフタル酸とエチレングリコールを主成分とし、第3成分を共重合成分とした共重合ポリエチレンテレフタレートが好ましく、また共重合成分として、酸成分であるシュウ酸、マロン酸、アゼライン酸、アジピン酸、セバチン酸等の脂肪族ジカルボン酸、フタル酸、イソフタル酸、ナフタレンジカルボン酸等の芳香族ジカルボン酸類および/またはヘキサヒドロテレフタル酸等の脂環族ジカルボン酸とジエチルグリコール、ポリエチレングリコール、プロピレングリコール、ヘキサンジオール、パラキシレングリコール、ビスヒドロキシエトキシフェニルプロパン等の脂肪族、脂環族または芳香族系ジオール類グリコールとを1種、もしくは2種以上組み合わせたものを所定割合で含有し、所望に応じてパラヒドロキシ安息香酸等のオキシ酸類を50モル%以下の割合で添加した共重合ポリエステルが好ましい。
【0018】
そして、上記のなかでも、特に、テレフタル酸とエチレングリコールにイソフタル酸を添加して共重合させたポリエステルが好ましい。そして、このようなイソフタル酸共重合ポリエステルでは、イソフタル酸成分を10〜30モル%共重合させたものが、融着固定のし易さおよび取り扱い性の点から好ましい。なお、上記成分モノマーの共重合比率を変えることにより、所望の融点または軟化点となるよう調整することができる。
【0019】
また上記芯糸の芯鞘型複合繊維として、芯部が非融着成分からなり鞘部が融着成分からなる芯鞘型複合繊維フィラメントが好適に挙げられる。
この芯鞘型複合繊維の複合形態としては、その繊維横断面形状において、完全な芯鞘構造になっているものの他、少なくとも融着成分の一部が表面に露出した構成になっている各種の複合形態のものが挙げられる。例えば図1(a)〜(l)に示すような繊維横断面形状の複合繊維が挙げられる。なお、これらの図において、斜線部分が融着成分で形成されている部分を示し、白色部分が非融着成分で形成されている部分を示している。また、断面の輪郭形状も、必ずしも円形である必要はなく、楕円形、中空、三角形、四角形、星形等、各種の異形断面形状のものを用いることができる。また芯部の芯は単芯、多芯のいずれの断面形状のものを用いることができる。そして、芯部の芯は同心、偏芯といずれでもよいが、同心とすることが好ましい。
【0020】
なお、これらの複合繊維のなかでも、その融着成分が、繊維表面に50%以上露出しているものが好適である。すなわち、融着成分が繊維表面に50%以上露出していれば、鞘糸を十分に融着固定し易いものとなる。より好ましくは70%以上露出しているものであり、融着成分のみが繊維表面に露出しているものがさらに好ましい。そして、図1(a)に示すような、鞘部に融着成分を配し、芯部に非融着成分を配した芯鞘型複合繊維を用いることが特に好適である。
【0021】
また上記芯糸の芯鞘型複合繊維として、特に好ましい組み合わせを挙げると、芯成分がポリブチレンテレフタレート、鞘成分が芯成分より融点(非晶性の場合は軟化点)の低い低融点ポリエステルである芯鞘型複合繊維フィラメントが挙げられる。すなわち、芯成分がポリブチレンテレフタレートであるためにブラシ用毛材がしっかり腰をもったものとなり、鞘成分が低融点ポリエステルであるため、取り扱い性のよいものとなる。なかでも、芯成分がポリブチレンテレフタレート、鞘成分が共重合ポリエチレンテレフタレートであるものは、ブラシ用毛材の腰感がしっかりして、ブラシ用毛材の毛倒れ回復性も優れたものとなり易く、特に好ましい。また、共重合ポリエチレンテレフタレートに芯成分と同じ樹脂(ポリブチレンテレフタレート)を混合したものを鞘成分に用いると、芯成分と鞘成分の親和性が向上するため好ましい。
【0022】
また上記芯糸の芯鞘型複合繊維フィラメントは、鞘成分を、芯成分と主たる繰り返し単位を有する成分が同一である成分を含有したものとすることが、芯成分と鞘成分の親和性を高める点から好ましく、より好ましくは、鞘成分を、芯成分と同じ樹脂を含有したものとすることである。例えば、芯成分がポリエチレンテレフタレートの場合、鞘成分に融着成分に加えて、ポリエチレンテレフタレートまたは共重合ポエリエチレンテレフタレートを含有したものとすることが挙げられる。他の例として、芯成分にポリブチレンテレフタレート、鞘成分に融着成分に加えて、ポリブチレンテレフタレートを含有したものとすることが挙げられる。融着成分に加えて他の樹脂を含有させる方法としては、特に限定するものではないが、例えば、チップブレンド、二軸混練機等による混練等により混合したものを溶融紡糸して含有させる等が挙げられる。なかでも、混練により混合したものが好ましい。
【0023】
上記芯糸の芯鞘型複合繊維の芯成分と鞘成分の融点の差は、ブラシ用毛材の剛性を良好に保つ点から、50〜100℃が好ましく、軟化点の差は、150〜180℃が好ましい。
【0024】
上記芯糸の芯鞘型複合繊維の芯成分と鞘成分の比率(体積比)は、鞘糸との融着性とブラシ用毛材として良好な剛性とを保持する点から、1:7〜4:1が好ましく、特に好ましくは、1:5〜3:1である。
【0025】
また、適度な剛性および曲げ回復性を保持する点から、上記芯糸の破断強度は、2.0〜8.0cN/dtexであることが好ましく、破断伸度は、10〜40%がより好ましい。
【0026】
上記芯糸の繊度は、目的に応じて適宜設定できるが、生産性の点から、10〜1400dtexであることが好ましく、20〜800dtexであることがより好ましく、特に200〜500dtexであることが好ましい。
また例えば、歯ブラシに用いる場合は、200〜600dtexであることが好ましく、200〜500dtexであることが好ましく、より好ましくは220〜400dtexである。歯間ブラシに用いる場合は、5〜160dtexが好ましく、20〜110dtexであることがより好ましい。化粧ブラシに用いる場合は、50〜500dtexが好ましく、より好ましくは100〜400dtexである。またマニキュアブラシに用いる場合は、40〜100dtexが好ましく、70〜80dtexがより好ましい。筆ペンに用いる場合、100〜200dtexが好ましく、130〜160dtex程度がより好ましい。工業用洗浄ブラシに用いる場合、例えば、250〜800dtexが好ましい。なお、一般的に、工業用途に用いる場合は、20〜1000dtex程度であることが多い。
【0027】
次に、本発明のブラシ用毛材を構成する鞘糸について説明する。
本発明の鞘糸は、芯部および鞘部を有する芯鞘型複合繊維から構成される。
上記鞘糸は、芯鞘型複合繊維フィラメントであることが好ましく、モノフィラメントでもマルチフィラメントであってもよいが、モノフィラメントであることがより好ましい。
【0028】
上記鞘糸の芯鞘型複合繊維の芯部を構成する芯成分は、ポリエチレンテレフタレート、ポリブチレンテレフタレート等のポリエステル、ナイロン6、ナイロン610、ナイロン612等のポリアミド等の熱可塑性樹脂を用いることができる。汎用的で取り扱い易い点からは、ポリエチレンテレフタレートが好ましい。
【0029】
上記鞘糸の芯鞘型複合繊維の融着成分は、芯成分を構成する熱可塑性樹脂よりも、融点(非晶性の場合は軟化点)が低いものが好ましく用いられる。融着成分は、非融着成分よりも、融点(非晶性の場合は軟化点)が20℃以上低いものであることが好ましい。より好ましくは30℃以上低いものである。
【0030】
上記鞘糸の融着成分としては、例えば、芯成分がポリエステルの場合、芯成分よりも融点(非晶性の場合は軟化点)の低いポリエステルが好ましく、なかでも共重合ポリエステルが好ましい。
【0031】
上記共重合ポリエステルとしては、テレフタル酸とエチレングリコールを主成分とし、第3成分を共重合成分とした共重合ポリエチレンテレフタレートが好ましく、また共重合成分として、酸成分であるシュウ酸、マロン酸、アゼライン酸、アジピン酸、セバチン酸等の脂肪族ジカルボン酸、フタル酸、イソフタル酸、ナフタレンジカルボン酸等の芳香族ジカルボン酸類および/またはヘキサヒドロテレフタル酸等の脂環族ジカルボン酸とジエチルグリコール、ポリエチレングリコール、プロピレングリコール、ヘキサンジオール、パラキシレングリコール、ビスヒドロキシエトキシフェニルプロパン等の脂肪族、脂環族または芳香族系ジオール類グリコールとを1種、もしくは2種以上組み合わせたものを所定割合で含有し、所望に応じてパラヒドロキシ安息香酸等のオキシ酸類を50モル%以下の割合で添加した共重合ポリエステルが好ましい。
【0032】
そして、上記のなかでも、特に、テレフタル酸とエチレングリコールにイソフタル酸を添加して共重合させたポリエステルが好ましい。そして、このようなイソフタル酸共重合ポリエステルでは、イソフタル酸成分を10〜30モル%共重合させたものが、融着固定のしやすさおよび取り扱い性の点から好ましい。なお、上記成分モノマーの共重合比率を変えることにより、所望の融点または軟化点となるよう調整することができる。
【0033】
上記鞘糸を構成する芯鞘型複合繊維としては、芯部が非融着成分からなり鞘部が融着成分からなる芯鞘型複合フィラメントが好適に挙げられる。
この芯鞘型複合繊維の複合形態としては、その繊維横断面形状において、完全な芯鞘構造になっているものの他、少なくとも融着成分の一部が表面に露出した構成になっている各種の複合形態のものが挙げられる。例えば図1(a)〜(l)に示すような繊維横断面形状の複合繊維が挙げられる。なお、これらの図において、斜線部分が融着成分で形成されている部分を示し、白色部分が非融着成分で形成されている部分を示している。また、断面の輪郭形状も、必ずしも円形である必要はなく、楕円形、中空、三角形、四角形、星形等、各種の異形断面形状のものを用いることができる。また芯部の芯は単芯、多芯のいずれの断面形状のものを用いることができる。そして、芯部の芯は同心、偏芯といずれでもよいが、同心とすることが好ましい。
【0034】
なお、これらの複合繊維のなかでも、特に、その融着成分が、繊維表面に70%以上露出しているものが好適である。すなわち、融着成分が繊維表面に70%以上露出していれば、鞘糸を十分に融着固定しやすいものとなる。より好ましくは90%以上露出しているものであり、融着成分のみが繊維表面に露出しているものがさらに好ましい。そして、特に、図1(a)に示すような、鞘部に融着成分を配し、芯部に非融着成分を配した芯鞘型複合繊維を用いることが好適である。
【0035】
また上記鞘糸の芯鞘型複合繊維として、特に、好ましい組み合わせを挙げると、芯がポリエチレンテレフタレート、鞘成分が芯成分より融点(非晶性の場合は軟化点)の低い低融点ポリエステルである芯鞘型複合繊維フィラメントが挙げられる。このものであれば、鞘成分が低融点ポリエステルであり、芯糸の鞘成分にある融着成分と融着固定して、良好なはり腰感および清掃効果を安定的に得られ易いため好ましい。なかでも、芯がポリエチレンテレフタレート、鞘が共重合ポリエチレンテレフタレートであるものは、より上記の効果が優れたものとなり、特に好ましい。また、共重合ポリエチレンテレフタレートに芯成分と同じ樹脂(ポリブチレンテレフタレート)を混合したものを鞘成分に用いると、芯成分と鞘成分の親和性が向上するため好ましい。
【0036】
また上記鞘糸の芯鞘型複合繊維フィラメントは、鞘成分に、芯成分と主たる繰り返し単位を有する成分が同一である成分を含有するものとすることが芯成分と鞘成分の親和性を高める点から好ましく、より好ましくは鞘成分に芯成分と同じ樹脂を含有するものとすることである。例えば、芯成分がポリエチレンテレフタレートの場合、鞘成分に融着成分に加えてポリエチレンテレフタレートまたは共重合ポエリエチレンテレフタレートを含有したものとすることが挙げられる。他の例として、芯成分にポリブチレンテレフタレート、鞘成分に融着成分に加えて鞘成分にポリブリレンテレフタレートを含有したものとすることが挙げられる。融着成分に加えて他の樹脂を含有させる方法としては、特に限定するものではないが、例えば、チップブレンド、二軸混練機等による混練等により混合したものを溶融紡糸して含有させる等が挙げられる。なかでも混練により混合したものが好ましい。
【0037】
上記鞘糸の芯鞘型複合繊維フィラメントの芯成分と鞘成分の融点の差は、加工の際の取り扱い易さの点から、50〜100℃が好ましく、軟化点の差は、150〜180℃が好ましい。
【0038】
上記鞘糸の芯鞘型複合繊維の芯成分と鞘成分との比率(体積比)は、芯糸との融着性とブラシ用毛材として良好な剛性を保持する点から、1:7〜3:1が好ましく、特に好ましくは、1:3〜2:1である。
【0039】
また、カバリングの作業性の点から、上記鞘糸の破断強度は、3.0〜6.0cN/dtexであることが好ましく、破断伸度は、20〜50%が好ましい。
【0040】
上記鞘糸の繊度は、目的に応じて適宜設定できるが、上記芯糸とのバランスや生産性からは、5〜500dtexが好ましく、8〜100dtexがより好ましい。
また、歯ブラシ用毛材の場合は、例えば、5〜110dtexが好ましく、5〜80dtexがより好ましく、20〜60dtexが特に好ましい。そして、化粧ブラシ用毛材の場合は、例えば、5〜100dtexが好ましく、10〜60dtexがより好ましい。工業用洗浄ブラシに用いる場合は、例えば、5〜80dtexが好ましい。歯間ブラシに用いる場合は、5〜20dtexが好ましい。またマニキュアブラシに用いる場合は、5〜20dtexが好ましい。筆ペンに用いる場合は、5〜30dtexが好ましい。なお、一般的に、工業用途に用いる場合は、5〜110dtex程度であることが好ましい。
【0041】
次に、本発明のブラシ用毛材を構成するカバリング糸について説明する。
【0042】
上記カバリング糸は、上記芯糸に上記鞘糸が巻き付けられたものであるが、特に好適な組み合わせとして、芯成分がポリブチレンテレフタレート、鞘成分が共重合ポリエチレンテレフタレートである芯鞘型複合繊維からなる芯糸と、芯成分がポリエチレンテレフタレート、鞘成分が共重合ポリエチレンテレフタレートである芯鞘複合繊維からなる鞘糸とからなるものが挙げられる。このものは、芯糸の芯成分のポリブチレンテレフタレートで腰感を持たせることができ、芯糸の鞘成分と鞘糸の鞘成分とそれぞれの融着成分が融着固定することができ、鞘糸の芯成分がポリエチレンテレフタレートで取り扱い易く、この結果、清掃効果も良好となり、ブラシ用毛材の腰感がしっかりして、ブラシ用毛材の毛倒れ回復性も優れたものとなり易く、好適である。
【0043】
また、芯糸の芯鞘型複合繊維の鞘成分と、鞘糸の芯鞘型複合繊維の鞘成分は、同種の樹脂であるか、樹脂の軟化点が同じ程度のもの(例えば+−10℃)であることが好ましい。同種の樹脂や軟化点が同じ程度のものであると、融着固定したときに芯糸と鞘糸の接着面が剥離することなく一体化できるため、ブラシを成型するときの取り扱い性の点で優れている。また芯糸と鞘糸との間に溝ができ難く、溝に汚れが入らないため、清掃効果の点でも優れたものとなる。加えて、鞘糸と芯糸とが融着固定しやすく、芯糸と鞘糸が剥がれにくいブラシ用毛材となるため、はり腰に優れ、毛開きのしにくい耐久性の良好なもブラシ用毛材となり易い。
【0044】
上記鞘糸は、巻き数が200〜2000回/mであることが好ましい。なかでも、上記鞘糸は、芯糸の周りを、巻き数が200〜1000回/mの範囲でZ撚りまたはS撚り方向に実撚を付与して巻き付けることがより好ましく、特に、300〜1500回/mの範囲が好ましい。すなわち、巻き数が少なすぎると、糸表面の突状の部分の間隔が開きすぎ、汚れをかきとりにくくなり、多すぎると、鞘糸が浮いてしまうなど糸表面に、均一なスパイラル状の突状部の形成が難しくなる傾向があり、清掃効果や取扱性に劣る場合がある。上記の範囲であると、糸表面の突部が適切な間隔で均一なスパイラルとなりやすく、清掃効果に優れたものを得ることができる。
【0045】
上記カバリング糸は、シングルカバリングでもダブルカバリングでもよいが、清掃効果および使用感の点から、シングルカバリングの方がより好ましい。
【0046】
上記カバリング糸の繊度は、適宜設定できるが、例えば、15〜1500dtexが好ましく、25〜600dtexがより好ましい。また、歯ブラシ用毛材の場合は、200〜600texが好ましく、220〜400dtexがより好ましい。また、歯間ブラシ用毛材の場合は、10〜160dtexが好ましく、20〜110dtexであることがより好ましい。そして、化粧ブラシ用毛材の場合は、50〜500dtexが好ましく、60〜350dtexがより好ましい。マニキュアブラシとして用いる場合は、50〜100dtexが好ましく、80〜90dtexがより好ましい。筆ペン用に用いる場合は、100〜200dtexが好ましく、135〜160dtex程度がより好ましい。工業用の洗浄するブラシに用いる場合は、例えば、250〜800dtexが好ましく、390〜610dtexがより好ましい。そして、一般的に工業用途の場合は、55〜1500dtexが好ましい。
【0047】
なお、上記カバリング糸に用いる芯糸と鞘糸の繊度の比は、20:1〜5:1が好ましい。特に好ましくは15:1〜6:1である。この範囲であると、後述するブラシ用毛材の長軸/短軸(長軸の長さを短軸の長さを除した値)を適正な範囲に保ちやすく、清掃効果が優れたものとなる。
【0048】
次に、本発明のブラシ用毛材を図面を参照して説明する。
本発明のブラシ用毛材は、芯糸と鞘糸はそれぞれの融着成分が面接触して固定されている。図2Aは、これらの融着成分が面接触して固定されている場合の毛材の繊維横断面の一例の模式図であり、図2Bは、点接触している場合の繊維横断面の一例の模式図である。
ここで、融着成分が、点接触して固定されている場合、図2Bのように芯糸と鞘糸の間にタイトな隙間ができて特許文献1の溝のようになってしまい、微小な汚れが、図の矢印の示す先に入り込んでしまい、汚れが溜まって、清掃効果が不十分となってしまう。これに対し、図2Aのように芯糸と鞘糸のそれぞれの融着成分と面接触して固定した場合、前述したような溝がないため、微小な汚れが入り込んで溜まりこむことはなく、鞘糸が突起部を有していることによる清掃効果が得られるため、清掃効果が優れたものとなる。
すなわち、本発明のブラシ用毛材のように、前述のような溝がなく、繊維の側面に規則的な突起部がブラシ用毛材にある場合は、汚れを毛材の溝に溜め込んでしまうことなく、繊維の側面の突起部により微細な汚れを捕捉することができ、清掃効果に優れている。
【0049】
これらの作用効果について、歯磨きに用いる場合を例示して説明する。歯磨きは通常、口腔内の歯に直角に歯ブラシの先をあてて磨く動作が主であり、ブラッシングによって持ち手の反対側の歯列はよく磨けるが、持ち手側の歯列の内側に毛先をあてることが難しく、虫歯の発生が多いことが知られている。特許文献1のようなモノフィラメント自体を捩じって螺旋状の溝をもつものとしているものでは、糸の側面に溝はあるものの突起がなく、糸の側面の突起により汚れを捕捉して清掃効果を得ることはできないが、本発明のように溝がなく、突起部を有していれば、ブラシの持ち手側の歯列の内側に糸の側面の突起をあて易くなり、これにより汚れを捕捉して、優れた清掃効果を得ることができるため、虫歯予防にも期待できる。
【0050】
またこのような突起状のものがあれば、溝に汚れを溜め込まず、清掃効果が優れるのみでなく、突起と突起の間に、歯磨き粉、薬剤、塗料、化粧粉、マニキュア、インキ等の固体や液体を含ませやすくなる。また、溝がなく、含ませたものを容易に取り除くことができるため、それぞれの用途で、様々な効果を発揮することができる。例えば、化粧粉を含ませる化粧用ブラシとする場合は、突起間に化粧粉をたっぷり含ませることができ、化粧粉を掃う場合も、溝に入り込んで溜まり込んだりしないため、化粧粉離れがよいものとなり、取り扱いし易い。
また歯磨き粉を含んだ歯ブラシも、歯磨き粉をたっぷり含み、使用後は歯磨き粉がとれ易いものとなる。
【0051】
このような突起部を得るためには、芯成分にポリブチレンテレフタレート、鞘成分に第3成分を共重合したポリエチレンテレフタレートからなる芯鞘複合繊維を芯糸に、芯成分にポリエチレンテレフタレート、鞘成分に第3成分を共重合したポリエチレンテレフタレートとし、この共重合ポリエチレンテレフタレートを芯糸の融着成分と同じ種類の樹脂としたものとした芯鞘複合繊維を鞘糸としたカバリング糸とするのが好ましく、上記の効果をより一層効果的に得ることができる。特に、歯ブラシ用の毛材として用いた際には、毛先がへたることなく、腰があり、柔軟で使用感に優れ、毛開きもせず、清掃効果および耐久性にも優れたものとなる。
【0052】
また、図2AのLを、繊維径の最大の値(長軸)、Sを繊維径の最小の値(短軸)とすると、長軸/短軸(長軸の長さを短軸の長さで除した値)は、1.05〜1.3程度が好ましく、より好ましくは、1.1〜1.2である。
この範囲であると、清掃効果に優れ、毛倒れしにくいため、好ましい。すなわち、この範囲であれば適度な突起部が芯糸に巻かれた状況になるため、汚れが捕捉し易く取れ易くなる。なお、長軸の比率が大き過ぎると、鞘糸が撚の方向にかしいで、直進性が保ちにくく、毛倒れがし易くなったりする傾向があるため上記の範囲が好ましい。
【0053】
なお、歯ブラシ用等の毛材とする場合、鞘糸のピッチ(図3のP)は、0.5〜5mmが好ましく、1〜4mmであることがより好ましい。
【0054】
また、芯糸の外周と鞘糸の外周は、面接触しているが、ブラシ用毛材の繊維横断面を参照して、芯糸の外周に対して、2〜40%、鞘糸が芯糸に接触していることが好ましい。
この範囲であると、長軸と短軸のバランスがとり易くなり、本発明の効果を得るうえで好ましい。より好ましくは、5〜30%である。
【0055】
また、本発明のブラシ用毛材は、芯糸および鞘糸に導電性を有する繊維を用いることができる。
【0056】
そして、本発明のブラシ用毛材は、使用感およびブラシを製造するときの取り扱いのし易さの点から、破断強度が2〜6cN/dtexであることが好ましく、曲げ剛性をより優れたものとする点から、破断伸度が20〜40%であることが好ましい。
【0057】
次に本発明のブラシ用毛材の製造方法の一例について説明する。
まず、上記芯糸に、上記鞘糸を適宜巻き付けてカバリングを施してカバリング糸を得る。得られたカバリング糸を、芯糸および鞘糸の鞘成分の融点より高く、芯糸および鞘糸の芯成分の融点より低い温度で熱セットしながら巻き取り、芯糸および鞘糸の鞘成分を面接触にて融着固定せしめることにより本発明のブラシ用毛材を得ることができる。得られたブラシ用毛材を、さらにトウ加工した後にカットし、必要に応じて、加工する。加工方法としては、例えば、毛先をラウンド加工したり、テーパー加工することなどが挙げられる。次いで、得られたブラシ用毛材を、適宜、基材に植毛した後、所望のブラシを得ることができる。
【0058】
上記カバリングの際、巻き数は、200〜2000回/mが好ましい。また歯ブラシ用の場合は、500〜1000回/mが好ましい。
【0059】
上記熱セットの温度および時間は、芯糸、鞘糸に用いるポリマーによって適宜設定することができる。例えば、融着成分の融点の50〜80℃高く、芯糸および鞘糸の芯成分の融点の10〜40℃より低い温度で熱セットすることが好ましい。ここでの融点は、非晶性のものの場合は軟化点を示す。また熱セット時間は、例えば、1〜30秒程度が好ましい。
例えば、芯成分がポリブチレンテレフタレート、鞘成分が第3成分共重合したポリエチレンテレフタレートである芯鞘型複合繊維モノフィラメントを芯糸、芯成分がポリエチレンテレフタレート、鞘成分が芯糸の鞘糸と同じ共重合ポリエチレンテレフタレートの芯鞘型複合モノフィラメントを鞘糸とした場合、例えば、熱セット温度は、200〜250℃、熱セット時間は1〜30秒が好ましく、巻き取り速度は、40〜60秒/mであることが好ましい。
【0060】
また、芯糸の熱水収縮率は、5〜20%が好ましく、鞘糸の熱水収縮率は、5〜20%が好ましい。芯糸と鞘糸の熱水収縮率差は、0〜10%程度が好ましい。このような熱水収縮率であれば、鞘糸が適度に収縮されるので、融着成分が、十分に面接触し易くなり、清掃したときに、汚れが毛材の隙間に入り込み溜まり込むことを防止できる。
【0061】
また、トウ加工した後のカットは、目的に応じて適宜の長さにカットできるが、歯ブラシの場合、例えば、30〜50mmであることが好ましい。
【0062】
なお、上記ブラシ用毛材がポリエチレンテレフタレートなどのポリエステルからなるものであれば、カットした後に、アルカリ水溶液に浸漬し、徐々に引き上げることにより毛先を減量し、ラウンド形状の毛先のものまたはテーパー形状の毛先のものを容易に得ることができる。
本発明のブラシ用毛材は、このようなラウンド加工やテーパー加工を施しても、芯糸の融着成分と鞘糸の融着成分がしっかりと融着して固定され、ブラシ用毛材がしっかりと補強されているので、歯間など清掃対象物の細かい隙間にテーパー部を挿入しても、へたることなく、良好な清掃効果を得ることができる。
【実施例】
【0063】
次に、本発明を実施例によりさらに具体的に説明する。
なお、実施例および比較例中の物性は、以下の方法で行った。
(熱水収縮率)
JIS L1013 8.18.1 b)フィラメント収縮率(B法)により測定した。
(乾熱収縮率)
JIS L1013 8.18.2 b)フィラメント収縮率(B法)により測定した。
(軟化点)
JIS K7196 熱可塑性プラスチックフィルム及びシートの熱機械分析による軟化温度試験方法により測定した。
(融点)
JIS K7122 プラスチックの転移熱測定方法により測定した。
(曲げ硬さ及び曲げ回復性)
KES−FB測定システム 曲げ特性試験法システムにより測定した。なお、曲げ硬さは数値が大きいほど硬く、曲げ回復性は数値が大きいほど回復性が悪い。
(ヤング率)
JIS L1013 8.10 備考2.により測定した。
(破断強度および破断伸度)
JIS−L−1013に準じ、島津製作所(株)製のAGS−1KNGオートグラフ引張試験機を用い、試料糸長20cm、定速引張速度20cm/分の条件で試料が伸長破断した時の強度及び伸度を求めた。
【0064】
〔実施例1〕
芯糸Xとして、芯成分がポリブチレンテレフタレート(軟化点:220℃、融点220〜230℃)、鞘成分がイソフタル酸を25モル共重合した共重合ポリエチレンテレフタレート(軟化点:70℃、融点160℃)の280dtexの芯鞘型複合繊維モノフィラメント(熱水収縮率:7.6%、180℃の乾熱収縮率:16%、繊維径170μm、芯鞘比は3:1)を準備した。
鞘糸Yとして、芯成分がポリエチレンテレフタレート(軟化点:238〜240℃、融点:255〜260℃)、鞘成分がイソフタル酸を25モル共重合した共重合ポリエチレンテレフタレート(軟化点:70℃、融点160℃)の28dtexの芯鞘型複合繊維モノフィラメント(熱水収縮率:7%、180℃の乾熱収縮率:15%、繊維径50μm、芯鞘比(体積比)は2:1)を準備した。
上記芯糸Xの周囲に、鞘糸Yを、以下の条件で、500回/mの巻き数となるよう隙間をあけて螺旋状に巻き付けることによりカバリングを施した。
得られたカバリング糸を、セット温度220℃で熱セットを行いながら、巻き取り速度60m/分(糸への加熱時間1秒)で巻き取り、ブラシ用毛材を得た。得られた毛材の物性を以下に示す。また、得られた毛材の繊維横断面の顕微鏡写真を図4、繊維を側面からみた顕微鏡写真を図5に示す。芯糸の外周に対して20%鞘糸が接触していた。
<毛材の物性>
繊度: 365dtex
ピッチ: 1.7mm
繊度比: 10:1
破断強度: 4.2cN/dtex
破断伸度: 36%
ヤング率: 3512N/mm2
長軸: 220μm
短軸: 185μm
長軸/短軸:1.17
熱水収縮率:3.7%
得られた毛材をトウ加工して、30mmにカットした。得られた毛材の曲げ硬さは、0.2115cN・cm2/cm/yarn、曲げ回復性は0.0396cN・m/m/yarnであった。
【0065】
次に、先端を温度60度、濃度30%のアルカリ溶液に浸漬し、段階的に引き上げ、一方を30%(10mm)のテーパー形状に減量し、もう一方をラウンド形状に減量した後、歯ブラシの基材のヘッド部分に植毛し、歯ブラシを得た。図6にテーパー形状に減量した毛先を側面からみた顕微鏡写真を示す。このブラシの毛先は、歯に接触した際、曲げ硬さ、回復性もよく、細かいところの清掃効果にも優れていた。また、毛の側面での清掃具合も優れており、毛先の届きにくい部分を含め歯列をくまなく磨くことができた。また1日3回2週間の歯磨きを行っても、歯ブラシに水垢等は溜まらず、清掃効果も優れたままだった。
【0066】
〔比較例1〕
市販品で毛の材質がナイロンからなる硬さふつうと表示された歯ブラシから直径179μmの毛材を採取し、実施例1と同様曲げ硬さと曲げ回復性を測定したところ、曲げ硬さは、0.1789cN・cm2/cm/yarn、曲げ回復性は0.0413cN・m/m/yarnであった。
歯ブラシをして用いた際、実施例1のものと比べて腰がなく、清掃効果も劣っており、毛材の回復性にも劣るものであった。
【0067】
〔比較例2〕
市販品で毛の材質がポリブチレンテレフタレートからなる毛先がテーパー加工された歯ブラシから毛材を30mm採取し、直径194μmのテーパー加工されていない部分で曲げ硬さと曲げ回復性を測定した。
曲げ硬さ: 0.2453cN・cm2/cm/yarn
曲げ回復性: 0.0414cN・m/m/yarn
歯ブラシとして用いた際、実施例1と比較して、硬く、使用感に劣るものとなった。またプラークの清掃効果も、曲げ回復性も劣るものとなった。
【0068】
〔比較例3〕
市販品で毛の材質がナイロンからなり、1辺150μmの四角断面のモノフィラメントを3mm/1回(333回/m)の間隔で捻られてできた毛材からなる歯ブラシを準備した。このものは捩られた溝と、四角の角はあるものの、突起状のものがみあたらない形状であった。歯ブラシから毛材を30mm採取し、曲げ硬さおよび曲げ回復性を測定した。
曲げ硬さ: 0.1918cN・cm2/cm/yarn
曲げ回復性: 0.0415cN・m/m/yarn
歯ブラシとして用いた際、比較例1、2と比べて清掃具合は良好であったが、利き手側の歯列の内側の汚れがとれにくく、実施例1の方が清掃具合が優れていた。また1日3回2週間の歯磨きを行ったところ、溝の部分に水垢等が黒く溜まっていた。この水垢は歯磨き後、軽く水洗いする程度では落ちないものであった。
【0069】
以上のように、本発明の実施例1のブラシ用毛材は、比較例1のナイロン製より腰感が硬くしっかりしており、比較例2のポリブチレンテレフタレート製のものよりは、柔軟であり硬くないものとなった。また、実施例1のブラシ用毛材は、比較例1〜3のものよりも、曲げ回復性に優れており、ブラシ用毛材として良好な耐久性が期待できる。
【0070】
次に、実施例1と比較例1〜3の歯ブラシについて、さらに、以下のような清掃評価、毛倒れ性評価、毛開き性の評価を行った。
【0071】
(清掃評価)
実施例1の歯ブラシと、比較例1〜3の歯ブラシとを、磨耗試験機に角度10度にセットし、黒色プラスチックシートの上に白色の練歯磨きを2cmの幅に均一に塗布して設置した面を歯ブラシの側面で1mmずつずらしながら3往復ストロークして清掃性の評価を行った。
実施例1の歯ブラシは、黒色プラスチックシートの上に、白色の練歯磨きの残存量が少なかったが、比較例1〜3のものは、白色の練歯磨きが多く残っていた(比較例2、1、3の順に多く残っていた)。なお、実施例1のものは、突起部の間に、比較例1のものは溝の間に練歯磨きが入っていたが、実施例1のものの方が、練歯磨きが多くとれていた。
【0072】
(毛倒れ性、毛開き性の評価)
また実施例1、比較例1〜3の歯ブラシを磨耗試験機に垂直にセットし、黒色プラスチックシート設置し、その面を毛先で1秒間で2往復、500回ストロークして毛倒れ性と毛開き性を評価した。毛倒れが全くなかったものを◎、ほぼ毛倒れがなかったものを○、少し毛倒れしているものを△、毛倒れがひどいものを×として、目視にて、毛倒れ性を評価した。また、ブラシの毛の毛開きが全くないものを◎、ほぼ毛開きがないものを○、少し毛開きがあるものを△、かなり開いているものを×として、毛開き性を評価した。これらの結果を以下に示す。
【0073】
【表1】

【0074】
以上より、実施例1のものは、比較例品と比べて、清掃効果に優れるうえ、はり腰感があり、毛倒れしにくく、毛開きもしにくく、耐久性の良いものであることがわかる。また実施例1のものは、清掃効果が優れているにも拘らず、ブラシ毛の側面に水垢等の黒ずみが付着しにくいことがわかる。
なお、比較例3のものが毛開きし易いものとなっているが、これは、ポリブチレンテレフタレートからなるモノフィラメントを捩りつつ、フィラメントの直進性をもたせるために例えば220℃程度の高温での熱セット処理が必要になるため、この熱処理により、ポリマー配向が緩み、曲げ回復性が悪くなり、磨耗が促進され、ブラシの毛が早く開くことになるのではないかと推測される。
【0075】
〔実施例2〜4、比較例4、5〕
鞘糸Yの巻き数を、150回/m、200回/m、1000回/m、2000回/m、2200回/mと変化させる以外は、実施例1と同様に歯ブラシを得た。巻き数500回/m(実施例1)と1000回/mのものは、上記清掃評価、毛倒れ性および毛開き性の評価が特に優れており、歯ブラシとして使用した際も、清掃効果が優れ、はり腰もしっかりしており、柔軟で使用感に優れていた。また1日3回、2週間使用しても、水垢等が黒くたまることはなかった。
巻き数が200回/mのものは、500回/mのものと比べると細くて腰が物足りない傾向があり、2000回/mのものは、500回/m、1000回/mのものと比べて太めで使用感に劣る傾向があるものの良好な清掃性が得られた。また1日3回、2週間使用しても、水垢等がが黒くたまることはなかった。
また巻き数が150回/mのものは、巻き数が少なく、突起の角度がゆるく、鞘糸の部分でのかき取り効果が十分でなく、清掃効果に劣るものとなった。また巻き数が2200回/mのものは、鞘糸の巻き付けが均一なスパイラル状ではなく、清掃効果が不十分であるうえ、1日3回、2週間使用した際、水垢等が少し黒くたまる結果となった。これらのの結果について、以下の表に示す。なお表中の練歯磨き残量は、上記清掃評価において、3往復ストロークした後の練歯磨きの残存量を示し、少なければ少ないほど、清掃効果が高い。
【0076】
【表2】
【0077】
〔実施例5〕
芯糸Xの繊度を、500dtexに変更した芯鞘型複合繊維モノフィラメント(熱水収縮率:7.6%、180℃の乾熱収縮率:16%、繊維径214μm、芯鞘比は3:1)とし、鞘糸Yの繊度を11dtex、芯鞘比を1:1に変更した芯鞘型複合繊維モノフィラメント(熱水収縮率:7%、180℃の乾熱収縮率:15%、繊維径32μm)とする以外は、実施例1と同様にカバリングして熱セットを行い、ブラシ用毛材を得た。次いで、実施例1と同様に、得られた毛材をトウ加工して、カットし、アルカリ減量により加工して、植毛し、歯ブラシを得た。
【0078】
〔実施例6〕
芯糸Xの繊度を、300dtexに変更した芯鞘型複合繊維モノフィラメント(熱水収縮率:7.6%、180℃の乾熱収縮率:16%、繊維径170μm、芯鞘比は3:1)とし、鞘糸Yの繊度を56dtex、芯鞘比を1:1に変更した芯鞘型複合繊維モノフィラメント(熱水収縮率:10%、180℃の乾熱収縮率:18%、繊維径72μm、芯鞘比(体積比)は1:1)とする以外は、実施例1と同様にカバリングして熱セットを行い、ブラシ用毛材を得た。次いで、実施例1と同様に、得られた毛材をトウ加工して、カットし、アルカリ減量により加工して、植毛し、歯ブラシを得た。
【0079】
〔実施例7〕
芯糸Xの繊度を、500dtexに変更した芯鞘型複合繊維モノフィラメント(熱水収縮率:7.6%、180℃の乾熱収縮率:16%、繊維径214μm、芯鞘比は3:1)とし、鞘糸Yの繊度を22dtex/4fと変更し、芯鞘型複合繊維マルチフィラメント(熱水収縮率:8%、180℃の乾熱収縮率:16%、繊維径45μm、芯鞘比(体積比)は2:1)とする以外は、実施例1と同様にカバリングして熱セットを行い、ブラシ用毛材を得た。次いで、実施例1と同様に、得られた毛材をトウ加工して、カットし、アルカリ減量により加工して、植毛し、歯ブラシを得た。
【0080】
〔実施例8〕
芯糸Xの繊度を、200dtexに変更した芯鞘型複合繊維モノフィラメント(熱水収縮率:7.6%、180℃の乾熱収縮率:16%、繊維径135μm、芯鞘比は3:1)とし、鞘糸Yの繊度を56dtex、芯鞘比を1:1と変更した芯鞘型複合繊維モノフィラメント(熱水収縮率:9%、180℃の乾熱収縮率:16%、繊維径45μm)とする以外は、実施例1と同様にカバリングして熱セットを行い、ブラシ用毛材を得た。次いで、実施例1と同様に、得られた毛材をトウ加工して、カットし、アルカリ減量により加工して、植毛し、歯ブラシを得た。
【0081】
次に、実施例5〜8で得た歯ブラシについて、上記清掃評価および毛倒れ性を実施した。その結果を、長軸/短軸(長軸の長さを短軸の長さで除した値)、実施例1の結果とともに、以下に示す。なお表中の練歯磨き残量は、上記清掃評価において、3往復ストロークした後の練歯磨きの残存量を示し、少なければ少ないほど、清掃効果が高い。
【0082】
【表3】
【0083】
以上より、長軸/短軸の比が、1.06、1.17、1.28のときは、練り歯磨きは、ほぼ残っておらず、清掃効果が特に良好であった。1.03、1.36の場合、比較例1〜3に比べてきれいにとれているものの、清掃効果の点では、実施例1、5、6のものに劣っている。また、長軸/短軸の比が、1.06、1.17、1.28のものが特に毛倒れしにくいものだった。
【0084】
〔実施例9〕
芯糸Xの繊度を、100dtexに変更した芯鞘型複合繊維モノフィラメント(熱水収縮率:7.6%、180℃の乾熱収縮率:16%、繊維径83μm、芯鞘比は2:1)とし、鞘糸Yの繊度を11dtex、芯鞘比を1:1と変更した芯鞘型複合繊維モノフィラメント(熱水収縮率:7%、180℃の乾熱収縮率:15%、繊維径32μm)とする以外は、実施例1と同様にカバリングして熱セットを行い、長軸/短軸が1.24のブラシ用毛材を得た。次いで、得られた毛材を、トウ加工して、カットし、化粧用ブラシの基材に、植毛した。得られたブラシは、はり腰がしっかりとしており、粉含みも粉離れもよいものであった。
【0085】
〔実施例10〕
芯糸Xの繊度を、1000dtexに変更した芯鞘型複合繊維モノフィラメント(熱水収縮率:7.6%、180℃の乾熱収縮率:16%、繊維径277μm、芯鞘比は2:1)とし、鞘糸Yの繊度を56dtex、芯鞘比を1:1と変更した芯鞘型複合繊維モノフィラメント(熱水収縮率:7%、180℃の乾熱収縮率:15%、繊維径72μm)とする以外は、実施例1と同様にカバリングして熱セットを行い、長軸/短軸が1.16のブラシ用毛材を得た。次いで、得られた毛材について、上記清掃評価を実施したところ、練歯磨き粉はほとんど残っておらず、清掃効果に優れていた。また、はり腰がしっかりとしており、曲げ回復性にも優れていた。工業用洗浄用途に好適に使用できるものであった。
【0086】
〔実施例11〕
芯糸Xとして、芯成分がポリブチレンテレフタレート(軟化点:220℃、融点220〜230℃)、鞘成分がイソフタル酸を25モル共重合した共重合ポリエチレンテレフタレート(軟化点:70℃、融点160℃)とポリブチレンテレフタレートとを2:1でチップ混合した樹脂組成物からなる84dtex/28fの芯鞘型複合繊維モノフィラメント(熱水収縮率:7.3%、180℃の乾熱収縮率:15%、繊維径96μm、芯鞘比は3:1)を準備した。
鞘糸Yとして、芯成分がポリエチレンテレフタレート(軟化点:238〜240℃、融点:255〜260℃)、鞘成分がイソフタル酸を25モル共重合した共重合ポリエチレンテレフタレート(軟化点:70℃、融点160℃)の13dtexの芯鞘型複合繊維モノフィラメント(繊維径38μm、芯鞘比(体積比は2:1)を準備した。
上記芯糸Xの周囲に、鞘糸Yを、以下の条件で、1000回/mの巻き数となるよう隙間をあけて螺旋状に巻き付けることによりカバリングを施した。
得られたカバリング糸を、セット温度220℃で熱セットを行いながら、巻き取り速度40m/分(糸への加熱時間1秒)で巻き取り、ブラシ用毛材を得た。得られた毛材の物性を以下に示す。また得られた毛材の繊維横断面の顕微鏡写真を図7、繊維を側面からみた顕微鏡写真を図8に示す。芯糸の外周に対して15%鞘糸が接触していた。
<毛材の物性>
繊度: 100dtex
ピッチ: 1mm
繊度比: 10:1.2
破断強度: 3.7cN/dtex
破断伸度: 25%
長軸: 132μm
短軸: 110μm
長軸/短軸:1.2/1
熱水収縮率:2%
得られた毛材をトウ加工して、カットした。次に、先端を温度60℃、濃度30%のアルカリ溶液に浸漬し、段階的に引き上げ、一方をテーパー形状に減量し、パウダーを含ませるための刷毛ブラシの基材のヘッド部分に植毛し、刷毛ブラシを得た。このブラシは強度および剛性に優れ、清掃効果も良好だった。また刷毛ブラシと用いた際、粉含みがよく、粉離れも良好であった。
【0087】
〔比較例6〕
実施例11の芯糸Xおよび鞘糸Yを、カバリングを施す代わりに、300回合撚施した以外は実施例11と同様にブラシ用毛材およびブラシを得た。実施例11のものに比べ、清掃効果に劣り、粉含み、粉離れとも悪いものとなった。なお、50gの白粉を入れた皿から、実施例11と比較例6で得られたブラシを同様に一すくいして取り出せた粉の重量を測ったところ、実施例11では、5.6gであり、比較例6では3.2gであることであった。このことからも実施例11のものの方が粉含みがよいことがわかる。
【0088】
〔実施例12〕
芯糸Xとして、芯成分がポリブチレンテレフタレート(軟化点:220℃、融点220〜230℃)、鞘成分がイソフタル酸を25モル共重合した共重合ポリエチレンテレフタレート(軟化点:70℃、融点160℃)とポリブチレンテレフタレートを質量比2:1の割合でチップ混合した熱可塑性樹脂からなる280texの芯鞘型複合繊維モノフィラメント(熱水収縮率:7.2%、180℃の乾熱収縮率:16%、繊維径176μm、芯鞘比は3:1)を準備した。
鞘糸Yとして、芯成分および鞘成分が芯糸Xと同じ28dtexの芯鞘型複合繊維モノフィラメント(熱水収縮率:7.2%、180℃の乾熱収縮率:28dtex、繊維径54μm、芯鞘比(体積比は2:1)を準備した。
上記芯糸Xの周囲に、鞘糸Yを、以下の条件で、500回/mの巻き数となるよう隙間をあけて螺旋状に巻き付けることによりカバリングを施した。
得られたカバリング糸を、セット温度220℃で熱セットを行いながら、巻き取り速度60m/分(糸への加熱時間1秒)で巻き取り、ブラシ用毛材とした。得られた毛材の物性は以下に示す。芯糸の外周に対して56%鞘糸が接触していた。
<毛材の物性>
繊度: 321dtex
ピッチ: 1.7mm
繊度比: 10:1
破断強度: 5.3cN/dtex
破断伸度: 39%
ヤング率: 3452N/mm2
長軸: 205μm
短軸: 179μm
長軸/短軸:1.15/1.0
熱水収縮率:2.4%
得られた毛材をトウ加工して、30mmにカットした。得られた毛材の曲げ硬さは、0.2043cN・cm2/cm/yarn、曲げ回復性は0.0401cN・m/m/yarnであった。このものは、実施例1のものと比較して、強度・剛性に優れたものであることがわかる。
【産業上の利用可能性】
【0089】
本発明のブラシ用毛材は、歯ブラシに用いると、腰があり、柔軟で耐久性もあり、清掃対象物がブラシに溜まることなく、清掃効果にも優れているため、好適に用いることができる。また化粧ブラシなどに用いると、粉含みも粉離れもよいものとすることができる。
そして薬剤や水分などを含ませて用いるブラシでは、ブラシ用毛材の側面の突起により汚れをかきとり捕捉して、優れた清掃効果を得ることができるという効果とともに、使用した後に、薬剤や水分などが溝に入ってでてこないということがなく、使い勝手のよいものとなる。
また、モノフィラメントを押し出し成型して撚りを加えて捩じったブラシ用毛材と比較して、腰があり、毛倒れや毛開きしにくい。また芯糸に一体化された螺旋状の突起のピッチや長軸と短軸の比率を調整することにより、筆ペン、マニキュアブラシ、機器洗浄用ブラシ、ペットブラシ、ダスターブラシなどの幅広い分野で好適に利用できる。
【技術分野】
【0001】
本発明は、ブラシ用毛材に関する。
【背景技術】
【0002】
歯ブラシなどのブラシ用毛材は、清掃性能に優れること、毛先がへたったり、ばらけたりしにくく、柔軟で耐久性が優れることが求められ、従来より様々な工夫がなされてきた。
例えば、清掃性能の優れた歯ブラシとして、ポリブチレンテレフタレート製のブラシ用毛材の先端を細くしてテーパー形状としたものが市販されている。
また特許文献1では、ブラシ用毛材の先端をテーパー状で螺旋状の溝にすることによって、狭い隙間に付着した異物を効果的に除去し、優れた清掃効果を得ることが記載されている。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2003−189943号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、ポリブチレンテレフタレート製のブラシ用毛材の先端を細くしたテーパー形状の歯ブラシでは、テーパー形状の毛先が清掃対象物の細かな隙間に入りやすいものの、ブラシ毛の清掃対象物へのあたりが弱く、歯ブラシに用いた際、頑固なプラークなどの清拭性は十分でなく、清掃効果は十分でない。
また特許文献1に記載のブラシ用毛材は、具体的には、モノフィラメント自体を捩じって螺旋状の溝をもつものとしており、歯ブラシなどに使用する際、ブラシ用毛材にある溝に清掃対象物の汚れが溜まりやすく、清掃効果が十分なものではない。
したがって、本発明は、上記の課題を解決し、微小な隙間を清掃しても、汚れが溜まらず、優れた清掃効果を得ることができるブラシ用毛材を提供することを目的とする。
【課題を解決するための手段】
【0005】
すなわち、本発明は、芯糸の周囲に鞘糸が巻き付けられたカバリング糸からなるブラシ用毛材であって、芯糸および鞘糸は融着成分が繊維表面に露出した芯鞘型複合繊維からなり、芯糸と鞘糸はそれぞれの融着成分が融着して面接触して固定され、鞘糸の巻き数が200〜2000回/mであるブラシ用毛材である。なかでも、芯糸と鞘糸の融着成分が同じ成分であるものが好ましく、ブラシ用毛材の繊維横断面の長軸の長さを短軸の長さで除した値が、1.05〜1.3であることがより好ましい。また芯糸が、芯成分がポリブチレンテレフタレート、鞘成分が第3成分を共重合したポリエチレンテレフタレートである芯鞘型複合繊維モノフィラメントからなり、鞘糸が、芯成分がポリエチレンテレフタレート、鞘成分が第3成分を共重合した共重合ポリエチレンテレフタレートである芯鞘型複合繊維モノフィラメントからなるものがより好ましい。これらのブラシ用毛材は歯ブラシに特に好適に用いることができる。
【0006】
また本発明は、芯成分より鞘成分の融点が低い芯鞘型複合繊維を芯糸および鞘糸に用いて巻き数が200〜2000回/mとなるようにカバリングを施し、芯糸および鞘糸の鞘成分の融点より高く、芯糸および鞘糸の芯成分の融点より低い温度で熱セットして、芯糸および鞘糸の鞘成分を面接触にて融着固定せしめるブラシ用毛材の製造方法でもある。またこれらのブラシ用毛材に、さらにトウ加工を施し、カットしてもよいし、カットした後に、さらに毛先の成分を溶解してテーパー形状にしてブラシ用毛材を製造してもよい。
【発明の効果】
【0007】
本発明のブラシ用毛材によれば、芯糸と鞘糸が面接触にて融着固定されたカバリング糸からなるため、毛材の側面に溝がなく、規則的に突起部のある形状となり、毛材の側面で微細な汚れを捕捉することができ、細く微小な隙間を清掃する場合も、清掃対象物が溝に入り込まず、清掃効果に優れたものを得ることができる。また、芯糸と鞘糸がともに芯鞘型複合繊維からなり、互いに面接触にて融着成分同士により融着固定されているため、ブラシ用毛材の腰感がしっかりしており、さらには毛材に圧力がかかった際の回復性に優れ、ブラシに用いた際の使用感が良いものとなる。
【図面の簡単な説明】
【0008】
【図1】本発明に用いる芯鞘型複合繊維の繊維横断面形状の例を示す。
【図2】本発明および従来のブラシ用毛材の繊維横断面を説明する模式図である。
【図3】本発明のブラシ用毛材の側面を示す模式図の一例である。
【図4】本発明のブラシ用毛材の繊維横断面の電子顕微鏡写真の一例を示す。
【図5】本発明のブラシ用毛材の電子顕微鏡写真の一例を示す。
【図6】本発明のブラシ用毛材の電子顕微鏡写真の一例を示す。
【図7】本発明のブラシ用毛材の電子顕微鏡写真の一例を示す。
【図8】本発明のブラシ用毛材の電子顕微鏡写真の一例を示す。
【発明を実施するための形態】
【0009】
本発明は、芯糸の周囲に鞘糸が巻き付けられたカバリング糸からなるブラシ用毛材である。
【0010】
上記芯糸および鞘糸はマルチフィラメントからなるものでも、モノフィラメントからなるものでもよい。すなわち、芯糸および鞘糸がモノフィラメント、芯糸がマルチフィラメントで鞘糸がモノフィラメント、芯糸がモノフィラメントで鞘糸がマルチフィラメント、芯糸および鞘糸がマルチフィラメントのいずれでもよい。なかでも、芯糸および鞘糸がモノフィラメントであることが好ましい。
【0011】
上記芯糸および鞘糸は、融着成分が繊維表面に露出した芯鞘型複合繊維からなり、芯糸と鞘糸はそれぞれの融着成分が融着して面接触して固定されている。
ここで、芯糸と鞘糸はそれぞれの融着成分が融着して面接触して固定されているとは、両成分が離れないように融着固定されていることをいう。
【0012】
まず、本発明を構成する芯糸について説明する。
本発明の芯糸は、芯部および鞘部を有する芯鞘型複合繊維から構成される。
上記芯糸は、芯鞘型複合繊維フィラメントであることが好ましく、モノフィラメントでもマルチフィラメントでもよいが、モノフィラメントであることがより好ましい。
【0013】
上記芯糸の芯鞘型複合繊維の芯部を構成する芯成分は、ポリエチレンテレフタレート、ポリブチレンテレフタレート等のポリエステル、ナイロン6、ナイロン610、ナイロン612等のポリアミド等の熱可塑性樹脂を用いることができる。なかでも、ブラシ用毛材にしっかりとした腰感をもたせる点からは、ポリブチレンテレフタレート、ナイロン610等が好ましい。
【0014】
上記芯糸の芯鞘型複合繊維の鞘部を構成する鞘成分は、種々の繊維形成性を有する熱可塑性樹脂を用いることができるが、後述する融着成分であることが好ましい。
【0015】
上記芯糸の芯鞘型複合繊維の融着成分は、芯成分を構成する熱可塑性樹脂よりも、融点(非晶性の場合は軟化点)が低いものが好ましく用いられる。この融着成分は、芯成分などの融着成分以外の成分(以下、非融着成分という)よりも、融点(非晶性の場合は軟化点)が20℃以上低いものであることが好ましい。より好ましくは30℃以上低いものである。
【0016】
上記融着成分としては、例えば、芯成分がポリエステルの場合、芯成分よりも融点(非晶性の場合は軟化点)の低いポリエステルが好ましく、なかでも第3成分を共重合したポリエステル(以下、共重合ポリエステルという)が好ましい。
【0017】
上記共重合ポリエステルとしては、テレフタル酸とエチレングリコールを主成分とし、第3成分を共重合成分とした共重合ポリエチレンテレフタレートが好ましく、また共重合成分として、酸成分であるシュウ酸、マロン酸、アゼライン酸、アジピン酸、セバチン酸等の脂肪族ジカルボン酸、フタル酸、イソフタル酸、ナフタレンジカルボン酸等の芳香族ジカルボン酸類および/またはヘキサヒドロテレフタル酸等の脂環族ジカルボン酸とジエチルグリコール、ポリエチレングリコール、プロピレングリコール、ヘキサンジオール、パラキシレングリコール、ビスヒドロキシエトキシフェニルプロパン等の脂肪族、脂環族または芳香族系ジオール類グリコールとを1種、もしくは2種以上組み合わせたものを所定割合で含有し、所望に応じてパラヒドロキシ安息香酸等のオキシ酸類を50モル%以下の割合で添加した共重合ポリエステルが好ましい。
【0018】
そして、上記のなかでも、特に、テレフタル酸とエチレングリコールにイソフタル酸を添加して共重合させたポリエステルが好ましい。そして、このようなイソフタル酸共重合ポリエステルでは、イソフタル酸成分を10〜30モル%共重合させたものが、融着固定のし易さおよび取り扱い性の点から好ましい。なお、上記成分モノマーの共重合比率を変えることにより、所望の融点または軟化点となるよう調整することができる。
【0019】
また上記芯糸の芯鞘型複合繊維として、芯部が非融着成分からなり鞘部が融着成分からなる芯鞘型複合繊維フィラメントが好適に挙げられる。
この芯鞘型複合繊維の複合形態としては、その繊維横断面形状において、完全な芯鞘構造になっているものの他、少なくとも融着成分の一部が表面に露出した構成になっている各種の複合形態のものが挙げられる。例えば図1(a)〜(l)に示すような繊維横断面形状の複合繊維が挙げられる。なお、これらの図において、斜線部分が融着成分で形成されている部分を示し、白色部分が非融着成分で形成されている部分を示している。また、断面の輪郭形状も、必ずしも円形である必要はなく、楕円形、中空、三角形、四角形、星形等、各種の異形断面形状のものを用いることができる。また芯部の芯は単芯、多芯のいずれの断面形状のものを用いることができる。そして、芯部の芯は同心、偏芯といずれでもよいが、同心とすることが好ましい。
【0020】
なお、これらの複合繊維のなかでも、その融着成分が、繊維表面に50%以上露出しているものが好適である。すなわち、融着成分が繊維表面に50%以上露出していれば、鞘糸を十分に融着固定し易いものとなる。より好ましくは70%以上露出しているものであり、融着成分のみが繊維表面に露出しているものがさらに好ましい。そして、図1(a)に示すような、鞘部に融着成分を配し、芯部に非融着成分を配した芯鞘型複合繊維を用いることが特に好適である。
【0021】
また上記芯糸の芯鞘型複合繊維として、特に好ましい組み合わせを挙げると、芯成分がポリブチレンテレフタレート、鞘成分が芯成分より融点(非晶性の場合は軟化点)の低い低融点ポリエステルである芯鞘型複合繊維フィラメントが挙げられる。すなわち、芯成分がポリブチレンテレフタレートであるためにブラシ用毛材がしっかり腰をもったものとなり、鞘成分が低融点ポリエステルであるため、取り扱い性のよいものとなる。なかでも、芯成分がポリブチレンテレフタレート、鞘成分が共重合ポリエチレンテレフタレートであるものは、ブラシ用毛材の腰感がしっかりして、ブラシ用毛材の毛倒れ回復性も優れたものとなり易く、特に好ましい。また、共重合ポリエチレンテレフタレートに芯成分と同じ樹脂(ポリブチレンテレフタレート)を混合したものを鞘成分に用いると、芯成分と鞘成分の親和性が向上するため好ましい。
【0022】
また上記芯糸の芯鞘型複合繊維フィラメントは、鞘成分を、芯成分と主たる繰り返し単位を有する成分が同一である成分を含有したものとすることが、芯成分と鞘成分の親和性を高める点から好ましく、より好ましくは、鞘成分を、芯成分と同じ樹脂を含有したものとすることである。例えば、芯成分がポリエチレンテレフタレートの場合、鞘成分に融着成分に加えて、ポリエチレンテレフタレートまたは共重合ポエリエチレンテレフタレートを含有したものとすることが挙げられる。他の例として、芯成分にポリブチレンテレフタレート、鞘成分に融着成分に加えて、ポリブチレンテレフタレートを含有したものとすることが挙げられる。融着成分に加えて他の樹脂を含有させる方法としては、特に限定するものではないが、例えば、チップブレンド、二軸混練機等による混練等により混合したものを溶融紡糸して含有させる等が挙げられる。なかでも、混練により混合したものが好ましい。
【0023】
上記芯糸の芯鞘型複合繊維の芯成分と鞘成分の融点の差は、ブラシ用毛材の剛性を良好に保つ点から、50〜100℃が好ましく、軟化点の差は、150〜180℃が好ましい。
【0024】
上記芯糸の芯鞘型複合繊維の芯成分と鞘成分の比率(体積比)は、鞘糸との融着性とブラシ用毛材として良好な剛性とを保持する点から、1:7〜4:1が好ましく、特に好ましくは、1:5〜3:1である。
【0025】
また、適度な剛性および曲げ回復性を保持する点から、上記芯糸の破断強度は、2.0〜8.0cN/dtexであることが好ましく、破断伸度は、10〜40%がより好ましい。
【0026】
上記芯糸の繊度は、目的に応じて適宜設定できるが、生産性の点から、10〜1400dtexであることが好ましく、20〜800dtexであることがより好ましく、特に200〜500dtexであることが好ましい。
また例えば、歯ブラシに用いる場合は、200〜600dtexであることが好ましく、200〜500dtexであることが好ましく、より好ましくは220〜400dtexである。歯間ブラシに用いる場合は、5〜160dtexが好ましく、20〜110dtexであることがより好ましい。化粧ブラシに用いる場合は、50〜500dtexが好ましく、より好ましくは100〜400dtexである。またマニキュアブラシに用いる場合は、40〜100dtexが好ましく、70〜80dtexがより好ましい。筆ペンに用いる場合、100〜200dtexが好ましく、130〜160dtex程度がより好ましい。工業用洗浄ブラシに用いる場合、例えば、250〜800dtexが好ましい。なお、一般的に、工業用途に用いる場合は、20〜1000dtex程度であることが多い。
【0027】
次に、本発明のブラシ用毛材を構成する鞘糸について説明する。
本発明の鞘糸は、芯部および鞘部を有する芯鞘型複合繊維から構成される。
上記鞘糸は、芯鞘型複合繊維フィラメントであることが好ましく、モノフィラメントでもマルチフィラメントであってもよいが、モノフィラメントであることがより好ましい。
【0028】
上記鞘糸の芯鞘型複合繊維の芯部を構成する芯成分は、ポリエチレンテレフタレート、ポリブチレンテレフタレート等のポリエステル、ナイロン6、ナイロン610、ナイロン612等のポリアミド等の熱可塑性樹脂を用いることができる。汎用的で取り扱い易い点からは、ポリエチレンテレフタレートが好ましい。
【0029】
上記鞘糸の芯鞘型複合繊維の融着成分は、芯成分を構成する熱可塑性樹脂よりも、融点(非晶性の場合は軟化点)が低いものが好ましく用いられる。融着成分は、非融着成分よりも、融点(非晶性の場合は軟化点)が20℃以上低いものであることが好ましい。より好ましくは30℃以上低いものである。
【0030】
上記鞘糸の融着成分としては、例えば、芯成分がポリエステルの場合、芯成分よりも融点(非晶性の場合は軟化点)の低いポリエステルが好ましく、なかでも共重合ポリエステルが好ましい。
【0031】
上記共重合ポリエステルとしては、テレフタル酸とエチレングリコールを主成分とし、第3成分を共重合成分とした共重合ポリエチレンテレフタレートが好ましく、また共重合成分として、酸成分であるシュウ酸、マロン酸、アゼライン酸、アジピン酸、セバチン酸等の脂肪族ジカルボン酸、フタル酸、イソフタル酸、ナフタレンジカルボン酸等の芳香族ジカルボン酸類および/またはヘキサヒドロテレフタル酸等の脂環族ジカルボン酸とジエチルグリコール、ポリエチレングリコール、プロピレングリコール、ヘキサンジオール、パラキシレングリコール、ビスヒドロキシエトキシフェニルプロパン等の脂肪族、脂環族または芳香族系ジオール類グリコールとを1種、もしくは2種以上組み合わせたものを所定割合で含有し、所望に応じてパラヒドロキシ安息香酸等のオキシ酸類を50モル%以下の割合で添加した共重合ポリエステルが好ましい。
【0032】
そして、上記のなかでも、特に、テレフタル酸とエチレングリコールにイソフタル酸を添加して共重合させたポリエステルが好ましい。そして、このようなイソフタル酸共重合ポリエステルでは、イソフタル酸成分を10〜30モル%共重合させたものが、融着固定のしやすさおよび取り扱い性の点から好ましい。なお、上記成分モノマーの共重合比率を変えることにより、所望の融点または軟化点となるよう調整することができる。
【0033】
上記鞘糸を構成する芯鞘型複合繊維としては、芯部が非融着成分からなり鞘部が融着成分からなる芯鞘型複合フィラメントが好適に挙げられる。
この芯鞘型複合繊維の複合形態としては、その繊維横断面形状において、完全な芯鞘構造になっているものの他、少なくとも融着成分の一部が表面に露出した構成になっている各種の複合形態のものが挙げられる。例えば図1(a)〜(l)に示すような繊維横断面形状の複合繊維が挙げられる。なお、これらの図において、斜線部分が融着成分で形成されている部分を示し、白色部分が非融着成分で形成されている部分を示している。また、断面の輪郭形状も、必ずしも円形である必要はなく、楕円形、中空、三角形、四角形、星形等、各種の異形断面形状のものを用いることができる。また芯部の芯は単芯、多芯のいずれの断面形状のものを用いることができる。そして、芯部の芯は同心、偏芯といずれでもよいが、同心とすることが好ましい。
【0034】
なお、これらの複合繊維のなかでも、特に、その融着成分が、繊維表面に70%以上露出しているものが好適である。すなわち、融着成分が繊維表面に70%以上露出していれば、鞘糸を十分に融着固定しやすいものとなる。より好ましくは90%以上露出しているものであり、融着成分のみが繊維表面に露出しているものがさらに好ましい。そして、特に、図1(a)に示すような、鞘部に融着成分を配し、芯部に非融着成分を配した芯鞘型複合繊維を用いることが好適である。
【0035】
また上記鞘糸の芯鞘型複合繊維として、特に、好ましい組み合わせを挙げると、芯がポリエチレンテレフタレート、鞘成分が芯成分より融点(非晶性の場合は軟化点)の低い低融点ポリエステルである芯鞘型複合繊維フィラメントが挙げられる。このものであれば、鞘成分が低融点ポリエステルであり、芯糸の鞘成分にある融着成分と融着固定して、良好なはり腰感および清掃効果を安定的に得られ易いため好ましい。なかでも、芯がポリエチレンテレフタレート、鞘が共重合ポリエチレンテレフタレートであるものは、より上記の効果が優れたものとなり、特に好ましい。また、共重合ポリエチレンテレフタレートに芯成分と同じ樹脂(ポリブチレンテレフタレート)を混合したものを鞘成分に用いると、芯成分と鞘成分の親和性が向上するため好ましい。
【0036】
また上記鞘糸の芯鞘型複合繊維フィラメントは、鞘成分に、芯成分と主たる繰り返し単位を有する成分が同一である成分を含有するものとすることが芯成分と鞘成分の親和性を高める点から好ましく、より好ましくは鞘成分に芯成分と同じ樹脂を含有するものとすることである。例えば、芯成分がポリエチレンテレフタレートの場合、鞘成分に融着成分に加えてポリエチレンテレフタレートまたは共重合ポエリエチレンテレフタレートを含有したものとすることが挙げられる。他の例として、芯成分にポリブチレンテレフタレート、鞘成分に融着成分に加えて鞘成分にポリブリレンテレフタレートを含有したものとすることが挙げられる。融着成分に加えて他の樹脂を含有させる方法としては、特に限定するものではないが、例えば、チップブレンド、二軸混練機等による混練等により混合したものを溶融紡糸して含有させる等が挙げられる。なかでも混練により混合したものが好ましい。
【0037】
上記鞘糸の芯鞘型複合繊維フィラメントの芯成分と鞘成分の融点の差は、加工の際の取り扱い易さの点から、50〜100℃が好ましく、軟化点の差は、150〜180℃が好ましい。
【0038】
上記鞘糸の芯鞘型複合繊維の芯成分と鞘成分との比率(体積比)は、芯糸との融着性とブラシ用毛材として良好な剛性を保持する点から、1:7〜3:1が好ましく、特に好ましくは、1:3〜2:1である。
【0039】
また、カバリングの作業性の点から、上記鞘糸の破断強度は、3.0〜6.0cN/dtexであることが好ましく、破断伸度は、20〜50%が好ましい。
【0040】
上記鞘糸の繊度は、目的に応じて適宜設定できるが、上記芯糸とのバランスや生産性からは、5〜500dtexが好ましく、8〜100dtexがより好ましい。
また、歯ブラシ用毛材の場合は、例えば、5〜110dtexが好ましく、5〜80dtexがより好ましく、20〜60dtexが特に好ましい。そして、化粧ブラシ用毛材の場合は、例えば、5〜100dtexが好ましく、10〜60dtexがより好ましい。工業用洗浄ブラシに用いる場合は、例えば、5〜80dtexが好ましい。歯間ブラシに用いる場合は、5〜20dtexが好ましい。またマニキュアブラシに用いる場合は、5〜20dtexが好ましい。筆ペンに用いる場合は、5〜30dtexが好ましい。なお、一般的に、工業用途に用いる場合は、5〜110dtex程度であることが好ましい。
【0041】
次に、本発明のブラシ用毛材を構成するカバリング糸について説明する。
【0042】
上記カバリング糸は、上記芯糸に上記鞘糸が巻き付けられたものであるが、特に好適な組み合わせとして、芯成分がポリブチレンテレフタレート、鞘成分が共重合ポリエチレンテレフタレートである芯鞘型複合繊維からなる芯糸と、芯成分がポリエチレンテレフタレート、鞘成分が共重合ポリエチレンテレフタレートである芯鞘複合繊維からなる鞘糸とからなるものが挙げられる。このものは、芯糸の芯成分のポリブチレンテレフタレートで腰感を持たせることができ、芯糸の鞘成分と鞘糸の鞘成分とそれぞれの融着成分が融着固定することができ、鞘糸の芯成分がポリエチレンテレフタレートで取り扱い易く、この結果、清掃効果も良好となり、ブラシ用毛材の腰感がしっかりして、ブラシ用毛材の毛倒れ回復性も優れたものとなり易く、好適である。
【0043】
また、芯糸の芯鞘型複合繊維の鞘成分と、鞘糸の芯鞘型複合繊維の鞘成分は、同種の樹脂であるか、樹脂の軟化点が同じ程度のもの(例えば+−10℃)であることが好ましい。同種の樹脂や軟化点が同じ程度のものであると、融着固定したときに芯糸と鞘糸の接着面が剥離することなく一体化できるため、ブラシを成型するときの取り扱い性の点で優れている。また芯糸と鞘糸との間に溝ができ難く、溝に汚れが入らないため、清掃効果の点でも優れたものとなる。加えて、鞘糸と芯糸とが融着固定しやすく、芯糸と鞘糸が剥がれにくいブラシ用毛材となるため、はり腰に優れ、毛開きのしにくい耐久性の良好なもブラシ用毛材となり易い。
【0044】
上記鞘糸は、巻き数が200〜2000回/mであることが好ましい。なかでも、上記鞘糸は、芯糸の周りを、巻き数が200〜1000回/mの範囲でZ撚りまたはS撚り方向に実撚を付与して巻き付けることがより好ましく、特に、300〜1500回/mの範囲が好ましい。すなわち、巻き数が少なすぎると、糸表面の突状の部分の間隔が開きすぎ、汚れをかきとりにくくなり、多すぎると、鞘糸が浮いてしまうなど糸表面に、均一なスパイラル状の突状部の形成が難しくなる傾向があり、清掃効果や取扱性に劣る場合がある。上記の範囲であると、糸表面の突部が適切な間隔で均一なスパイラルとなりやすく、清掃効果に優れたものを得ることができる。
【0045】
上記カバリング糸は、シングルカバリングでもダブルカバリングでもよいが、清掃効果および使用感の点から、シングルカバリングの方がより好ましい。
【0046】
上記カバリング糸の繊度は、適宜設定できるが、例えば、15〜1500dtexが好ましく、25〜600dtexがより好ましい。また、歯ブラシ用毛材の場合は、200〜600texが好ましく、220〜400dtexがより好ましい。また、歯間ブラシ用毛材の場合は、10〜160dtexが好ましく、20〜110dtexであることがより好ましい。そして、化粧ブラシ用毛材の場合は、50〜500dtexが好ましく、60〜350dtexがより好ましい。マニキュアブラシとして用いる場合は、50〜100dtexが好ましく、80〜90dtexがより好ましい。筆ペン用に用いる場合は、100〜200dtexが好ましく、135〜160dtex程度がより好ましい。工業用の洗浄するブラシに用いる場合は、例えば、250〜800dtexが好ましく、390〜610dtexがより好ましい。そして、一般的に工業用途の場合は、55〜1500dtexが好ましい。
【0047】
なお、上記カバリング糸に用いる芯糸と鞘糸の繊度の比は、20:1〜5:1が好ましい。特に好ましくは15:1〜6:1である。この範囲であると、後述するブラシ用毛材の長軸/短軸(長軸の長さを短軸の長さを除した値)を適正な範囲に保ちやすく、清掃効果が優れたものとなる。
【0048】
次に、本発明のブラシ用毛材を図面を参照して説明する。
本発明のブラシ用毛材は、芯糸と鞘糸はそれぞれの融着成分が面接触して固定されている。図2Aは、これらの融着成分が面接触して固定されている場合の毛材の繊維横断面の一例の模式図であり、図2Bは、点接触している場合の繊維横断面の一例の模式図である。
ここで、融着成分が、点接触して固定されている場合、図2Bのように芯糸と鞘糸の間にタイトな隙間ができて特許文献1の溝のようになってしまい、微小な汚れが、図の矢印の示す先に入り込んでしまい、汚れが溜まって、清掃効果が不十分となってしまう。これに対し、図2Aのように芯糸と鞘糸のそれぞれの融着成分と面接触して固定した場合、前述したような溝がないため、微小な汚れが入り込んで溜まりこむことはなく、鞘糸が突起部を有していることによる清掃効果が得られるため、清掃効果が優れたものとなる。
すなわち、本発明のブラシ用毛材のように、前述のような溝がなく、繊維の側面に規則的な突起部がブラシ用毛材にある場合は、汚れを毛材の溝に溜め込んでしまうことなく、繊維の側面の突起部により微細な汚れを捕捉することができ、清掃効果に優れている。
【0049】
これらの作用効果について、歯磨きに用いる場合を例示して説明する。歯磨きは通常、口腔内の歯に直角に歯ブラシの先をあてて磨く動作が主であり、ブラッシングによって持ち手の反対側の歯列はよく磨けるが、持ち手側の歯列の内側に毛先をあてることが難しく、虫歯の発生が多いことが知られている。特許文献1のようなモノフィラメント自体を捩じって螺旋状の溝をもつものとしているものでは、糸の側面に溝はあるものの突起がなく、糸の側面の突起により汚れを捕捉して清掃効果を得ることはできないが、本発明のように溝がなく、突起部を有していれば、ブラシの持ち手側の歯列の内側に糸の側面の突起をあて易くなり、これにより汚れを捕捉して、優れた清掃効果を得ることができるため、虫歯予防にも期待できる。
【0050】
またこのような突起状のものがあれば、溝に汚れを溜め込まず、清掃効果が優れるのみでなく、突起と突起の間に、歯磨き粉、薬剤、塗料、化粧粉、マニキュア、インキ等の固体や液体を含ませやすくなる。また、溝がなく、含ませたものを容易に取り除くことができるため、それぞれの用途で、様々な効果を発揮することができる。例えば、化粧粉を含ませる化粧用ブラシとする場合は、突起間に化粧粉をたっぷり含ませることができ、化粧粉を掃う場合も、溝に入り込んで溜まり込んだりしないため、化粧粉離れがよいものとなり、取り扱いし易い。
また歯磨き粉を含んだ歯ブラシも、歯磨き粉をたっぷり含み、使用後は歯磨き粉がとれ易いものとなる。
【0051】
このような突起部を得るためには、芯成分にポリブチレンテレフタレート、鞘成分に第3成分を共重合したポリエチレンテレフタレートからなる芯鞘複合繊維を芯糸に、芯成分にポリエチレンテレフタレート、鞘成分に第3成分を共重合したポリエチレンテレフタレートとし、この共重合ポリエチレンテレフタレートを芯糸の融着成分と同じ種類の樹脂としたものとした芯鞘複合繊維を鞘糸としたカバリング糸とするのが好ましく、上記の効果をより一層効果的に得ることができる。特に、歯ブラシ用の毛材として用いた際には、毛先がへたることなく、腰があり、柔軟で使用感に優れ、毛開きもせず、清掃効果および耐久性にも優れたものとなる。
【0052】
また、図2AのLを、繊維径の最大の値(長軸)、Sを繊維径の最小の値(短軸)とすると、長軸/短軸(長軸の長さを短軸の長さで除した値)は、1.05〜1.3程度が好ましく、より好ましくは、1.1〜1.2である。
この範囲であると、清掃効果に優れ、毛倒れしにくいため、好ましい。すなわち、この範囲であれば適度な突起部が芯糸に巻かれた状況になるため、汚れが捕捉し易く取れ易くなる。なお、長軸の比率が大き過ぎると、鞘糸が撚の方向にかしいで、直進性が保ちにくく、毛倒れがし易くなったりする傾向があるため上記の範囲が好ましい。
【0053】
なお、歯ブラシ用等の毛材とする場合、鞘糸のピッチ(図3のP)は、0.5〜5mmが好ましく、1〜4mmであることがより好ましい。
【0054】
また、芯糸の外周と鞘糸の外周は、面接触しているが、ブラシ用毛材の繊維横断面を参照して、芯糸の外周に対して、2〜40%、鞘糸が芯糸に接触していることが好ましい。
この範囲であると、長軸と短軸のバランスがとり易くなり、本発明の効果を得るうえで好ましい。より好ましくは、5〜30%である。
【0055】
また、本発明のブラシ用毛材は、芯糸および鞘糸に導電性を有する繊維を用いることができる。
【0056】
そして、本発明のブラシ用毛材は、使用感およびブラシを製造するときの取り扱いのし易さの点から、破断強度が2〜6cN/dtexであることが好ましく、曲げ剛性をより優れたものとする点から、破断伸度が20〜40%であることが好ましい。
【0057】
次に本発明のブラシ用毛材の製造方法の一例について説明する。
まず、上記芯糸に、上記鞘糸を適宜巻き付けてカバリングを施してカバリング糸を得る。得られたカバリング糸を、芯糸および鞘糸の鞘成分の融点より高く、芯糸および鞘糸の芯成分の融点より低い温度で熱セットしながら巻き取り、芯糸および鞘糸の鞘成分を面接触にて融着固定せしめることにより本発明のブラシ用毛材を得ることができる。得られたブラシ用毛材を、さらにトウ加工した後にカットし、必要に応じて、加工する。加工方法としては、例えば、毛先をラウンド加工したり、テーパー加工することなどが挙げられる。次いで、得られたブラシ用毛材を、適宜、基材に植毛した後、所望のブラシを得ることができる。
【0058】
上記カバリングの際、巻き数は、200〜2000回/mが好ましい。また歯ブラシ用の場合は、500〜1000回/mが好ましい。
【0059】
上記熱セットの温度および時間は、芯糸、鞘糸に用いるポリマーによって適宜設定することができる。例えば、融着成分の融点の50〜80℃高く、芯糸および鞘糸の芯成分の融点の10〜40℃より低い温度で熱セットすることが好ましい。ここでの融点は、非晶性のものの場合は軟化点を示す。また熱セット時間は、例えば、1〜30秒程度が好ましい。
例えば、芯成分がポリブチレンテレフタレート、鞘成分が第3成分共重合したポリエチレンテレフタレートである芯鞘型複合繊維モノフィラメントを芯糸、芯成分がポリエチレンテレフタレート、鞘成分が芯糸の鞘糸と同じ共重合ポリエチレンテレフタレートの芯鞘型複合モノフィラメントを鞘糸とした場合、例えば、熱セット温度は、200〜250℃、熱セット時間は1〜30秒が好ましく、巻き取り速度は、40〜60秒/mであることが好ましい。
【0060】
また、芯糸の熱水収縮率は、5〜20%が好ましく、鞘糸の熱水収縮率は、5〜20%が好ましい。芯糸と鞘糸の熱水収縮率差は、0〜10%程度が好ましい。このような熱水収縮率であれば、鞘糸が適度に収縮されるので、融着成分が、十分に面接触し易くなり、清掃したときに、汚れが毛材の隙間に入り込み溜まり込むことを防止できる。
【0061】
また、トウ加工した後のカットは、目的に応じて適宜の長さにカットできるが、歯ブラシの場合、例えば、30〜50mmであることが好ましい。
【0062】
なお、上記ブラシ用毛材がポリエチレンテレフタレートなどのポリエステルからなるものであれば、カットした後に、アルカリ水溶液に浸漬し、徐々に引き上げることにより毛先を減量し、ラウンド形状の毛先のものまたはテーパー形状の毛先のものを容易に得ることができる。
本発明のブラシ用毛材は、このようなラウンド加工やテーパー加工を施しても、芯糸の融着成分と鞘糸の融着成分がしっかりと融着して固定され、ブラシ用毛材がしっかりと補強されているので、歯間など清掃対象物の細かい隙間にテーパー部を挿入しても、へたることなく、良好な清掃効果を得ることができる。
【実施例】
【0063】
次に、本発明を実施例によりさらに具体的に説明する。
なお、実施例および比較例中の物性は、以下の方法で行った。
(熱水収縮率)
JIS L1013 8.18.1 b)フィラメント収縮率(B法)により測定した。
(乾熱収縮率)
JIS L1013 8.18.2 b)フィラメント収縮率(B法)により測定した。
(軟化点)
JIS K7196 熱可塑性プラスチックフィルム及びシートの熱機械分析による軟化温度試験方法により測定した。
(融点)
JIS K7122 プラスチックの転移熱測定方法により測定した。
(曲げ硬さ及び曲げ回復性)
KES−FB測定システム 曲げ特性試験法システムにより測定した。なお、曲げ硬さは数値が大きいほど硬く、曲げ回復性は数値が大きいほど回復性が悪い。
(ヤング率)
JIS L1013 8.10 備考2.により測定した。
(破断強度および破断伸度)
JIS−L−1013に準じ、島津製作所(株)製のAGS−1KNGオートグラフ引張試験機を用い、試料糸長20cm、定速引張速度20cm/分の条件で試料が伸長破断した時の強度及び伸度を求めた。
【0064】
〔実施例1〕
芯糸Xとして、芯成分がポリブチレンテレフタレート(軟化点:220℃、融点220〜230℃)、鞘成分がイソフタル酸を25モル共重合した共重合ポリエチレンテレフタレート(軟化点:70℃、融点160℃)の280dtexの芯鞘型複合繊維モノフィラメント(熱水収縮率:7.6%、180℃の乾熱収縮率:16%、繊維径170μm、芯鞘比は3:1)を準備した。
鞘糸Yとして、芯成分がポリエチレンテレフタレート(軟化点:238〜240℃、融点:255〜260℃)、鞘成分がイソフタル酸を25モル共重合した共重合ポリエチレンテレフタレート(軟化点:70℃、融点160℃)の28dtexの芯鞘型複合繊維モノフィラメント(熱水収縮率:7%、180℃の乾熱収縮率:15%、繊維径50μm、芯鞘比(体積比)は2:1)を準備した。
上記芯糸Xの周囲に、鞘糸Yを、以下の条件で、500回/mの巻き数となるよう隙間をあけて螺旋状に巻き付けることによりカバリングを施した。
得られたカバリング糸を、セット温度220℃で熱セットを行いながら、巻き取り速度60m/分(糸への加熱時間1秒)で巻き取り、ブラシ用毛材を得た。得られた毛材の物性を以下に示す。また、得られた毛材の繊維横断面の顕微鏡写真を図4、繊維を側面からみた顕微鏡写真を図5に示す。芯糸の外周に対して20%鞘糸が接触していた。
<毛材の物性>
繊度: 365dtex
ピッチ: 1.7mm
繊度比: 10:1
破断強度: 4.2cN/dtex
破断伸度: 36%
ヤング率: 3512N/mm2
長軸: 220μm
短軸: 185μm
長軸/短軸:1.17
熱水収縮率:3.7%
得られた毛材をトウ加工して、30mmにカットした。得られた毛材の曲げ硬さは、0.2115cN・cm2/cm/yarn、曲げ回復性は0.0396cN・m/m/yarnであった。
【0065】
次に、先端を温度60度、濃度30%のアルカリ溶液に浸漬し、段階的に引き上げ、一方を30%(10mm)のテーパー形状に減量し、もう一方をラウンド形状に減量した後、歯ブラシの基材のヘッド部分に植毛し、歯ブラシを得た。図6にテーパー形状に減量した毛先を側面からみた顕微鏡写真を示す。このブラシの毛先は、歯に接触した際、曲げ硬さ、回復性もよく、細かいところの清掃効果にも優れていた。また、毛の側面での清掃具合も優れており、毛先の届きにくい部分を含め歯列をくまなく磨くことができた。また1日3回2週間の歯磨きを行っても、歯ブラシに水垢等は溜まらず、清掃効果も優れたままだった。
【0066】
〔比較例1〕
市販品で毛の材質がナイロンからなる硬さふつうと表示された歯ブラシから直径179μmの毛材を採取し、実施例1と同様曲げ硬さと曲げ回復性を測定したところ、曲げ硬さは、0.1789cN・cm2/cm/yarn、曲げ回復性は0.0413cN・m/m/yarnであった。
歯ブラシをして用いた際、実施例1のものと比べて腰がなく、清掃効果も劣っており、毛材の回復性にも劣るものであった。
【0067】
〔比較例2〕
市販品で毛の材質がポリブチレンテレフタレートからなる毛先がテーパー加工された歯ブラシから毛材を30mm採取し、直径194μmのテーパー加工されていない部分で曲げ硬さと曲げ回復性を測定した。
曲げ硬さ: 0.2453cN・cm2/cm/yarn
曲げ回復性: 0.0414cN・m/m/yarn
歯ブラシとして用いた際、実施例1と比較して、硬く、使用感に劣るものとなった。またプラークの清掃効果も、曲げ回復性も劣るものとなった。
【0068】
〔比較例3〕
市販品で毛の材質がナイロンからなり、1辺150μmの四角断面のモノフィラメントを3mm/1回(333回/m)の間隔で捻られてできた毛材からなる歯ブラシを準備した。このものは捩られた溝と、四角の角はあるものの、突起状のものがみあたらない形状であった。歯ブラシから毛材を30mm採取し、曲げ硬さおよび曲げ回復性を測定した。
曲げ硬さ: 0.1918cN・cm2/cm/yarn
曲げ回復性: 0.0415cN・m/m/yarn
歯ブラシとして用いた際、比較例1、2と比べて清掃具合は良好であったが、利き手側の歯列の内側の汚れがとれにくく、実施例1の方が清掃具合が優れていた。また1日3回2週間の歯磨きを行ったところ、溝の部分に水垢等が黒く溜まっていた。この水垢は歯磨き後、軽く水洗いする程度では落ちないものであった。
【0069】
以上のように、本発明の実施例1のブラシ用毛材は、比較例1のナイロン製より腰感が硬くしっかりしており、比較例2のポリブチレンテレフタレート製のものよりは、柔軟であり硬くないものとなった。また、実施例1のブラシ用毛材は、比較例1〜3のものよりも、曲げ回復性に優れており、ブラシ用毛材として良好な耐久性が期待できる。
【0070】
次に、実施例1と比較例1〜3の歯ブラシについて、さらに、以下のような清掃評価、毛倒れ性評価、毛開き性の評価を行った。
【0071】
(清掃評価)
実施例1の歯ブラシと、比較例1〜3の歯ブラシとを、磨耗試験機に角度10度にセットし、黒色プラスチックシートの上に白色の練歯磨きを2cmの幅に均一に塗布して設置した面を歯ブラシの側面で1mmずつずらしながら3往復ストロークして清掃性の評価を行った。
実施例1の歯ブラシは、黒色プラスチックシートの上に、白色の練歯磨きの残存量が少なかったが、比較例1〜3のものは、白色の練歯磨きが多く残っていた(比較例2、1、3の順に多く残っていた)。なお、実施例1のものは、突起部の間に、比較例1のものは溝の間に練歯磨きが入っていたが、実施例1のものの方が、練歯磨きが多くとれていた。
【0072】
(毛倒れ性、毛開き性の評価)
また実施例1、比較例1〜3の歯ブラシを磨耗試験機に垂直にセットし、黒色プラスチックシート設置し、その面を毛先で1秒間で2往復、500回ストロークして毛倒れ性と毛開き性を評価した。毛倒れが全くなかったものを◎、ほぼ毛倒れがなかったものを○、少し毛倒れしているものを△、毛倒れがひどいものを×として、目視にて、毛倒れ性を評価した。また、ブラシの毛の毛開きが全くないものを◎、ほぼ毛開きがないものを○、少し毛開きがあるものを△、かなり開いているものを×として、毛開き性を評価した。これらの結果を以下に示す。
【0073】
【表1】
【0074】
以上より、実施例1のものは、比較例品と比べて、清掃効果に優れるうえ、はり腰感があり、毛倒れしにくく、毛開きもしにくく、耐久性の良いものであることがわかる。また実施例1のものは、清掃効果が優れているにも拘らず、ブラシ毛の側面に水垢等の黒ずみが付着しにくいことがわかる。
なお、比較例3のものが毛開きし易いものとなっているが、これは、ポリブチレンテレフタレートからなるモノフィラメントを捩りつつ、フィラメントの直進性をもたせるために例えば220℃程度の高温での熱セット処理が必要になるため、この熱処理により、ポリマー配向が緩み、曲げ回復性が悪くなり、磨耗が促進され、ブラシの毛が早く開くことになるのではないかと推測される。
【0075】
〔実施例2〜4、比較例4、5〕
鞘糸Yの巻き数を、150回/m、200回/m、1000回/m、2000回/m、2200回/mと変化させる以外は、実施例1と同様に歯ブラシを得た。巻き数500回/m(実施例1)と1000回/mのものは、上記清掃評価、毛倒れ性および毛開き性の評価が特に優れており、歯ブラシとして使用した際も、清掃効果が優れ、はり腰もしっかりしており、柔軟で使用感に優れていた。また1日3回、2週間使用しても、水垢等が黒くたまることはなかった。
巻き数が200回/mのものは、500回/mのものと比べると細くて腰が物足りない傾向があり、2000回/mのものは、500回/m、1000回/mのものと比べて太めで使用感に劣る傾向があるものの良好な清掃性が得られた。また1日3回、2週間使用しても、水垢等がが黒くたまることはなかった。
また巻き数が150回/mのものは、巻き数が少なく、突起の角度がゆるく、鞘糸の部分でのかき取り効果が十分でなく、清掃効果に劣るものとなった。また巻き数が2200回/mのものは、鞘糸の巻き付けが均一なスパイラル状ではなく、清掃効果が不十分であるうえ、1日3回、2週間使用した際、水垢等が少し黒くたまる結果となった。これらのの結果について、以下の表に示す。なお表中の練歯磨き残量は、上記清掃評価において、3往復ストロークした後の練歯磨きの残存量を示し、少なければ少ないほど、清掃効果が高い。
【0076】
【表2】
【0077】
〔実施例5〕
芯糸Xの繊度を、500dtexに変更した芯鞘型複合繊維モノフィラメント(熱水収縮率:7.6%、180℃の乾熱収縮率:16%、繊維径214μm、芯鞘比は3:1)とし、鞘糸Yの繊度を11dtex、芯鞘比を1:1に変更した芯鞘型複合繊維モノフィラメント(熱水収縮率:7%、180℃の乾熱収縮率:15%、繊維径32μm)とする以外は、実施例1と同様にカバリングして熱セットを行い、ブラシ用毛材を得た。次いで、実施例1と同様に、得られた毛材をトウ加工して、カットし、アルカリ減量により加工して、植毛し、歯ブラシを得た。
【0078】
〔実施例6〕
芯糸Xの繊度を、300dtexに変更した芯鞘型複合繊維モノフィラメント(熱水収縮率:7.6%、180℃の乾熱収縮率:16%、繊維径170μm、芯鞘比は3:1)とし、鞘糸Yの繊度を56dtex、芯鞘比を1:1に変更した芯鞘型複合繊維モノフィラメント(熱水収縮率:10%、180℃の乾熱収縮率:18%、繊維径72μm、芯鞘比(体積比)は1:1)とする以外は、実施例1と同様にカバリングして熱セットを行い、ブラシ用毛材を得た。次いで、実施例1と同様に、得られた毛材をトウ加工して、カットし、アルカリ減量により加工して、植毛し、歯ブラシを得た。
【0079】
〔実施例7〕
芯糸Xの繊度を、500dtexに変更した芯鞘型複合繊維モノフィラメント(熱水収縮率:7.6%、180℃の乾熱収縮率:16%、繊維径214μm、芯鞘比は3:1)とし、鞘糸Yの繊度を22dtex/4fと変更し、芯鞘型複合繊維マルチフィラメント(熱水収縮率:8%、180℃の乾熱収縮率:16%、繊維径45μm、芯鞘比(体積比)は2:1)とする以外は、実施例1と同様にカバリングして熱セットを行い、ブラシ用毛材を得た。次いで、実施例1と同様に、得られた毛材をトウ加工して、カットし、アルカリ減量により加工して、植毛し、歯ブラシを得た。
【0080】
〔実施例8〕
芯糸Xの繊度を、200dtexに変更した芯鞘型複合繊維モノフィラメント(熱水収縮率:7.6%、180℃の乾熱収縮率:16%、繊維径135μm、芯鞘比は3:1)とし、鞘糸Yの繊度を56dtex、芯鞘比を1:1と変更した芯鞘型複合繊維モノフィラメント(熱水収縮率:9%、180℃の乾熱収縮率:16%、繊維径45μm)とする以外は、実施例1と同様にカバリングして熱セットを行い、ブラシ用毛材を得た。次いで、実施例1と同様に、得られた毛材をトウ加工して、カットし、アルカリ減量により加工して、植毛し、歯ブラシを得た。
【0081】
次に、実施例5〜8で得た歯ブラシについて、上記清掃評価および毛倒れ性を実施した。その結果を、長軸/短軸(長軸の長さを短軸の長さで除した値)、実施例1の結果とともに、以下に示す。なお表中の練歯磨き残量は、上記清掃評価において、3往復ストロークした後の練歯磨きの残存量を示し、少なければ少ないほど、清掃効果が高い。
【0082】
【表3】
【0083】
以上より、長軸/短軸の比が、1.06、1.17、1.28のときは、練り歯磨きは、ほぼ残っておらず、清掃効果が特に良好であった。1.03、1.36の場合、比較例1〜3に比べてきれいにとれているものの、清掃効果の点では、実施例1、5、6のものに劣っている。また、長軸/短軸の比が、1.06、1.17、1.28のものが特に毛倒れしにくいものだった。
【0084】
〔実施例9〕
芯糸Xの繊度を、100dtexに変更した芯鞘型複合繊維モノフィラメント(熱水収縮率:7.6%、180℃の乾熱収縮率:16%、繊維径83μm、芯鞘比は2:1)とし、鞘糸Yの繊度を11dtex、芯鞘比を1:1と変更した芯鞘型複合繊維モノフィラメント(熱水収縮率:7%、180℃の乾熱収縮率:15%、繊維径32μm)とする以外は、実施例1と同様にカバリングして熱セットを行い、長軸/短軸が1.24のブラシ用毛材を得た。次いで、得られた毛材を、トウ加工して、カットし、化粧用ブラシの基材に、植毛した。得られたブラシは、はり腰がしっかりとしており、粉含みも粉離れもよいものであった。
【0085】
〔実施例10〕
芯糸Xの繊度を、1000dtexに変更した芯鞘型複合繊維モノフィラメント(熱水収縮率:7.6%、180℃の乾熱収縮率:16%、繊維径277μm、芯鞘比は2:1)とし、鞘糸Yの繊度を56dtex、芯鞘比を1:1と変更した芯鞘型複合繊維モノフィラメント(熱水収縮率:7%、180℃の乾熱収縮率:15%、繊維径72μm)とする以外は、実施例1と同様にカバリングして熱セットを行い、長軸/短軸が1.16のブラシ用毛材を得た。次いで、得られた毛材について、上記清掃評価を実施したところ、練歯磨き粉はほとんど残っておらず、清掃効果に優れていた。また、はり腰がしっかりとしており、曲げ回復性にも優れていた。工業用洗浄用途に好適に使用できるものであった。
【0086】
〔実施例11〕
芯糸Xとして、芯成分がポリブチレンテレフタレート(軟化点:220℃、融点220〜230℃)、鞘成分がイソフタル酸を25モル共重合した共重合ポリエチレンテレフタレート(軟化点:70℃、融点160℃)とポリブチレンテレフタレートとを2:1でチップ混合した樹脂組成物からなる84dtex/28fの芯鞘型複合繊維モノフィラメント(熱水収縮率:7.3%、180℃の乾熱収縮率:15%、繊維径96μm、芯鞘比は3:1)を準備した。
鞘糸Yとして、芯成分がポリエチレンテレフタレート(軟化点:238〜240℃、融点:255〜260℃)、鞘成分がイソフタル酸を25モル共重合した共重合ポリエチレンテレフタレート(軟化点:70℃、融点160℃)の13dtexの芯鞘型複合繊維モノフィラメント(繊維径38μm、芯鞘比(体積比は2:1)を準備した。
上記芯糸Xの周囲に、鞘糸Yを、以下の条件で、1000回/mの巻き数となるよう隙間をあけて螺旋状に巻き付けることによりカバリングを施した。
得られたカバリング糸を、セット温度220℃で熱セットを行いながら、巻き取り速度40m/分(糸への加熱時間1秒)で巻き取り、ブラシ用毛材を得た。得られた毛材の物性を以下に示す。また得られた毛材の繊維横断面の顕微鏡写真を図7、繊維を側面からみた顕微鏡写真を図8に示す。芯糸の外周に対して15%鞘糸が接触していた。
<毛材の物性>
繊度: 100dtex
ピッチ: 1mm
繊度比: 10:1.2
破断強度: 3.7cN/dtex
破断伸度: 25%
長軸: 132μm
短軸: 110μm
長軸/短軸:1.2/1
熱水収縮率:2%
得られた毛材をトウ加工して、カットした。次に、先端を温度60℃、濃度30%のアルカリ溶液に浸漬し、段階的に引き上げ、一方をテーパー形状に減量し、パウダーを含ませるための刷毛ブラシの基材のヘッド部分に植毛し、刷毛ブラシを得た。このブラシは強度および剛性に優れ、清掃効果も良好だった。また刷毛ブラシと用いた際、粉含みがよく、粉離れも良好であった。
【0087】
〔比較例6〕
実施例11の芯糸Xおよび鞘糸Yを、カバリングを施す代わりに、300回合撚施した以外は実施例11と同様にブラシ用毛材およびブラシを得た。実施例11のものに比べ、清掃効果に劣り、粉含み、粉離れとも悪いものとなった。なお、50gの白粉を入れた皿から、実施例11と比較例6で得られたブラシを同様に一すくいして取り出せた粉の重量を測ったところ、実施例11では、5.6gであり、比較例6では3.2gであることであった。このことからも実施例11のものの方が粉含みがよいことがわかる。
【0088】
〔実施例12〕
芯糸Xとして、芯成分がポリブチレンテレフタレート(軟化点:220℃、融点220〜230℃)、鞘成分がイソフタル酸を25モル共重合した共重合ポリエチレンテレフタレート(軟化点:70℃、融点160℃)とポリブチレンテレフタレートを質量比2:1の割合でチップ混合した熱可塑性樹脂からなる280texの芯鞘型複合繊維モノフィラメント(熱水収縮率:7.2%、180℃の乾熱収縮率:16%、繊維径176μm、芯鞘比は3:1)を準備した。
鞘糸Yとして、芯成分および鞘成分が芯糸Xと同じ28dtexの芯鞘型複合繊維モノフィラメント(熱水収縮率:7.2%、180℃の乾熱収縮率:28dtex、繊維径54μm、芯鞘比(体積比は2:1)を準備した。
上記芯糸Xの周囲に、鞘糸Yを、以下の条件で、500回/mの巻き数となるよう隙間をあけて螺旋状に巻き付けることによりカバリングを施した。
得られたカバリング糸を、セット温度220℃で熱セットを行いながら、巻き取り速度60m/分(糸への加熱時間1秒)で巻き取り、ブラシ用毛材とした。得られた毛材の物性は以下に示す。芯糸の外周に対して56%鞘糸が接触していた。
<毛材の物性>
繊度: 321dtex
ピッチ: 1.7mm
繊度比: 10:1
破断強度: 5.3cN/dtex
破断伸度: 39%
ヤング率: 3452N/mm2
長軸: 205μm
短軸: 179μm
長軸/短軸:1.15/1.0
熱水収縮率:2.4%
得られた毛材をトウ加工して、30mmにカットした。得られた毛材の曲げ硬さは、0.2043cN・cm2/cm/yarn、曲げ回復性は0.0401cN・m/m/yarnであった。このものは、実施例1のものと比較して、強度・剛性に優れたものであることがわかる。
【産業上の利用可能性】
【0089】
本発明のブラシ用毛材は、歯ブラシに用いると、腰があり、柔軟で耐久性もあり、清掃対象物がブラシに溜まることなく、清掃効果にも優れているため、好適に用いることができる。また化粧ブラシなどに用いると、粉含みも粉離れもよいものとすることができる。
そして薬剤や水分などを含ませて用いるブラシでは、ブラシ用毛材の側面の突起により汚れをかきとり捕捉して、優れた清掃効果を得ることができるという効果とともに、使用した後に、薬剤や水分などが溝に入ってでてこないということがなく、使い勝手のよいものとなる。
また、モノフィラメントを押し出し成型して撚りを加えて捩じったブラシ用毛材と比較して、腰があり、毛倒れや毛開きしにくい。また芯糸に一体化された螺旋状の突起のピッチや長軸と短軸の比率を調整することにより、筆ペン、マニキュアブラシ、機器洗浄用ブラシ、ペットブラシ、ダスターブラシなどの幅広い分野で好適に利用できる。
【特許請求の範囲】
【請求項1】
芯糸の周囲に鞘糸が巻き付けられたカバリング糸からなるブラシ用毛材であって、芯糸および鞘糸は融着成分が繊維表面に露出した芯鞘型複合繊維からなり、芯糸と鞘糸はそれぞれの融着成分が面接触して融着固定され、鞘糸の巻き数が200〜2000回/mであるブラシ用毛材。
【請求項2】
芯糸と鞘糸の融着成分が同じ成分である請求項1記載のブラシ用毛材。
【請求項3】
ブラシ用毛材の繊維横断面の長軸の長さを短軸の長さで除した値が、1.05〜1.3である請求項1または2記載のブラシ用毛材。
【請求項4】
芯糸が、芯成分がポリブチレンテレフタレート、鞘成分が第3成分を共重合したポリエチレンテレフタレートである芯鞘型複合繊維モノフィラメントからなり、鞘糸が、芯成分がポリエチレンテレフタレート、鞘成分が第3成分を共重合した共重合ポリエチレンテレフタレートである芯鞘型複合繊維モノフィラメントからなる請求項1〜3いずれか1項に記載のブラシ用毛材。
【請求項5】
歯ブラシ用の毛材である請求項1〜4いずれか1項に記載のブラシ用毛材。
【請求項6】
芯成分より鞘成分の融点が低い芯鞘型複合繊維を芯糸および鞘糸に用いて巻き数が200〜2000回/mとなるようにカバリングを施し、芯糸および鞘糸の鞘成分の融点より高く、芯糸および鞘糸の芯成分の融点より低い温度で熱セットして、芯糸および鞘糸の鞘成分を面接触にて融着固定せしめるブラシ用毛材の製造方法。
【請求項7】
請求項6で得られたブラシ用毛材に、さらにトウ加工を施し、カットするブラシ用毛材の製造方法。
【請求項8】
請求項7で得られたブラシ用毛材に、さらに毛先の成分を溶解してテーパー形状にするブラシ用毛材の製造方法。
【請求項1】
芯糸の周囲に鞘糸が巻き付けられたカバリング糸からなるブラシ用毛材であって、芯糸および鞘糸は融着成分が繊維表面に露出した芯鞘型複合繊維からなり、芯糸と鞘糸はそれぞれの融着成分が面接触して融着固定され、鞘糸の巻き数が200〜2000回/mであるブラシ用毛材。
【請求項2】
芯糸と鞘糸の融着成分が同じ成分である請求項1記載のブラシ用毛材。
【請求項3】
ブラシ用毛材の繊維横断面の長軸の長さを短軸の長さで除した値が、1.05〜1.3である請求項1または2記載のブラシ用毛材。
【請求項4】
芯糸が、芯成分がポリブチレンテレフタレート、鞘成分が第3成分を共重合したポリエチレンテレフタレートである芯鞘型複合繊維モノフィラメントからなり、鞘糸が、芯成分がポリエチレンテレフタレート、鞘成分が第3成分を共重合した共重合ポリエチレンテレフタレートである芯鞘型複合繊維モノフィラメントからなる請求項1〜3いずれか1項に記載のブラシ用毛材。
【請求項5】
歯ブラシ用の毛材である請求項1〜4いずれか1項に記載のブラシ用毛材。
【請求項6】
芯成分より鞘成分の融点が低い芯鞘型複合繊維を芯糸および鞘糸に用いて巻き数が200〜2000回/mとなるようにカバリングを施し、芯糸および鞘糸の鞘成分の融点より高く、芯糸および鞘糸の芯成分の融点より低い温度で熱セットして、芯糸および鞘糸の鞘成分を面接触にて融着固定せしめるブラシ用毛材の製造方法。
【請求項7】
請求項6で得られたブラシ用毛材に、さらにトウ加工を施し、カットするブラシ用毛材の製造方法。
【請求項8】
請求項7で得られたブラシ用毛材に、さらに毛先の成分を溶解してテーパー形状にするブラシ用毛材の製造方法。
【図1】

【図2】
【図3】

【図4】
【図5】
【図6】
【図7】
【図8】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【公開番号】特開2011−31029(P2011−31029A)
【公開日】平成23年2月17日(2011.2.17)
【国際特許分類】
【出願番号】特願2010−155299(P2010−155299)
【出願日】平成22年7月7日(2010.7.7)
【出願人】(305037123)KBセーレン株式会社 (97)
【Fターム(参考)】
【公開日】平成23年2月17日(2011.2.17)
【国際特許分類】
【出願日】平成22年7月7日(2010.7.7)
【出願人】(305037123)KBセーレン株式会社 (97)
【Fターム(参考)】
[ Back to top ]