
ブラシ用繊維、該ブラシ用繊維を用いたブラシ、およびブラシ用繊維の製造方法
【課題】ブラシに適したブラシ用繊維を提供する。
【解決手段】繊維状の芯部と、芯部の表面に設けられた被覆部と、を有し、芯部の先端部分はテーパ形状を有し、被覆部は導電性部材からなる、ブラシ用繊維である。
【解決手段】繊維状の芯部と、芯部の表面に設けられた被覆部と、を有し、芯部の先端部分はテーパ形状を有し、被覆部は導電性部材からなる、ブラシ用繊維である。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ブラシ用繊維、該ブラシ用繊維を用いたブラシ、およびブラシ用繊維の製造方法に関する。
【背景技術】
【0002】
イタチ、リス、ヤギ、ブタ、ウマなどの獣毛は、肌当たりがよく、また、キューティクルを有するために、パウダーなどの微粒子を保持する能力が高く、さらに、保持した微粒子を肌に転着させる能力が高い傾向がある。また、獣毛は、その一方端が細くなる、いわゆるテーパ形状を有しているため、肌あたりがよい傾向がある。このため、獣毛は化粧用ブラシなどのブラシの繊維として広く使用されてきた。しかし、獣毛の供給量にはばらつきや限りがあり、さらには、動物特有の匂いを完全に除去するのが困難という問題があった。
【0003】
上記問題に対応し、近年、獣毛の代替品として、その特徴を獣毛に近づけるべく改良された合成繊維が用いられている。たとえば、特許文献1には、無機粉体とポリエチレンテレフタラートとを混合して溶融紡糸したフィラメントを延伸することによって、獣毛のキューティクルの構造と類似した表面を有するフィラメントを製造する方法が開示されている。また、特許文献1には、延伸後のフィラメントの一方端側をアルカリ溶液に浸漬してテーパ形状とすることが開示されている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2008−109990号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、獣毛に代わる繊維の需要は現在も高まっており、さらなる技術の開発が望まれる。
【0006】
上記事情に鑑みて、本発明の目的は、ブラシ用の繊維に適したブラシ用繊維、ブラシ用繊維を用いたブラシ、およびブラシ用繊維の製造方法を提供するものである。
【課題を解決するための手段】
【0007】
本発明の第1の態様は、繊維状の芯部と、芯部の表面に設けられた被覆部と、を有し、芯部の先端部分はテーパ形状を有し、被覆部は導電性部材からなる、ブラシ用繊維である。
【0008】
上記ブラシ用繊維において、芯部は、ポリエステル系合成繊維、アクリル系合成繊維、ポリアミド系合繊繊維から選ばれる1種の合成繊維からなることが好ましい。
【0009】
上記ブラシ用繊維において、導電性部材は、Cu、AgおよびPdから選ばれる少なくとも1種の金属からなる硫化物、またはCu、AgおよびNiから選ばれる少なくとも1種の金属からなるめっき金属からなることが好ましい。
【0010】
上記ブラシ用繊維において、芯部は、ポリブチレンテレフタラートからなり、導電性部材は、Cuの硫化物からなることが好ましい。
【0011】
上記ブラシ用繊維において、表面電気抵抗値が、10-1Ωcm以上108Ωcm以下であることが好ましい。
【0012】
本発明の第2の態様は、上記ブラシ用繊維を用いたブラシである。
上記ブラシにおいて、ブラシを構成する繊維束の1体積%以上が上記ブラシ用繊維であることが好ましい。
【0013】
本発明の第3の態様は、繊維状の芯部の先端部分を、アルカリ性溶液に浸漬する工程と、浸漬後の前記芯部を洗浄する工程と、洗浄後、芯部の表面に、導電性部材からなる導電部を形成する工程と、を有する、ブラシ用繊維の製造方法である。
【発明の効果】
【0014】
本発明によれば、ブラシに適したブラシ用繊維、該ブラシ用繊維を用いたブラシを提供することができ、また、上記ブラシ用繊維を簡便に製造することのできる製造方法を提供することができる。
【図面の簡単な説明】
【0015】
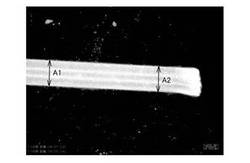
【図1】実施例1における未処理繊維の先端部の形状を示す図である。
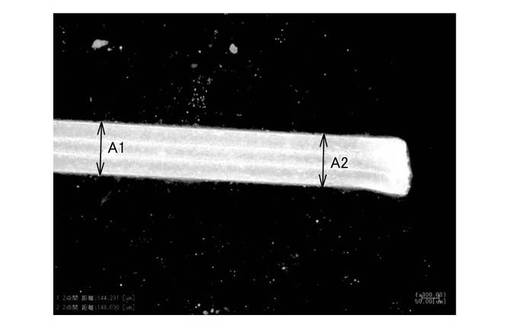
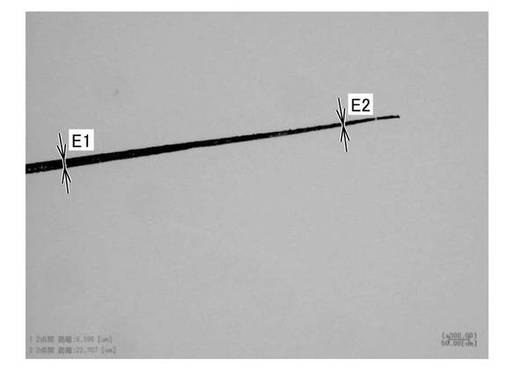
【図2】実施例1におけるアルカリ水溶液で処理した後の繊維の先端部の形状を示す図である。
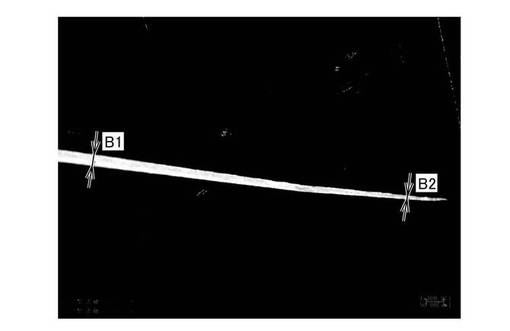
【図3】実施例1におけるアルカリ水溶液で処理した後にさらに被覆部を形成したブラシ用繊維の先端部の形状を示す図である。
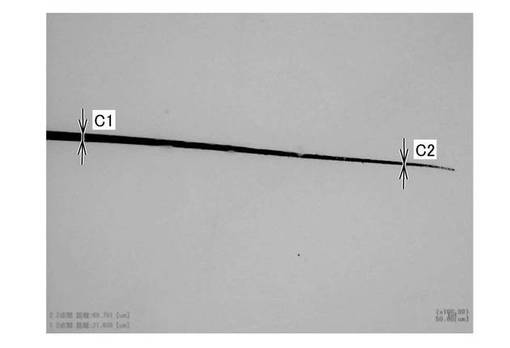
【図4】比較例1における未処理繊維にアルカリ水溶液での処理を行わずに、被覆部を形成した導電性繊維の先端部の形状を示す図である。
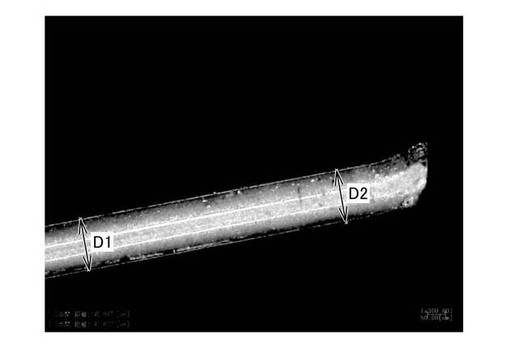
【図5】実施例2におけるアルカリ水溶液で処理した後にさらに被覆部を形成したブラシ用繊維の先端部の形状を示す図である。
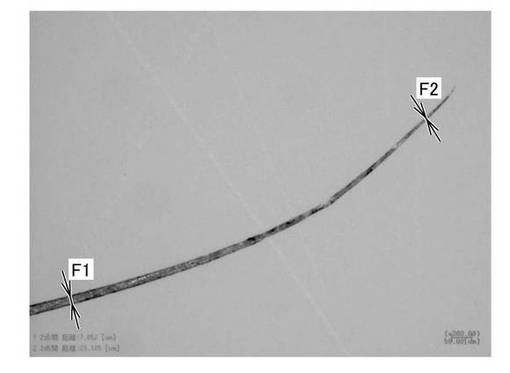
【図6】実施例3におけるアルカリ水溶液で処理した後にさらに被覆部を形成したブラシ用繊維の先端部の形状を示す図である。
【発明を実施するための形態】
【0016】
本発明者は、合成繊維は静電気が発生し易いために、保持した微粒子を合成繊維から離脱させることが困難であり、それ故、対象物に微粒子を転着させ難くなると考えた。そして、当該考えに基づいて、合成繊維に導電性を付与することによって、微粒子を保持する能力とともに、保持した微粒子を対象物に転着させる能力を保持させることを着想した。
【0017】
そこで、導電性物質としての炭素と合成繊維の材料とを混合して溶融紡糸し、この繊維をアルカリ溶解させることによって、導電性が付与されたテーパ形状の繊維を作製することを試みた。しかしながら、当該試みにおいて、導電性物質が練り込まれた合成繊維をアルカリ溶解した場合、溶解された部分が湾曲してしまい、ブラシ用の繊維として適さない形状となることが分かった。
【0018】
そこで、本発明者は、導電性物質を練り込む方法以外に、繊維に導電性を付与すると共に、この繊維をテーパ形状とする方法を見出すべく、更なる検討を進めた。そして、鋭意検討の結果、長さ方向においてほぼ同じ直径を有する繊維状の芯部をテーパ形状に加工した後に、該芯部の表面に導電性の被覆部を形成することによって、導電性が付与されたテーパ形状の繊維を歩留まり良く製造できることを見出し、本発明を完成させた。
【0019】
以下、本発明のブラシ用繊維、ブラシ、およびブラシ用繊維の製造方法について、実施の形態の一例を用いてそれぞれ詳細に説明する。
【0020】
<ブラシ用繊維>
本発明のブラシ用繊維の実施の形態の一例ついて説明する。
【0021】
本実施の形態において、ブラシ用繊維は、繊維状の芯部と、芯部の表面に設けられた導電性部材からなる被覆部とを有し、その一方端側はテーパ形状を有している。
【0022】
ブラシ用繊維の表面に導電性部材からなる被覆部が形成されていることにより、ブラシ用繊維は導電性を有することができるため、従来の合成繊維と比較して、静電気の発生を抑制することができる。また、ブラシ用繊維がテーパ形状を有していることにより、たとえば、ブラシ用繊維を化粧用ブラシに用いた場合には、良好な肌触りを実現することができる。また、たとえば、導電性繊維を用いたブラシでタッチパネルに文字、絵などの描画を行った場合、繊細な描画を実現することができる。
【0023】
さらに、本発明者は、鋭意検討の結果、上記ブラシ用繊維がテーパ形状を有していることにより、ブラシ用繊維の自己放電特性が高くなることを知見している。したがって、上記ブラシ用繊維は、従来の合成繊維と比較して、静電気の発生を抑制できるとともに、その自己放電特性の高さから、発生した静電気を除去することができる。このため、たとえば、化粧用ブラシに該ブラシ用繊維を用いた場合、化粧用パウダーなどの微粒子を保持することができるとともに、効率的に肌に転着させることができる。
【0024】
ブラシ用繊維において、テーパ形状の先細りする勾配の大きさは特に制限されないが、先細りする一端の先端部の断面積が十分に小さいことが好ましい。ブラシ用繊維の直径も特に制限されず、用いられるブラシの種類によって適宜選択することができる。たとえば、先細りする一方端側の先端の断面の直径は、肌触りの良さ、自己放電特性の高さの観点から、10μm以下であることが好ましく、当該先端が尖っていることがより好ましい。また、ブラシ用繊維の長さも特に制限されず、使用されるブラシの種類によって適宜選択することができる。
【0025】
また、ブラシ用繊維の表面電気抵抗値は、10-1Ωcm以上109Ωcm以下であることが好ましい。表面電気抵抗値が上記範囲の場合、ブラシ用繊維の自己放電特性がより高くなる傾向にある。また、表面電気抵抗値は、101Ωcm以上108Ωcm以下であることがより好ましく、102Ωcm以上106Ωcm以下であることがさらに好ましい。
【0026】
次に、ブラシ用繊維を構成する芯部および被覆部などの各部の構成について詳細に説明する。
【0027】
(芯部)
ブラシ用繊維を構成する芯部は、ブラシ用繊維の形状を形成する基材であり、それ故、芯部は、繊維状であって、その一方端はテーパ形状を有している。被覆部はブラシ用繊維の表面上に薄く形成されるため、ブラシ用繊維の形状は芯部の形状から大きく変わるものではなく、芯部の形状を引き継ぐものである。したがって、芯部において、好ましいテーパ形状の勾配、直径、および長さはブラシ用繊維のそれぞれと同様である。
【0028】
芯部は、非導電性の合成繊維からなり、具体的には、ポリエステル系合成繊維、アクリル系合成繊維、ポリアミド系合繊繊維から選ばれる1種からなる。ポリエステル系合成繊維としては、ポリブチレンテレフタラート、ポリエチレンテレフタラートが好適であり、アクリル系合成繊維としては、アクリロニトリル、株式会社カネカのモダアクリルが好適である。また、ポリアミド系合成繊維としては、ナイロン6、ナイロン66、およびナイロン612が好適である。なかでも、ポリブチレンテレフタラートは十分なこしを有する点で好ましい。
【0029】
(被覆部)
ブラシ用繊維を構成する被覆部は、芯部の表面に設けられている。高い導電性を安定的に、かつ歩留りよく有するためには、芯部の表面全域を覆うことが好ましい。なお、上述のように、被覆部は芯部の表面に薄く形成されるので、芯部の形状に影響を及ぼすものではない。
【0030】
被覆部は導電性部材からなり、より具体的には、Cu、AgおよびPdから選ばれる少なくとも1種の金属の硫化物、またはCu、AgおよびNiから選ばれる少なくとも1種の金属からなるめっき金属である。なかでも、剥離し難く、形成後における酸素などとの反応性が低い観点から、Cuの硫化物である硫化銅が好ましい。なお、このような被覆部を有することにより、ブラシ用繊維は、抗菌性をさらに有することができる。
【0031】
(その他)
ブラシ用繊維は、さらに、シランカップリング剤などの結合材を有していても良い。たとえば、芯部と被覆部との間にシランカップリング剤を介在させることにより、芯部とシランカップリング剤との強固な結合、および被覆部とシランカップリング剤との強固な結合が生じるために、被覆部の剥離を効率的に抑制することができ、もって、ブラシ用繊維の耐久性を向上させることができる。
【0032】
以上詳述した本実施の形態のブラシ用繊維によれば、導電性を有するとともに、テーパ形状を有することができる。このため、従来の合成繊維と比較して、静電気の発生を抑制することができるとともに、良好な肌触りを実現することができる。したがって、たとえば、化粧用ブラシにおいて、獣毛の代わりに使用することができる。また、たとえば、導電性繊維を用いたブラシでタッチパネルに文字、絵などの描画を行った場合、繊細な描画を実現することができる。したがって、たとえば、タッチパネルなどにおいて、繊細な毛筆様タッチが可能な導電性の筆として用いることができる。
【0033】
また、上記ブラシ用繊維は、テーパ形状を有することによって、高い自己放電特性を有するために、ブラシ用繊維に保持された微粒子の離脱がより容易となる。したがって、たとえば、化粧用のブラシに用いた場合、パウダーなどの微粒子の肌への転着性が向上する。また、上述のように、導電性物質が練り込まれた合成繊維をアルカリ溶解した場合、その繊維が湾曲してしまうという問題があったが、本実施の形態のブラシ用繊維によれば、繊維を湾曲させることなく、一定の勾配のテーパ形状を有することができるため、十分なこしを維持することができる。
【0034】
<ブラシ用繊維の製造方法>
本発明のブラシ用繊維の製造方法の実施の形態の一例について説明する。
【0035】
(芯部を準備する工程)
まず、繊維状に形成された芯部を準備する。芯部は、非導電性の合成繊維からなるが、合成繊維からなる繊維状の芯部は、たとえば、溶融紡糸することによって形成することができる。
【0036】
合成繊維には、ポリエステル系合成繊維、アクリル系合成繊維、ポリアミド系合繊繊維から選ばれる1種が用いられる。具体的には、ポリエステル系合成繊維としては、ポリブチレンテレフタラート、ポリエチレンテレフタラートが好適であり、アクリル系合成繊維としては、アクリロニトリル、株式会社カネカのモダアクリルが好適である。また、ポリアミド系合成繊維としては、ナイロン6、ナイロン66、およびナイロン612が好適である。なかでも、素早い溶解が可能であり、一定の勾配を有するテーパ形状を簡便に形成可能である、ポリブチレンテレフタラートを用いることが好ましい。
【0037】
芯部の長さは特に制限されず、用いられるブラシの種類によって適宜設定することができる。また、芯部の直径は、肌触り、繊細さの観点から、500μm以下が好ましく、200μm以下がより好ましい。また、取扱いの容易性の観点から、50μm以上が好ましい。
【0038】
また、芯部の形成方法は、上述の溶融紡糸に限られず、たとえば、ポリエステル系のフィルムを作製し、これを細く裁断することによっても、芯部を作成することができる。
【0039】
(アルカリ性溶液に浸漬する工程)
次に、芯部の一端側の先端部分を、アルカリ性溶液に浸漬する。
【0040】
アルカリ性溶液としては、アルカリ性水溶液、有機溶媒などを用いることができる。アルカリ性水溶液を用いる場合、たとえば、液温が60℃程度の30質量%の水酸化ナトリウム水溶液に、芯部の一端側の先端部分を6〜12時間浸漬する。また、有機溶媒として、ポリエステル系合成繊維の場合には加熱したジメチルホルムアミド(DMF)、加熱したフェノール系溶媒を好適に用いることができ、アクリル系合成繊維の場合にはアセトン、DMFを好適に用いることができ、ポリアミド系合成繊維の場合にはフェノール系溶媒を好適に用いることができる。
【0041】
本工程において、毛細管現象により、アルカリ性溶液が浸漬された芯部の一端側から芯部の表面を伝って他端側に向かって上昇する。これにより、アルカリ性溶液が伝う芯部の表面はアルカリ性溶液によって溶解されるが、このとき、浸漬される一端側の先端に近いほど、多量のアルカリ性溶液が伝っていくことになる。このため、浸漬された一端側の先端部分の断面の直径がより小さく(すなわち、より細く)、他端側に向かうほど断面の直径がより大きく(すなわち、より太く)なるように溶解され、結果的に、テーパ形状の芯部を形成することができる。
【0042】
本工程において、上記浸漬時間が長いほど、テーパ形状の先端部分をより鋭くすることができる。また、アルカリ性溶液の液温が高いほど、またはアルカリ性溶液の濃度が高いほど、より素早く芯部を溶解させることができる。テーパ形状の先細りする先端部の断面の直径は、肌触り、繊細さの観点から、10μm以下が好ましく、断面を有さない、すなわち、先端部が尖った形状であることがより好ましい。
【0043】
(洗浄する工程)
次に、浸漬後の芯部を洗浄する。
【0044】
芯部は、たとえば、洗浄液に浸漬することにより洗浄することができる。また、芯部に洗浄液をかけ流してもよい。洗浄液としては、水、クエン酸、酢酸、ギ酸、硫酸などを含有する酸性水溶液を用いることができる。また、洗浄後は、芯部を乾燥させることが好ましい。
【0045】
本工程により、芯部の表面に付着したアルカリ性溶液を洗浄除去することができるため、芯部の溶解を素早く停止させることができる。なお、アルカリ性溶液の濃度、温度、浸漬時間の調整により、溶解の程度を制御することができるが、たとえば、アルカリ性溶液から引上げた芯部を所定時間放置した後に、本工程を行うことによっても、溶解の程度を制御することができる。
【0046】
(導電部を形成する工程)
次に、芯部の表面に導電性部材からなる導電部を形成する。
【0047】
本工程は、たとえば、銅塩およびチオ硫酸塩を含有する水溶液からなる処理液を収容した処理浴中に、芯部を浸漬することによって、行なうことができる。処理液における銅塩の濃度は、芯部の質量に対して、5質量%以上15質量%以下とすることが好ましく、チオ硫酸塩の濃度は、芯部の質量に対して、5質量%以上15質量%以下とすることが好ましい。処理液の温度、浸漬時間などは特に制限されず、適宜変更することができる。
【0048】
また、たとえば、硫酸銅および還元剤を含有する水溶液からなる処理液を収容した処理浴中に、芯部を浸漬してもよい。処理液における硫酸銅の濃度は、芯部の質量に対して、10質量%以上13質量%以下とすることが好ましく、処理液における還元剤の濃度は、10質量%以上13質量%以下とすることが好ましい。処理液の温度、浸漬時間などは特に制限されず、適宜変更することができる。なお、還元剤としては、チオ硫酸ナトリウム(Na2S2O3)などを用いることができる。
【0049】
本工程により、処理液に浸漬された芯部の表面に、硫化銅からなる被覆部を形成することができる。なお、導電性部材は、硫酸銅に限られず、たとえば、Agの硫化物(硫化銀)およびPdの硫化物(硫化パラジウム)などを用いることができ、また、Cu、AgおよびNiから選ばれる少なくとも1種の金属からなるめっき金属を用いることができる。めっき金属からなる被覆部は、公知のめっき方法により形成することができる。ただし、剥離し難く、形成後における酸素などとの反応性が低い観点から、硫化銅を用いることが好ましい。
【0050】
また、本実施の形態のブラシ用繊維の表面電気抵抗値は、10-1Ωcm以上109Ωcm以下であることが好ましい。表面電気抵抗値が上記範囲の場合、ブラシ用繊維の自己放電特性が高くなる傾向にある。したがって、ブラシ用繊維の表面電気抵抗値が上記範囲となるように、被覆部の密度、厚みなどを調整することが好ましい。また、表面電気抵抗値は、101Ωcm以上108Ωcm以下であることがより好ましく、102Ωcm以上106Ωcm以下であることがさらに好ましい。
【0051】
上記いずれの方法においても、処理液中には、他の補助剤、たとえばpH調整剤を添加しても良い。pH調整剤としては、たとえば、酢酸、クエン酸などの有機酸を用いることができる。また、処理液中での還元性条件を保持するために、重亜硫酸ソーダ、亜硫酸ソーダ、次亜リン酸ソーダなどの弱い還元剤を用いてもよい。また、処理液を収容した処理浴と別の浴に、他の補助剤を加えて、各浴に芯部を順に浸漬することもできる。
【0052】
以上の工程により、上述の、繊維状の芯部と、芯部の表面に設けられた導電性部材からなる被覆部とを有し、その一方端側がテーパ形状を有している、上述のブラシ用繊維を簡便に、かつ歩留まりよく製造することができる。
【0053】
以上、詳述した本実施の形態のブラシ用繊維の製造方法によれば、テーパ形状に成形した芯部の表面に、導電性の被覆部を形成する。この場合、たとえば、導電性物質が練り込まれた合成繊維をアルカリ溶解した場合に発生する繊維の湾曲を生じさせることなく、均質なテーパ形状を製造することができる。また、基材となる芯部が均質なテーパ形状を有することにより、その表面に形成される被覆部もまた均質とすることができる。したがって、本実施の形態の製造方法によれば、ブラシの繊維に適したブラシ用繊維を簡便に、歩留まりよく製造することができる。
【0054】
<ブラシ>
本発明のブラシの実施の形態の一例について説明する。
【0055】
本実施の形態において、ブラシは、本発明のブラシ用繊維を用いる。具体的には、ブラシを構成する繊維束の1体積%以上が上記ブラシ用繊維であることが好ましい。ブラシを構成する繊維束の少なくとも1体積%が上記ブラシ用繊維であることにより、十分な導電性と自己放電特性とを有することができる。また、上記ブラシ用繊維はテーパ形状を有しているため、本実施の形態のブラシはこしを有することができ、また、肌触りがよく、さらに、繊細なタッチが可能となる。
【0056】
繊維束の残りの99体積%以下は、たとえば、獣毛でもよい。獣毛は、不衛生、繰り返しの洗浄に不向き、採取の困難性などの欠点があるが、上記ブラシ用繊維を用いたブラシであれば、これらの欠点を抑制することができる。また、繊維束の残りの99体積%以下は、たとえば、従来の合成繊維であってもよい。従来の合成繊維は静電気を発生し易い、湾曲しているためにこしが弱いなどの欠点があるが、上記ブラシ用繊維を用いたブラシであれば、静電気の発生を抑制することができ、また、こしを強めることができる。
【0057】
また、繊維束の残りの99体積%以下は、たとえば、上記ブラシ用繊維を製造する工程の途中で生産される、被覆部が形成されていない、テーパ形状の芯部、すなわちテーパ形状の非導電性の繊維であってもよい。この場合にもブラシは、十分な導電性と自己放電特性とを有することができる。また、この場合、繊維束を構成する繊維の全てが均質なテーパ形状を有している構成となるため、さらに肌触りを向上させることができ、さらなる繊細なタッチが可能となり、また、さらにこしを強めることができる。
【0058】
以上のように、上記ブラシは、導電性を有するとともに、テーパ形状を有するため、肌触り、繊細さの点で優れており、また、高い自己放電特性を有することができる。したがって、本実施の形態のブラシは、たとえば、化粧用ブラシとして好適に用いることができる。また、タッチパネルでの繊細な描画を実現することができる。
【実施例】
【0059】
以下、実施例を挙げて本発明をより詳細に説明するが、本発明はこれらに限定されるものではない。
【0060】
<検討1>
検討1において、様々な直径のポリブチレンテレフタラートからなる未処理繊維を用いて、検討を行った。なお、以下において、未処理繊維とは、溶融紡糸された繊維であって、アルカリ性溶液による処理、被覆部の形成のいずれも実施されていない繊維を示す。
【0061】
(実施例1)
まず、直径0.15mm、長さ50mmのポリブチレンテレフタラートからなる未処理繊維を準備し、この繊維の一端側の先端部分を、液温を60℃に調整した30質量%の水酸化ナトリウム水溶液に6時間浸漬した。そして、水酸化ナトリウム水溶液から引上げた繊維を水浴に浸漬して洗浄し、60〜100℃の温風で乾燥させた。これにより、ポリブチレンテレフタラートからなる、テーパ形状の非導電性の繊維が作製された。
【0062】
次に、上記繊維を、硫酸銅および還元剤としてのチオ硫酸ナトリウムを含有する水溶液を収容した処理浴中に浸漬することにより、繊維の表面に導電性の被覆部を形成した。なお、水溶液中の硫酸銅の濃度は、繊維の質量に対して12質量%とし、水溶液中の還元剤の濃度は、繊維の質量に対して13質量%とした。そして、処理浴から繊維を引上げて、80℃の温風で乾燥させた。以上の処理により、テーパ形状のブラシ用繊維を作製した。
【0063】
そして、未処理繊維0.45gと、作製されたテーパ形状のブラシ用繊維0.05gとを、先細りする先端部を揃えた状態で混合して、0.5gの繊維束を作製し、他端部を結束させて、ブラシを作製した。すなわち、ブラシの結束されていない先端部には、未処理繊維(非導電性)のテーパ形状ではない一端と、テーパ形状のブラシ用繊維の先細りする一端とが混在している状態とした。
【0064】
(比較例1)
上記未処理繊維を水酸化ナトリウム水溶液に浸漬せずに、上記処理浴に浸漬して、乾燥させることにより、直線状、すなわち、非テーパ形状の導電性繊維を作製した。なお、処理浴内の水溶液の組成および乾燥処理は、実施例1と同様である。そして、未処理繊維0.45gと、作製された非テーパ形状の導電性繊維0.05gとを用いて、実施例1と同様の方法に沿ってブラシを作製した。
【0065】
(除電試験)
作製されたブラシを用いて除電試験を行った。
【0066】
具体的には、帯電装置(春日電機株式会社製:KTB−15)を用いて、アクリル樹脂板に9kVの電圧を印加して、アクリル樹脂板の表面にマイナスの静電気を帯電させた。そして、アクリル樹脂板の裏面から垂直に2cm離隔した位置に静電気測定器(シムコジャパン株式会社:FMX−002)を配置し、アクリル樹脂板の表面を、実施例1および比較例1の各ブラシで3回ずつ刷いた。そして、各ブラシで刷く前後のアクリル樹脂板の表面の静電気を、静電気測定器によって測定した。なお、静電気の測定は、温度25℃、相対湿度45%の環境下で行なった。
【0067】
また、上記帯電装置を用いて、塩化ビニール板に9kVの電圧を印加して、塩化ビニール板の表面にプラスの静電気を帯電させた。そして、塩化ビニール板の裏面から垂直に2cm離隔した位置に上記静電気測定器を配置し、塩化ビニール板の表面を、実施例1および比較例1の各ブラシで3回ずつ刷いた。そして、各ブラシで刷く前後の塩化ビニール樹脂板の表面の静電気を、静電気測定器によって測定した。
【0068】
(検討結果)
図1に、実施例1における未処理繊維の先端部の形状を、図2に、実施例1におけるアルカリ水溶液で処理した後のテーパ形状の繊維の先端部の形状を、図3に、実施例1におけるアルカリ水溶液で処理した後に、さらに被覆部を形成したブラシ用繊維の先端部の形状を示す。また、図4に、比較例1における未処理繊維にアルカリ水溶液での処理を行わずに、被覆部を形成した導電性繊維の先端部の形状を示す。なお、図1〜図4の各図は、顕微鏡を用いて、各繊維の先端部を300倍に拡大観察した図である。
【0069】
図1を参照し、未処理繊維の先端部において、A1が144μm、A2が148μmであった。このように、未処理繊維の先端部はテーパ形状を有していなかった。これに対し、図2のアルカリ水溶液で処理した後のテーパ形状の繊維の先端部において、B1が33μm、B2が11μmであった。これにより、アルカリ水溶液を用いた処理により、繊維の先端がテーパ形状に変化したことが確認された。また、図3を参照し、ブラシ用繊維において、その色の変化から、繊維の表面全域に被覆部が形成されていることが確認された。また、C1が70μm、C2が22μmであり、繊維(芯部)のテーパ形状が引き継がれていることが確認された。
【0070】
また、実施例1および比較例1に用いた繊維の種類および配合量(%)、ならびに除電試験の結果(プラス帯電の場合と、マイナス帯電の場合)を表1に示す。また、参考例1として、実施例1に用いられた未処理繊維100%からなるブラシを用いて、同様の除電試験を行った結果を表1に示す。なお、静電気の単位はkVである。
【0071】
【表1】

【0072】
表1を参照し、実施例1のブラシにおいて、高い除電効果が得られた。また、実施例1のブラシは、比較例1のブラシよりも肌触りがよく、タッチが繊細であることが確認された。
【0073】
(実施例2および比較例2)
直径0.15mm、長さ50mmのポリブチレンテレフタラートからなる未処理繊維の代わりに、直径0.10mm、長さ50mmのポリブチレンテレフタラートからなる未処理繊維を用いた以外は、実施例1および比較例1のそれぞれと同様の方法により、実施例2および比較例2のブラシを作製した。そして、各ブラシを用いて、上記除電試験を行った。
【0074】
(実施例3および比較例3)
直径0.15mm、長さ50mmのポリブチレンテレフタラートからなる未処理繊維の代わりに、直径0.07mm、長さ50mmのポリブチレンテレフタラートからなる未処理繊維を用いた以外は、実施例1および比較例1のそれぞれと同様の方法により、実施例3および比較例3のブラシを作製した。そして、各ブラシを用いて、上記除電試験を行った。
【0075】
(検討結果)
図5に、実施例2におけるアルカリ水溶液で処理した後にさらに被覆部を形成したブラシ用繊維の先端部の形状を示す。また、図6に、実施例3におけるアルカリ水溶液で処理した後にさらに被覆部を形成したブラシ用繊維の先端部の形状を示す。なお、図5および図6は、図1〜図4と同様、顕微鏡を用いて、繊維の先端部を300倍に拡大観察した図である。
【0076】
図5および6を参照し、被覆部が形成されたブラシ用繊維において、その色の変化から、繊維の表面全域に被覆部が形成されていることが確認された。また、D1が23μm、D2が8μmであり、F1が23μm、F2が8μmであった。したがって、ブラシ用繊維において、繊維(芯部)のテーパ形状が引き継がれていることが確認された。
【0077】
また、実施例2および比較例2に用いた繊維の種類および配合量(%)、ならびに除電試験の結果(プラス帯電の場合と、マイナス帯電の場合)を表2に示す。また、参考例2として、実施例2に用いられた未処理繊維100%からなるブラシを用いて、同様の除電試験を行った結果を表2に示す。さらに、実施例3および比較例3に用いた繊維の種類および配合量(%)、ならびに除電試験の結果(プラス帯電の場合と、マイナス帯電の場合)を表3に示す。また、参考例3として、実施例3に用いられた未処理繊維100%からなるブラシを用いて、同様の除電試験を行った結果を表3に示す。
【0078】
【表2】
【0079】
【表3】
【0080】
表2および表3を参照し、実施例2および実施例3のブラシにおいて、高い除電効果が得られた。また、各実施例のブラシは、各比較例のブラシよりも肌触りがよく、タッチが繊細であることが確認された。
【0081】
また、表1〜表3を参照することにより、実施例1〜3において、比較例1〜3よりも高い除電効果が得られる傾向にあることが分かった。このことから、ブラシ用繊維がテーパ形状を有することにより、除電特性が高まることが理解された。
【0082】
<検討2>
検討2において、テーパ形状のブラシ用繊維の配合量(%)を変化させたブラシを用いて検討を行った。
【0083】
(実施例4〜8)
実施例4〜8において、まず、直径0.07mm、長さ50mmのポリブチレンテレフタラートからなる未処理繊維を準備して、実施例1と同様の方法により、テーパ形状のブラシ用繊維を作製した。そして、未処理繊維と、作製されたテーパ形状のブラシ用繊維とを用い、各ブラシを作製した。実施例4〜8において、用いた未処理繊維の質量(g)と、作製されたテーパ形状のブラシ用繊維の質量(g)との混合割合は以下の通りである。そして、各ブラシを用いて、上記除電試験を行った。
【0084】
実施例4:未処理繊維0.495g、ブラシ用繊維0.005g
実施例5:未処理繊維0.40g、ブラシ用繊維0.10g
実施例6:未処理繊維0.35g、ブラシ用繊維0.15g
実施例7:未処理繊維0.25g、ブラシ用繊維0.25g
実施例8:未処理繊維0g(使用せず)、ブラシ用繊維0.5g
(比較例4〜8)
比較例4〜8において、直径0.07mm、長さ50mmのポリブチレンテレフタラートからなる未処理繊維を準備して、比較例1と同様の方法により、非テーパ形状の導電性繊維を作製した。そして、未処理繊維と、作製された非テーパ形状の導電性繊維とを用い、各ブラシを作製した。比較例4〜8において、用いた未処理繊維の質量(g)と、作製された非テーパ形状の導電性繊維の質量(g)との混合割合は以下の通りであり、上記実施例4〜8の混合割合にそれぞれ対応している。そして、各ブラシを用いて、上記除電試験を行った。
【0085】
比較例4:未処理繊維0.495g、導電性繊維0.005g
比較例5:未処理繊維0.40g、導電性繊維0.10g
比較例6:未処理繊維0.35g、導電性繊維0.15g
比較例7:未処理繊維0.25g、導電性繊維0.25g
比較例8:未処理繊維0g(使用せず)、導電性繊維0.5g
(検討結果)
実施例4〜8および比較例4〜8に用いた繊維の種類および配合量(%)、ならびに除電試験の結果(プラス帯電の場合と、マイナス帯電の場合)を表4に示す。また、参考例4〜8として、直径0.07mm、長さ50mmのポリブチレンテレフタラートからなる未処理繊維100%からなるブラシを用いて、同様の除電試験を行った結果を表4に示す。
【0086】
【表4】
【0087】
表4を参照し、実施例4〜8の結果より、ブラシにおいて、少なくとも、テーパ形状の導電性繊維であるブラシ用繊維を1質量%以上含むことにより、ブラシは高い自己放電特性を有することがわかった。
【0088】
今回開示された実施の形態および実施例はすべての点で例示であって制限的なものではないと考えられるべきである。本発明の範囲は上記した説明ではなくて特許請求の範囲によって示され、特許請求の範囲と均等の意味および範囲内でのすべての変更が含まれることが意図される。
【産業上の利用可能性】
【0089】
本発明は、化粧用ブラシ、タッチパネルへの描画用のブラシに利用することができる。
【技術分野】
【0001】
本発明は、ブラシ用繊維、該ブラシ用繊維を用いたブラシ、およびブラシ用繊維の製造方法に関する。
【背景技術】
【0002】
イタチ、リス、ヤギ、ブタ、ウマなどの獣毛は、肌当たりがよく、また、キューティクルを有するために、パウダーなどの微粒子を保持する能力が高く、さらに、保持した微粒子を肌に転着させる能力が高い傾向がある。また、獣毛は、その一方端が細くなる、いわゆるテーパ形状を有しているため、肌あたりがよい傾向がある。このため、獣毛は化粧用ブラシなどのブラシの繊維として広く使用されてきた。しかし、獣毛の供給量にはばらつきや限りがあり、さらには、動物特有の匂いを完全に除去するのが困難という問題があった。
【0003】
上記問題に対応し、近年、獣毛の代替品として、その特徴を獣毛に近づけるべく改良された合成繊維が用いられている。たとえば、特許文献1には、無機粉体とポリエチレンテレフタラートとを混合して溶融紡糸したフィラメントを延伸することによって、獣毛のキューティクルの構造と類似した表面を有するフィラメントを製造する方法が開示されている。また、特許文献1には、延伸後のフィラメントの一方端側をアルカリ溶液に浸漬してテーパ形状とすることが開示されている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2008−109990号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、獣毛に代わる繊維の需要は現在も高まっており、さらなる技術の開発が望まれる。
【0006】
上記事情に鑑みて、本発明の目的は、ブラシ用の繊維に適したブラシ用繊維、ブラシ用繊維を用いたブラシ、およびブラシ用繊維の製造方法を提供するものである。
【課題を解決するための手段】
【0007】
本発明の第1の態様は、繊維状の芯部と、芯部の表面に設けられた被覆部と、を有し、芯部の先端部分はテーパ形状を有し、被覆部は導電性部材からなる、ブラシ用繊維である。
【0008】
上記ブラシ用繊維において、芯部は、ポリエステル系合成繊維、アクリル系合成繊維、ポリアミド系合繊繊維から選ばれる1種の合成繊維からなることが好ましい。
【0009】
上記ブラシ用繊維において、導電性部材は、Cu、AgおよびPdから選ばれる少なくとも1種の金属からなる硫化物、またはCu、AgおよびNiから選ばれる少なくとも1種の金属からなるめっき金属からなることが好ましい。
【0010】
上記ブラシ用繊維において、芯部は、ポリブチレンテレフタラートからなり、導電性部材は、Cuの硫化物からなることが好ましい。
【0011】
上記ブラシ用繊維において、表面電気抵抗値が、10-1Ωcm以上108Ωcm以下であることが好ましい。
【0012】
本発明の第2の態様は、上記ブラシ用繊維を用いたブラシである。
上記ブラシにおいて、ブラシを構成する繊維束の1体積%以上が上記ブラシ用繊維であることが好ましい。
【0013】
本発明の第3の態様は、繊維状の芯部の先端部分を、アルカリ性溶液に浸漬する工程と、浸漬後の前記芯部を洗浄する工程と、洗浄後、芯部の表面に、導電性部材からなる導電部を形成する工程と、を有する、ブラシ用繊維の製造方法である。
【発明の効果】
【0014】
本発明によれば、ブラシに適したブラシ用繊維、該ブラシ用繊維を用いたブラシを提供することができ、また、上記ブラシ用繊維を簡便に製造することのできる製造方法を提供することができる。
【図面の簡単な説明】
【0015】
【図1】実施例1における未処理繊維の先端部の形状を示す図である。
【図2】実施例1におけるアルカリ水溶液で処理した後の繊維の先端部の形状を示す図である。
【図3】実施例1におけるアルカリ水溶液で処理した後にさらに被覆部を形成したブラシ用繊維の先端部の形状を示す図である。
【図4】比較例1における未処理繊維にアルカリ水溶液での処理を行わずに、被覆部を形成した導電性繊維の先端部の形状を示す図である。
【図5】実施例2におけるアルカリ水溶液で処理した後にさらに被覆部を形成したブラシ用繊維の先端部の形状を示す図である。
【図6】実施例3におけるアルカリ水溶液で処理した後にさらに被覆部を形成したブラシ用繊維の先端部の形状を示す図である。
【発明を実施するための形態】
【0016】
本発明者は、合成繊維は静電気が発生し易いために、保持した微粒子を合成繊維から離脱させることが困難であり、それ故、対象物に微粒子を転着させ難くなると考えた。そして、当該考えに基づいて、合成繊維に導電性を付与することによって、微粒子を保持する能力とともに、保持した微粒子を対象物に転着させる能力を保持させることを着想した。
【0017】
そこで、導電性物質としての炭素と合成繊維の材料とを混合して溶融紡糸し、この繊維をアルカリ溶解させることによって、導電性が付与されたテーパ形状の繊維を作製することを試みた。しかしながら、当該試みにおいて、導電性物質が練り込まれた合成繊維をアルカリ溶解した場合、溶解された部分が湾曲してしまい、ブラシ用の繊維として適さない形状となることが分かった。
【0018】
そこで、本発明者は、導電性物質を練り込む方法以外に、繊維に導電性を付与すると共に、この繊維をテーパ形状とする方法を見出すべく、更なる検討を進めた。そして、鋭意検討の結果、長さ方向においてほぼ同じ直径を有する繊維状の芯部をテーパ形状に加工した後に、該芯部の表面に導電性の被覆部を形成することによって、導電性が付与されたテーパ形状の繊維を歩留まり良く製造できることを見出し、本発明を完成させた。
【0019】
以下、本発明のブラシ用繊維、ブラシ、およびブラシ用繊維の製造方法について、実施の形態の一例を用いてそれぞれ詳細に説明する。
【0020】
<ブラシ用繊維>
本発明のブラシ用繊維の実施の形態の一例ついて説明する。
【0021】
本実施の形態において、ブラシ用繊維は、繊維状の芯部と、芯部の表面に設けられた導電性部材からなる被覆部とを有し、その一方端側はテーパ形状を有している。
【0022】
ブラシ用繊維の表面に導電性部材からなる被覆部が形成されていることにより、ブラシ用繊維は導電性を有することができるため、従来の合成繊維と比較して、静電気の発生を抑制することができる。また、ブラシ用繊維がテーパ形状を有していることにより、たとえば、ブラシ用繊維を化粧用ブラシに用いた場合には、良好な肌触りを実現することができる。また、たとえば、導電性繊維を用いたブラシでタッチパネルに文字、絵などの描画を行った場合、繊細な描画を実現することができる。
【0023】
さらに、本発明者は、鋭意検討の結果、上記ブラシ用繊維がテーパ形状を有していることにより、ブラシ用繊維の自己放電特性が高くなることを知見している。したがって、上記ブラシ用繊維は、従来の合成繊維と比較して、静電気の発生を抑制できるとともに、その自己放電特性の高さから、発生した静電気を除去することができる。このため、たとえば、化粧用ブラシに該ブラシ用繊維を用いた場合、化粧用パウダーなどの微粒子を保持することができるとともに、効率的に肌に転着させることができる。
【0024】
ブラシ用繊維において、テーパ形状の先細りする勾配の大きさは特に制限されないが、先細りする一端の先端部の断面積が十分に小さいことが好ましい。ブラシ用繊維の直径も特に制限されず、用いられるブラシの種類によって適宜選択することができる。たとえば、先細りする一方端側の先端の断面の直径は、肌触りの良さ、自己放電特性の高さの観点から、10μm以下であることが好ましく、当該先端が尖っていることがより好ましい。また、ブラシ用繊維の長さも特に制限されず、使用されるブラシの種類によって適宜選択することができる。
【0025】
また、ブラシ用繊維の表面電気抵抗値は、10-1Ωcm以上109Ωcm以下であることが好ましい。表面電気抵抗値が上記範囲の場合、ブラシ用繊維の自己放電特性がより高くなる傾向にある。また、表面電気抵抗値は、101Ωcm以上108Ωcm以下であることがより好ましく、102Ωcm以上106Ωcm以下であることがさらに好ましい。
【0026】
次に、ブラシ用繊維を構成する芯部および被覆部などの各部の構成について詳細に説明する。
【0027】
(芯部)
ブラシ用繊維を構成する芯部は、ブラシ用繊維の形状を形成する基材であり、それ故、芯部は、繊維状であって、その一方端はテーパ形状を有している。被覆部はブラシ用繊維の表面上に薄く形成されるため、ブラシ用繊維の形状は芯部の形状から大きく変わるものではなく、芯部の形状を引き継ぐものである。したがって、芯部において、好ましいテーパ形状の勾配、直径、および長さはブラシ用繊維のそれぞれと同様である。
【0028】
芯部は、非導電性の合成繊維からなり、具体的には、ポリエステル系合成繊維、アクリル系合成繊維、ポリアミド系合繊繊維から選ばれる1種からなる。ポリエステル系合成繊維としては、ポリブチレンテレフタラート、ポリエチレンテレフタラートが好適であり、アクリル系合成繊維としては、アクリロニトリル、株式会社カネカのモダアクリルが好適である。また、ポリアミド系合成繊維としては、ナイロン6、ナイロン66、およびナイロン612が好適である。なかでも、ポリブチレンテレフタラートは十分なこしを有する点で好ましい。
【0029】
(被覆部)
ブラシ用繊維を構成する被覆部は、芯部の表面に設けられている。高い導電性を安定的に、かつ歩留りよく有するためには、芯部の表面全域を覆うことが好ましい。なお、上述のように、被覆部は芯部の表面に薄く形成されるので、芯部の形状に影響を及ぼすものではない。
【0030】
被覆部は導電性部材からなり、より具体的には、Cu、AgおよびPdから選ばれる少なくとも1種の金属の硫化物、またはCu、AgおよびNiから選ばれる少なくとも1種の金属からなるめっき金属である。なかでも、剥離し難く、形成後における酸素などとの反応性が低い観点から、Cuの硫化物である硫化銅が好ましい。なお、このような被覆部を有することにより、ブラシ用繊維は、抗菌性をさらに有することができる。
【0031】
(その他)
ブラシ用繊維は、さらに、シランカップリング剤などの結合材を有していても良い。たとえば、芯部と被覆部との間にシランカップリング剤を介在させることにより、芯部とシランカップリング剤との強固な結合、および被覆部とシランカップリング剤との強固な結合が生じるために、被覆部の剥離を効率的に抑制することができ、もって、ブラシ用繊維の耐久性を向上させることができる。
【0032】
以上詳述した本実施の形態のブラシ用繊維によれば、導電性を有するとともに、テーパ形状を有することができる。このため、従来の合成繊維と比較して、静電気の発生を抑制することができるとともに、良好な肌触りを実現することができる。したがって、たとえば、化粧用ブラシにおいて、獣毛の代わりに使用することができる。また、たとえば、導電性繊維を用いたブラシでタッチパネルに文字、絵などの描画を行った場合、繊細な描画を実現することができる。したがって、たとえば、タッチパネルなどにおいて、繊細な毛筆様タッチが可能な導電性の筆として用いることができる。
【0033】
また、上記ブラシ用繊維は、テーパ形状を有することによって、高い自己放電特性を有するために、ブラシ用繊維に保持された微粒子の離脱がより容易となる。したがって、たとえば、化粧用のブラシに用いた場合、パウダーなどの微粒子の肌への転着性が向上する。また、上述のように、導電性物質が練り込まれた合成繊維をアルカリ溶解した場合、その繊維が湾曲してしまうという問題があったが、本実施の形態のブラシ用繊維によれば、繊維を湾曲させることなく、一定の勾配のテーパ形状を有することができるため、十分なこしを維持することができる。
【0034】
<ブラシ用繊維の製造方法>
本発明のブラシ用繊維の製造方法の実施の形態の一例について説明する。
【0035】
(芯部を準備する工程)
まず、繊維状に形成された芯部を準備する。芯部は、非導電性の合成繊維からなるが、合成繊維からなる繊維状の芯部は、たとえば、溶融紡糸することによって形成することができる。
【0036】
合成繊維には、ポリエステル系合成繊維、アクリル系合成繊維、ポリアミド系合繊繊維から選ばれる1種が用いられる。具体的には、ポリエステル系合成繊維としては、ポリブチレンテレフタラート、ポリエチレンテレフタラートが好適であり、アクリル系合成繊維としては、アクリロニトリル、株式会社カネカのモダアクリルが好適である。また、ポリアミド系合成繊維としては、ナイロン6、ナイロン66、およびナイロン612が好適である。なかでも、素早い溶解が可能であり、一定の勾配を有するテーパ形状を簡便に形成可能である、ポリブチレンテレフタラートを用いることが好ましい。
【0037】
芯部の長さは特に制限されず、用いられるブラシの種類によって適宜設定することができる。また、芯部の直径は、肌触り、繊細さの観点から、500μm以下が好ましく、200μm以下がより好ましい。また、取扱いの容易性の観点から、50μm以上が好ましい。
【0038】
また、芯部の形成方法は、上述の溶融紡糸に限られず、たとえば、ポリエステル系のフィルムを作製し、これを細く裁断することによっても、芯部を作成することができる。
【0039】
(アルカリ性溶液に浸漬する工程)
次に、芯部の一端側の先端部分を、アルカリ性溶液に浸漬する。
【0040】
アルカリ性溶液としては、アルカリ性水溶液、有機溶媒などを用いることができる。アルカリ性水溶液を用いる場合、たとえば、液温が60℃程度の30質量%の水酸化ナトリウム水溶液に、芯部の一端側の先端部分を6〜12時間浸漬する。また、有機溶媒として、ポリエステル系合成繊維の場合には加熱したジメチルホルムアミド(DMF)、加熱したフェノール系溶媒を好適に用いることができ、アクリル系合成繊維の場合にはアセトン、DMFを好適に用いることができ、ポリアミド系合成繊維の場合にはフェノール系溶媒を好適に用いることができる。
【0041】
本工程において、毛細管現象により、アルカリ性溶液が浸漬された芯部の一端側から芯部の表面を伝って他端側に向かって上昇する。これにより、アルカリ性溶液が伝う芯部の表面はアルカリ性溶液によって溶解されるが、このとき、浸漬される一端側の先端に近いほど、多量のアルカリ性溶液が伝っていくことになる。このため、浸漬された一端側の先端部分の断面の直径がより小さく(すなわち、より細く)、他端側に向かうほど断面の直径がより大きく(すなわち、より太く)なるように溶解され、結果的に、テーパ形状の芯部を形成することができる。
【0042】
本工程において、上記浸漬時間が長いほど、テーパ形状の先端部分をより鋭くすることができる。また、アルカリ性溶液の液温が高いほど、またはアルカリ性溶液の濃度が高いほど、より素早く芯部を溶解させることができる。テーパ形状の先細りする先端部の断面の直径は、肌触り、繊細さの観点から、10μm以下が好ましく、断面を有さない、すなわち、先端部が尖った形状であることがより好ましい。
【0043】
(洗浄する工程)
次に、浸漬後の芯部を洗浄する。
【0044】
芯部は、たとえば、洗浄液に浸漬することにより洗浄することができる。また、芯部に洗浄液をかけ流してもよい。洗浄液としては、水、クエン酸、酢酸、ギ酸、硫酸などを含有する酸性水溶液を用いることができる。また、洗浄後は、芯部を乾燥させることが好ましい。
【0045】
本工程により、芯部の表面に付着したアルカリ性溶液を洗浄除去することができるため、芯部の溶解を素早く停止させることができる。なお、アルカリ性溶液の濃度、温度、浸漬時間の調整により、溶解の程度を制御することができるが、たとえば、アルカリ性溶液から引上げた芯部を所定時間放置した後に、本工程を行うことによっても、溶解の程度を制御することができる。
【0046】
(導電部を形成する工程)
次に、芯部の表面に導電性部材からなる導電部を形成する。
【0047】
本工程は、たとえば、銅塩およびチオ硫酸塩を含有する水溶液からなる処理液を収容した処理浴中に、芯部を浸漬することによって、行なうことができる。処理液における銅塩の濃度は、芯部の質量に対して、5質量%以上15質量%以下とすることが好ましく、チオ硫酸塩の濃度は、芯部の質量に対して、5質量%以上15質量%以下とすることが好ましい。処理液の温度、浸漬時間などは特に制限されず、適宜変更することができる。
【0048】
また、たとえば、硫酸銅および還元剤を含有する水溶液からなる処理液を収容した処理浴中に、芯部を浸漬してもよい。処理液における硫酸銅の濃度は、芯部の質量に対して、10質量%以上13質量%以下とすることが好ましく、処理液における還元剤の濃度は、10質量%以上13質量%以下とすることが好ましい。処理液の温度、浸漬時間などは特に制限されず、適宜変更することができる。なお、還元剤としては、チオ硫酸ナトリウム(Na2S2O3)などを用いることができる。
【0049】
本工程により、処理液に浸漬された芯部の表面に、硫化銅からなる被覆部を形成することができる。なお、導電性部材は、硫酸銅に限られず、たとえば、Agの硫化物(硫化銀)およびPdの硫化物(硫化パラジウム)などを用いることができ、また、Cu、AgおよびNiから選ばれる少なくとも1種の金属からなるめっき金属を用いることができる。めっき金属からなる被覆部は、公知のめっき方法により形成することができる。ただし、剥離し難く、形成後における酸素などとの反応性が低い観点から、硫化銅を用いることが好ましい。
【0050】
また、本実施の形態のブラシ用繊維の表面電気抵抗値は、10-1Ωcm以上109Ωcm以下であることが好ましい。表面電気抵抗値が上記範囲の場合、ブラシ用繊維の自己放電特性が高くなる傾向にある。したがって、ブラシ用繊維の表面電気抵抗値が上記範囲となるように、被覆部の密度、厚みなどを調整することが好ましい。また、表面電気抵抗値は、101Ωcm以上108Ωcm以下であることがより好ましく、102Ωcm以上106Ωcm以下であることがさらに好ましい。
【0051】
上記いずれの方法においても、処理液中には、他の補助剤、たとえばpH調整剤を添加しても良い。pH調整剤としては、たとえば、酢酸、クエン酸などの有機酸を用いることができる。また、処理液中での還元性条件を保持するために、重亜硫酸ソーダ、亜硫酸ソーダ、次亜リン酸ソーダなどの弱い還元剤を用いてもよい。また、処理液を収容した処理浴と別の浴に、他の補助剤を加えて、各浴に芯部を順に浸漬することもできる。
【0052】
以上の工程により、上述の、繊維状の芯部と、芯部の表面に設けられた導電性部材からなる被覆部とを有し、その一方端側がテーパ形状を有している、上述のブラシ用繊維を簡便に、かつ歩留まりよく製造することができる。
【0053】
以上、詳述した本実施の形態のブラシ用繊維の製造方法によれば、テーパ形状に成形した芯部の表面に、導電性の被覆部を形成する。この場合、たとえば、導電性物質が練り込まれた合成繊維をアルカリ溶解した場合に発生する繊維の湾曲を生じさせることなく、均質なテーパ形状を製造することができる。また、基材となる芯部が均質なテーパ形状を有することにより、その表面に形成される被覆部もまた均質とすることができる。したがって、本実施の形態の製造方法によれば、ブラシの繊維に適したブラシ用繊維を簡便に、歩留まりよく製造することができる。
【0054】
<ブラシ>
本発明のブラシの実施の形態の一例について説明する。
【0055】
本実施の形態において、ブラシは、本発明のブラシ用繊維を用いる。具体的には、ブラシを構成する繊維束の1体積%以上が上記ブラシ用繊維であることが好ましい。ブラシを構成する繊維束の少なくとも1体積%が上記ブラシ用繊維であることにより、十分な導電性と自己放電特性とを有することができる。また、上記ブラシ用繊維はテーパ形状を有しているため、本実施の形態のブラシはこしを有することができ、また、肌触りがよく、さらに、繊細なタッチが可能となる。
【0056】
繊維束の残りの99体積%以下は、たとえば、獣毛でもよい。獣毛は、不衛生、繰り返しの洗浄に不向き、採取の困難性などの欠点があるが、上記ブラシ用繊維を用いたブラシであれば、これらの欠点を抑制することができる。また、繊維束の残りの99体積%以下は、たとえば、従来の合成繊維であってもよい。従来の合成繊維は静電気を発生し易い、湾曲しているためにこしが弱いなどの欠点があるが、上記ブラシ用繊維を用いたブラシであれば、静電気の発生を抑制することができ、また、こしを強めることができる。
【0057】
また、繊維束の残りの99体積%以下は、たとえば、上記ブラシ用繊維を製造する工程の途中で生産される、被覆部が形成されていない、テーパ形状の芯部、すなわちテーパ形状の非導電性の繊維であってもよい。この場合にもブラシは、十分な導電性と自己放電特性とを有することができる。また、この場合、繊維束を構成する繊維の全てが均質なテーパ形状を有している構成となるため、さらに肌触りを向上させることができ、さらなる繊細なタッチが可能となり、また、さらにこしを強めることができる。
【0058】
以上のように、上記ブラシは、導電性を有するとともに、テーパ形状を有するため、肌触り、繊細さの点で優れており、また、高い自己放電特性を有することができる。したがって、本実施の形態のブラシは、たとえば、化粧用ブラシとして好適に用いることができる。また、タッチパネルでの繊細な描画を実現することができる。
【実施例】
【0059】
以下、実施例を挙げて本発明をより詳細に説明するが、本発明はこれらに限定されるものではない。
【0060】
<検討1>
検討1において、様々な直径のポリブチレンテレフタラートからなる未処理繊維を用いて、検討を行った。なお、以下において、未処理繊維とは、溶融紡糸された繊維であって、アルカリ性溶液による処理、被覆部の形成のいずれも実施されていない繊維を示す。
【0061】
(実施例1)
まず、直径0.15mm、長さ50mmのポリブチレンテレフタラートからなる未処理繊維を準備し、この繊維の一端側の先端部分を、液温を60℃に調整した30質量%の水酸化ナトリウム水溶液に6時間浸漬した。そして、水酸化ナトリウム水溶液から引上げた繊維を水浴に浸漬して洗浄し、60〜100℃の温風で乾燥させた。これにより、ポリブチレンテレフタラートからなる、テーパ形状の非導電性の繊維が作製された。
【0062】
次に、上記繊維を、硫酸銅および還元剤としてのチオ硫酸ナトリウムを含有する水溶液を収容した処理浴中に浸漬することにより、繊維の表面に導電性の被覆部を形成した。なお、水溶液中の硫酸銅の濃度は、繊維の質量に対して12質量%とし、水溶液中の還元剤の濃度は、繊維の質量に対して13質量%とした。そして、処理浴から繊維を引上げて、80℃の温風で乾燥させた。以上の処理により、テーパ形状のブラシ用繊維を作製した。
【0063】
そして、未処理繊維0.45gと、作製されたテーパ形状のブラシ用繊維0.05gとを、先細りする先端部を揃えた状態で混合して、0.5gの繊維束を作製し、他端部を結束させて、ブラシを作製した。すなわち、ブラシの結束されていない先端部には、未処理繊維(非導電性)のテーパ形状ではない一端と、テーパ形状のブラシ用繊維の先細りする一端とが混在している状態とした。
【0064】
(比較例1)
上記未処理繊維を水酸化ナトリウム水溶液に浸漬せずに、上記処理浴に浸漬して、乾燥させることにより、直線状、すなわち、非テーパ形状の導電性繊維を作製した。なお、処理浴内の水溶液の組成および乾燥処理は、実施例1と同様である。そして、未処理繊維0.45gと、作製された非テーパ形状の導電性繊維0.05gとを用いて、実施例1と同様の方法に沿ってブラシを作製した。
【0065】
(除電試験)
作製されたブラシを用いて除電試験を行った。
【0066】
具体的には、帯電装置(春日電機株式会社製:KTB−15)を用いて、アクリル樹脂板に9kVの電圧を印加して、アクリル樹脂板の表面にマイナスの静電気を帯電させた。そして、アクリル樹脂板の裏面から垂直に2cm離隔した位置に静電気測定器(シムコジャパン株式会社:FMX−002)を配置し、アクリル樹脂板の表面を、実施例1および比較例1の各ブラシで3回ずつ刷いた。そして、各ブラシで刷く前後のアクリル樹脂板の表面の静電気を、静電気測定器によって測定した。なお、静電気の測定は、温度25℃、相対湿度45%の環境下で行なった。
【0067】
また、上記帯電装置を用いて、塩化ビニール板に9kVの電圧を印加して、塩化ビニール板の表面にプラスの静電気を帯電させた。そして、塩化ビニール板の裏面から垂直に2cm離隔した位置に上記静電気測定器を配置し、塩化ビニール板の表面を、実施例1および比較例1の各ブラシで3回ずつ刷いた。そして、各ブラシで刷く前後の塩化ビニール樹脂板の表面の静電気を、静電気測定器によって測定した。
【0068】
(検討結果)
図1に、実施例1における未処理繊維の先端部の形状を、図2に、実施例1におけるアルカリ水溶液で処理した後のテーパ形状の繊維の先端部の形状を、図3に、実施例1におけるアルカリ水溶液で処理した後に、さらに被覆部を形成したブラシ用繊維の先端部の形状を示す。また、図4に、比較例1における未処理繊維にアルカリ水溶液での処理を行わずに、被覆部を形成した導電性繊維の先端部の形状を示す。なお、図1〜図4の各図は、顕微鏡を用いて、各繊維の先端部を300倍に拡大観察した図である。
【0069】
図1を参照し、未処理繊維の先端部において、A1が144μm、A2が148μmであった。このように、未処理繊維の先端部はテーパ形状を有していなかった。これに対し、図2のアルカリ水溶液で処理した後のテーパ形状の繊維の先端部において、B1が33μm、B2が11μmであった。これにより、アルカリ水溶液を用いた処理により、繊維の先端がテーパ形状に変化したことが確認された。また、図3を参照し、ブラシ用繊維において、その色の変化から、繊維の表面全域に被覆部が形成されていることが確認された。また、C1が70μm、C2が22μmであり、繊維(芯部)のテーパ形状が引き継がれていることが確認された。
【0070】
また、実施例1および比較例1に用いた繊維の種類および配合量(%)、ならびに除電試験の結果(プラス帯電の場合と、マイナス帯電の場合)を表1に示す。また、参考例1として、実施例1に用いられた未処理繊維100%からなるブラシを用いて、同様の除電試験を行った結果を表1に示す。なお、静電気の単位はkVである。
【0071】
【表1】
【0072】
表1を参照し、実施例1のブラシにおいて、高い除電効果が得られた。また、実施例1のブラシは、比較例1のブラシよりも肌触りがよく、タッチが繊細であることが確認された。
【0073】
(実施例2および比較例2)
直径0.15mm、長さ50mmのポリブチレンテレフタラートからなる未処理繊維の代わりに、直径0.10mm、長さ50mmのポリブチレンテレフタラートからなる未処理繊維を用いた以外は、実施例1および比較例1のそれぞれと同様の方法により、実施例2および比較例2のブラシを作製した。そして、各ブラシを用いて、上記除電試験を行った。
【0074】
(実施例3および比較例3)
直径0.15mm、長さ50mmのポリブチレンテレフタラートからなる未処理繊維の代わりに、直径0.07mm、長さ50mmのポリブチレンテレフタラートからなる未処理繊維を用いた以外は、実施例1および比較例1のそれぞれと同様の方法により、実施例3および比較例3のブラシを作製した。そして、各ブラシを用いて、上記除電試験を行った。
【0075】
(検討結果)
図5に、実施例2におけるアルカリ水溶液で処理した後にさらに被覆部を形成したブラシ用繊維の先端部の形状を示す。また、図6に、実施例3におけるアルカリ水溶液で処理した後にさらに被覆部を形成したブラシ用繊維の先端部の形状を示す。なお、図5および図6は、図1〜図4と同様、顕微鏡を用いて、繊維の先端部を300倍に拡大観察した図である。
【0076】
図5および6を参照し、被覆部が形成されたブラシ用繊維において、その色の変化から、繊維の表面全域に被覆部が形成されていることが確認された。また、D1が23μm、D2が8μmであり、F1が23μm、F2が8μmであった。したがって、ブラシ用繊維において、繊維(芯部)のテーパ形状が引き継がれていることが確認された。
【0077】
また、実施例2および比較例2に用いた繊維の種類および配合量(%)、ならびに除電試験の結果(プラス帯電の場合と、マイナス帯電の場合)を表2に示す。また、参考例2として、実施例2に用いられた未処理繊維100%からなるブラシを用いて、同様の除電試験を行った結果を表2に示す。さらに、実施例3および比較例3に用いた繊維の種類および配合量(%)、ならびに除電試験の結果(プラス帯電の場合と、マイナス帯電の場合)を表3に示す。また、参考例3として、実施例3に用いられた未処理繊維100%からなるブラシを用いて、同様の除電試験を行った結果を表3に示す。
【0078】
【表2】
【0079】
【表3】
【0080】
表2および表3を参照し、実施例2および実施例3のブラシにおいて、高い除電効果が得られた。また、各実施例のブラシは、各比較例のブラシよりも肌触りがよく、タッチが繊細であることが確認された。
【0081】
また、表1〜表3を参照することにより、実施例1〜3において、比較例1〜3よりも高い除電効果が得られる傾向にあることが分かった。このことから、ブラシ用繊維がテーパ形状を有することにより、除電特性が高まることが理解された。
【0082】
<検討2>
検討2において、テーパ形状のブラシ用繊維の配合量(%)を変化させたブラシを用いて検討を行った。
【0083】
(実施例4〜8)
実施例4〜8において、まず、直径0.07mm、長さ50mmのポリブチレンテレフタラートからなる未処理繊維を準備して、実施例1と同様の方法により、テーパ形状のブラシ用繊維を作製した。そして、未処理繊維と、作製されたテーパ形状のブラシ用繊維とを用い、各ブラシを作製した。実施例4〜8において、用いた未処理繊維の質量(g)と、作製されたテーパ形状のブラシ用繊維の質量(g)との混合割合は以下の通りである。そして、各ブラシを用いて、上記除電試験を行った。
【0084】
実施例4:未処理繊維0.495g、ブラシ用繊維0.005g
実施例5:未処理繊維0.40g、ブラシ用繊維0.10g
実施例6:未処理繊維0.35g、ブラシ用繊維0.15g
実施例7:未処理繊維0.25g、ブラシ用繊維0.25g
実施例8:未処理繊維0g(使用せず)、ブラシ用繊維0.5g
(比較例4〜8)
比較例4〜8において、直径0.07mm、長さ50mmのポリブチレンテレフタラートからなる未処理繊維を準備して、比較例1と同様の方法により、非テーパ形状の導電性繊維を作製した。そして、未処理繊維と、作製された非テーパ形状の導電性繊維とを用い、各ブラシを作製した。比較例4〜8において、用いた未処理繊維の質量(g)と、作製された非テーパ形状の導電性繊維の質量(g)との混合割合は以下の通りであり、上記実施例4〜8の混合割合にそれぞれ対応している。そして、各ブラシを用いて、上記除電試験を行った。
【0085】
比較例4:未処理繊維0.495g、導電性繊維0.005g
比較例5:未処理繊維0.40g、導電性繊維0.10g
比較例6:未処理繊維0.35g、導電性繊維0.15g
比較例7:未処理繊維0.25g、導電性繊維0.25g
比較例8:未処理繊維0g(使用せず)、導電性繊維0.5g
(検討結果)
実施例4〜8および比較例4〜8に用いた繊維の種類および配合量(%)、ならびに除電試験の結果(プラス帯電の場合と、マイナス帯電の場合)を表4に示す。また、参考例4〜8として、直径0.07mm、長さ50mmのポリブチレンテレフタラートからなる未処理繊維100%からなるブラシを用いて、同様の除電試験を行った結果を表4に示す。
【0086】
【表4】
【0087】
表4を参照し、実施例4〜8の結果より、ブラシにおいて、少なくとも、テーパ形状の導電性繊維であるブラシ用繊維を1質量%以上含むことにより、ブラシは高い自己放電特性を有することがわかった。
【0088】
今回開示された実施の形態および実施例はすべての点で例示であって制限的なものではないと考えられるべきである。本発明の範囲は上記した説明ではなくて特許請求の範囲によって示され、特許請求の範囲と均等の意味および範囲内でのすべての変更が含まれることが意図される。
【産業上の利用可能性】
【0089】
本発明は、化粧用ブラシ、タッチパネルへの描画用のブラシに利用することができる。
【特許請求の範囲】
【請求項1】
繊維状の芯部と、
前記芯部の表面に設けられた被覆部と、を有し、
前記芯部の先端部分はテーパ形状を有し、
前記被覆部は導電性部材からなる、ブラシ用繊維。
【請求項2】
前記芯部は、ポリエステル系合成繊維、アクリル系合成繊維、ポリアミド系合繊繊維から選ばれる1種の合成繊維からなる、請求項1に記載のブラシ用繊維。
【請求項3】
前記導電性部材は、Cu、AgおよびPdから選ばれる少なくとも1種の金属からなる硫化物、またはCu、AgおよびNiから選ばれる少なくとも1種の金属からなるめっき金属からなる、請求項1または2に記載のブラシ用繊維。
【請求項4】
前記芯部は、ポリブチレンテレフタラートからなり、前記導電性部材は、Cuの硫化物からなる、請求項1から3のいずれかに記載のブラシ用繊維。
【請求項5】
前記ブラシ用繊維の表面電気抵抗値が、10-1Ωcm以上109Ωcm以下である、請求項1から4のいずれかに記載のブラシ用繊維。
【請求項6】
請求項1から5のいずれかに記載のブラシ用繊維を用いたブラシ。
【請求項7】
前記ブラシを構成する繊維束の1体積%以上が前記ブラシ用繊維である、請求項6に記載のブラシ。
【請求項8】
繊維状の芯部の先端部分を、アルカリ性溶液に浸漬する工程と、
浸漬後の前記芯部を洗浄する工程と、
洗浄後、前記芯部の表面に、導電性部材からなる導電部を形成する工程と、を有する、ブラシ用繊維の製造方法。
【請求項1】
繊維状の芯部と、
前記芯部の表面に設けられた被覆部と、を有し、
前記芯部の先端部分はテーパ形状を有し、
前記被覆部は導電性部材からなる、ブラシ用繊維。
【請求項2】
前記芯部は、ポリエステル系合成繊維、アクリル系合成繊維、ポリアミド系合繊繊維から選ばれる1種の合成繊維からなる、請求項1に記載のブラシ用繊維。
【請求項3】
前記導電性部材は、Cu、AgおよびPdから選ばれる少なくとも1種の金属からなる硫化物、またはCu、AgおよびNiから選ばれる少なくとも1種の金属からなるめっき金属からなる、請求項1または2に記載のブラシ用繊維。
【請求項4】
前記芯部は、ポリブチレンテレフタラートからなり、前記導電性部材は、Cuの硫化物からなる、請求項1から3のいずれかに記載のブラシ用繊維。
【請求項5】
前記ブラシ用繊維の表面電気抵抗値が、10-1Ωcm以上109Ωcm以下である、請求項1から4のいずれかに記載のブラシ用繊維。
【請求項6】
請求項1から5のいずれかに記載のブラシ用繊維を用いたブラシ。
【請求項7】
前記ブラシを構成する繊維束の1体積%以上が前記ブラシ用繊維である、請求項6に記載のブラシ。
【請求項8】
繊維状の芯部の先端部分を、アルカリ性溶液に浸漬する工程と、
浸漬後の前記芯部を洗浄する工程と、
洗浄後、前記芯部の表面に、導電性部材からなる導電部を形成する工程と、を有する、ブラシ用繊維の製造方法。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2013−17613(P2013−17613A)
【公開日】平成25年1月31日(2013.1.31)
【国際特許分類】
【出願番号】特願2011−152711(P2011−152711)
【出願日】平成23年7月11日(2011.7.11)
【出願人】(000231224)日本蚕毛染色株式会社 (8)
【Fターム(参考)】
【公開日】平成25年1月31日(2013.1.31)
【国際特許分類】
【出願日】平成23年7月11日(2011.7.11)
【出願人】(000231224)日本蚕毛染色株式会社 (8)
【Fターム(参考)】
[ Back to top ]