
ブラシ
【課題】ブラシ毛材の摩耗を抑制し、長期間に亘り、被洗浄面にたいして均一に、洗浄、清掃、塗布、研削、研磨、バリ取り等の各種表面処理を行うと共に、被洗浄面の品質の向上を図ることができるブラシを提供する。
【解決手段】ブラシ1は基台3あるいは複数の線材が捻り合わされた芯材、及びブラシ部2を有し、前記ブラシ部2は複数本のブラシ毛材8を有し、前記基台3あるいは前記芯材にたいして放射状に形成されてあると共に、固定手段10にて固定されてあり、前記ブラシ毛材8は長尺状の合成繊維からなると共に、結晶化度が40%以上のポリアミド樹脂を有するものである。
【解決手段】ブラシ1は基台3あるいは複数の線材が捻り合わされた芯材、及びブラシ部2を有し、前記ブラシ部2は複数本のブラシ毛材8を有し、前記基台3あるいは前記芯材にたいして放射状に形成されてあると共に、固定手段10にて固定されてあり、前記ブラシ毛材8は長尺状の合成繊維からなると共に、結晶化度が40%以上のポリアミド樹脂を有するものである。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、洗浄、清掃、塗布、研削、研磨、バリ取り等の各種表面処理を行うブラシに関するものである。
【背景技術】
【0002】
従来のこの種のブラシ、あるいはブラシに用いられるブラシ毛材として、ポリアミド樹脂100重量部に対し、研磨砥材粒子10〜60重量部およびアジン系化合物0.1〜5重量部を含有させた組成物を溶融紡糸したモノフィラメントからなることを特徴とする研磨ブラシ用毛材(特許文献1)が考案されている。
【0003】
特許文献1の研磨ブラシ用毛材は、分子構造中の主鎖に、耐摩耗性に優れたアミド基(CONH)を有するポリアミド樹脂を含有するモノフィラメントである為、ポリエチレン樹脂、ポリプロピレン樹脂、ポリエステル樹脂等の他の熱可塑性樹脂からなる合成繊維に比べて、耐摩耗性に秀でている。
【特許文献1】特許第3965471号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
しかしながら、特許文献1の研磨用ブラシ毛材を構成するポリアミド樹脂は、ナイロン6、ナイロン66、ナイロン610、ナイロン612、及びナイロン6/66共重合体から選ばれた少なくとも1種である。前記の如くのナイロンは、結晶化度が概ね25〜35%程度であり、研磨ブラシ用毛材として用いられ、長期間に亘り、被洗浄面に当接を繰り返すと、研磨ブラシ用毛材の先端が摩擦抵抗力により削れ、先細りしてくる。研磨ブラシ用毛材の先端が先細りしてくると、被洗浄面に研磨ブラシ用毛材が当接しない隙間部分が生じ、被洗浄面にブラシマークと呼ばれる研磨、洗浄残りが発生する。その為、研磨ブラシ用毛材は、長期間に亘り、被洗浄面を均一に研磨、洗浄できないという課題を有していた。
【0005】
なお、結晶化度とは、高分子物質の全重量の内、結晶性部分の重量が占める割合のことをいい、JISK6810のポリアミド樹脂(ナイロン)成形材料試験方法により測定された数値である。略同一の分子構造を有する高分子においては、一般的に結晶化度が高くなると、耐摩耗性、アイゾット衝撃値、引張強度等の機械的強度が高くなる。
【0006】
また、研磨ブラシ用毛材の先端が摩擦抵抗力により削れると、ブラシ用毛材が削れた摩耗粉が被洗浄面に異物として付着する。その為、研磨ブラシ用毛材は、長期間に亘り、被洗浄面の品質の向上を図ることができないという課題もあった。
【0007】
本発明は、前記従来の課題を解決するもので、ブラシ毛材の摩耗を抑制し、長期間に亘り、被洗浄面にたいして均一に、洗浄、清掃、塗布、研削、研磨、バリ取り等の各種表面処理を行うと共に、被洗浄面の品質の向上を図ることができるブラシを提供することを目的としている。
【課題を解決するための手段】
【0008】
上記従来の課題を解決するために、請求項1のブラシは、洗浄、清掃、塗布、研削、研磨、バリ取り等の各種表面処理を行うブラシにおいて、前記ブラシは基台あるいは複数の線材が捻り合わされた芯材、及びブラシ部を有し、前記ブラシ部は複数本のブラシ毛材を有し、前記基台あるいは前記芯材にたいして放射状に形成されてあると共に、固定手段にて固定されてあり、前記ブラシ毛材は長尺状の合成繊維からなると共に、結晶化度が40%以上のポリアミド樹脂を有するもので、ブラシ毛材を構成するポリアミド樹脂は、分子構造の主鎖に、アミド基(CONH)を有する線状高分子である為、ポリエチレン樹脂、ポリプロピレン樹脂、ポリエステル樹脂等の他の熱可塑性樹脂からなる合成繊維に比べて、耐摩耗性に秀でている。しかも、本発明のブラシに用いられるブラシ毛材を構成するポリアミド樹脂は、結晶化度が40%以上である為、従来のナイロン6、ナイロン66、ナイロン610、ナイロン612、ナイロン6/66共重合体等の結晶化度が概ね35%以下であるポリアミド樹脂に比べて、結晶化度が高く、一段と優れた耐摩耗性等の機械的強度を有するものである。
【0009】
従って、本発明のブラシは、ブラシ毛材が被洗浄面に当接を繰り返しても、摩擦抵抗力によりブラシ毛材の先端が削れ難いので、極めて先細りし難い。その為、ブラシ毛材が被洗浄面に当接しない隙間部分の発生が抑えられ、被洗浄面にブラシマークが生じることがないので、ブラシは長期間に亘り、被洗浄面にたいして、均一に、洗浄、清掃、塗布、研削、研磨、バリ取り等の各種表面処理を行うことができる。
【0010】
また、ブラシ毛材は、優れた耐摩耗性を有しているので、ブラシ毛材から削れた摩耗粉が被洗浄面に異物として付着し難い。その為、ブラシは長期間に亘り、被洗浄面の品質の向上を図ることができる。
【0011】
請求項2のブラシは、特に、請求項1のブラシにおいて、ブラシ毛材を構成するポリアミド樹脂はナイロン46であるもので、ナイロン46は原料となるモノマーのテトラメチレンジアミンと、アジピン酸塩を重縮合して得られる結晶性のポリマーである。ナイロン46は、下記の化学式で表わされる。
【0012】
【化1】

【0013】
ナイロン46は、上記の化学式の如く、アミド基(CONH)の間にメチレン基(CH2)が4個ずつ規則正しく配列されているので、ナイロン66等の他のポリアミド樹脂に比べて、モノマーがポリマーに重縮合される際の結晶化速度が速く、その為、結晶化度が高く、耐摩耗性が大幅に向上する。ナイロン46の結晶化度は概ね40〜50%程度である。
【0014】
また、ナイロン46は、熱変形温度が220℃と他のポリアミド樹脂に比べて高いことから、ブラシ毛材が被洗浄面に摺接を繰り返すことにより発生する摩擦熱により、ブラシ毛材が熱劣化し難い。その為、ブラシ毛材は熱劣化による機械的強度の低下、すなわち耐摩耗性の低下を極めて受け難い。ちなみに、他のポリアミド樹脂の熱変形温度は、ナイロン6が64℃、ナイロン66が80℃程度である。
【0015】
さらに、ナイロン46は、アイゾット衝撃値が11kgf・cm/cmと他のポリアミド樹脂に比べて高いことから、ブラシ毛材は被洗浄面に当接を繰り返しても、毛折れし難い。なお、アイゾット衝撃値は、高分子物質の衝撃強さの指標であり、JISK7110のプラスチック−アイゾット衝撃強さの試験方法により測定された数値である。ちなみに、他のポリアミド樹脂のアイゾット衝撃値は、ナイロン6が6kgf・cm/cm、ナイロン66が9.5kgf・cm/cm程度である。
【0016】
請求項3のブラシは、特に、請求項1から2のブラシにおいて、ブラシ毛材は長手方向に湾曲部あるいは屈曲部が形成されてあるもので、ブラシ毛材が被洗浄面に当接する際の衝撃力を、ブラシ毛材に形成された湾曲部、あるいは屈曲部が吸収することから、ブラシ毛材にたいする衝撃力が緩和され、ブラシ毛材のクッション性が向上する。その為、ブラシ毛材の復元力が向上することから、ブラシの耐久性の向上につながる。
【0017】
また、洗浄、清掃、研削、研磨、バリ取り時におけるブラシ毛材にたいする異物等の対象物の引っ掛かりがよくなり、ブラシの異物等の対象物の除去性能が向上する。
【0018】
請求項4のブラシは、特に、請求項1から3のブラシにおいて、ブラシ毛材は撚り糸状に形成されてあるもので、ブラシ毛材は被洗浄面への当接を繰り返すことにより、先端部がほぐれ、被洗浄面に傷を付着させることなく、被洗浄面の細かな凹凸部分に付着している異物等の対象物を掻き出すことができる。その為、洗浄性能の向上を図ることができる。
【0019】
請求項5のブラシは、特に、請求項1から4のブラシにおいて、ブラシ毛材は異形断面形状であるもので、ブラシ毛材の断面は概三角形、概四角形等の多角形、星形、卍形、十字形、M形、N形等に形成されている。その為、ブラシは、ブラシ毛材に形成された角部により、被洗浄面に付着した異物等の対象物を掻き取ることができるので、洗浄性能が大幅に向上する。
【0020】
請求項6のブラシは、特に、請求項1から5のブラシにおいて、ブラシ毛材は中空断面形状であるもので、ブラシ毛材は長手方向に中空部、あるいは空洞部を有し、洗浄中に中空部、あるいは空洞部に洗浄液等の液体を保持することができる。従って、ブラシ毛材は、保液性が高く、被洗浄面にたいして表面張力を低下させて当接する。その為、ブラシは、被洗浄面に付着している異物等の対象物を、効率よく確実に除去することができ、洗浄性能が飛躍的に向上する。なお、中空部とは中空状態がブラシ毛材の長手方向にて貫通している状態であり、空洞部とは中空状態がブラシ毛材の長手方向の途中において閉塞している状態である。
【0021】
なお、表面張力とは、異物等の対象物である固体と、洗浄液等の液体が接している境界面において、接触面積を小さくする方向に働く張力のことである。従って、表面張力が低下するということは、固体と液体の接触面積が大きくなることであり、固体である異物等の対象物と、ブラシ毛材に保持された液体である洗浄液等との接触面積は大きくなる。すなわち、洗浄液等の異物等の対象物にたいする濡れ性が向上する。その為、保液性に優れた中空断面形状を有するブラシ毛材は、異物等の対象物にたいする濡れ性が増大することから、異物等の対象物を除去しやすくなり、洗浄性能が向上するのである。
【0022】
請求項7のブラシは、特に、請求項1から6のブラシにおいて、ブラシ毛材は砥粒が付着されてあるもので、ブラシは、ブラシ毛材に付着している砥粒により、被洗浄面に強固に固着しているバリ等を効率的に除去することができる。
【発明の効果】
【0023】
請求項1のブラシは、ブラシ毛材が優れた耐摩耗性を有することから、長期間に亘り、被洗浄面を均一に洗浄、清掃、塗布、研削、研磨、バリ取り等すると共に、被洗浄面の品質の向上を図ることができる。
【0024】
請求項2のブラシは、ブラシ毛材が熱劣化による耐摩耗性の低下を受け難く、さらに、毛折れも発生し難いことから、耐久性が一段と向上する。
【0025】
請求項3のブラシは、耐久性が向上すると共に、異物等の対象物の除去性能が向上する。
【0026】
請求項4のブラシは、被洗浄面に傷を付着させることなく、被洗浄面の細かな凹凸部分に付着している異物等の対象物を掻き出すことができるので、洗浄性能の向上を図ることができる。
【0027】
請求項5のブラシは、ブラシ毛材に形成された角部により、被洗浄面に付着した異物等の対象物を掻き取ることができるので、洗浄性能が大幅に向上する。
【0028】
請求項6のブラシは、ブラシ毛材の保液性が高く、被洗浄面にたいして表面張力を低下させて当接するので、被洗浄面に付着している異物等の対象物を、効率よく確実に除去することができ、洗浄性能が飛躍的に向上する。
【0029】
請求項7のブラシは、ブラシ毛材に付着している砥粒により、被洗浄面に強固に固着しているバリ等を効率的に除去することができる。
【発明を実施するための最良の形態】
【0030】
以下、本発明の実施例について、図面を参照しながら説明する。なお、この実施例によって本発明が限定されるものではない。
【0031】
(実施例1)
図1(a)は、本発明の第1の実施例におけるブラシの正面図、図1(b)は、ブラシの側面図、図2(a)は、ブラシ体を前面側から見た斜視図、図2(b)は、ブラシ毛材を前面側から見た斜視図、図3は、チャンネルブラシの製造状態を前面側から見た斜視図である。
【0032】
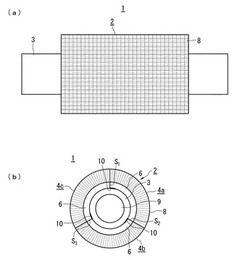
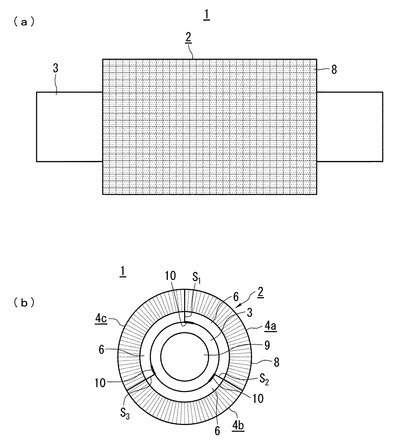
図1(a)、及び図1(b)において、ブラシ1は、鉄、アルミニウム等の金属材料、あるいはポリ塩化ビニル、ポリアセタール等の合成樹脂材料からなると共に、中空部9を有する略円筒状の基台3の外周に、3本のブラシ体4a、4b、4cからなるブラシ部2が装着されて形成されている。ブラシ部2は、3本のブラシ体4a、4b、4cが、基台3の外周に並列して螺旋状に巻き回されていると共に、基台3にたいして放射状に形成されている。なお、基台3は、中実状の略棒状であってもよい。
【0033】
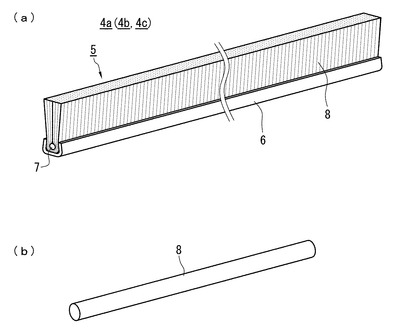
図2(a)、及び図2(b)において、ブラシ体4a、4b、4cは、鉄、アルミニウム、ステンレス等の金属材料からなる長尺状の断面略U字状の帯状体6と、鉄、アルミニウム、ステンレス等の金属材料からなる概丸形断面を有する長尺状の芯線7との間に、概丸形断面を有する中実状のブラシ毛材8が挟持された長尺状のチャンネルブラシ5にて形成されている。ブラシ体4a、4b、4cは、基台3の外周に装着される際、図1(b)の如く、基台3の一方の端部近傍の外周等分3箇所に、3本のブラシ体4a、4b、4cの始点S1、S2、S3が溶接による固定部10を介して固定され、螺旋状に巻き回されると共に、基台3の他方の端部近傍の外周等分3箇所に、3本のブラシ体4a、4b、4cの終点(図示せず)が溶接による固定部(図示せず)を介して固定されて、ブラシ部2が形成される。
【0034】
なお、本実施例では、基台3の外周に、3本のブラシ体4a、4b、4cを設けてブラシ部2を構成したが、ブラシ体4a、4b、4cの数は4本、あるいはそれ以上でもよいし、1本、あるいは2本でもよい。また、ブラシ体4a、4b、4cの基台3の外周にたいする固定手段は、溶接以外にも、係止具を用いて、ネジ止め、リベット止め等により固定部10を形成してもよい。また、ブラシ1は、ブラシ体4a、4b、4cが、基台3の外周の任意の位置に設定された対称軸を中心に、基台3の左右の端部に向け並列に巻き回されてブラシ部2が形成された形態であっても構わない。
【0035】
次に、図2(b)、及び図3を用いて、ブラシ1の製作方法について説明する。
【0036】
最初に、図2(b)の如く、概丸形断面を有する長尺状のブラシ毛材8を複数本、用意する。ブラシ毛材8は、ナイロン46からなる結晶化度が40%以上のポリアミド樹脂を有する合成繊維である。ブラシ毛材8の直径は、0.05〜4.0mm程度に設定される。ブラシ毛材8の直径が0.05mm未満の場合、細すぎて毛腰がなく、4.0mmを超えると、太すぎて帯状体6と芯線7の間に挟持し難く、チャンネルブラシ5の成形が極めて難しい。また、ブラシ毛材8の断面形状は、特に限定されるものではなく、概丸形以外にも、例えば三角形、四角形等の多角形、星形、卍形、十字形、M形、N形等の異形断面形状であっても構わない。また、中実状、中空状のいずれであってもよい。さらに、モノフィラメント、マルチフィラメントのいずれであっても何ら支障はない。ブラシ毛材8の直径、形状、及び毛丈等については、ブラシ1の使用される環境、コスト等を勘案して、適宜、決定されるものである。
【0037】
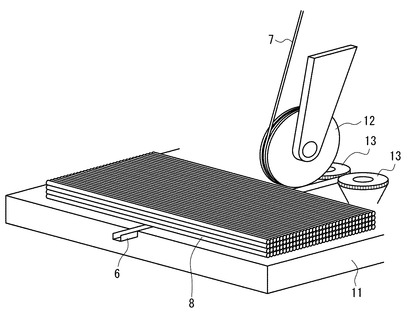
上記の如くのブラシ毛材8が複数本、用意されたならば、図3の如く、ブラシ毛材8の長手方向の略中央部が、帯状体6の上部に重なるよう台座11に設置する。次いで、縦ロール12を使用して、芯線7にてブラシ毛材8を挟み付けると共に、芯線7を断面略U字状の帯状体6の内部に押し込む。次に、帯状体6の両側に設置された横ロール13、13を使用して、帯状体6を両側から、加締める。その結果、図2(a)の如く、長尺状のブラシ毛材8の略中央部が芯線7、及び帯状体6に挟み付けられて折り合わされた長尺状のチャンネルブラシ5からなるブラシ体4a、4b、4cが形成される。
【0038】
そして、図1(b)の如く、基台3の一方の端部近傍において、1本のブラシ体4aの一方の端部、すなわち始点S1が溶接による固定部10を介して固定され、基台3の外周に螺旋状に巻き回されて装着される。そして、ブラシ体4aの他方の端部、すなわち終点(図示せず)が、基台3の他方の端部近傍に、溶接による固定部(図示せず)を介して固定される。同様に、他の2本のブラシ体4b、4cが基台3の外周に、ブラシ体4aのピッチの間に装着されると共に、他の2本のブラシ体4b、4cもブラシ体4aと略同一のピッチをもって基台3の外周に巻き回され、基台3の外周に始点S2、S3と、終点(図示せず)が溶接による固定部10を介して固定されることにより、ブラシ部2が基台3の外周にたいして放射状に形成され、ブラシ1が、図1(a)、及び図1(b)の如く、製造される。
【0039】
次に、ブラシ毛材8の製造方法について説明する。
【0040】
最初にペレット状、あるいは粉末状のポリアミド樹脂からなるナイロン46を、融点である290℃以上の温度にて加熱して溶融する。その際、紫外線吸収剤、着色顔料等の添加剤を配合しても構わない。次に、押出機の先端に取り付けられた概丸形の口金を通して、紡糸する。押し出し後、加熱しながら延伸機にて長手方向に延伸をかけ、延伸後、アニーリングと呼ばれる工程にて冷却固化させることにより、長尺状の合成繊維が形成される。前記の如くの製造方法は、一般的には押出成形と呼ばれている。次に、得られた合成繊維を所望の長さに切断することにより、ブラシ毛材8が製造される。
【0041】
合成繊維の長手方向に延伸をかける上記の如くの方法は、一軸延伸と呼ばれている。一軸延伸は、一方向にのみ延伸応力をかける加工方法であり、延伸方向にたいして平行の方向、すなわち縦方向は、分子配向が起こるので、引張強度が著しく向上するが、延伸方向にたいして直角の方向、すなわち横方向は、引張強度が向上しない為、延伸方向にたいして平行の方向に、裂けやすくなるという性質を有している。なお、分子配向とは、線状分子が溶融または固体状態において、外力の作用により、一定方向に配列することである。
【0042】
ブラシ1に用いられるブラシ毛材8は、延伸倍率が4倍以上12倍以下にて設定されて製造される。延伸倍率が4倍未満の場合、ブラシ毛材8は毛腰が弱く、洗浄性能が劣る。一方、延伸倍率が12倍を超える場合、ブラシ毛材8は横方向の強度が弱く、被洗浄面に繰り返し当接を続けると毛裂けを発生しやすくなる。延伸倍率は、一般的に合成繊維に延伸をかける際の初速と終速の比で表わされる。例えば、終速が初速の7倍の速さで延伸をかける場合には、延伸倍率は7倍となる。
【0043】
上記の如く構成されたブラシ1の動作、作用は下記の通りである。
【0044】
ブラシ1は、ポリアミド樹脂を有する合成繊維からなるブラシ毛材8によりブラシ部2が構成されているが、ポリアミド樹脂は、分子構造の主鎖に、アミド基(CONH)を有する線状高分子である為、ポリエチレン樹脂、ポリプロピレン樹脂、ポリエステル樹脂等の他の熱可塑性樹脂からなる合成繊維に比べて、耐摩耗性に秀でている。しかも、ブラシ1に用いられるブラシ毛材8を構成するポリアミド樹脂は、結晶化度が40%以上である為、従来のナイロン6、ナイロン66、ナイロン610、ナイロン612、ナイロン6/66共重合体等の結晶化度が概ね35%以下であるポリアミド樹脂に比べて、結晶化度が高く、一段と優れた耐摩耗性等の機械的強度を有する。従って、ブラシ1は、ブラシ毛材8が被洗浄面に当接を繰り返しても、摩擦抵抗力によりブラシ毛材8の先端が削れ難いので、極めて先細りし難い。その為、ブラシ毛材8が被洗浄面に当接しない隙間部分の発生が抑えられ、被洗浄面にブラシマークが生じることがないので、ブラシ1は長期間に亘り、被洗浄面にたいして、均一に、洗浄、清掃、塗布、研削、研磨、バリ取り等の各種表面処理を行うことができる。
【0045】
ブラシ毛材8は、優れた耐摩耗性を有しているので、ブラシ毛材8から削れた摩耗粉が被洗浄面に異物として付着し難い。その為、ブラシ1は長期間に亘り、被洗浄面の品質の向上を図ることができる。
【0046】
ブラシ毛材8を構成するポリアミド樹脂は、結晶化度が概ね40〜50%程度のナイロン46であり、ナイロン46は、熱変形温度が220℃と他のポリアミド樹脂に比べて高いことから、ブラシ毛材8が被洗浄面に摺接を繰り返すことにより発生する摩擦熱により、ブラシ毛材8が熱劣化し難い。その為、ブラシ毛材8は熱劣化による機械的強度の低下、すなわち耐摩耗性の低下を極めて受け難い。
【0047】
ブラシ毛材8を構成するナイロン46は、アイゾット衝撃値が11kgf・cm/cmと他のポリアミド樹脂に比べて高いことから、ブラシ毛材8は被洗浄面に当接を繰り返しても、毛折れし難い。
【0048】
ブラシ1は、3本のブラシ体4a、4b、4cが基台3の外周に螺旋状に巻き回されてブラシ部2が形成されていることから、1本のブラシ体4a、あるいは2本のブラシ体4a、4bが基台3の外周に巻き回されてブラシ部2が形成されたブラシ1に比べて、ブラシ体4a、4b、4cの基台3の軸心の垂線にたいする傾斜角を大きくすることができ、ブラシ毛材8は被洗浄面にたいして大きな傾斜角をもって当接するので、接触面積を広く確保し、線接触する。その為、ブラシ毛材8の被洗浄面にたいする当接力は強く、隣り合うブラシ毛材8が順次、被洗浄面に当接していくことから、ブラシ1は洗い残しとなるブラシマークの発生が抑えられ、優れた洗浄性能、異物等の対象物の除去性能が発揮される。
【0049】
しかしながら、ブラシ毛材8の接触面積が増え、被洗浄面にたいして線接触し、当接力が強くなるということは、摩擦抵抗が増大することであり、ブラシ毛材8の摩耗が促進されることになる。従って、ブラシ1は、耐摩耗性等の機械的強度に優れたナイロン46等の結晶化度が40%以上のポリアミド樹脂を有する合成繊維からなるブラシ毛材8を用いることにより、優れた洗浄性能、異物等の対象物の除去性能を維持しつつ、ブラシ毛材8の摩耗の進行が抑制され、耐久性の向上を図ることができる。
【0050】
なお、ブラシ1の構造に関しては、特に限定されるものではなく、上記の如くの構造以外にも、使用目的に応じて、適宜、設定することができる。例えば、基台3の外周に、ブラシ毛材8を植え付ける植毛孔を設け、ブラシ毛材8をステープルで挟み付け、二つ折りにして、植毛孔の底面にたいして打ち込み、ブラシ毛材8を基台3に固定してブラシ部2を形成した丸線型のブラシ1、ブラシ毛材8を薄い平板で押さえ込み、二つ折りにして、植毛孔の内周に嵌合して平板を打ち込み、ブラシ毛材8を基台3に固定してブラシ部2を形成した平線型のブラシ1、ブラシ毛材8を引き込み線で押さえ込み、二つ折りにして、植毛孔に挿入すると共に、基台3の内周に引き込み線を這わせて、ブラシ毛材8を基台3に固定してブラシ部2を形成した引き込み型のブラシ1、概円環状のディスクの外周端部近傍に植毛孔を設け、ブラシ毛材8を二つ折りにして植毛孔に植設してディスクブラシを形成し、複数枚のディスクブラシを基台3の外周に嵌合挿入してブラシ部2を形成したディスク型のブラシ1等を採用することができる。前記の如くのブラシ1は、いずれもブラシ部2が基台3にたいして放射状に形成されている。
【0051】
次に、本発明のブラシ1の耐摩耗性能、洗浄性能について試験した。下記に示した要領で測定し、その結果を表1に示した。
【0052】
実施例として、直径が0.4mmの概丸形断面を有するナイロン46からなる長尺状のブラシ毛材8の長手方向における略中央部を、鉄からなる長尺状で幅が8mmの帯状体6と、概丸形断面を有する芯線7の間に挟み付けると共に、折り合わせ、長尺状のチャンネルブラシ5からなる3本のブラシ体4a、4b、4cを形成した。折り合わされたブラシ毛材8の毛丈は55mmに設定した。次に、直径が90mmで且つ長さが360mmの鉄製の略円筒状の基台3の外周に、3本のブラシ体4a、4b、4cを、隣り合う隙間の間隔を2mm、各ブラシ体4a、4b、4cのピッチを30mmに設定して螺旋状に巻き回し、ブラシ部2を形成した。そして、各ブラシ体4a、4b、4cの始点S1、S2、S3、及び終点を、基台3の両端部近傍の外周等分3箇所に、溶接による固定部10を介して固定した。前記の手順にて実施例のブラシ1を2本製作した。なお、ナイロン46からなるブラシ毛材8の結晶化度は43%であった。
【0053】
比較例として、ブラシ毛材8の材質をナイロン66にした以外は、他の条件は上記の実施例と同一に設定したブラシ1を2本製作した。なお、ナイロン66からなるブラシ毛材8の結晶化度は33%であった。
【0054】
(耐摩耗性能)
上記の如く構成された各2本ずつの実施例、及び比較例のブラシ1を、それぞれ上下一対にて通板試験機に取り付け、ブラシ1を300rpmの一定の回転速度で回転させる一方、表面粗さ80の研磨紙を貼り付けた冷延鋼板を用意し、上記回転速度で回転している基台3の外周に取り付けられたブラシ部2の先端が描く仮想円上から2mmだけブラシ1の基台3の方向に近接した位置に前記冷延鋼板を、その表面粗さ80とされた研磨紙が貼り合わされた面を対向した状態に配設して、8時間に亘り、研磨紙の表面にブラシ毛材8を順次、摺接させた。
【0055】
そして、研磨紙の表面に上記のようにしてブラシ毛材8を擦り付けた後のブラシ1の重量を測定して、下記基準によりブラシ1の耐摩耗性能を判断した。
○・・・摩耗量が100g以下であった。
×・・・摩耗量が100gを超えていた。
【0056】
(洗浄性能)
上記の如く構成された各2本ずつの実施例、及び比較例のブラシ1を、それぞれ上下一対にて通板試験機に取り付け、ブラシ1を150rpmの一定の回転速度で回転させる一方、一面に人工汚れとなる光明丹(四酸化三鉛)を塗布した溶融亜鉛メッキ鋼板を用意し、前記回転速度で回転している基台3の外周に取り付けられたブラシ部2の先端が描く仮想円上から2mmだけ基台3の方向に近接した位置に前記溶融亜鉛メッキ鋼板が、その汚れ面を基台3に対向するよう設定すると共に、7L毎分の散布量にて洗浄水を吹き付けながら、溶融亜鉛メッキ鋼板を100mpmの周速にて、上下一対で取り付けられたブラシ1の間を通板させ、鋼板の汚れ面にブラシ部2を当接させることによって鋼板の汚れを除去した。なお、前記の洗浄試験は、初期状態のブラシ1、及び上記の耐摩耗性試験後のブラシ1にて、それぞれ実施した。
【0057】
そして、鋼板の汚れ面におけるブラシ部2によって汚れを除去した部分の明度を、日本電色工業株式会社製の色差計NR−1で測定して、下記基準によりブラシ1の洗浄性能を判断した。
○・・・明度の向上が+5以上であった。
×・・・明度の向上が+5未満であった。
【0058】
【表1】
【0059】
上記試験結果より、実施例のブラシ1は、ブラシ毛材8が結晶化度の高いナイロン46からなる為、摩耗量は30gで、優れた耐摩耗性能を有していた。また、ブラシ1の初期状態における洗浄性能は、各ブラシ体4a、4b、4cの基台3の軸心の垂線にたいする傾斜角が大きい為、基台3の回転に伴い、ブラシ毛材8は鋼板にたいして接触面積を広く確保して線接触にて当接するので、ブラシ毛材8の鋼板にたいする当接力は強く、鋼板に洗浄残りが生じることがなく、優れた洗浄性能を有するものであった。さらに、ブラシ1の耐摩耗性試験後における洗浄性能は、ブラシ毛材8の先端がほとんど削れていない為、先細りしておらず、ブラシ1の初期状態における洗浄性能に比べて、ほとんど洗浄性能の低下は見受けられなかった。
【0060】
一方、比較例のブラシ1は、ブラシ毛材8が結晶化度の低いナイロン66からなる為、摩耗量は130gで、耐摩耗性能は劣るものであった。また、ブラシ1の初期状態における洗浄性能は、各ブラシ体4a、4b、4cの基台3の軸心の垂線にたいする傾斜角が大きい為、基台3の回転に伴い、ブラシ毛材8は鋼板にたいして接触面積を広く確保して線接触にて当接するので、ブラシ毛材8の鋼板にたいする当接力は強く、鋼板に洗浄残りが生じることがなく、優れた洗浄性能を有するものであった。しかしながら、ブラシ1の耐摩耗性試験後における洗浄性能は、ブラシ毛材8の先端がテーパー状に削れた為、先細りし、鋼板にたいする当接力が弱くなると共に、隣り合うブラシ毛材8の間に隙間が生じ、鋼板に洗浄残りとなるブラシマークが発生したことから、ブラシ1の初期状態における洗浄性能に比べて、著しい洗浄性能の低下が見受けられた。
【0061】
(実施例2)
図4(a)は、本発明の第2の実施例におけるブラシに用いられるブラシ毛材を前面側から見た斜視図である。なお、上記第1の実施例におけるブラシと同一部材については、同一符号を付してその詳しい説明を省略する。
【0062】
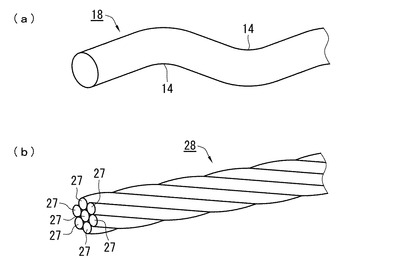
図4(a)において、ブラシ毛材18は、概丸形断面を有する長尺状で、ナイロン46からなる合成繊維であり、長手方向に湾曲部14が形成されている。ブラシ毛材18は、溶融紡糸の際、外周に凹凸が設けられた上下一対からなる歯車状のロールの間を通すことにより、長手方向に湾曲部14が形成される。
【0063】
上記の如くに構成されたブラシ毛材18を、基台3の外周に装着し、ブラシ部2を形成すると、ブラシ1は、ブラシ毛材18が被洗浄面に当接する際の衝撃力を、ブラシ毛材18に形成された湾曲部14が吸収することから、ブラシ毛材18にたいする衝撃力が緩和され、ブラシ毛材18のクッション性が向上する。その為、ブラシ毛材18の復元力が向上することから、ブラシ1の耐久性の向上につながる。
【0064】
ブラシ1は、洗浄、清掃、研削、研磨、バリ取り時におけるブラシ毛材18にたいする異物等の対象物の引っ掛かりがよくなり、ブラシ1の異物等の対象物の除去性能が向上する。なお、ブラシ毛材18のクッション性、異物等の対象物の除去性能を、より効果的に向上させる為には、湾曲部14の幅は1〜5mm程度、高さは0.2〜1.2mm程度に設定さるのが望ましい。
【0065】
(実施例3)
図4(b)は、本発明の第3の実施例におけるブラシに用いられるブラシ毛材を前面側から見た斜視図である。なお、上記第1の実施例におけるブラシと同一部材については、同一符号を付してその詳しい説明を省略する。
【0066】
図4(b)において、ブラシ毛材28は、概丸形断面を有する長尺状の合成繊維からなる複数本の単糸27が撚り合わされて形成された撚り糸である。単糸27はナイロン46からなり、線径は10〜100μm程度である。単糸27の撚り本数に関しては、特に、限定されるものではない。
【0067】
ブラシ毛材28は、複数本の単糸27を撚り合わせ、撚り糸に形成する際、ウレタン樹脂、アクリル樹脂、NBR、SBR、MBR等の高分子弾性体を、撚り合わされた単糸27を接着する接着剤として用いても構わない。前記の如くの接着剤が用いられている場合、撚り糸は被洗浄面への当接を繰り返すことにより、短期間にて撚りが全てほぐれ、単糸27にバラけることが防止されるので、長期間に亘って、ブラシ毛材28の毛腰を保持することができる。使用される高分子弾性体の種類については、ブラシ1が使用される環境、洗浄液の種類等に応じて、適宜、決定される。
【0068】
上記の如くに構成されたブラシ毛材28を、基台3の外周に装着し、ブラシ部2を形成すると、ブラシ1は、ブラシ毛材28が被洗浄面への当接を繰り返すことにより、先端部がほぐれ、被洗浄面に傷を付着させることなく、被洗浄面の細かな凹凸部分に付着している異物等の対象物を掻き出すことができる。その為、洗浄性能の向上を図ることができる。
【0069】
(実施例4)
図5(a)から図5(d)は、本発明の第4の実施例におけるブラシに用いられるブラシ毛材の断面図である。なお、上記第1の実施例におけるブラシと同一部材については、同一符号を付してその詳しい説明を省略する。
【0070】
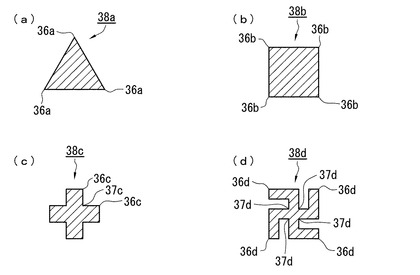
図5(a)において、ブラシ毛材38aは、3箇所の角部36aを有する概三角形断面である。図5(b)において、ブラシ毛材38bは、4箇所の角部36bを有する概四角形断面である。図5(c)において、ブラシ毛材38cは、複数の角部36cと、直交部37cを有する十字断面である。図5(d)において、ブラシ毛材38dは、複数の角部36dと、直交部37dを有する卍形断面である。ブラシ毛材38a、38b、38c、38dは、いずれもナイロン46からなる長尺状の合成繊維であり、異形断面形状を有する。異形断面形状の形態については、特に限定されるものではない。
【0071】
ブラシ毛材38a、38b、38c、38dは、押出機の先端に取り付けられた概三角形、概四角形、十字形、卍形を有する口金を通して、ナイロン46を有するポリアミド樹脂を溶融紡糸することにより製造される。
【0072】
上記の如くに構成されたブラシ毛材38a、38b、38c、38dを、基台3の外周に装着し、ブラシ部2を形成すると、ブラシ1は、ブラシ毛材38a、38b、38c、38dに形成された複数の角部36a、36b、36c、36dにより、被洗浄面に付着した異物等の対象物を掻き取ることができるので、洗浄性能が大幅に向上する。また、ブラシ毛材38c、38dは、複数の直交部37c、37dが形成されてあり、直交部37c、37dに洗浄液等の液体を保液しながら、ブラシ毛材38c、38dが被洗浄面に当接するので、ブラシ毛材38c、38dは表面張力を低下させて被洗浄面を洗浄することができる。
【0073】
(実施例5)
図6(a)から図6(d)は、本発明の第5の実施例におけるブラシに用いられるブラシ毛材の断面図である。なお、上記第1の実施例におけるブラシと同一部材については、同一符号を付してその詳しい説明を省略する。
【0074】
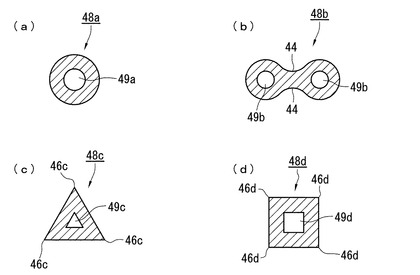
図6(a)において、ブラシ毛材48aは、中空部49aを有する概丸形中空断面である。図5(b)において、ブラシ毛材48bは、2箇所の中空部49bと、溝部44を有する概眼鏡形中空断面である。図5(c)において、ブラシ毛材48cは、中空部49cと、3箇所の角部46cを有する概三角形中空断面である。図5(d)において、ブラシ毛材48dは、中空部49dと、4箇所の角部46dを有する概四角形中空断面である。ブラシ毛材48a、48b、48c、48dは、いずれもナイロン46からなる長尺状の合成繊維であり、中空断面形状を有する。中空断面形状の形態については、特に限定されるものではない。
【0075】
ブラシ毛材48a、48b、48c、48dは、押出機の先端に取り付けられた概丸形中空断面、概眼鏡形中空断面、概三角形中空断面、概四角形中空断面を有する口金を通して、ナイロン46を有するポリアミド樹脂を溶融紡糸することにより製造される。ブラシ毛材48bは、2個の概丸形中空断面を有する口金から合成繊維を押し出し、加熱状態にある2本の合成繊維を長手方向にて固着し、冷却固化して形成することもできる。
【0076】
上記の如くに構成されたブラシ毛材48a、48b、48c、48dを、基台3の外周に装着し、ブラシ部2を形成すると、ブラシ1は、洗浄中にブラシ毛材48a、48b、48c、48dに形成された中空部49a、49b、49c、49dに洗浄液等の液体を保持することができる。従って、ブラシ毛材48a、48b、48c、48dは、保液性が高く、被洗浄面にたいして表面張力を低下させて当接する。その為、ブラシ1は、被洗浄面に付着している異物等の対象物を、効率よく確実に除去することができ、洗浄性能が飛躍的に向上する。ブラシ毛材48bは、溝部44にも液体を保持することができる。また、ブラシ毛材48c、48dは、複数の角部46c、46dにより、被洗浄面に強固に付着した異物等の対象物を掻き取ることができる。
【0077】
(実施例6)
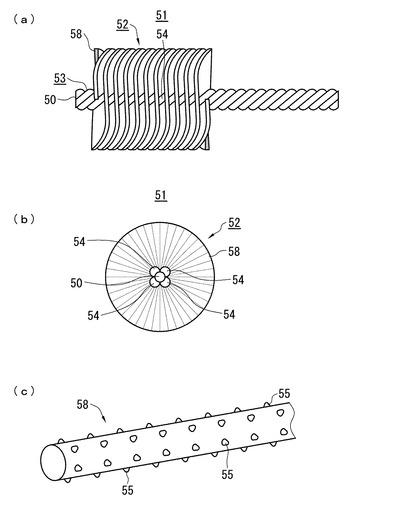
図7(a)は、本発明の第6の実施例におけるブラシの正面図、図7(b)は、ブラシの左側面図、図7(c)は、ブラシ毛材を前面側から見た斜視図である。
【0078】
図7(a)、及び図7(b)において、ブラシ51は、4本の鉄、アルミニウム、ステンレス等の金属材料からなり概丸形断面を有する線材54に、ブラシ毛材58を直交状に挟持し、線材54を捻り合わせることにより芯材53が形成されると共に、ブラシ毛材58を芯材53に螺旋状に挟着固定してブラシ部52が形成され、ブラシ部52は芯材53にたいして放射状に形成されている。また、芯材53の一方の端部は、はんだ付けによる固定部50を介して、4本の線材54が固着されると共に、芯材53の他方の端部は、加締められることにより、ブラシ毛材58の芯材53からの脱落が防止されている。なお、線材54の本数は、特に限定されるものではなく、5本以上、あるいは2本、3本でもよい。
【0079】
図7(c)において、ブラシ毛材58は、概丸形断面を有する長尺状で、ナイロン46からなる合成繊維の外周に、粒状の砥粒55が複数固着して形成されている。砥粒55は、合成繊維との重量比で、20〜30%程度配合される。砥粒55は、酸化アルミニウム、炭化ケイ素、ダイアモンド等の無機物で、粒径は0.1〜10μm程度である。合成繊維に、砥粒55を固着させる際、シランカップリング剤を用いると、砥粒55を合成繊維に強固に接着させることができ、洗浄中にブラシ51から砥粒55が脱落することを防止することができる。シランカップリング剤は、分子中に2個の異なった反応基をもつ有機ケイ素単量体で、一方の反応基は無機物と化学結合する反応基であり、他方の反応基は有機物と化学結合する反応基である。従って、シランカップリング剤は、無機物である砥粒55と、有機物であるナイロン46からなる合成繊維とを化学的に結合する為、砥粒55を合成繊維に強固に接着させることができるのである。
【0080】
ブラシ51は、上記の如く構成されているので、ブラシ毛材58に付着している砥粒55により、被洗浄面に強固に固着しているバリ等を効率的に除去することができる。
【産業上の利用可能性】
【0081】
本発明にかかるブラシは、耐摩耗性等の機械的強度に優れたブラシ毛材を配していることから、優れた耐久性を有するもので、各種洗浄装置、清掃装置、研磨装置、表面処理装置などに幅広く好適に採用できる。
【図面の簡単な説明】
【0082】
【図1】(a)本発明の第1の実施例におけるブラシの正面図、(b)ブラシの側面図
【図2】(a)ブラシ体を前面側から見た斜視図、(b)ブラシ毛材を前面側から見た斜視図
【図3】チャンネルブラシの製造状態を前面側から見た斜視図
【図4】(a)本発明の第2の実施例におけるブラシに用いられるブラシ毛材を前面側から見た斜視図、(b)本発明の第3の実施例におけるブラシに用いられるブラシ毛材を前面側から見た斜視図
【図5】(a)本発明の第4の実施例におけるブラシに用いられるブラシ毛材の断面図、(b)本発明の第4の実施例におけるブラシに用いられるブラシ毛材の断面図、(c)本発明の第4の実施例におけるブラシに用いられるブラシ毛材の断面図、(d)本発明の第4の実施例におけるブラシに用いられるブラシ毛材の断面図
【図6】(a)本発明の第5の実施例におけるブラシに用いられるブラシ毛材の断面図、(b)本発明の第5の実施例におけるブラシに用いられるブラシ毛材の断面図、(c)本発明の第5の実施例におけるブラシに用いられるブラシ毛材の断面図、(d)本発明の第5の実施例におけるブラシに用いられるブラシ毛材の断面図
【図7】(a)本発明の第6の実施例におけるブラシの正面図、(b)ブラシの左側面図、(c)ブラシ毛材を前面側から見た斜視図
【符号の説明】
【0083】
1、51 ブラシ
2、52 ブラシ部
3 基台
4a、4b、4c ブラシ体
5 チャンネルブラシ
6 帯状体
7 芯線
8、18、28、38a、38b、38c、38d、48a、48b、48c、48d、58 ブラシ毛材
9、49a、49b、49c、49d 中空部
10、50 固定部
11 台座
12 縦ロール
13 横ロール
14 湾曲部
27 単糸
36a、36b、36c、36d、46c、46d 角部
37c、37d 直交部
44 溝部
53 芯材
54 線材
55 砥粒
【技術分野】
【0001】
本発明は、洗浄、清掃、塗布、研削、研磨、バリ取り等の各種表面処理を行うブラシに関するものである。
【背景技術】
【0002】
従来のこの種のブラシ、あるいはブラシに用いられるブラシ毛材として、ポリアミド樹脂100重量部に対し、研磨砥材粒子10〜60重量部およびアジン系化合物0.1〜5重量部を含有させた組成物を溶融紡糸したモノフィラメントからなることを特徴とする研磨ブラシ用毛材(特許文献1)が考案されている。
【0003】
特許文献1の研磨ブラシ用毛材は、分子構造中の主鎖に、耐摩耗性に優れたアミド基(CONH)を有するポリアミド樹脂を含有するモノフィラメントである為、ポリエチレン樹脂、ポリプロピレン樹脂、ポリエステル樹脂等の他の熱可塑性樹脂からなる合成繊維に比べて、耐摩耗性に秀でている。
【特許文献1】特許第3965471号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
しかしながら、特許文献1の研磨用ブラシ毛材を構成するポリアミド樹脂は、ナイロン6、ナイロン66、ナイロン610、ナイロン612、及びナイロン6/66共重合体から選ばれた少なくとも1種である。前記の如くのナイロンは、結晶化度が概ね25〜35%程度であり、研磨ブラシ用毛材として用いられ、長期間に亘り、被洗浄面に当接を繰り返すと、研磨ブラシ用毛材の先端が摩擦抵抗力により削れ、先細りしてくる。研磨ブラシ用毛材の先端が先細りしてくると、被洗浄面に研磨ブラシ用毛材が当接しない隙間部分が生じ、被洗浄面にブラシマークと呼ばれる研磨、洗浄残りが発生する。その為、研磨ブラシ用毛材は、長期間に亘り、被洗浄面を均一に研磨、洗浄できないという課題を有していた。
【0005】
なお、結晶化度とは、高分子物質の全重量の内、結晶性部分の重量が占める割合のことをいい、JISK6810のポリアミド樹脂(ナイロン)成形材料試験方法により測定された数値である。略同一の分子構造を有する高分子においては、一般的に結晶化度が高くなると、耐摩耗性、アイゾット衝撃値、引張強度等の機械的強度が高くなる。
【0006】
また、研磨ブラシ用毛材の先端が摩擦抵抗力により削れると、ブラシ用毛材が削れた摩耗粉が被洗浄面に異物として付着する。その為、研磨ブラシ用毛材は、長期間に亘り、被洗浄面の品質の向上を図ることができないという課題もあった。
【0007】
本発明は、前記従来の課題を解決するもので、ブラシ毛材の摩耗を抑制し、長期間に亘り、被洗浄面にたいして均一に、洗浄、清掃、塗布、研削、研磨、バリ取り等の各種表面処理を行うと共に、被洗浄面の品質の向上を図ることができるブラシを提供することを目的としている。
【課題を解決するための手段】
【0008】
上記従来の課題を解決するために、請求項1のブラシは、洗浄、清掃、塗布、研削、研磨、バリ取り等の各種表面処理を行うブラシにおいて、前記ブラシは基台あるいは複数の線材が捻り合わされた芯材、及びブラシ部を有し、前記ブラシ部は複数本のブラシ毛材を有し、前記基台あるいは前記芯材にたいして放射状に形成されてあると共に、固定手段にて固定されてあり、前記ブラシ毛材は長尺状の合成繊維からなると共に、結晶化度が40%以上のポリアミド樹脂を有するもので、ブラシ毛材を構成するポリアミド樹脂は、分子構造の主鎖に、アミド基(CONH)を有する線状高分子である為、ポリエチレン樹脂、ポリプロピレン樹脂、ポリエステル樹脂等の他の熱可塑性樹脂からなる合成繊維に比べて、耐摩耗性に秀でている。しかも、本発明のブラシに用いられるブラシ毛材を構成するポリアミド樹脂は、結晶化度が40%以上である為、従来のナイロン6、ナイロン66、ナイロン610、ナイロン612、ナイロン6/66共重合体等の結晶化度が概ね35%以下であるポリアミド樹脂に比べて、結晶化度が高く、一段と優れた耐摩耗性等の機械的強度を有するものである。
【0009】
従って、本発明のブラシは、ブラシ毛材が被洗浄面に当接を繰り返しても、摩擦抵抗力によりブラシ毛材の先端が削れ難いので、極めて先細りし難い。その為、ブラシ毛材が被洗浄面に当接しない隙間部分の発生が抑えられ、被洗浄面にブラシマークが生じることがないので、ブラシは長期間に亘り、被洗浄面にたいして、均一に、洗浄、清掃、塗布、研削、研磨、バリ取り等の各種表面処理を行うことができる。
【0010】
また、ブラシ毛材は、優れた耐摩耗性を有しているので、ブラシ毛材から削れた摩耗粉が被洗浄面に異物として付着し難い。その為、ブラシは長期間に亘り、被洗浄面の品質の向上を図ることができる。
【0011】
請求項2のブラシは、特に、請求項1のブラシにおいて、ブラシ毛材を構成するポリアミド樹脂はナイロン46であるもので、ナイロン46は原料となるモノマーのテトラメチレンジアミンと、アジピン酸塩を重縮合して得られる結晶性のポリマーである。ナイロン46は、下記の化学式で表わされる。
【0012】
【化1】
【0013】
ナイロン46は、上記の化学式の如く、アミド基(CONH)の間にメチレン基(CH2)が4個ずつ規則正しく配列されているので、ナイロン66等の他のポリアミド樹脂に比べて、モノマーがポリマーに重縮合される際の結晶化速度が速く、その為、結晶化度が高く、耐摩耗性が大幅に向上する。ナイロン46の結晶化度は概ね40〜50%程度である。
【0014】
また、ナイロン46は、熱変形温度が220℃と他のポリアミド樹脂に比べて高いことから、ブラシ毛材が被洗浄面に摺接を繰り返すことにより発生する摩擦熱により、ブラシ毛材が熱劣化し難い。その為、ブラシ毛材は熱劣化による機械的強度の低下、すなわち耐摩耗性の低下を極めて受け難い。ちなみに、他のポリアミド樹脂の熱変形温度は、ナイロン6が64℃、ナイロン66が80℃程度である。
【0015】
さらに、ナイロン46は、アイゾット衝撃値が11kgf・cm/cmと他のポリアミド樹脂に比べて高いことから、ブラシ毛材は被洗浄面に当接を繰り返しても、毛折れし難い。なお、アイゾット衝撃値は、高分子物質の衝撃強さの指標であり、JISK7110のプラスチック−アイゾット衝撃強さの試験方法により測定された数値である。ちなみに、他のポリアミド樹脂のアイゾット衝撃値は、ナイロン6が6kgf・cm/cm、ナイロン66が9.5kgf・cm/cm程度である。
【0016】
請求項3のブラシは、特に、請求項1から2のブラシにおいて、ブラシ毛材は長手方向に湾曲部あるいは屈曲部が形成されてあるもので、ブラシ毛材が被洗浄面に当接する際の衝撃力を、ブラシ毛材に形成された湾曲部、あるいは屈曲部が吸収することから、ブラシ毛材にたいする衝撃力が緩和され、ブラシ毛材のクッション性が向上する。その為、ブラシ毛材の復元力が向上することから、ブラシの耐久性の向上につながる。
【0017】
また、洗浄、清掃、研削、研磨、バリ取り時におけるブラシ毛材にたいする異物等の対象物の引っ掛かりがよくなり、ブラシの異物等の対象物の除去性能が向上する。
【0018】
請求項4のブラシは、特に、請求項1から3のブラシにおいて、ブラシ毛材は撚り糸状に形成されてあるもので、ブラシ毛材は被洗浄面への当接を繰り返すことにより、先端部がほぐれ、被洗浄面に傷を付着させることなく、被洗浄面の細かな凹凸部分に付着している異物等の対象物を掻き出すことができる。その為、洗浄性能の向上を図ることができる。
【0019】
請求項5のブラシは、特に、請求項1から4のブラシにおいて、ブラシ毛材は異形断面形状であるもので、ブラシ毛材の断面は概三角形、概四角形等の多角形、星形、卍形、十字形、M形、N形等に形成されている。その為、ブラシは、ブラシ毛材に形成された角部により、被洗浄面に付着した異物等の対象物を掻き取ることができるので、洗浄性能が大幅に向上する。
【0020】
請求項6のブラシは、特に、請求項1から5のブラシにおいて、ブラシ毛材は中空断面形状であるもので、ブラシ毛材は長手方向に中空部、あるいは空洞部を有し、洗浄中に中空部、あるいは空洞部に洗浄液等の液体を保持することができる。従って、ブラシ毛材は、保液性が高く、被洗浄面にたいして表面張力を低下させて当接する。その為、ブラシは、被洗浄面に付着している異物等の対象物を、効率よく確実に除去することができ、洗浄性能が飛躍的に向上する。なお、中空部とは中空状態がブラシ毛材の長手方向にて貫通している状態であり、空洞部とは中空状態がブラシ毛材の長手方向の途中において閉塞している状態である。
【0021】
なお、表面張力とは、異物等の対象物である固体と、洗浄液等の液体が接している境界面において、接触面積を小さくする方向に働く張力のことである。従って、表面張力が低下するということは、固体と液体の接触面積が大きくなることであり、固体である異物等の対象物と、ブラシ毛材に保持された液体である洗浄液等との接触面積は大きくなる。すなわち、洗浄液等の異物等の対象物にたいする濡れ性が向上する。その為、保液性に優れた中空断面形状を有するブラシ毛材は、異物等の対象物にたいする濡れ性が増大することから、異物等の対象物を除去しやすくなり、洗浄性能が向上するのである。
【0022】
請求項7のブラシは、特に、請求項1から6のブラシにおいて、ブラシ毛材は砥粒が付着されてあるもので、ブラシは、ブラシ毛材に付着している砥粒により、被洗浄面に強固に固着しているバリ等を効率的に除去することができる。
【発明の効果】
【0023】
請求項1のブラシは、ブラシ毛材が優れた耐摩耗性を有することから、長期間に亘り、被洗浄面を均一に洗浄、清掃、塗布、研削、研磨、バリ取り等すると共に、被洗浄面の品質の向上を図ることができる。
【0024】
請求項2のブラシは、ブラシ毛材が熱劣化による耐摩耗性の低下を受け難く、さらに、毛折れも発生し難いことから、耐久性が一段と向上する。
【0025】
請求項3のブラシは、耐久性が向上すると共に、異物等の対象物の除去性能が向上する。
【0026】
請求項4のブラシは、被洗浄面に傷を付着させることなく、被洗浄面の細かな凹凸部分に付着している異物等の対象物を掻き出すことができるので、洗浄性能の向上を図ることができる。
【0027】
請求項5のブラシは、ブラシ毛材に形成された角部により、被洗浄面に付着した異物等の対象物を掻き取ることができるので、洗浄性能が大幅に向上する。
【0028】
請求項6のブラシは、ブラシ毛材の保液性が高く、被洗浄面にたいして表面張力を低下させて当接するので、被洗浄面に付着している異物等の対象物を、効率よく確実に除去することができ、洗浄性能が飛躍的に向上する。
【0029】
請求項7のブラシは、ブラシ毛材に付着している砥粒により、被洗浄面に強固に固着しているバリ等を効率的に除去することができる。
【発明を実施するための最良の形態】
【0030】
以下、本発明の実施例について、図面を参照しながら説明する。なお、この実施例によって本発明が限定されるものではない。
【0031】
(実施例1)
図1(a)は、本発明の第1の実施例におけるブラシの正面図、図1(b)は、ブラシの側面図、図2(a)は、ブラシ体を前面側から見た斜視図、図2(b)は、ブラシ毛材を前面側から見た斜視図、図3は、チャンネルブラシの製造状態を前面側から見た斜視図である。
【0032】
図1(a)、及び図1(b)において、ブラシ1は、鉄、アルミニウム等の金属材料、あるいはポリ塩化ビニル、ポリアセタール等の合成樹脂材料からなると共に、中空部9を有する略円筒状の基台3の外周に、3本のブラシ体4a、4b、4cからなるブラシ部2が装着されて形成されている。ブラシ部2は、3本のブラシ体4a、4b、4cが、基台3の外周に並列して螺旋状に巻き回されていると共に、基台3にたいして放射状に形成されている。なお、基台3は、中実状の略棒状であってもよい。
【0033】
図2(a)、及び図2(b)において、ブラシ体4a、4b、4cは、鉄、アルミニウム、ステンレス等の金属材料からなる長尺状の断面略U字状の帯状体6と、鉄、アルミニウム、ステンレス等の金属材料からなる概丸形断面を有する長尺状の芯線7との間に、概丸形断面を有する中実状のブラシ毛材8が挟持された長尺状のチャンネルブラシ5にて形成されている。ブラシ体4a、4b、4cは、基台3の外周に装着される際、図1(b)の如く、基台3の一方の端部近傍の外周等分3箇所に、3本のブラシ体4a、4b、4cの始点S1、S2、S3が溶接による固定部10を介して固定され、螺旋状に巻き回されると共に、基台3の他方の端部近傍の外周等分3箇所に、3本のブラシ体4a、4b、4cの終点(図示せず)が溶接による固定部(図示せず)を介して固定されて、ブラシ部2が形成される。
【0034】
なお、本実施例では、基台3の外周に、3本のブラシ体4a、4b、4cを設けてブラシ部2を構成したが、ブラシ体4a、4b、4cの数は4本、あるいはそれ以上でもよいし、1本、あるいは2本でもよい。また、ブラシ体4a、4b、4cの基台3の外周にたいする固定手段は、溶接以外にも、係止具を用いて、ネジ止め、リベット止め等により固定部10を形成してもよい。また、ブラシ1は、ブラシ体4a、4b、4cが、基台3の外周の任意の位置に設定された対称軸を中心に、基台3の左右の端部に向け並列に巻き回されてブラシ部2が形成された形態であっても構わない。
【0035】
次に、図2(b)、及び図3を用いて、ブラシ1の製作方法について説明する。
【0036】
最初に、図2(b)の如く、概丸形断面を有する長尺状のブラシ毛材8を複数本、用意する。ブラシ毛材8は、ナイロン46からなる結晶化度が40%以上のポリアミド樹脂を有する合成繊維である。ブラシ毛材8の直径は、0.05〜4.0mm程度に設定される。ブラシ毛材8の直径が0.05mm未満の場合、細すぎて毛腰がなく、4.0mmを超えると、太すぎて帯状体6と芯線7の間に挟持し難く、チャンネルブラシ5の成形が極めて難しい。また、ブラシ毛材8の断面形状は、特に限定されるものではなく、概丸形以外にも、例えば三角形、四角形等の多角形、星形、卍形、十字形、M形、N形等の異形断面形状であっても構わない。また、中実状、中空状のいずれであってもよい。さらに、モノフィラメント、マルチフィラメントのいずれであっても何ら支障はない。ブラシ毛材8の直径、形状、及び毛丈等については、ブラシ1の使用される環境、コスト等を勘案して、適宜、決定されるものである。
【0037】
上記の如くのブラシ毛材8が複数本、用意されたならば、図3の如く、ブラシ毛材8の長手方向の略中央部が、帯状体6の上部に重なるよう台座11に設置する。次いで、縦ロール12を使用して、芯線7にてブラシ毛材8を挟み付けると共に、芯線7を断面略U字状の帯状体6の内部に押し込む。次に、帯状体6の両側に設置された横ロール13、13を使用して、帯状体6を両側から、加締める。その結果、図2(a)の如く、長尺状のブラシ毛材8の略中央部が芯線7、及び帯状体6に挟み付けられて折り合わされた長尺状のチャンネルブラシ5からなるブラシ体4a、4b、4cが形成される。
【0038】
そして、図1(b)の如く、基台3の一方の端部近傍において、1本のブラシ体4aの一方の端部、すなわち始点S1が溶接による固定部10を介して固定され、基台3の外周に螺旋状に巻き回されて装着される。そして、ブラシ体4aの他方の端部、すなわち終点(図示せず)が、基台3の他方の端部近傍に、溶接による固定部(図示せず)を介して固定される。同様に、他の2本のブラシ体4b、4cが基台3の外周に、ブラシ体4aのピッチの間に装着されると共に、他の2本のブラシ体4b、4cもブラシ体4aと略同一のピッチをもって基台3の外周に巻き回され、基台3の外周に始点S2、S3と、終点(図示せず)が溶接による固定部10を介して固定されることにより、ブラシ部2が基台3の外周にたいして放射状に形成され、ブラシ1が、図1(a)、及び図1(b)の如く、製造される。
【0039】
次に、ブラシ毛材8の製造方法について説明する。
【0040】
最初にペレット状、あるいは粉末状のポリアミド樹脂からなるナイロン46を、融点である290℃以上の温度にて加熱して溶融する。その際、紫外線吸収剤、着色顔料等の添加剤を配合しても構わない。次に、押出機の先端に取り付けられた概丸形の口金を通して、紡糸する。押し出し後、加熱しながら延伸機にて長手方向に延伸をかけ、延伸後、アニーリングと呼ばれる工程にて冷却固化させることにより、長尺状の合成繊維が形成される。前記の如くの製造方法は、一般的には押出成形と呼ばれている。次に、得られた合成繊維を所望の長さに切断することにより、ブラシ毛材8が製造される。
【0041】
合成繊維の長手方向に延伸をかける上記の如くの方法は、一軸延伸と呼ばれている。一軸延伸は、一方向にのみ延伸応力をかける加工方法であり、延伸方向にたいして平行の方向、すなわち縦方向は、分子配向が起こるので、引張強度が著しく向上するが、延伸方向にたいして直角の方向、すなわち横方向は、引張強度が向上しない為、延伸方向にたいして平行の方向に、裂けやすくなるという性質を有している。なお、分子配向とは、線状分子が溶融または固体状態において、外力の作用により、一定方向に配列することである。
【0042】
ブラシ1に用いられるブラシ毛材8は、延伸倍率が4倍以上12倍以下にて設定されて製造される。延伸倍率が4倍未満の場合、ブラシ毛材8は毛腰が弱く、洗浄性能が劣る。一方、延伸倍率が12倍を超える場合、ブラシ毛材8は横方向の強度が弱く、被洗浄面に繰り返し当接を続けると毛裂けを発生しやすくなる。延伸倍率は、一般的に合成繊維に延伸をかける際の初速と終速の比で表わされる。例えば、終速が初速の7倍の速さで延伸をかける場合には、延伸倍率は7倍となる。
【0043】
上記の如く構成されたブラシ1の動作、作用は下記の通りである。
【0044】
ブラシ1は、ポリアミド樹脂を有する合成繊維からなるブラシ毛材8によりブラシ部2が構成されているが、ポリアミド樹脂は、分子構造の主鎖に、アミド基(CONH)を有する線状高分子である為、ポリエチレン樹脂、ポリプロピレン樹脂、ポリエステル樹脂等の他の熱可塑性樹脂からなる合成繊維に比べて、耐摩耗性に秀でている。しかも、ブラシ1に用いられるブラシ毛材8を構成するポリアミド樹脂は、結晶化度が40%以上である為、従来のナイロン6、ナイロン66、ナイロン610、ナイロン612、ナイロン6/66共重合体等の結晶化度が概ね35%以下であるポリアミド樹脂に比べて、結晶化度が高く、一段と優れた耐摩耗性等の機械的強度を有する。従って、ブラシ1は、ブラシ毛材8が被洗浄面に当接を繰り返しても、摩擦抵抗力によりブラシ毛材8の先端が削れ難いので、極めて先細りし難い。その為、ブラシ毛材8が被洗浄面に当接しない隙間部分の発生が抑えられ、被洗浄面にブラシマークが生じることがないので、ブラシ1は長期間に亘り、被洗浄面にたいして、均一に、洗浄、清掃、塗布、研削、研磨、バリ取り等の各種表面処理を行うことができる。
【0045】
ブラシ毛材8は、優れた耐摩耗性を有しているので、ブラシ毛材8から削れた摩耗粉が被洗浄面に異物として付着し難い。その為、ブラシ1は長期間に亘り、被洗浄面の品質の向上を図ることができる。
【0046】
ブラシ毛材8を構成するポリアミド樹脂は、結晶化度が概ね40〜50%程度のナイロン46であり、ナイロン46は、熱変形温度が220℃と他のポリアミド樹脂に比べて高いことから、ブラシ毛材8が被洗浄面に摺接を繰り返すことにより発生する摩擦熱により、ブラシ毛材8が熱劣化し難い。その為、ブラシ毛材8は熱劣化による機械的強度の低下、すなわち耐摩耗性の低下を極めて受け難い。
【0047】
ブラシ毛材8を構成するナイロン46は、アイゾット衝撃値が11kgf・cm/cmと他のポリアミド樹脂に比べて高いことから、ブラシ毛材8は被洗浄面に当接を繰り返しても、毛折れし難い。
【0048】
ブラシ1は、3本のブラシ体4a、4b、4cが基台3の外周に螺旋状に巻き回されてブラシ部2が形成されていることから、1本のブラシ体4a、あるいは2本のブラシ体4a、4bが基台3の外周に巻き回されてブラシ部2が形成されたブラシ1に比べて、ブラシ体4a、4b、4cの基台3の軸心の垂線にたいする傾斜角を大きくすることができ、ブラシ毛材8は被洗浄面にたいして大きな傾斜角をもって当接するので、接触面積を広く確保し、線接触する。その為、ブラシ毛材8の被洗浄面にたいする当接力は強く、隣り合うブラシ毛材8が順次、被洗浄面に当接していくことから、ブラシ1は洗い残しとなるブラシマークの発生が抑えられ、優れた洗浄性能、異物等の対象物の除去性能が発揮される。
【0049】
しかしながら、ブラシ毛材8の接触面積が増え、被洗浄面にたいして線接触し、当接力が強くなるということは、摩擦抵抗が増大することであり、ブラシ毛材8の摩耗が促進されることになる。従って、ブラシ1は、耐摩耗性等の機械的強度に優れたナイロン46等の結晶化度が40%以上のポリアミド樹脂を有する合成繊維からなるブラシ毛材8を用いることにより、優れた洗浄性能、異物等の対象物の除去性能を維持しつつ、ブラシ毛材8の摩耗の進行が抑制され、耐久性の向上を図ることができる。
【0050】
なお、ブラシ1の構造に関しては、特に限定されるものではなく、上記の如くの構造以外にも、使用目的に応じて、適宜、設定することができる。例えば、基台3の外周に、ブラシ毛材8を植え付ける植毛孔を設け、ブラシ毛材8をステープルで挟み付け、二つ折りにして、植毛孔の底面にたいして打ち込み、ブラシ毛材8を基台3に固定してブラシ部2を形成した丸線型のブラシ1、ブラシ毛材8を薄い平板で押さえ込み、二つ折りにして、植毛孔の内周に嵌合して平板を打ち込み、ブラシ毛材8を基台3に固定してブラシ部2を形成した平線型のブラシ1、ブラシ毛材8を引き込み線で押さえ込み、二つ折りにして、植毛孔に挿入すると共に、基台3の内周に引き込み線を這わせて、ブラシ毛材8を基台3に固定してブラシ部2を形成した引き込み型のブラシ1、概円環状のディスクの外周端部近傍に植毛孔を設け、ブラシ毛材8を二つ折りにして植毛孔に植設してディスクブラシを形成し、複数枚のディスクブラシを基台3の外周に嵌合挿入してブラシ部2を形成したディスク型のブラシ1等を採用することができる。前記の如くのブラシ1は、いずれもブラシ部2が基台3にたいして放射状に形成されている。
【0051】
次に、本発明のブラシ1の耐摩耗性能、洗浄性能について試験した。下記に示した要領で測定し、その結果を表1に示した。
【0052】
実施例として、直径が0.4mmの概丸形断面を有するナイロン46からなる長尺状のブラシ毛材8の長手方向における略中央部を、鉄からなる長尺状で幅が8mmの帯状体6と、概丸形断面を有する芯線7の間に挟み付けると共に、折り合わせ、長尺状のチャンネルブラシ5からなる3本のブラシ体4a、4b、4cを形成した。折り合わされたブラシ毛材8の毛丈は55mmに設定した。次に、直径が90mmで且つ長さが360mmの鉄製の略円筒状の基台3の外周に、3本のブラシ体4a、4b、4cを、隣り合う隙間の間隔を2mm、各ブラシ体4a、4b、4cのピッチを30mmに設定して螺旋状に巻き回し、ブラシ部2を形成した。そして、各ブラシ体4a、4b、4cの始点S1、S2、S3、及び終点を、基台3の両端部近傍の外周等分3箇所に、溶接による固定部10を介して固定した。前記の手順にて実施例のブラシ1を2本製作した。なお、ナイロン46からなるブラシ毛材8の結晶化度は43%であった。
【0053】
比較例として、ブラシ毛材8の材質をナイロン66にした以外は、他の条件は上記の実施例と同一に設定したブラシ1を2本製作した。なお、ナイロン66からなるブラシ毛材8の結晶化度は33%であった。
【0054】
(耐摩耗性能)
上記の如く構成された各2本ずつの実施例、及び比較例のブラシ1を、それぞれ上下一対にて通板試験機に取り付け、ブラシ1を300rpmの一定の回転速度で回転させる一方、表面粗さ80の研磨紙を貼り付けた冷延鋼板を用意し、上記回転速度で回転している基台3の外周に取り付けられたブラシ部2の先端が描く仮想円上から2mmだけブラシ1の基台3の方向に近接した位置に前記冷延鋼板を、その表面粗さ80とされた研磨紙が貼り合わされた面を対向した状態に配設して、8時間に亘り、研磨紙の表面にブラシ毛材8を順次、摺接させた。
【0055】
そして、研磨紙の表面に上記のようにしてブラシ毛材8を擦り付けた後のブラシ1の重量を測定して、下記基準によりブラシ1の耐摩耗性能を判断した。
○・・・摩耗量が100g以下であった。
×・・・摩耗量が100gを超えていた。
【0056】
(洗浄性能)
上記の如く構成された各2本ずつの実施例、及び比較例のブラシ1を、それぞれ上下一対にて通板試験機に取り付け、ブラシ1を150rpmの一定の回転速度で回転させる一方、一面に人工汚れとなる光明丹(四酸化三鉛)を塗布した溶融亜鉛メッキ鋼板を用意し、前記回転速度で回転している基台3の外周に取り付けられたブラシ部2の先端が描く仮想円上から2mmだけ基台3の方向に近接した位置に前記溶融亜鉛メッキ鋼板が、その汚れ面を基台3に対向するよう設定すると共に、7L毎分の散布量にて洗浄水を吹き付けながら、溶融亜鉛メッキ鋼板を100mpmの周速にて、上下一対で取り付けられたブラシ1の間を通板させ、鋼板の汚れ面にブラシ部2を当接させることによって鋼板の汚れを除去した。なお、前記の洗浄試験は、初期状態のブラシ1、及び上記の耐摩耗性試験後のブラシ1にて、それぞれ実施した。
【0057】
そして、鋼板の汚れ面におけるブラシ部2によって汚れを除去した部分の明度を、日本電色工業株式会社製の色差計NR−1で測定して、下記基準によりブラシ1の洗浄性能を判断した。
○・・・明度の向上が+5以上であった。
×・・・明度の向上が+5未満であった。
【0058】
【表1】
【0059】
上記試験結果より、実施例のブラシ1は、ブラシ毛材8が結晶化度の高いナイロン46からなる為、摩耗量は30gで、優れた耐摩耗性能を有していた。また、ブラシ1の初期状態における洗浄性能は、各ブラシ体4a、4b、4cの基台3の軸心の垂線にたいする傾斜角が大きい為、基台3の回転に伴い、ブラシ毛材8は鋼板にたいして接触面積を広く確保して線接触にて当接するので、ブラシ毛材8の鋼板にたいする当接力は強く、鋼板に洗浄残りが生じることがなく、優れた洗浄性能を有するものであった。さらに、ブラシ1の耐摩耗性試験後における洗浄性能は、ブラシ毛材8の先端がほとんど削れていない為、先細りしておらず、ブラシ1の初期状態における洗浄性能に比べて、ほとんど洗浄性能の低下は見受けられなかった。
【0060】
一方、比較例のブラシ1は、ブラシ毛材8が結晶化度の低いナイロン66からなる為、摩耗量は130gで、耐摩耗性能は劣るものであった。また、ブラシ1の初期状態における洗浄性能は、各ブラシ体4a、4b、4cの基台3の軸心の垂線にたいする傾斜角が大きい為、基台3の回転に伴い、ブラシ毛材8は鋼板にたいして接触面積を広く確保して線接触にて当接するので、ブラシ毛材8の鋼板にたいする当接力は強く、鋼板に洗浄残りが生じることがなく、優れた洗浄性能を有するものであった。しかしながら、ブラシ1の耐摩耗性試験後における洗浄性能は、ブラシ毛材8の先端がテーパー状に削れた為、先細りし、鋼板にたいする当接力が弱くなると共に、隣り合うブラシ毛材8の間に隙間が生じ、鋼板に洗浄残りとなるブラシマークが発生したことから、ブラシ1の初期状態における洗浄性能に比べて、著しい洗浄性能の低下が見受けられた。
【0061】
(実施例2)
図4(a)は、本発明の第2の実施例におけるブラシに用いられるブラシ毛材を前面側から見た斜視図である。なお、上記第1の実施例におけるブラシと同一部材については、同一符号を付してその詳しい説明を省略する。
【0062】
図4(a)において、ブラシ毛材18は、概丸形断面を有する長尺状で、ナイロン46からなる合成繊維であり、長手方向に湾曲部14が形成されている。ブラシ毛材18は、溶融紡糸の際、外周に凹凸が設けられた上下一対からなる歯車状のロールの間を通すことにより、長手方向に湾曲部14が形成される。
【0063】
上記の如くに構成されたブラシ毛材18を、基台3の外周に装着し、ブラシ部2を形成すると、ブラシ1は、ブラシ毛材18が被洗浄面に当接する際の衝撃力を、ブラシ毛材18に形成された湾曲部14が吸収することから、ブラシ毛材18にたいする衝撃力が緩和され、ブラシ毛材18のクッション性が向上する。その為、ブラシ毛材18の復元力が向上することから、ブラシ1の耐久性の向上につながる。
【0064】
ブラシ1は、洗浄、清掃、研削、研磨、バリ取り時におけるブラシ毛材18にたいする異物等の対象物の引っ掛かりがよくなり、ブラシ1の異物等の対象物の除去性能が向上する。なお、ブラシ毛材18のクッション性、異物等の対象物の除去性能を、より効果的に向上させる為には、湾曲部14の幅は1〜5mm程度、高さは0.2〜1.2mm程度に設定さるのが望ましい。
【0065】
(実施例3)
図4(b)は、本発明の第3の実施例におけるブラシに用いられるブラシ毛材を前面側から見た斜視図である。なお、上記第1の実施例におけるブラシと同一部材については、同一符号を付してその詳しい説明を省略する。
【0066】
図4(b)において、ブラシ毛材28は、概丸形断面を有する長尺状の合成繊維からなる複数本の単糸27が撚り合わされて形成された撚り糸である。単糸27はナイロン46からなり、線径は10〜100μm程度である。単糸27の撚り本数に関しては、特に、限定されるものではない。
【0067】
ブラシ毛材28は、複数本の単糸27を撚り合わせ、撚り糸に形成する際、ウレタン樹脂、アクリル樹脂、NBR、SBR、MBR等の高分子弾性体を、撚り合わされた単糸27を接着する接着剤として用いても構わない。前記の如くの接着剤が用いられている場合、撚り糸は被洗浄面への当接を繰り返すことにより、短期間にて撚りが全てほぐれ、単糸27にバラけることが防止されるので、長期間に亘って、ブラシ毛材28の毛腰を保持することができる。使用される高分子弾性体の種類については、ブラシ1が使用される環境、洗浄液の種類等に応じて、適宜、決定される。
【0068】
上記の如くに構成されたブラシ毛材28を、基台3の外周に装着し、ブラシ部2を形成すると、ブラシ1は、ブラシ毛材28が被洗浄面への当接を繰り返すことにより、先端部がほぐれ、被洗浄面に傷を付着させることなく、被洗浄面の細かな凹凸部分に付着している異物等の対象物を掻き出すことができる。その為、洗浄性能の向上を図ることができる。
【0069】
(実施例4)
図5(a)から図5(d)は、本発明の第4の実施例におけるブラシに用いられるブラシ毛材の断面図である。なお、上記第1の実施例におけるブラシと同一部材については、同一符号を付してその詳しい説明を省略する。
【0070】
図5(a)において、ブラシ毛材38aは、3箇所の角部36aを有する概三角形断面である。図5(b)において、ブラシ毛材38bは、4箇所の角部36bを有する概四角形断面である。図5(c)において、ブラシ毛材38cは、複数の角部36cと、直交部37cを有する十字断面である。図5(d)において、ブラシ毛材38dは、複数の角部36dと、直交部37dを有する卍形断面である。ブラシ毛材38a、38b、38c、38dは、いずれもナイロン46からなる長尺状の合成繊維であり、異形断面形状を有する。異形断面形状の形態については、特に限定されるものではない。
【0071】
ブラシ毛材38a、38b、38c、38dは、押出機の先端に取り付けられた概三角形、概四角形、十字形、卍形を有する口金を通して、ナイロン46を有するポリアミド樹脂を溶融紡糸することにより製造される。
【0072】
上記の如くに構成されたブラシ毛材38a、38b、38c、38dを、基台3の外周に装着し、ブラシ部2を形成すると、ブラシ1は、ブラシ毛材38a、38b、38c、38dに形成された複数の角部36a、36b、36c、36dにより、被洗浄面に付着した異物等の対象物を掻き取ることができるので、洗浄性能が大幅に向上する。また、ブラシ毛材38c、38dは、複数の直交部37c、37dが形成されてあり、直交部37c、37dに洗浄液等の液体を保液しながら、ブラシ毛材38c、38dが被洗浄面に当接するので、ブラシ毛材38c、38dは表面張力を低下させて被洗浄面を洗浄することができる。
【0073】
(実施例5)
図6(a)から図6(d)は、本発明の第5の実施例におけるブラシに用いられるブラシ毛材の断面図である。なお、上記第1の実施例におけるブラシと同一部材については、同一符号を付してその詳しい説明を省略する。
【0074】
図6(a)において、ブラシ毛材48aは、中空部49aを有する概丸形中空断面である。図5(b)において、ブラシ毛材48bは、2箇所の中空部49bと、溝部44を有する概眼鏡形中空断面である。図5(c)において、ブラシ毛材48cは、中空部49cと、3箇所の角部46cを有する概三角形中空断面である。図5(d)において、ブラシ毛材48dは、中空部49dと、4箇所の角部46dを有する概四角形中空断面である。ブラシ毛材48a、48b、48c、48dは、いずれもナイロン46からなる長尺状の合成繊維であり、中空断面形状を有する。中空断面形状の形態については、特に限定されるものではない。
【0075】
ブラシ毛材48a、48b、48c、48dは、押出機の先端に取り付けられた概丸形中空断面、概眼鏡形中空断面、概三角形中空断面、概四角形中空断面を有する口金を通して、ナイロン46を有するポリアミド樹脂を溶融紡糸することにより製造される。ブラシ毛材48bは、2個の概丸形中空断面を有する口金から合成繊維を押し出し、加熱状態にある2本の合成繊維を長手方向にて固着し、冷却固化して形成することもできる。
【0076】
上記の如くに構成されたブラシ毛材48a、48b、48c、48dを、基台3の外周に装着し、ブラシ部2を形成すると、ブラシ1は、洗浄中にブラシ毛材48a、48b、48c、48dに形成された中空部49a、49b、49c、49dに洗浄液等の液体を保持することができる。従って、ブラシ毛材48a、48b、48c、48dは、保液性が高く、被洗浄面にたいして表面張力を低下させて当接する。その為、ブラシ1は、被洗浄面に付着している異物等の対象物を、効率よく確実に除去することができ、洗浄性能が飛躍的に向上する。ブラシ毛材48bは、溝部44にも液体を保持することができる。また、ブラシ毛材48c、48dは、複数の角部46c、46dにより、被洗浄面に強固に付着した異物等の対象物を掻き取ることができる。
【0077】
(実施例6)
図7(a)は、本発明の第6の実施例におけるブラシの正面図、図7(b)は、ブラシの左側面図、図7(c)は、ブラシ毛材を前面側から見た斜視図である。
【0078】
図7(a)、及び図7(b)において、ブラシ51は、4本の鉄、アルミニウム、ステンレス等の金属材料からなり概丸形断面を有する線材54に、ブラシ毛材58を直交状に挟持し、線材54を捻り合わせることにより芯材53が形成されると共に、ブラシ毛材58を芯材53に螺旋状に挟着固定してブラシ部52が形成され、ブラシ部52は芯材53にたいして放射状に形成されている。また、芯材53の一方の端部は、はんだ付けによる固定部50を介して、4本の線材54が固着されると共に、芯材53の他方の端部は、加締められることにより、ブラシ毛材58の芯材53からの脱落が防止されている。なお、線材54の本数は、特に限定されるものではなく、5本以上、あるいは2本、3本でもよい。
【0079】
図7(c)において、ブラシ毛材58は、概丸形断面を有する長尺状で、ナイロン46からなる合成繊維の外周に、粒状の砥粒55が複数固着して形成されている。砥粒55は、合成繊維との重量比で、20〜30%程度配合される。砥粒55は、酸化アルミニウム、炭化ケイ素、ダイアモンド等の無機物で、粒径は0.1〜10μm程度である。合成繊維に、砥粒55を固着させる際、シランカップリング剤を用いると、砥粒55を合成繊維に強固に接着させることができ、洗浄中にブラシ51から砥粒55が脱落することを防止することができる。シランカップリング剤は、分子中に2個の異なった反応基をもつ有機ケイ素単量体で、一方の反応基は無機物と化学結合する反応基であり、他方の反応基は有機物と化学結合する反応基である。従って、シランカップリング剤は、無機物である砥粒55と、有機物であるナイロン46からなる合成繊維とを化学的に結合する為、砥粒55を合成繊維に強固に接着させることができるのである。
【0080】
ブラシ51は、上記の如く構成されているので、ブラシ毛材58に付着している砥粒55により、被洗浄面に強固に固着しているバリ等を効率的に除去することができる。
【産業上の利用可能性】
【0081】
本発明にかかるブラシは、耐摩耗性等の機械的強度に優れたブラシ毛材を配していることから、優れた耐久性を有するもので、各種洗浄装置、清掃装置、研磨装置、表面処理装置などに幅広く好適に採用できる。
【図面の簡単な説明】
【0082】
【図1】(a)本発明の第1の実施例におけるブラシの正面図、(b)ブラシの側面図
【図2】(a)ブラシ体を前面側から見た斜視図、(b)ブラシ毛材を前面側から見た斜視図
【図3】チャンネルブラシの製造状態を前面側から見た斜視図
【図4】(a)本発明の第2の実施例におけるブラシに用いられるブラシ毛材を前面側から見た斜視図、(b)本発明の第3の実施例におけるブラシに用いられるブラシ毛材を前面側から見た斜視図
【図5】(a)本発明の第4の実施例におけるブラシに用いられるブラシ毛材の断面図、(b)本発明の第4の実施例におけるブラシに用いられるブラシ毛材の断面図、(c)本発明の第4の実施例におけるブラシに用いられるブラシ毛材の断面図、(d)本発明の第4の実施例におけるブラシに用いられるブラシ毛材の断面図
【図6】(a)本発明の第5の実施例におけるブラシに用いられるブラシ毛材の断面図、(b)本発明の第5の実施例におけるブラシに用いられるブラシ毛材の断面図、(c)本発明の第5の実施例におけるブラシに用いられるブラシ毛材の断面図、(d)本発明の第5の実施例におけるブラシに用いられるブラシ毛材の断面図
【図7】(a)本発明の第6の実施例におけるブラシの正面図、(b)ブラシの左側面図、(c)ブラシ毛材を前面側から見た斜視図
【符号の説明】
【0083】
1、51 ブラシ
2、52 ブラシ部
3 基台
4a、4b、4c ブラシ体
5 チャンネルブラシ
6 帯状体
7 芯線
8、18、28、38a、38b、38c、38d、48a、48b、48c、48d、58 ブラシ毛材
9、49a、49b、49c、49d 中空部
10、50 固定部
11 台座
12 縦ロール
13 横ロール
14 湾曲部
27 単糸
36a、36b、36c、36d、46c、46d 角部
37c、37d 直交部
44 溝部
53 芯材
54 線材
55 砥粒
【特許請求の範囲】
【請求項1】
洗浄、清掃、塗布、研削、研磨、バリ取り等の各種表面処理を行うブラシにおいて、前記ブラシは基台あるいは複数の線材が捻り合わされた芯材、及びブラシ部を有し、前記ブラシ部は複数本のブラシ毛材を有し、前記基台あるいは前記芯材にたいして放射状に形成されてあると共に、固定手段にて固定されてあり、前記ブラシ毛材は長尺状の合成繊維からなると共に、結晶化度が40%以上のポリアミド樹脂を有することを特徴とするブラシ。
【請求項2】
請求項1記載の構成よりなるブラシにおいて、ブラシ毛材を構成するポリアミド樹脂はナイロン46であることを特徴とするブラシ。
【請求項3】
請求項1から2記載の構成よりなるブラシにおいて、ブラシ毛材は長手方向に湾曲部あるいは屈曲部が形成されてあることを特徴とするブラシ。
【請求項4】
請求項1から3記載の構成よりなるブラシにおいて、ブラシ毛材は撚り糸状に形成されてあることを特徴とするブラシ。
【請求項5】
請求項1から4記載の構成よりなるブラシにおいて、ブラシ毛材は異形断面形状であることを特徴とするブラシ。
【請求項6】
請求項1から5記載の構成よりなるブラシにおいて、ブラシ毛材は中空断面形状であることを特徴とするブラシ。
【請求項7】
請求項1から6記載の構成よりなるブラシにおいて、ブラシ毛材は砥粒が付着されてあることを特徴とするブラシ。
【請求項1】
洗浄、清掃、塗布、研削、研磨、バリ取り等の各種表面処理を行うブラシにおいて、前記ブラシは基台あるいは複数の線材が捻り合わされた芯材、及びブラシ部を有し、前記ブラシ部は複数本のブラシ毛材を有し、前記基台あるいは前記芯材にたいして放射状に形成されてあると共に、固定手段にて固定されてあり、前記ブラシ毛材は長尺状の合成繊維からなると共に、結晶化度が40%以上のポリアミド樹脂を有することを特徴とするブラシ。
【請求項2】
請求項1記載の構成よりなるブラシにおいて、ブラシ毛材を構成するポリアミド樹脂はナイロン46であることを特徴とするブラシ。
【請求項3】
請求項1から2記載の構成よりなるブラシにおいて、ブラシ毛材は長手方向に湾曲部あるいは屈曲部が形成されてあることを特徴とするブラシ。
【請求項4】
請求項1から3記載の構成よりなるブラシにおいて、ブラシ毛材は撚り糸状に形成されてあることを特徴とするブラシ。
【請求項5】
請求項1から4記載の構成よりなるブラシにおいて、ブラシ毛材は異形断面形状であることを特徴とするブラシ。
【請求項6】
請求項1から5記載の構成よりなるブラシにおいて、ブラシ毛材は中空断面形状であることを特徴とするブラシ。
【請求項7】
請求項1から6記載の構成よりなるブラシにおいて、ブラシ毛材は砥粒が付着されてあることを特徴とするブラシ。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2010−22694(P2010−22694A)
【公開日】平成22年2月4日(2010.2.4)
【国際特許分類】
【出願番号】特願2008−189632(P2008−189632)
【出願日】平成20年7月23日(2008.7.23)
【出願人】(391044797)株式会社コーワ (283)
【Fターム(参考)】
【公開日】平成22年2月4日(2010.2.4)
【国際特許分類】
【出願日】平成20年7月23日(2008.7.23)
【出願人】(391044797)株式会社コーワ (283)
【Fターム(参考)】
[ Back to top ]