
ブリケットおよびその製造方法
【課題】 効率のよい脱酸処理行うことができるブリケットおよびその製造方法を提供すること。
【解決手段】 使用済みのスチール缶SCとアルミニウム缶ACとを加熱処理して不純物を除去したのちに、造粒してアルミペレットAPとスチールペレットSPにした。つぎに、アルミペレットAPとスチールペレットSPとを分離したのちに、アルミペレットAPの含有率が重量比で50%以上になるようにしてアルミペレットAPとスチールペレットSPとを配合した。そして、配合されたアルミペレットAPとスチールペレットSPとを嵩比重が2.9以上になるようにして成形してブリケットBを得た。
【解決手段】 使用済みのスチール缶SCとアルミニウム缶ACとを加熱処理して不純物を除去したのちに、造粒してアルミペレットAPとスチールペレットSPにした。つぎに、アルミペレットAPとスチールペレットSPとを分離したのちに、アルミペレットAPの含有率が重量比で50%以上になるようにしてアルミペレットAPとスチールペレットSPとを配合した。そして、配合されたアルミペレットAPとスチールペレットSPとを嵩比重が2.9以上になるようにして成形してブリケットBを得た。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、銑鉄製造工程や製鋼工程において溶銑や溶鋼の脱酸に用いられるブリケットおよびその製造方法に関する。
【背景技術】
【0002】
従来から、例えば、製鋼工程において、溶鋼中に含まれる酸素を除去するためにアルミニウムの塊からなる脱酸用ブリケットが用いられている(例えば、特許文献1参照)。このブリケット(アルミニウム脱酸ブリケット塊)は、リサイクルによって収集されたアルミニウム屑およびアルミニウム合金屑をシュレッダー機で砕いたのちに、ロータリーキルンで加熱することにより不純物を除去し、プレス機で成形することにより得られるものである。そして、このブリケットは、2.45g/cm3から2.6g/cm3の比重を備えている。
【発明の概要】
【0003】
このような脱酸用のブリケットは、高温で比重の大きな溶銑や溶鋼の中に投入されるものであり、溶銑や溶鋼の表面にはスラグの層が形成されている。このため、ブリケットとしては、溶銑や溶鋼の表面に形成されたスラグの上面に投入されたのちにスラグ中を通過して溶銑や溶鋼に接触することにより溶銑や溶鋼を脱酸することができるものが要求される。しかしながら、通常、溶銑や溶鋼の表面に形成されるスラグの嵩比重は、2,3〜2.7であり、このようなスラグの上面に、前述したブリケットを投入してもブリケットが素早くスラグを通過して溶銑や溶鋼に到達することは難しい。また、アルミニウムの溶解温度は、溶銑や溶鋼の温度と比較して低温であるため、アルミニウムだけで構成される従来のブリケットはスラグ上で燃焼して灰になりやすいという問題もある。このため、従来のブリケットで、効率のよい脱酸処理を行うことはできなかった。
【0004】
本発明は、このような問題に対処するためになされたもので、その目的は、効率のよい脱酸処理行うことができるブリケットおよびその製造方法を提供することである。
【0005】
前述した目的を達成するため、本発明に係るブリケットの構成上の特徴は、粒状アルミニウムと粒状スチールとを成形して構成され銑鉄製造工程や製鋼工程において溶銑や溶鋼の脱酸に用いられるブリケットであって、嵩比重を2.9以上にするとともに、粒状アルミニウムの含有率を重量比で50%以上にしたことにある。
【0006】
本発明に係るブリケットは、脱酸効果を発揮する粒状アルミニウムに、嵩比重を大きくするための粒状スチールを加えて構成されている。このため、ブリケットの嵩比重をアルミニウムだけで構成されるブリケットの嵩比重よりも大きくすることができ、表面にスラグの層が形成された溶銑や溶鋼にブリケットを投入すると、ブリケットは、すぐにスラグを通過して溶銑や溶鋼に接触する。また、ブリケット中には、溶融点の高い粒状スチールも含まれるため、ブリケットは、スラグ中で溶解することなく溶銑や溶鋼に到達することができる。このため、溶銑や溶鋼を効率よく脱酸することができ脱酸用ブリケットとしての効果が増す。
【0007】
この場合、ブリケットの嵩比重を2.9以上にしながら、粒状アルミニウムの含有率を重量比で50%以上にしているため、脱酸効果を維持しながらスラグ中を素早く通過できるブリケットを得ることができる。なお、嵩比重を2.9以上に維持できる範囲であれば、粒状アルミニウムの含有率をより多くすることが好ましく、粒状アルミニウムの含有率を重量比で60%程度またはそれ以上にすることがより好ましい。これによると、ブリケットの脱酸効果を良好な状態に維持できる。
【0008】
また、ブリケットをさらに早くスラグ中を通過させるためには、粒状アルミニウムの含有率を重量比で50%に近づくまで減少させてその分粒状スチールの含有量を増やしたり、ブリケットを成形する際の加工圧力を大きくして密度を大きくしたりする。これによって、ブリケットの嵩比重を大きくしてブリケットをさらに早くスラグ中を通過させることができる。なお、ブリケット中の粒状スチールは、溶解後は材料として溶銑や溶鋼の中に含まれるため、溶銑や溶鋼に悪影響がでることはない。この場合のブリケットの形状としては、四角錐形、三角錐形、さらに多くの角を有する多角錐形、円錐形や、それらの細径部分を除去した四角錐台形等とすることができる。これによれば、ブリケットが、不用意に転がることを防止できる。
【0009】
本発明に係るブリケットの他の構成上の特徴は、粒状アルミニウムと粒状スチールとを、使用済みのアルミニウム缶とスチール缶とを加熱処理して不純物を除去するとともに、所定の大きさの粒状に形成したもので構成したことにある。これによると、使用済みのアルミニウム缶やスチール缶をブリケットの成形用材料として用いるため、資源の有効利用が可能になる。
【0010】
本発明に係るブリケットのさらに他の構成上の特徴は、添加剤としてシリコンを含有していることにある。一般に、鉄や鋼に所定の特性を持たせるために種々の添加剤を添加することが行われており、本発明によると、鉄や鋼を引張りにも圧縮にも強く変形しにくいものにすることができ、鋼の場合には、これによって高張力鋼を得ることができる。
【0011】
また、本発明に係るブリケットのさらに他の構成上の特徴は、溶銑や溶鋼の表面に形成されるスラグの上面に投入されたのちにスラグ中を通過して溶銑や溶鋼に接触することにより溶銑や溶鋼を脱酸するものであり、嵩比重が2.3〜2.7のスラグが表面に形成された溶銑や溶鋼の処理に用いられることにある。これによると、スラグの嵩比重が2.3〜2.7であるのに対し、ブリケットの嵩比重が2.9以上であるため、ブリケットを効率よくスラグ中を通過させ溶銑や溶鋼を効果的に脱酸処理することができる。
【0012】
本発明に係るブリケットの製造方法の構成上の特徴は、銑鉄製造工程や製鋼工程において溶銑や溶鋼の脱酸に用いられるブリケットの製造方法であって、使用済みのアルミニウム缶とスチール缶とを加熱処理して不純物を除去する不純物除去工程と、不純物が除去されたアルミニウム缶とスチール缶とを造粒して粒状アルミニウムと粒状スチールにする造粒工程と、粒状アルミニウムと粒状スチールとを分離する分離工程と、粒状アルミニウムの含有率が重量比で50%以上になるようにして粒状アルミニウムと粒状スチールとを配合する配合工程と、配合工程によって配合された粒状アルミニウムと粒状スチールとを嵩比重が2.9以上になるようにして成形する成形工程とを備えたことにある。
【0013】
このように構成したブリケットの製造方法では、使用済みのアルミニウム缶やスチール缶を用いて、溶銑や溶鋼を効率よく脱酸することができるブリケットを得ることができるため資源の有効利用が可能になる。すなわち、このブリケットの製造方法は、使用済みのアルミニウム缶やスチール缶を粒状にしたのちに、粒状アルミニウムと粒状スチールとを所定の比率に配合してブリケットを成形するようにしている。このため、ブリケットの嵩比重をアルミニウムの比重よりも大きくすることができるとともに、ブリケットが溶融する温度をアルミニウムの溶融温度よりも高くすることができる。
【0014】
この結果、ブリケットを、表面にスラグの層が形成された溶銑や溶鋼の中に投入すると、ブリケットは、スラグ中で溶解することなくスラグを通過して溶鋼に接触するようになり、アルミニウムだけで構成されるブリケットよりも溶銑や溶鋼を効率よく脱酸することができる。また、粒状アルミニウムと粒状スチールとは、使用済みのアルミニウム缶とスチール缶とを加熱処理して不純物を除去したのちに造粒することにより得られるため、不純物が溶銑や溶鋼に悪影響を及ぼすこともない。また、造粒工程では、アルミニウム缶とスチール缶とを所定の大きさに砕いて小片にするとともに各小片を略球形の粒状に形成することが行われる。このため、成形工程で、圧力を調整することによりブリケットの密度を変更して任意の嵩比重を備えたものにすることができる。
【0015】
本発明に係るブリケットの製造方法の他の構成上の特徴は、配合工程において、添加剤としてシリコンを含有させることにある。これによると、ブリケットによって処理される溶銑や溶鋼から酸素を除去するだけでなく、得られた鉄や鋼を引張りにも圧縮にも強く変形しにくいものにすることができる。
【0016】
本発明に係るブリケットの製造方法のさらに他の構成上の特徴は、ブリケットが溶銑や溶鋼の表面に形成されるスラグの上面に投入されたのちにスラグ中を通過して溶銑や溶鋼に接触することにより溶銑や溶鋼を脱酸するものであり、嵩比重が2.3〜2.7のスラグが表面に形成された溶銑や溶鋼の処理に用いられることにある。これによると、効率よくスラグ中を通過して溶銑や溶鋼を効果的に脱酸処理することができるブリケットを得ることができる。
【図面の簡単な説明】
【0017】
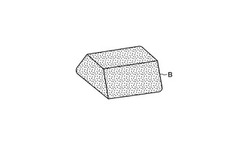
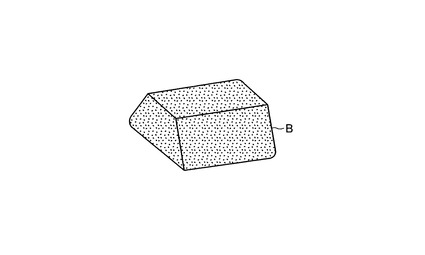
【図1】本発明の一実施形態に係るブリケットを示した斜視図である。
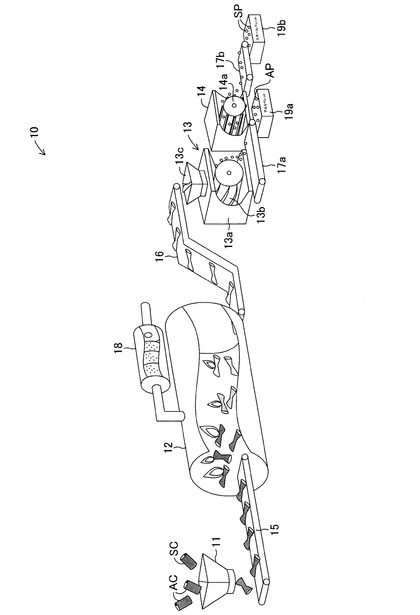
【図2】空き缶処理システムの概略を示した構成図である。
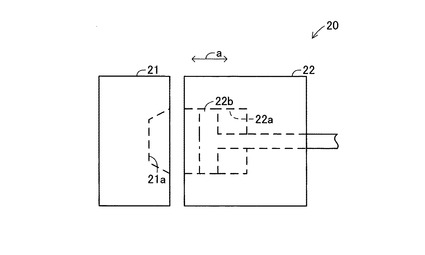
【図3】ブリケット成形装置の概略を示した平面図である。
【発明を実施するための形態】
【0018】
以下、本発明の一実施形態に係るブリケットおよびブリケットの製造方法を図面を用いて説明する。図1は、同実施形態に係るブリケットBを示している。このブリケットBは、本発明に係る粒状アルミニウムと粒状スチールとからなる材料を成形して得られたもので、両側面が略平行する台形になった六面体に形成されている。また、ブリケットBを構成する粒状アルミニウムと粒状スチールとしては、使用済みのアルミニウム缶ACとスチール缶SC(図2参照)とをそれぞれ加熱処理して不純物を除去したのちに、造粒処理して粒状に形成したアルミペレットAPとスチールペレットSP(図2参照)とが使用されている。
【0019】
ブリケットBを構成するアルミペレットAPとスチールペレットSPとの混合率は重量比で50:50に設定されている。また、アルミペレットAPとスチールペレットSPとは、それぞれ直径が3〜10mmの粒状になるように造粒され、このアルミペレットAPとスチールペレットSPとで成形されたブリケットBの嵩比重は、3.0に設定されている。なお、アルミペレットAPの比重は2.7(アルミニウムの比重と同じ)であり、スチールペレットSPの比重は7.8(鉄の比重と同じ)である。
【0020】
以下、このブリケットBの製造方法について説明する。このブリケットBの製造においては、まず、図2に示した空き缶処理システム10を用いて使用済みのアルミニウム缶ACとスチール缶SCからアルミペレットAPとスチールペレットSPを製造する。空き缶処理システム10は、ロールプレス11、金属加熱炉12、造粒機13および選別機14を備えている。そして、ロールプレス11と金属加熱炉12との間には、略水平方向に延びる搬送コンベア15が配置され、金属加熱炉12と造粒機13との間には、斜め上方に延びる段付きの搬送コンベア16が配置されている。さらに、造粒機13と選別機14との間にはペレット搬送用コンベア17aが配置され、選別機14の下流側にはスチールペレット搬送コンベア17bが配置されている。
【0021】
ロールプレス11は、ホッパー状になった外郭部の内部に、間隔を調整可能になった2本のロール(図示せず)を平行に配置して構成されており、外郭部の内部に上部開口から投入されるアルミニウム缶ACとスチール缶SCとを2本のロール間を通過させて押し潰すことにより減容する。そして、ロールプレス11により押し潰されたアルミニウム缶ACとスチール缶SCとは、外郭部の下部開口から下方に位置する搬送コンベア15の搬送面上流側に落下し、搬送コンベア15によって金属加熱炉12内に搬送される。金属加熱炉12は、アルミニウム缶ACとスチール缶SCとが内部に搬送される回転筒体と、回転筒体を軸周り方向に回転させる回転駆動装置(図示せず)と、回転筒体の内部を加熱する加熱装置(図示せず)とを備えたロータリーキルンで構成されている。
【0022】
このため、回転筒体内にアルミニウム缶ACとスチール缶SCとを入れた状態で、回転駆動装置と、加熱装置とをそれぞれ作動させると、回転筒体は、回転しながらその内部が加熱される。これによって、アルミニウム缶ACとスチール缶SCとは回転筒体の内部で転がりながら約400℃程度に加熱される。この加熱と回転によって、アルミニウム缶ACとスチール缶SCとの表面に塗布された塗料やアルミニウム缶ACとスチール缶SCとの内部の残留物が燃焼されるとともに、膨張率の違い等からアルミニウム缶ACとスチール缶SCとの缶本体と蓋部とが分離され易い状態になる。このとき、アルミニウム缶ACとスチール缶SCとに付着する異物も燃焼される。
【0023】
また、金属加熱炉12の下方にはダストコンベア(図示せず)が設けられ、金属加熱炉12の上方には回転筒体の内部に連通する二次燃焼炉18が設けられている。ダストコンベアは、回転筒体の内部で発生する燃焼による炭化物や粉状のダストを外部に排出する。二次燃焼炉18は、回転筒体の内部で発生する温度が約400℃の排ガスを、850℃程度まで加熱して完全燃焼したのちに空冷塔(図示せず)に送る。空冷塔に送られた排ガスは、急冷されたのちに、サイクロン、バグフィルター集塵機(ともに図示せず)を通過してろ過されたのちに外部に排気される。
【0024】
金属加熱炉12によって、不純物が除去されたアルミニウム缶ACとスチール缶SCとは、搬送コンベア16によって、造粒機13の上方に搬送される。搬送コンベア16は、金属加熱炉12側部分と造粒機13側部分とが高さの異なる(金属加熱炉12側部分が低く、造粒機13側部分が高い)位置で水平方向に延びており、中央部分が金属加熱炉12側から造粒機13側に向かって登り傾斜になっている。このため、搬送コンベア16の搬送方向は金属加熱炉12から造粒機13に向かって段状になって斜め上方に延びている。
【0025】
造粒機13は、チャンバー部13aと、チャンバー部13aの内部に配置されハンマーを備えた回転部13bとを備えており、チャンバー部13aの上部には、ホッパー部13cが設けられている。ホッパー部13cは、搬送コンベア16によって搬送され搬送コンベア16の下流端から落下してくるアルミニウム缶ACとスチール缶SCとを受け、チャンバー部13a内に案内する。アルミニウム缶ACとスチール缶SCとは、ホッパー部13cを介してチャンバー部13a内に送られ、回転部13bの回転によってチャンバー部13a内で缶本体と蓋部とが分離されるとともに、小さく打ち砕かれて粒状になる。これによって、アルミペレットAPとスチールペレットSPとが得られる。
【0026】
選別機14は、ペレット搬送用コンベア17aを介して造粒機13から搬送されてくるアルミペレットAPとスチールペレットSPとを磁力を利用して選別する装置であり、ペレット搬送用コンベア17a上のスチールペレットSPだけを吸引してスチールペレット搬送コンベア17bに送る回転吸引部14aを備えている。すなわち、ペレット搬送用コンベア17aで搬送されるアルミペレットAPとスチールペレットSPのうちアルミペレットAPは、ペレット搬送用コンベア17aの下流端で下方に落下してアルミペレット収容箱19a内に収容される。
【0027】
そして、スチールペレットSPは、選別機14によってスチールペレット搬送コンベア17bに送られ、スチールペレット搬送コンベア17bの下流端で下方に落下してスチールペレット収容箱19b内に収容される。この際、アルミペレットAPとスチールペレットSPとは、それぞれ篩にかけられ、粉体状のアルミニウムやスチールは除去される。このような処理によって得られたアルミペレットAPとスチールペレットSPとは、重量比が50:50になるように配合されたのちに、所定のブリケット成形装置によって嵩比重が3.0のブリケットBに成形される。この場合、アルミペレットAPの容積は、スチールペレットSPの容積の2.9倍程度になる。
【0028】
ブリケット成形装置としては、種々の成形装置を用いることができるが、例えば、図3に示したブリケット成形装置20を用いることもできる。このブリケット成形装置20は、固定型21と、固定型21に対して進退する(図3の矢印aの方向)移動型22とを備えており、固定型21の合わせ面には、ブリケットBの形状の成形用凹部21aが形成されている。そして、移動型22の内部には、合わせ面側が開口した材料充填空間22aが形成され、材料充填空間22aの内部に駆動機構(図示せず)の作動により材料充填空間22a内を矢印aの方向に移動するピストン22bが配置されている。また、移動型22の上部には、材料充填空間22aに連通する材料供給口(図示せず)が形成されている。
【0029】
このため、移動型22を固定型21側に移動させて、固定型21と移動型22との合わせ面を合わせた状態で、ピストン22bを後退(図3の右側への移動)させ、アルミペレットAPとスチールペレットSPとを材料供給口から材料充填空間22a内に充填したのちに、ピストン22bを前進(図3の左側への移動)させることにより、成形用凹部21aとピストン22bとの間に形成される空間部にブリケットBが形成される。ブリケットBが成形されると、移動型22を後退させて固定型21から離間させる。
【0030】
なお、図示していないが、固定型21には、成形用凹部21aの成形面から突出できる押し出しピンが設けられており、移動型22が後退するときに、この押し出しピンが突出することにより、ブリケットBは成形用凹部21aから押し出されて下方に落下する。このようにして成形されたブリケットBは、製鋼所等で脱酸剤として使用される。脱酸処理は、高炉、転炉、電気炉等を用いた銑鉄製造工程や製鋼工程で行われ、表面にスラグ層が形成された溶銑や溶鋼のスラグ層の上面に、ブリケットBを投入することにより行われる。
【0031】
この場合、ブリケットBの嵩比重は3.0で、スラグの嵩比重は2.3〜2.7(銑鉄製造工程で発生する溶融スラグの嵩比重は、2.6〜2.7である。)であるため、ブリケットBは、スラグ層を通過して溶銑や溶鋼の溶湯中に入る。この場合、ブリケットBは、スラグ層を素早く通過することができる。これによって、ブリケットBの中のアルミニウムは、溶銑や溶鋼の中の酸素ガスを除去する。
【0032】
すなわち、アルミニウムは、鉄や鋼よりも酸素に対して反応して酸化されやすいため、ブリケットBの中のアルミニウムが、溶銑や溶鋼に接触することにより、溶銑や溶鋼の中の酸素と反応して二酸化アルミニウムになることにより溶銑や溶鋼の中から酸素を取り除く。この場合、ブリケットBの中のスチールは、溶銑や溶鋼の中で溶けて溶銑や溶鋼に混合され材料となる。また、溶銑や溶鋼の脱酸により生じた二酸化アルミニウムは溶銑や溶鋼の表面に浮いてスラグとともに除去される。なお、スラグの嵩比重の2.3〜2.7は、冷却固化したスラグの嵩比重を測定したものであるが、溶融スラグの嵩比重もほとんど同じである。
【0033】
また、本発明に係る他の実施形態として、アルミペレットAPとスチールペレットSPとを配合する際に、添加剤としてシリコンを加えることができる。この場合、シリコンの比重は2.3〜2.4でアルミペレットAPの比重よりも小さいため、本実施形態に係るブリケットの空隙部分の体積を前述したブリケットBの空隙部分の体積よりも小さくする。すなわち、ブリケット成形時の圧力を大きくする。これによって、シリコンを含ませてもブリケットの嵩比重を2.9以上に維持できる。なお、シリコンの含有量は重量比で10%程度にしておくことが好ましい。これによると、ブリケットによって処理される溶銑や溶鋼から酸素を除去するだけでなく、得られた鉄や鋼を引張りにも圧縮にも強く変形しにくいものにすることができる。
【0034】
また、本発明に係るブリケットおよびブリケットの製造方法は、前述した実施形態に限定するものでなく、適宜変更することができる。例えば、ブリケットの嵩比重や、ブリケット中のアルミニウムの含有率については、本発明の技術的範囲で適宜変更することができ、ブリケットの形状についても種々の形状にすることができる。この場合、ブリケットの嵩比重を2.9に維持して、アルミペレットAPとスチールペレットSPとの混合率を重量比で60:40にすることにより、前述した各実施形態のブリケットよりも脱酸効果の優れたブリケットを得ることができる。
【0035】
また、ブリケット成形装置として、周面に成形用凹部が形成された二つのロールを周面を対向させて配置した装置を用いることもできる。これによると、二つのロールの上方からアルミペレットAPとスチールペレットSPとを順次供給しながら二つのロールの対向面が上方から下方に移動するように二つのロールを回転させることにより、各成形用凹部で圧縮成形されたブリケットを下方に落下させていくことができる。この場合、ブリケットの形状を左右対称にすることができる。
【符号の説明】
【0036】
12…金属加熱炉、13…造粒機、14…選別機、20…ブリケット成形装置、AC…アルミニウム缶、AP…アルミペレット、B…ブリケット、SC…スチール缶、SP…スチールペレット。
【先行技術文献】
【特許文献】
【0037】
【特許文献1】特開平7−118765号公報
【技術分野】
【0001】
本発明は、銑鉄製造工程や製鋼工程において溶銑や溶鋼の脱酸に用いられるブリケットおよびその製造方法に関する。
【背景技術】
【0002】
従来から、例えば、製鋼工程において、溶鋼中に含まれる酸素を除去するためにアルミニウムの塊からなる脱酸用ブリケットが用いられている(例えば、特許文献1参照)。このブリケット(アルミニウム脱酸ブリケット塊)は、リサイクルによって収集されたアルミニウム屑およびアルミニウム合金屑をシュレッダー機で砕いたのちに、ロータリーキルンで加熱することにより不純物を除去し、プレス機で成形することにより得られるものである。そして、このブリケットは、2.45g/cm3から2.6g/cm3の比重を備えている。
【発明の概要】
【0003】
このような脱酸用のブリケットは、高温で比重の大きな溶銑や溶鋼の中に投入されるものであり、溶銑や溶鋼の表面にはスラグの層が形成されている。このため、ブリケットとしては、溶銑や溶鋼の表面に形成されたスラグの上面に投入されたのちにスラグ中を通過して溶銑や溶鋼に接触することにより溶銑や溶鋼を脱酸することができるものが要求される。しかしながら、通常、溶銑や溶鋼の表面に形成されるスラグの嵩比重は、2,3〜2.7であり、このようなスラグの上面に、前述したブリケットを投入してもブリケットが素早くスラグを通過して溶銑や溶鋼に到達することは難しい。また、アルミニウムの溶解温度は、溶銑や溶鋼の温度と比較して低温であるため、アルミニウムだけで構成される従来のブリケットはスラグ上で燃焼して灰になりやすいという問題もある。このため、従来のブリケットで、効率のよい脱酸処理を行うことはできなかった。
【0004】
本発明は、このような問題に対処するためになされたもので、その目的は、効率のよい脱酸処理行うことができるブリケットおよびその製造方法を提供することである。
【0005】
前述した目的を達成するため、本発明に係るブリケットの構成上の特徴は、粒状アルミニウムと粒状スチールとを成形して構成され銑鉄製造工程や製鋼工程において溶銑や溶鋼の脱酸に用いられるブリケットであって、嵩比重を2.9以上にするとともに、粒状アルミニウムの含有率を重量比で50%以上にしたことにある。
【0006】
本発明に係るブリケットは、脱酸効果を発揮する粒状アルミニウムに、嵩比重を大きくするための粒状スチールを加えて構成されている。このため、ブリケットの嵩比重をアルミニウムだけで構成されるブリケットの嵩比重よりも大きくすることができ、表面にスラグの層が形成された溶銑や溶鋼にブリケットを投入すると、ブリケットは、すぐにスラグを通過して溶銑や溶鋼に接触する。また、ブリケット中には、溶融点の高い粒状スチールも含まれるため、ブリケットは、スラグ中で溶解することなく溶銑や溶鋼に到達することができる。このため、溶銑や溶鋼を効率よく脱酸することができ脱酸用ブリケットとしての効果が増す。
【0007】
この場合、ブリケットの嵩比重を2.9以上にしながら、粒状アルミニウムの含有率を重量比で50%以上にしているため、脱酸効果を維持しながらスラグ中を素早く通過できるブリケットを得ることができる。なお、嵩比重を2.9以上に維持できる範囲であれば、粒状アルミニウムの含有率をより多くすることが好ましく、粒状アルミニウムの含有率を重量比で60%程度またはそれ以上にすることがより好ましい。これによると、ブリケットの脱酸効果を良好な状態に維持できる。
【0008】
また、ブリケットをさらに早くスラグ中を通過させるためには、粒状アルミニウムの含有率を重量比で50%に近づくまで減少させてその分粒状スチールの含有量を増やしたり、ブリケットを成形する際の加工圧力を大きくして密度を大きくしたりする。これによって、ブリケットの嵩比重を大きくしてブリケットをさらに早くスラグ中を通過させることができる。なお、ブリケット中の粒状スチールは、溶解後は材料として溶銑や溶鋼の中に含まれるため、溶銑や溶鋼に悪影響がでることはない。この場合のブリケットの形状としては、四角錐形、三角錐形、さらに多くの角を有する多角錐形、円錐形や、それらの細径部分を除去した四角錐台形等とすることができる。これによれば、ブリケットが、不用意に転がることを防止できる。
【0009】
本発明に係るブリケットの他の構成上の特徴は、粒状アルミニウムと粒状スチールとを、使用済みのアルミニウム缶とスチール缶とを加熱処理して不純物を除去するとともに、所定の大きさの粒状に形成したもので構成したことにある。これによると、使用済みのアルミニウム缶やスチール缶をブリケットの成形用材料として用いるため、資源の有効利用が可能になる。
【0010】
本発明に係るブリケットのさらに他の構成上の特徴は、添加剤としてシリコンを含有していることにある。一般に、鉄や鋼に所定の特性を持たせるために種々の添加剤を添加することが行われており、本発明によると、鉄や鋼を引張りにも圧縮にも強く変形しにくいものにすることができ、鋼の場合には、これによって高張力鋼を得ることができる。
【0011】
また、本発明に係るブリケットのさらに他の構成上の特徴は、溶銑や溶鋼の表面に形成されるスラグの上面に投入されたのちにスラグ中を通過して溶銑や溶鋼に接触することにより溶銑や溶鋼を脱酸するものであり、嵩比重が2.3〜2.7のスラグが表面に形成された溶銑や溶鋼の処理に用いられることにある。これによると、スラグの嵩比重が2.3〜2.7であるのに対し、ブリケットの嵩比重が2.9以上であるため、ブリケットを効率よくスラグ中を通過させ溶銑や溶鋼を効果的に脱酸処理することができる。
【0012】
本発明に係るブリケットの製造方法の構成上の特徴は、銑鉄製造工程や製鋼工程において溶銑や溶鋼の脱酸に用いられるブリケットの製造方法であって、使用済みのアルミニウム缶とスチール缶とを加熱処理して不純物を除去する不純物除去工程と、不純物が除去されたアルミニウム缶とスチール缶とを造粒して粒状アルミニウムと粒状スチールにする造粒工程と、粒状アルミニウムと粒状スチールとを分離する分離工程と、粒状アルミニウムの含有率が重量比で50%以上になるようにして粒状アルミニウムと粒状スチールとを配合する配合工程と、配合工程によって配合された粒状アルミニウムと粒状スチールとを嵩比重が2.9以上になるようにして成形する成形工程とを備えたことにある。
【0013】
このように構成したブリケットの製造方法では、使用済みのアルミニウム缶やスチール缶を用いて、溶銑や溶鋼を効率よく脱酸することができるブリケットを得ることができるため資源の有効利用が可能になる。すなわち、このブリケットの製造方法は、使用済みのアルミニウム缶やスチール缶を粒状にしたのちに、粒状アルミニウムと粒状スチールとを所定の比率に配合してブリケットを成形するようにしている。このため、ブリケットの嵩比重をアルミニウムの比重よりも大きくすることができるとともに、ブリケットが溶融する温度をアルミニウムの溶融温度よりも高くすることができる。
【0014】
この結果、ブリケットを、表面にスラグの層が形成された溶銑や溶鋼の中に投入すると、ブリケットは、スラグ中で溶解することなくスラグを通過して溶鋼に接触するようになり、アルミニウムだけで構成されるブリケットよりも溶銑や溶鋼を効率よく脱酸することができる。また、粒状アルミニウムと粒状スチールとは、使用済みのアルミニウム缶とスチール缶とを加熱処理して不純物を除去したのちに造粒することにより得られるため、不純物が溶銑や溶鋼に悪影響を及ぼすこともない。また、造粒工程では、アルミニウム缶とスチール缶とを所定の大きさに砕いて小片にするとともに各小片を略球形の粒状に形成することが行われる。このため、成形工程で、圧力を調整することによりブリケットの密度を変更して任意の嵩比重を備えたものにすることができる。
【0015】
本発明に係るブリケットの製造方法の他の構成上の特徴は、配合工程において、添加剤としてシリコンを含有させることにある。これによると、ブリケットによって処理される溶銑や溶鋼から酸素を除去するだけでなく、得られた鉄や鋼を引張りにも圧縮にも強く変形しにくいものにすることができる。
【0016】
本発明に係るブリケットの製造方法のさらに他の構成上の特徴は、ブリケットが溶銑や溶鋼の表面に形成されるスラグの上面に投入されたのちにスラグ中を通過して溶銑や溶鋼に接触することにより溶銑や溶鋼を脱酸するものであり、嵩比重が2.3〜2.7のスラグが表面に形成された溶銑や溶鋼の処理に用いられることにある。これによると、効率よくスラグ中を通過して溶銑や溶鋼を効果的に脱酸処理することができるブリケットを得ることができる。
【図面の簡単な説明】
【0017】
【図1】本発明の一実施形態に係るブリケットを示した斜視図である。
【図2】空き缶処理システムの概略を示した構成図である。
【図3】ブリケット成形装置の概略を示した平面図である。
【発明を実施するための形態】
【0018】
以下、本発明の一実施形態に係るブリケットおよびブリケットの製造方法を図面を用いて説明する。図1は、同実施形態に係るブリケットBを示している。このブリケットBは、本発明に係る粒状アルミニウムと粒状スチールとからなる材料を成形して得られたもので、両側面が略平行する台形になった六面体に形成されている。また、ブリケットBを構成する粒状アルミニウムと粒状スチールとしては、使用済みのアルミニウム缶ACとスチール缶SC(図2参照)とをそれぞれ加熱処理して不純物を除去したのちに、造粒処理して粒状に形成したアルミペレットAPとスチールペレットSP(図2参照)とが使用されている。
【0019】
ブリケットBを構成するアルミペレットAPとスチールペレットSPとの混合率は重量比で50:50に設定されている。また、アルミペレットAPとスチールペレットSPとは、それぞれ直径が3〜10mmの粒状になるように造粒され、このアルミペレットAPとスチールペレットSPとで成形されたブリケットBの嵩比重は、3.0に設定されている。なお、アルミペレットAPの比重は2.7(アルミニウムの比重と同じ)であり、スチールペレットSPの比重は7.8(鉄の比重と同じ)である。
【0020】
以下、このブリケットBの製造方法について説明する。このブリケットBの製造においては、まず、図2に示した空き缶処理システム10を用いて使用済みのアルミニウム缶ACとスチール缶SCからアルミペレットAPとスチールペレットSPを製造する。空き缶処理システム10は、ロールプレス11、金属加熱炉12、造粒機13および選別機14を備えている。そして、ロールプレス11と金属加熱炉12との間には、略水平方向に延びる搬送コンベア15が配置され、金属加熱炉12と造粒機13との間には、斜め上方に延びる段付きの搬送コンベア16が配置されている。さらに、造粒機13と選別機14との間にはペレット搬送用コンベア17aが配置され、選別機14の下流側にはスチールペレット搬送コンベア17bが配置されている。
【0021】
ロールプレス11は、ホッパー状になった外郭部の内部に、間隔を調整可能になった2本のロール(図示せず)を平行に配置して構成されており、外郭部の内部に上部開口から投入されるアルミニウム缶ACとスチール缶SCとを2本のロール間を通過させて押し潰すことにより減容する。そして、ロールプレス11により押し潰されたアルミニウム缶ACとスチール缶SCとは、外郭部の下部開口から下方に位置する搬送コンベア15の搬送面上流側に落下し、搬送コンベア15によって金属加熱炉12内に搬送される。金属加熱炉12は、アルミニウム缶ACとスチール缶SCとが内部に搬送される回転筒体と、回転筒体を軸周り方向に回転させる回転駆動装置(図示せず)と、回転筒体の内部を加熱する加熱装置(図示せず)とを備えたロータリーキルンで構成されている。
【0022】
このため、回転筒体内にアルミニウム缶ACとスチール缶SCとを入れた状態で、回転駆動装置と、加熱装置とをそれぞれ作動させると、回転筒体は、回転しながらその内部が加熱される。これによって、アルミニウム缶ACとスチール缶SCとは回転筒体の内部で転がりながら約400℃程度に加熱される。この加熱と回転によって、アルミニウム缶ACとスチール缶SCとの表面に塗布された塗料やアルミニウム缶ACとスチール缶SCとの内部の残留物が燃焼されるとともに、膨張率の違い等からアルミニウム缶ACとスチール缶SCとの缶本体と蓋部とが分離され易い状態になる。このとき、アルミニウム缶ACとスチール缶SCとに付着する異物も燃焼される。
【0023】
また、金属加熱炉12の下方にはダストコンベア(図示せず)が設けられ、金属加熱炉12の上方には回転筒体の内部に連通する二次燃焼炉18が設けられている。ダストコンベアは、回転筒体の内部で発生する燃焼による炭化物や粉状のダストを外部に排出する。二次燃焼炉18は、回転筒体の内部で発生する温度が約400℃の排ガスを、850℃程度まで加熱して完全燃焼したのちに空冷塔(図示せず)に送る。空冷塔に送られた排ガスは、急冷されたのちに、サイクロン、バグフィルター集塵機(ともに図示せず)を通過してろ過されたのちに外部に排気される。
【0024】
金属加熱炉12によって、不純物が除去されたアルミニウム缶ACとスチール缶SCとは、搬送コンベア16によって、造粒機13の上方に搬送される。搬送コンベア16は、金属加熱炉12側部分と造粒機13側部分とが高さの異なる(金属加熱炉12側部分が低く、造粒機13側部分が高い)位置で水平方向に延びており、中央部分が金属加熱炉12側から造粒機13側に向かって登り傾斜になっている。このため、搬送コンベア16の搬送方向は金属加熱炉12から造粒機13に向かって段状になって斜め上方に延びている。
【0025】
造粒機13は、チャンバー部13aと、チャンバー部13aの内部に配置されハンマーを備えた回転部13bとを備えており、チャンバー部13aの上部には、ホッパー部13cが設けられている。ホッパー部13cは、搬送コンベア16によって搬送され搬送コンベア16の下流端から落下してくるアルミニウム缶ACとスチール缶SCとを受け、チャンバー部13a内に案内する。アルミニウム缶ACとスチール缶SCとは、ホッパー部13cを介してチャンバー部13a内に送られ、回転部13bの回転によってチャンバー部13a内で缶本体と蓋部とが分離されるとともに、小さく打ち砕かれて粒状になる。これによって、アルミペレットAPとスチールペレットSPとが得られる。
【0026】
選別機14は、ペレット搬送用コンベア17aを介して造粒機13から搬送されてくるアルミペレットAPとスチールペレットSPとを磁力を利用して選別する装置であり、ペレット搬送用コンベア17a上のスチールペレットSPだけを吸引してスチールペレット搬送コンベア17bに送る回転吸引部14aを備えている。すなわち、ペレット搬送用コンベア17aで搬送されるアルミペレットAPとスチールペレットSPのうちアルミペレットAPは、ペレット搬送用コンベア17aの下流端で下方に落下してアルミペレット収容箱19a内に収容される。
【0027】
そして、スチールペレットSPは、選別機14によってスチールペレット搬送コンベア17bに送られ、スチールペレット搬送コンベア17bの下流端で下方に落下してスチールペレット収容箱19b内に収容される。この際、アルミペレットAPとスチールペレットSPとは、それぞれ篩にかけられ、粉体状のアルミニウムやスチールは除去される。このような処理によって得られたアルミペレットAPとスチールペレットSPとは、重量比が50:50になるように配合されたのちに、所定のブリケット成形装置によって嵩比重が3.0のブリケットBに成形される。この場合、アルミペレットAPの容積は、スチールペレットSPの容積の2.9倍程度になる。
【0028】
ブリケット成形装置としては、種々の成形装置を用いることができるが、例えば、図3に示したブリケット成形装置20を用いることもできる。このブリケット成形装置20は、固定型21と、固定型21に対して進退する(図3の矢印aの方向)移動型22とを備えており、固定型21の合わせ面には、ブリケットBの形状の成形用凹部21aが形成されている。そして、移動型22の内部には、合わせ面側が開口した材料充填空間22aが形成され、材料充填空間22aの内部に駆動機構(図示せず)の作動により材料充填空間22a内を矢印aの方向に移動するピストン22bが配置されている。また、移動型22の上部には、材料充填空間22aに連通する材料供給口(図示せず)が形成されている。
【0029】
このため、移動型22を固定型21側に移動させて、固定型21と移動型22との合わせ面を合わせた状態で、ピストン22bを後退(図3の右側への移動)させ、アルミペレットAPとスチールペレットSPとを材料供給口から材料充填空間22a内に充填したのちに、ピストン22bを前進(図3の左側への移動)させることにより、成形用凹部21aとピストン22bとの間に形成される空間部にブリケットBが形成される。ブリケットBが成形されると、移動型22を後退させて固定型21から離間させる。
【0030】
なお、図示していないが、固定型21には、成形用凹部21aの成形面から突出できる押し出しピンが設けられており、移動型22が後退するときに、この押し出しピンが突出することにより、ブリケットBは成形用凹部21aから押し出されて下方に落下する。このようにして成形されたブリケットBは、製鋼所等で脱酸剤として使用される。脱酸処理は、高炉、転炉、電気炉等を用いた銑鉄製造工程や製鋼工程で行われ、表面にスラグ層が形成された溶銑や溶鋼のスラグ層の上面に、ブリケットBを投入することにより行われる。
【0031】
この場合、ブリケットBの嵩比重は3.0で、スラグの嵩比重は2.3〜2.7(銑鉄製造工程で発生する溶融スラグの嵩比重は、2.6〜2.7である。)であるため、ブリケットBは、スラグ層を通過して溶銑や溶鋼の溶湯中に入る。この場合、ブリケットBは、スラグ層を素早く通過することができる。これによって、ブリケットBの中のアルミニウムは、溶銑や溶鋼の中の酸素ガスを除去する。
【0032】
すなわち、アルミニウムは、鉄や鋼よりも酸素に対して反応して酸化されやすいため、ブリケットBの中のアルミニウムが、溶銑や溶鋼に接触することにより、溶銑や溶鋼の中の酸素と反応して二酸化アルミニウムになることにより溶銑や溶鋼の中から酸素を取り除く。この場合、ブリケットBの中のスチールは、溶銑や溶鋼の中で溶けて溶銑や溶鋼に混合され材料となる。また、溶銑や溶鋼の脱酸により生じた二酸化アルミニウムは溶銑や溶鋼の表面に浮いてスラグとともに除去される。なお、スラグの嵩比重の2.3〜2.7は、冷却固化したスラグの嵩比重を測定したものであるが、溶融スラグの嵩比重もほとんど同じである。
【0033】
また、本発明に係る他の実施形態として、アルミペレットAPとスチールペレットSPとを配合する際に、添加剤としてシリコンを加えることができる。この場合、シリコンの比重は2.3〜2.4でアルミペレットAPの比重よりも小さいため、本実施形態に係るブリケットの空隙部分の体積を前述したブリケットBの空隙部分の体積よりも小さくする。すなわち、ブリケット成形時の圧力を大きくする。これによって、シリコンを含ませてもブリケットの嵩比重を2.9以上に維持できる。なお、シリコンの含有量は重量比で10%程度にしておくことが好ましい。これによると、ブリケットによって処理される溶銑や溶鋼から酸素を除去するだけでなく、得られた鉄や鋼を引張りにも圧縮にも強く変形しにくいものにすることができる。
【0034】
また、本発明に係るブリケットおよびブリケットの製造方法は、前述した実施形態に限定するものでなく、適宜変更することができる。例えば、ブリケットの嵩比重や、ブリケット中のアルミニウムの含有率については、本発明の技術的範囲で適宜変更することができ、ブリケットの形状についても種々の形状にすることができる。この場合、ブリケットの嵩比重を2.9に維持して、アルミペレットAPとスチールペレットSPとの混合率を重量比で60:40にすることにより、前述した各実施形態のブリケットよりも脱酸効果の優れたブリケットを得ることができる。
【0035】
また、ブリケット成形装置として、周面に成形用凹部が形成された二つのロールを周面を対向させて配置した装置を用いることもできる。これによると、二つのロールの上方からアルミペレットAPとスチールペレットSPとを順次供給しながら二つのロールの対向面が上方から下方に移動するように二つのロールを回転させることにより、各成形用凹部で圧縮成形されたブリケットを下方に落下させていくことができる。この場合、ブリケットの形状を左右対称にすることができる。
【符号の説明】
【0036】
12…金属加熱炉、13…造粒機、14…選別機、20…ブリケット成形装置、AC…アルミニウム缶、AP…アルミペレット、B…ブリケット、SC…スチール缶、SP…スチールペレット。
【先行技術文献】
【特許文献】
【0037】
【特許文献1】特開平7−118765号公報
【特許請求の範囲】
【請求項1】
粒状アルミニウムと粒状スチールとを成形して構成され銑鉄製造工程や製鋼工程において溶銑や溶鋼の脱酸に用いられるブリケットであって、嵩比重を2.9以上にするとともに、前記粒状アルミニウムの含有率を重量比で50%以上にしたことを特徴とするブリケット。
【請求項2】
前記粒状アルミニウムと前記粒状スチールとを、使用済みのアルミニウム缶とスチール缶とを加熱処理して不純物を除去するとともに、所定の大きさの粒状に形成したもので構成した請求項1に記載のブリケット。
【請求項3】
添加剤としてシリコンを含有している請求項1または2に記載のブリケット。
【請求項4】
前記溶銑や溶鋼の表面に形成されるスラグの上面に投入されたのちに前記スラグ中を通過して前記溶銑や溶鋼に接触することにより前記溶銑や溶鋼を脱酸するものであり、嵩比重が2.3〜2.7のスラグが表面に形成された溶銑や溶鋼の処理に用いられる請求項1ないし3のうちのいずれか一つに記載のブリケット。
【請求項5】
銑鉄製造工程や製鋼工程において溶銑や溶鋼の脱酸に用いられるブリケットの製造方法であって、
使用済みのアルミニウム缶とスチール缶とを加熱処理して不純物を除去する不純物除去工程と、
前記不純物が除去されたアルミニウム缶とスチール缶とを造粒して粒状アルミニウムと粒状スチールにする造粒工程と、
前記粒状アルミニウムと前記粒状スチールとを分離する分離工程と、
前記粒状アルミニウムの含有率が重量比で50%以上になるようにして前記粒状アルミニウムと前記粒状スチールとを配合する配合工程と、
前記配合工程によって配合された前記粒状アルミニウムと前記粒状スチールとを嵩比重が2.9以上になるようにして成形する成形工程と
を備えたことを特徴とするブリケットの製造方法。
【請求項6】
前記配合工程において、添加剤としてシリコンを含有させる請求項5に記載のブリケットの製造方法。
【請求項7】
前記ブリケットが溶銑や溶鋼の表面に形成されるスラグの上面に投入されたのちに前記スラグ中を通過して前記溶銑や溶鋼に接触することにより前記溶銑や溶鋼を脱酸するものであり、嵩比重が2.3〜2.7のスラグが表面に形成された溶銑や溶鋼の処理に用いられる請求項5または6に記載のブリケットの製造方法。
【請求項1】
粒状アルミニウムと粒状スチールとを成形して構成され銑鉄製造工程や製鋼工程において溶銑や溶鋼の脱酸に用いられるブリケットであって、嵩比重を2.9以上にするとともに、前記粒状アルミニウムの含有率を重量比で50%以上にしたことを特徴とするブリケット。
【請求項2】
前記粒状アルミニウムと前記粒状スチールとを、使用済みのアルミニウム缶とスチール缶とを加熱処理して不純物を除去するとともに、所定の大きさの粒状に形成したもので構成した請求項1に記載のブリケット。
【請求項3】
添加剤としてシリコンを含有している請求項1または2に記載のブリケット。
【請求項4】
前記溶銑や溶鋼の表面に形成されるスラグの上面に投入されたのちに前記スラグ中を通過して前記溶銑や溶鋼に接触することにより前記溶銑や溶鋼を脱酸するものであり、嵩比重が2.3〜2.7のスラグが表面に形成された溶銑や溶鋼の処理に用いられる請求項1ないし3のうちのいずれか一つに記載のブリケット。
【請求項5】
銑鉄製造工程や製鋼工程において溶銑や溶鋼の脱酸に用いられるブリケットの製造方法であって、
使用済みのアルミニウム缶とスチール缶とを加熱処理して不純物を除去する不純物除去工程と、
前記不純物が除去されたアルミニウム缶とスチール缶とを造粒して粒状アルミニウムと粒状スチールにする造粒工程と、
前記粒状アルミニウムと前記粒状スチールとを分離する分離工程と、
前記粒状アルミニウムの含有率が重量比で50%以上になるようにして前記粒状アルミニウムと前記粒状スチールとを配合する配合工程と、
前記配合工程によって配合された前記粒状アルミニウムと前記粒状スチールとを嵩比重が2.9以上になるようにして成形する成形工程と
を備えたことを特徴とするブリケットの製造方法。
【請求項6】
前記配合工程において、添加剤としてシリコンを含有させる請求項5に記載のブリケットの製造方法。
【請求項7】
前記ブリケットが溶銑や溶鋼の表面に形成されるスラグの上面に投入されたのちに前記スラグ中を通過して前記溶銑や溶鋼に接触することにより前記溶銑や溶鋼を脱酸するものであり、嵩比重が2.3〜2.7のスラグが表面に形成された溶銑や溶鋼の処理に用いられる請求項5または6に記載のブリケットの製造方法。
【図1】


【図2】
【図3】
【図2】
【図3】
【公開番号】特開2010−202908(P2010−202908A)
【公開日】平成22年9月16日(2010.9.16)
【国際特許分類】
【出願番号】特願2009−47884(P2009−47884)
【出願日】平成21年3月2日(2009.3.2)
【出願人】(501395649)株式会社アールニッセイ (5)
【Fターム(参考)】
【公開日】平成22年9月16日(2010.9.16)
【国際特許分類】
【出願日】平成21年3月2日(2009.3.2)
【出願人】(501395649)株式会社アールニッセイ (5)
【Fターム(参考)】
[ Back to top ]