
ブリスターパック
【課題】吸入器を用いた薬剤の経口または経鼻デリバリーにおいて、一回分の服用量の薬剤を個別に格納するブリスターパックを提供する。
【解決手段】使用者により吸入される1回分の服用量の薬剤をそれぞれ個別に受けて格納するよう構成された複数の離間したブリスター空洞部を備えるブリスターパックを開示する。このパックは、ホイル層と、外部ポリマー層と、外部ポリマー層の一部をホイル層から実質的に除去または置換することにより形成された脆弱領域で隣接するブリスター空洞部からまたは多数の隣接するブリスター空洞部から分離される各ブリスター空洞部または多数のブリスター空洞部とを含む。
【解決手段】使用者により吸入される1回分の服用量の薬剤をそれぞれ個別に受けて格納するよう構成された複数の離間したブリスター空洞部を備えるブリスターパックを開示する。このパックは、ホイル層と、外部ポリマー層と、外部ポリマー層の一部をホイル層から実質的に除去または置換することにより形成された脆弱領域で隣接するブリスター空洞部からまたは多数の隣接するブリスター空洞部から分離される各ブリスター空洞部または多数のブリスター空洞部とを含む。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ブリスターパックに関し、特に、インデックス付けおよび穴を開けるメカニズムを備えた、患者によりあらかじめ取り付けられまたははめ込まれて使える状態となる吸入器を使用する患者による1回分の服用量の連続的な吸入に先立って、乾燥粉末状の1回分の服用量の薬剤を個別に格納するために用いられるブリスター片に関する。また、本発明は、本発明にかかるブリスターパックに脆弱線を与える方法、ブリスターパックの製造中または製造後に当該脆弱線を与える機器または封止具、および本発明にかかるブリスター片を収容する吸入器に関する。
【背景技術】
【0002】
吸入器を用いた薬剤の経口または経鼻デリバリーは、患者がこうした機器を比較的簡単にわからないようにまたは人前で使用することができるため、とりわけ魅力的な投薬方法である。気道の局部的な疾患やそのほかの呼吸障害を治療する薬剤のデリバリーと同じく、肺を介して血流に薬剤をデリバーし、これにより皮下注射の必要をなくするために、より最近になって用いられるようになった。
【0003】
ある種の従来の測定された1回分の服用量吸入機器においては、粉末状の薬剤が、1回分の服用用の所定の量の粉末を測り分けて調剤することができる調剤機器内の容器に保持される。しかしながら、このような機器では少量の乾燥粉末を正確に測り分けることが難しいため、これらの機器は特に1回分の服用量が比較的小さい場合に1回分の服用量測定能力が貧弱であるという問題がある。また、患者への投与が必要となるまで薬剤を湿気の侵入から保護して外気から密封することも困難である。
【0004】
上記に鑑みて、乾燥粉末処方は、通常はそれぞれが正確かつ一定して測定された1回分の服用量の粉末を収容するカプセルまたはブリスターとして、1回ごとの服用量にあらかじめパッケージされることが一般的となった。ホイルブリスターはカプセルよりも望ましいが、これは、1回分の服用量が光線や紫外線から遮蔽されることに加えて水分の浸入や酸素などの気体の浸透から保護されるためであり、これらはすべて、1回分の服用量が暴露された場合には、吸入器のデリバリー特性に対して決定的な影響を持ちうる。
【0005】
ブリスターパックまたはブリスター片を受ける吸入機器はすでに知られている。この機器の作動により、メカニズムがインデックス付けをしてブリスターに穴を開け、患者が吸入するときにブリスター内を空気が服用分を伴って引き込まれ、その後、服用分がブリスターの外部へ運ばれて、機器を通過し、患者の気道を介して肺へと運ばれる。
【0006】
ブリスターパックは、一般的に、多数の離間して配された一回ごとの服用量または薬剤を受けるブリスターを規定する空洞部を有するベース部と、おおむね平面状のシート形状をし、各空洞部の周囲領域ベース部材料と蓋部材料とを圧縮する封止具を用いて空洞部の領域を除いてベース部にシールされた蓋部とを備える。この封止具は圧縮ステップ中に蓋部がベース部にシールされるよう加熱される。ベース部材料は、通常、薬剤に接触するポリマー層、軟質アルミニウム層、および外部ポリマー層からなる薄板である。アルミニウムは湿気および酸素からのバリアとなり、ポリマーはホイルのヒートシールラッカーに対する接着を支援し、薬剤に接触する比較的不活性な層となる。軟質アルミニウムは、ブリスター形状に「冷間成形」可能なように延性がある。通常は、厚みが45μmである。外部ポリマー層は、薄板に対して付加的な強度と硬度とを与える。
【0007】
蓋部材料は、通常、ヒートシールラッカーと、硬質圧延アルミニウム層(通常、厚みが20〜30μm)と、外部ラッカー層とからなる薄板である。ヒートシールラッカーはヒートシール中にベースホイル薄板のポリマー層に接着してブリスター空洞部の上部の周囲をシールする。アルミニウム層は硬質圧延されてブリスターに収容される薬剤の取出しが必要になった際の吸入器によるブリスターの穴あけを容易にする。薬剤に接触するポリマー層の材料としては、ポリ塩化ビニル(PVC)、ポリプロピレン(PP)、ポリエチレン(PE)などがある。PEの場合、ホイル蓋部のヒートシールラッカーは追加のPE層と置き換えることができる。ヒートシール時には、2つのPE層が溶融して互いに溶接される。ベースホイルの外部ポリマー層は、通常、配向ポリアミド(oPA)である。薬剤に接触するポリマー層は、通常、厚み60μmのPVCである。しかしながら、例えば薄板がより柔軟である必要のある部分においては、厚みが30μmもしくは15μmのより薄い層を用いることもできる。
【0008】
各種の環境の影響に対する薬剤の感度は薬剤の種類によって異なることは言うまでもなく、そのため、上述の種類のホイルブリスターは、優れた環境保護を薬剤に与え、水分の浸入、酸素およびその他の気体から薬剤を保護する。また、上記のホイルは、薬剤の光線からの保護に好都合である。ホイル材料自体は、孔があいていなければ、水分および気体に不浸透性であるが、ポリマー層は多かれ少なかれ浸透性である。通常、浸透性は、任意の時間における水分または気体の透過率によって規定される。透過率は、材料の種類、浸透性層の厚み、および透過経路の長さに依存する。しがたって、与えられる保護レベルは、部分的には、ブリスター周囲のシールの幅により決定される。これは、このシール幅が水分または酸素がホイル薄板の端からブリスター空洞部へポリマー層を通過する距離を決定するためである。
【0009】
ブリスター片において、ブリスター片の端部または孔のあいた隣接するブリスターから侵入が発生する。したがって、必要なシール幅はブリスター空洞部からブリスター片の端部までと、1個のブリスター空洞部から隣接するブリスター空洞部までの両方で維持されなければならない。このブリスター空洞部間の距離またはシール幅は、少なくとも2mmでなければならないが、薬剤が環境要因に特に敏感でなければ少なくとも2.5mmがより望ましい。しかしながら、3mm、4mm、あるいは5mm以上など、距離を長くすることにより、環境に対する保護が向上し、薬剤が環境要因に対して敏感である場合にはこのように距離を長くするべきである。
【0010】
ぜんそくや慢性閉塞性肺疾患などの呼吸器系疾患の治療に用いられる吸入機器については、少なくとも1ヶ月の治療に十分な服用量を収容できることが望ましい。このためには、通常、30個のブリスター(1日1回の服用について)または60個のブリスター(1日2回の服用について)を有する吸入器が必要となる。GB2242134より、機器がブリスター片のベース部から蓋部をめくって1回分の服用量を得ることができるようになる、60回分の服用量が個々にシールされたホイルブリスター片を受けることができる機器が提供されることは既知である。しかしながら、この文献で開示される機器は使用済みブリスターのベース部とベース部からめくった蓋部とを受けるチャンバを備えており、このため機器が不必要に大きくなるという問題がある。
【0011】
使用済みブリスターを廃棄できるよう使用済みブリスターとブリスター片に残る未使用ブリスターとの分離を容易にするための代替的な取り組みもある。これにより、使用済みブリスターを機器内に格納する必要がなくなるため、機器の小型化が可能となる。
【0012】
使用済みブリスターを分離することの問題点は、ベースホイル薄板の外部および内部ポリマー層が裂けにくいことにある。このため、例えばEP0469814Aより、ミシン目にそって裂くことを容易にするためにブリスター片のブリスター間のホイルにミシン目を入れることが知られている。しかしながら、ブリスター片にミシン目を入れた場合、ミシン目を入れるプロセスにおいてホイルが切断されて水分シールに裂け目が生じるため、ブリスター間の距離をおそらくは2倍にしなければならない。隣接するブリスター間の距離を大きくすることにより、シール距離、すなわち水分また気体が薬剤に到達するまでに移動する距離が増え、これによりミシン目のあるブリスター片に同様のレベルの環境に対する保護を回復することができる。しかしながら、隣接するブリスター間の距離を大きくすることにより生じる不都合として、その結果できあがるブリスター片は著しく長く、これを収容するためにより大きな機器が必要となることがある。さらに、ブリスターを徐々に穴あけ位置に進めていくためのインデックス付けメカニズムを備える機器においては、ブリスター間の距離の増加によりブリスター片を進める動きを大きくする必要があり、インデックス付けメカニズムの複雑さまたはサイズの増加につながる。
【特許文献1】英国特許出願第2242134号
【特許文献2】欧州特許出願第0469814A
【発明の開示】
【0013】
本発明は、ブリスター片にミシン目を入れることに関連する問題を克服またはほぼ軽減する、引き裂き可能なブリスターパックを提供することを目的とする。特に、本発明は、ブリスター間のシールとシールによる環境に対する保護との完全性を犠牲にすることなく、使用済みブリスターの残りのブリスターからの分離を容易にし、またブリスター間の距離を最小限とすることができるブリスター片を提供することを目的とする。
【0014】
本発明によれば、使用者により吸入される1回分の服用量の薬剤をそれぞれ個別に受けて格納するよう構成された複数の離間したブリスター空洞部を備えるブリスターパックであって、前記パックは、ホイル層と、外部ポリマー層と、前記外部ポリマー層の各ブリスター空洞部または多数のブリスター空洞部の間の一部を前記ホイル層から実質的に除去または置換することにより形成された脆弱領域とを含む、ブリスターパックが提供される。
【0015】
一実施形態において、前記パッケージはホイル上に内部ポリマー層を含み、前記脆弱領域は、前記外部ポリマー層を前記ホイル層から実質的に除去または置換することに加えて、実質的に前記内部ポリマー層を置換することにより形成される。
【0016】
前記ブリスターパックは、好ましくは、前記ブリスター空洞部が形成されるベース部と、前記ブリスター空洞部をシールする実質的に平板な蓋部とを含む。
【0017】
好ましくは、前記ブリスターパックは細長いブリスター片の形状をとっており、最も好ましくは、脆弱領域は前記ブリスター片の各ブリスターの間に設けられる。好適には、各脆弱領域はまっすぐな狭い帯または線の形状をとっており、前記ブリスター片の長手方向端部に対して実質的に直角に延びる。
【0018】
前記ブリスター片は、好ましくは、収容された1回分の服用量にアクセスして患者が吸入できるよう前記ブリスターを一度に1つ穴あけ工程に進めるインデックス付けメカニズムを備える吸入器に挿入するためにロール状に丸めることができるように柔軟である。
【0019】
前記脆弱領域は破損している必要はなく、また、一実施形態において、1つ以上の脆弱領域は非連続であってもよい。この構成では、前記外部ポリマー層、およびおそらくは前記内部ポリマー層は、前記脆弱領域が一連の弱められた領域と弱められていない領域から形成されるように、各脆弱領域に沿って延びる個別の離間した領域から実質的に除去または置換される。
【0020】
好適な実施形態において、引き裂きの開始を促すためにパックの端部に脆弱領域を設けてもよい。裂き始めるのに要する力は引き裂きが始まってから裂き続けるための力よりも大きいため、前記パックの端部の脆弱領域のみで分離が十分可能である。
【0021】
一実施形態において、前記パックの端部は、ノッチ、ニック、ミシン目、または大きく圧縮・折込・嵌入した領域、または加熱されて圧縮または弱められた領域を備えて、引き裂きの開始を容易にしてもよい。
【0022】
前記ブリスターパックは、蓋部とベース部とを備え、前記ブリスターは前記ベース部に形成され、前記脆弱領域もまた前記ベース部に形成される。
【0023】
代替的な実施形態では、前記外部ポリマー層を局所的に溶融、除去または弱めることにより脆弱領域が形成される。好適な実施形態において、レーザが、前記外部ポリマー層を局所的に溶融、除去または弱める。
【0024】
代替的な実施形態において、脆弱領域は、回転式または直線状のブレード(「キスカット」と呼ばれることもある)による折り込み、機械的形成での2つの端部の間の挟み込み、局所的嵌入、局所的圧力により形成されてもよい。
【0025】
ブリスターパックが、前記脆弱領域が前記パッケージの端部に交差する部分に、この脆弱領域に沿っての引き裂きの開始を容易にする引き裂きを開始する手段を備える場合には、キスカット、ミシン目、ダイカット、加熱器具の適用、加圧、またはレーザ除去を含む適切な手段によって形成されてよい。
【0026】
好適な実施形態において、前記脆弱領域の少なくとも一部は狭い帯または線である。また、前記脆弱領域は、前記線が前記パックの端部と交差する部分に拡大領域を含んでもよい。具体的な一実施形態において、狭い帯または線は、前記線の端部が前記パックの端部と交差する部分である2つの拡大領域の間の前記パックにわたって延びる。
【0027】
また、本発明によれば、ホイル層と外部ポリマー層とを含むブリスターパックの、使用者により吸入される1回分の服用量の薬剤を個別に受けて格納する隣接するブリスター空洞部の間に脆弱領域を設ける方法であって、前記外部ポリマー層の一部を前記ホイル層から実質的に除去または置換することにより当該脆弱領域を形成するステップを含む方法が提供される。
【0028】
好ましくは、前記外部ポリマー層の一部を前記ホイル層から実質的に除去または置換して脆弱領域を形成する前記ステップは、前記パックに熱と圧力を加えて、前記外部ポリマー層の一部を溶融もしくは柔らかくして圧縮および/または当該領域における前記ホイルから当該領域を押すステップを含む。
【0029】
一実施形態において、前記方法は、脆弱領域が前記パックの端部と交差する領域で前記パックの一部を切断し、前記脆弱領域に引き裂きを開始する手段を形成するステップを含む。
【0030】
また、本発明によれば、ホイル層と外部ポリマー層とを含むブリスターパックの、使用者により吸入される1回分の服用量の薬剤を個別に受けて格納する隣接するブリスター空洞部の間に脆弱領域を設ける機器であって、前記外部ポリマー層の一部を前記ホイル層から実質的に除去または置換するよう、前記ブリスターパックの一部の脆弱領域が形成される領域を加熱および/または圧縮する手段を備える、機器が提供される。
【0031】
好ましくは、前記機器は、加熱ブレード部材からなる。前記機器は、また、前記ブリスターパックが配置されるベース部材と、前記加熱ブレード部材に従属し、脆弱領域の形成時に前記ベース部材と係合して前記加熱ブレード部材と前記ベース部材との間に所定の距離を維持するストップ部材とを備えてもよい。
【0032】
好適には、前記機器は、加熱ブレード部材に従属し、脆弱領域が前記パックの端部に交差する領域において前記パックの一部を切断し、脆弱領域に引き裂きを開始する手段を形成する切断部材とを備えてもよい。
【0033】
別の実施形態において、前記外部ポリマー層の一部を前記ホイル層から実質的に除去または置換するよう、脆弱領域が形成される領域において前記ブリスターパックの一部を加熱する前記手段はレーザである。このレーザは、前記外部ポリマー層の一部を各脆弱領域に沿った個別の分離した領域から除去または置換するよう構成されてもよい。
【0034】
本発明は、また、本発明にかかるブリスターパックを収容する吸入器を提供する。
【0035】
本発明のブリスターパックは、多くの異なる機器において用いられることが意図されているが、主に、WO2005/037353A1として公開されている本願出願人の同時継続中の国際出願であるPCT出願PCT/GB2004/004416で開示される吸入器における使用を意図している。この吸入器は、インデックス付けおよび各ブリスターに穴を開けるためのアクチュエータを含み、使用済みブリスターは筐体から突出して、筐体に残る未使用ブリスターから容易に除去することができる。
【0036】
上述の機器においては、ブリスター片は機器の内部で丸められる。しかしながら、ブリスター片を丸めることは蓋ホイルの脆弱領域近傍に過剰な応力が加わることとなることがわかっている。これは、薄板の厚みと脆弱領域において薄板が薄くなっていることによる応力の集中によって生じる。このような問題は、薬剤に接触するポリマー層をより薄くした冷間成形ホイルを用いることにより緩和される。前記薬剤に接触するポリマー層は、好ましくは厚みが60μm未満であり、最も好ましくは15μm〜40μmの間である。とりわけ好適な実施形態においては、前記ポリマー層の厚みは30μmである。内部ポリマー層は、ブリスター片が丸められたときの蓋ホイルに加わる応力を低減するだけでなく、薄板の引き裂きを、とりわけいったん引き裂きが始まると、ずっと容易にするものである。
【0037】
本発明の別の様態によれば、ブリスターパックを製造するための封止具であって、複数のブリスター空洞部を有するベース部と、前記ベース部の空洞部上に取り付けられて1回分の服用量が各ブリスター空洞部に配されるとこれをシールする蓋部とを備え、前記パックはホイル層と1つ以上のポリマー層とを含み、前記封止具は、ブリスターベース部と前記ベース部上に配された蓋部とを圧縮加熱して前記蓋部を前記ベース部にヒートシールする加熱された表面を備え、前記シール表面は、前記蓋部が前記ベース部にヒートシールされると前記外部ポリマー層の一部を前記ホイル層から実質的に除去または置換して脆弱領域を形成する隆起部を含む、封止具が提供される。
【0038】
好適な実施形態において、前記加熱表面はギザギザであり、前記隆起領域は前記ギザギザのパターンの最も高い表面に実質的に水平である。また、前記隆起部は0.2mmを上限にギザギザのパターンよりも高くなっている。
【0039】
一実施形態において、前記隆起部は、パックの端部に脆弱領域を形成する第1の部分と、前記パックの端部から離れた前記第1の部分から延びる別の脆弱領域を形成する第2の部分とを有する。前記第1の部分の前記表面からの高さは前記第2の部分の前記表面からの高さよりも高くてもよい。
【発明を実施するための最良の形態】
【0040】
以下、単なる一例として、本発明の実施形態について添付の図面を参照して説明する。
【0041】
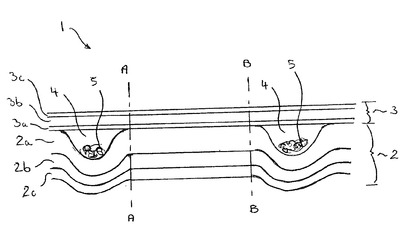
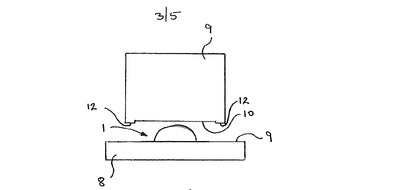
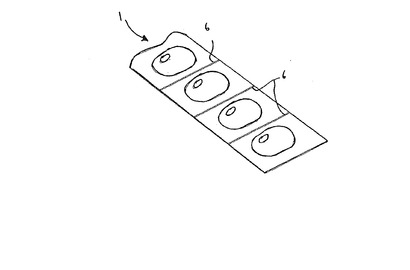
図面を参照すると、図1はブリスター片1の一部断面であり、2つのブリスター4とその間の脆弱線6を形成することになる部分とを示す。本発明は、本願出願人の同時継続中の出願である特許出願0324358.1号に開示されるような吸入機器に輪にして挿入することができるよう十分に柔軟性のある細長いブリスター片1を参照して説明されるが、本発明のブリスターパック1はさまざまな異なる形状および構成をとってよいことは言うまでもない。
【0042】
図1に示すブリスター片1は、ベース部2および蓋部3からなる。ベース部2は、それぞれ1回分の服用量の薬剤5を収容するブリスター空洞部4が形成されおり、薬剤に接触するポリマー層2a、軟質アルミニウムホイル層2b、外部ポリマー層2cの3層からなる薄板である。蓋部3は、ヒートシール時にベース部2のポリマー層2aに接着されてブリスター空洞部4の上面周囲をシールするヒートシールラッカー層3、アルミニウムホイル層3b、外部ラッカー層3cの3層からなる平面状の薄板シートである。ブリスターパック1の具体的な材料および構成の様態は、すでに述べたとおりであるので、ここでは繰り返さない。
【0043】
ブリスター片1の変更例では、ブリスター空洞部4の冷間形成の際の反りや変形の影響を受けにくいより対称な薄板を形成するために、ベース部2はブリスター空洞部4とは反対側に追加のポリマー層(不図示)を含んでもよい。
【0044】
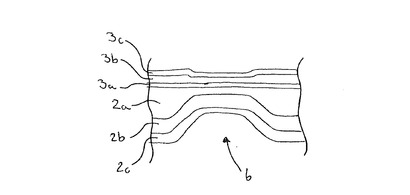
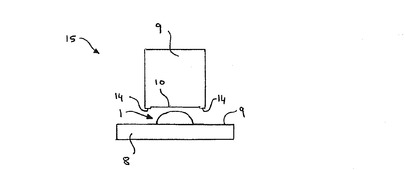
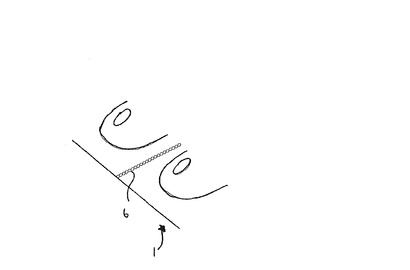
図2は、隣接するブリスター空洞部4間に脆弱線6が形成された後の、図1に示す線A−Aおよび線B−B間のブリスター片1の部分を示す。脆弱線6の領域における薄板の厚みはおおむね減少して圧縮されており、ベース部2の外部ポリマー層2cの一部は厚みを減少させるために取り除かれていることは言うまでもなく、また外部ポリマー層2の一部も完全に取り除かれてもよいことも想定される。本発明の重要な様態は、ベース部2および蓋部3のホイル層2b,3bは脆弱線6が形成されても無傷であり破損していない。
【0045】
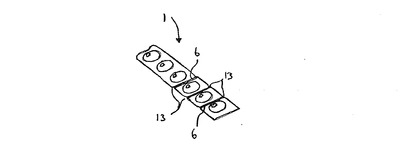
脆弱線6でブリスター片1を割き始めるのに要する力は、引き裂きが始まってから裂き続けるための力よりも大きいため、各脆弱線6の両端の一方または両方に引き裂きの開始を促すための開始機構13を設けてもよい。開始部13は、ノッチ、ニック、もしくはミシン目、または大きく圧縮・折込・嵌入した領域、または加熱されて圧縮または弱められた領域であってもよい。各脆弱線6に引き裂き開始部13が設けられたブリスター片1を図7に示す。開始部13が1つの空洞部4が規定する領域外に空洞部4の周囲から離れてあれば、ブリスター4間のブリスター片1の端部における切断などの開始部13がブリスター片1の端部からブリスター空洞部4までの最小シール幅に影響することはないことは言うまでもない。
【0046】
以下、図2のブリスター片1に見られる脆弱線6形成の器具および方法を、図3から図9を参照して説明する。
【0047】
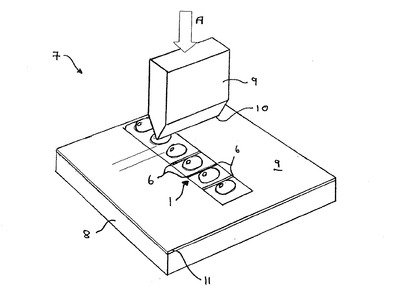
図3に、上面9を有するテーブル8とテーブル8の上部に配された加熱されたブレード部材9とを有し、テーブル8の上面に対して離間・接近する方向にブレード部材9を矢印「A」が示す方向に往復させるメカニズム(不図示)を備える器具7を示す。加熱されたブレード部材9は、テーブル8の上面に位置するブリスター片1と係合する器具先端を含む。ブレード部材9は、テーブル8の上のブリスター片に向かって移動し接触すると、ブリスター片1に所定の圧力を加えてブリスター片を圧縮し、熱により外部ポリマー層2cが溶けて柔らかくなりブレード部材9がブリスター片1に接触している領域の部分または全体が取り除かれる。ブリスター片1は、器具先端10が係合してベース部2に脆弱線を形成するように、フェイスダウン、すなわちテーブル8の上面9にその蓋部3が向かった状態でテーブル8に配置されことが意図されているが、ブリスター片1は器具先端が蓋部3のブリスター片1に係合するようその反対向きにテーブル8に配置されてもよいことは言うまでもない。
【0048】
ブレード部材9の適切な材料としては、アルミニウムおよびアルミニウム合金、好ましくは硬質陽極酸化されたもの、ならびにステンレス鋼がある。好適には、材料がブレード部材9に接着すると脆弱線形成の効果が減少するため、圧縮加熱中にベース部2の外部ポリマー層2cがブレード部材9に接着しないように、ブレード部材9をPTFE(ポリテトラフルオロエチレン)などの低摩擦または「ひっつかない」コーティングでコートしてもよい。
【0049】
ブリスター片1が追加のポリマー層(不図示)で変更されていると、特に、追加ポリマー層が、例えばPVCなどの柔らかくなったときに「繊維質」になりにくい材料からなる場合には、この追加層によりホイル層2bがブレード部材9に接着する傾向の低減に役立つ。
【0050】
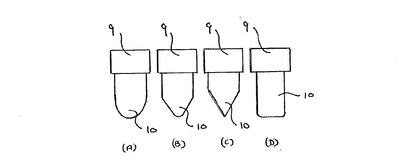
ブレード部材の器具先端10は、0.2〜1.0mm、より好ましくは0.4〜0.6mmの半径を有してもよい。特に好適な実施形態では、器具先端10の半径は0.5mmである。器具先端10の断面を図4Aに示す。ただし、器具先端10は、先端が半径となっているV字ブレード(図4B)、先端が半径となっていないV字ブレード(図4C)、または平坦なブレード(図4D)などの代替的な構成をとってもよいことも想定される。
【0051】
テーブル8は、アルミニウムおよびアルミニウム合金、好ましくは硬質陽極酸化されたもの、ならびにステンレス鋼、またはPEEK(ポリエーテル・エーテル・ケトン)、ポリアミド、またはPTFEなどの高温ポリマーからなってよい。必要であれば、例えば薬剤5が温度に敏感である場合には、テーブル8は冷却されてもよい。
【0052】
テーブル8の上面9には、任意で薄い弾性層11が設けられてもよい。層11は、加えられる力のレベルに対する処理の感度を減少させることにより脆弱線6の形成を支援し、ブリスター片1のホイル層2b,3bが形成中わずかに曲がるようにしてホイル層2b,3bに誘発される応力、特にせん断応力と引き裂き応力を低減し、これにより大きなレベルの力により壊れたり切断されたりしないようにする。弾性層11の適切な材料としては、ポリアミド、ポリイミド、PTFE、ETFE、およびシリコーンゴムなどがある。層11は、好ましくは、厚さが1mm未満であり、より好ましくは0.5mm未満である。好適な実施形態において、弾性層11は0.3mmのポリアミド層からなる。
【0053】
外部および内部ポリマー層2a,2cが十分柔らかくなるように、また外部ポリマー層2cの材料がホイル層2b,3bを切断することなくブレード部材9の両側に圧縮されるようにするためには、ブレード部材9の温度とブリスターパック1との接触時間を慎重に選択することが重要である。キー動作パラメータの適切なかつ好適な範囲を、以下の表に示す。例えば時間を長くすれば加えられる力を小さくすることができ、温度を上げればより短時間で行うことができるなど、当業者にはこれらのパラメータが相互に影響しあうことは明らかである。
【表1】

【0054】
反復可能な脆弱線6を実現するため、加熱と加圧を制御する必要がある。1つの選択肢として、所定の圧縮レベルのバネまたは所定の圧力の空気圧シリンダーを用いて、加えられる力または圧力を制御し、力を加える方法がある。または、ブレード部材9には、ブリスター片1がブレード部材9により所定の量だけ圧縮されるように、器具先端10をテーブル8の上面9から所定の距離に保持する1つ以上のストップ部材12を設けてもよい。図5に示す実施形態においては、器具先端10の両端にストップ部材12が設けられる。器具先端10とテーブル8の上面9の間の距離は、薄板の厚みがさまざまであるブリスター片1に脆弱線6を形成することができるように調整可能である。器具先端10と上面9の間の距離は、好ましくは、薄板の厚み全体の25%〜100%の間になるように選択される。
【0055】
引き裂き開始部13を設けるのであれば、脆弱線6の形成と同じ動作で形成することができる。図6に、脆弱線6と脆弱線6の両端に引き裂き開始を容易にするノッチを形成する代替的な器具15とを示す。切断要素14は加熱器具部材9に従属し、テーブル8の上面9に切り込まれたかみ合い凹部(不図示)に受けられる。切断要素14は、器具先端10がブリスター片1に脆弱線を形成するときに、ブリスターパック1にノッチを切る。
【0056】
効果的な脆弱線6は連続的である必要はない。例えば、ブリスター片1の引っ張り強度を維持して製造および吸入器内のブリスター片1インデックス付けの際の取り扱いを容易にするため、および偶発的なブリスター片1の引き裂きを防ぐために、脆弱線6には1つ以上の非脆弱領域を残してもよい。したがって、脆弱線6は、弱められた領域と弱められていない領域または弱さのレベルが異なる領域とを含んでよい。
【0057】
例えば複数のブレード部材9を有する器具を用いて複数の点を同時に弱めることにより、2つ以上の脆弱線6を一度に形成してもよいことは言うまでもない。好ましくは、脆弱線6は、一度の動作でブリスター片1の大部分もしくは全体に形成される。また、連続的なプロセスで形成されてもよい。大量生産用の断続的または連続的なプロセスを生成する手段は、ブリスター処理機構の分野では周知である。同様に、ブリスター片を並べて同時に処理することにより、2つ以上のブリスター片を一度に処理することもできる。
【0058】
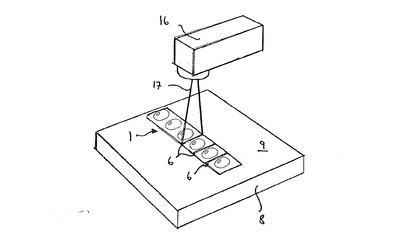
図8に、さらに、レーザ16を用いてブリスター片1に脆弱線を形成する実施形態を示す。本実施形態によれば、レーザ16により発せられるレーザビーム17が所定のパターンでブリスター片1をスキャンし、ポリマー層2cの溶融、除去またはその組み合わせにより局所的に変更してホイル層2bに影響を与えることなく脆弱線6を形成する。レーザ16は、ポリマー層2cの厚みの割合だけ除去するよう構成されてもよいが、ホイル層2bが移動することになる連続処理においては除去の深さを正確に制御することは難しい。したがって、レーザ16がポリマー層2cの厚みの全てを除去するのであれば、レーザ16はブリスター片1の幅の一部においてのみポリマー層2cを除去することが望ましい。例えば、図9Aおよび図9Bに示すように、ポリマーが除去された領域と除去されていない領域が脆弱線6に沿って交互にあらわれる、点線パターン、ドットマトリックスパターン、または破線パターンである。このようにして、過度に脆弱とすることなく、ブリスター片を引き裂き可能とすることができる。
【0059】
レーザ16は、CO2レーザであってもYAGレーザであってもよいが、好ましくはCO2レーザである。レーザ16の種類とパワーは、ポリマー層2cを、その下のアルミニウムホイル層2bを破損することなく、効果的に除去することができるように選択される。レーザによる脆弱線の形成は、上述のニック、ノッチ、またはキスカットを含む引き裂きを開始するいずれかの方法と組み合わせることができる。
【0060】
大量生産のためには、好適には、ブリスター片1を作成する処理は、連続的、または動作の種類に応じて連続的な工程と断続的な工程の組み合わせからなる。例えば、ブリスター形状の冷間形成は、断続的な処理により行われることが多い。連続的な処理では、レーザ16は、ホイル層2b全体をスキャンして脆弱線6を形成し、その後処理を通してブリスター片1のインデックス付けと同期して次の位置にインデックス付けを行うようプログラムされる。これは、レーザビーム17でのスキャンまたはブリスター片1を移動させることにより実現することができる。断続的な処理では、レーザ16は、多数のブリスター4によりブリスター片1がインデックス付けされる前に、ビーム17でスキャンすることにより多数の脆弱線を形成してもよい。
【0061】
上述の実施形態は全て、あらかじめ形成されたブリスター片に脆弱領域を形成する方法および装置に関するものであることは言うまでもない。しかしながら、ブリスター間の脆弱領域の形成はブリスターの製造と同時、すなわち、蓋部がベース部にシールされるのと同時に行うことができることも想定される。
【0062】
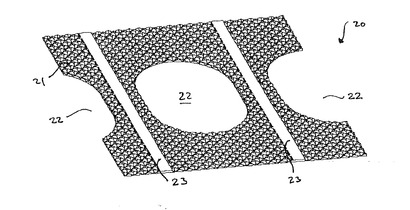
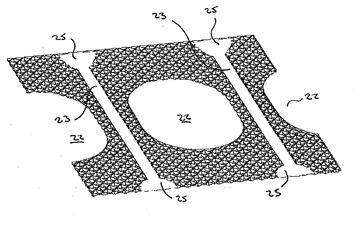
図10Aに、ギザギザのあるまたは粗いパターンの表面21を有し、蓋材料と接触してベース部へのシール機能を果たす封止具またはプレート20の一部分を示す。封止具20は、蓋材料が空洞部にかかる蓋材料の領域の器具20により影響を受けないように、ブリスター空洞部に対応する開口部22を有する。開口部22の両側には、ブリスター空洞部の両側のブリスター片の引き裂き伝搬脆弱線を形成する隆起部23がある。好適な実施形態において、隆起部は、実質的にシールを形成するギザギザのパターンの先端または最も高い表面部分に水平である。隆起部23はブリスター間に薄板が封止具に圧縮されるとわずかに薄く固くなる領域を形成し、この領域はシールラッカーが溶けるよう加熱される。したがって、この領域は、やや壊れやすく、引き裂きが開始されると簡単に裂ける。
【0063】
封止具は、蓋材料をベース部にシールするよう、ブリスター片のどちらの側に適用されてもよいことは言うまでもない。さらに、蓋部およびベース部材料は2つの類似のシール器具の間で圧縮されてもよい。
【0064】
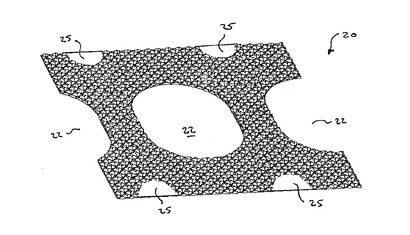
図10Bは、図10Aに示す封止具の一部分の修正例を示す。本実施形態において、隆起部25は、開口部22の間のブリスター片の端部の拡大領域の形をとって、引き裂きの開始を容易にする引き裂き開始領域を形成する。好適な実施形態において、この隆起部は、実質的にシールを形成するギザギザのパターンの先端または最も高い表面部分に水平である。また、図10Aおよび図10Bに示す隆起部のいずれも、0.2mmを上限にギザギザのパターンよりもやや飛び出ていてもよい。ギザギザのパターンは、通常、深さが0.025mm〜0.2mmの間にあり、好ましくは0.04mm〜0.1mmの間にある。
【0065】
図10Cは、図10Aおよび図10Bに示す封止具の一部分のさらに別の修正例を示す。この例では、図10Aに示す隆起部23が図10Bに示す隆起部25と組み合わされている。組み合わされた隆起部23,25は、いずれも、引き裂きを開始・伝播するのに用いられる。薄板は開始領域においてより弱い必要があるため、引き裂き開始領域25は伝搬領域23よりもわずかに高くてもよい。
【0066】
添付の特許請求の範囲に含まれる本発明の多くの修正例および変形例が当業者には明らかとなる。また、上記の説明は本発明の好適な実施形態を説明するものとしてのみみなされるべきである。
【図面の簡単な説明】
【0067】
【図1】2つの隣接するブリスター間に脆弱線を形成するためのブリスター片の処理を行う前の、ブリスター片の一部分の2つの隣接するブリスターを示す横断面図であり、ブリスター片が形成される材料層の厚みは、その構成の理解を促すためにかなり誇張されている。
【図2】図1の断面図の線A−Aおよび線B−B間の一部分の隣接するブリスター間の脆弱線が形成された後を示す図である。
【図3】ブリスター間の脆弱線の形成に用いる器具の簡略化された斜視図であり、3つの脆弱線が形成されたブリスター片を示す。
【図4】図4A〜4Dは、それぞれ、図3に示す器具のブレード部材の代替的な断面図である。
【図5】図3に示す器具の、ブレードの位置を制御するストップが設けられたブレード部材の横側面図である。
【図6】図3に示す器具の、ブリスター片のブレード部材によって形成された脆弱線の両端にノッチを入れる切断要素が両端に設けられているブレード部材の横側面図である。
【図7】隣接するブリスター間に3つの脆弱線が形成され、図6に示すブレード部材を用いて各脆弱線の両端にノッチが入っているブリスター片の斜視図である。
【図8】ブリスター間の脆弱線の形成用の代替的な器具を示す図である。
【図9】図9Aはブリスター片の斜視図であり、図9Bは図8に示す代替的な器具を用いて形成された隣接するブリスター間の脆弱線の拡大斜視図である。
【図10A】図10Aは、ブリスター空洞部の間の裂け目の開始および/または伝搬を促すための領域を形成するブリスター封止具の一部分の異なる形態を示す図である。
【図10B】図10B、ブリスター空洞部の間の裂け目の開始および/または伝搬を促すための領域を形成するブリスター封止具の一部分の異なる形態を示す図である。
【図10C】図10Cは、ブリスター空洞部の間の裂け目の開始および/または伝搬を促すための領域を形成するブリスター封止具の一部分の異なる形態を示す図である。
【技術分野】
【0001】
本発明は、ブリスターパックに関し、特に、インデックス付けおよび穴を開けるメカニズムを備えた、患者によりあらかじめ取り付けられまたははめ込まれて使える状態となる吸入器を使用する患者による1回分の服用量の連続的な吸入に先立って、乾燥粉末状の1回分の服用量の薬剤を個別に格納するために用いられるブリスター片に関する。また、本発明は、本発明にかかるブリスターパックに脆弱線を与える方法、ブリスターパックの製造中または製造後に当該脆弱線を与える機器または封止具、および本発明にかかるブリスター片を収容する吸入器に関する。
【背景技術】
【0002】
吸入器を用いた薬剤の経口または経鼻デリバリーは、患者がこうした機器を比較的簡単にわからないようにまたは人前で使用することができるため、とりわけ魅力的な投薬方法である。気道の局部的な疾患やそのほかの呼吸障害を治療する薬剤のデリバリーと同じく、肺を介して血流に薬剤をデリバーし、これにより皮下注射の必要をなくするために、より最近になって用いられるようになった。
【0003】
ある種の従来の測定された1回分の服用量吸入機器においては、粉末状の薬剤が、1回分の服用用の所定の量の粉末を測り分けて調剤することができる調剤機器内の容器に保持される。しかしながら、このような機器では少量の乾燥粉末を正確に測り分けることが難しいため、これらの機器は特に1回分の服用量が比較的小さい場合に1回分の服用量測定能力が貧弱であるという問題がある。また、患者への投与が必要となるまで薬剤を湿気の侵入から保護して外気から密封することも困難である。
【0004】
上記に鑑みて、乾燥粉末処方は、通常はそれぞれが正確かつ一定して測定された1回分の服用量の粉末を収容するカプセルまたはブリスターとして、1回ごとの服用量にあらかじめパッケージされることが一般的となった。ホイルブリスターはカプセルよりも望ましいが、これは、1回分の服用量が光線や紫外線から遮蔽されることに加えて水分の浸入や酸素などの気体の浸透から保護されるためであり、これらはすべて、1回分の服用量が暴露された場合には、吸入器のデリバリー特性に対して決定的な影響を持ちうる。
【0005】
ブリスターパックまたはブリスター片を受ける吸入機器はすでに知られている。この機器の作動により、メカニズムがインデックス付けをしてブリスターに穴を開け、患者が吸入するときにブリスター内を空気が服用分を伴って引き込まれ、その後、服用分がブリスターの外部へ運ばれて、機器を通過し、患者の気道を介して肺へと運ばれる。
【0006】
ブリスターパックは、一般的に、多数の離間して配された一回ごとの服用量または薬剤を受けるブリスターを規定する空洞部を有するベース部と、おおむね平面状のシート形状をし、各空洞部の周囲領域ベース部材料と蓋部材料とを圧縮する封止具を用いて空洞部の領域を除いてベース部にシールされた蓋部とを備える。この封止具は圧縮ステップ中に蓋部がベース部にシールされるよう加熱される。ベース部材料は、通常、薬剤に接触するポリマー層、軟質アルミニウム層、および外部ポリマー層からなる薄板である。アルミニウムは湿気および酸素からのバリアとなり、ポリマーはホイルのヒートシールラッカーに対する接着を支援し、薬剤に接触する比較的不活性な層となる。軟質アルミニウムは、ブリスター形状に「冷間成形」可能なように延性がある。通常は、厚みが45μmである。外部ポリマー層は、薄板に対して付加的な強度と硬度とを与える。
【0007】
蓋部材料は、通常、ヒートシールラッカーと、硬質圧延アルミニウム層(通常、厚みが20〜30μm)と、外部ラッカー層とからなる薄板である。ヒートシールラッカーはヒートシール中にベースホイル薄板のポリマー層に接着してブリスター空洞部の上部の周囲をシールする。アルミニウム層は硬質圧延されてブリスターに収容される薬剤の取出しが必要になった際の吸入器によるブリスターの穴あけを容易にする。薬剤に接触するポリマー層の材料としては、ポリ塩化ビニル(PVC)、ポリプロピレン(PP)、ポリエチレン(PE)などがある。PEの場合、ホイル蓋部のヒートシールラッカーは追加のPE層と置き換えることができる。ヒートシール時には、2つのPE層が溶融して互いに溶接される。ベースホイルの外部ポリマー層は、通常、配向ポリアミド(oPA)である。薬剤に接触するポリマー層は、通常、厚み60μmのPVCである。しかしながら、例えば薄板がより柔軟である必要のある部分においては、厚みが30μmもしくは15μmのより薄い層を用いることもできる。
【0008】
各種の環境の影響に対する薬剤の感度は薬剤の種類によって異なることは言うまでもなく、そのため、上述の種類のホイルブリスターは、優れた環境保護を薬剤に与え、水分の浸入、酸素およびその他の気体から薬剤を保護する。また、上記のホイルは、薬剤の光線からの保護に好都合である。ホイル材料自体は、孔があいていなければ、水分および気体に不浸透性であるが、ポリマー層は多かれ少なかれ浸透性である。通常、浸透性は、任意の時間における水分または気体の透過率によって規定される。透過率は、材料の種類、浸透性層の厚み、および透過経路の長さに依存する。しがたって、与えられる保護レベルは、部分的には、ブリスター周囲のシールの幅により決定される。これは、このシール幅が水分または酸素がホイル薄板の端からブリスター空洞部へポリマー層を通過する距離を決定するためである。
【0009】
ブリスター片において、ブリスター片の端部または孔のあいた隣接するブリスターから侵入が発生する。したがって、必要なシール幅はブリスター空洞部からブリスター片の端部までと、1個のブリスター空洞部から隣接するブリスター空洞部までの両方で維持されなければならない。このブリスター空洞部間の距離またはシール幅は、少なくとも2mmでなければならないが、薬剤が環境要因に特に敏感でなければ少なくとも2.5mmがより望ましい。しかしながら、3mm、4mm、あるいは5mm以上など、距離を長くすることにより、環境に対する保護が向上し、薬剤が環境要因に対して敏感である場合にはこのように距離を長くするべきである。
【0010】
ぜんそくや慢性閉塞性肺疾患などの呼吸器系疾患の治療に用いられる吸入機器については、少なくとも1ヶ月の治療に十分な服用量を収容できることが望ましい。このためには、通常、30個のブリスター(1日1回の服用について)または60個のブリスター(1日2回の服用について)を有する吸入器が必要となる。GB2242134より、機器がブリスター片のベース部から蓋部をめくって1回分の服用量を得ることができるようになる、60回分の服用量が個々にシールされたホイルブリスター片を受けることができる機器が提供されることは既知である。しかしながら、この文献で開示される機器は使用済みブリスターのベース部とベース部からめくった蓋部とを受けるチャンバを備えており、このため機器が不必要に大きくなるという問題がある。
【0011】
使用済みブリスターを廃棄できるよう使用済みブリスターとブリスター片に残る未使用ブリスターとの分離を容易にするための代替的な取り組みもある。これにより、使用済みブリスターを機器内に格納する必要がなくなるため、機器の小型化が可能となる。
【0012】
使用済みブリスターを分離することの問題点は、ベースホイル薄板の外部および内部ポリマー層が裂けにくいことにある。このため、例えばEP0469814Aより、ミシン目にそって裂くことを容易にするためにブリスター片のブリスター間のホイルにミシン目を入れることが知られている。しかしながら、ブリスター片にミシン目を入れた場合、ミシン目を入れるプロセスにおいてホイルが切断されて水分シールに裂け目が生じるため、ブリスター間の距離をおそらくは2倍にしなければならない。隣接するブリスター間の距離を大きくすることにより、シール距離、すなわち水分また気体が薬剤に到達するまでに移動する距離が増え、これによりミシン目のあるブリスター片に同様のレベルの環境に対する保護を回復することができる。しかしながら、隣接するブリスター間の距離を大きくすることにより生じる不都合として、その結果できあがるブリスター片は著しく長く、これを収容するためにより大きな機器が必要となることがある。さらに、ブリスターを徐々に穴あけ位置に進めていくためのインデックス付けメカニズムを備える機器においては、ブリスター間の距離の増加によりブリスター片を進める動きを大きくする必要があり、インデックス付けメカニズムの複雑さまたはサイズの増加につながる。
【特許文献1】英国特許出願第2242134号
【特許文献2】欧州特許出願第0469814A
【発明の開示】
【0013】
本発明は、ブリスター片にミシン目を入れることに関連する問題を克服またはほぼ軽減する、引き裂き可能なブリスターパックを提供することを目的とする。特に、本発明は、ブリスター間のシールとシールによる環境に対する保護との完全性を犠牲にすることなく、使用済みブリスターの残りのブリスターからの分離を容易にし、またブリスター間の距離を最小限とすることができるブリスター片を提供することを目的とする。
【0014】
本発明によれば、使用者により吸入される1回分の服用量の薬剤をそれぞれ個別に受けて格納するよう構成された複数の離間したブリスター空洞部を備えるブリスターパックであって、前記パックは、ホイル層と、外部ポリマー層と、前記外部ポリマー層の各ブリスター空洞部または多数のブリスター空洞部の間の一部を前記ホイル層から実質的に除去または置換することにより形成された脆弱領域とを含む、ブリスターパックが提供される。
【0015】
一実施形態において、前記パッケージはホイル上に内部ポリマー層を含み、前記脆弱領域は、前記外部ポリマー層を前記ホイル層から実質的に除去または置換することに加えて、実質的に前記内部ポリマー層を置換することにより形成される。
【0016】
前記ブリスターパックは、好ましくは、前記ブリスター空洞部が形成されるベース部と、前記ブリスター空洞部をシールする実質的に平板な蓋部とを含む。
【0017】
好ましくは、前記ブリスターパックは細長いブリスター片の形状をとっており、最も好ましくは、脆弱領域は前記ブリスター片の各ブリスターの間に設けられる。好適には、各脆弱領域はまっすぐな狭い帯または線の形状をとっており、前記ブリスター片の長手方向端部に対して実質的に直角に延びる。
【0018】
前記ブリスター片は、好ましくは、収容された1回分の服用量にアクセスして患者が吸入できるよう前記ブリスターを一度に1つ穴あけ工程に進めるインデックス付けメカニズムを備える吸入器に挿入するためにロール状に丸めることができるように柔軟である。
【0019】
前記脆弱領域は破損している必要はなく、また、一実施形態において、1つ以上の脆弱領域は非連続であってもよい。この構成では、前記外部ポリマー層、およびおそらくは前記内部ポリマー層は、前記脆弱領域が一連の弱められた領域と弱められていない領域から形成されるように、各脆弱領域に沿って延びる個別の離間した領域から実質的に除去または置換される。
【0020】
好適な実施形態において、引き裂きの開始を促すためにパックの端部に脆弱領域を設けてもよい。裂き始めるのに要する力は引き裂きが始まってから裂き続けるための力よりも大きいため、前記パックの端部の脆弱領域のみで分離が十分可能である。
【0021】
一実施形態において、前記パックの端部は、ノッチ、ニック、ミシン目、または大きく圧縮・折込・嵌入した領域、または加熱されて圧縮または弱められた領域を備えて、引き裂きの開始を容易にしてもよい。
【0022】
前記ブリスターパックは、蓋部とベース部とを備え、前記ブリスターは前記ベース部に形成され、前記脆弱領域もまた前記ベース部に形成される。
【0023】
代替的な実施形態では、前記外部ポリマー層を局所的に溶融、除去または弱めることにより脆弱領域が形成される。好適な実施形態において、レーザが、前記外部ポリマー層を局所的に溶融、除去または弱める。
【0024】
代替的な実施形態において、脆弱領域は、回転式または直線状のブレード(「キスカット」と呼ばれることもある)による折り込み、機械的形成での2つの端部の間の挟み込み、局所的嵌入、局所的圧力により形成されてもよい。
【0025】
ブリスターパックが、前記脆弱領域が前記パッケージの端部に交差する部分に、この脆弱領域に沿っての引き裂きの開始を容易にする引き裂きを開始する手段を備える場合には、キスカット、ミシン目、ダイカット、加熱器具の適用、加圧、またはレーザ除去を含む適切な手段によって形成されてよい。
【0026】
好適な実施形態において、前記脆弱領域の少なくとも一部は狭い帯または線である。また、前記脆弱領域は、前記線が前記パックの端部と交差する部分に拡大領域を含んでもよい。具体的な一実施形態において、狭い帯または線は、前記線の端部が前記パックの端部と交差する部分である2つの拡大領域の間の前記パックにわたって延びる。
【0027】
また、本発明によれば、ホイル層と外部ポリマー層とを含むブリスターパックの、使用者により吸入される1回分の服用量の薬剤を個別に受けて格納する隣接するブリスター空洞部の間に脆弱領域を設ける方法であって、前記外部ポリマー層の一部を前記ホイル層から実質的に除去または置換することにより当該脆弱領域を形成するステップを含む方法が提供される。
【0028】
好ましくは、前記外部ポリマー層の一部を前記ホイル層から実質的に除去または置換して脆弱領域を形成する前記ステップは、前記パックに熱と圧力を加えて、前記外部ポリマー層の一部を溶融もしくは柔らかくして圧縮および/または当該領域における前記ホイルから当該領域を押すステップを含む。
【0029】
一実施形態において、前記方法は、脆弱領域が前記パックの端部と交差する領域で前記パックの一部を切断し、前記脆弱領域に引き裂きを開始する手段を形成するステップを含む。
【0030】
また、本発明によれば、ホイル層と外部ポリマー層とを含むブリスターパックの、使用者により吸入される1回分の服用量の薬剤を個別に受けて格納する隣接するブリスター空洞部の間に脆弱領域を設ける機器であって、前記外部ポリマー層の一部を前記ホイル層から実質的に除去または置換するよう、前記ブリスターパックの一部の脆弱領域が形成される領域を加熱および/または圧縮する手段を備える、機器が提供される。
【0031】
好ましくは、前記機器は、加熱ブレード部材からなる。前記機器は、また、前記ブリスターパックが配置されるベース部材と、前記加熱ブレード部材に従属し、脆弱領域の形成時に前記ベース部材と係合して前記加熱ブレード部材と前記ベース部材との間に所定の距離を維持するストップ部材とを備えてもよい。
【0032】
好適には、前記機器は、加熱ブレード部材に従属し、脆弱領域が前記パックの端部に交差する領域において前記パックの一部を切断し、脆弱領域に引き裂きを開始する手段を形成する切断部材とを備えてもよい。
【0033】
別の実施形態において、前記外部ポリマー層の一部を前記ホイル層から実質的に除去または置換するよう、脆弱領域が形成される領域において前記ブリスターパックの一部を加熱する前記手段はレーザである。このレーザは、前記外部ポリマー層の一部を各脆弱領域に沿った個別の分離した領域から除去または置換するよう構成されてもよい。
【0034】
本発明は、また、本発明にかかるブリスターパックを収容する吸入器を提供する。
【0035】
本発明のブリスターパックは、多くの異なる機器において用いられることが意図されているが、主に、WO2005/037353A1として公開されている本願出願人の同時継続中の国際出願であるPCT出願PCT/GB2004/004416で開示される吸入器における使用を意図している。この吸入器は、インデックス付けおよび各ブリスターに穴を開けるためのアクチュエータを含み、使用済みブリスターは筐体から突出して、筐体に残る未使用ブリスターから容易に除去することができる。
【0036】
上述の機器においては、ブリスター片は機器の内部で丸められる。しかしながら、ブリスター片を丸めることは蓋ホイルの脆弱領域近傍に過剰な応力が加わることとなることがわかっている。これは、薄板の厚みと脆弱領域において薄板が薄くなっていることによる応力の集中によって生じる。このような問題は、薬剤に接触するポリマー層をより薄くした冷間成形ホイルを用いることにより緩和される。前記薬剤に接触するポリマー層は、好ましくは厚みが60μm未満であり、最も好ましくは15μm〜40μmの間である。とりわけ好適な実施形態においては、前記ポリマー層の厚みは30μmである。内部ポリマー層は、ブリスター片が丸められたときの蓋ホイルに加わる応力を低減するだけでなく、薄板の引き裂きを、とりわけいったん引き裂きが始まると、ずっと容易にするものである。
【0037】
本発明の別の様態によれば、ブリスターパックを製造するための封止具であって、複数のブリスター空洞部を有するベース部と、前記ベース部の空洞部上に取り付けられて1回分の服用量が各ブリスター空洞部に配されるとこれをシールする蓋部とを備え、前記パックはホイル層と1つ以上のポリマー層とを含み、前記封止具は、ブリスターベース部と前記ベース部上に配された蓋部とを圧縮加熱して前記蓋部を前記ベース部にヒートシールする加熱された表面を備え、前記シール表面は、前記蓋部が前記ベース部にヒートシールされると前記外部ポリマー層の一部を前記ホイル層から実質的に除去または置換して脆弱領域を形成する隆起部を含む、封止具が提供される。
【0038】
好適な実施形態において、前記加熱表面はギザギザであり、前記隆起領域は前記ギザギザのパターンの最も高い表面に実質的に水平である。また、前記隆起部は0.2mmを上限にギザギザのパターンよりも高くなっている。
【0039】
一実施形態において、前記隆起部は、パックの端部に脆弱領域を形成する第1の部分と、前記パックの端部から離れた前記第1の部分から延びる別の脆弱領域を形成する第2の部分とを有する。前記第1の部分の前記表面からの高さは前記第2の部分の前記表面からの高さよりも高くてもよい。
【発明を実施するための最良の形態】
【0040】
以下、単なる一例として、本発明の実施形態について添付の図面を参照して説明する。
【0041】
図面を参照すると、図1はブリスター片1の一部断面であり、2つのブリスター4とその間の脆弱線6を形成することになる部分とを示す。本発明は、本願出願人の同時継続中の出願である特許出願0324358.1号に開示されるような吸入機器に輪にして挿入することができるよう十分に柔軟性のある細長いブリスター片1を参照して説明されるが、本発明のブリスターパック1はさまざまな異なる形状および構成をとってよいことは言うまでもない。
【0042】
図1に示すブリスター片1は、ベース部2および蓋部3からなる。ベース部2は、それぞれ1回分の服用量の薬剤5を収容するブリスター空洞部4が形成されおり、薬剤に接触するポリマー層2a、軟質アルミニウムホイル層2b、外部ポリマー層2cの3層からなる薄板である。蓋部3は、ヒートシール時にベース部2のポリマー層2aに接着されてブリスター空洞部4の上面周囲をシールするヒートシールラッカー層3、アルミニウムホイル層3b、外部ラッカー層3cの3層からなる平面状の薄板シートである。ブリスターパック1の具体的な材料および構成の様態は、すでに述べたとおりであるので、ここでは繰り返さない。
【0043】
ブリスター片1の変更例では、ブリスター空洞部4の冷間形成の際の反りや変形の影響を受けにくいより対称な薄板を形成するために、ベース部2はブリスター空洞部4とは反対側に追加のポリマー層(不図示)を含んでもよい。
【0044】
図2は、隣接するブリスター空洞部4間に脆弱線6が形成された後の、図1に示す線A−Aおよび線B−B間のブリスター片1の部分を示す。脆弱線6の領域における薄板の厚みはおおむね減少して圧縮されており、ベース部2の外部ポリマー層2cの一部は厚みを減少させるために取り除かれていることは言うまでもなく、また外部ポリマー層2の一部も完全に取り除かれてもよいことも想定される。本発明の重要な様態は、ベース部2および蓋部3のホイル層2b,3bは脆弱線6が形成されても無傷であり破損していない。
【0045】
脆弱線6でブリスター片1を割き始めるのに要する力は、引き裂きが始まってから裂き続けるための力よりも大きいため、各脆弱線6の両端の一方または両方に引き裂きの開始を促すための開始機構13を設けてもよい。開始部13は、ノッチ、ニック、もしくはミシン目、または大きく圧縮・折込・嵌入した領域、または加熱されて圧縮または弱められた領域であってもよい。各脆弱線6に引き裂き開始部13が設けられたブリスター片1を図7に示す。開始部13が1つの空洞部4が規定する領域外に空洞部4の周囲から離れてあれば、ブリスター4間のブリスター片1の端部における切断などの開始部13がブリスター片1の端部からブリスター空洞部4までの最小シール幅に影響することはないことは言うまでもない。
【0046】
以下、図2のブリスター片1に見られる脆弱線6形成の器具および方法を、図3から図9を参照して説明する。
【0047】
図3に、上面9を有するテーブル8とテーブル8の上部に配された加熱されたブレード部材9とを有し、テーブル8の上面に対して離間・接近する方向にブレード部材9を矢印「A」が示す方向に往復させるメカニズム(不図示)を備える器具7を示す。加熱されたブレード部材9は、テーブル8の上面に位置するブリスター片1と係合する器具先端を含む。ブレード部材9は、テーブル8の上のブリスター片に向かって移動し接触すると、ブリスター片1に所定の圧力を加えてブリスター片を圧縮し、熱により外部ポリマー層2cが溶けて柔らかくなりブレード部材9がブリスター片1に接触している領域の部分または全体が取り除かれる。ブリスター片1は、器具先端10が係合してベース部2に脆弱線を形成するように、フェイスダウン、すなわちテーブル8の上面9にその蓋部3が向かった状態でテーブル8に配置されことが意図されているが、ブリスター片1は器具先端が蓋部3のブリスター片1に係合するようその反対向きにテーブル8に配置されてもよいことは言うまでもない。
【0048】
ブレード部材9の適切な材料としては、アルミニウムおよびアルミニウム合金、好ましくは硬質陽極酸化されたもの、ならびにステンレス鋼がある。好適には、材料がブレード部材9に接着すると脆弱線形成の効果が減少するため、圧縮加熱中にベース部2の外部ポリマー層2cがブレード部材9に接着しないように、ブレード部材9をPTFE(ポリテトラフルオロエチレン)などの低摩擦または「ひっつかない」コーティングでコートしてもよい。
【0049】
ブリスター片1が追加のポリマー層(不図示)で変更されていると、特に、追加ポリマー層が、例えばPVCなどの柔らかくなったときに「繊維質」になりにくい材料からなる場合には、この追加層によりホイル層2bがブレード部材9に接着する傾向の低減に役立つ。
【0050】
ブレード部材の器具先端10は、0.2〜1.0mm、より好ましくは0.4〜0.6mmの半径を有してもよい。特に好適な実施形態では、器具先端10の半径は0.5mmである。器具先端10の断面を図4Aに示す。ただし、器具先端10は、先端が半径となっているV字ブレード(図4B)、先端が半径となっていないV字ブレード(図4C)、または平坦なブレード(図4D)などの代替的な構成をとってもよいことも想定される。
【0051】
テーブル8は、アルミニウムおよびアルミニウム合金、好ましくは硬質陽極酸化されたもの、ならびにステンレス鋼、またはPEEK(ポリエーテル・エーテル・ケトン)、ポリアミド、またはPTFEなどの高温ポリマーからなってよい。必要であれば、例えば薬剤5が温度に敏感である場合には、テーブル8は冷却されてもよい。
【0052】
テーブル8の上面9には、任意で薄い弾性層11が設けられてもよい。層11は、加えられる力のレベルに対する処理の感度を減少させることにより脆弱線6の形成を支援し、ブリスター片1のホイル層2b,3bが形成中わずかに曲がるようにしてホイル層2b,3bに誘発される応力、特にせん断応力と引き裂き応力を低減し、これにより大きなレベルの力により壊れたり切断されたりしないようにする。弾性層11の適切な材料としては、ポリアミド、ポリイミド、PTFE、ETFE、およびシリコーンゴムなどがある。層11は、好ましくは、厚さが1mm未満であり、より好ましくは0.5mm未満である。好適な実施形態において、弾性層11は0.3mmのポリアミド層からなる。
【0053】
外部および内部ポリマー層2a,2cが十分柔らかくなるように、また外部ポリマー層2cの材料がホイル層2b,3bを切断することなくブレード部材9の両側に圧縮されるようにするためには、ブレード部材9の温度とブリスターパック1との接触時間を慎重に選択することが重要である。キー動作パラメータの適切なかつ好適な範囲を、以下の表に示す。例えば時間を長くすれば加えられる力を小さくすることができ、温度を上げればより短時間で行うことができるなど、当業者にはこれらのパラメータが相互に影響しあうことは明らかである。
【表1】
【0054】
反復可能な脆弱線6を実現するため、加熱と加圧を制御する必要がある。1つの選択肢として、所定の圧縮レベルのバネまたは所定の圧力の空気圧シリンダーを用いて、加えられる力または圧力を制御し、力を加える方法がある。または、ブレード部材9には、ブリスター片1がブレード部材9により所定の量だけ圧縮されるように、器具先端10をテーブル8の上面9から所定の距離に保持する1つ以上のストップ部材12を設けてもよい。図5に示す実施形態においては、器具先端10の両端にストップ部材12が設けられる。器具先端10とテーブル8の上面9の間の距離は、薄板の厚みがさまざまであるブリスター片1に脆弱線6を形成することができるように調整可能である。器具先端10と上面9の間の距離は、好ましくは、薄板の厚み全体の25%〜100%の間になるように選択される。
【0055】
引き裂き開始部13を設けるのであれば、脆弱線6の形成と同じ動作で形成することができる。図6に、脆弱線6と脆弱線6の両端に引き裂き開始を容易にするノッチを形成する代替的な器具15とを示す。切断要素14は加熱器具部材9に従属し、テーブル8の上面9に切り込まれたかみ合い凹部(不図示)に受けられる。切断要素14は、器具先端10がブリスター片1に脆弱線を形成するときに、ブリスターパック1にノッチを切る。
【0056】
効果的な脆弱線6は連続的である必要はない。例えば、ブリスター片1の引っ張り強度を維持して製造および吸入器内のブリスター片1インデックス付けの際の取り扱いを容易にするため、および偶発的なブリスター片1の引き裂きを防ぐために、脆弱線6には1つ以上の非脆弱領域を残してもよい。したがって、脆弱線6は、弱められた領域と弱められていない領域または弱さのレベルが異なる領域とを含んでよい。
【0057】
例えば複数のブレード部材9を有する器具を用いて複数の点を同時に弱めることにより、2つ以上の脆弱線6を一度に形成してもよいことは言うまでもない。好ましくは、脆弱線6は、一度の動作でブリスター片1の大部分もしくは全体に形成される。また、連続的なプロセスで形成されてもよい。大量生産用の断続的または連続的なプロセスを生成する手段は、ブリスター処理機構の分野では周知である。同様に、ブリスター片を並べて同時に処理することにより、2つ以上のブリスター片を一度に処理することもできる。
【0058】
図8に、さらに、レーザ16を用いてブリスター片1に脆弱線を形成する実施形態を示す。本実施形態によれば、レーザ16により発せられるレーザビーム17が所定のパターンでブリスター片1をスキャンし、ポリマー層2cの溶融、除去またはその組み合わせにより局所的に変更してホイル層2bに影響を与えることなく脆弱線6を形成する。レーザ16は、ポリマー層2cの厚みの割合だけ除去するよう構成されてもよいが、ホイル層2bが移動することになる連続処理においては除去の深さを正確に制御することは難しい。したがって、レーザ16がポリマー層2cの厚みの全てを除去するのであれば、レーザ16はブリスター片1の幅の一部においてのみポリマー層2cを除去することが望ましい。例えば、図9Aおよび図9Bに示すように、ポリマーが除去された領域と除去されていない領域が脆弱線6に沿って交互にあらわれる、点線パターン、ドットマトリックスパターン、または破線パターンである。このようにして、過度に脆弱とすることなく、ブリスター片を引き裂き可能とすることができる。
【0059】
レーザ16は、CO2レーザであってもYAGレーザであってもよいが、好ましくはCO2レーザである。レーザ16の種類とパワーは、ポリマー層2cを、その下のアルミニウムホイル層2bを破損することなく、効果的に除去することができるように選択される。レーザによる脆弱線の形成は、上述のニック、ノッチ、またはキスカットを含む引き裂きを開始するいずれかの方法と組み合わせることができる。
【0060】
大量生産のためには、好適には、ブリスター片1を作成する処理は、連続的、または動作の種類に応じて連続的な工程と断続的な工程の組み合わせからなる。例えば、ブリスター形状の冷間形成は、断続的な処理により行われることが多い。連続的な処理では、レーザ16は、ホイル層2b全体をスキャンして脆弱線6を形成し、その後処理を通してブリスター片1のインデックス付けと同期して次の位置にインデックス付けを行うようプログラムされる。これは、レーザビーム17でのスキャンまたはブリスター片1を移動させることにより実現することができる。断続的な処理では、レーザ16は、多数のブリスター4によりブリスター片1がインデックス付けされる前に、ビーム17でスキャンすることにより多数の脆弱線を形成してもよい。
【0061】
上述の実施形態は全て、あらかじめ形成されたブリスター片に脆弱領域を形成する方法および装置に関するものであることは言うまでもない。しかしながら、ブリスター間の脆弱領域の形成はブリスターの製造と同時、すなわち、蓋部がベース部にシールされるのと同時に行うことができることも想定される。
【0062】
図10Aに、ギザギザのあるまたは粗いパターンの表面21を有し、蓋材料と接触してベース部へのシール機能を果たす封止具またはプレート20の一部分を示す。封止具20は、蓋材料が空洞部にかかる蓋材料の領域の器具20により影響を受けないように、ブリスター空洞部に対応する開口部22を有する。開口部22の両側には、ブリスター空洞部の両側のブリスター片の引き裂き伝搬脆弱線を形成する隆起部23がある。好適な実施形態において、隆起部は、実質的にシールを形成するギザギザのパターンの先端または最も高い表面部分に水平である。隆起部23はブリスター間に薄板が封止具に圧縮されるとわずかに薄く固くなる領域を形成し、この領域はシールラッカーが溶けるよう加熱される。したがって、この領域は、やや壊れやすく、引き裂きが開始されると簡単に裂ける。
【0063】
封止具は、蓋材料をベース部にシールするよう、ブリスター片のどちらの側に適用されてもよいことは言うまでもない。さらに、蓋部およびベース部材料は2つの類似のシール器具の間で圧縮されてもよい。
【0064】
図10Bは、図10Aに示す封止具の一部分の修正例を示す。本実施形態において、隆起部25は、開口部22の間のブリスター片の端部の拡大領域の形をとって、引き裂きの開始を容易にする引き裂き開始領域を形成する。好適な実施形態において、この隆起部は、実質的にシールを形成するギザギザのパターンの先端または最も高い表面部分に水平である。また、図10Aおよび図10Bに示す隆起部のいずれも、0.2mmを上限にギザギザのパターンよりもやや飛び出ていてもよい。ギザギザのパターンは、通常、深さが0.025mm〜0.2mmの間にあり、好ましくは0.04mm〜0.1mmの間にある。
【0065】
図10Cは、図10Aおよび図10Bに示す封止具の一部分のさらに別の修正例を示す。この例では、図10Aに示す隆起部23が図10Bに示す隆起部25と組み合わされている。組み合わされた隆起部23,25は、いずれも、引き裂きを開始・伝播するのに用いられる。薄板は開始領域においてより弱い必要があるため、引き裂き開始領域25は伝搬領域23よりもわずかに高くてもよい。
【0066】
添付の特許請求の範囲に含まれる本発明の多くの修正例および変形例が当業者には明らかとなる。また、上記の説明は本発明の好適な実施形態を説明するものとしてのみみなされるべきである。
【図面の簡単な説明】
【0067】
【図1】2つの隣接するブリスター間に脆弱線を形成するためのブリスター片の処理を行う前の、ブリスター片の一部分の2つの隣接するブリスターを示す横断面図であり、ブリスター片が形成される材料層の厚みは、その構成の理解を促すためにかなり誇張されている。
【図2】図1の断面図の線A−Aおよび線B−B間の一部分の隣接するブリスター間の脆弱線が形成された後を示す図である。
【図3】ブリスター間の脆弱線の形成に用いる器具の簡略化された斜視図であり、3つの脆弱線が形成されたブリスター片を示す。
【図4】図4A〜4Dは、それぞれ、図3に示す器具のブレード部材の代替的な断面図である。
【図5】図3に示す器具の、ブレードの位置を制御するストップが設けられたブレード部材の横側面図である。
【図6】図3に示す器具の、ブリスター片のブレード部材によって形成された脆弱線の両端にノッチを入れる切断要素が両端に設けられているブレード部材の横側面図である。
【図7】隣接するブリスター間に3つの脆弱線が形成され、図6に示すブレード部材を用いて各脆弱線の両端にノッチが入っているブリスター片の斜視図である。
【図8】ブリスター間の脆弱線の形成用の代替的な器具を示す図である。
【図9】図9Aはブリスター片の斜視図であり、図9Bは図8に示す代替的な器具を用いて形成された隣接するブリスター間の脆弱線の拡大斜視図である。
【図10A】図10Aは、ブリスター空洞部の間の裂け目の開始および/または伝搬を促すための領域を形成するブリスター封止具の一部分の異なる形態を示す図である。
【図10B】図10B、ブリスター空洞部の間の裂け目の開始および/または伝搬を促すための領域を形成するブリスター封止具の一部分の異なる形態を示す図である。
【図10C】図10Cは、ブリスター空洞部の間の裂け目の開始および/または伝搬を促すための領域を形成するブリスター封止具の一部分の異なる形態を示す図である。
【特許請求の範囲】
【請求項1】
使用者により吸入される1回分の服用量の薬剤をそれぞれ個別に受けて格納するよう構成された複数の離間したブリスター空洞部を備えるブリスターパックであって、前記パックは、その中に収容された1回分の服用量にアクセスして患者が吸入できるように、前記ブリスター空洞部を一度に1つ穴あけ工程に進めるためのインデックス付けメカニズムを備える吸入器への挿入のために、コイルに巻かれた細長く柔軟性のある帯の形態にあり、前記パックは、ホイル層と、外部ポリマー層と、前記外部ポリマー層の各ブリスター空洞部または多数のブリスター空洞部の間の一部を前記ホイル層から除去または置換することにより形成された脆弱領域と、を含む、ブリスターパック。
【請求項2】
前記パックは内部ポリマー層を含み、前記脆弱領域は、前記外部ポリマー層の一部を前記ホイル層から除去または置換することに加えて、前記内部ポリマー層を置換することにより形成される、請求項1に記載のブリスターパック。
【請求項3】
前記ブリスター空洞部が形成されるベース部と前記ブリスター空洞部をシールする平板な蓋部とを含む、請求項2に記載のブリスターパック。
【請求項4】
前記外部および内部ポリマー層ならびに前記ホイル層が前記ベース部の一部を形成する、請求項3に記載のブリスターパック。
【請求項5】
前記内部ポリマー層の厚みは60μm未満である、請求項2から請求項4のいずれかに記載のブリスターパック。
【請求項6】
前記内部ポリマー層の厚みは15μm〜40μmの間である、請求項5に記載のブリスターパック。
【請求項7】
前記内部ポリマー層の厚みは30μmである、請求項5または請求項6に記載のブリスターパック。
【請求項8】
細長いブリスター片を含む、請求項1乃至7のいずれかに記載のブリスターパック。
【請求項9】
前記脆弱領域は前記ブリスター片の各ブリスターの間に設けられる、請求項8に記載のブリスターパック。
【請求項10】
前記脆弱領域または各脆弱領域は非連続である、請求項1乃至9のいずれかに記載のブリスターパック。
【請求項11】
前記外部ポリマー層は、各脆弱領域が一連の脆弱または非脆弱部分から形成されるように、各脆弱領域に沿って延びる個別の離間した領域から除去または置換される、請求項10に記載のブリスターパック。
【請求項12】
前記脆弱領域は、前記引き裂きの開始を容易にするためにパックの端部に形成される、請求項1乃至11のいずれかに記載のブリスターパック。
【請求項13】
前記パックの端部に引き裂きの開始を容易にするためのノッチ、ニック、またはミシン目を備える、請求項1乃至12のいずれかに記載のブリスターパック。
【請求項14】
前記脆弱領域の少なくとも一部が狭い帯または線である、請求項1乃至13のいずれかに記載のブリスターパック。
【請求項15】
前記脆弱領域は、狭い帯または線と前記線が前記パックの端部に交差する拡大脆弱領域とを含む、請求項14に記載のブリスターパック。
【請求項16】
前記狭い帯または線は、前記パックの前記線の端部が前記パックの端部に交差する2つの拡大脆弱領域間にわたって延びる、請求項15に記載のブリスターパック。
【請求項17】
ホイル層と外部ポリマー層とを含むブリスターパックの、使用者により吸入される1回分の服用量の薬剤を個別に受けて格納する隣接するブリスター空洞部の間に脆弱領域を設ける方法であって、前記外部ポリマー層の一部を前記ホイル層から除去または置換することにより当該脆弱領域を形成するステップを含み、前記パックは、その中に収容された1回分の服用量にアクセスして患者が吸入できるように、前記ブリスター空洞部を一度に1つ穴あけ工程に進めるためのインデックス付けメカニズムを備える吸入器への挿入のために、コイルに巻かれた細長く柔軟性のある帯の形態にある、方法。
【請求項18】
前記外部ポリマー層の一部を前記ホイル層から除去または置換して脆弱領域を形成する前記ステップは、前記パックに熱と圧力を加えて、前記外部ポリマー層の一部を溶融もしくは柔らかくして圧縮および/または当該領域における前記ホイルから当該領域を押すステップを含む、請求項17に記載の方法。
【請求項19】
脆弱領域が前記パックの端部と交差する領域で前記パックの一部を切断し、前記脆弱領域に引き裂きを開始する手段を形成するステップを含む、請求項18に記載の方法。
【請求項20】
ホイル層と外部ポリマー層とを含むブリスターパックの、使用者により吸入される1回分の服用量の薬剤を個別に受けて格納する隣接するブリスター空洞部の間に脆弱領域を設ける機器であって、前記外部ポリマー層の一部を前記ホイル層から除去または置換するよう、前記ブリスターパックの一部の脆弱領域が形成される領域を加熱および/または圧縮する手段を備え、前記パックは、その中に収容された1回分の服用量にアクセスして患者が吸入できるように、前記ブリスター空洞部を一度に1つ穴あけ工程に進めるためのインデックス付けメカニズムを備える吸入器への挿入のために、コイルに巻かれた細長く柔軟性のある帯の形態にある、機器。
【請求項21】
前記ブリスターパックの一部を加熱および/または圧縮する当該手段は、加熱されたブレード部材である、請求項20に記載の機器。
【請求項22】
前記ブリスターパックが配置されるベース部材と、前記加熱ブレード部材に従属し、脆弱領域の形成時に前記ベース部材と係合して前記加熱ブレード部材と前記ベース部材との間に所定の距離を維持するストップ部材とを備える、請求項21に記載の機器。
【請求項23】
前記加熱ブレード部材に従属し、脆弱領域が前記パックの端部に交差する領域において前記パックの一部を切断し、脆弱領域に引き裂きを開始する手段を形成する切断部材とを備える、請求項21または請求項22に記載の機器。
【請求項24】
前記外部ポリマー層の一部を前記ホイル層から除去または置換するよう、脆弱領域が形成される領域において前記ブリスターパックの一部を加熱する前記手段はレーザである、請求項20に記載の機器。
【請求項25】
前記レーザは、前記外部ポリマー層の一部を各脆弱領域に沿った個別の分離した領域から除去または置換するよう構成されている、請求項24に記載の機器。
【請求項26】
ブリスターパックを製造するための封止具であって、複数のブリスター空洞部を有するベース部と、前記ベース部の空洞部上に取り付けられて1回分の服用量が各ブリスター空洞部に配されるとこれをシールする蓋部とを備え、前記パックは、その中に収容された1回分の服用量にアクセスして患者が吸入できるように、前記ブリスター空洞部を一度に1つ穴あけ工程に進めるためのインデックス付けメカニズムを備える吸入器への挿入のために、コイルに巻かれた細長く柔軟性のある帯の形態にあり、前記パックはホイル層と1つ以上のポリマー層とを含み、前記封止具は、ブリスターベース部と前記ベース部上に配された蓋部とを圧縮加熱して前記蓋部を前記ベース部にヒートシールする加熱された表面を備え、前記シール表面は、前記蓋部が前記ベース部にヒートシールされると前記外部ポリマー層の一部を前記ホイル層から除去または置換して脆弱領域を形成する隆起部を含む、封止具。
【請求項27】
前記加熱表面はギザギザであり、前記隆起領域は前記ギザギザのパターンの最も高い表面に水平である、請求項26に記載の封止具。
【請求項28】
前記加熱表面ギザギザであり、前記隆起部は0.2mmを上限にギザギザのパターンよりも高くなっている、請求項26に記載の封止具。
【請求項29】
前記隆起部は、パックの端部に脆弱領域を形成する第1の部分と、前記パックの端部から離れた前記第1の部分から延びる別の脆弱領域を形成する第2の部分とを有する、請求項23から請求項28のいずれかに記載の封止具。
【請求項30】
前記第1の部分の前記表面からの高さは前記第2の部分の前記表面からの高さよりも高い、請求項29に記載の封止具。
【請求項31】
請求項1から請求項16のいずれかに記載のブリスターパックを収容する吸入器であって、前記吸入器は、インデックス付けメカニズムおよび穴あけ工程を備え、前記インデックス付けメカニズムは、その中に収容された1回分の服用量にアクセスして患者が吸入できるように、前記穴あけ工程におけるブリスターに穴あけすることができるように、前記ブリスター空洞部を一度に1つ前記穴あけ工程に進めるように動作可能である、吸入器。
【請求項1】
使用者により吸入される1回分の服用量の薬剤をそれぞれ個別に受けて格納するよう構成された複数の離間したブリスター空洞部を備えるブリスターパックであって、前記パックは、その中に収容された1回分の服用量にアクセスして患者が吸入できるように、前記ブリスター空洞部を一度に1つ穴あけ工程に進めるためのインデックス付けメカニズムを備える吸入器への挿入のために、コイルに巻かれた細長く柔軟性のある帯の形態にあり、前記パックは、ホイル層と、外部ポリマー層と、前記外部ポリマー層の各ブリスター空洞部または多数のブリスター空洞部の間の一部を前記ホイル層から除去または置換することにより形成された脆弱領域と、を含む、ブリスターパック。
【請求項2】
前記パックは内部ポリマー層を含み、前記脆弱領域は、前記外部ポリマー層の一部を前記ホイル層から除去または置換することに加えて、前記内部ポリマー層を置換することにより形成される、請求項1に記載のブリスターパック。
【請求項3】
前記ブリスター空洞部が形成されるベース部と前記ブリスター空洞部をシールする平板な蓋部とを含む、請求項2に記載のブリスターパック。
【請求項4】
前記外部および内部ポリマー層ならびに前記ホイル層が前記ベース部の一部を形成する、請求項3に記載のブリスターパック。
【請求項5】
前記内部ポリマー層の厚みは60μm未満である、請求項2から請求項4のいずれかに記載のブリスターパック。
【請求項6】
前記内部ポリマー層の厚みは15μm〜40μmの間である、請求項5に記載のブリスターパック。
【請求項7】
前記内部ポリマー層の厚みは30μmである、請求項5または請求項6に記載のブリスターパック。
【請求項8】
細長いブリスター片を含む、請求項1乃至7のいずれかに記載のブリスターパック。
【請求項9】
前記脆弱領域は前記ブリスター片の各ブリスターの間に設けられる、請求項8に記載のブリスターパック。
【請求項10】
前記脆弱領域または各脆弱領域は非連続である、請求項1乃至9のいずれかに記載のブリスターパック。
【請求項11】
前記外部ポリマー層は、各脆弱領域が一連の脆弱または非脆弱部分から形成されるように、各脆弱領域に沿って延びる個別の離間した領域から除去または置換される、請求項10に記載のブリスターパック。
【請求項12】
前記脆弱領域は、前記引き裂きの開始を容易にするためにパックの端部に形成される、請求項1乃至11のいずれかに記載のブリスターパック。
【請求項13】
前記パックの端部に引き裂きの開始を容易にするためのノッチ、ニック、またはミシン目を備える、請求項1乃至12のいずれかに記載のブリスターパック。
【請求項14】
前記脆弱領域の少なくとも一部が狭い帯または線である、請求項1乃至13のいずれかに記載のブリスターパック。
【請求項15】
前記脆弱領域は、狭い帯または線と前記線が前記パックの端部に交差する拡大脆弱領域とを含む、請求項14に記載のブリスターパック。
【請求項16】
前記狭い帯または線は、前記パックの前記線の端部が前記パックの端部に交差する2つの拡大脆弱領域間にわたって延びる、請求項15に記載のブリスターパック。
【請求項17】
ホイル層と外部ポリマー層とを含むブリスターパックの、使用者により吸入される1回分の服用量の薬剤を個別に受けて格納する隣接するブリスター空洞部の間に脆弱領域を設ける方法であって、前記外部ポリマー層の一部を前記ホイル層から除去または置換することにより当該脆弱領域を形成するステップを含み、前記パックは、その中に収容された1回分の服用量にアクセスして患者が吸入できるように、前記ブリスター空洞部を一度に1つ穴あけ工程に進めるためのインデックス付けメカニズムを備える吸入器への挿入のために、コイルに巻かれた細長く柔軟性のある帯の形態にある、方法。
【請求項18】
前記外部ポリマー層の一部を前記ホイル層から除去または置換して脆弱領域を形成する前記ステップは、前記パックに熱と圧力を加えて、前記外部ポリマー層の一部を溶融もしくは柔らかくして圧縮および/または当該領域における前記ホイルから当該領域を押すステップを含む、請求項17に記載の方法。
【請求項19】
脆弱領域が前記パックの端部と交差する領域で前記パックの一部を切断し、前記脆弱領域に引き裂きを開始する手段を形成するステップを含む、請求項18に記載の方法。
【請求項20】
ホイル層と外部ポリマー層とを含むブリスターパックの、使用者により吸入される1回分の服用量の薬剤を個別に受けて格納する隣接するブリスター空洞部の間に脆弱領域を設ける機器であって、前記外部ポリマー層の一部を前記ホイル層から除去または置換するよう、前記ブリスターパックの一部の脆弱領域が形成される領域を加熱および/または圧縮する手段を備え、前記パックは、その中に収容された1回分の服用量にアクセスして患者が吸入できるように、前記ブリスター空洞部を一度に1つ穴あけ工程に進めるためのインデックス付けメカニズムを備える吸入器への挿入のために、コイルに巻かれた細長く柔軟性のある帯の形態にある、機器。
【請求項21】
前記ブリスターパックの一部を加熱および/または圧縮する当該手段は、加熱されたブレード部材である、請求項20に記載の機器。
【請求項22】
前記ブリスターパックが配置されるベース部材と、前記加熱ブレード部材に従属し、脆弱領域の形成時に前記ベース部材と係合して前記加熱ブレード部材と前記ベース部材との間に所定の距離を維持するストップ部材とを備える、請求項21に記載の機器。
【請求項23】
前記加熱ブレード部材に従属し、脆弱領域が前記パックの端部に交差する領域において前記パックの一部を切断し、脆弱領域に引き裂きを開始する手段を形成する切断部材とを備える、請求項21または請求項22に記載の機器。
【請求項24】
前記外部ポリマー層の一部を前記ホイル層から除去または置換するよう、脆弱領域が形成される領域において前記ブリスターパックの一部を加熱する前記手段はレーザである、請求項20に記載の機器。
【請求項25】
前記レーザは、前記外部ポリマー層の一部を各脆弱領域に沿った個別の分離した領域から除去または置換するよう構成されている、請求項24に記載の機器。
【請求項26】
ブリスターパックを製造するための封止具であって、複数のブリスター空洞部を有するベース部と、前記ベース部の空洞部上に取り付けられて1回分の服用量が各ブリスター空洞部に配されるとこれをシールする蓋部とを備え、前記パックは、その中に収容された1回分の服用量にアクセスして患者が吸入できるように、前記ブリスター空洞部を一度に1つ穴あけ工程に進めるためのインデックス付けメカニズムを備える吸入器への挿入のために、コイルに巻かれた細長く柔軟性のある帯の形態にあり、前記パックはホイル層と1つ以上のポリマー層とを含み、前記封止具は、ブリスターベース部と前記ベース部上に配された蓋部とを圧縮加熱して前記蓋部を前記ベース部にヒートシールする加熱された表面を備え、前記シール表面は、前記蓋部が前記ベース部にヒートシールされると前記外部ポリマー層の一部を前記ホイル層から除去または置換して脆弱領域を形成する隆起部を含む、封止具。
【請求項27】
前記加熱表面はギザギザであり、前記隆起領域は前記ギザギザのパターンの最も高い表面に水平である、請求項26に記載の封止具。
【請求項28】
前記加熱表面ギザギザであり、前記隆起部は0.2mmを上限にギザギザのパターンよりも高くなっている、請求項26に記載の封止具。
【請求項29】
前記隆起部は、パックの端部に脆弱領域を形成する第1の部分と、前記パックの端部から離れた前記第1の部分から延びる別の脆弱領域を形成する第2の部分とを有する、請求項23から請求項28のいずれかに記載の封止具。
【請求項30】
前記第1の部分の前記表面からの高さは前記第2の部分の前記表面からの高さよりも高い、請求項29に記載の封止具。
【請求項31】
請求項1から請求項16のいずれかに記載のブリスターパックを収容する吸入器であって、前記吸入器は、インデックス付けメカニズムおよび穴あけ工程を備え、前記インデックス付けメカニズムは、その中に収容された1回分の服用量にアクセスして患者が吸入できるように、前記穴あけ工程におけるブリスターに穴あけすることができるように、前記ブリスター空洞部を一度に1つ前記穴あけ工程に進めるように動作可能である、吸入器。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9A】
【図9B】
【図10A】
【図10B】
【図10C】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9A】
【図9B】
【図10A】
【図10B】
【図10C】
【公開番号】特開2013−56706(P2013−56706A)
【公開日】平成25年3月28日(2013.3.28)
【国際特許分類】
【出願番号】特願2012−204378(P2012−204378)
【出願日】平成24年9月18日(2012.9.18)
【分割の表示】特願2008−505905(P2008−505905)の分割
【原出願日】平成18年4月13日(2006.4.13)
【出願人】(507335218)ヴェクチュラ デリバリー デバイシズ リミテッド (4)
【Fターム(参考)】
【公開日】平成25年3月28日(2013.3.28)
【国際特許分類】
【出願日】平成24年9月18日(2012.9.18)
【分割の表示】特願2008−505905(P2008−505905)の分割
【原出願日】平成18年4月13日(2006.4.13)
【出願人】(507335218)ヴェクチュラ デリバリー デバイシズ リミテッド (4)
【Fターム(参考)】
[ Back to top ]