
ブリスター容器、及びブリスター容器の製造方法
【課題】 本発明は、閉塞シートをフランジ部から容易に剥がすことができるブリスター容器を提供する。
【解決手段】 収納凹部と左側及び右側フランジ部とを有するカバー部材6と、閉塞シート7と、を備え、閉塞シート7が第1及び第2シート1,2を有し、第1シート1が、左側及び右側フランジ部61L,61Rの裏面に貼着され且つその左側及び右側領域が左側及び右側フランジ部61L,61Rよりも外側に延出されており、第2シート2が、左側及び右側フランジ部61L,61Rの表面に貼着され且つその左側及び右側領域が左側及び右側フランジ部61L,61Rよりも外側に延出されており、左側及び右側領域における両シートの各粘着部同士が向かい合い、粘着部12,22と非粘着部13,23が交互に位置して第1及び第2シート1,2が左側及び右側フランジ部61L,61Rに貼着されている。
【解決手段】 収納凹部と左側及び右側フランジ部とを有するカバー部材6と、閉塞シート7と、を備え、閉塞シート7が第1及び第2シート1,2を有し、第1シート1が、左側及び右側フランジ部61L,61Rの裏面に貼着され且つその左側及び右側領域が左側及び右側フランジ部61L,61Rよりも外側に延出されており、第2シート2が、左側及び右側フランジ部61L,61Rの表面に貼着され且つその左側及び右側領域が左側及び右側フランジ部61L,61Rよりも外側に延出されており、左側及び右側領域における両シートの各粘着部同士が向かい合い、粘着部12,22と非粘着部13,23が交互に位置して第1及び第2シート1,2が左側及び右側フランジ部61L,61Rに貼着されている。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、カバー部材の収納凹部に商品を入れた後、閉塞シートで封緘されるブリスター容器に関する。
【背景技術】
【0002】
従来、乾電池、化粧品、おもちゃなどの各種商品を包装する形態として、ブリスター容器が知られている。
ブリスター容器は、合成樹脂製透明シートから形成されたカバー部材であって、一部分に商品を収納する収納凹部が形成され且つ該収納凹部の開口縁からフランジ部が延出されたカバー部材と、前記収納凹部の開口を閉塞するようにして前記フランジ部に接着された閉塞シートと、を有する。
【0003】
閉塞シートは、収納凹部に入れられた商品を封緘するために、カバー部材のフランジ部に接着されている。
特許文献1には、フランジ部(特許文献1では、フランジ状の周縁部と記載されている)が形成された商品を収納する収納凹部(特許文献1では容器部)と、閉塞シート(特許文献1では台紙)と、を備え、前記フランジ部が閉塞シートに貼着固定されたブリスター容器が開示されている。
かかるブリスター容器は、大きな表示面積を確保するため、閉塞シートの周囲がフランジ部の外縁よりも外側に延在している(従来のブリスター容器のこの部分を、延在領域という)。
このようなブリスター容器は、閉塞シートをフランジ部から引き剥がすことによって、収納凹部内から商品を取り出すことができる。
【0004】
しかしながら、上記ブリスター容器は、閉塞シートがフランジ部に強く接着されているので、閉塞シートを容易に剥離できず、商品を簡単に取り出すことができない。このような点に鑑みて、閉塞シートの面内に開封用のミシン目を形成することも行われている。しかしながら、ミシン目を形成すると、ブリスター容器の流通過程において、前記開封用のミシン目が破断し、商品が収納凹部から抜け落ちるおそれがある。また、ミシン目において閉塞シートを破断した後には、この閉塞シートで収納凹部の開口を再度封緘できない。
さらに、上記ブリスター容器の延在領域はフランジ部に接着されておらず、閉塞シート単独の部分である。このため、閉塞シートとして比較的薄い合成樹脂製シートなどを用いると、前記延在領域が簡単に折れ曲がり、ブリスター容器の価値を低下させる。従って、延在領域を有する従来のブリスター容器においては、比較的剛性の高い閉塞シートを用いなければならない。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2008−117571号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明の目的は、フランジ部の外側に閉塞シートの一部が延在しているブリスター容器において、閉塞シートをフランジ部から容易に剥がすことができ、さらに、閉塞シートとして比較的薄いシートを用いることもできるブリスター容器を提供することである。
【課題を解決するための手段】
【0007】
本発明のブリスター容器は、商品を収納可能な収納凹部と前記収納凹部の開口縁の対向する2つの縁から外側にそれぞれ延出された左側及び右側フランジ部とを有するカバー部材と、前記左側及び右側フランジ部に貼着され且つ収納凹部の開口を塞ぐ閉塞シートであって、前記左側及び右側フランジ部の外縁よりも外側に延在する延在領域を有する閉塞シートと、を備え、前記閉塞シートが、一方向に所定間隔を開けて複数の粘着部と非粘着部が交互に設けられた第1シート及び第2シートを有し、前記第1シートが、前記収納凹部の開口を閉塞した状態で前記左側及び右側フランジ部の裏面に貼着されていると共に、前記第1シートの左側及び右側領域が前記左側及び右側フランジ部の外縁よりも外側にそれぞれ延出されており、前記第2シートが、前記収納凹部を露出させた状態で前記左側及び右側フランジ部の表面に貼着されていると共に、前記第2シートの左側及び右側領域が前記左側及び右側フランジ部の外縁よりも外側にそれぞれ延出されており、前記左側及び右側領域における両シートの各粘着部同士がそれぞれ向かい合い、両シートの左側領域同士及び右側領域同士がそれぞれ貼着されることによって、前記閉塞シートの延在領域が形成されており、前記左側及び右側フランジ部の上下方向に前記粘着部と非粘着部が交互に位置するようにして、前記第1シートが左側及び右側フランジ部の裏面に貼着され且つ前記第2シートが左側及び右側フランジ部の表面に貼着されている。
【0008】
上記本発明のブリスター容器は、左側及び右側フランジ部から延出された延在領域が第1シート及び第2シートの左側及び右側領域から形成されている。この第1シートの左側領域の各粘着部と第2シートの左側領域の各粘着部がそれぞれ向かい合い、且つ、第1シートの右側領域の各粘着部と第2シートの右側領域の各粘着部がそれぞれ向かい合っているので、両シートの左側及び右側領域同士が強く貼着されることによって、延在領域が形成される。このように左側及び右側フランジ部の外側に延在する延在領域は、強く貼着された2枚のシートから形成されているので、第1シート及び第2シートとして比較的薄いシートを用いても、折れ曲がり難い延在領域を有するブリスター容器を提供できる。
さらに、粘着部と非粘着部が交互に位置した状態で第1シートが左側及び右側フランジ部の裏面に貼着され、且つ、粘着部と非粘着部が交互に位置した状態で第2シートが左側及び右側フランジ部の表面に貼着されている。すなわち、第1シート及び第2シートは、それぞれ左側及び右側フランジ部の表裏面に対して、所定間隔を開けて設けられた粘着部を介してそれぞれ貼着されているので、第1シート及び第2シートを左側及び右側フランジから容易に引き剥がすことができる。
【0009】
本発明の別の局面によれば、ブリスター容器の製造方法を提供する。
このブリスター容器の製造方法は、商品を収納可能な収納凹部と前記収納凹部の開口縁の対向する2つの縁から外側にそれぞれ延出された左側及び右側フランジ部とを有するカバー部材と、前記左側及び右側フランジ部に貼着され且つ収納凹部の開口を塞ぐ閉塞シートであって、前記左側及び右側フランジ部の外縁よりも外側にそれぞれ延在する延在領域を有する閉塞シートと、を備えるブリスター容器の製造方法において、一方向に所定間隔を開けて複数の粘着部と易剥離部が交互に設けられた第1シート及び第2シートを有し、前記第1シートの粘着部が前記第2シートの易剥離部に向かい合い且つ前記第2シートの粘着部が前記第1シートの易剥離部に向かい合った状態で前記第1シート及び第2シートが剥離可能に貼着されている積層シートを用い、第1シートと第2シートを引き剥がす工程、第2シートの面内にカバー部材の収納凹部を露出させる切除部を形成する工程、カバー部材の左側及び右側フランジ部の裏面を、粘着部を介して第1シートの面内に貼着する工程、第2シートの各粘着部が第1シートの各粘着部に向かい合うように、前記引き剥がした第2シートを元の貼着位置からずらし、カバー部材の収納凹部を切除部から露出させながら第2シートを第1シートに重ね合わせる工程、を含む。
【0010】
上記製造方法は、第1シート及び第2シートが剥離可能に貼着されている積層シートを用いてブリスター容器を製造する。この積層シートは、第1シート及び第2シートの一面(粘着部が形成された面)同士が向かい合っているので、離型紙を有しない。従って、上記製造方法によれば、離型紙を廃棄することなく、ブリスター容器を製造できる。
さらに、カバー部材のフランジ部を第1シートに貼着した後、第2シートをずらすことによって、第1シートの各粘着部と第2シートの各粘着部を向かい合わせて貼着できる。このように第2シートを元の貼着位置からずらすことによって、上記第1及び第2シートの左側及び右側領域同士が強く貼着された延在領域を有するブリスター容器を得ることができる。
【0011】
さらに、本発明のブリスター容器の他の製造方法は、商品を収納可能な収納凹部と前記収納凹部の開口縁の対向する2つの縁から外側にそれぞれ延出された左側及び右側フランジ部とを有するカバー部材と、前記左側及び右側フランジ部に貼着され且つ収納凹部の開口を塞ぐ閉塞シートであって、前記左側及び右側フランジ部の外縁よりも外側にそれぞれ延在する延在領域を有する閉塞シートと、を備えるブリスター容器の製造方法において、一方向に所定間隔を開けて複数の粘着部と易剥離部が交互に設けられた第1シート及び第2シートを有し、前記第1シートの粘着部が前記第2シートの易剥離部に向かい合い且つ前記第2シートの粘着部が前記第1シートの易剥離部に向かい合った状態で前記第1シート及び第2シートが剥離可能に貼着されている積層シートを用い、前記第1シート及び第2シートを引き剥がして2枚のシートに分離し、第1シート又は第2シートの少なくとも何れか一方を所定長さに切断する工程、カバー部材の左側及び右側フランジ部の裏面を、粘着部を介して前記切断したシートの面内に貼着する工程、カバー部材を貼着した前記シートの左右領域を折り曲げ、この左右領域を、粘着部を介して前記カバー部材の左側及び右側フランジ部の表面に貼着する工程、を含む。
【発明の効果】
【0012】
本発明のブリスター容器は、閉塞シートとして比較的薄いシートを用いた場合でも、折れ曲がりにくい延在領域を形成できる。
さらに、閉塞シートを構成する第1シート及び第2シートを左側及び右側フランジから容易に引き剥がすことができるので、上記ブリスター容器は、閉塞シートにミシン目などを形成しなくても、閉塞シートを容易に開封して商品を取り出すことができる。
また、本発明のブリスター容器の製造方法によれば、出来るだけ廃棄物を出さないで、上記ブリスター容器を製造できる。
【図面の簡単な説明】
【0013】
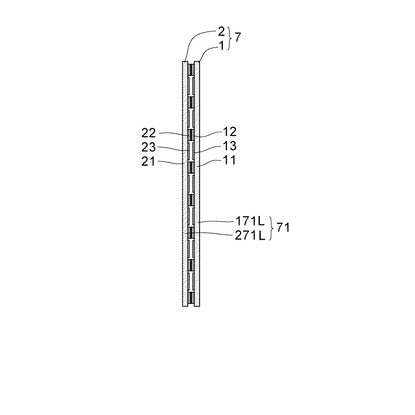
【図1】本発明の1つの実施形態に係るブリスター容器の平面図。
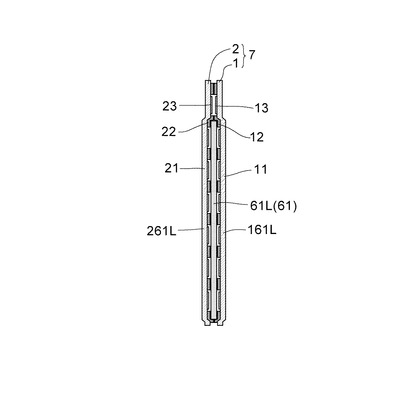
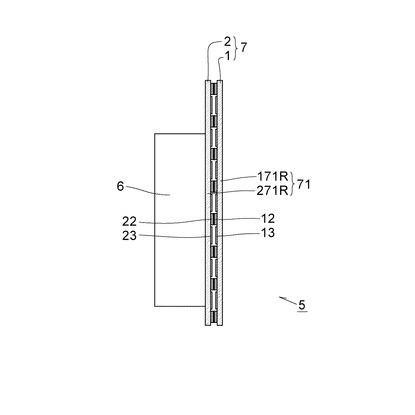
【図2】同右側面図。
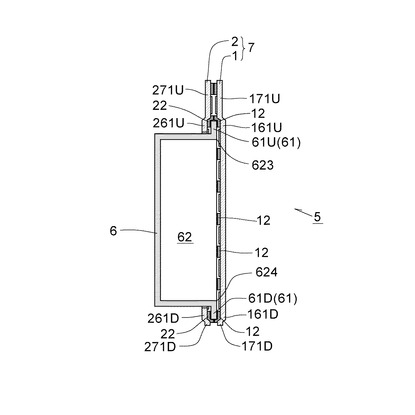
【図3】同上面図。
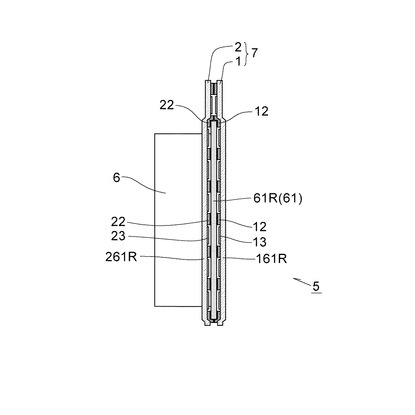
【図4】図1のIV−IV線断面図。
【図5】図1のV−V線断面図。
【図6】図1のVI−VI線断面図。
【図7】図1のVII−VII線断面図。
【図8】図1のVIII−VIII線断面図。
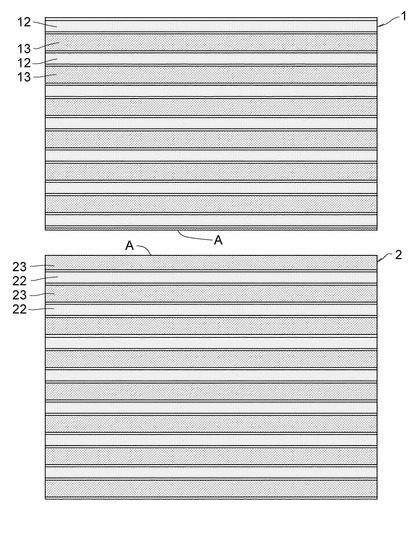
【図9】第1シートを一面側から見た平面図。ただし、粘着部を薄墨塗りで表し、易剥離部を網掛けで表している(図10、図12及び図17も同様)。
【図10】第2シートを一面側から見た平面図。
【図11】他の実施形態に係るブリスター容器の平面図。
【図12】(a)〜(d)の何れも、更に他の実施形態に係るブリスター容器の平面図。
【図13】他の実施形態に係る第1シートを一面側から見た平面図。
【図14】更に他の実施形態に係るブリスター容器の上面図。
【図15】更に他の実施形態に係るブリスター容器の上面図。
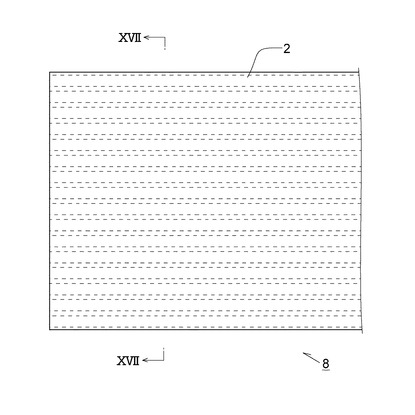
【図16】第1の実施形態に係るブリスター容器の製造方法に使用される積層シートの一部省略平面図。
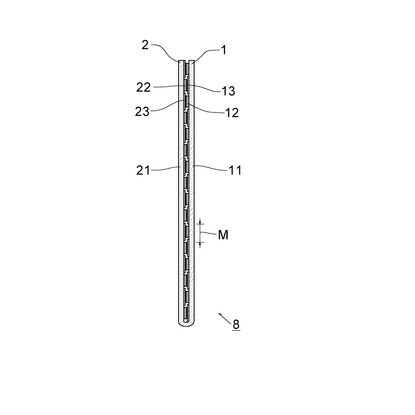
【図17】図16のXVII−XVII線断面図。
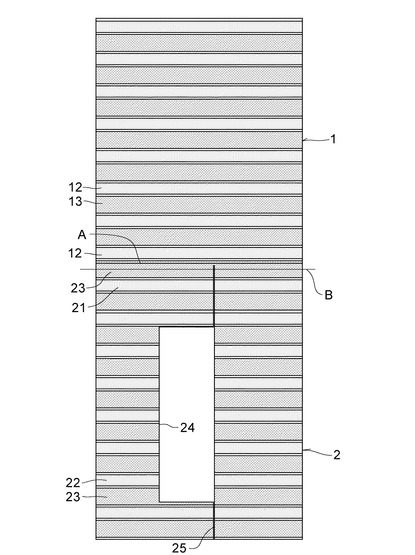
【図18】第2シートを引き剥がした状態の積層シートを一面側から見た平面図。
【図19】第2の実施形態に係るブリスター容器の製造方法に使用されるシートを一面側から見た平面図。
【図20】製造用シートの一面にカバー部材を貼着した状態の平面図。
【図21】(a)は、第2の実施形態に係る製造方法で得られたブリスター容器の平面図、(b)は、同上面図。
【発明を実施するための形態】
【0014】
以下、本発明の実施形態について図面を参照しつつ説明する。ただし、各図における部材や部分の大きさは、実際のものとは異なっていることに留意されたい。また、部材や部分などの用語を区別するために、「第1」、「第2」などを付すが、これは、部材などの優劣や順序などの特定の意味を含まない。
【0015】
[ブリスター容器の1つの実施形態]
本発明のブリスター容器は、陳列棚の支持棒に吊下げ孔を掛けて陳列する吊下げ型、陳列棚上に自立させて陳列する自立型、吊下げ及び自立の何れも可能な吊下げ自立兼用型、の何れのタイプでもよい。本発明のブリスター容器が吊下げ型又は兼用型の場合には、その上方部に吊下げ孔が穿設される。
本発明のブリスター容器が自立型又は兼用型の場合には、カバー部材の収納凹部の下面を陳列棚の上に置いて自立可能な構造とされる。これら吊下げ型、自立型、兼用型の各構造は、従来公知の構造を採用できる。
【0016】
本明細書において、各図は、ブリスター容器を吊下げた状態(自立させた状態もその向きは同じ)で図示している。また、本明細書において、各部分(フランジ部など)の位置を区別するために、便宜上、このブリスター容器を正面から見て、その左方を「左側」、右方を「右側」、上方を「上側」、下方を「下側」と記す。
ただし、本発明における各部分を区別するための「左側」、「右側」、「上側」、「下側」という用語は、ブリスター容器を吊り下げた状態を正面から見て特定される方向に限定されず、この吊り下げた状態のブリスター容器を時計回り又は反時計回りに90度回転させた状態を正面として見た場合を基準にした場合も含まれる。
【0017】
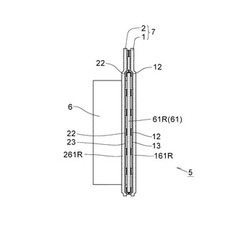
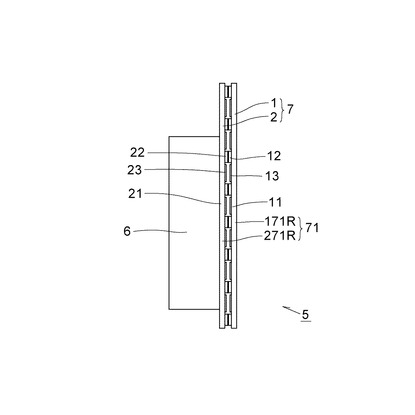
図1〜図8において、5は、本発明のブリスター容器を示す。
ブリスター容器5は、シート成形品からなるカバー部材6と、カバー部材6の少なくとも左側フランジ部61L及び右側フランジ部61Rに貼着される閉塞シート7と、を有する。
カバー部材6は、平坦なシート材の面内の一部分を凸状に変形させることによって得られる。カバー部材6には、商品を収納可能な収納凹部62が形成されており、その収納凹部62の開口縁の周囲には、正面視四角鍔状で且つ表裏面が平坦状のフランジ部61が延出されている。
【0018】
収納凹部62の形状は、特に限定されず、商品の形状などに応じて適宜設定できる。
本実施形態では、収納凹部62の開口縁は、略矩形状(具体的には、上下に長い長方形状)に形成されている。
この略矩形状の開口縁を構成する4つの縁のうち、対向する2つの縁(第1縁621と第2縁622。開口縁が長方形状の場合には、その2縁は何れも長辺)は、上下方向にほぼ平行に延び、残る2縁(第3縁623と第4縁624。開口縁が長方形状の場合には、第3縁623及び第4縁624は何れも短辺)は、左右方向に延びている。
ここで、本実施形態においては、前記左右方向は、閉塞シート7の他方向(一方向に直交する方向)に相当し、上下方向は、閉塞シート7の一方向に相当する。
【0019】
収納凹部62は、商品を収納可能な凹状部分である。図示した収納凹部62の各壁面は、平面状であるが、これに限られず、湾曲面状であってもよいし、その他、任意の形状に形成されていてもよい。
【0020】
本実施形態では、フランジ部61は、収納凹部62の開口縁の周囲全体から延出されている。具体的には、左側フランジ部61L及び右側フランジ部61Rが、収納凹部62の開口縁の対向する2つの縁(第1縁621と第2縁622)から外側にそれぞれ延出されており、上側フランジ部61U及び下側フランジ部61Dが、収納凹部62の開口縁の対向する残る2つの縁(第3縁623と第4縁624)から外側にそれぞれ延出されている。
【0021】
本実施形態においては、開口縁は上下に長い長方形状であるため(第1縁621及び第2縁622は長辺であるため)、前記左側フランジ部61L及び右側フランジ部61Rの上下長さは、上側及び下側フランジ部61U,61Dの幅(左右長さ)よりも長い。つまり、左側及び右側フランジ部61L,61Rの上下方向は、左側及び右側フランジ部61L,61Rの長手方向である。
前記長方形状の開口縁の縦横比は特に限定されないが、例えば、第1縁:第3縁=1.5〜5:1が挙げられる。
もっとも、開口縁は、正方形状に形成されていてもよい(図示せず)。この場合、開口縁の第1縁、第2縁、第3縁及び第4縁の各長さは等しくなる。或いは、開口縁は、左右に長い長方形状でもよい。
【0022】
前記カバー部材6の収納凹部62と閉塞シート7との間に、商品(図示せず)が収納される。
収納する商品は、特に限定されない。本発明のブリスター容器5は、化粧品、医薬品、食品、乾電池、おもちゃ、文房具、電子機器類、建築部品などの従来公知の各種商品を収納できる。
【0023】
閉塞シート7は、前記カバー部材6の収納凹部62の開口を塞ぐために、フランジ部61に貼着されている。前記フランジ部61に貼着された閉塞シート7の一部の領域は、フランジ部61の外縁よりも外側に延在している(延在領域71)。
閉塞シート7は、第1シート1と第2シート2とを有し、第1シート1及び第2シート2は、延在領域71において重ねられて互いに貼着されている。
【0024】
第1シート1及び第2シート2はそれぞれ、基材と、複数の粘着部と、複数の非粘着部と、を有する。本実施形態においては、前記非粘着部は、易剥離部とされている。
なお、粘着部とは、常温で粘着性を有し、押圧することによって被着体(例えば、普通紙の表面)に接着し得る部分を意味する。非粘着部とは、粘着性がなく且つ被着体に接着できない部分を意味する。易剥離部とは、粘着性がなく且つ被着体に接着できない部分であって、さらに、前記粘着部に対して弱接着可能で且つ容易に引き剥がすことができる部分を意味する。
例えば、易剥離部は、基材の一面に剥離剤を塗工した塗工部分が相当する。非粘着部は、前記塗工部分でもよいし、基材の未処理面(基材の一面自体)でもよい。
【0025】
基材の一面上に、複数の粘着部と複数の易剥離部とが交互に設けられることによって、第1シート1が構成されている。同様に、基材の一面上に、複数の粘着部と複数の易剥離部とが交互に設けられることによって、第2シート2が構成されている。
以下、第1シート1の部材又は部分(基材、粘着部など)を意味するときには、「第1」を付し、第2シート2の部材又は部分(基材、粘着部など)を意味するときには、「第2」を付して区別する場合ある。
【0026】
第1基材11及び第2基材21は、柔軟なシートであれば特に限定されず、例えば、合成樹脂製シート、紙、合成紙、発泡樹脂製シート、金属蒸着シート、不織布、又は、積層体(例えば、合成樹脂製シートと紙の積層体など)などを例示できる。第1基材11及び/又は第2基材21は、その一方向又は他方向の少なくとも何れか一方に易引裂き性(引き裂き力を加えると、その方向と略平行に容易に裂けていく性質)を有するシートが好ましく、一方向及び他方向の双方に易引裂き性を有するシートがより好ましい。
【0027】
合成樹脂製シートとしては、剛性に優れていることから、ポリエチレンテレフタレートフィルムなどのポリエステル系、ポリアミド系、ポリプロピレンなどのポリオレフィン系などの合成樹脂製フィルムを用いることが好ましく、特に、これらの二軸延伸フィルムを用いることがより好ましい。
また、第1及び第2基材11,21は、透明または非透明の何れでもよい。また、第1及び第2基材11,21には、必要に応じて、所望の印刷が施される。第1及び第2基材11,21は、通常、同一のフィルムから形成されるが、異なるフィルムで形成することもできる。
【0028】
第1及び第2基材11,21の厚みは、特に限定されない。例えば、合成樹脂製シートを用いる場合には、通常、第1及び第2基材11,21の厚みは10〜100μm程度であり、好ましくは15〜80μm程度である。
第1及び第2基材11,21の大きさ(外形)は、特に限定されず、任意に設定できる。また、第1及び第2基材11,21は、略同じ大きさであることが好ましい。
【0029】
第1及び第2基材11,21(第1シート1及び第2シート2)の平面視形状は、特に限定されず、略矩形状、略円形状、略楕円形状などの所望形状に設定される。
本実施形態では、第1及び第2基材11,21(第1シート1及び第2シート2)は、例えば、平面視略矩形状に形成されている。
【0030】
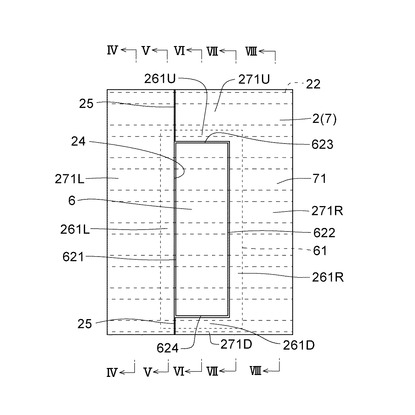
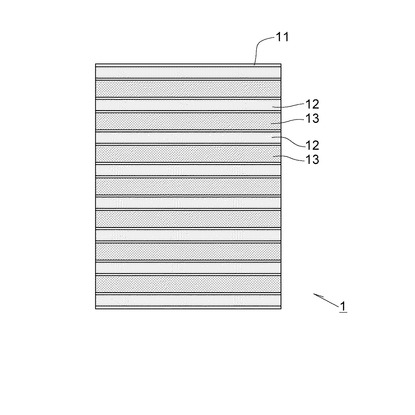
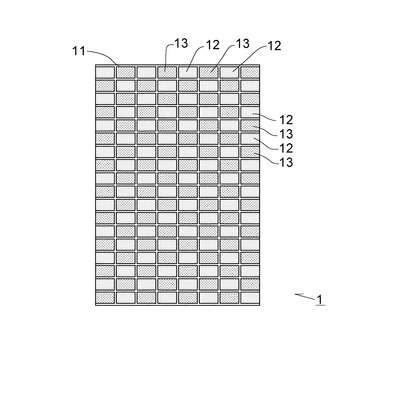
次に、図9にも示すように、上記第1基材11の一面には、平面視帯状の第1粘着部12と平面視帯状の第1易剥離部13が基材の一方向に所定間隔を開けて交互に並んで設けられている。前記帯状の第1粘着部12及び第1易剥離部13の伸びる方向は、何れも基材の他方向(基材の一方向に直交する方向)である。
また、図10にも示すように、上記第2基材21の一面には、平面視帯状の第2粘着部22と平面視帯状の第2易剥離部23が基材の一方向に所定間隔を開けて交互に並んで設けられている。前記帯状の第2粘着部22及び第2易剥離部23の伸びる方向は、何れも基材の他方向(基材の一方向に直交する方向)である。
なお、前記基材の一方向は、左側及び右側フランジ部61L,61Rの上下方向と平行な方向であり、基材の他方向は、左側及び右側フランジ部61L,61Rの上下方向と直交する方向である。
【0031】
第1粘着部12の幅と第1易剥離部13の幅は、同じであってもよいし、何れか一方の幅が他方に比して広くてもよい。好ましくは、図示したように、第1粘着部12の幅は、第1易剥離部13の幅よりも狭い。第1粘着部12の幅が余りに狭すぎると貼着力が低くなり、一方、これが余りに広すぎると粘着部を多段状に設けた意義がなくなる。このような点を考慮すると、第1粘着部12の幅は、0.5mm〜20mmが好ましい。また、第1易剥離部13の幅が余りに狭すぎると実質的に粘着部がベタ状に設けられている状態と変わらなくなり、一方、これが余りに広すぎると相対的に粘着部の占める面積が小さくなって貼着力が低くなる。このような点を考慮すると、第1易剥離部13の幅は、1mm〜30mmが好ましい。
【0032】
第2粘着部22の幅と第2易剥離部23の幅は、同じであってもよいし、何れか一方の幅が他方に比して広くてもよい。好ましくは、図示したように、第2粘着部22の幅は、第2易剥離部23の幅よりも狭い。第2粘着部22の幅が余りに狭すぎると貼着力が低くなり、一方、これが余りに広すぎると粘着部を多段状に設けた意義がなくなる。このような点を考慮すると、第2粘着部22の幅は、0.5mm〜20mmが好ましい。また、第2易剥離部23の幅が余りに狭すぎると実質的に粘着部がベタ状に設けられている状態と変わらなくなり、一方、これが余りに広すぎると相対的に粘着部の占める面積が小さくなって貼着力が低くなる。このような点を考慮すると、第2易剥離部23の幅は、1mm〜30mmが好ましい。
【0033】
第1シート1及び第2シート2において、第1粘着部12及び第2粘着部22の幅及び形成数は、異なっていてもよいが、好ましくは、第1粘着部12及び第2粘着部22の幅及び形成数は、同じである。また、第1シート1及び第2シート2において、第1易剥離部13及び第2易剥離部23の幅及び形成数は、異なっていてもよいが、好ましくは、第1易剥離部13及び第2易剥離部23の幅及び形成数は、同じである。
従って、第1シート1及び第2シート2は、実質的に同じものを用いることが好ましい。
【0034】
本実施形態では、第1粘着部12及び第2粘着部22は、第1基材11及び第2基材21の一面上にそれぞれ粘着剤を帯状且つ多段状に塗工することによって形成されている。第1易剥離部13及び第2易剥離部23は、第1基材11及び第2基材21の一面上にそれぞれ剥離剤を帯状に且つ多段状に塗工することによって形成されている。すなわち、隣合う第1粘着部12の間に剥離剤をそれぞれ塗工することによって第1易剥離部13が形成され、隣合う第2粘着部22の間に剥離剤をそれぞれ塗工することによって第2易剥離部23が形成されている。
【0035】
粘着剤としては、従来公知の粘着剤を使用でき、例えば、感圧型粘着剤、感熱型粘着剤などが挙げられる。感圧型粘着剤は、常温で粘着性を示し、少しの力で押さえることによって被着体に接着し得る粘着剤である(例えば、粘着テープに使用されているゴム系又はアクリル系の粘着剤など)。感熱型粘着剤は、常温で粘着性を示さず、所定温度以上に加熱することによって粘着力を発揮する粘着剤である。接着時に加熱しなくてもよく、更に、剥離後に再貼付可能であることから、感圧型粘着剤を用いることが好ましい。
剥離剤としては、従来公知の剥離剤(例えば、離型紙に使用されている剥離剤)を使用でき、例えば、シリコーンを含むインキなどが挙げられる。
【0036】
上述のように、第1シート1は、第1基材11の一面に、粘着剤と剥離剤とを帯状に交互に塗工することによって得ることができる。第2シート2は、第2基材21の一面に、粘着剤と剥離剤とを帯状に交互に塗工することによって得ることができる。もっとも、第1シート1及び第2シート2の形成方法はこれに限られない。例えば、第1基材11の一面上に粘着剤をベタ状に塗工し、その粘着剤層の上に、帯状に且つ多段状に剥離剤を塗工してもよい。このような方法でも、粘着剤層の露出部分(剥離剤が塗工されていない粘着剤層の表面)が第1粘着部12となり、複数の第1粘着部12の間に第1易剥離部13が設けられた第1シート1を形成できる。同様に、第2基材21の一面上に粘着剤をベタ状に塗工し、その粘着剤層の上に、帯状に且つ多段状に剥離剤を塗工することにより、複数の第2粘着部22の間に第2易剥離部23が設けられた第2シート2を形成できる。
【0037】
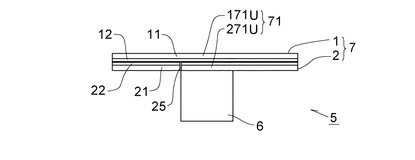
上記第1シート1は、カバー部材6のフランジ部61の裏面に貼着され、カバー部材6の収納凹部62の開口を塞いでいる。第2シート2は、カバー部材6のフランジ部61の表面に貼着され、カバー部材6が脱落しないように、第1シート1と協働してカバー部材6を保持している。
【0038】
具体的には、第1シート1の一面の面内に、カバー部材6のフランジ部61(左側、右側、上側及び下側フランジ部61L,61R,61U,61D)の裏面が載せられ、多段状の複数の第1粘着部12を介して、第1シート1がカバー部材6のフランジ部61の裏面に貼着されている。
以下、第1シート1の一面のうち、左側フランジ部61Lの裏面に貼着された部分を「左側フランジ第1貼着領域」、右側フランジ部61Rの裏面に貼着された部分を「右側フランジ第1貼着領域」、上側フランジ部61Uの裏面に貼着された部分を「上側フランジ第1貼着領域」、及び、下側フランジ部61Dの裏面に貼着された部分を「下側フランジ第1貼着領域」と記して区別する場合がある。
【0039】
このように第1シート1がフランジ部61の裏面に貼着されることによって、カバー部材6の収納凹部62の開口が第1シート1によって閉塞されている。なお、前記開口の内側においては、第1粘着部12が収納凹部62側に露出している。このため、収納凹部62に収納された商品が、第1粘着部12を介して第1シート1に付着し得る。よって、商品の収納位置を固定でき、ブリスター容器5の搬送中に、収納凹部62内で商品が位置ずれすることを防止できる。
もっとも、収納する商品によっては、粘着剤に付着しない方が良い場合もある。このような場合には、第1粘着部12のうち、収納凹部6の開口縁に対応する領域に於ける第1粘着部12の粘着力を隠蔽してもよい。隠蔽方法としては、前記開口縁に対応する領域に、シートを貼着する方法、前記領域に粘着力を隠蔽する樹脂層を塗工(印刷)する方法などが挙げられる。
【0040】
この収納凹部62の開口を第1シート1で閉塞した状態において、第1シート1の周囲領域(第1周囲領域)は、フランジ部61の外縁よりも外側にそれぞれ延出されている。この第1周囲領域は、左側フランジ部61Lの外縁よりも外側に延出された第1左側領域171Lと、右側フランジ部61Rの外縁よりも外側に延出された第1右側領域171Rと、上側フランジ部61Uの外縁よりも外側に延出された第1上側領域171Uと、下側フランジ部61Dの外縁よりも外側に延出された第1下側領域171Dと、からなる。
これら各領域171L,171R,171U,171D(第1周囲領域)の面積は、商品の広告などの表示面積を考慮して、適宜設定される。
【0041】
上記第1シート1においては、帯状の第1粘着部12及び第1易剥離部13は、その伸びる方向がカバー部材6の左側及び右側フランジ部61Rの上下方向に略直交するように配置されている。
従って、左側フランジ部61Lの上下方向に第1粘着部12と第1易剥離部13とが交互に位置した状態で、第1シート1の左側フランジ第1貼着領域161Lは、前記複数の第1粘着部12を介して、左側フランジ部61Lの裏面に貼着されている。
また、右側フランジ部61Rの上下方向に第1粘着部12と第1易剥離部13とが交互に位置した状態で、第1シート1の右側フランジ第1貼着領域161Rは、前記複数の第1粘着部12を介して、右側フランジ部61Rの裏面に貼着されている。
【0042】
上側フランジ第1貼着領域161Uにおいては、上側フランジ部61Uの左右方向に帯状の第1粘着部12が伸びるように、少なくとも1本の帯状の第1粘着部12が配置されている。従って、上側フランジ第1貼着領域161Uは、帯状の第1粘着部12を介して、上側フランジ部61Uの幅全体に渡って貼着されている。
また、下側フランジ第1貼着領域161Dにおいては、下側フランジ部61Dの左右方向に帯状の第1粘着部12が伸びるように、少なくとも1本の帯状の第1粘着部12が配置されている。従って、下側フランジ第1貼着領域161Dは、帯状の第1粘着部12を介して、下側フランジ部61Dの幅全体に渡って貼着されている。
【0043】
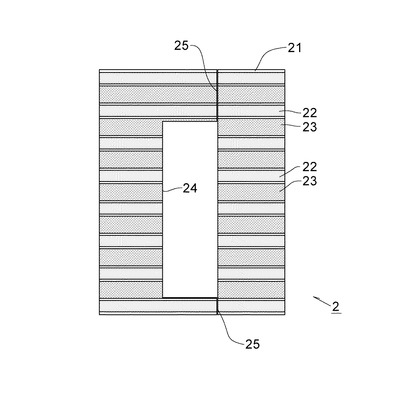
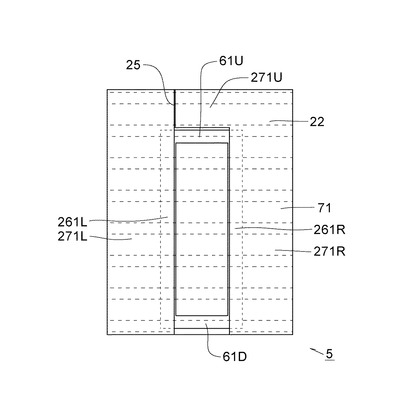
一方、第2シート2は、その面内から収納凹部62を露出(突出)させた状態で、フランジ部61の表面に貼着されていると共に、第2シート2の周囲領域がフランジ部61の外縁から外側に延出され、この第2シート2の周囲領域が第1シート1の周囲領域に貼着されている。
【0044】
具体的には、第2シート2の面内には、収納凹部62を露出させるための切除部24が開口されている。この切除部24(開口)の大きさ及び形状は、収納凹部62の開口縁よりも少し大きい相似形であることが好ましい。
前記第2シート2の切除部24からカバー部材6の収納凹部62を突出させた状態において、前記切除部24の縁(第2シート2の開口縁)は、収納凹部62の近傍に位置しており、第2シート2の一面のうち前記縁を含む縁部(開口縁部)が、多段状の複数の第2粘着部22を介して、フランジ部61の表面に貼着されている。
以下、第2シート2の一面のうち、左側フランジ部61Lの表面に貼着された部分を「左側フランジ第2貼着領域」、右側フランジ部61Rの表面に貼着された部分を「右側フランジ第2貼着領域」、上側フランジ部61Uの表面に貼着された部分を「上側フランジ第2貼着領域」、及び、下側フランジ部61Dの表面に貼着された部分を「下側フランジ第2貼着領域」と記して区別する場合がある。
【0045】
上記第2シート2においては、帯状の第2粘着部22及び第2易剥離部23は、その伸びる方向がカバー部材6の左側及び右側フランジ部61Rの上下方向に略直交するように配置されている。
従って、左側フランジ部61Lの上下方向に第2粘着部22と第2易剥離部23とが交互に位置した状態で、第2シート2の左側フランジ第2貼着領域261Lは、前記複数の第2粘着部22を介して、左側フランジ部61Lの表面に貼着されている。
また、右側フランジ部61Rの上下方向に第2粘着部22と第2易剥離部23とが交互に位置した状態で、第2シート2の右側フランジ第2貼着領域261Rは、前記複数の第2粘着部22を介して、右側フランジ部61Rの表面に貼着されている。
【0046】
上側フランジ第2貼着領域261Uにおいては、上側フランジ部61Uの左右方向に帯状の第2粘着部22が伸びるように、少なくとも1本の帯状の第2粘着部22が配置されている。従って、上側フランジ第2貼着領域261Uは、帯状の第2粘着部22を介して、上側フランジ部61Uの幅全体に渡って貼着されている。
また、下側フランジ第2貼着領域261Dにおいては、下側フランジ部61Dの左右方向に帯状の第2粘着部22が伸びるように、少なくとも1本の帯状の第2粘着部22が配置されている。従って、下側フランジ第2貼着領域261Dは、帯状の第2粘着部22を介して、下側フランジ部61Dの幅全体に渡って貼着されている。
【0047】
なお、前記左側フランジ第2貼着領域261Lと上側フランジ第2貼着領域261Uの境界部分、及び左側フランジ第2貼着領域261Lと下側フランジ第2貼着領域261Dの境界部分には、第2シート2を分断する分断線25がそれぞれ形成されている。この分断線25において、第2シート2は左右2つに分けられている。この分断線25は、左側フランジ第2貼着領域261L、上側フランジ第2貼着領域261U、又は下側フランジ第2貼着領域261Dをフランジ部61から捲り剥がすための、剥離起点となる。
【0048】
さらに、第2シート2の周囲領域(第2周囲領域)は、第1シート1の第1周囲領域と同様にフランジ部61の外縁から外側に延出されている。第2周囲領域は、左側フランジ部61Lの外縁よりも外側に延出された第2左側領域271Lと、右側フランジ部61Rの外縁よりも外側に延出された第2右側領域271Rと、上側フランジ部61Uの外縁よりも外側に延出された第2上側領域271Uと、下側フランジ部61Dの外縁よりも外側に延出された第2下側領域271Dと、からなる。
第2周囲領域は、第1周囲領域と略同じ大きさ及び外形に形成されている。
第2周囲領域における複数の第2粘着部22は、第1周囲領域における各第1粘着部12に向かい合っており、第1及び第2シート2の各粘着部同士がそれぞれ対応して貼着されている。このように粘着部同士が接着されていることによって、第1周囲領域と第2周囲領域とは、容易に剥がれず、恰も1枚のシートのように一体化される。
この一体化された第1周囲領域と第2周囲領域によって、閉塞シート7の延在領域71が構成されている。
【0049】
上記ブリスター容器5の延在領域71においては、第1周囲領域の各粘着部と第2周囲領域の各粘着部がそれぞれ向かい合い且つ両者が強く接着している。
このように延在領域71は、強く貼着して一体化された2枚のシートからなるので、第1シート1及び第2シート2として比較的薄いシートを用いても、折れ曲がり難い延在領域71を形成できる。
なお、上記延在領域71においては、第1周囲領域の各易剥離部と第2周囲領域の各易剥離部がそれぞれ向かい合っているので、両領域(第1シート1と第2シート2)の間の空気が外部へ排出され得る。よって、空気溜まりのない、良好な外観を有するブリスター容器5が得られる。
【0050】
さらに、第1シート1の左側及び右側フランジ第1貼着領域161L,161Rは、左側及び右側フランジ部61L,61Rの裏面に対して、第1粘着部12と第1易剥離部13が交互に配置された状態で貼着されている。このため、ベタ状の粘着剤によって全体が貼着されている場合に比して、左側及び右側フランジ第1貼着領域161L,161Rを左側及び右側フランジ部61L,61Rの裏面から容易に引き剥がすことができる。
同様に、第2シート2の左側及び右側フランジ第2貼着領域261L,261Rは、左側及び右側フランジ部61L,61Rの表面に対して、第2粘着部22と第2易剥離部23が交互に配置された状態で貼着されている。このため、第2シート2の左側及び右側フランジ第2貼着領域261L,261Rを左側及び右側フランジ部61L,61Rの表面から容易に引き剥がすことができる。
【0051】
例えば、第2シート2の分断線25を起点として、左側フランジ第2貼着領域261Lを左側フランジ部61Lの表面から引き剥がした後、左側、上側及び下側フランジ第1貼着領域161L,161U,161Dを左側、上側及び下側フランジ部61L,61U,61Dの裏面から引き剥がすことによって、カバー部材6の収納凹部62を開放して商品を取り出すことができる。
また、粘着部が感圧型粘着剤からなる場合には、剥離した後、前記左側、上側及び下側フランジ第1貼着領域161L,161U,161Dや左側フランジ第2貼着領域261Lを、フランジ部61の表裏面にそれぞれ再貼着することもできる。従って、取り出した商品又は商品の一部を、カバー部材6内に入れて再封して保管することも可能である。
【0052】
[ブリスター容器の他の実施形態]
本発明のブリスター容器は、上記実施形態のものに限られず、様々な態様に変更できる。以下、本発明のブリスター容器の他の実施形態について説明するが、上記実施形態と同様の構成については、その説明を省略し、用語及び符号を援用する場合がある。
【0053】
上記実施形態では、第1シート1は、第1粘着部12を介して、左側及び右側フランジ部61L,61Rや上側及び下側フランジ部61U,61Dの裏面にそれぞれ貼着されているが、第1シート1は、上側及び/又は下側フランジ部61U,61Dの裏面に貼着されていなくてもよい。第1シート1は、複数の第1粘着部12を介して、左側及び右側フランジ部61L,61Rの裏面に少なくとも貼着されていればよい。
同様に、第2シート2は、上側及び/又は下側フランジ部61U,61Dの表面に貼着されていなくてもよい。第2シート2は、複数の第2粘着部22を介して、左側及び右側フランジ部61L,61Rの表面に少なくとも貼着されていればよい。このように上側フランジ部61U及び/又は下側フランジ部61Dに第1シート1及び/又は第2シート2が貼着されていなくても、商品を収納凹部62内に保持できる。
【0054】
さらに、上記実施形態において、第2シート2には、上側フランジ部61U及び下側フランジ部61Dの表面に貼着される上側フランジ第2貼着領域261U及び下側フランジ第2貼着領域261Dが設けられているが、例えば、図11に示すように、上側フランジ第2貼着領域及び下側フランジ第2貼着領域が設けられていなくてもよい。この場合においても、上記実施形態のように、左側フランジ第2貼着領域261L及び右側フランジ第2貼着領域261Rが、多段状の第2粘着部22を介して、左側及び右側フランジ部61L,61Rに貼着されているので、フランジ部61が第1シート1と第2シート2の間に挟持されることによって、カバー部材6が閉塞シート7から外れることを防止できる。
【0055】
また、特に図示しないが、上記実施形態において、第2シート2には、上側フランジ第2貼着領域261U又は下側フランジ第2貼着領域261Dの何れか一方が設けられていなくてもよい。
なお、上側フランジ第2貼着領域261U及び/又は下側フランジ第2貼着領域261Dが設けられていないことによって、第1シート1の第1粘着部12の一部が露出する場合、その粘着部の露出部分には、粘着力を隠蔽する被覆層を積層しておくことが好ましい。
【0056】
上記実施形態では、第1及び第2シート1,2は、上側フランジ部61Uの外縁よりも外側に延出された第1及び第2上側領域171U,271Uと、下側フランジ部61Dの外縁よりも外側に延出された第1及び第2下側領域171D,271Dと、をそれぞれ有するが、これらの領域を有しなくてもよい。
閉塞シート7の延在領域71は、少なくとも上記第1及び第2左側領域171L,271Lと、第1及び第2右側領域171R,271Rと、から構成されていればよい。
【0057】
また、上記実施形態では、カバー部材6のフランジ部61が、収納凹部62の開口縁の周囲全体から延出されているが、カバー部材6には、上側及び/又は下側フランジ部61U,61Dが形成されていなくてもよい。カバー部材6は、少なくとも左側フランジ部61L及び右側フランジ部61Rを有していればよい。開口縁の第3縁623及び第4縁624は、第1縁621及び第2縁622に比して短いので、上側及び下側フランジ部61L,61Dが形成されていなくても、収納凹部62内に入れた商品が、開口縁の第3縁623及び第4縁624と第1シート1との隙間から抜け出ることは通常起こり得ない。
【0058】
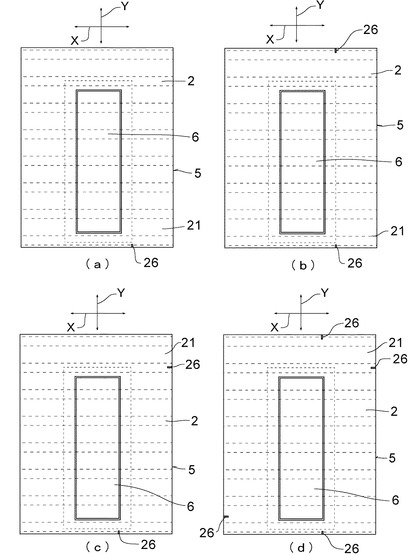
さらに、上記実施形態では、第2シート2の引き剥がし起点として、第2基材21の一部分を2つに分断する分断線25が形成されているが、このような分断線25を有しない第2シート2を用いてもよい。例えば、図12(a)に示すように、分断線が形成されていない第2基材21の一縁(図示例における一縁は第2基材21の下縁であるが、上縁、左縁又は右縁でもよい)に切込み部26が形成された第2シート2を用いてブリスター容器5を構成してもよい。また、同図(b)に示すように、分断線が形成されていない第2基材21の一縁及びこの一縁に対向する縁(図示例における一縁は第2基材21の下縁であるので、対向する縁は上縁)にそれぞれ切込み部26が形成された第2シート2を用いてブリスター容器5を構成してもよい。この(a)及び(b)に示すように、一縁(及びそれに対向する縁)に切込み部26が形成されている場合、第2基材21として、一縁の伸びる方向に対して直交する方向(この方向は、同図(a)及び(b)においては、閉塞シートの一方向Yである)に易引裂き性を有するシートを用いることが好ましい。かかる第2基材21を用いることにより、切込み部26を起点として、第2シート2を容易に分断して、フランジ部61から第2シート2を容易に剥離できる。
【0059】
また、前記切込み部26が、図12(a)及び(b)に示すように、フランジ部61の外縁の延長線上に設けられていれば、切込み部26を起点にして切断すると、フランジ部61の外縁に沿って延在領域71(第1周囲領域と第2周囲領域からなる)を分断できる。このように切断すれば、その切断部分から第2シート2を摘んで、該第2シート2を容易にフランジ部61から引き剥がすことができる。
なお、同図(a)及び(b)の例示の場合には、切込み部26が右側フランジ部の外縁の延長線上に設けられているので、右側フランジ部の外縁に沿って延在領域を分断できる。
【0060】
また、同図(c)に示すように、第2基材21の一縁及び他縁(他縁は、一縁と直交する縁。図示例では、下縁が一縁であるため、他縁は左縁又は右縁)にそれぞれ切込み部26が形成された第2シート2を用いてブリスター容器5を構成してもよい。さらに、同図(d)に示すように、第2基材21の一縁及びこの一縁に対向する縁並びに他縁及びこの他縁に対向する縁にそれぞれ切込み部26が形成された第2シート2を用いてブリスター容器5を構成してもよい。この同図(c)及び(d)に示すように、一縁及び他縁(及びそれらに対向する各縁)に切込み部26が形成されている場合、第2基材21として、一縁の伸びる方向に対して直交する方向及び他縁の伸びる方向に対して直交する方向(同図(c)及び(d)においては、閉塞シートの一方向Y及び他方向Xである)にそれぞれ易引裂き性を有するシートを用いることが好ましい。かかる第2基材21を用いることにより、何れの切込み部26を起点としても、第2シート2を容易に分断して、フランジ部61から第2シート2を容易に剥離できる。
【0061】
一縁及び他縁(及びそれらに対向する各縁)に切込み部26が形成されている場合において、一縁の切込み部26及び他縁の切込み部26の少なくとも何れか一方が(切込み部が複数形成されているときには、そのうちの一部が)、フランジ部61の外縁の延長線上に設けられていることが好ましい。このような位置に切込み部を設けることにより、上述と同様の効果を奏する。
なお、同図(c)及び(d)の例示は、他縁に設けられた切込み部26がフランジ部61(例えば、上側フランジ部)の外縁の延長線上に位置し、一縁に設けられた切込み部26は、フランジ部61の外縁の延長線上に位置していない。
【0062】
さらに、上記実施形態では、第1シート1の第1粘着部12及び第1易剥離部13並びに第2シート2の第2粘着部22及び第2易剥離部23は、何れも平面視帯状に設けられているが、これら粘着部及び易剥離部の形成パターンは平面視帯状に限られない。
例えば、図13に示すように、第1シート1の第1粘着部12と第1易剥離部13が、それぞれ平面視略矩形状に形成され、これらが第1基材11の一方向及び他方向に所定間隔を開けてそれぞれ交互に並設されているような形成パターンでもよい(つまり、略矩形状の第1粘着部12と略矩形状の第1易剥離部13とが一方向に交互に並んだ列が、他方向に複数列並設されている)。同様に、第2シート2の第2粘着部22と第2易剥離部23が、それぞれ平面視略矩形状に形成され、これらが第2基材21の一方向及び他方向に所定間隔を開けてそれぞれ交互に並設されているような形成パターンでもよい。
【0063】
また、上記実施形態において、第1シート1と第2シート2は、別個独立したシート片であるが、第1シート1の一方縁と第2シート2の一方縁が少なくとも連結され、且つ、その連結部分において第1シート1と第2シート2が折り畳まれていてもよい。
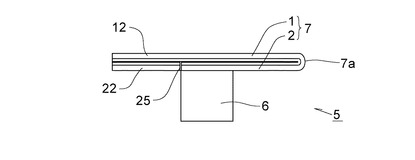
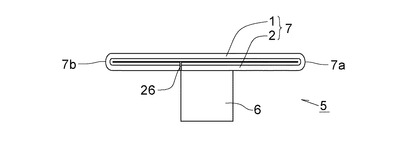
例えば、図14に示すブリスター容器5は、第1シート1と第2シート2の各一方縁7a(左側及び右側フランジ部の上下方向と平行な一方の側縁)が連結され、その一方縁7aにおいて第2シート2が第1シート1の一面側に折り畳まれて貼着されている。図15に示すブリスター容器5は、第1シート1と第2シート2の一方縁7a同士及び他方縁7b同士(上下方向と平行な他方の側縁)がそれぞれ連結され、その両方縁7a,7bにおいて第2シート2が第1シート1の一面側に折り畳まれて貼着されている。その他、図示しないが、第1シート1と第2シートの他の側縁(左側及び右側フランジ部の上下方向に直交する方向と平行な一方の側縁及び/又は他方の側縁)が連結されていてもよい。
【0064】
[ブリスター容器の製造方法の第1の実施形態]
次に、上記ブリスター容器は、様々な方法で製造できるが、第1シートと第2シートが剥離可能に貼着された積層シートを用いれば、離型紙を廃棄することなく、上記ブリスター容器を製造できる。
以下、積層シートを用いた、上記ブリスター容器の第1の製造方法を説明する。
ただし、上記ブリスター容器の欄で説明した構成と同様の構成については、その説明を省略し、用語及び符号を援用する場合がある。
【0065】
図16及び図17に示すように、積層シート8は、一方向に所定間隔を開けて複数の粘着部と易剥離部が交互に設けられた第1シート1及び第2シート2を有する。第1シート1及び第2シート2の基材、粘着部及び易剥離部については、上記ブリスター容器5の欄と同様であるので、その説明を省略する。
この第1及び第2シート1,2は、長尺状であり、その長手側の一側縁において、第1シート1と第2シート2は連結されている。第1シート1の第1粘着部12及び第1易剥離部13は、長尺状の第1シート1の長手方向と平行な方向に延びる平面視帯状に形成されている。同様に、第2シート2の第2粘着部22及び第2易剥離部23は、長尺状の第2シート2の長手方向と平行な方向に延びる平面視帯状に形成されている。
【0066】
第1シート1の各第1粘着部12が第2シート2の各第2易剥離部23に向かい合い且つ前記第2シート2の各第2粘着部22が前記第1シート1の各第1易剥離部13に向かい合った状態で重なるように、前記連結部分において(連結部分に折り目Aを形成して、その折り目Aにおいて)、第1シート1と第2シート2が折り畳まれて貼着されている。このように各第1粘着部12が各第2易剥離部23にそれぞれ対面し且つ各第2粘着部22が各第1易剥離部13にそれぞれ対面して貼着されているので、第1シート1と第2シート2は弱接着(疑似接着)となっている。この第1シート1及び第2シート2からなる積層シート8は、第1シート1と第2シート2を手で容易に剥離することができる。
【0067】
(剥離工程)
上記長尺状の積層シート8は、通常、ロールに巻かれて提供される。機械的な連続製造においては、前記積層シート8のロール体は、製造装置の上流側にセットされる。
このロール体から積層シート8を引き出し、第2シート2を第1シート1から引き剥がし、第1シート1と第2シート2を展開する。
引き出した長尺状の積層シート8を、所定長さ(1つの閉塞シートが得られる長さ)に切断した後、第1シート1と第2シート2を引き剥がしてもよい。また、第1シート1と第2シート2を引き剥がした後、所定長さに切断してもよい。また、前記所定長さの切断は、剥離工程で行わず、次以降の工程の何れかで行ってもよい。
【0068】
(切除部形成工程)
図18に示すように、引き剥がした第2シート2の面内に、カバー部材6の収納凹部62を露出させる切除部24を形成する。具体的には、第2シート2の面内の所定位置に、収納凹部62の開口縁よりも少し大きい相似形の開口(切除部24)、又は、収納凹部62の開口縁と上側及び/又は下側フランジ部61U,61Dの外縁よりも大きい開口(切除部24)を形成する。切除部24は、第2シート2の面内の一部分を打ち抜く又は切り取ることによって形成できる。
【0069】
後述するように、カバー部材6の左側及び右側フランジ部61L,61Rの上下方向が第1シート1の第1粘着部12の伸びる方向と略直交するように、カバー部材6を配置した後、剥離した第2シート2の位置をずらしながら、これを第1シート1に重ね合わせる。この後の工程におけるカバー部材6の配置及び第2シート2の位置ずらしを考慮した上で、第2シート2を第1シート1に重ね合わせたときに、第2シート2から収納凹部62が露出するような箇所に、切除部24を形成しておく。
同時に、第2シート2の面内に上記分断線25を形成しておいてもよい。上下一対の分断線25のうち、第1シート1の連結部分に近い側の分断線25は、図18に示すように、折り目Aの近傍位置まで(又は折り目Aに交差するまで)形成しておくことが好ましい。
【0070】
なお、切除部形成工程は、第1シートと第2シートを引き剥がした後(剥離工程後)に行う場合に限られず、積層シートの状態における第2シートに行ってもよい(つまり、切除部形成工程は、剥離工程の前に行ってもよい)。
【0071】
(カバー部材の貼付工程)
次に、第1シート1の一面(粘着部が形成された面)に、商品を収納した状態のカバー部材6を載せていく。具体的には、第1シート1の一面の所定位置に、商品収納済みカバー部材6のフランジ部61の裏面を配置する。このとき、カバー部材6の左側及び右側フランジ部61L,61Rの上下方向が第1シート1の第1粘着部12の伸びる方向と略直交するように、カバー部材6を配置する。
このように配置することによって、第1シート1の左側フランジ第1貼着領域161Lが、左側フランジ部61Lの上下方向に第1粘着部12と第1易剥離部13が交互に位置した状態で、左側フランジ部61Lの裏面に貼着される。また、第1シート1の右側フランジ第1貼着領域161Rが、右側フランジ部61Rの上下方向に第1粘着部12と第1易剥離部13が交互に位置した状態で、右側フランジ部61Rの裏面に貼着される。
また、フランジ部61の外縁よりも外側に、第1シート1の第1周囲領域(第1左側、右側、上側及び下側領域171L,171R,171U,171D)が、未接着状態で延在している。
【0072】
(第2シートの重ね合わせ工程)
切除部24を形成した前記第2シート2を、第2シート2の各第2粘着部22が第1シート1の各第1粘着部12に向かい合うように、元の貼着位置からずらし、カバー部材6の収納凹部62を前記切除部24から露出させながら第2シート2を第1シート1に重ね合わせる。
前記元の貼着位置とは、積層シート8を構成している状態における第1シート1に対する第2シート2の貼着位置であり、第1シート1の各第1粘着部12が第2シート2の各第2易剥離部23に向かい合い且つ前記第2シート2の各第2粘着部22が前記第1シート1の各第1易剥離部13に向かい合った位置をいう。
【0073】
剥離した第2シート2を、連結部分に形成された折り目Aにおいて折り畳むと、第2シート2は第1シート1に対する元の貼着位置で重なるが、そうすると、第1シート1と第2シート2は容易に剥がれてしまう。
上記のように剥離した第2シート2を元の貼着位置からずらすことによって、第2シート2の各第2粘着部22が第1シート1の各第1粘着部12に向かい合う。
前記第2シート2のずらしは、第2シート2の一方向(第2粘着部22が伸びる方向と直交する方向)に、剥離後の第2シート2を平行移動させることに等しい。つまり、新たな折り目は、連結部分の折り目Aと平行に形成される。
【0074】
第2シート2のずらし量は、新たな折り目で折り曲げたときに、第1シート1の各粘着部12と第2シート2の各粘着部22が互いに対面するように設定される。
例えば、前記ずらし量は、図17に示すように、積層シート8の状態において、第1粘着部12の一方縁とこの第1粘着部12に隣接する第2粘着部22の一方縁(第1粘着部12の一方縁と同じ側の縁)との間隔Mの半分(又はこの間隔Mの半分の整数倍)であることが好ましい。
【0075】
なお、上記第1シート1と第2シート2は一側縁において連結されているので、その連結部分の折り目Aに対して、一方向(第2粘着部22が伸びる方向と直交する方向)に前記ずらし量(例えば、間隔Mの半分)だけ平行移動させた位置(図示した例では、第1粘着部12と第2粘着部22の間の第2易剥離部23の中央部)に新たな折り目Bを形成し、この新たな折り目Bで第2シート2を折り畳めばよい。
【0076】
第2シート2を折り畳むと、切除部24からカバー部材6の収納凹部62が突出すると共に、第2シート2の左側、右側、上側及び下側フランジ第2貼着領域261L,261R,261U,261Dが、左側、右側、上側及び下側フランジ部61L,61R,61U,61Dの表面に貼着されると共に、第2シート2の第2周囲領域(第2左側、右側、上側及び下側領域271L,271R,271U,271D)が、第1シート1の第1周囲領域にそれぞれ貼着される。
従って、第2シート2の左側及び右側フランジ第2貼着領域261L,261Rが、左側及び右側フランジ部61L,61Rの上下方向に第2粘着部22と第2易剥離部23が交互に位置した状態で、左側及び右側フランジ部61L,61Rの表面に貼着される。
また、第1シート1の第1周囲領域と第2シート2の第2周囲領域においては、各第1粘着部12と各第2粘着部22同士が向かい合って接着される。従って、第1及び第2シート2が強く接着された延在領域71を形成できる。
【0077】
(切断工程)
第2シート2をずらして重ねることによって、第1シート1と第2シート2の長手側の他方縁の何れか一方は外側に出ているので、これを切断してもよい(所謂、耳揃え処理を行う)。必要に応じて、連結されている一方縁側も長手方向に沿って切断し、連結されていた第1シート1と第2シート2を別個独立させてもよい。
なお、前述の各工程の何れかにおいて、第1及び第2シート1,2を所定長さに切断していない場合には、長尺状に繋がっているものを所定長さに切断する。
以上のようにして、上記ブリスター容器5を得ることができる。
【0078】
上記製造方法に使用される積層シート8は、第1シート1の易剥離部13が第2シート2の粘着部22に対面し且つ第1シート1の粘着部12が第2シート2の易剥離部23に対面して、両シート1,2の一面同士(粘着部が形成された面同士)が重ねられている。かかる積層シート8においては、第1及び第2シート1,2が互いの粘着部12,22の粘着力をそれぞれ隠蔽するシートとして作用するので、離型紙を有しない。このため、上記製造方法によれば、離型紙のような廃棄物が発生しない。
さらに、第2シート2をずらすことによって、第1シート1の各粘着部と第2シート2の各粘着部を向かい合わせて貼着できる。
【0079】
[ブリスター容器の製造方法の第2の実施形態]
次に、上記ブリスター容器の製造方法の第2の実施形態を説明する。
ただし、上記ブリスター容器及びその製造方法の第1の実施形態の欄で説明した構成と同様の構成については、その説明を省略し、用語及び符号を援用する場合がある。
【0080】
本実施形態においても、上記と同様に積層シート8が用いられる。積層シート8を用いることにより、ブリスター容器の製造時に、離型紙のような廃棄物が発生しない。
【0081】
(剥離工程)
上記長尺状の積層シートを所定長さ(後述するように折り曲げた後に1つの閉塞シートが得られる長さ)に切断した後、第1シート1と第2シート2を引き剥がす。なお、引き剥がした後に、所定長さに切断してもよい。引き剥がした第1シート1と第2シート2を、折り目Aに沿って又は折り目Aの近傍位置においてそれに平行に切断して、第1シート1と第2シート2を分離する(図19参照)。
なお、先に、折り目Aなどに沿って切断して第1シート1と第2シート2を分離した後、第1シート1と第2シート2を引き剥がす又は所定長さに切断してもよい。
【0082】
(カバー部材の貼付工程)
分離後の第1シート1及び第2シート2の何れか一方のシート(例えば、分離後の第1シート1)の一面(粘着部が形成された面)に、商品を収納した状態のカバー部材6を載せていく。本実施形態において用いられる分離後の所定長さの1枚の前記シートを「製造用シート3」という。
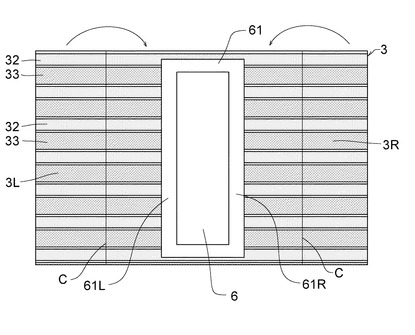
例えば、図20に示すように、製造用シート3の一面の所定位置(好ましくは、略中央部)に、商品収納済みカバー部材6のフランジ部61の裏面を配置する。このとき、カバー部材6の左側及び右側フランジ部61L,61Rの上下方向が製造用シート3の粘着部32の伸びる方向と略直交するように、カバー部材6を配置する。
【0083】
このように配置することによって、製造用シート3の左側フランジ貼着領域が、左側フランジ部61Lの上下方向に粘着部32と易剥離部33が交互に位置した状態で、左側フランジ部61Lの裏面に貼着される。また、製造用シート3の右側フランジ貼着領域が、右側フランジ部61Rの上下方向に粘着部32と易剥離部33が交互に位置した状態で、右側フランジ部61Rの裏面に貼着される。
また、フランジ部61の外縁よりも外側に、製造用シート3の周囲の領域が未接着状態で延在している。
【0084】
(シートの折曲げ工程)
最後に、同図の矢印で示すように、製造用シート3の左側の未接着領域3Lと製造用シート3の右側の未接着領域3Rを折り曲げる。具体的には、前記各領域3L,3Rの中途部であって、粘着部32の伸びる方向と略直交する方向と平行な線(折り目C)において、製造用シート3の左側の未接着領域3Lと製造用シート3の右側の未接着領域3Rをそれぞれ180度折り曲げる。
【0085】
折り曲げた左側の未接着領域3Lにおいては、その領域の重ね合わせ部分(左側の延在領域を構成する部分)の粘着部32同士が向かい合うことによってその部分が強く接着していると共に、折り曲げられた未接着領域3Lの先端部がカバー部材6の左側フランジ部61Lの表面に貼着される。
折り曲げた右側の未接着領域3Rにおいては、その領域の重ね合わせ部分(右側の延在領域を構成する部分)の粘着部32同士が向かい合うことによってその部分が強く接着していると共に、折り曲げられた未接着領域3Rの先端部がカバー部材6の右側フランジ部61Rの表面に貼着される(図21参照)。
【0086】
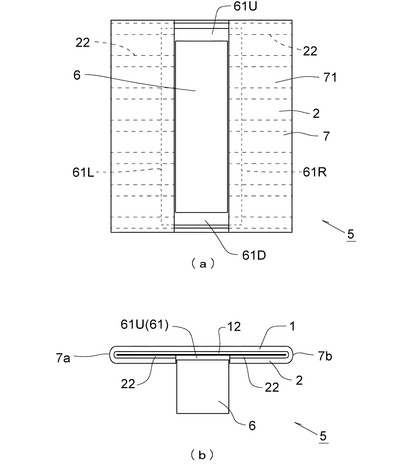
本実施形態に係る製造方法でも、図21に示すように、カバー部材6と、延在領域71を有する閉塞シート7と、を有し、閉塞シート7が、一方向に所定間隔を開けて複数の粘着部12,22と非粘着部13,23が交互に設けられた第1シート1及び第2シート2を有し、延在領域71における両シート1,2の各粘着部12,22同士が向かい合い、カバー部材6の左側及び右側フランジ部61L,61Rの上下方向に粘着部12,22と非粘着部13,23が交互に位置して貼着されているブリスター容器5が容易に得られる。本実施形態の製法で得られるブリスター容器5は、シート1,2の両方縁7a,7bがそれぞれ連結されている(この点、図15に示すブリスター容器と同様である)。なお、必要に応じて、前記連結部分を切除するなどしてもよい。
【0087】
[ブリスター容器の製造方法の他の実施形態]
また、本発明のブリスター容器の製造方法は、更に、様々な態様に変更できる。
例えば、上記製法の各実施形態における積層シート8は、第1シート1と第2シート2がその長手側の一方縁で繋がっているが、第1シート1と第2シート2が別個独立していてもよい。
さらに、上記製法の各実施形態における積層シート8は、長尺状であるが、枚葉状の積層シート8を用いることも可能である。
また、上記製法の第1の実施形態では、第2シート2が、第2粘着部22を介して、左側及び右側フランジ部61L,61Rや上側及び下側フランジ部61U,61Dの表面にそれぞれ貼着されているが、第2シート2は、上側及び/又は下側フランジ部61U,61Dの表面に貼着されていなくてもよい。この場合、例えば、上側及び/又は下側フランジ部61U,61Dを隠さない程度の切除部24を、第2シート2に形成すればよい。
【0088】
また、上記製法の各実施形態では、カバー部材6が、左側、右側、上側及び下側フランジ部61L,61R,61U,61Dを有するが、上側及び/又は下側フランジ部61U,61Dを有しないカバー部材6を用いてもよい。
さらに、上記製法の各実施形態では、第1シート1の第1粘着部12及び第1易剥離部13並びに第2シート2の第2粘着部22及び第2易剥離部23は、何れも平面視帯状に設けられているが、これら粘着部及び易剥離部の形成パターンは平面視帯状に限られない。上記ブリスター容器5の欄の他の実施形態で説明したように、第1シート1の第1粘着部12及び第1易剥離部13、第2シート2の第2粘着部22及び第2易剥離部23が、何れも平面視略矩形状に形成され、これらが基材の一方向及び他方向に所定間隔を開けてそれぞれ交互に並設されていてもよい。
【産業上の利用可能性】
【0089】
本発明のブリスター容器は、各種商品の包装容器として利用できる。
【符号の説明】
【0090】
1…第1シート、11…第1シートの基材、12…第1シートの粘着部、13…第1シートの易剥離部(非粘着部)、171L…第1シートの左側領域、171R…第1シートの右側領域、2…第2シート、21…第2シートの基材、22…第2シートの粘着部、23…第1シートの易剥離部(非粘着部)、24…切除部、271L…第2シートの左側領域、271R…第2シートの右側領域、3…製造用シート、5…ブリスター容器、6…カバー部材、61…カバー部材のフランジ部、61L…左側フランジ部、61R…右側フランジ部、62…カバー部材の収納凹部、7…閉塞シート、71…延在領域、8…積層シート
【技術分野】
【0001】
本発明は、カバー部材の収納凹部に商品を入れた後、閉塞シートで封緘されるブリスター容器に関する。
【背景技術】
【0002】
従来、乾電池、化粧品、おもちゃなどの各種商品を包装する形態として、ブリスター容器が知られている。
ブリスター容器は、合成樹脂製透明シートから形成されたカバー部材であって、一部分に商品を収納する収納凹部が形成され且つ該収納凹部の開口縁からフランジ部が延出されたカバー部材と、前記収納凹部の開口を閉塞するようにして前記フランジ部に接着された閉塞シートと、を有する。
【0003】
閉塞シートは、収納凹部に入れられた商品を封緘するために、カバー部材のフランジ部に接着されている。
特許文献1には、フランジ部(特許文献1では、フランジ状の周縁部と記載されている)が形成された商品を収納する収納凹部(特許文献1では容器部)と、閉塞シート(特許文献1では台紙)と、を備え、前記フランジ部が閉塞シートに貼着固定されたブリスター容器が開示されている。
かかるブリスター容器は、大きな表示面積を確保するため、閉塞シートの周囲がフランジ部の外縁よりも外側に延在している(従来のブリスター容器のこの部分を、延在領域という)。
このようなブリスター容器は、閉塞シートをフランジ部から引き剥がすことによって、収納凹部内から商品を取り出すことができる。
【0004】
しかしながら、上記ブリスター容器は、閉塞シートがフランジ部に強く接着されているので、閉塞シートを容易に剥離できず、商品を簡単に取り出すことができない。このような点に鑑みて、閉塞シートの面内に開封用のミシン目を形成することも行われている。しかしながら、ミシン目を形成すると、ブリスター容器の流通過程において、前記開封用のミシン目が破断し、商品が収納凹部から抜け落ちるおそれがある。また、ミシン目において閉塞シートを破断した後には、この閉塞シートで収納凹部の開口を再度封緘できない。
さらに、上記ブリスター容器の延在領域はフランジ部に接着されておらず、閉塞シート単独の部分である。このため、閉塞シートとして比較的薄い合成樹脂製シートなどを用いると、前記延在領域が簡単に折れ曲がり、ブリスター容器の価値を低下させる。従って、延在領域を有する従来のブリスター容器においては、比較的剛性の高い閉塞シートを用いなければならない。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2008−117571号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明の目的は、フランジ部の外側に閉塞シートの一部が延在しているブリスター容器において、閉塞シートをフランジ部から容易に剥がすことができ、さらに、閉塞シートとして比較的薄いシートを用いることもできるブリスター容器を提供することである。
【課題を解決するための手段】
【0007】
本発明のブリスター容器は、商品を収納可能な収納凹部と前記収納凹部の開口縁の対向する2つの縁から外側にそれぞれ延出された左側及び右側フランジ部とを有するカバー部材と、前記左側及び右側フランジ部に貼着され且つ収納凹部の開口を塞ぐ閉塞シートであって、前記左側及び右側フランジ部の外縁よりも外側に延在する延在領域を有する閉塞シートと、を備え、前記閉塞シートが、一方向に所定間隔を開けて複数の粘着部と非粘着部が交互に設けられた第1シート及び第2シートを有し、前記第1シートが、前記収納凹部の開口を閉塞した状態で前記左側及び右側フランジ部の裏面に貼着されていると共に、前記第1シートの左側及び右側領域が前記左側及び右側フランジ部の外縁よりも外側にそれぞれ延出されており、前記第2シートが、前記収納凹部を露出させた状態で前記左側及び右側フランジ部の表面に貼着されていると共に、前記第2シートの左側及び右側領域が前記左側及び右側フランジ部の外縁よりも外側にそれぞれ延出されており、前記左側及び右側領域における両シートの各粘着部同士がそれぞれ向かい合い、両シートの左側領域同士及び右側領域同士がそれぞれ貼着されることによって、前記閉塞シートの延在領域が形成されており、前記左側及び右側フランジ部の上下方向に前記粘着部と非粘着部が交互に位置するようにして、前記第1シートが左側及び右側フランジ部の裏面に貼着され且つ前記第2シートが左側及び右側フランジ部の表面に貼着されている。
【0008】
上記本発明のブリスター容器は、左側及び右側フランジ部から延出された延在領域が第1シート及び第2シートの左側及び右側領域から形成されている。この第1シートの左側領域の各粘着部と第2シートの左側領域の各粘着部がそれぞれ向かい合い、且つ、第1シートの右側領域の各粘着部と第2シートの右側領域の各粘着部がそれぞれ向かい合っているので、両シートの左側及び右側領域同士が強く貼着されることによって、延在領域が形成される。このように左側及び右側フランジ部の外側に延在する延在領域は、強く貼着された2枚のシートから形成されているので、第1シート及び第2シートとして比較的薄いシートを用いても、折れ曲がり難い延在領域を有するブリスター容器を提供できる。
さらに、粘着部と非粘着部が交互に位置した状態で第1シートが左側及び右側フランジ部の裏面に貼着され、且つ、粘着部と非粘着部が交互に位置した状態で第2シートが左側及び右側フランジ部の表面に貼着されている。すなわち、第1シート及び第2シートは、それぞれ左側及び右側フランジ部の表裏面に対して、所定間隔を開けて設けられた粘着部を介してそれぞれ貼着されているので、第1シート及び第2シートを左側及び右側フランジから容易に引き剥がすことができる。
【0009】
本発明の別の局面によれば、ブリスター容器の製造方法を提供する。
このブリスター容器の製造方法は、商品を収納可能な収納凹部と前記収納凹部の開口縁の対向する2つの縁から外側にそれぞれ延出された左側及び右側フランジ部とを有するカバー部材と、前記左側及び右側フランジ部に貼着され且つ収納凹部の開口を塞ぐ閉塞シートであって、前記左側及び右側フランジ部の外縁よりも外側にそれぞれ延在する延在領域を有する閉塞シートと、を備えるブリスター容器の製造方法において、一方向に所定間隔を開けて複数の粘着部と易剥離部が交互に設けられた第1シート及び第2シートを有し、前記第1シートの粘着部が前記第2シートの易剥離部に向かい合い且つ前記第2シートの粘着部が前記第1シートの易剥離部に向かい合った状態で前記第1シート及び第2シートが剥離可能に貼着されている積層シートを用い、第1シートと第2シートを引き剥がす工程、第2シートの面内にカバー部材の収納凹部を露出させる切除部を形成する工程、カバー部材の左側及び右側フランジ部の裏面を、粘着部を介して第1シートの面内に貼着する工程、第2シートの各粘着部が第1シートの各粘着部に向かい合うように、前記引き剥がした第2シートを元の貼着位置からずらし、カバー部材の収納凹部を切除部から露出させながら第2シートを第1シートに重ね合わせる工程、を含む。
【0010】
上記製造方法は、第1シート及び第2シートが剥離可能に貼着されている積層シートを用いてブリスター容器を製造する。この積層シートは、第1シート及び第2シートの一面(粘着部が形成された面)同士が向かい合っているので、離型紙を有しない。従って、上記製造方法によれば、離型紙を廃棄することなく、ブリスター容器を製造できる。
さらに、カバー部材のフランジ部を第1シートに貼着した後、第2シートをずらすことによって、第1シートの各粘着部と第2シートの各粘着部を向かい合わせて貼着できる。このように第2シートを元の貼着位置からずらすことによって、上記第1及び第2シートの左側及び右側領域同士が強く貼着された延在領域を有するブリスター容器を得ることができる。
【0011】
さらに、本発明のブリスター容器の他の製造方法は、商品を収納可能な収納凹部と前記収納凹部の開口縁の対向する2つの縁から外側にそれぞれ延出された左側及び右側フランジ部とを有するカバー部材と、前記左側及び右側フランジ部に貼着され且つ収納凹部の開口を塞ぐ閉塞シートであって、前記左側及び右側フランジ部の外縁よりも外側にそれぞれ延在する延在領域を有する閉塞シートと、を備えるブリスター容器の製造方法において、一方向に所定間隔を開けて複数の粘着部と易剥離部が交互に設けられた第1シート及び第2シートを有し、前記第1シートの粘着部が前記第2シートの易剥離部に向かい合い且つ前記第2シートの粘着部が前記第1シートの易剥離部に向かい合った状態で前記第1シート及び第2シートが剥離可能に貼着されている積層シートを用い、前記第1シート及び第2シートを引き剥がして2枚のシートに分離し、第1シート又は第2シートの少なくとも何れか一方を所定長さに切断する工程、カバー部材の左側及び右側フランジ部の裏面を、粘着部を介して前記切断したシートの面内に貼着する工程、カバー部材を貼着した前記シートの左右領域を折り曲げ、この左右領域を、粘着部を介して前記カバー部材の左側及び右側フランジ部の表面に貼着する工程、を含む。
【発明の効果】
【0012】
本発明のブリスター容器は、閉塞シートとして比較的薄いシートを用いた場合でも、折れ曲がりにくい延在領域を形成できる。
さらに、閉塞シートを構成する第1シート及び第2シートを左側及び右側フランジから容易に引き剥がすことができるので、上記ブリスター容器は、閉塞シートにミシン目などを形成しなくても、閉塞シートを容易に開封して商品を取り出すことができる。
また、本発明のブリスター容器の製造方法によれば、出来るだけ廃棄物を出さないで、上記ブリスター容器を製造できる。
【図面の簡単な説明】
【0013】
【図1】本発明の1つの実施形態に係るブリスター容器の平面図。
【図2】同右側面図。
【図3】同上面図。
【図4】図1のIV−IV線断面図。
【図5】図1のV−V線断面図。
【図6】図1のVI−VI線断面図。
【図7】図1のVII−VII線断面図。
【図8】図1のVIII−VIII線断面図。
【図9】第1シートを一面側から見た平面図。ただし、粘着部を薄墨塗りで表し、易剥離部を網掛けで表している(図10、図12及び図17も同様)。
【図10】第2シートを一面側から見た平面図。
【図11】他の実施形態に係るブリスター容器の平面図。
【図12】(a)〜(d)の何れも、更に他の実施形態に係るブリスター容器の平面図。
【図13】他の実施形態に係る第1シートを一面側から見た平面図。
【図14】更に他の実施形態に係るブリスター容器の上面図。
【図15】更に他の実施形態に係るブリスター容器の上面図。
【図16】第1の実施形態に係るブリスター容器の製造方法に使用される積層シートの一部省略平面図。
【図17】図16のXVII−XVII線断面図。
【図18】第2シートを引き剥がした状態の積層シートを一面側から見た平面図。
【図19】第2の実施形態に係るブリスター容器の製造方法に使用されるシートを一面側から見た平面図。
【図20】製造用シートの一面にカバー部材を貼着した状態の平面図。
【図21】(a)は、第2の実施形態に係る製造方法で得られたブリスター容器の平面図、(b)は、同上面図。
【発明を実施するための形態】
【0014】
以下、本発明の実施形態について図面を参照しつつ説明する。ただし、各図における部材や部分の大きさは、実際のものとは異なっていることに留意されたい。また、部材や部分などの用語を区別するために、「第1」、「第2」などを付すが、これは、部材などの優劣や順序などの特定の意味を含まない。
【0015】
[ブリスター容器の1つの実施形態]
本発明のブリスター容器は、陳列棚の支持棒に吊下げ孔を掛けて陳列する吊下げ型、陳列棚上に自立させて陳列する自立型、吊下げ及び自立の何れも可能な吊下げ自立兼用型、の何れのタイプでもよい。本発明のブリスター容器が吊下げ型又は兼用型の場合には、その上方部に吊下げ孔が穿設される。
本発明のブリスター容器が自立型又は兼用型の場合には、カバー部材の収納凹部の下面を陳列棚の上に置いて自立可能な構造とされる。これら吊下げ型、自立型、兼用型の各構造は、従来公知の構造を採用できる。
【0016】
本明細書において、各図は、ブリスター容器を吊下げた状態(自立させた状態もその向きは同じ)で図示している。また、本明細書において、各部分(フランジ部など)の位置を区別するために、便宜上、このブリスター容器を正面から見て、その左方を「左側」、右方を「右側」、上方を「上側」、下方を「下側」と記す。
ただし、本発明における各部分を区別するための「左側」、「右側」、「上側」、「下側」という用語は、ブリスター容器を吊り下げた状態を正面から見て特定される方向に限定されず、この吊り下げた状態のブリスター容器を時計回り又は反時計回りに90度回転させた状態を正面として見た場合を基準にした場合も含まれる。
【0017】
図1〜図8において、5は、本発明のブリスター容器を示す。
ブリスター容器5は、シート成形品からなるカバー部材6と、カバー部材6の少なくとも左側フランジ部61L及び右側フランジ部61Rに貼着される閉塞シート7と、を有する。
カバー部材6は、平坦なシート材の面内の一部分を凸状に変形させることによって得られる。カバー部材6には、商品を収納可能な収納凹部62が形成されており、その収納凹部62の開口縁の周囲には、正面視四角鍔状で且つ表裏面が平坦状のフランジ部61が延出されている。
【0018】
収納凹部62の形状は、特に限定されず、商品の形状などに応じて適宜設定できる。
本実施形態では、収納凹部62の開口縁は、略矩形状(具体的には、上下に長い長方形状)に形成されている。
この略矩形状の開口縁を構成する4つの縁のうち、対向する2つの縁(第1縁621と第2縁622。開口縁が長方形状の場合には、その2縁は何れも長辺)は、上下方向にほぼ平行に延び、残る2縁(第3縁623と第4縁624。開口縁が長方形状の場合には、第3縁623及び第4縁624は何れも短辺)は、左右方向に延びている。
ここで、本実施形態においては、前記左右方向は、閉塞シート7の他方向(一方向に直交する方向)に相当し、上下方向は、閉塞シート7の一方向に相当する。
【0019】
収納凹部62は、商品を収納可能な凹状部分である。図示した収納凹部62の各壁面は、平面状であるが、これに限られず、湾曲面状であってもよいし、その他、任意の形状に形成されていてもよい。
【0020】
本実施形態では、フランジ部61は、収納凹部62の開口縁の周囲全体から延出されている。具体的には、左側フランジ部61L及び右側フランジ部61Rが、収納凹部62の開口縁の対向する2つの縁(第1縁621と第2縁622)から外側にそれぞれ延出されており、上側フランジ部61U及び下側フランジ部61Dが、収納凹部62の開口縁の対向する残る2つの縁(第3縁623と第4縁624)から外側にそれぞれ延出されている。
【0021】
本実施形態においては、開口縁は上下に長い長方形状であるため(第1縁621及び第2縁622は長辺であるため)、前記左側フランジ部61L及び右側フランジ部61Rの上下長さは、上側及び下側フランジ部61U,61Dの幅(左右長さ)よりも長い。つまり、左側及び右側フランジ部61L,61Rの上下方向は、左側及び右側フランジ部61L,61Rの長手方向である。
前記長方形状の開口縁の縦横比は特に限定されないが、例えば、第1縁:第3縁=1.5〜5:1が挙げられる。
もっとも、開口縁は、正方形状に形成されていてもよい(図示せず)。この場合、開口縁の第1縁、第2縁、第3縁及び第4縁の各長さは等しくなる。或いは、開口縁は、左右に長い長方形状でもよい。
【0022】
前記カバー部材6の収納凹部62と閉塞シート7との間に、商品(図示せず)が収納される。
収納する商品は、特に限定されない。本発明のブリスター容器5は、化粧品、医薬品、食品、乾電池、おもちゃ、文房具、電子機器類、建築部品などの従来公知の各種商品を収納できる。
【0023】
閉塞シート7は、前記カバー部材6の収納凹部62の開口を塞ぐために、フランジ部61に貼着されている。前記フランジ部61に貼着された閉塞シート7の一部の領域は、フランジ部61の外縁よりも外側に延在している(延在領域71)。
閉塞シート7は、第1シート1と第2シート2とを有し、第1シート1及び第2シート2は、延在領域71において重ねられて互いに貼着されている。
【0024】
第1シート1及び第2シート2はそれぞれ、基材と、複数の粘着部と、複数の非粘着部と、を有する。本実施形態においては、前記非粘着部は、易剥離部とされている。
なお、粘着部とは、常温で粘着性を有し、押圧することによって被着体(例えば、普通紙の表面)に接着し得る部分を意味する。非粘着部とは、粘着性がなく且つ被着体に接着できない部分を意味する。易剥離部とは、粘着性がなく且つ被着体に接着できない部分であって、さらに、前記粘着部に対して弱接着可能で且つ容易に引き剥がすことができる部分を意味する。
例えば、易剥離部は、基材の一面に剥離剤を塗工した塗工部分が相当する。非粘着部は、前記塗工部分でもよいし、基材の未処理面(基材の一面自体)でもよい。
【0025】
基材の一面上に、複数の粘着部と複数の易剥離部とが交互に設けられることによって、第1シート1が構成されている。同様に、基材の一面上に、複数の粘着部と複数の易剥離部とが交互に設けられることによって、第2シート2が構成されている。
以下、第1シート1の部材又は部分(基材、粘着部など)を意味するときには、「第1」を付し、第2シート2の部材又は部分(基材、粘着部など)を意味するときには、「第2」を付して区別する場合ある。
【0026】
第1基材11及び第2基材21は、柔軟なシートであれば特に限定されず、例えば、合成樹脂製シート、紙、合成紙、発泡樹脂製シート、金属蒸着シート、不織布、又は、積層体(例えば、合成樹脂製シートと紙の積層体など)などを例示できる。第1基材11及び/又は第2基材21は、その一方向又は他方向の少なくとも何れか一方に易引裂き性(引き裂き力を加えると、その方向と略平行に容易に裂けていく性質)を有するシートが好ましく、一方向及び他方向の双方に易引裂き性を有するシートがより好ましい。
【0027】
合成樹脂製シートとしては、剛性に優れていることから、ポリエチレンテレフタレートフィルムなどのポリエステル系、ポリアミド系、ポリプロピレンなどのポリオレフィン系などの合成樹脂製フィルムを用いることが好ましく、特に、これらの二軸延伸フィルムを用いることがより好ましい。
また、第1及び第2基材11,21は、透明または非透明の何れでもよい。また、第1及び第2基材11,21には、必要に応じて、所望の印刷が施される。第1及び第2基材11,21は、通常、同一のフィルムから形成されるが、異なるフィルムで形成することもできる。
【0028】
第1及び第2基材11,21の厚みは、特に限定されない。例えば、合成樹脂製シートを用いる場合には、通常、第1及び第2基材11,21の厚みは10〜100μm程度であり、好ましくは15〜80μm程度である。
第1及び第2基材11,21の大きさ(外形)は、特に限定されず、任意に設定できる。また、第1及び第2基材11,21は、略同じ大きさであることが好ましい。
【0029】
第1及び第2基材11,21(第1シート1及び第2シート2)の平面視形状は、特に限定されず、略矩形状、略円形状、略楕円形状などの所望形状に設定される。
本実施形態では、第1及び第2基材11,21(第1シート1及び第2シート2)は、例えば、平面視略矩形状に形成されている。
【0030】
次に、図9にも示すように、上記第1基材11の一面には、平面視帯状の第1粘着部12と平面視帯状の第1易剥離部13が基材の一方向に所定間隔を開けて交互に並んで設けられている。前記帯状の第1粘着部12及び第1易剥離部13の伸びる方向は、何れも基材の他方向(基材の一方向に直交する方向)である。
また、図10にも示すように、上記第2基材21の一面には、平面視帯状の第2粘着部22と平面視帯状の第2易剥離部23が基材の一方向に所定間隔を開けて交互に並んで設けられている。前記帯状の第2粘着部22及び第2易剥離部23の伸びる方向は、何れも基材の他方向(基材の一方向に直交する方向)である。
なお、前記基材の一方向は、左側及び右側フランジ部61L,61Rの上下方向と平行な方向であり、基材の他方向は、左側及び右側フランジ部61L,61Rの上下方向と直交する方向である。
【0031】
第1粘着部12の幅と第1易剥離部13の幅は、同じであってもよいし、何れか一方の幅が他方に比して広くてもよい。好ましくは、図示したように、第1粘着部12の幅は、第1易剥離部13の幅よりも狭い。第1粘着部12の幅が余りに狭すぎると貼着力が低くなり、一方、これが余りに広すぎると粘着部を多段状に設けた意義がなくなる。このような点を考慮すると、第1粘着部12の幅は、0.5mm〜20mmが好ましい。また、第1易剥離部13の幅が余りに狭すぎると実質的に粘着部がベタ状に設けられている状態と変わらなくなり、一方、これが余りに広すぎると相対的に粘着部の占める面積が小さくなって貼着力が低くなる。このような点を考慮すると、第1易剥離部13の幅は、1mm〜30mmが好ましい。
【0032】
第2粘着部22の幅と第2易剥離部23の幅は、同じであってもよいし、何れか一方の幅が他方に比して広くてもよい。好ましくは、図示したように、第2粘着部22の幅は、第2易剥離部23の幅よりも狭い。第2粘着部22の幅が余りに狭すぎると貼着力が低くなり、一方、これが余りに広すぎると粘着部を多段状に設けた意義がなくなる。このような点を考慮すると、第2粘着部22の幅は、0.5mm〜20mmが好ましい。また、第2易剥離部23の幅が余りに狭すぎると実質的に粘着部がベタ状に設けられている状態と変わらなくなり、一方、これが余りに広すぎると相対的に粘着部の占める面積が小さくなって貼着力が低くなる。このような点を考慮すると、第2易剥離部23の幅は、1mm〜30mmが好ましい。
【0033】
第1シート1及び第2シート2において、第1粘着部12及び第2粘着部22の幅及び形成数は、異なっていてもよいが、好ましくは、第1粘着部12及び第2粘着部22の幅及び形成数は、同じである。また、第1シート1及び第2シート2において、第1易剥離部13及び第2易剥離部23の幅及び形成数は、異なっていてもよいが、好ましくは、第1易剥離部13及び第2易剥離部23の幅及び形成数は、同じである。
従って、第1シート1及び第2シート2は、実質的に同じものを用いることが好ましい。
【0034】
本実施形態では、第1粘着部12及び第2粘着部22は、第1基材11及び第2基材21の一面上にそれぞれ粘着剤を帯状且つ多段状に塗工することによって形成されている。第1易剥離部13及び第2易剥離部23は、第1基材11及び第2基材21の一面上にそれぞれ剥離剤を帯状に且つ多段状に塗工することによって形成されている。すなわち、隣合う第1粘着部12の間に剥離剤をそれぞれ塗工することによって第1易剥離部13が形成され、隣合う第2粘着部22の間に剥離剤をそれぞれ塗工することによって第2易剥離部23が形成されている。
【0035】
粘着剤としては、従来公知の粘着剤を使用でき、例えば、感圧型粘着剤、感熱型粘着剤などが挙げられる。感圧型粘着剤は、常温で粘着性を示し、少しの力で押さえることによって被着体に接着し得る粘着剤である(例えば、粘着テープに使用されているゴム系又はアクリル系の粘着剤など)。感熱型粘着剤は、常温で粘着性を示さず、所定温度以上に加熱することによって粘着力を発揮する粘着剤である。接着時に加熱しなくてもよく、更に、剥離後に再貼付可能であることから、感圧型粘着剤を用いることが好ましい。
剥離剤としては、従来公知の剥離剤(例えば、離型紙に使用されている剥離剤)を使用でき、例えば、シリコーンを含むインキなどが挙げられる。
【0036】
上述のように、第1シート1は、第1基材11の一面に、粘着剤と剥離剤とを帯状に交互に塗工することによって得ることができる。第2シート2は、第2基材21の一面に、粘着剤と剥離剤とを帯状に交互に塗工することによって得ることができる。もっとも、第1シート1及び第2シート2の形成方法はこれに限られない。例えば、第1基材11の一面上に粘着剤をベタ状に塗工し、その粘着剤層の上に、帯状に且つ多段状に剥離剤を塗工してもよい。このような方法でも、粘着剤層の露出部分(剥離剤が塗工されていない粘着剤層の表面)が第1粘着部12となり、複数の第1粘着部12の間に第1易剥離部13が設けられた第1シート1を形成できる。同様に、第2基材21の一面上に粘着剤をベタ状に塗工し、その粘着剤層の上に、帯状に且つ多段状に剥離剤を塗工することにより、複数の第2粘着部22の間に第2易剥離部23が設けられた第2シート2を形成できる。
【0037】
上記第1シート1は、カバー部材6のフランジ部61の裏面に貼着され、カバー部材6の収納凹部62の開口を塞いでいる。第2シート2は、カバー部材6のフランジ部61の表面に貼着され、カバー部材6が脱落しないように、第1シート1と協働してカバー部材6を保持している。
【0038】
具体的には、第1シート1の一面の面内に、カバー部材6のフランジ部61(左側、右側、上側及び下側フランジ部61L,61R,61U,61D)の裏面が載せられ、多段状の複数の第1粘着部12を介して、第1シート1がカバー部材6のフランジ部61の裏面に貼着されている。
以下、第1シート1の一面のうち、左側フランジ部61Lの裏面に貼着された部分を「左側フランジ第1貼着領域」、右側フランジ部61Rの裏面に貼着された部分を「右側フランジ第1貼着領域」、上側フランジ部61Uの裏面に貼着された部分を「上側フランジ第1貼着領域」、及び、下側フランジ部61Dの裏面に貼着された部分を「下側フランジ第1貼着領域」と記して区別する場合がある。
【0039】
このように第1シート1がフランジ部61の裏面に貼着されることによって、カバー部材6の収納凹部62の開口が第1シート1によって閉塞されている。なお、前記開口の内側においては、第1粘着部12が収納凹部62側に露出している。このため、収納凹部62に収納された商品が、第1粘着部12を介して第1シート1に付着し得る。よって、商品の収納位置を固定でき、ブリスター容器5の搬送中に、収納凹部62内で商品が位置ずれすることを防止できる。
もっとも、収納する商品によっては、粘着剤に付着しない方が良い場合もある。このような場合には、第1粘着部12のうち、収納凹部6の開口縁に対応する領域に於ける第1粘着部12の粘着力を隠蔽してもよい。隠蔽方法としては、前記開口縁に対応する領域に、シートを貼着する方法、前記領域に粘着力を隠蔽する樹脂層を塗工(印刷)する方法などが挙げられる。
【0040】
この収納凹部62の開口を第1シート1で閉塞した状態において、第1シート1の周囲領域(第1周囲領域)は、フランジ部61の外縁よりも外側にそれぞれ延出されている。この第1周囲領域は、左側フランジ部61Lの外縁よりも外側に延出された第1左側領域171Lと、右側フランジ部61Rの外縁よりも外側に延出された第1右側領域171Rと、上側フランジ部61Uの外縁よりも外側に延出された第1上側領域171Uと、下側フランジ部61Dの外縁よりも外側に延出された第1下側領域171Dと、からなる。
これら各領域171L,171R,171U,171D(第1周囲領域)の面積は、商品の広告などの表示面積を考慮して、適宜設定される。
【0041】
上記第1シート1においては、帯状の第1粘着部12及び第1易剥離部13は、その伸びる方向がカバー部材6の左側及び右側フランジ部61Rの上下方向に略直交するように配置されている。
従って、左側フランジ部61Lの上下方向に第1粘着部12と第1易剥離部13とが交互に位置した状態で、第1シート1の左側フランジ第1貼着領域161Lは、前記複数の第1粘着部12を介して、左側フランジ部61Lの裏面に貼着されている。
また、右側フランジ部61Rの上下方向に第1粘着部12と第1易剥離部13とが交互に位置した状態で、第1シート1の右側フランジ第1貼着領域161Rは、前記複数の第1粘着部12を介して、右側フランジ部61Rの裏面に貼着されている。
【0042】
上側フランジ第1貼着領域161Uにおいては、上側フランジ部61Uの左右方向に帯状の第1粘着部12が伸びるように、少なくとも1本の帯状の第1粘着部12が配置されている。従って、上側フランジ第1貼着領域161Uは、帯状の第1粘着部12を介して、上側フランジ部61Uの幅全体に渡って貼着されている。
また、下側フランジ第1貼着領域161Dにおいては、下側フランジ部61Dの左右方向に帯状の第1粘着部12が伸びるように、少なくとも1本の帯状の第1粘着部12が配置されている。従って、下側フランジ第1貼着領域161Dは、帯状の第1粘着部12を介して、下側フランジ部61Dの幅全体に渡って貼着されている。
【0043】
一方、第2シート2は、その面内から収納凹部62を露出(突出)させた状態で、フランジ部61の表面に貼着されていると共に、第2シート2の周囲領域がフランジ部61の外縁から外側に延出され、この第2シート2の周囲領域が第1シート1の周囲領域に貼着されている。
【0044】
具体的には、第2シート2の面内には、収納凹部62を露出させるための切除部24が開口されている。この切除部24(開口)の大きさ及び形状は、収納凹部62の開口縁よりも少し大きい相似形であることが好ましい。
前記第2シート2の切除部24からカバー部材6の収納凹部62を突出させた状態において、前記切除部24の縁(第2シート2の開口縁)は、収納凹部62の近傍に位置しており、第2シート2の一面のうち前記縁を含む縁部(開口縁部)が、多段状の複数の第2粘着部22を介して、フランジ部61の表面に貼着されている。
以下、第2シート2の一面のうち、左側フランジ部61Lの表面に貼着された部分を「左側フランジ第2貼着領域」、右側フランジ部61Rの表面に貼着された部分を「右側フランジ第2貼着領域」、上側フランジ部61Uの表面に貼着された部分を「上側フランジ第2貼着領域」、及び、下側フランジ部61Dの表面に貼着された部分を「下側フランジ第2貼着領域」と記して区別する場合がある。
【0045】
上記第2シート2においては、帯状の第2粘着部22及び第2易剥離部23は、その伸びる方向がカバー部材6の左側及び右側フランジ部61Rの上下方向に略直交するように配置されている。
従って、左側フランジ部61Lの上下方向に第2粘着部22と第2易剥離部23とが交互に位置した状態で、第2シート2の左側フランジ第2貼着領域261Lは、前記複数の第2粘着部22を介して、左側フランジ部61Lの表面に貼着されている。
また、右側フランジ部61Rの上下方向に第2粘着部22と第2易剥離部23とが交互に位置した状態で、第2シート2の右側フランジ第2貼着領域261Rは、前記複数の第2粘着部22を介して、右側フランジ部61Rの表面に貼着されている。
【0046】
上側フランジ第2貼着領域261Uにおいては、上側フランジ部61Uの左右方向に帯状の第2粘着部22が伸びるように、少なくとも1本の帯状の第2粘着部22が配置されている。従って、上側フランジ第2貼着領域261Uは、帯状の第2粘着部22を介して、上側フランジ部61Uの幅全体に渡って貼着されている。
また、下側フランジ第2貼着領域261Dにおいては、下側フランジ部61Dの左右方向に帯状の第2粘着部22が伸びるように、少なくとも1本の帯状の第2粘着部22が配置されている。従って、下側フランジ第2貼着領域261Dは、帯状の第2粘着部22を介して、下側フランジ部61Dの幅全体に渡って貼着されている。
【0047】
なお、前記左側フランジ第2貼着領域261Lと上側フランジ第2貼着領域261Uの境界部分、及び左側フランジ第2貼着領域261Lと下側フランジ第2貼着領域261Dの境界部分には、第2シート2を分断する分断線25がそれぞれ形成されている。この分断線25において、第2シート2は左右2つに分けられている。この分断線25は、左側フランジ第2貼着領域261L、上側フランジ第2貼着領域261U、又は下側フランジ第2貼着領域261Dをフランジ部61から捲り剥がすための、剥離起点となる。
【0048】
さらに、第2シート2の周囲領域(第2周囲領域)は、第1シート1の第1周囲領域と同様にフランジ部61の外縁から外側に延出されている。第2周囲領域は、左側フランジ部61Lの外縁よりも外側に延出された第2左側領域271Lと、右側フランジ部61Rの外縁よりも外側に延出された第2右側領域271Rと、上側フランジ部61Uの外縁よりも外側に延出された第2上側領域271Uと、下側フランジ部61Dの外縁よりも外側に延出された第2下側領域271Dと、からなる。
第2周囲領域は、第1周囲領域と略同じ大きさ及び外形に形成されている。
第2周囲領域における複数の第2粘着部22は、第1周囲領域における各第1粘着部12に向かい合っており、第1及び第2シート2の各粘着部同士がそれぞれ対応して貼着されている。このように粘着部同士が接着されていることによって、第1周囲領域と第2周囲領域とは、容易に剥がれず、恰も1枚のシートのように一体化される。
この一体化された第1周囲領域と第2周囲領域によって、閉塞シート7の延在領域71が構成されている。
【0049】
上記ブリスター容器5の延在領域71においては、第1周囲領域の各粘着部と第2周囲領域の各粘着部がそれぞれ向かい合い且つ両者が強く接着している。
このように延在領域71は、強く貼着して一体化された2枚のシートからなるので、第1シート1及び第2シート2として比較的薄いシートを用いても、折れ曲がり難い延在領域71を形成できる。
なお、上記延在領域71においては、第1周囲領域の各易剥離部と第2周囲領域の各易剥離部がそれぞれ向かい合っているので、両領域(第1シート1と第2シート2)の間の空気が外部へ排出され得る。よって、空気溜まりのない、良好な外観を有するブリスター容器5が得られる。
【0050】
さらに、第1シート1の左側及び右側フランジ第1貼着領域161L,161Rは、左側及び右側フランジ部61L,61Rの裏面に対して、第1粘着部12と第1易剥離部13が交互に配置された状態で貼着されている。このため、ベタ状の粘着剤によって全体が貼着されている場合に比して、左側及び右側フランジ第1貼着領域161L,161Rを左側及び右側フランジ部61L,61Rの裏面から容易に引き剥がすことができる。
同様に、第2シート2の左側及び右側フランジ第2貼着領域261L,261Rは、左側及び右側フランジ部61L,61Rの表面に対して、第2粘着部22と第2易剥離部23が交互に配置された状態で貼着されている。このため、第2シート2の左側及び右側フランジ第2貼着領域261L,261Rを左側及び右側フランジ部61L,61Rの表面から容易に引き剥がすことができる。
【0051】
例えば、第2シート2の分断線25を起点として、左側フランジ第2貼着領域261Lを左側フランジ部61Lの表面から引き剥がした後、左側、上側及び下側フランジ第1貼着領域161L,161U,161Dを左側、上側及び下側フランジ部61L,61U,61Dの裏面から引き剥がすことによって、カバー部材6の収納凹部62を開放して商品を取り出すことができる。
また、粘着部が感圧型粘着剤からなる場合には、剥離した後、前記左側、上側及び下側フランジ第1貼着領域161L,161U,161Dや左側フランジ第2貼着領域261Lを、フランジ部61の表裏面にそれぞれ再貼着することもできる。従って、取り出した商品又は商品の一部を、カバー部材6内に入れて再封して保管することも可能である。
【0052】
[ブリスター容器の他の実施形態]
本発明のブリスター容器は、上記実施形態のものに限られず、様々な態様に変更できる。以下、本発明のブリスター容器の他の実施形態について説明するが、上記実施形態と同様の構成については、その説明を省略し、用語及び符号を援用する場合がある。
【0053】
上記実施形態では、第1シート1は、第1粘着部12を介して、左側及び右側フランジ部61L,61Rや上側及び下側フランジ部61U,61Dの裏面にそれぞれ貼着されているが、第1シート1は、上側及び/又は下側フランジ部61U,61Dの裏面に貼着されていなくてもよい。第1シート1は、複数の第1粘着部12を介して、左側及び右側フランジ部61L,61Rの裏面に少なくとも貼着されていればよい。
同様に、第2シート2は、上側及び/又は下側フランジ部61U,61Dの表面に貼着されていなくてもよい。第2シート2は、複数の第2粘着部22を介して、左側及び右側フランジ部61L,61Rの表面に少なくとも貼着されていればよい。このように上側フランジ部61U及び/又は下側フランジ部61Dに第1シート1及び/又は第2シート2が貼着されていなくても、商品を収納凹部62内に保持できる。
【0054】
さらに、上記実施形態において、第2シート2には、上側フランジ部61U及び下側フランジ部61Dの表面に貼着される上側フランジ第2貼着領域261U及び下側フランジ第2貼着領域261Dが設けられているが、例えば、図11に示すように、上側フランジ第2貼着領域及び下側フランジ第2貼着領域が設けられていなくてもよい。この場合においても、上記実施形態のように、左側フランジ第2貼着領域261L及び右側フランジ第2貼着領域261Rが、多段状の第2粘着部22を介して、左側及び右側フランジ部61L,61Rに貼着されているので、フランジ部61が第1シート1と第2シート2の間に挟持されることによって、カバー部材6が閉塞シート7から外れることを防止できる。
【0055】
また、特に図示しないが、上記実施形態において、第2シート2には、上側フランジ第2貼着領域261U又は下側フランジ第2貼着領域261Dの何れか一方が設けられていなくてもよい。
なお、上側フランジ第2貼着領域261U及び/又は下側フランジ第2貼着領域261Dが設けられていないことによって、第1シート1の第1粘着部12の一部が露出する場合、その粘着部の露出部分には、粘着力を隠蔽する被覆層を積層しておくことが好ましい。
【0056】
上記実施形態では、第1及び第2シート1,2は、上側フランジ部61Uの外縁よりも外側に延出された第1及び第2上側領域171U,271Uと、下側フランジ部61Dの外縁よりも外側に延出された第1及び第2下側領域171D,271Dと、をそれぞれ有するが、これらの領域を有しなくてもよい。
閉塞シート7の延在領域71は、少なくとも上記第1及び第2左側領域171L,271Lと、第1及び第2右側領域171R,271Rと、から構成されていればよい。
【0057】
また、上記実施形態では、カバー部材6のフランジ部61が、収納凹部62の開口縁の周囲全体から延出されているが、カバー部材6には、上側及び/又は下側フランジ部61U,61Dが形成されていなくてもよい。カバー部材6は、少なくとも左側フランジ部61L及び右側フランジ部61Rを有していればよい。開口縁の第3縁623及び第4縁624は、第1縁621及び第2縁622に比して短いので、上側及び下側フランジ部61L,61Dが形成されていなくても、収納凹部62内に入れた商品が、開口縁の第3縁623及び第4縁624と第1シート1との隙間から抜け出ることは通常起こり得ない。
【0058】
さらに、上記実施形態では、第2シート2の引き剥がし起点として、第2基材21の一部分を2つに分断する分断線25が形成されているが、このような分断線25を有しない第2シート2を用いてもよい。例えば、図12(a)に示すように、分断線が形成されていない第2基材21の一縁(図示例における一縁は第2基材21の下縁であるが、上縁、左縁又は右縁でもよい)に切込み部26が形成された第2シート2を用いてブリスター容器5を構成してもよい。また、同図(b)に示すように、分断線が形成されていない第2基材21の一縁及びこの一縁に対向する縁(図示例における一縁は第2基材21の下縁であるので、対向する縁は上縁)にそれぞれ切込み部26が形成された第2シート2を用いてブリスター容器5を構成してもよい。この(a)及び(b)に示すように、一縁(及びそれに対向する縁)に切込み部26が形成されている場合、第2基材21として、一縁の伸びる方向に対して直交する方向(この方向は、同図(a)及び(b)においては、閉塞シートの一方向Yである)に易引裂き性を有するシートを用いることが好ましい。かかる第2基材21を用いることにより、切込み部26を起点として、第2シート2を容易に分断して、フランジ部61から第2シート2を容易に剥離できる。
【0059】
また、前記切込み部26が、図12(a)及び(b)に示すように、フランジ部61の外縁の延長線上に設けられていれば、切込み部26を起点にして切断すると、フランジ部61の外縁に沿って延在領域71(第1周囲領域と第2周囲領域からなる)を分断できる。このように切断すれば、その切断部分から第2シート2を摘んで、該第2シート2を容易にフランジ部61から引き剥がすことができる。
なお、同図(a)及び(b)の例示の場合には、切込み部26が右側フランジ部の外縁の延長線上に設けられているので、右側フランジ部の外縁に沿って延在領域を分断できる。
【0060】
また、同図(c)に示すように、第2基材21の一縁及び他縁(他縁は、一縁と直交する縁。図示例では、下縁が一縁であるため、他縁は左縁又は右縁)にそれぞれ切込み部26が形成された第2シート2を用いてブリスター容器5を構成してもよい。さらに、同図(d)に示すように、第2基材21の一縁及びこの一縁に対向する縁並びに他縁及びこの他縁に対向する縁にそれぞれ切込み部26が形成された第2シート2を用いてブリスター容器5を構成してもよい。この同図(c)及び(d)に示すように、一縁及び他縁(及びそれらに対向する各縁)に切込み部26が形成されている場合、第2基材21として、一縁の伸びる方向に対して直交する方向及び他縁の伸びる方向に対して直交する方向(同図(c)及び(d)においては、閉塞シートの一方向Y及び他方向Xである)にそれぞれ易引裂き性を有するシートを用いることが好ましい。かかる第2基材21を用いることにより、何れの切込み部26を起点としても、第2シート2を容易に分断して、フランジ部61から第2シート2を容易に剥離できる。
【0061】
一縁及び他縁(及びそれらに対向する各縁)に切込み部26が形成されている場合において、一縁の切込み部26及び他縁の切込み部26の少なくとも何れか一方が(切込み部が複数形成されているときには、そのうちの一部が)、フランジ部61の外縁の延長線上に設けられていることが好ましい。このような位置に切込み部を設けることにより、上述と同様の効果を奏する。
なお、同図(c)及び(d)の例示は、他縁に設けられた切込み部26がフランジ部61(例えば、上側フランジ部)の外縁の延長線上に位置し、一縁に設けられた切込み部26は、フランジ部61の外縁の延長線上に位置していない。
【0062】
さらに、上記実施形態では、第1シート1の第1粘着部12及び第1易剥離部13並びに第2シート2の第2粘着部22及び第2易剥離部23は、何れも平面視帯状に設けられているが、これら粘着部及び易剥離部の形成パターンは平面視帯状に限られない。
例えば、図13に示すように、第1シート1の第1粘着部12と第1易剥離部13が、それぞれ平面視略矩形状に形成され、これらが第1基材11の一方向及び他方向に所定間隔を開けてそれぞれ交互に並設されているような形成パターンでもよい(つまり、略矩形状の第1粘着部12と略矩形状の第1易剥離部13とが一方向に交互に並んだ列が、他方向に複数列並設されている)。同様に、第2シート2の第2粘着部22と第2易剥離部23が、それぞれ平面視略矩形状に形成され、これらが第2基材21の一方向及び他方向に所定間隔を開けてそれぞれ交互に並設されているような形成パターンでもよい。
【0063】
また、上記実施形態において、第1シート1と第2シート2は、別個独立したシート片であるが、第1シート1の一方縁と第2シート2の一方縁が少なくとも連結され、且つ、その連結部分において第1シート1と第2シート2が折り畳まれていてもよい。
例えば、図14に示すブリスター容器5は、第1シート1と第2シート2の各一方縁7a(左側及び右側フランジ部の上下方向と平行な一方の側縁)が連結され、その一方縁7aにおいて第2シート2が第1シート1の一面側に折り畳まれて貼着されている。図15に示すブリスター容器5は、第1シート1と第2シート2の一方縁7a同士及び他方縁7b同士(上下方向と平行な他方の側縁)がそれぞれ連結され、その両方縁7a,7bにおいて第2シート2が第1シート1の一面側に折り畳まれて貼着されている。その他、図示しないが、第1シート1と第2シートの他の側縁(左側及び右側フランジ部の上下方向に直交する方向と平行な一方の側縁及び/又は他方の側縁)が連結されていてもよい。
【0064】
[ブリスター容器の製造方法の第1の実施形態]
次に、上記ブリスター容器は、様々な方法で製造できるが、第1シートと第2シートが剥離可能に貼着された積層シートを用いれば、離型紙を廃棄することなく、上記ブリスター容器を製造できる。
以下、積層シートを用いた、上記ブリスター容器の第1の製造方法を説明する。
ただし、上記ブリスター容器の欄で説明した構成と同様の構成については、その説明を省略し、用語及び符号を援用する場合がある。
【0065】
図16及び図17に示すように、積層シート8は、一方向に所定間隔を開けて複数の粘着部と易剥離部が交互に設けられた第1シート1及び第2シート2を有する。第1シート1及び第2シート2の基材、粘着部及び易剥離部については、上記ブリスター容器5の欄と同様であるので、その説明を省略する。
この第1及び第2シート1,2は、長尺状であり、その長手側の一側縁において、第1シート1と第2シート2は連結されている。第1シート1の第1粘着部12及び第1易剥離部13は、長尺状の第1シート1の長手方向と平行な方向に延びる平面視帯状に形成されている。同様に、第2シート2の第2粘着部22及び第2易剥離部23は、長尺状の第2シート2の長手方向と平行な方向に延びる平面視帯状に形成されている。
【0066】
第1シート1の各第1粘着部12が第2シート2の各第2易剥離部23に向かい合い且つ前記第2シート2の各第2粘着部22が前記第1シート1の各第1易剥離部13に向かい合った状態で重なるように、前記連結部分において(連結部分に折り目Aを形成して、その折り目Aにおいて)、第1シート1と第2シート2が折り畳まれて貼着されている。このように各第1粘着部12が各第2易剥離部23にそれぞれ対面し且つ各第2粘着部22が各第1易剥離部13にそれぞれ対面して貼着されているので、第1シート1と第2シート2は弱接着(疑似接着)となっている。この第1シート1及び第2シート2からなる積層シート8は、第1シート1と第2シート2を手で容易に剥離することができる。
【0067】
(剥離工程)
上記長尺状の積層シート8は、通常、ロールに巻かれて提供される。機械的な連続製造においては、前記積層シート8のロール体は、製造装置の上流側にセットされる。
このロール体から積層シート8を引き出し、第2シート2を第1シート1から引き剥がし、第1シート1と第2シート2を展開する。
引き出した長尺状の積層シート8を、所定長さ(1つの閉塞シートが得られる長さ)に切断した後、第1シート1と第2シート2を引き剥がしてもよい。また、第1シート1と第2シート2を引き剥がした後、所定長さに切断してもよい。また、前記所定長さの切断は、剥離工程で行わず、次以降の工程の何れかで行ってもよい。
【0068】
(切除部形成工程)
図18に示すように、引き剥がした第2シート2の面内に、カバー部材6の収納凹部62を露出させる切除部24を形成する。具体的には、第2シート2の面内の所定位置に、収納凹部62の開口縁よりも少し大きい相似形の開口(切除部24)、又は、収納凹部62の開口縁と上側及び/又は下側フランジ部61U,61Dの外縁よりも大きい開口(切除部24)を形成する。切除部24は、第2シート2の面内の一部分を打ち抜く又は切り取ることによって形成できる。
【0069】
後述するように、カバー部材6の左側及び右側フランジ部61L,61Rの上下方向が第1シート1の第1粘着部12の伸びる方向と略直交するように、カバー部材6を配置した後、剥離した第2シート2の位置をずらしながら、これを第1シート1に重ね合わせる。この後の工程におけるカバー部材6の配置及び第2シート2の位置ずらしを考慮した上で、第2シート2を第1シート1に重ね合わせたときに、第2シート2から収納凹部62が露出するような箇所に、切除部24を形成しておく。
同時に、第2シート2の面内に上記分断線25を形成しておいてもよい。上下一対の分断線25のうち、第1シート1の連結部分に近い側の分断線25は、図18に示すように、折り目Aの近傍位置まで(又は折り目Aに交差するまで)形成しておくことが好ましい。
【0070】
なお、切除部形成工程は、第1シートと第2シートを引き剥がした後(剥離工程後)に行う場合に限られず、積層シートの状態における第2シートに行ってもよい(つまり、切除部形成工程は、剥離工程の前に行ってもよい)。
【0071】
(カバー部材の貼付工程)
次に、第1シート1の一面(粘着部が形成された面)に、商品を収納した状態のカバー部材6を載せていく。具体的には、第1シート1の一面の所定位置に、商品収納済みカバー部材6のフランジ部61の裏面を配置する。このとき、カバー部材6の左側及び右側フランジ部61L,61Rの上下方向が第1シート1の第1粘着部12の伸びる方向と略直交するように、カバー部材6を配置する。
このように配置することによって、第1シート1の左側フランジ第1貼着領域161Lが、左側フランジ部61Lの上下方向に第1粘着部12と第1易剥離部13が交互に位置した状態で、左側フランジ部61Lの裏面に貼着される。また、第1シート1の右側フランジ第1貼着領域161Rが、右側フランジ部61Rの上下方向に第1粘着部12と第1易剥離部13が交互に位置した状態で、右側フランジ部61Rの裏面に貼着される。
また、フランジ部61の外縁よりも外側に、第1シート1の第1周囲領域(第1左側、右側、上側及び下側領域171L,171R,171U,171D)が、未接着状態で延在している。
【0072】
(第2シートの重ね合わせ工程)
切除部24を形成した前記第2シート2を、第2シート2の各第2粘着部22が第1シート1の各第1粘着部12に向かい合うように、元の貼着位置からずらし、カバー部材6の収納凹部62を前記切除部24から露出させながら第2シート2を第1シート1に重ね合わせる。
前記元の貼着位置とは、積層シート8を構成している状態における第1シート1に対する第2シート2の貼着位置であり、第1シート1の各第1粘着部12が第2シート2の各第2易剥離部23に向かい合い且つ前記第2シート2の各第2粘着部22が前記第1シート1の各第1易剥離部13に向かい合った位置をいう。
【0073】
剥離した第2シート2を、連結部分に形成された折り目Aにおいて折り畳むと、第2シート2は第1シート1に対する元の貼着位置で重なるが、そうすると、第1シート1と第2シート2は容易に剥がれてしまう。
上記のように剥離した第2シート2を元の貼着位置からずらすことによって、第2シート2の各第2粘着部22が第1シート1の各第1粘着部12に向かい合う。
前記第2シート2のずらしは、第2シート2の一方向(第2粘着部22が伸びる方向と直交する方向)に、剥離後の第2シート2を平行移動させることに等しい。つまり、新たな折り目は、連結部分の折り目Aと平行に形成される。
【0074】
第2シート2のずらし量は、新たな折り目で折り曲げたときに、第1シート1の各粘着部12と第2シート2の各粘着部22が互いに対面するように設定される。
例えば、前記ずらし量は、図17に示すように、積層シート8の状態において、第1粘着部12の一方縁とこの第1粘着部12に隣接する第2粘着部22の一方縁(第1粘着部12の一方縁と同じ側の縁)との間隔Mの半分(又はこの間隔Mの半分の整数倍)であることが好ましい。
【0075】
なお、上記第1シート1と第2シート2は一側縁において連結されているので、その連結部分の折り目Aに対して、一方向(第2粘着部22が伸びる方向と直交する方向)に前記ずらし量(例えば、間隔Mの半分)だけ平行移動させた位置(図示した例では、第1粘着部12と第2粘着部22の間の第2易剥離部23の中央部)に新たな折り目Bを形成し、この新たな折り目Bで第2シート2を折り畳めばよい。
【0076】
第2シート2を折り畳むと、切除部24からカバー部材6の収納凹部62が突出すると共に、第2シート2の左側、右側、上側及び下側フランジ第2貼着領域261L,261R,261U,261Dが、左側、右側、上側及び下側フランジ部61L,61R,61U,61Dの表面に貼着されると共に、第2シート2の第2周囲領域(第2左側、右側、上側及び下側領域271L,271R,271U,271D)が、第1シート1の第1周囲領域にそれぞれ貼着される。
従って、第2シート2の左側及び右側フランジ第2貼着領域261L,261Rが、左側及び右側フランジ部61L,61Rの上下方向に第2粘着部22と第2易剥離部23が交互に位置した状態で、左側及び右側フランジ部61L,61Rの表面に貼着される。
また、第1シート1の第1周囲領域と第2シート2の第2周囲領域においては、各第1粘着部12と各第2粘着部22同士が向かい合って接着される。従って、第1及び第2シート2が強く接着された延在領域71を形成できる。
【0077】
(切断工程)
第2シート2をずらして重ねることによって、第1シート1と第2シート2の長手側の他方縁の何れか一方は外側に出ているので、これを切断してもよい(所謂、耳揃え処理を行う)。必要に応じて、連結されている一方縁側も長手方向に沿って切断し、連結されていた第1シート1と第2シート2を別個独立させてもよい。
なお、前述の各工程の何れかにおいて、第1及び第2シート1,2を所定長さに切断していない場合には、長尺状に繋がっているものを所定長さに切断する。
以上のようにして、上記ブリスター容器5を得ることができる。
【0078】
上記製造方法に使用される積層シート8は、第1シート1の易剥離部13が第2シート2の粘着部22に対面し且つ第1シート1の粘着部12が第2シート2の易剥離部23に対面して、両シート1,2の一面同士(粘着部が形成された面同士)が重ねられている。かかる積層シート8においては、第1及び第2シート1,2が互いの粘着部12,22の粘着力をそれぞれ隠蔽するシートとして作用するので、離型紙を有しない。このため、上記製造方法によれば、離型紙のような廃棄物が発生しない。
さらに、第2シート2をずらすことによって、第1シート1の各粘着部と第2シート2の各粘着部を向かい合わせて貼着できる。
【0079】
[ブリスター容器の製造方法の第2の実施形態]
次に、上記ブリスター容器の製造方法の第2の実施形態を説明する。
ただし、上記ブリスター容器及びその製造方法の第1の実施形態の欄で説明した構成と同様の構成については、その説明を省略し、用語及び符号を援用する場合がある。
【0080】
本実施形態においても、上記と同様に積層シート8が用いられる。積層シート8を用いることにより、ブリスター容器の製造時に、離型紙のような廃棄物が発生しない。
【0081】
(剥離工程)
上記長尺状の積層シートを所定長さ(後述するように折り曲げた後に1つの閉塞シートが得られる長さ)に切断した後、第1シート1と第2シート2を引き剥がす。なお、引き剥がした後に、所定長さに切断してもよい。引き剥がした第1シート1と第2シート2を、折り目Aに沿って又は折り目Aの近傍位置においてそれに平行に切断して、第1シート1と第2シート2を分離する(図19参照)。
なお、先に、折り目Aなどに沿って切断して第1シート1と第2シート2を分離した後、第1シート1と第2シート2を引き剥がす又は所定長さに切断してもよい。
【0082】
(カバー部材の貼付工程)
分離後の第1シート1及び第2シート2の何れか一方のシート(例えば、分離後の第1シート1)の一面(粘着部が形成された面)に、商品を収納した状態のカバー部材6を載せていく。本実施形態において用いられる分離後の所定長さの1枚の前記シートを「製造用シート3」という。
例えば、図20に示すように、製造用シート3の一面の所定位置(好ましくは、略中央部)に、商品収納済みカバー部材6のフランジ部61の裏面を配置する。このとき、カバー部材6の左側及び右側フランジ部61L,61Rの上下方向が製造用シート3の粘着部32の伸びる方向と略直交するように、カバー部材6を配置する。
【0083】
このように配置することによって、製造用シート3の左側フランジ貼着領域が、左側フランジ部61Lの上下方向に粘着部32と易剥離部33が交互に位置した状態で、左側フランジ部61Lの裏面に貼着される。また、製造用シート3の右側フランジ貼着領域が、右側フランジ部61Rの上下方向に粘着部32と易剥離部33が交互に位置した状態で、右側フランジ部61Rの裏面に貼着される。
また、フランジ部61の外縁よりも外側に、製造用シート3の周囲の領域が未接着状態で延在している。
【0084】
(シートの折曲げ工程)
最後に、同図の矢印で示すように、製造用シート3の左側の未接着領域3Lと製造用シート3の右側の未接着領域3Rを折り曲げる。具体的には、前記各領域3L,3Rの中途部であって、粘着部32の伸びる方向と略直交する方向と平行な線(折り目C)において、製造用シート3の左側の未接着領域3Lと製造用シート3の右側の未接着領域3Rをそれぞれ180度折り曲げる。
【0085】
折り曲げた左側の未接着領域3Lにおいては、その領域の重ね合わせ部分(左側の延在領域を構成する部分)の粘着部32同士が向かい合うことによってその部分が強く接着していると共に、折り曲げられた未接着領域3Lの先端部がカバー部材6の左側フランジ部61Lの表面に貼着される。
折り曲げた右側の未接着領域3Rにおいては、その領域の重ね合わせ部分(右側の延在領域を構成する部分)の粘着部32同士が向かい合うことによってその部分が強く接着していると共に、折り曲げられた未接着領域3Rの先端部がカバー部材6の右側フランジ部61Rの表面に貼着される(図21参照)。
【0086】
本実施形態に係る製造方法でも、図21に示すように、カバー部材6と、延在領域71を有する閉塞シート7と、を有し、閉塞シート7が、一方向に所定間隔を開けて複数の粘着部12,22と非粘着部13,23が交互に設けられた第1シート1及び第2シート2を有し、延在領域71における両シート1,2の各粘着部12,22同士が向かい合い、カバー部材6の左側及び右側フランジ部61L,61Rの上下方向に粘着部12,22と非粘着部13,23が交互に位置して貼着されているブリスター容器5が容易に得られる。本実施形態の製法で得られるブリスター容器5は、シート1,2の両方縁7a,7bがそれぞれ連結されている(この点、図15に示すブリスター容器と同様である)。なお、必要に応じて、前記連結部分を切除するなどしてもよい。
【0087】
[ブリスター容器の製造方法の他の実施形態]
また、本発明のブリスター容器の製造方法は、更に、様々な態様に変更できる。
例えば、上記製法の各実施形態における積層シート8は、第1シート1と第2シート2がその長手側の一方縁で繋がっているが、第1シート1と第2シート2が別個独立していてもよい。
さらに、上記製法の各実施形態における積層シート8は、長尺状であるが、枚葉状の積層シート8を用いることも可能である。
また、上記製法の第1の実施形態では、第2シート2が、第2粘着部22を介して、左側及び右側フランジ部61L,61Rや上側及び下側フランジ部61U,61Dの表面にそれぞれ貼着されているが、第2シート2は、上側及び/又は下側フランジ部61U,61Dの表面に貼着されていなくてもよい。この場合、例えば、上側及び/又は下側フランジ部61U,61Dを隠さない程度の切除部24を、第2シート2に形成すればよい。
【0088】
また、上記製法の各実施形態では、カバー部材6が、左側、右側、上側及び下側フランジ部61L,61R,61U,61Dを有するが、上側及び/又は下側フランジ部61U,61Dを有しないカバー部材6を用いてもよい。
さらに、上記製法の各実施形態では、第1シート1の第1粘着部12及び第1易剥離部13並びに第2シート2の第2粘着部22及び第2易剥離部23は、何れも平面視帯状に設けられているが、これら粘着部及び易剥離部の形成パターンは平面視帯状に限られない。上記ブリスター容器5の欄の他の実施形態で説明したように、第1シート1の第1粘着部12及び第1易剥離部13、第2シート2の第2粘着部22及び第2易剥離部23が、何れも平面視略矩形状に形成され、これらが基材の一方向及び他方向に所定間隔を開けてそれぞれ交互に並設されていてもよい。
【産業上の利用可能性】
【0089】
本発明のブリスター容器は、各種商品の包装容器として利用できる。
【符号の説明】
【0090】
1…第1シート、11…第1シートの基材、12…第1シートの粘着部、13…第1シートの易剥離部(非粘着部)、171L…第1シートの左側領域、171R…第1シートの右側領域、2…第2シート、21…第2シートの基材、22…第2シートの粘着部、23…第1シートの易剥離部(非粘着部)、24…切除部、271L…第2シートの左側領域、271R…第2シートの右側領域、3…製造用シート、5…ブリスター容器、6…カバー部材、61…カバー部材のフランジ部、61L…左側フランジ部、61R…右側フランジ部、62…カバー部材の収納凹部、7…閉塞シート、71…延在領域、8…積層シート
【特許請求の範囲】
【請求項1】
商品を収納可能な収納凹部と前記収納凹部の開口縁の対向する2つの縁から外側にそれぞれ延出された左側及び右側フランジ部とを有するカバー部材と、
前記左側及び右側フランジ部に貼着され且つ収納凹部の開口を塞ぐ閉塞シートであって、前記左側及び右側フランジ部の外縁よりも外側にそれぞれ延在する延在領域を有する閉塞シートと、を備え、
前記閉塞シートが、一方向に所定間隔を開けて複数の粘着部と非粘着部が交互に設けられた第1シート及び第2シートを有し、
前記第1シートが、前記収納凹部の開口を閉塞した状態で前記左側及び右側フランジ部の裏面に貼着されていると共に、前記第1シートの左側及び右側領域が前記左側及び右側フランジ部の外縁よりも外側にそれぞれ延出されており、
前記第2シートが、前記収納凹部を露出させた状態で前記左側及び右側フランジ部の表面に貼着されていると共に、前記第2シートの左側及び右側領域が前記左側及び右側フランジ部の外縁よりも外側にそれぞれ延出されており、
前記左側及び右側領域における両シートの各粘着部同士がそれぞれ向かい合い、両シートの左側領域同士及び右側領域同士がそれぞれ貼着されることによって、前記閉塞シートの延在領域が形成されており、
前記左側及び右側フランジ部の上下方向に前記粘着部と非粘着部が交互に位置するようにして、前記第1シートが左側及び右側フランジ部の裏面に貼着され且つ前記第2シートが左側及び右側フランジ部の表面に貼着されているブリスター容器。
【請求項2】
商品を収納可能な収納凹部と前記収納凹部の開口縁の対向する2つの縁から外側にそれぞれ延出された左側及び右側フランジ部とを有するカバー部材と、
前記左側及び右側フランジ部に貼着され且つ収納凹部の開口を塞ぐ閉塞シートであって、前記左側及び右側フランジ部の外縁よりも外側にそれぞれ延在する延在領域を有する閉塞シートと、を備えるブリスター容器の製造方法において、
一方向に所定間隔を開けて複数の粘着部と易剥離部が交互に設けられた第1シート及び第2シートを有し、前記第1シートの粘着部が前記第2シートの易剥離部に向かい合い且つ前記第2シートの粘着部が前記第1シートの易剥離部に向かい合った状態で前記第1シート及び第2シートが剥離可能に貼着されている積層シートを用い、
第1シートと第2シートを引き剥がす工程、
第2シートの面内にカバー部材の収納凹部を露出させる切除部を形成する工程、
カバー部材の左側及び右側フランジ部の裏面を、粘着部を介して第1シートの面内に貼着する工程、
第2シートの各粘着部が第1シートの各粘着部に向かい合うように、前記引き剥がした第2シートを元の貼着位置からずらし、カバー部材の収納凹部を切除部から露出させながら第2シートを第1シートに重ね合わせる工程、
を含むブリスター容器の製造方法。
【請求項3】
商品を収納可能な収納凹部と前記収納凹部の開口縁の対向する2つの縁から外側にそれぞれ延出された左側及び右側フランジ部とを有するカバー部材と、
前記左側及び右側フランジ部に貼着され且つ収納凹部の開口を塞ぐ閉塞シートであって、前記左側及び右側フランジ部の外縁よりも外側にそれぞれ延在する延在領域を有する閉塞シートと、を備えるブリスター容器の製造方法において、
一方向に所定間隔を開けて複数の粘着部と易剥離部が交互に設けられた第1シート及び第2シートを有し、前記第1シートの粘着部が前記第2シートの易剥離部に向かい合い且つ前記第2シートの粘着部が前記第1シートの易剥離部に向かい合った状態で前記第1シート及び第2シートが剥離可能に貼着されている積層シートを用い、
前記第1シート及び第2シートを引き剥がして2枚のシートに分離し、第1シート又は第2シートの少なくとも何れか一方を所定長さに切断する工程、
カバー部材の左側及び右側フランジ部の裏面を、粘着部を介して前記切断したシートの面内に貼着する工程、
カバー部材を貼着した前記シートの左右領域を折り曲げ、この左右領域を、粘着部を介して前記カバー部材の左側及び右側フランジ部の表面に貼着する工程、
を含むブリスター容器の製造方法。
【請求項1】
商品を収納可能な収納凹部と前記収納凹部の開口縁の対向する2つの縁から外側にそれぞれ延出された左側及び右側フランジ部とを有するカバー部材と、
前記左側及び右側フランジ部に貼着され且つ収納凹部の開口を塞ぐ閉塞シートであって、前記左側及び右側フランジ部の外縁よりも外側にそれぞれ延在する延在領域を有する閉塞シートと、を備え、
前記閉塞シートが、一方向に所定間隔を開けて複数の粘着部と非粘着部が交互に設けられた第1シート及び第2シートを有し、
前記第1シートが、前記収納凹部の開口を閉塞した状態で前記左側及び右側フランジ部の裏面に貼着されていると共に、前記第1シートの左側及び右側領域が前記左側及び右側フランジ部の外縁よりも外側にそれぞれ延出されており、
前記第2シートが、前記収納凹部を露出させた状態で前記左側及び右側フランジ部の表面に貼着されていると共に、前記第2シートの左側及び右側領域が前記左側及び右側フランジ部の外縁よりも外側にそれぞれ延出されており、
前記左側及び右側領域における両シートの各粘着部同士がそれぞれ向かい合い、両シートの左側領域同士及び右側領域同士がそれぞれ貼着されることによって、前記閉塞シートの延在領域が形成されており、
前記左側及び右側フランジ部の上下方向に前記粘着部と非粘着部が交互に位置するようにして、前記第1シートが左側及び右側フランジ部の裏面に貼着され且つ前記第2シートが左側及び右側フランジ部の表面に貼着されているブリスター容器。
【請求項2】
商品を収納可能な収納凹部と前記収納凹部の開口縁の対向する2つの縁から外側にそれぞれ延出された左側及び右側フランジ部とを有するカバー部材と、
前記左側及び右側フランジ部に貼着され且つ収納凹部の開口を塞ぐ閉塞シートであって、前記左側及び右側フランジ部の外縁よりも外側にそれぞれ延在する延在領域を有する閉塞シートと、を備えるブリスター容器の製造方法において、
一方向に所定間隔を開けて複数の粘着部と易剥離部が交互に設けられた第1シート及び第2シートを有し、前記第1シートの粘着部が前記第2シートの易剥離部に向かい合い且つ前記第2シートの粘着部が前記第1シートの易剥離部に向かい合った状態で前記第1シート及び第2シートが剥離可能に貼着されている積層シートを用い、
第1シートと第2シートを引き剥がす工程、
第2シートの面内にカバー部材の収納凹部を露出させる切除部を形成する工程、
カバー部材の左側及び右側フランジ部の裏面を、粘着部を介して第1シートの面内に貼着する工程、
第2シートの各粘着部が第1シートの各粘着部に向かい合うように、前記引き剥がした第2シートを元の貼着位置からずらし、カバー部材の収納凹部を切除部から露出させながら第2シートを第1シートに重ね合わせる工程、
を含むブリスター容器の製造方法。
【請求項3】
商品を収納可能な収納凹部と前記収納凹部の開口縁の対向する2つの縁から外側にそれぞれ延出された左側及び右側フランジ部とを有するカバー部材と、
前記左側及び右側フランジ部に貼着され且つ収納凹部の開口を塞ぐ閉塞シートであって、前記左側及び右側フランジ部の外縁よりも外側にそれぞれ延在する延在領域を有する閉塞シートと、を備えるブリスター容器の製造方法において、
一方向に所定間隔を開けて複数の粘着部と易剥離部が交互に設けられた第1シート及び第2シートを有し、前記第1シートの粘着部が前記第2シートの易剥離部に向かい合い且つ前記第2シートの粘着部が前記第1シートの易剥離部に向かい合った状態で前記第1シート及び第2シートが剥離可能に貼着されている積層シートを用い、
前記第1シート及び第2シートを引き剥がして2枚のシートに分離し、第1シート又は第2シートの少なくとも何れか一方を所定長さに切断する工程、
カバー部材の左側及び右側フランジ部の裏面を、粘着部を介して前記切断したシートの面内に貼着する工程、
カバー部材を貼着した前記シートの左右領域を折り曲げ、この左右領域を、粘着部を介して前記カバー部材の左側及び右側フランジ部の表面に貼着する工程、
を含むブリスター容器の製造方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図20】
【図21】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図20】
【図21】
【公開番号】特開2011−148528(P2011−148528A)
【公開日】平成23年8月4日(2011.8.4)
【国際特許分類】
【出願番号】特願2010−11555(P2010−11555)
【出願日】平成22年1月22日(2010.1.22)
【出願人】(000238005)株式会社フジシールインターナショナル (641)
【Fターム(参考)】
【公開日】平成23年8月4日(2011.8.4)
【国際特許分類】
【出願日】平成22年1月22日(2010.1.22)
【出願人】(000238005)株式会社フジシールインターナショナル (641)
【Fターム(参考)】
[ Back to top ]