
ブレーキパッド
【課題】軽量化を図りつつ、ピストンにより押圧される部分の強度を上げることができるブレーキパッドを提供する。
【解決手段】制動時に一面側がディスクロータに当接する摩擦材と、摩擦材の他面側に設けられてキャリパのピストン21により押圧される裏板41と、を備え、裏板41が、熱硬化性樹脂を主体とする樹脂部48に、ピストン21の押圧領域Aに沿って複数の金属環49が埋設されてなり、金属環49は、その軸方向が裏板41の肉厚方向と一致するように配置されている。
【解決手段】制動時に一面側がディスクロータに当接する摩擦材と、摩擦材の他面側に設けられてキャリパのピストン21により押圧される裏板41と、を備え、裏板41が、熱硬化性樹脂を主体とする樹脂部48に、ピストン21の押圧領域Aに沿って複数の金属環49が埋設されてなり、金属環49は、その軸方向が裏板41の肉厚方向と一致するように配置されている。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ブレーキパッドに関する。
【背景技術】
【0002】
ブレーキパッドの裏板を合成樹脂を主成分とした材料で形成し、ピストンにより押圧される部分の強度を上げるために金属板を埋設したブレーキパッドがある(例えば、特許文献1参照)。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】実開昭62−181727号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
上記のブレーキパッドにおいては、裏板を合成樹脂を主成分とした材料で形成して軽量化を図ろうとしているが、金属板を埋設しているため、軽量化効果が低くなってしまう。
【0005】
したがって、本発明は、軽量化を図りつつ、ピストンにより押圧される部分の強度を上げることができるブレーキパッドの提供を目的とする。
【課題を解決するための手段】
【0006】
上記目的を達成するために、本発明は、裏板が、熱硬化性樹脂を主体とする樹脂部に、ピストンの押圧領域に沿って複数の金属環が埋設されてなり、該金属環は、その軸方向が前記裏板の肉厚方向と一致するように配置されている。
【発明の効果】
【0007】
本発明によれば、軽量化を図りつつ、ピストンにより押圧される部分の強度を上げることができる。
【図面の簡単な説明】
【0008】
【図1】本発明の一実施形態に係るブレーキパッドが用いられるディスクブレーキを示す断面図である。
【図2】本発明の一実施形態に係るブレーキパッドを示す正面図である。
【図3】本発明の一実施形態に係るブレーキパッドを示す背面図である。
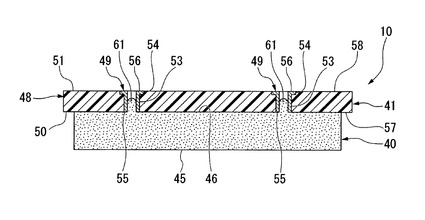
【図4】本発明の一実施形態に係るブレーキパッドを示す断面図である。
【発明を実施するための形態】
【0009】
本発明の一実施形態に係るブレーキパッドを図面を参照して以下に説明する。
【0010】
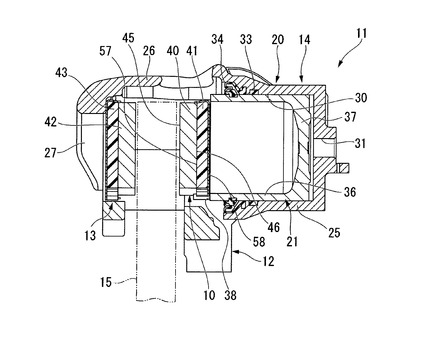
図1は、本実施形態に係るブレーキパッド10が用いられるディスクブレーキ11を示すものである。このディスクブレーキ11は、自動車等の車両制動用のもので、キャリア12と、2つのブレーキパッド10,13と、キャリパ14とを備えている。
【0011】
キャリア12は、制動対象となる図示略の車輪とともに回転するディスクロータ15の外径側を跨ぐように配置されて車両の非回転部に固定される。2つのブレーキパッド10,13は、ディスクロータ15の両面に対向配置された状態でディスクロータ15の軸線方向に摺動可能となるようにキャリア12に支持される。キャリパ14は、ディスクロータ15の外径側を跨いだ状態でディスクロータ15の軸線方向に摺動可能となるようにキャリア12に支持されてブレーキパッド10,13をディスクロータ15に押圧することによりディスクロータ15に摩擦抵抗を付与する。なお、以下においては、ディスクロータ15の半径方向をディスク半径方向と称し、ディスクロータ15の軸線方向をディスク軸線方向と称し、ディスクロータ15の回転方向をディスク回転方向と称す。
【0012】
キャリパ14は、ディスクロータ15を跨いだ状態でキャリア12に支持されるキャリパボディ20と、キャリパボディ20内に保持されてディスクロータ15の一面側に対向するように配置されるピストン21とを有している。
【0013】
キャリパボディ20は、シリンダ部25と、ブリッジ部26と、爪部27とを有して一体的に構成されている。
【0014】
シリンダ部25は、ディスクロータ15側に開口するようにディスク軸線方向に沿うボア30が形成された有底筒状をなしており、ディスクロータ15の一方の面側に対向配置されている。ピストン21はボア30内に摺動可能に挿入されている。ブリッジ部26は、ディスクロータ15を跨ぐためにシリンダ部25の径方向外方でディスクロータ15の軸方向へ延びて形成されている。爪部27は、ブリッジ部26のシリンダ部25とは反対側からディスク半径方向内方に延出してディスクロータ15の他方の面側に対向するようになっている。
【0015】
シリンダ部25の底部には、図示略のブレーキ配管に接続される配管接続穴31が形成されている。そして、キャリパ14は、ボア30内にブレーキ配管を介して導入される液圧によりピストン21をディスクロータ15側に前進させ、ピストン21でインナ側のブレーキパッド10を押圧してディスクロータ15に接触させる。また、キャリパ14は、ピストン21の押圧反力でキャリア12に対してシリンダ部25をディスクロータ15から離す方向に摺動して、爪部27でアウタ側のブレーキパッド13を押圧してディスクロータ15に接触させる。このようにして、ピストン21と爪部27とで両側のブレーキパッド10,13を挟持してディスクロータ15に押圧して摩擦抵抗を発生させ、制動力を発生させる。
【0016】
なお、ボア30の軸線方向における中間位置には、ピストン21との隙間をシールするピストンシール33が保持されており、ボア30の軸線方向における最も開口部側には、ピストン21との間に円環状のブーツ34が介装されている。
【0017】
ピストン21は、円筒状部36と、この円筒状部36の軸方向の一端側を閉塞する底部37とを有している。ピストン21は、円筒状部36の底部37とは反対の開口側を爪部27に対向させる向きで、その外周面においてシリンダ部25のボア30内に摺動可能に挿入されている。円筒状部36の開口側の端面38は、ピストン21の軸直交方向に沿っており、径方向の幅が一定の円環状をなしている。
【0018】
ブレーキパッド10は、制動時に一面側がディスクロータ15に当接する摩擦材40と、この摩擦材40の他面側に設けられキャリア12に摺動可能に支持されてキャリパ14のピストン21により押圧される裏板41とからなっている。
【0019】
ブレーキパッド13も、制動時に一面側がディスクロータ15に当接する摩擦材42と、この摩擦材42の他面側に設けられキャリア12に摺動可能に支持されてキャリパ14のキャリパボディ20の爪部27により押圧される裏板43とからなっている。
【0020】
以下、本実施形態に係るブレーキパッド10についてさらに説明する。
【0021】
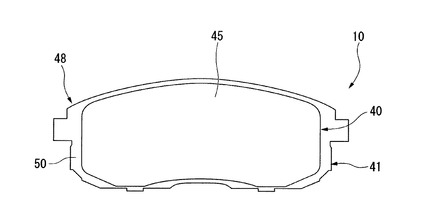
ブレーキパッド10の摩擦材40は、熱硬化性樹脂であるフェノール樹脂を結合材として構成されている。摩擦材40は、フェノール樹脂と、銅繊維、チタン酸カリウム繊維、ロックウール、アラミド繊維、NBR粉末、カシューダスト、黒鉛、ジルコン粉および硫酸バリウム等とからなる摩擦材用配合材料を所定の混合比で混合し加熱圧縮成形することで形成される。摩擦材40は、ディスクロータ15に当接する当接面45と裏板41に貼付される貼付面46とが平行に形成されている。摩擦材40は裏板41にエポキシ−フェノール樹脂等の接着剤で貼付される。
【0022】
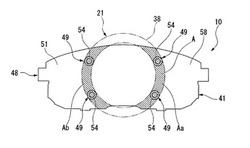
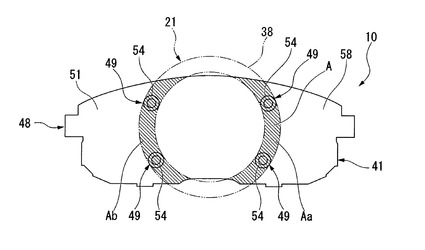
裏板41は、図2に示すように、摩擦材40よりも一回り大きく形成されて摩擦材40を保持する。裏板41は、その長手方向をディスク回転方向に沿わせ、高さ方向をディスク半径方向に沿わせた姿勢で長手方向の両端部にてキャリア12に支持される。裏板41は、図3に示すように、熱硬化性樹脂であるフェノール樹脂を主体とした一様な材料で形成される樹脂部48に、鋼材からなる複数の金属環49が埋設されてなるものである。
【0023】
樹脂部48は、図4に示すように、摩擦材40を保持する平坦な表面部50と、摩擦材40とは反対側の平坦な裏面部51とが平行をなしており、よって、一定厚さとなっている。樹脂部48は、フェノール樹脂と、ガラス繊維およびその他の無機充填材等とからなる裏板用配合材料を所定の混合比で混合し加熱圧縮成形することで形成される。
【0024】
金属環49は、円筒状部53と、円筒状部53の軸方向の一端部から径方向外側に突出する円環状のフランジ部54とからなる中空構造をなしている。金属環49のフランジ部54とは反対の端面55は、円筒状部53のみによって形成されており、金属環49のフランジ部54側の端面56は円筒状部53とフランジ部54とによって形成されている。金属環49の両端面55,56は、金属環49の軸直交方向に沿っている。よって、金属環49は軸方向長さが一定であり、円筒状部53も軸方向長さが一定となっている。なお、フランジ部54も軸方向長さが一定となっている。
【0025】
そして、金属環49は、フランジ部54とは反対側の端面55を表面部50に面一とし、フランジ部54側の端面56を裏面部51に面一として樹脂部48に埋設されている。裏板41は、面一の金属環49の端面55と樹脂部48の表面部50とが摩擦材40を保持する平坦な摩擦材保持面57を構成しており、面一の金属環49の端面56と樹脂部48の裏面部51とがピストン21に対向する平坦なピストン対向面58を構成している。摩擦材保持面57およびピストン対向面58も平行をなしている。
【0026】
以上により、すべての金属環49は、それぞれの軸方向が、裏板41の摩擦材保持面57およびピストン対向面58を結ぶ方向である肉厚方向と一致するように配置されている。また、金属環49のフランジ部54が裏板41のピストン対向面58に臨んで配置され、金属環49のフランジ部54とは反対側の端部が裏板41の摩擦材保持面57に臨んで配置されている。
【0027】
複数の金属環49は、ピストン21の図3にハッチングで示す押圧領域Aに沿って断続的に配置されている。この押圧領域Aは、ピストン21のブレーキパッド10を押圧する押圧面となる端面38を、ピストン21の軸方向に投影した投影面のうちのブレーキパッド10に重なる部分となっている。押圧領域Aは、ブレーキパッド10の長さ方向(ディスク回転方向)に線対称となる二カ所の円弧状領域Aa,Abからなっている。そして、金属環49は、これらの円弧状領域Aa,Abに均等に複数ずつ、具体的には2つずつ設けられており、合計4つ設けられている。複数の金属環49は、いずれも円弧状領域Aa,Abの範囲内に収まる大きさに形成されている。
【0028】
なお、金属環49の数は複数であれば良く、上記した4つに限らないが、円弧状領域Aa,Abにそれぞれ同数ずつ設けるのが好ましい。
【0029】
上記の裏板41は、複数の金属環49が所定位置にセットされた金型で、裏板用配合材料を加熱圧縮成形し樹脂部48を成形することで形成されることになる。その際に、樹脂部48に金属環49が密着し一体化する。なお、このとき金属環49の内側に樹脂部48が入り込むことがないように金型が形成されている。そして、この裏板41と、接着剤が塗布された摩擦材40の予備成形品とを成形型に投入し、予備成形品を加熱圧縮成形することで摩擦材40が成形され裏板41に貼付されてブレーキパッド10になる。その際に、予備成形品の一部が裏板41の金属環49内に入り込むことになる。つまり、摩擦材40は、貼付面46よりも突出して金属環49の内部に入り込む突起部61を一体に有している。言い換えれば、金属環49の内部に摩擦材40が入り込んでいる。なお、突起部61はすべての金属環49に対して形成されることになる。
【0030】
なお、金属環49のない金型で樹脂部48を加熱圧縮成形した後、機械加工で樹脂部48に穴を開け、この穴に金属環49を嵌合し接着するようにしても良い。
【0031】
以上に述べた本実施形態によれば、裏板41は、熱硬化性樹脂を主体とする樹脂部48に、ピストン21の押圧領域Aに沿って複数の金属環49が埋設されてなるため、複数の金属環49によって裏板41のピストン21により押圧される部分の強度を上げることができる。しかも、複数の金属環49がピストン21の押圧領域Aに沿って断続的に配置されているため、軽量化が図れる。
【0032】
また、金属環49は、その軸方向が裏板41の肉厚方向と一致するように配置されているため、ピストン21の押圧力に起因して裏板41に生じる撓みを抑制することができる。よって、裏板41の変形が摩擦材40に及ぼす影響を低減できる。
【0033】
また、金属環49の内部に摩擦材40が入り込んでいるため、摩擦材40の裏板41からの脱落を抑制できる。
【0034】
また、金属環49の端部にはフランジ部54が形成されており、フランジ部54が裏板41のピストン対向面58に臨んで配置されているため、フランジ部54でピストン21の押圧力を受けることになり、裏板41のピストン21により押圧される部分の強度を効果的に上げることができる。
【実施例】
【0035】
鋼材からなる複数の金属環49が所定位置にセットされた金型に、フェノール樹脂とガラス繊維およびその他の無機充填材等とからなる裏板用配合材料を投入し、金型温度180℃、成形圧力40MPa、成形時間10分で加熱圧縮成形することにより樹脂部48を成形した。その後、成形品を金型より取り出し、180℃〜220℃で360分間保持して熱処理し、裏板41を得た。この裏板41には、上記したようにピストン21の押圧領域Aに沿って複数の金属環49が配列されている。この裏板41の摩擦材保持面57にエポキシ−フェノール樹脂の接着剤を塗布し、80℃にて30分乾燥した。
【0036】
また、他方で、フェノール樹脂と、銅繊維、チタン酸カリウム繊維、ロックウール、アラミド繊維、NBR粉末、カシューダスト、黒鉛、ジルコン粉および硫酸バリウム等とからなる摩擦材用配合材料各種を秤量し、レーディゲミキサを用いて混合し、混合粉を得た。この混合粉を摩擦材40の1つ当たりに必要な量を測り取り、予備成形型に投入し、室温にて加圧成形して予備成形品を作製した。上記のように接着剤を乾燥塗布した裏板41と予備成形品とを150℃に加熱した成形型に投入し、成形圧力40MPa、成形時間4分で加熱圧縮成形した後、恒温槽にて220℃に昇温し放置冷却して、合計8時間の熱処理を実施した。これにより、ブレーキパッド10を得た。
【0037】
完成したブレーキパッド10をブレーキダイナモ試験装置にて一般的な普通乗用車の条件である、ピストン面積25cm2のキャリパを用い、イナーシャ70kgf・mにてトルク破壊強度試験を、自動車規格JASO C419「乗用車常用ブレーキ装置強度ダイナモメータ試験方法」に準拠して行った。
【0038】
トルク破壊強度試験は、乗用車にて発生する最大の減速度7.8m/s2相当のトルクから1.95m/s2相当のトルク間隔で徐々にトルクを増加させ、80℃、50km/hから各減速度で各5回制動する試験であり、安全率3倍をかけた減速度23.5m/s2相当のトルクにてブレーキパッド10に異常がないかを評価する試験である。
【0039】
試験の結果、実施例は、減速度23.5m/s2相当のトルクにおいても、ブレーキパッド10に異常が起こることはなかった。
【符号の説明】
【0040】
10 ブレーキパッド
14 キャリパ
15 ディスクロータ
21 ピストン
40 摩擦材
41 裏板
48 樹脂部
49 金属環
54 フランジ部
58 ピストン対向面
A 押圧領域
【技術分野】
【0001】
本発明は、ブレーキパッドに関する。
【背景技術】
【0002】
ブレーキパッドの裏板を合成樹脂を主成分とした材料で形成し、ピストンにより押圧される部分の強度を上げるために金属板を埋設したブレーキパッドがある(例えば、特許文献1参照)。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】実開昭62−181727号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
上記のブレーキパッドにおいては、裏板を合成樹脂を主成分とした材料で形成して軽量化を図ろうとしているが、金属板を埋設しているため、軽量化効果が低くなってしまう。
【0005】
したがって、本発明は、軽量化を図りつつ、ピストンにより押圧される部分の強度を上げることができるブレーキパッドの提供を目的とする。
【課題を解決するための手段】
【0006】
上記目的を達成するために、本発明は、裏板が、熱硬化性樹脂を主体とする樹脂部に、ピストンの押圧領域に沿って複数の金属環が埋設されてなり、該金属環は、その軸方向が前記裏板の肉厚方向と一致するように配置されている。
【発明の効果】
【0007】
本発明によれば、軽量化を図りつつ、ピストンにより押圧される部分の強度を上げることができる。
【図面の簡単な説明】
【0008】
【図1】本発明の一実施形態に係るブレーキパッドが用いられるディスクブレーキを示す断面図である。
【図2】本発明の一実施形態に係るブレーキパッドを示す正面図である。
【図3】本発明の一実施形態に係るブレーキパッドを示す背面図である。
【図4】本発明の一実施形態に係るブレーキパッドを示す断面図である。
【発明を実施するための形態】
【0009】
本発明の一実施形態に係るブレーキパッドを図面を参照して以下に説明する。
【0010】
図1は、本実施形態に係るブレーキパッド10が用いられるディスクブレーキ11を示すものである。このディスクブレーキ11は、自動車等の車両制動用のもので、キャリア12と、2つのブレーキパッド10,13と、キャリパ14とを備えている。
【0011】
キャリア12は、制動対象となる図示略の車輪とともに回転するディスクロータ15の外径側を跨ぐように配置されて車両の非回転部に固定される。2つのブレーキパッド10,13は、ディスクロータ15の両面に対向配置された状態でディスクロータ15の軸線方向に摺動可能となるようにキャリア12に支持される。キャリパ14は、ディスクロータ15の外径側を跨いだ状態でディスクロータ15の軸線方向に摺動可能となるようにキャリア12に支持されてブレーキパッド10,13をディスクロータ15に押圧することによりディスクロータ15に摩擦抵抗を付与する。なお、以下においては、ディスクロータ15の半径方向をディスク半径方向と称し、ディスクロータ15の軸線方向をディスク軸線方向と称し、ディスクロータ15の回転方向をディスク回転方向と称す。
【0012】
キャリパ14は、ディスクロータ15を跨いだ状態でキャリア12に支持されるキャリパボディ20と、キャリパボディ20内に保持されてディスクロータ15の一面側に対向するように配置されるピストン21とを有している。
【0013】
キャリパボディ20は、シリンダ部25と、ブリッジ部26と、爪部27とを有して一体的に構成されている。
【0014】
シリンダ部25は、ディスクロータ15側に開口するようにディスク軸線方向に沿うボア30が形成された有底筒状をなしており、ディスクロータ15の一方の面側に対向配置されている。ピストン21はボア30内に摺動可能に挿入されている。ブリッジ部26は、ディスクロータ15を跨ぐためにシリンダ部25の径方向外方でディスクロータ15の軸方向へ延びて形成されている。爪部27は、ブリッジ部26のシリンダ部25とは反対側からディスク半径方向内方に延出してディスクロータ15の他方の面側に対向するようになっている。
【0015】
シリンダ部25の底部には、図示略のブレーキ配管に接続される配管接続穴31が形成されている。そして、キャリパ14は、ボア30内にブレーキ配管を介して導入される液圧によりピストン21をディスクロータ15側に前進させ、ピストン21でインナ側のブレーキパッド10を押圧してディスクロータ15に接触させる。また、キャリパ14は、ピストン21の押圧反力でキャリア12に対してシリンダ部25をディスクロータ15から離す方向に摺動して、爪部27でアウタ側のブレーキパッド13を押圧してディスクロータ15に接触させる。このようにして、ピストン21と爪部27とで両側のブレーキパッド10,13を挟持してディスクロータ15に押圧して摩擦抵抗を発生させ、制動力を発生させる。
【0016】
なお、ボア30の軸線方向における中間位置には、ピストン21との隙間をシールするピストンシール33が保持されており、ボア30の軸線方向における最も開口部側には、ピストン21との間に円環状のブーツ34が介装されている。
【0017】
ピストン21は、円筒状部36と、この円筒状部36の軸方向の一端側を閉塞する底部37とを有している。ピストン21は、円筒状部36の底部37とは反対の開口側を爪部27に対向させる向きで、その外周面においてシリンダ部25のボア30内に摺動可能に挿入されている。円筒状部36の開口側の端面38は、ピストン21の軸直交方向に沿っており、径方向の幅が一定の円環状をなしている。
【0018】
ブレーキパッド10は、制動時に一面側がディスクロータ15に当接する摩擦材40と、この摩擦材40の他面側に設けられキャリア12に摺動可能に支持されてキャリパ14のピストン21により押圧される裏板41とからなっている。
【0019】
ブレーキパッド13も、制動時に一面側がディスクロータ15に当接する摩擦材42と、この摩擦材42の他面側に設けられキャリア12に摺動可能に支持されてキャリパ14のキャリパボディ20の爪部27により押圧される裏板43とからなっている。
【0020】
以下、本実施形態に係るブレーキパッド10についてさらに説明する。
【0021】
ブレーキパッド10の摩擦材40は、熱硬化性樹脂であるフェノール樹脂を結合材として構成されている。摩擦材40は、フェノール樹脂と、銅繊維、チタン酸カリウム繊維、ロックウール、アラミド繊維、NBR粉末、カシューダスト、黒鉛、ジルコン粉および硫酸バリウム等とからなる摩擦材用配合材料を所定の混合比で混合し加熱圧縮成形することで形成される。摩擦材40は、ディスクロータ15に当接する当接面45と裏板41に貼付される貼付面46とが平行に形成されている。摩擦材40は裏板41にエポキシ−フェノール樹脂等の接着剤で貼付される。
【0022】
裏板41は、図2に示すように、摩擦材40よりも一回り大きく形成されて摩擦材40を保持する。裏板41は、その長手方向をディスク回転方向に沿わせ、高さ方向をディスク半径方向に沿わせた姿勢で長手方向の両端部にてキャリア12に支持される。裏板41は、図3に示すように、熱硬化性樹脂であるフェノール樹脂を主体とした一様な材料で形成される樹脂部48に、鋼材からなる複数の金属環49が埋設されてなるものである。
【0023】
樹脂部48は、図4に示すように、摩擦材40を保持する平坦な表面部50と、摩擦材40とは反対側の平坦な裏面部51とが平行をなしており、よって、一定厚さとなっている。樹脂部48は、フェノール樹脂と、ガラス繊維およびその他の無機充填材等とからなる裏板用配合材料を所定の混合比で混合し加熱圧縮成形することで形成される。
【0024】
金属環49は、円筒状部53と、円筒状部53の軸方向の一端部から径方向外側に突出する円環状のフランジ部54とからなる中空構造をなしている。金属環49のフランジ部54とは反対の端面55は、円筒状部53のみによって形成されており、金属環49のフランジ部54側の端面56は円筒状部53とフランジ部54とによって形成されている。金属環49の両端面55,56は、金属環49の軸直交方向に沿っている。よって、金属環49は軸方向長さが一定であり、円筒状部53も軸方向長さが一定となっている。なお、フランジ部54も軸方向長さが一定となっている。
【0025】
そして、金属環49は、フランジ部54とは反対側の端面55を表面部50に面一とし、フランジ部54側の端面56を裏面部51に面一として樹脂部48に埋設されている。裏板41は、面一の金属環49の端面55と樹脂部48の表面部50とが摩擦材40を保持する平坦な摩擦材保持面57を構成しており、面一の金属環49の端面56と樹脂部48の裏面部51とがピストン21に対向する平坦なピストン対向面58を構成している。摩擦材保持面57およびピストン対向面58も平行をなしている。
【0026】
以上により、すべての金属環49は、それぞれの軸方向が、裏板41の摩擦材保持面57およびピストン対向面58を結ぶ方向である肉厚方向と一致するように配置されている。また、金属環49のフランジ部54が裏板41のピストン対向面58に臨んで配置され、金属環49のフランジ部54とは反対側の端部が裏板41の摩擦材保持面57に臨んで配置されている。
【0027】
複数の金属環49は、ピストン21の図3にハッチングで示す押圧領域Aに沿って断続的に配置されている。この押圧領域Aは、ピストン21のブレーキパッド10を押圧する押圧面となる端面38を、ピストン21の軸方向に投影した投影面のうちのブレーキパッド10に重なる部分となっている。押圧領域Aは、ブレーキパッド10の長さ方向(ディスク回転方向)に線対称となる二カ所の円弧状領域Aa,Abからなっている。そして、金属環49は、これらの円弧状領域Aa,Abに均等に複数ずつ、具体的には2つずつ設けられており、合計4つ設けられている。複数の金属環49は、いずれも円弧状領域Aa,Abの範囲内に収まる大きさに形成されている。
【0028】
なお、金属環49の数は複数であれば良く、上記した4つに限らないが、円弧状領域Aa,Abにそれぞれ同数ずつ設けるのが好ましい。
【0029】
上記の裏板41は、複数の金属環49が所定位置にセットされた金型で、裏板用配合材料を加熱圧縮成形し樹脂部48を成形することで形成されることになる。その際に、樹脂部48に金属環49が密着し一体化する。なお、このとき金属環49の内側に樹脂部48が入り込むことがないように金型が形成されている。そして、この裏板41と、接着剤が塗布された摩擦材40の予備成形品とを成形型に投入し、予備成形品を加熱圧縮成形することで摩擦材40が成形され裏板41に貼付されてブレーキパッド10になる。その際に、予備成形品の一部が裏板41の金属環49内に入り込むことになる。つまり、摩擦材40は、貼付面46よりも突出して金属環49の内部に入り込む突起部61を一体に有している。言い換えれば、金属環49の内部に摩擦材40が入り込んでいる。なお、突起部61はすべての金属環49に対して形成されることになる。
【0030】
なお、金属環49のない金型で樹脂部48を加熱圧縮成形した後、機械加工で樹脂部48に穴を開け、この穴に金属環49を嵌合し接着するようにしても良い。
【0031】
以上に述べた本実施形態によれば、裏板41は、熱硬化性樹脂を主体とする樹脂部48に、ピストン21の押圧領域Aに沿って複数の金属環49が埋設されてなるため、複数の金属環49によって裏板41のピストン21により押圧される部分の強度を上げることができる。しかも、複数の金属環49がピストン21の押圧領域Aに沿って断続的に配置されているため、軽量化が図れる。
【0032】
また、金属環49は、その軸方向が裏板41の肉厚方向と一致するように配置されているため、ピストン21の押圧力に起因して裏板41に生じる撓みを抑制することができる。よって、裏板41の変形が摩擦材40に及ぼす影響を低減できる。
【0033】
また、金属環49の内部に摩擦材40が入り込んでいるため、摩擦材40の裏板41からの脱落を抑制できる。
【0034】
また、金属環49の端部にはフランジ部54が形成されており、フランジ部54が裏板41のピストン対向面58に臨んで配置されているため、フランジ部54でピストン21の押圧力を受けることになり、裏板41のピストン21により押圧される部分の強度を効果的に上げることができる。
【実施例】
【0035】
鋼材からなる複数の金属環49が所定位置にセットされた金型に、フェノール樹脂とガラス繊維およびその他の無機充填材等とからなる裏板用配合材料を投入し、金型温度180℃、成形圧力40MPa、成形時間10分で加熱圧縮成形することにより樹脂部48を成形した。その後、成形品を金型より取り出し、180℃〜220℃で360分間保持して熱処理し、裏板41を得た。この裏板41には、上記したようにピストン21の押圧領域Aに沿って複数の金属環49が配列されている。この裏板41の摩擦材保持面57にエポキシ−フェノール樹脂の接着剤を塗布し、80℃にて30分乾燥した。
【0036】
また、他方で、フェノール樹脂と、銅繊維、チタン酸カリウム繊維、ロックウール、アラミド繊維、NBR粉末、カシューダスト、黒鉛、ジルコン粉および硫酸バリウム等とからなる摩擦材用配合材料各種を秤量し、レーディゲミキサを用いて混合し、混合粉を得た。この混合粉を摩擦材40の1つ当たりに必要な量を測り取り、予備成形型に投入し、室温にて加圧成形して予備成形品を作製した。上記のように接着剤を乾燥塗布した裏板41と予備成形品とを150℃に加熱した成形型に投入し、成形圧力40MPa、成形時間4分で加熱圧縮成形した後、恒温槽にて220℃に昇温し放置冷却して、合計8時間の熱処理を実施した。これにより、ブレーキパッド10を得た。
【0037】
完成したブレーキパッド10をブレーキダイナモ試験装置にて一般的な普通乗用車の条件である、ピストン面積25cm2のキャリパを用い、イナーシャ70kgf・mにてトルク破壊強度試験を、自動車規格JASO C419「乗用車常用ブレーキ装置強度ダイナモメータ試験方法」に準拠して行った。
【0038】
トルク破壊強度試験は、乗用車にて発生する最大の減速度7.8m/s2相当のトルクから1.95m/s2相当のトルク間隔で徐々にトルクを増加させ、80℃、50km/hから各減速度で各5回制動する試験であり、安全率3倍をかけた減速度23.5m/s2相当のトルクにてブレーキパッド10に異常がないかを評価する試験である。
【0039】
試験の結果、実施例は、減速度23.5m/s2相当のトルクにおいても、ブレーキパッド10に異常が起こることはなかった。
【符号の説明】
【0040】
10 ブレーキパッド
14 キャリパ
15 ディスクロータ
21 ピストン
40 摩擦材
41 裏板
48 樹脂部
49 金属環
54 フランジ部
58 ピストン対向面
A 押圧領域
【特許請求の範囲】
【請求項1】
制動時に一面側がディスクロータに当接する摩擦材と、該摩擦材の他面側に設けられてキャリパのピストンにより押圧される裏板と、を備えてなるブレーキパッドにおいて、
前記裏板は、熱硬化性樹脂を主体とする樹脂部に、前記ピストンの押圧領域に沿って複数の金属環が埋設されてなり、該金属環は、その軸方向が前記裏板の肉厚方向と一致するように配置されていることを特徴とするブレーキパッド。
【請求項2】
前記金属環の内部に前記摩擦材が入り込んでいることを特徴とする請求項1に記載のブレーキパッド。
【請求項3】
前記金属環の端部にはフランジ部が形成されており、該フランジ部が前記裏板のピストン対向面に臨んで配置されていることを特徴とする請求項1または2に記載のブレーキパッド。
【請求項1】
制動時に一面側がディスクロータに当接する摩擦材と、該摩擦材の他面側に設けられてキャリパのピストンにより押圧される裏板と、を備えてなるブレーキパッドにおいて、
前記裏板は、熱硬化性樹脂を主体とする樹脂部に、前記ピストンの押圧領域に沿って複数の金属環が埋設されてなり、該金属環は、その軸方向が前記裏板の肉厚方向と一致するように配置されていることを特徴とするブレーキパッド。
【請求項2】
前記金属環の内部に前記摩擦材が入り込んでいることを特徴とする請求項1に記載のブレーキパッド。
【請求項3】
前記金属環の端部にはフランジ部が形成されており、該フランジ部が前記裏板のピストン対向面に臨んで配置されていることを特徴とする請求項1または2に記載のブレーキパッド。
【図1】


【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2013−108516(P2013−108516A)
【公開日】平成25年6月6日(2013.6.6)
【国際特許分類】
【出願番号】特願2011−251554(P2011−251554)
【出願日】平成23年11月17日(2011.11.17)
【出願人】(509186579)日立オートモティブシステムズ株式会社 (2,205)
【Fターム(参考)】
【公開日】平成25年6月6日(2013.6.6)
【国際特許分類】
【出願日】平成23年11月17日(2011.11.17)
【出願人】(509186579)日立オートモティブシステムズ株式会社 (2,205)
【Fターム(参考)】
[ Back to top ]