
ブロック型および方法
基部および4つの旋開側部を有する型を使用するメーソンリーブロックを重力成型するための成型方法は、外層が異なる密度の材料から成型されることを可能にし、そして中子が中空ブロックを成型するために使用されることを可能にする。基部および4つの側部は、下げられると、効果的な清掃のために最上面を呈する。

【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ブロック型、成型の方法、および方法の結果物であるブロックに関する。
【0002】
用語「ブロック」が全体に使われるが、この用語はレンガを含まなければならないことが意図されている。
【背景技術】
【0003】
本発明は重力成型を用いるコンクリートブロックの成型に関するものであり、重力成型は、「ベッサーブロック」と従来は呼ばれるコンクリートブロックの製造方法と区別される湿式成型を含む。ベッサーブロックは、圧縮されて、型内で何度も振動され、それから1分足らずで型から非常に急速に放出されるかまたは押し出される、比較的乾燥した混合物から始まる。この種の乾燥した混合物の圧縮および振動は、自立構造を実際に非常に急速に固めることが可能であった。それから自立構造は、型から切り離して、更なる位置へ転送されて、固まって硬化することができる。これは、コンクリートブロックが自立して、型から引き出されることができる前に、それは数時間の間型に入ったままである「湿式成型」と対比される。
【0004】
それは加圧気泡コンクリートとも区別され、そこではスラリーが型に注入され、そこで膨張するが、それからしばらくして一度膨張した後、且つ12時間ほどオートクレーブにおいて硬化される前に、型から取り出される。
【0005】
単一の型が短い期間に何度も繰り返して使用され得るので、乾式成型システムは広く使われている。このことは、製造装置に関して多くの型のコストがそれほど高くないことを意味する。
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、我々は、湿式成型方法を使用するには利点があるが、この種の方法と、それが経済的に実行可能かもしれない方法から結果として生じるブロックとを使用するのを支援するために起こる重大な問題点があることを見いだした。
【0007】
一例を挙げると、私は埋め込み発泡プラスチックの使用を提案した。これは知られたことであるが、それは発泡プラスチックのペレットがちりばめられたコンクリートがブロックの外面に見えるという問題を生じる。
【0008】
私は、外面の少なくとも一部のための装飾的な、または完成した外面として用いられることが可能であるブロックの一部として成型されるコア(core)材料と異なる材料または材料の密度で生じる外面層があり得ることを提案した。これはまた、その上、この種のブロックを使用するためのコストを減らし、そこではそれはその後に下塗りをされる(rendered)必要はないかもしれない。
【0009】
私は、作り出されるときに改良された効率を提供する、しかしまた一貫した精密な結果として生じる製品を必要とする、互いに噛み合う形状を有することに価値があることも確認した。
【0010】
私は、「ベッサーブロック」方法におけるように、乾燥圧縮プロセスを使用することが適当ではなく、かつ実際に実行可能ではないが、しかし、この種の「湿式成型」ブロックの製造を遂行する方法に関して問題点が起こる場合に、製造を容易にするが、しかし型の準備を容易にすること、成型、硬化された製品の型からの最終的な取り出し、および後のクリーニングと次の工程の更なる準備を容易にすることを含む自動生産ライン技術を可能にする方法において、材料から成型されるブロックを得るときに、利点があることを確認した。
【課題を解決するための手段】
【0011】
本発明は、型を使用する「湿式成型」ブロックの製造方法にあると言われることができ、型は矩形の基部および4つの側壁を有し、各壁が、ある場合には、成型位置に配置されることができるように、各壁は基部のそれぞれの端または側に取り付けられ、そこでは各側壁は、基部と共に成型形状を画定するために他の側壁と共に保持されて、更なる位置において、型ブロック解放位置にあり、そこにおいて各それぞれの側壁は成型位置から外側に回動し、この製造方法は、隙間を型画定位置に配置する工程と、型を成型される湿ったセメント材料で充填する工程と、型の中にある間に前記材料を硬化させる工程と、それぞれの側面の相対的な位置を離型位置に変える工程と、その後にそこから成型ブロックを取り出す工程とを含む。
【0012】
好ましくは、それぞれの側壁の各々は、それに枢動可能に(hingedly)結合されることによって基部に各々取り付けられる。
【0013】
好ましくは、型画定位置にある型は成型される材料が注入される開いた上端を有する。
【0014】
好ましくは、ブロックまたはレンガは中空ブロックであり、そして方法は、側壁が型画定位置に置かれた後に配置され、第1側壁および反対側に配置された第2側壁の間に保持される中子(core)またはプラグを側壁の1つを通して挿入する工程を含み、この方法は、材料が固まった後に中子またはプラグを側壁から引き出すことによって、これを取り外して、その後にのみ側壁を離型位置へ動かして、成型されたブロックの取り出しを遂行する更なる工程を含む。
【0015】
好ましくは、更なる形で、本発明は、ブロックが型を使用して作られる大部分の材料と異なる材料から成る少なくとも1つの表面層を有する「湿式成型ブロック」の製造方法にあると言われることができて、型は矩形の基部および4つの側壁を有し、各々が、ある場合には、成型位置に配置されることができるように、各壁は基部のそれぞれの端または側に取り付けられ、そこでは各側壁は他の側壁と共に保持されて、基部と共に成型形状を画定し、そして更なる位置において、成型ブロック解放位置にあり、各それぞれの側壁は成形位置から外側に回動し、この製造方法は、側壁および基部を型画定位置に配置する工程と、側壁の1つを通して、それぞれの中子部分の中間に隙間を提供する二又状であるか、または2つの別々の中子またはプラグである1つの部材である中子を挿入し、中子は型の隙間をその間に残し、側壁が型画定位置に置かれた後にその中子または1つのプラグまたは複数のプラグは配置されて、第1側壁および反対側に配置された第2側壁の間に保持される工程と、型を成型される湿ったセメント材料で充填して、前記材料を固まらせる工程と、材料が固まった後に、1つの中子または複数の中子あるいは1つのプラグまたは複数のプラグを側壁から引き出すことによって、それを取り除く工程と、それぞれの側面の相対的な位置を離型位置に変える工程と、その後にそこから成型ブロックを取り出す工程とを含む。
【0016】
好ましくは、成型される材料は、ポートランド・セメントの中子および発泡プラスチック・ビーズを含む。
【0017】
典型的混合物は膨張したポリスチレンビーズを使用する。
【0018】
しかしながら、ポリスチレンを使用することに関する課題のうちの1つは、更なる外層がブロックに施されない限り、この種の発泡ビーズを有する外面が表層中断(interruption)を示すということである。
【0019】
ここまで説明した方法は顕著な利点を有し、そこではコア材料はかなりの割合の発泡プラスチック材料を含み、従ってその表面が発泡プラスチック・ビーズにより中断されないという意味で連続表面を提供できる外面は、経済的で視覚的に非常に有利であると考えられる。
【0020】
製造方法は、従って、膨張した発泡ビーズを含むコア材料の導入の前に、第1材料の側壁および/または基部の少なくとも一部の内側にコーティングを施す工程を含む。
【0021】
別の代替構成において、この種の製造方法は、コア材料が通気される所で、そしてこの種の気泡がブロックの外面を見ることによって目で識別可能であることが特に期待される所で適用されることもできる。
【0022】
従って、更なる例において、製造方法は、コア材料の導入の前に、上に識別された型の側壁および/または基部内面の少なくとも一部に第1層を施す工程を含む。
【0023】
いかなる型画定面も解放作用コーティングを、それが成型のために使われる前に適用される適用された解放材料の形で備えているか、または画定形状面の表面が非粘着材料であることを確実にするのに関係する通常のプロセスがあることは、これらの実施例に内在する。
【0024】
層を組み込む成型に伴う問題点の1つは、それぞれの表面の内側に薄いコーティング、例えばポートランドサンドおよびセメントのスラリーを、これがその後ブロックを一様にコーティングしているように施すことは、実際には非常に困難であることである。これは外観に非常に関連することがあり得、そこでは層が、おそらく異なる膨張特性を有し、且つブロックの有効な全体の密度も変える構造構成要素にならない。
【0025】
層材料の一部の一貫した薄層化および実際の除去は、実際に発生することが認められた。
【0026】
チャレンジは、これがなぜ発生したか、そしてどのようにおそらくこれを解析するべきかを見つけることであった。
【0027】
かなりの調査の後に、いくつかの箇所において、他より厚い第1例の層を選択的に適用することによって、これは、過度の厚みまたはいかなる結果として生じる層も生じることなしにその後のより視覚的に一様な外観を生じさせるために、方策として用いることができることが分かった。
【0028】
これは、コア材料の注入が、位置に応じて、この種の注入中に材料の捕獲および移動を遂行する所で特に効果的であるとわかった。
【0029】
これは、1つの方法がこの種の位置の真下に層材料の集積を生じることであるように、コア材料は中子間のセブター(cebter)領域または中子部分間の隙間に注入される場合である。
【0030】
コア材料の通過は、これが、少なくとも入って来るコア材料の大きな流れが発生する所で、その時外部の層材料を除去するかまたは少なくとも減らすということであった。
【0031】
比較的一様に薄くて、通常は3〜5mmの間であるかもしれない外面を有することに多少の利点があることは、公平なコメントである。
【0032】
成型プロセスを容易にして自動化するために、主要なコア材料が少なくとも中子またはプラグ部分あるいは中子またはプラグ部に注入されて、これは型の中間領域の両側へと流れ、そして外端部で上昇して、最後に材料が中子の上部を横切ってあふれて、最終的に上部とほとんど同一平面の仕上がりになることが、二又状中子またはプラグあるいは別々の中子またはプラグの使用を含むいわゆる「中空ブロック」の製造に関して特に見つかった。
【0033】
従って、内面をコーティングする工程において、コア材料が後に導入されることになっている型の近くにより厚いコーティングが導入されることが、好ましくは、提案される。
【0034】
これが第1の導入される湿ったコア材料と一致することになっている第1例において、層厚を単に集積することによって、これは流れによって効果的に広げられ、および/または運ばれるが、それは、これがその後過度に剥ぎ取られないように、外部の層材料の分布および、少なくとも、ベースの導入内側領域の充分な厚みの維持に結果としてなることが、おそらく驚くべきことに分かった。
【0035】
製造方法およびこれに適している型の一般概念は、それが開口上部を有するということであり、そして上部は成型プロセスの間に適切に仕上げられるということである。
【0036】
換言すれば、我々は常に重力成型について話しており、そして我々は一番上に開放側面を有することが期待されている。
【0037】
先の説明と一致して、従ってより実際的であるかまたは少なくとも視覚的に好まれる外部視覚表面の不連続を減らすかまたはできれば取り除くために、この最上面に層を再び形成することにも顕著な利点がある。
【0038】
しかしながら、問題のうちの1つは、実際には、ポートランド・セメント・スラリーを単に施すことによって、次の固定が特にこれがポリスチレンビーズを含む所でコア材料に結果としてなり、スチレンが用いられる発泡材料である場合は、この種のそのスチレン・ビーズはポートランド・セメントまたは他の適当な基材によって上昇して、外部層を有する効果を減らすかまたは実際に消してしまうことが分かったことである。
【0039】
湿った状態の間に、ポートランド・セメントまたは装飾的な材料の密度を変えて、コア材料の基材を構成しているポートランド・セメントの密度より小さいこれを有することによって、この効果が回避され得るという発見がなされた。
【0040】
ここで、提案され、かつこれに関連して発見されたことは、層材料が、直下にあるいかなる湿った基材よりも密度が小さい材料にされることができることである。
【0041】
材料がポートランド・セメント骨材混合物から作られる場合は、骨材は、少なくとも、主要なコア材料において、ポートランド・セメントのために使用する骨材より小さい密度を有する材料から選択される微細材料である。
【0042】
実際には、これは様々な材料から選択されることができるが、スコリアは1つの実施例であり、スコリアとスラリーとしてポートランド・セメントに混合し、かつ型の他の側の表面層としてこれを使用することは、関心事である効果を十分に減らすかまたは解消することが分かった。
【0043】
本発明は、また、基部および4つの側壁を包含する、即ち含む型であることもできる。その側壁の各々は他の側壁および基部に関して調節可能に配置され、そしてそれはブロック画定形状を画定するために起立させることが可能であるか、または離型のために、そして次の清掃およびコーティング目的のためにその成型最上面を示すために解放されることができる。
【0044】
更なる形において、本発明は、記載の方法から結果として生じるか、または型の使用の結果としてのブロックまたはレンガにあるといえる。
【0045】
本発明のより良い理解のために、次にそれは図面の助けを借りて記載される実施形態に関して説明される。
【図面の簡単な説明】
【0046】
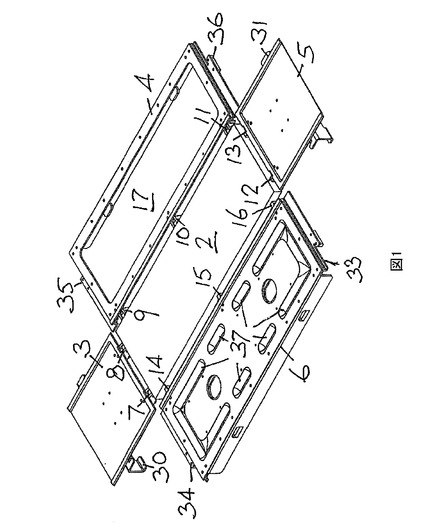
【図1】実施形態による、各それぞれの側壁が成型位置から外側に回動している成型ブロック解放位置にある側壁を示す型の斜視図である。
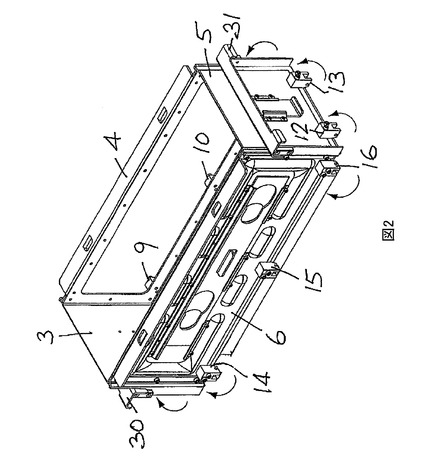
【図2】再び、図1と同じ実施形態の斜視図であり、そこでは型が、各側壁が基部と共に成型形状を画定するために他の側壁と共に保持される成型位置にあるように、側壁は起立させられている。
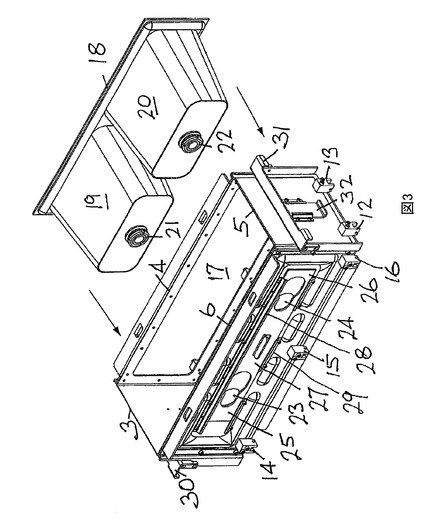
【図3】中子またはプラグが側壁の1つに挿入される方法をこの場合例示している、図1および2と同じ実施形態の斜視図である。
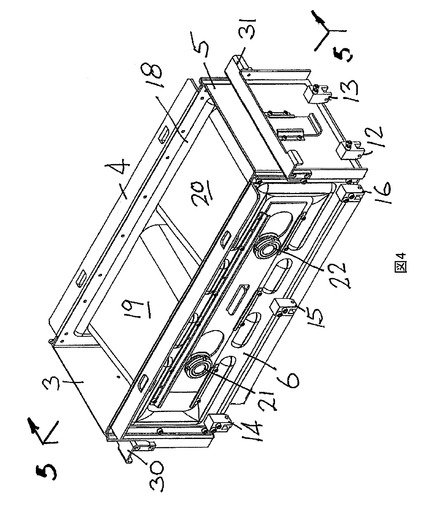
【図4】完全挿入位置にあり、そしてかかる位置で連動装置で保持されている中子またはプラグをこの場合示している、すぐ前の3つの実例と同じ実施形態の斜視図である。
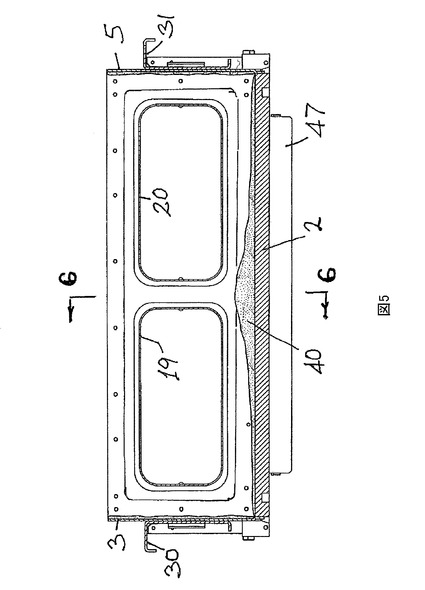
【図5】基部の中央に堆積材料を有する第1スラリー層を含む図4の図面を通る断面図である。
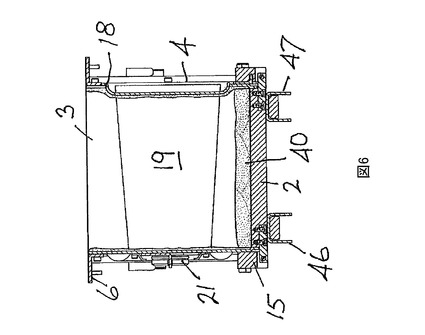
【図6】図5の線6−6に沿った断面図である。
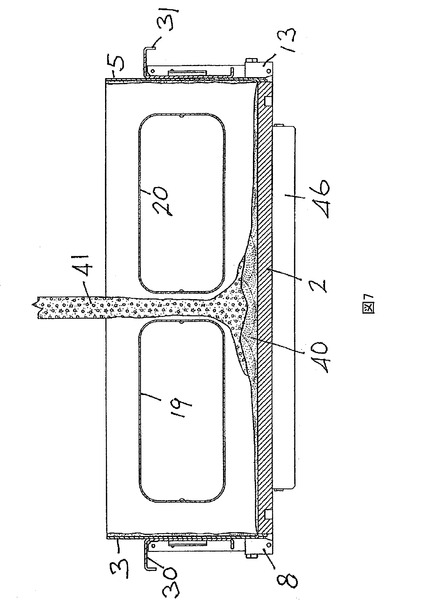
【図7】コア材料を型に注入することの開始を例示する。
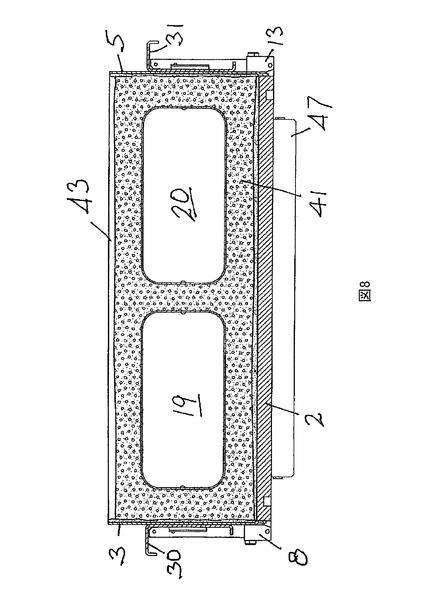
【図8】コア材料が最下層を平らにして、成型形状を画定する側壁の外縁部のちょうど下にあるように置かれる方法を例示する。
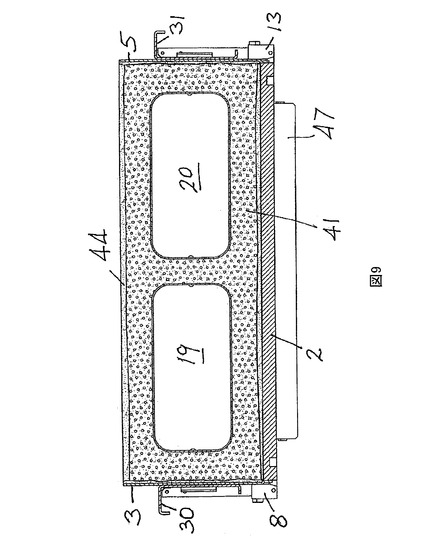
【図9】最上層の充填を例示する。
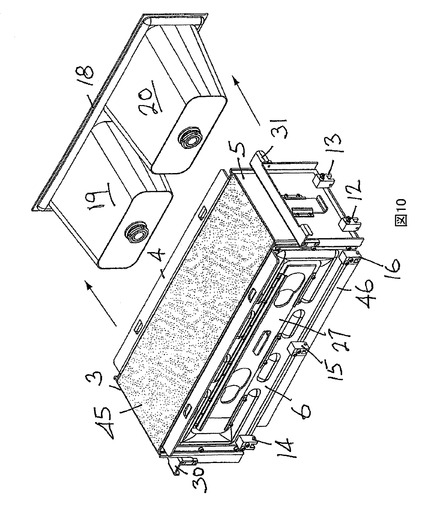
【図10】第1工程として内側の中子またはプラグの取り外しを含む型除去の開始を例示する。
【発明を実施するための形態】
【0047】
取扱われる課題は、ブロックが、それが固まって十分に硬化して、型の中にある間に取り除かれることが可能であるか、または言い換えると、型の中で固まるまで自立形状を呈しないことを意味する重力成型を使用する湿式成型であるということである。ブロックは上部および下部の連動形状を有し、ロックは内側コア材料の性質の選択のためにコア材料および外面層を有し、それはこの場合中空内部を組み込み、そしてそれは、この種のロックの成型を経済的に可能にするために、これが製造技術の自動化を容易にする方法で成型されることが可能でなければならない機能である。
【0048】
更なる課題は、その複雑化にもかかわらず型が、その固化(setting)期間の間ブロックの形状を維持することが必要であるので、従って、何度も繰り返されることを必要とし、従って型自体の設計の複雑化は低いコストを維持する観点から課題であるということである。
【0049】
この実施形態は、従って、周辺部を画定する矩形の側面を有する鋼製の固体の堅固な部材である基部1および平らである上面2を有する。
【0050】
4つの側壁3、4、5、および6があり、その各々は薄板鋼からプレスされたものであり、そしてそれらが図1に示される離型位置から図2の型画定位置に枢回動(pivotally swing)できるように、その各々はブラケットによって基部1のそれぞれの側面に固定される。
【0051】
これらのブラケットは側壁3に関して7および8で示される。
【0052】
側壁4に関して、3セットのブラケットは9、10、および11で示される。
【0053】
側壁5に関して、ブラケットは12および13で示される。
【0054】
側壁6に関して、ブラケットは14、15、および16で示される。
【0055】
いずれの場合においても、これらは、それぞれの側壁がそれらが取り付けられるそれぞれの側と平行な軸を中心として枢動する(pivot)のを可能にする。
【0056】
側壁4は二又状中子18が通過する中央開口17を含む。
【0057】
中子またはプラグ18は2つの中子またはプラグ部分または部19および20を有し、その各々はテーパー形状であり、そしてそれは1つの場合で21の、そして他の場合で22の外端部を有し、それらはそれぞれ開口23および24を貫通し、そしてこれらは1つの場合でスライド25によって、そして他の場合でスライド26によって、連結的に配置され、そこではこれらはスライド28により保持される単一のスライドプレート27として結合される。
【0058】
側壁3および5は、各々、1つの場合でスライドプレート30、そして32で典型的に示されるスライドにより保持される他の場合でスライドプレート31を有し、側壁3、4、5、および6が直立位置、つまり型画定位置にあるときに、その位置がこれらの連動部材により維持されることが可能であるように、これらは一方の側でスロット33および34と、そして他方の側でスロット35および36と交差するように整列配置される。
【0059】
側壁6のうちの1つは、ブロックの最終的な上面に円弧形突起の成型を施す、37で典型的に示される一連の凹みを更に有する。
【0060】
型を使用する方法は、それが図1のように最初に構成され、そこではそれは清掃されるように構成され、そしてもちろん枢動連結のために、側壁3、4、5、および6はそれらの成型画定外面を最上部に有し、そして基部は利用可能なその上面を有することである。この構成において、実質的に同一平面である上面については、これは、これらの表面の清掃を遂行することを適切にする。ある場合では、これは、型からブロックの外面を画定する最終外面の最上露出領域の全てを通じて洗い流す細い噴射として伸びるように指示される高圧温水の噴射である。多少の問題点が、破片が一貫して清掃されることを確認する際に、そして特に、その後、離型剤の次のコーティングが施される前に型の結果として生じる水を取り除く際に感じられた。それからある場合では、表面は10〜20フィート/秒で出るように絞り出される水の細い高速噴射によって洗い流される。次の工程は乾燥空気であるか、または別の場合では、最も上に位置する成型ブロックに直接面した表面は回転ブラシでブラシをかけられることが可能である。
【0061】
また一方、この構成から、それは図2に示すように変えられ、そこでは側壁3、4、5、および6は、型形状を画定するために基部2と共に連結され、換言すれば、それらは型画定位置を呈する。
【0062】
本実施形態において、方法は、それぞれ側壁3、4、5、および6の内側である内側型画定面ならびに基部2の上面を、知られた技術に従って、離型剤を用いてコーティングする工程を含み、この場合では離型剤は表面に吹き付けられる。
【0063】
次の段階は、可鍛性のハンドアプリケーション目的のためのポートランド・セメント、砂、および充分な水を基本的に含むセメントスラリーを用いて、選択された表面上の型画定形状の内面をコーティングすることである。
【0064】
これは直ちに遂行され、そしてスプレーヘッドを適切に配置して、表面に吹き付けることにより達成されることができる。このスプレーヘッドは、所定のプログラムに従って、そしてそれが、スプレー出力が一定である一方、1つの領域を他の領域よりも遅く横切って、このようにして層材料のいくらかを中子またはプラグの二又隙間の直ぐ下に積むように移動させることが可能である。
【0065】
この種のステップは、次いで、選択された表面の各々をコーティングするために用いられ、それは、成型されるブロックが用いられるアプリケーションに応じて、表面の全てに適用されることができるか、または適用されることはない。
【0066】
従来は、しかしながら、側壁3、5、および6ならびに基部2の内面は、深さ約2〜3ミリメートルの層でコーティングされていた。
【0067】
これは、しかしながら、スラリーが基部2の端部間の中ほどの位置で最初は厚さ10〜15ミリメートルであるように積層される程度に、開示される方法で変更される。
【0068】
この積層は、次のコア材料の作用がその充填プロセスで層スラリーの一部をそれと共に運ぶことを可能にするが、しかし充分な厚さが最終的に生じ、かつ層材料基部2の比較的均一であることを確実にするのを助けることである。
【0069】
これは特に図5および6に40で示される。
【0070】
これらの図は適所にある中子19および20を示すが、しかし層は、中子またはプラグ19および20の挿入の前に、基部および側壁3、5、および6のそれぞれの内面を少なくとも横断して位置することが認められる。
【0071】
この方法の次の工程は、型に図7に41で示されるコア材料を充填することであり、そして図8に示す状態に達するまでこの種の充填は続き、その状態は、しかしながら、ある場合ではそれぞれの側壁3、4、5、および6の外側の周囲縁のわずかに下にある充填レベルを残す。
【0072】
これは図8に43で示される。
【0073】
これは、それから、44で示すスラリー層で上面を覆われ、そしてその上面は、画定層を完成されたブロックの外面として適当なレベル面にするために平らにされる。
【0074】
予め設定された状況にある間、この材料をより軽い発泡ビーズ等による侵入から守るために、層44を形成するための材料は、それがコア材料のポートランド・セメントおよび砂部分より小さい密度を有するように選択されることが分かっている。
【0075】
これは、この特定の場合において、ポートランド・セメントを使用し、そして砂をスコリアに置き換えることにより達成される。玄武岩質溶岩から得られる選択されたスコリアを用いて、これは、コア材料41よりいくぶん上に、且つ不必要な侵入なしのままである層44を容易にする、いくらか小さい密度の構成要素を提供することが分かっている。
【0076】
一旦型が説明されたように充填されると、ポートランド・セメントで伝統的であるようにその後多くの日数にわたってセメントが硬化し続けると予想されるけれども、それは成型製品が型の外側において積み重ねて保管するために型から取り出されることができる程度まで固まって、硬化するままにしておかれる。その後、中子19および20は引き抜かれ、側壁3、4、5、および6は連結装置から解放され、そして側壁はブロック45を残すために引き離されて、ブロック45は別に送り出され、基部2により支持されることを解除され、そして要望により、独立して、配布されるかまたは使用されるために更に硬化されるように、更にできる。
【0077】
我々は外部層を達成するための1つの技術を説明したが、スラリーが表面に集結する充填された型を振動させることによって、他と異なる層を達成することも可能である。この振動は、それが振動させられる型自体であるように外部から加えられ、そしてこれは1秒につき2〜10回の振動により続行され、型を上下させる振動源によってもたらされる。実際には、これはケースバイケースの原則で決定され得ることが期待される層深さおよび粘ちょう性の程度に応じて変化する。
【0078】
反応促進剤によって約4時間の期間が充分であると見られるにもかかわらず、成型製品は数時間〜10時間の間型に入れたままにされる。セメント、例えば硬化しているポートランド・セメントへの言及がなされる一方、硬化は型から引き出した後も続くものと理解される。
【0079】
型自体は、それを経済的にするために自動処理機械において用いられるように構成され、かつこの範囲でスライド46および47を含む。
【0080】
その特徴の故に型は清掃ステーションに導かれるようにここで適応され、そこではその側壁の各々は離型位置にあり、成型製品形状画定面である表面の各々は、ここで一番上に配置されることが可能であり、そして通常ほぼ共通の面を横切るように整列配置されて、基部および側壁は平坦な支持面で支えられている。
【0081】
これは表面の清掃を容易にする。第1方法において、この清掃は表面全体を順次辿るように導かれる水の噴射を含む。圧力および水量の大きさは、単にそれが残留するメーソンリ材の除去を遂行するのに十分であるということである試験によって変化する。水が充分でないという場合には、物理的ブラッシングを用いることができ、そしてブラッシングが必要な場合には、水を減らすか、または全く使用しないことさえ可能である。
【0082】
これは乾燥工程を取り除くことを含む型の次の処理工程を速くすることができる。
【0083】
この後で、水が使われた型は乾燥ステーションへ導かれて、そこでは熱い乾燥空気が表面にわたって導かれて、いかなる残存水も除去するために充分な時間の間続けられる。
【0084】
まだその離型状態にある型はそれから更なるステーションへ導かれて、そこでは植物油のような離型材が最上表面に噴霧されて、その後で型はリアセンブリ・ステーションへ導かれる。
【0085】
中子は取り出しの容易さのためにテーパーをつけられて、残留材料が表面にそれほど付着しないとわかる。しかしながら、いかなる検出した付着材料のカスタマイズされたブラッシングも、通常、離型剤の接触面への更なる塗布の前に充分であるとわかる。
【0086】
ブロックのポートランド・セメントをベースとしたメーソンリ材による湿式成型プロセスを使用する製造は、この種の方法が経済的処理を可能にする方法で達成されることができることを必要とする。
【技術分野】
【0001】
本発明は、ブロック型、成型の方法、および方法の結果物であるブロックに関する。
【0002】
用語「ブロック」が全体に使われるが、この用語はレンガを含まなければならないことが意図されている。
【背景技術】
【0003】
本発明は重力成型を用いるコンクリートブロックの成型に関するものであり、重力成型は、「ベッサーブロック」と従来は呼ばれるコンクリートブロックの製造方法と区別される湿式成型を含む。ベッサーブロックは、圧縮されて、型内で何度も振動され、それから1分足らずで型から非常に急速に放出されるかまたは押し出される、比較的乾燥した混合物から始まる。この種の乾燥した混合物の圧縮および振動は、自立構造を実際に非常に急速に固めることが可能であった。それから自立構造は、型から切り離して、更なる位置へ転送されて、固まって硬化することができる。これは、コンクリートブロックが自立して、型から引き出されることができる前に、それは数時間の間型に入ったままである「湿式成型」と対比される。
【0004】
それは加圧気泡コンクリートとも区別され、そこではスラリーが型に注入され、そこで膨張するが、それからしばらくして一度膨張した後、且つ12時間ほどオートクレーブにおいて硬化される前に、型から取り出される。
【0005】
単一の型が短い期間に何度も繰り返して使用され得るので、乾式成型システムは広く使われている。このことは、製造装置に関して多くの型のコストがそれほど高くないことを意味する。
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、我々は、湿式成型方法を使用するには利点があるが、この種の方法と、それが経済的に実行可能かもしれない方法から結果として生じるブロックとを使用するのを支援するために起こる重大な問題点があることを見いだした。
【0007】
一例を挙げると、私は埋め込み発泡プラスチックの使用を提案した。これは知られたことであるが、それは発泡プラスチックのペレットがちりばめられたコンクリートがブロックの外面に見えるという問題を生じる。
【0008】
私は、外面の少なくとも一部のための装飾的な、または完成した外面として用いられることが可能であるブロックの一部として成型されるコア(core)材料と異なる材料または材料の密度で生じる外面層があり得ることを提案した。これはまた、その上、この種のブロックを使用するためのコストを減らし、そこではそれはその後に下塗りをされる(rendered)必要はないかもしれない。
【0009】
私は、作り出されるときに改良された効率を提供する、しかしまた一貫した精密な結果として生じる製品を必要とする、互いに噛み合う形状を有することに価値があることも確認した。
【0010】
私は、「ベッサーブロック」方法におけるように、乾燥圧縮プロセスを使用することが適当ではなく、かつ実際に実行可能ではないが、しかし、この種の「湿式成型」ブロックの製造を遂行する方法に関して問題点が起こる場合に、製造を容易にするが、しかし型の準備を容易にすること、成型、硬化された製品の型からの最終的な取り出し、および後のクリーニングと次の工程の更なる準備を容易にすることを含む自動生産ライン技術を可能にする方法において、材料から成型されるブロックを得るときに、利点があることを確認した。
【課題を解決するための手段】
【0011】
本発明は、型を使用する「湿式成型」ブロックの製造方法にあると言われることができ、型は矩形の基部および4つの側壁を有し、各壁が、ある場合には、成型位置に配置されることができるように、各壁は基部のそれぞれの端または側に取り付けられ、そこでは各側壁は、基部と共に成型形状を画定するために他の側壁と共に保持されて、更なる位置において、型ブロック解放位置にあり、そこにおいて各それぞれの側壁は成型位置から外側に回動し、この製造方法は、隙間を型画定位置に配置する工程と、型を成型される湿ったセメント材料で充填する工程と、型の中にある間に前記材料を硬化させる工程と、それぞれの側面の相対的な位置を離型位置に変える工程と、その後にそこから成型ブロックを取り出す工程とを含む。
【0012】
好ましくは、それぞれの側壁の各々は、それに枢動可能に(hingedly)結合されることによって基部に各々取り付けられる。
【0013】
好ましくは、型画定位置にある型は成型される材料が注入される開いた上端を有する。
【0014】
好ましくは、ブロックまたはレンガは中空ブロックであり、そして方法は、側壁が型画定位置に置かれた後に配置され、第1側壁および反対側に配置された第2側壁の間に保持される中子(core)またはプラグを側壁の1つを通して挿入する工程を含み、この方法は、材料が固まった後に中子またはプラグを側壁から引き出すことによって、これを取り外して、その後にのみ側壁を離型位置へ動かして、成型されたブロックの取り出しを遂行する更なる工程を含む。
【0015】
好ましくは、更なる形で、本発明は、ブロックが型を使用して作られる大部分の材料と異なる材料から成る少なくとも1つの表面層を有する「湿式成型ブロック」の製造方法にあると言われることができて、型は矩形の基部および4つの側壁を有し、各々が、ある場合には、成型位置に配置されることができるように、各壁は基部のそれぞれの端または側に取り付けられ、そこでは各側壁は他の側壁と共に保持されて、基部と共に成型形状を画定し、そして更なる位置において、成型ブロック解放位置にあり、各それぞれの側壁は成形位置から外側に回動し、この製造方法は、側壁および基部を型画定位置に配置する工程と、側壁の1つを通して、それぞれの中子部分の中間に隙間を提供する二又状であるか、または2つの別々の中子またはプラグである1つの部材である中子を挿入し、中子は型の隙間をその間に残し、側壁が型画定位置に置かれた後にその中子または1つのプラグまたは複数のプラグは配置されて、第1側壁および反対側に配置された第2側壁の間に保持される工程と、型を成型される湿ったセメント材料で充填して、前記材料を固まらせる工程と、材料が固まった後に、1つの中子または複数の中子あるいは1つのプラグまたは複数のプラグを側壁から引き出すことによって、それを取り除く工程と、それぞれの側面の相対的な位置を離型位置に変える工程と、その後にそこから成型ブロックを取り出す工程とを含む。
【0016】
好ましくは、成型される材料は、ポートランド・セメントの中子および発泡プラスチック・ビーズを含む。
【0017】
典型的混合物は膨張したポリスチレンビーズを使用する。
【0018】
しかしながら、ポリスチレンを使用することに関する課題のうちの1つは、更なる外層がブロックに施されない限り、この種の発泡ビーズを有する外面が表層中断(interruption)を示すということである。
【0019】
ここまで説明した方法は顕著な利点を有し、そこではコア材料はかなりの割合の発泡プラスチック材料を含み、従ってその表面が発泡プラスチック・ビーズにより中断されないという意味で連続表面を提供できる外面は、経済的で視覚的に非常に有利であると考えられる。
【0020】
製造方法は、従って、膨張した発泡ビーズを含むコア材料の導入の前に、第1材料の側壁および/または基部の少なくとも一部の内側にコーティングを施す工程を含む。
【0021】
別の代替構成において、この種の製造方法は、コア材料が通気される所で、そしてこの種の気泡がブロックの外面を見ることによって目で識別可能であることが特に期待される所で適用されることもできる。
【0022】
従って、更なる例において、製造方法は、コア材料の導入の前に、上に識別された型の側壁および/または基部内面の少なくとも一部に第1層を施す工程を含む。
【0023】
いかなる型画定面も解放作用コーティングを、それが成型のために使われる前に適用される適用された解放材料の形で備えているか、または画定形状面の表面が非粘着材料であることを確実にするのに関係する通常のプロセスがあることは、これらの実施例に内在する。
【0024】
層を組み込む成型に伴う問題点の1つは、それぞれの表面の内側に薄いコーティング、例えばポートランドサンドおよびセメントのスラリーを、これがその後ブロックを一様にコーティングしているように施すことは、実際には非常に困難であることである。これは外観に非常に関連することがあり得、そこでは層が、おそらく異なる膨張特性を有し、且つブロックの有効な全体の密度も変える構造構成要素にならない。
【0025】
層材料の一部の一貫した薄層化および実際の除去は、実際に発生することが認められた。
【0026】
チャレンジは、これがなぜ発生したか、そしてどのようにおそらくこれを解析するべきかを見つけることであった。
【0027】
かなりの調査の後に、いくつかの箇所において、他より厚い第1例の層を選択的に適用することによって、これは、過度の厚みまたはいかなる結果として生じる層も生じることなしにその後のより視覚的に一様な外観を生じさせるために、方策として用いることができることが分かった。
【0028】
これは、コア材料の注入が、位置に応じて、この種の注入中に材料の捕獲および移動を遂行する所で特に効果的であるとわかった。
【0029】
これは、1つの方法がこの種の位置の真下に層材料の集積を生じることであるように、コア材料は中子間のセブター(cebter)領域または中子部分間の隙間に注入される場合である。
【0030】
コア材料の通過は、これが、少なくとも入って来るコア材料の大きな流れが発生する所で、その時外部の層材料を除去するかまたは少なくとも減らすということであった。
【0031】
比較的一様に薄くて、通常は3〜5mmの間であるかもしれない外面を有することに多少の利点があることは、公平なコメントである。
【0032】
成型プロセスを容易にして自動化するために、主要なコア材料が少なくとも中子またはプラグ部分あるいは中子またはプラグ部に注入されて、これは型の中間領域の両側へと流れ、そして外端部で上昇して、最後に材料が中子の上部を横切ってあふれて、最終的に上部とほとんど同一平面の仕上がりになることが、二又状中子またはプラグあるいは別々の中子またはプラグの使用を含むいわゆる「中空ブロック」の製造に関して特に見つかった。
【0033】
従って、内面をコーティングする工程において、コア材料が後に導入されることになっている型の近くにより厚いコーティングが導入されることが、好ましくは、提案される。
【0034】
これが第1の導入される湿ったコア材料と一致することになっている第1例において、層厚を単に集積することによって、これは流れによって効果的に広げられ、および/または運ばれるが、それは、これがその後過度に剥ぎ取られないように、外部の層材料の分布および、少なくとも、ベースの導入内側領域の充分な厚みの維持に結果としてなることが、おそらく驚くべきことに分かった。
【0035】
製造方法およびこれに適している型の一般概念は、それが開口上部を有するということであり、そして上部は成型プロセスの間に適切に仕上げられるということである。
【0036】
換言すれば、我々は常に重力成型について話しており、そして我々は一番上に開放側面を有することが期待されている。
【0037】
先の説明と一致して、従ってより実際的であるかまたは少なくとも視覚的に好まれる外部視覚表面の不連続を減らすかまたはできれば取り除くために、この最上面に層を再び形成することにも顕著な利点がある。
【0038】
しかしながら、問題のうちの1つは、実際には、ポートランド・セメント・スラリーを単に施すことによって、次の固定が特にこれがポリスチレンビーズを含む所でコア材料に結果としてなり、スチレンが用いられる発泡材料である場合は、この種のそのスチレン・ビーズはポートランド・セメントまたは他の適当な基材によって上昇して、外部層を有する効果を減らすかまたは実際に消してしまうことが分かったことである。
【0039】
湿った状態の間に、ポートランド・セメントまたは装飾的な材料の密度を変えて、コア材料の基材を構成しているポートランド・セメントの密度より小さいこれを有することによって、この効果が回避され得るという発見がなされた。
【0040】
ここで、提案され、かつこれに関連して発見されたことは、層材料が、直下にあるいかなる湿った基材よりも密度が小さい材料にされることができることである。
【0041】
材料がポートランド・セメント骨材混合物から作られる場合は、骨材は、少なくとも、主要なコア材料において、ポートランド・セメントのために使用する骨材より小さい密度を有する材料から選択される微細材料である。
【0042】
実際には、これは様々な材料から選択されることができるが、スコリアは1つの実施例であり、スコリアとスラリーとしてポートランド・セメントに混合し、かつ型の他の側の表面層としてこれを使用することは、関心事である効果を十分に減らすかまたは解消することが分かった。
【0043】
本発明は、また、基部および4つの側壁を包含する、即ち含む型であることもできる。その側壁の各々は他の側壁および基部に関して調節可能に配置され、そしてそれはブロック画定形状を画定するために起立させることが可能であるか、または離型のために、そして次の清掃およびコーティング目的のためにその成型最上面を示すために解放されることができる。
【0044】
更なる形において、本発明は、記載の方法から結果として生じるか、または型の使用の結果としてのブロックまたはレンガにあるといえる。
【0045】
本発明のより良い理解のために、次にそれは図面の助けを借りて記載される実施形態に関して説明される。
【図面の簡単な説明】
【0046】
【図1】実施形態による、各それぞれの側壁が成型位置から外側に回動している成型ブロック解放位置にある側壁を示す型の斜視図である。
【図2】再び、図1と同じ実施形態の斜視図であり、そこでは型が、各側壁が基部と共に成型形状を画定するために他の側壁と共に保持される成型位置にあるように、側壁は起立させられている。
【図3】中子またはプラグが側壁の1つに挿入される方法をこの場合例示している、図1および2と同じ実施形態の斜視図である。
【図4】完全挿入位置にあり、そしてかかる位置で連動装置で保持されている中子またはプラグをこの場合示している、すぐ前の3つの実例と同じ実施形態の斜視図である。
【図5】基部の中央に堆積材料を有する第1スラリー層を含む図4の図面を通る断面図である。
【図6】図5の線6−6に沿った断面図である。
【図7】コア材料を型に注入することの開始を例示する。
【図8】コア材料が最下層を平らにして、成型形状を画定する側壁の外縁部のちょうど下にあるように置かれる方法を例示する。
【図9】最上層の充填を例示する。
【図10】第1工程として内側の中子またはプラグの取り外しを含む型除去の開始を例示する。
【発明を実施するための形態】
【0047】
取扱われる課題は、ブロックが、それが固まって十分に硬化して、型の中にある間に取り除かれることが可能であるか、または言い換えると、型の中で固まるまで自立形状を呈しないことを意味する重力成型を使用する湿式成型であるということである。ブロックは上部および下部の連動形状を有し、ロックは内側コア材料の性質の選択のためにコア材料および外面層を有し、それはこの場合中空内部を組み込み、そしてそれは、この種のロックの成型を経済的に可能にするために、これが製造技術の自動化を容易にする方法で成型されることが可能でなければならない機能である。
【0048】
更なる課題は、その複雑化にもかかわらず型が、その固化(setting)期間の間ブロックの形状を維持することが必要であるので、従って、何度も繰り返されることを必要とし、従って型自体の設計の複雑化は低いコストを維持する観点から課題であるということである。
【0049】
この実施形態は、従って、周辺部を画定する矩形の側面を有する鋼製の固体の堅固な部材である基部1および平らである上面2を有する。
【0050】
4つの側壁3、4、5、および6があり、その各々は薄板鋼からプレスされたものであり、そしてそれらが図1に示される離型位置から図2の型画定位置に枢回動(pivotally swing)できるように、その各々はブラケットによって基部1のそれぞれの側面に固定される。
【0051】
これらのブラケットは側壁3に関して7および8で示される。
【0052】
側壁4に関して、3セットのブラケットは9、10、および11で示される。
【0053】
側壁5に関して、ブラケットは12および13で示される。
【0054】
側壁6に関して、ブラケットは14、15、および16で示される。
【0055】
いずれの場合においても、これらは、それぞれの側壁がそれらが取り付けられるそれぞれの側と平行な軸を中心として枢動する(pivot)のを可能にする。
【0056】
側壁4は二又状中子18が通過する中央開口17を含む。
【0057】
中子またはプラグ18は2つの中子またはプラグ部分または部19および20を有し、その各々はテーパー形状であり、そしてそれは1つの場合で21の、そして他の場合で22の外端部を有し、それらはそれぞれ開口23および24を貫通し、そしてこれらは1つの場合でスライド25によって、そして他の場合でスライド26によって、連結的に配置され、そこではこれらはスライド28により保持される単一のスライドプレート27として結合される。
【0058】
側壁3および5は、各々、1つの場合でスライドプレート30、そして32で典型的に示されるスライドにより保持される他の場合でスライドプレート31を有し、側壁3、4、5、および6が直立位置、つまり型画定位置にあるときに、その位置がこれらの連動部材により維持されることが可能であるように、これらは一方の側でスロット33および34と、そして他方の側でスロット35および36と交差するように整列配置される。
【0059】
側壁6のうちの1つは、ブロックの最終的な上面に円弧形突起の成型を施す、37で典型的に示される一連の凹みを更に有する。
【0060】
型を使用する方法は、それが図1のように最初に構成され、そこではそれは清掃されるように構成され、そしてもちろん枢動連結のために、側壁3、4、5、および6はそれらの成型画定外面を最上部に有し、そして基部は利用可能なその上面を有することである。この構成において、実質的に同一平面である上面については、これは、これらの表面の清掃を遂行することを適切にする。ある場合では、これは、型からブロックの外面を画定する最終外面の最上露出領域の全てを通じて洗い流す細い噴射として伸びるように指示される高圧温水の噴射である。多少の問題点が、破片が一貫して清掃されることを確認する際に、そして特に、その後、離型剤の次のコーティングが施される前に型の結果として生じる水を取り除く際に感じられた。それからある場合では、表面は10〜20フィート/秒で出るように絞り出される水の細い高速噴射によって洗い流される。次の工程は乾燥空気であるか、または別の場合では、最も上に位置する成型ブロックに直接面した表面は回転ブラシでブラシをかけられることが可能である。
【0061】
また一方、この構成から、それは図2に示すように変えられ、そこでは側壁3、4、5、および6は、型形状を画定するために基部2と共に連結され、換言すれば、それらは型画定位置を呈する。
【0062】
本実施形態において、方法は、それぞれ側壁3、4、5、および6の内側である内側型画定面ならびに基部2の上面を、知られた技術に従って、離型剤を用いてコーティングする工程を含み、この場合では離型剤は表面に吹き付けられる。
【0063】
次の段階は、可鍛性のハンドアプリケーション目的のためのポートランド・セメント、砂、および充分な水を基本的に含むセメントスラリーを用いて、選択された表面上の型画定形状の内面をコーティングすることである。
【0064】
これは直ちに遂行され、そしてスプレーヘッドを適切に配置して、表面に吹き付けることにより達成されることができる。このスプレーヘッドは、所定のプログラムに従って、そしてそれが、スプレー出力が一定である一方、1つの領域を他の領域よりも遅く横切って、このようにして層材料のいくらかを中子またはプラグの二又隙間の直ぐ下に積むように移動させることが可能である。
【0065】
この種のステップは、次いで、選択された表面の各々をコーティングするために用いられ、それは、成型されるブロックが用いられるアプリケーションに応じて、表面の全てに適用されることができるか、または適用されることはない。
【0066】
従来は、しかしながら、側壁3、5、および6ならびに基部2の内面は、深さ約2〜3ミリメートルの層でコーティングされていた。
【0067】
これは、しかしながら、スラリーが基部2の端部間の中ほどの位置で最初は厚さ10〜15ミリメートルであるように積層される程度に、開示される方法で変更される。
【0068】
この積層は、次のコア材料の作用がその充填プロセスで層スラリーの一部をそれと共に運ぶことを可能にするが、しかし充分な厚さが最終的に生じ、かつ層材料基部2の比較的均一であることを確実にするのを助けることである。
【0069】
これは特に図5および6に40で示される。
【0070】
これらの図は適所にある中子19および20を示すが、しかし層は、中子またはプラグ19および20の挿入の前に、基部および側壁3、5、および6のそれぞれの内面を少なくとも横断して位置することが認められる。
【0071】
この方法の次の工程は、型に図7に41で示されるコア材料を充填することであり、そして図8に示す状態に達するまでこの種の充填は続き、その状態は、しかしながら、ある場合ではそれぞれの側壁3、4、5、および6の外側の周囲縁のわずかに下にある充填レベルを残す。
【0072】
これは図8に43で示される。
【0073】
これは、それから、44で示すスラリー層で上面を覆われ、そしてその上面は、画定層を完成されたブロックの外面として適当なレベル面にするために平らにされる。
【0074】
予め設定された状況にある間、この材料をより軽い発泡ビーズ等による侵入から守るために、層44を形成するための材料は、それがコア材料のポートランド・セメントおよび砂部分より小さい密度を有するように選択されることが分かっている。
【0075】
これは、この特定の場合において、ポートランド・セメントを使用し、そして砂をスコリアに置き換えることにより達成される。玄武岩質溶岩から得られる選択されたスコリアを用いて、これは、コア材料41よりいくぶん上に、且つ不必要な侵入なしのままである層44を容易にする、いくらか小さい密度の構成要素を提供することが分かっている。
【0076】
一旦型が説明されたように充填されると、ポートランド・セメントで伝統的であるようにその後多くの日数にわたってセメントが硬化し続けると予想されるけれども、それは成型製品が型の外側において積み重ねて保管するために型から取り出されることができる程度まで固まって、硬化するままにしておかれる。その後、中子19および20は引き抜かれ、側壁3、4、5、および6は連結装置から解放され、そして側壁はブロック45を残すために引き離されて、ブロック45は別に送り出され、基部2により支持されることを解除され、そして要望により、独立して、配布されるかまたは使用されるために更に硬化されるように、更にできる。
【0077】
我々は外部層を達成するための1つの技術を説明したが、スラリーが表面に集結する充填された型を振動させることによって、他と異なる層を達成することも可能である。この振動は、それが振動させられる型自体であるように外部から加えられ、そしてこれは1秒につき2〜10回の振動により続行され、型を上下させる振動源によってもたらされる。実際には、これはケースバイケースの原則で決定され得ることが期待される層深さおよび粘ちょう性の程度に応じて変化する。
【0078】
反応促進剤によって約4時間の期間が充分であると見られるにもかかわらず、成型製品は数時間〜10時間の間型に入れたままにされる。セメント、例えば硬化しているポートランド・セメントへの言及がなされる一方、硬化は型から引き出した後も続くものと理解される。
【0079】
型自体は、それを経済的にするために自動処理機械において用いられるように構成され、かつこの範囲でスライド46および47を含む。
【0080】
その特徴の故に型は清掃ステーションに導かれるようにここで適応され、そこではその側壁の各々は離型位置にあり、成型製品形状画定面である表面の各々は、ここで一番上に配置されることが可能であり、そして通常ほぼ共通の面を横切るように整列配置されて、基部および側壁は平坦な支持面で支えられている。
【0081】
これは表面の清掃を容易にする。第1方法において、この清掃は表面全体を順次辿るように導かれる水の噴射を含む。圧力および水量の大きさは、単にそれが残留するメーソンリ材の除去を遂行するのに十分であるということである試験によって変化する。水が充分でないという場合には、物理的ブラッシングを用いることができ、そしてブラッシングが必要な場合には、水を減らすか、または全く使用しないことさえ可能である。
【0082】
これは乾燥工程を取り除くことを含む型の次の処理工程を速くすることができる。
【0083】
この後で、水が使われた型は乾燥ステーションへ導かれて、そこでは熱い乾燥空気が表面にわたって導かれて、いかなる残存水も除去するために充分な時間の間続けられる。
【0084】
まだその離型状態にある型はそれから更なるステーションへ導かれて、そこでは植物油のような離型材が最上表面に噴霧されて、その後で型はリアセンブリ・ステーションへ導かれる。
【0085】
中子は取り出しの容易さのためにテーパーをつけられて、残留材料が表面にそれほど付着しないとわかる。しかしながら、いかなる検出した付着材料のカスタマイズされたブラッシングも、通常、離型剤の接触面への更なる塗布の前に充分であるとわかる。
【0086】
ブロックのポートランド・セメントをベースとしたメーソンリ材による湿式成型プロセスを使用する製造は、この種の方法が経済的処理を可能にする方法で達成されることができることを必要とする。
【特許請求の範囲】
【請求項1】
型を使用するブロックの製造方法において、前記型は矩形の周辺部を有する基部および4つの側壁を有し、各側壁が、ある場合において、成型位置、但し、そこでは各側壁は、開口最上部を有する成型形状を前記基部と共に画定するために他の側壁と共に保持される、および更なる位置であるブロックまたはレンガ解放位置、但し、そこでは各それぞれの側壁は前記成型位置から外側へ回動する、に配置され得るように、各側壁は前記基部の前記周辺部のそれぞれの端または側に固定される製造方法であって、
前記側壁を型画定位置に配置する工程と、
型に成型される湿ったセメント材料を充填する工程と、
前記セメント材料を固めおよび硬化させる工程と、
前記それぞれの側壁の離型位置に対する相対的な位置を変える工程と、
その後で、そこから前記成型ブロックを取り出す工程と、
を含む製造方法。
【請求項2】
前記側壁のうちの1つがそれを貫通する開口を有し、中子が、前記型内に配置され、且つ前記側壁の前記開口を貫通して、前記側壁によってそこに支持されることによって、そこに着脱自在に配置されように構成され、該製造方法が、型画定位置にあるときに前記側壁開口に前記中子を嵌入する工程と、前記ブロックを形成する前記材料が固まって硬化したとき、且つ前記側壁の相対的な位置を変える前に、前記中子を前記開口を通して引き出すことによって取り除く工程とを含む請求項1に記載の製造方法。
【請求項3】
前記中子が二又状であり、かつ型内にあるとき第1側部が第1側壁により支持されて配置され、そして第2端部の各々が前記第1側壁の反対側の側壁である更なる側壁により支持される請求項1または2に記載の製造方法。
【請求項4】
前記それぞれの側壁の各々が前記基部に枢動可能に連結されることによって、それに各々固定されることを特徴とする請求項1に記載の方法。
【請求項5】
前記側壁が型画定位置に設置された後に、中子を前記側壁の1つを通して挿入する工程と、第1側壁と反対側に配置された第2側壁の間に前記中子を保持する工程と、前記材料が固まって硬化した後に、前記それぞれの側壁に固定されている前記中子を引き出すことによってこれを取り出す工程と、その後に前記側壁を離型位置へ動かす工程と、前記成型ブロックを取り出す工程とを含む請求項1に記載の方法。
【請求項6】
前記型を清掃ステーションへ導く工程を更に含み、そこではその側壁および基部が離型位置に配置されて、前記成型形状を画定するそれらの表面を最上表面として提供し、そしてそれ全体をブラッシングすることによって清掃が行われる請求項1に記載の方法。
【請求項7】
一旦充填されて、前記モルタルの凝固または硬化の前に、前記型の振動が行われることを更に特徴とする請求項1〜6のいずれか一項に記載の方法。
【請求項8】
ブロックが作られる材料の大部分より高い密度である少なくとも1つの表面層を有するブロックの製造方法において、型が矩形の基部および4つの側壁を有し、各々が、ある場合において、成型位置(そこでは各側壁は成型形状を前記基部と共に画定する他の側壁と共に保持される)、および更なる位置である成型ブロック解放位置(そこでは各それぞれの側壁は前記成型位置から外側へ回動する)に配置され得るように、各側壁は前記基部のそれぞれの端または側に固定される製造方法であって、
前記側壁および基部を型画定位置に配置する工程と、
前記側壁の1つを通って挿入する工程であって、二又のどちらかの部材である中子がそれぞれの中子部分の中間に隙間を設けるか、または2つの別々の中子がそれらの間の前記型に隙間を設け、その単一または複数の中子は、前記側壁が型画定位置に位置した後に配置されて、第1側壁と反対側に配置された第2側壁の間に保持される工程と、
前記型に成型される湿ったセメント材料を充填する工程と、
前記材料を固めて、硬化させる工程と、
前記材料が固まって硬化した後に、前記単一または複数の中子を側壁から引き出すことによってそれを取り出す工程と、次いで、
前記それぞれの側壁の離型位置に対する相対的な位置を変える工程と、
その後で、そこから前記成型ブロックを取り出す工程と、
を含む製造方法。
【請求項9】
前記成型される材料がポートランド・セメントおよび発泡プラスチック・ビーズを含むことを更に特徴とする請求項8に記載の方法。
【請求項10】
前記発泡プラスチック・ビーズがポリスチレン製であることを更に特徴とする請求項9に記載の方法。
【請求項11】
膨張した発泡ビーズを含む前記コア材料の導入の前に、第1材料の前記側壁および/または基部の少なくとも一部の内側にコーティングを施す工程が遂行されることを更に特徴とする請求項1〜10のいずれか一項に記載の製造方法。
【請求項12】
前記コア材料の導入の前に、上に識別した型の前記側壁および/または前記基部内面の少なくとも一部に第1層を施す工程を含む請求項1〜11のいずれか一項に記載の製造方法。
【請求項13】
前記層が3〜5mmの厚さである請求項12に記載の製造方法。
【請求項14】
コア材料がその後導入されることになっている前記型の近くのより厚い層がまず最初に配置される請求項12に記載の製造方法。
【請求項15】
最上層が、密度が直ぐ下にあるいかなる湿った基材よりも小さい材料から作られる請求項12に記載の製造方法。
【請求項16】
基部および4つの側壁を含み、それらは他の側壁および基部に対して調節可能に配置される型であって、前記側壁はブロック画定形状を画定するために起立させることが可能であるか、または離型のために、並びに次の清掃およびコーティング目的のために、その最上面の全てを示すために解放されることができる前記型。
【請求項17】
前記いずれか一項の請求項に記載の、前記方法から生じる、または前記型の使用によって生じるブロック。
【請求項1】
型を使用するブロックの製造方法において、前記型は矩形の周辺部を有する基部および4つの側壁を有し、各側壁が、ある場合において、成型位置、但し、そこでは各側壁は、開口最上部を有する成型形状を前記基部と共に画定するために他の側壁と共に保持される、および更なる位置であるブロックまたはレンガ解放位置、但し、そこでは各それぞれの側壁は前記成型位置から外側へ回動する、に配置され得るように、各側壁は前記基部の前記周辺部のそれぞれの端または側に固定される製造方法であって、
前記側壁を型画定位置に配置する工程と、
型に成型される湿ったセメント材料を充填する工程と、
前記セメント材料を固めおよび硬化させる工程と、
前記それぞれの側壁の離型位置に対する相対的な位置を変える工程と、
その後で、そこから前記成型ブロックを取り出す工程と、
を含む製造方法。
【請求項2】
前記側壁のうちの1つがそれを貫通する開口を有し、中子が、前記型内に配置され、且つ前記側壁の前記開口を貫通して、前記側壁によってそこに支持されることによって、そこに着脱自在に配置されように構成され、該製造方法が、型画定位置にあるときに前記側壁開口に前記中子を嵌入する工程と、前記ブロックを形成する前記材料が固まって硬化したとき、且つ前記側壁の相対的な位置を変える前に、前記中子を前記開口を通して引き出すことによって取り除く工程とを含む請求項1に記載の製造方法。
【請求項3】
前記中子が二又状であり、かつ型内にあるとき第1側部が第1側壁により支持されて配置され、そして第2端部の各々が前記第1側壁の反対側の側壁である更なる側壁により支持される請求項1または2に記載の製造方法。
【請求項4】
前記それぞれの側壁の各々が前記基部に枢動可能に連結されることによって、それに各々固定されることを特徴とする請求項1に記載の方法。
【請求項5】
前記側壁が型画定位置に設置された後に、中子を前記側壁の1つを通して挿入する工程と、第1側壁と反対側に配置された第2側壁の間に前記中子を保持する工程と、前記材料が固まって硬化した後に、前記それぞれの側壁に固定されている前記中子を引き出すことによってこれを取り出す工程と、その後に前記側壁を離型位置へ動かす工程と、前記成型ブロックを取り出す工程とを含む請求項1に記載の方法。
【請求項6】
前記型を清掃ステーションへ導く工程を更に含み、そこではその側壁および基部が離型位置に配置されて、前記成型形状を画定するそれらの表面を最上表面として提供し、そしてそれ全体をブラッシングすることによって清掃が行われる請求項1に記載の方法。
【請求項7】
一旦充填されて、前記モルタルの凝固または硬化の前に、前記型の振動が行われることを更に特徴とする請求項1〜6のいずれか一項に記載の方法。
【請求項8】
ブロックが作られる材料の大部分より高い密度である少なくとも1つの表面層を有するブロックの製造方法において、型が矩形の基部および4つの側壁を有し、各々が、ある場合において、成型位置(そこでは各側壁は成型形状を前記基部と共に画定する他の側壁と共に保持される)、および更なる位置である成型ブロック解放位置(そこでは各それぞれの側壁は前記成型位置から外側へ回動する)に配置され得るように、各側壁は前記基部のそれぞれの端または側に固定される製造方法であって、
前記側壁および基部を型画定位置に配置する工程と、
前記側壁の1つを通って挿入する工程であって、二又のどちらかの部材である中子がそれぞれの中子部分の中間に隙間を設けるか、または2つの別々の中子がそれらの間の前記型に隙間を設け、その単一または複数の中子は、前記側壁が型画定位置に位置した後に配置されて、第1側壁と反対側に配置された第2側壁の間に保持される工程と、
前記型に成型される湿ったセメント材料を充填する工程と、
前記材料を固めて、硬化させる工程と、
前記材料が固まって硬化した後に、前記単一または複数の中子を側壁から引き出すことによってそれを取り出す工程と、次いで、
前記それぞれの側壁の離型位置に対する相対的な位置を変える工程と、
その後で、そこから前記成型ブロックを取り出す工程と、
を含む製造方法。
【請求項9】
前記成型される材料がポートランド・セメントおよび発泡プラスチック・ビーズを含むことを更に特徴とする請求項8に記載の方法。
【請求項10】
前記発泡プラスチック・ビーズがポリスチレン製であることを更に特徴とする請求項9に記載の方法。
【請求項11】
膨張した発泡ビーズを含む前記コア材料の導入の前に、第1材料の前記側壁および/または基部の少なくとも一部の内側にコーティングを施す工程が遂行されることを更に特徴とする請求項1〜10のいずれか一項に記載の製造方法。
【請求項12】
前記コア材料の導入の前に、上に識別した型の前記側壁および/または前記基部内面の少なくとも一部に第1層を施す工程を含む請求項1〜11のいずれか一項に記載の製造方法。
【請求項13】
前記層が3〜5mmの厚さである請求項12に記載の製造方法。
【請求項14】
コア材料がその後導入されることになっている前記型の近くのより厚い層がまず最初に配置される請求項12に記載の製造方法。
【請求項15】
最上層が、密度が直ぐ下にあるいかなる湿った基材よりも小さい材料から作られる請求項12に記載の製造方法。
【請求項16】
基部および4つの側壁を含み、それらは他の側壁および基部に対して調節可能に配置される型であって、前記側壁はブロック画定形状を画定するために起立させることが可能であるか、または離型のために、並びに次の清掃およびコーティング目的のために、その最上面の全てを示すために解放されることができる前記型。
【請求項17】
前記いずれか一項の請求項に記載の、前記方法から生じる、または前記型の使用によって生じるブロック。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【公表番号】特表2012−500736(P2012−500736A)
【公表日】平成24年1月12日(2012.1.12)
【国際特許分類】
【出願番号】特願2011−524141(P2011−524141)
【出願日】平成21年8月31日(2009.8.31)
【国際出願番号】PCT/AU2009/001129
【国際公開番号】WO2010/022475
【国際公開日】平成22年3月4日(2010.3.4)
【出願人】(507226640)ベネックス テクノロジーズ プロプライエタリー リミテッド (4)
【Fターム(参考)】
【公表日】平成24年1月12日(2012.1.12)
【国際特許分類】
【出願日】平成21年8月31日(2009.8.31)
【国際出願番号】PCT/AU2009/001129
【国際公開番号】WO2010/022475
【国際公開日】平成22年3月4日(2010.3.4)
【出願人】(507226640)ベネックス テクノロジーズ プロプライエタリー リミテッド (4)
【Fターム(参考)】
[ Back to top ]