
ブロー成形による中空成形品の製造方法及びこの製造方法における予備温調に用いる予備温調金型
【課題】 周壁肉厚が均一な扁平形状のボトルや、周壁肉厚を要求に応じて変更調整した中空成形品をブロー成形により製造し得る製造方法を提供する。
【解決手段】 本ブローの前にプリフォーム1を所定の予備温調金型201に入れて偏温化温調した予備成形体2に成形する。短径側壁部分206を所定の薄肉厚にして接触熱交換による冷却能を低く、長径側壁部分207を厚肉にして冷却能を高くする。予備ブローにより延伸した短径側周壁22の外表面に熱交換冷却されて薄皮固化層が形成され、残りの肉部分が低粘度の高温溶融状態に維持される。長径側周壁21は延伸により薄肉化して高粘度の低温溶融状態になる。本ブローすると、短径側周壁がキャビティ面に接触した後、長径側の延伸に伴い短径側の肉部分が長径側に流動して最終成形体の肉厚が均一化する。
【解決手段】 本ブローの前にプリフォーム1を所定の予備温調金型201に入れて偏温化温調した予備成形体2に成形する。短径側壁部分206を所定の薄肉厚にして接触熱交換による冷却能を低く、長径側壁部分207を厚肉にして冷却能を高くする。予備ブローにより延伸した短径側周壁22の外表面に熱交換冷却されて薄皮固化層が形成され、残りの肉部分が低粘度の高温溶融状態に維持される。長径側周壁21は延伸により薄肉化して高粘度の低温溶融状態になる。本ブローすると、短径側周壁がキャビティ面に接触した後、長径側の延伸に伴い短径側の肉部分が長径側に流動して最終成形体の肉厚が均一化する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、中空成形品の周方向に対する壁肉厚を均一化したり、あるいは、周方向の所望の範囲を他とは異なる肉厚にしたり、というように、周方向に対する壁肉厚を要求に応じて修正又は調整した中空成形品をブロー成形により製造するために用いられる製造方法及び予備温調金型に関する。より詳しくは、ブロー成形において中空成形品の周方向の肉厚を自由に調整し得る肉厚調整方法又は肉厚調整技術に係る。
【背景技術】
【0002】
従来、ブロー成形法としては、パリソン形成をブロー成形と完全に切り離し冷却・固化したパリソンをブロー成形前に加熱温調するというコールドパリソン方式と、パリソン形成に引き続いて温調しブロー成形を連続して行うというホットパリソン方式とが知られている。
【0003】
ホットパリソン方式を用いたものにおいて、射出成形型内のプリフォーム(有底のパリソン)を高温のまま温調ポットに入れ替え、プリフォーム内にエアブローしてプリフォームの外表面を温調ポットのキャビティを構成する内壁面に密着させることにより冷却温調し、冷却時間の短縮化を図ることが提案されている(例えば特許文献1参照)。その際、上記冷却対象のプリフォームに対し上記温調ポットにより部分的冷却を施すには、その温調ポットの内壁面に対し断熱塗料を部分的に塗布することにより、塗布部分に接触する部位の冷却を塗布部分以外に接触する部位よりも弱くすればよいことが、同特許文献では提案されている。
【0004】
又、上記温調ポットのキャビティを構成する内壁面をプリフォームの上下方向に対し部分的に大径にしたり逆に小径にしたりしておき、この温調ポットに入れたプリフォーム内にエアブローして上記内壁面に密着させることにより、ブロー成形する前のプリフォームを部分的に薄肉にしたり厚肉にしたりするという偏肉化を実施しておくことも、特許文献2において提案されている。
【0005】
さらに、本出願人は、コールドパリソン方式を用いて特に扁平形ボトルの周方向に対する壁肉厚の均一化を図るために、冷却・固化後のプリフォーム(コールドパリソン)を加熱温調する際に、上記扁平形の長径方向に延伸される部分よりも短径方向に延伸される部分の方が高温になるように加熱することを、特許文献3において提案している。
【0006】
【特許文献1】特開昭57−103821号公報
【特許文献2】特開昭59−115816号公報
【特許文献3】特開2000−127230号公報
【発明の開示】
【発明が解決しようとする課題】
【0007】
ところで、射出成形されるプリフォーム又は押出成形されるパリソンはその断面が円形であるため、ブロー成形により扁平形ボトル(平面方向の断面が長円形、楕円形あるいは長方形等)を成形すると、その扁平形状の短径方向と長径方向とで互いのブロー比(膨脹比)が異なり、短径方向に比して長径方向のブロー比が大きくなる結果、ブロー成形後の長径側部分の壁肉厚は薄く短径側部分の壁肉厚は厚くなってしまい、偏肉を生じることになる。かかる偏肉は、軽量化を阻害したり、材料消費の損失、長径側部分の強度不足、あるいは、特に点眼ボトルの場合にはスクイズ性能の悪化等を招いたりすることから、周方向における壁肉厚の均一化が要請されている。特に長径/短径の比が1.6〜4超の扁平形ボトルにおける上記均一化の要請は極めて強い。
【0008】
あるいは、上記の円形断面のプリフォーム又はパリソンを用いて円形断面のボトルをブロー成形により製造する場合には、通常は周方向における壁肉厚は均一になる筈であるが、製造されるボトルの利用形態や使用目的等によっては周方向の特定部位の壁肉厚を他の部位よりも意図的に分厚く形成したいという要請が、ボトル設計者から製造現場において投げかけられる場合もあり得る。
【0009】
ところが、これらの要請に応える上で、上記の従来の方法を用いたとしても、次のような不都合を招くことになる。すなわち、特許文献1での提案技術の適用を考えると、温調ポットの内壁面に部分的に断熱層を形成するということは、その断熱層の存在によりプリフォームの外表面を部分的に冷却され難くする又は緩やかな勾配で冷却されるようにすることに他ならず、そのような冷却され難い部分も最低限離型可能な程度まで冷却されるのを待つ必要から本来の目的である冷却時間の短縮化を図ることができなくなってしまう。あるいは、断熱塗料の塗布により形成される断熱層と、金属製金型である温調ポッドとの間には極端な熱伝導性の相違が存在するため、離型可能な程度までに冷却するという温調ポットが果たすべき機能を担保するには上記の断熱層を極端な薄肉とせざるを得なくなる。断熱層を極端な薄肉に設定すると、それが断熱塗料の塗布により形成されていることとも相まって耐久性に欠けることになり、安定的な量産への適用が困難になってしまうことになる。しかも、プリフォーム等の外表面が断熱塗料の塗布面に密着される結果、その塗布面の模様がプリフォーム外表面に転写されてしまい、外観品質の劣化を招くことにもなる。
【0010】
又、特許文献2での提案技術の適用を考えると、点眼ボトルの如く口内径が極めて小さくかつ短径側部分のブロー比そのものが極めて小さい扁平形状のボトルを対象とする場合には、形状的制限を受けて温調ポットに形成する必要のある部分的な凹凸自体を形成し得ず、本提案技術における温調ポットを用いた予備ブロー成形により偏肉化させる手段を採り得ないおそれがある。さらに、温調ポットに凹凸が形成されていてもその温度は全体に均一であって予備ブロー成形時の冷却速度もプリフォーム全体に亘り均一となるため、上記の肉厚変化自体も得られないおそれがある。
【0011】
さらに、特許文献3での提案技術の適用を考えると、コールドパリソン方式は射出成形したプリフォームを室温まで冷却した後にブロー成形温度まで再度加熱するものであるため、熱エネルギー消費が多大になる上に、パリソン形成工程とブロー成形工程との間にパリソン保管のための設備が必要になる。このため、安定量産の効率性という観点からは改良の余地がある。
【0012】
本発明は、このような事情に鑑みてなされたものであり、その目的とするところは、中空成形品の周方向に対する壁肉厚を要求に応じて自由に修正又は調整した中空成形品をブロー成形により製造し得る製造方法であって、しかも、より安定的な量産に適した製造方法及びこれに用いる予備ブロー成形型を提供することにある。上記の壁肉厚の調整とは、より具体的には、扁平形状の中空成形品の周方向に対する壁肉厚を均一化したり、あるいは、周方向の所望の範囲を他とは異なる肉厚にしたり、ということである。
【課題を解決するための手段】
【0013】
上記目的を達成するために、第1の発明では、樹脂成形材料として熱可塑性樹脂を用い押出成形又は射出成形により円筒状樹脂溶融体である出発成形体を成形し、この成形に続いて出発成形体に対し予備温調を施した上で、最終成形体の外面形状に対応するキャビティ面を有する本ブロー成形金型に収容して本ブロー成形を施すことにより最終成形体を得る中空成形品の製造方法を対象にして次の特定事項を備えることとした。すなわち、上記予備温調として、所定の予備温調金型内に上記出発成形体を収容し予備ブロー成形して外表面をキャビティ面と接触させて熱交換させることにより偏温化した状態に温調された予備成形体に成形するようにする。その際、上記予備温調金型のキャビティ面の内、上記最終成形体において本来肉厚よりも薄肉化させたい周壁部位と周方向において対応する予備成形体の第1特定周壁部位が接触することになるキャビティ面を構成する第1金型壁部分の接触熱交換による熱収奪量を小設定にすることにより、上記予備成形体の第1特定周壁部位の外表面に薄皮固化層を形成しつつこの薄皮固化層を除く残りの肉部分の樹脂成形材料を上記本ブロー成形による内圧を受けたとき周方向に流動し得る程度に高温で低粘度の溶融状態に維持されるように予備温調する一方、上記最終成形体において本来肉厚よりも厚肉化させたい周壁部位と周方向に対応する上記予備成形体の第2特定周壁部位が接触することになるキャビティ面を構成する第2金型壁部分の接触熱交換による熱収奪量を大設定にすることにより、その予備成形体の第2特定周壁部位を構成する樹脂成形材料を低温で高粘度の溶融状態まで冷却するように予備温調することとする(請求項1)。
【0014】
本発明の場合、予備温調後の予備成形体の第1特定周壁部位が薄皮固化層を除き高温で低粘度の溶融状態とされ、第2特定周壁部位が低温で高粘度の溶融状態とされるため、本ブロー成形時には第1特定周壁部位を構成する樹脂成形材料が周方向、つまり第2特定周壁部位の側に流動しながら延伸されることになる。この結果、第1特定周壁部位に対応する最終成形体の周壁部位は相対的に薄肉に成形され、第2特定周壁部位に対応する最終成形体の周壁部位は相対的に厚肉に成形されることになる。これにより、最終成形体の外周面は真円形状であっても、その周壁の肉厚分布を周方向に対し自由に修正したり調整したりし得るようになる。
【0015】
第2の発明では、樹脂成形材料として熱可塑性樹脂を用い押出成形又は射出成形により円筒状樹脂溶融体である出発成形体を成形し、この成形に続いて出発成形体に対し予備温調を施した上で、最終成形体の外面形状に対応するキャビティ面を有する本ブロー成形金型に収容して本ブロー成形を施すことにより横断面が短径側と長径側とよりなる扁平形状の最終成形体を得る中空成形品の製造方法を対象として次の特定事項を備えることとした。すなわち、上記予備温調として、上記出発成形体と最終成形体との中間形状を有する予備成形体の外面形状に対応するキャビティ面を有する所定の予備温調金型内に上記出発成形体を収容し予備ブロー成形して外表面をキャビティ面と接触させて熱交換させることにより短径側と長径側とで偏温化した状態に温調された予備成形体に成形するようにする。その際、上記予備温調金型のキャビティ面の内、上記最終成形体において短径側となる周壁部位と対応する予備成形体の短径側周壁部位に接触することになるキャビティ面を構成する第1金型壁部分の熱交換による熱収奪量を小設定にすることにより、上記予備成形体の短径側周壁部位の外表面に薄皮固化層を形成しつつこの薄皮固化層を除く残りの肉部分の樹脂成形材料を上記本ブロー成形による内圧を受けたとき周方向に流動し得る程度に高温で低粘度の溶融状態に維持されるように予備温調する一方、上記最終成形体において長径側となる周壁部位と対応する上記予備成形体の長径側周壁部位に接触することになるキャビティ面を構成する第2金型壁部分の熱交換による熱収奪量を大設定にすることにより、その予備成形体の長径側周壁部位を構成する樹脂成形材料を低温で高粘度の溶融状態まで冷却するように予備温調することとする(請求項2)。
【0016】
本発明の場合、上記の予備温調をせずに、そのままブロー成形してしまうと、扁平形状であるが故に、最終成形体の短径側周壁部位が厚肉になり、長径側周壁部位が薄肉になるというように偏肉化してしまうという不都合の発生を回避することができるようになり、上記の如き予備温調を施した上で本ブロー成形することにより、最終成形体が扁平形状であっても短径側周壁部位の厚肉化を抑制すると同時に長径側周壁部位の薄肉化を抑制し、周方向に対する肉厚の均一化が図られることになる。すなわち、出発成形体内に予備ブローして周壁が外周側に膨らんで短径側周壁部位が予備温調型のキャビティ面に接触すると、接触熱交換によりその短径側周壁部位の外表面が冷却されて固化傾向となるものの、熱収奪量が小設定であるため早期に熱平衡に達してしまいそれ以上の冷却能が失われることになる。このため、予備成形体の短径側周壁部位では外表面側に薄皮の固化層が形成されるものの、残部は出発成形体の溶融状態に近い高温で低粘度の溶融状態に維持されることになる。その一方、短径側周壁部位がキャビティ面に接触してもなお延伸される予備成形体の長径側周壁部位は薄肉傾向となる上に、ついに接触したキャビティ面から大設定の熱収奪量を有する接触熱交換による冷却を受けて樹脂成形材料は低温で高粘度の溶融状態になる。このような予備成形体に対し本ブロー成形を施すと、内部から圧力を受けて外周側に膨らみ短径側周壁部位が本ブロー成形金型のキャビティ面に接触すると、高温で低粘度の樹脂成形材料が周方向両側、つまり長径側周壁部位の側に流動し始め、長径側周壁部位の樹脂成形材料として補給されることになる。これにより、周方向に対する肉厚の均一化が図られることになる。又、キャビティ面が第1金型壁部分又は第2金型壁部分により形成されているため、その壁部分を構成する金型形成金属材料を磨いてキャビティ面を平滑にすれば、鏡面転写も可能であり、透明で平滑な表面を有する中空成形品の製造も担保し得る。
【0017】
以上の製造方法にあっては、第1金型壁部分と、第2金型壁部分との接触熱交換による熱収奪量の大小設定を、第1金型壁部分に接触する予備成形体の特定周壁部位と、第2金型壁部分に接触する予備成形体の特定周壁部位との予備温調後における溶融状態での両樹脂成形材料の互いの温度差が10℃以上になるように設定することができる(請求項3)。これにより、本ブロー成形時に短径側周壁部位から長径側周壁部位への樹脂成形材料の流動化を実現させ得る、第1及び第2の金型壁部分の条件設定を、より具体的に設定し得ることになる。
【0018】
又、第3の発明では、樹脂成形材料として熱可塑性樹脂を用い押出成形又は射出成形により円筒状樹脂溶融体である出発成形体を成形し、この成形に続いて出発成形体に対し予備温調を施した上で、最終成形体の外面形状に対応するキャビティ面を有する本ブロー成形金型に収容して本ブロー成形を施すことにより横断面が短径側と長径側とよりなる扁平形状の最終成形体を得る中空成形品の製造方法における予備温調に用いる予備温調金型を対象にして次の特定事項を備えることとした。すなわち、上記出発成形体と最終成形体との中間形状を有する予備成形体の外面形状に対応する形状に形成されたキャビティ面であって、上記出発成形体の内部に予備ブローすることにより成形される予備成形体の外表面が接触し熱交換によりその樹脂成形材料から熱収奪することで予備成形体を短径側と長径側とで互いに異なる温調状態に偏温化させるキャビティ面を有するものとする。そして、上記キャビティ面の内、上記最終成形体において短径側となる周壁部位と対応する予備成形体の短径側周壁部位に接触することになるキャビティ面を構成する第1金型壁部分の接触熱交換による熱収奪量として、その接触熱交換によって上記予備成形体の短径側周壁部位の外表面に薄皮固化層が形成されつつこの薄皮固化層を除く残りの肉部分の樹脂成形材料が上記本ブロー成形による内圧を受けたとき周方向に流動し得る程度に高温で低粘度の溶融状態に維持されるように小設定とする一方、上記最終成形体において長径側となる周壁部位と対応する上記予備成形体の長径側周壁部位に接触することになるキャビティ面を構成する第2金型壁部分の接触熱交換による熱収奪量として、その接触熱交換によって上記予備成形体の長径側周壁部位を構成する樹脂成形材料が低温で高粘度の溶融状態まで冷却されるように大設定とすることとした(請求項4)。
【0019】
本発明の場合、第2の発明に用いる予備温調金型を特定し提供し得ることになり、これにより、第2の発明による作用を確実に得ることが可能になる。
【0020】
この予備温調型に係る本発明においては、上記熱交換による熱収奪量の設定にそれぞれ対応するように第1金型壁部分を薄肉に、上記第2金型壁部分を厚肉に形成することができる(請求項5)。上記の接触熱交換による熱収奪量の大小設定を肉厚の大小により実現させることを明確にしたものである。
【0021】
又、第1金型壁部分と、第2金型壁部分との熱交換による熱収奪量の大小設定を、第1金型壁部分に接触する予備成形体の短径側周壁部位と、第2金型壁部分に接触する予備成形体の長径側周壁部位との予備温調後における溶融状態での両樹脂成形材料の互いの温度差が10℃以上になるように設定することもできる(請求項6)。このようにすることにより、予備温調を施した予備成形体の短径側周壁部位の薄皮固化層を除く樹脂成形材料部分を、本ブローを受ければ確実に流動し得る状態にすることが可能になる。
【0022】
そして、第1金型壁部分の肉厚を0.5cmよりも薄肉範囲に設定することにより、上記の高温で低粘度下での流動の確実な実現や、上記の10℃以上の温度差の実現が図られる(請求項7)。
【0023】
さらに、第1金型壁部分のキャビティ面とは反対側に、断熱性を有する材料により形成されて第1金型壁部分を背後から補強する補強部材を一体に備えるようにしてもよい(請求項8)。これにより、予備ブローのエア圧等に耐えて長期間に亘る量産に適した予備温調金型を実現し得る。
【発明の効果】
【0024】
以上、説明したように、請求項1又は請求項3のブロー成形による中空成形品の製造方法によれば、例えば、最終成形体の外周面は真円形状であって通常ではブロー成形により最終成形体の周壁の本来肉厚が均一になる場合であっても、その周壁の肉厚分布を周方向に対し自由に修正したり調整したりすることができるようになる。
【0025】
請求項2又は請求項3のブロー成形による中空成形品の製造方法によれば、出発成形体の成形に引き続いて予備温調金型を用いた予備温調の実行によって、本ブロー成形を偏温化させた温調状態で行うことができるようになり、これにより、最終成形体が扁平形状であっても短径側周壁部位の厚肉化を抑制すると同時に長径側周壁部位の薄肉化を抑制することができ、周方向に対する肉厚の均一化を図ることができるようになる。これにより、扁平形状であるが故に、従来、最終成形体の短径側周壁部位が厚肉になり、長径側周壁部位が薄肉になるというように偏肉化してしまうという不都合の発生を確実に回避することができる。その上に、本ブロー成形前に予備温調工程を介在させるだけで、又、その予備温調工程も予備温調金型を用いて予備ブローするだけで実現させることができ、しかも従来の不都合の発生もなく安定的な量産体制に適した製造方法を提供することができる。
【0026】
請求項4〜請求項8のいずれかの予備温調金型によれば、上記の特に請求項2の製造方法を確実に実現してその作用効果を確実に得ることができるようになる。
【発明を実施するための最良の形態】
【0027】
以下、本発明の実施形態を図面に基づいて説明する。
【0028】
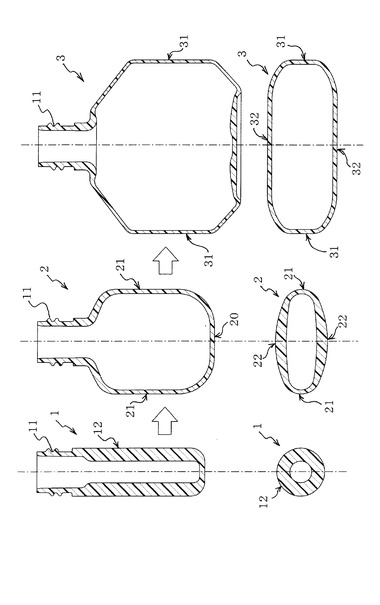
図1及び図2は、本発明の実施形態に係る製造方法において順次成形されて形状を変化させることになる各成形段階での成形体を示す。本実施形態においては、中空成形品(後述の最終成形体3)として扁平形状の点眼ボトルをブロー成形により製造する場合であって、その最終成形体3として周方向の壁肉厚が均一なものを製造する場合を示している。同図において、符号1は出発成形体としての円筒状樹脂溶融体であるプリフォーム(有底のパリソン)を、2は予備成形体を、3は最終成形体をそれぞれ示し、それぞれ上側の縦断面図と下側の横断面図とで対にして示している。
【0029】
上記プリフォーム1は横断面形状が真円の円筒状に形成され、最終成形体3は長径側周壁31,31間と短径側周壁32,32間との寸法比(長径/短径比)がほぼ2.5の長円状の扁平形状に形成され、予備成形体2は上記プリフォーム1と最終成形体3との間の中間形状(中間的な横断面形状)、例えば楕円形状に形成される。本製造方法においては、上記最終成形体3の長径側周壁31も短径側周壁32も共に同じ壁肉厚に形成することができ、上記予備成形体2の長径側周壁21,21は薄肉に、短径側周壁22,22は厚肉に形成されるようになっている。
【0030】
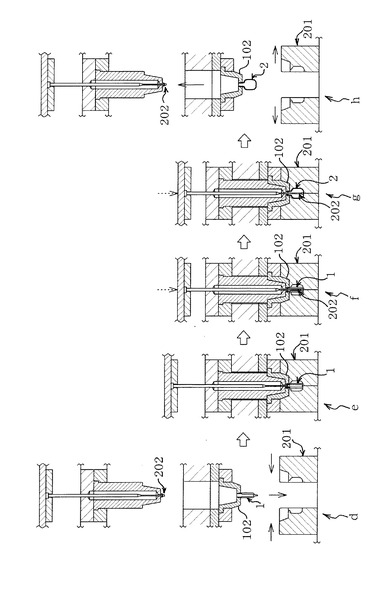
本製造方法は、射出成形型を用いてプリフォーム1を成形する射出成形工程と、予備温調金型を用いて上記プリフォーム1を所定の状態に温調しつつ予備成形体2に成形する予備温調工程と、本ブロー成形型を用いて予備成形体2を最終成形体3に成形する本ブロー成形工程とからなる。以下、射出ステーション(図3)、温調予備ブローステーション(図4)、本ブローステーション(図5)及び取り出しステーション(図6)の各図例に示される4ステーション式のインジェクションブロー設備を参照しつつ上記の各工程を説明する。
【0031】
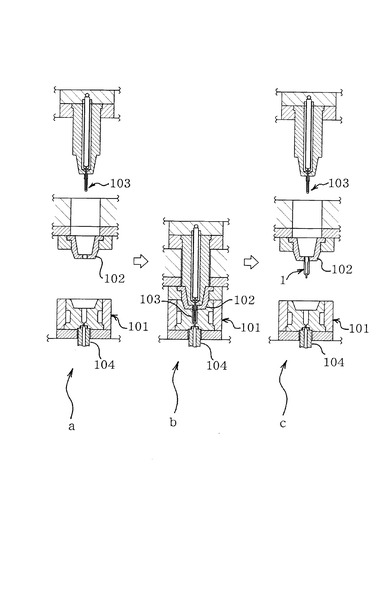
射出成形工程は図3に示す射出ステーションにおいて実施される。まず、射出成形型を構成するキャビティ金型101、リップ型102及びコア103を互いに嵌め合わせて型締めする(ステップa)。次に、図外において熱可塑性樹脂材料を混練・溶融し、溶融樹脂をホットランナーノズル104から型締めされたキャビティ内に射出してプリフォーム1(図1,図2参照)を形成する(ステップb)。そして、上記のキャビティ金型101、リップ型102及びコア103を型開きすると、プリフォーム1がその口部11(図1参照)においてリップ型102により保持された状態で取り出される(ステップc)。このリップ型102は、例えば回転作動により上記の4つのステーション間を移動可能となっており、上記口部11を保持したままリップ型102を移動させることにより、射出成形工程から、予備温調工程、本ブロー成形工程及び最後の取り出しに至るまでの各工程を連続して実行し得るようになっている。
【0032】
上記の熱可塑性樹脂材料としては、ポリエチレンテレフタレート(PET)、ポリプロピレン(PP)、低密度ポリエチレン(PE−LD)、高密度ポリエチレン(PE−HD)、ポリアリレート(PAR)、ポリカーボネート(PC)、ポリエチレンナフタレート(PEN)、又は、シクロオレフィンポリマー(COP)等が用いられる。
【0033】
予備温調工程は、図4に示すように上記の射出成形工程終了後のリップ型102を移動させることにより、プリフォーム1を温調予備ブローステーションまで移動させた上で実行される。まず、左右に分割されて型開き状態の予備温調金型201のキャビティ内に上記プリフォーム1を収容し、エア吹き込み管を兼ねる延伸ロッド202をプリフォーム1内に挿入して型締めを行う(ステップd,e)。なお、上記予備温調金型201については後に詳細に説明する。次に、上記延伸ロッド202を下降させてプリフォーム1の内部底面を押して下方に予備延伸してそのまま押さえ込むか、又は、予備延伸が不要の場合にはプリフォーム1の内部底面を押さえ込んで保持した状態で(ステップf)、延伸ロッド202の周囲からエアをプリフォーム1内に吹き込んで予備ブロー成形を行う(ステップg)。この予備ブローにより、プリフォーム1の周壁12(図1参照)が外周側に膨出されて予備温調金型201のキャビティ面に密着し、所定の温調が行われ、予備成形体2が成形される。そして、上記予備温調金型201を左右に開いて型開きし、リップ型102を予備温調金型201から分離させることにより、予備成形体2を離型させる(ステップh)。この予備温調工程では、射出成形工程から高温のまま移送したプリフォーム1に対し上記の予備温調金型201を用いて熱交換による冷却温調を施して、次工程の本ブロー成形工程のための所定の偏温化した状態の温調を行うようにしている。
【0034】
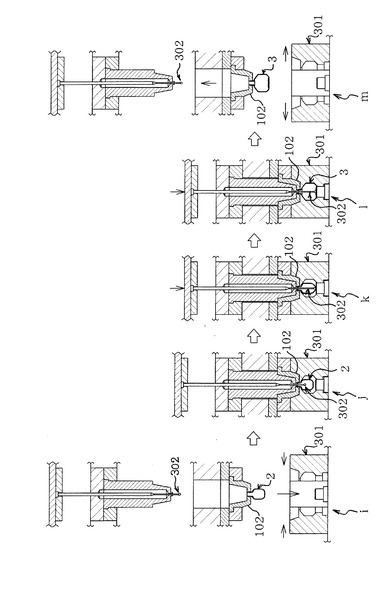
本ブロー成形工程は、図5に示すように上記の終了後のリップ型102を移動させることにより、予備成形体2を本ブローステーションまで移動させた上で実行される。まず、左右に分割されて型開き状態の本ブロー成形金型301のキャビティ内に上記予備成形体2を収容し、エア吹き込み管を兼ねる延伸ロッド302を予備成形体2内に挿入して型締めを行う(ステップi,j)。上記延伸ロッド302を下降させて予備成形体2の内部底面を押して下方に底壁20(図1参照)を延伸させてそのまま押し付ける(ステップk)。その状態で延伸ロッド302の周囲からエアを予備成形体2内に吹き込んで本ブロー成形を行う(ステップl)。この本ブロー成形により、予備成形体2の周壁部分21,22(図1参照)が外周側に膨出されて本ブロー成形金型301のキャビティ面に密着し、これにより、最終成形体3の成形が行われる。そして、上記の本ブロー成形金型301を左右に開いて型開きし、リップ型102を本ブロー成形金型301から分離させることにより、最終成形体3を本ブロー成形金型301から離型させる(ステップm)。
【0035】
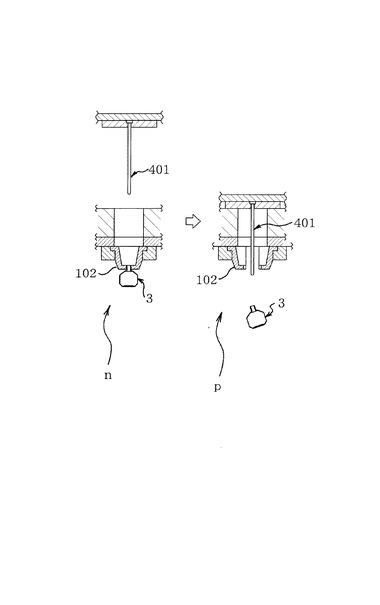
この最終成形体3を把持したリップ型102を図6に示すように取り出しステーションまで移動させ、この取り出しステーションにおいて、リップ型102を左右に開き押し杆401を下降させて押し出すことにより最終成形体3を製品として取り出す(ステップn,p)。
【0036】
なお、図4又は図5においては、上記の予備温調金型201や本ブロー成形金型301が型開きする分割方向について、図示の関係上、実際とは90度異なる方向に分割されて型開きするように図示しているが、実際には予備成形体2又は最終成形体3の短径方向を横切るように分割されて型開きするようになっている。
【0037】
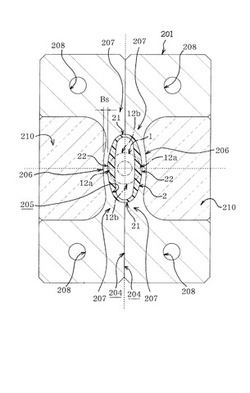
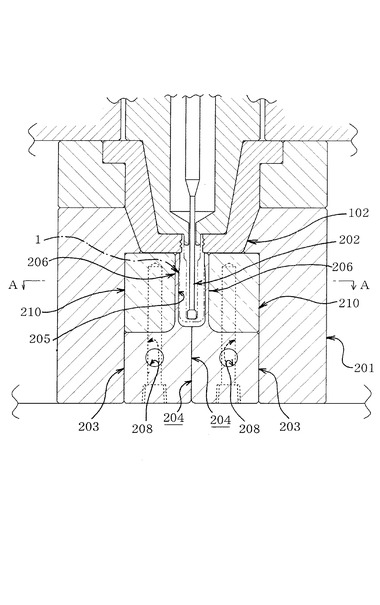
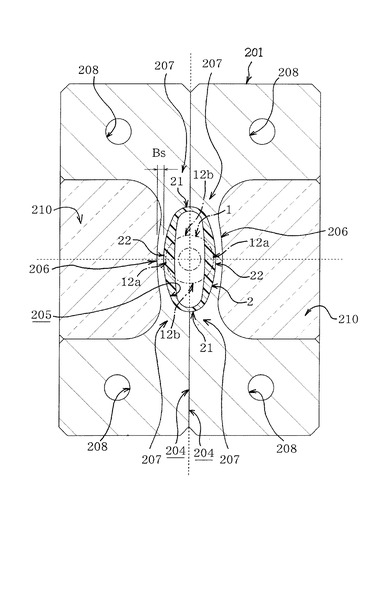
次に、上記の予備温調工程において用いる予備温調金型201について図7及び図8を参照しつつ詳細に説明する。予備温調金型201は一対の半割金型203,203を備え、一対の半割金型203,203の相対向面204,204にそれぞれ形成された凹所によって予備成形体2の外面形状を定義するキャビティ面205が構成されている。このキャビティ面205はその全面が上記半割金型203,203を構成する金属材料により形成されたもので比較的良好な熱伝導性を有している。そして、上記キャビティ面205の短径側の領域を構成する短径側壁部分(第1金型壁部分)206,206が所定の薄肉厚(例えばt=1.5mm)に形成される一方、長径側の領域を構成する長径側壁部分(第2金型壁部分)207,207,…が厚肉に形成されかつその壁部分207に金型冷却用の温調回路208,208,…が配設されて各温調回路208に冷却温調用の媒体が通されるようになっている。上記の短径側壁部分206,206のキャビティ面205とは反対側には、その短径側壁部分206,206を補強するための補強部材210,210が密着して固定されている。この補強部材210は、上記の短径側壁部分206がかなり薄肉のものとなるため、その短径側壁部分206を背後から支持して剛性を補うために固定されるものではあり、上記短径側壁部分206,206の剛性がもてば、上記の補強部材210,210を省略することができる。又、後述の如く熱収奪量を低く抑制するために短径側壁部分206を薄肉に設定しているのであり、このため、上記補強部材210を設置する場合には、その補強部材210の存在により熱収奪に影響しないように補強部材210は断熱材料により形成することが好ましい。
【0038】
要するに、上記の予備温調工程においては、かかる予備温調金型201を用いることにより、扁平形状であるが故に最終成形体3において壁肉厚が厚肉化傾向となる短径側周壁32,32(図2(a)参照)を形成することになる予備成形体2の短径側周壁22,22を高温に維持して低粘度溶融状態にする一方、最終成形体3において壁肉厚が薄肉化傾向となる長径側周壁31,31を形成することになる予備成形体2の長径側周壁21,21を低温に温調して高粘度溶融状態にするようにしている。これを実現させるために、予備温調金型201において短径側周壁22,22を成形するキャビティ面205を構成する短径側壁部分206,206を薄肉にしてプリフォーム1の周壁部分12aからの熱交換による熱収奪を低く抑制する一方、長径側周壁21,21を成形するキャビティ面205を構成する長径側壁部分207,207,…を厚肉にしかつ金型冷却用の温調回路208を配設して熱交換による熱収奪が高くなるようにしている。
【0039】
そして、予備ブロー(延伸ロッド202からのエアブロー)の実施により内圧を受けたプリフォーム1が外周側に均等に膨出していくと、まず、上記短径側壁部分206,206に臨む側のプリフォーム1の外周面がその壁部分206に接触して押し付けられ、この短径側壁部分206との熱交換により接触したプリフォーム1の周壁部分12aの外周面が冷却される。この周壁部分12aは予備ブロー開始後早期に、つまり極めて小さいブロー比範囲で短径側壁部分206,206に接触することになるため、予備成形体2の短径側周壁22,22は上記の周壁12aに近い比較的厚肉のまま残ることになる。一方、周壁部分12aが接触した後も、長径側壁部分207,207,…に臨む側のプリフォーム1の周壁部分12bは肉厚を減じながらさらに膨出していき、ついにその外周面が長径側壁部分207,207,…に接触して押し付けられて熱交換により冷却されることになる。このため、予備成形体2の長径側周壁21,21はかなり大きいブロー比範囲で延ばされるため、上記短径側周壁22,22と比してかなり薄肉となって冷却温調を受けることになる。
【0040】
他方、短径側壁部分206,206との接触により成形される短径側周壁22,22は上記の接触による熱交換により冷却されてその外表面から固化が始まるものの、短径側壁部分206,206が薄肉厚であるため、熱交換による熱収奪が早期に飽和に達してしまい、つまり熱交換による熱収奪量が薄肉厚に対応して少ないため短径側壁部分206,206によるそれ以上の冷却能はもはやなくなる。このため、上記の予備温調金型201を用いたの実行により成形される予備成形体2において、その周方向に対し次のような偏温化を実現させることができる。上記の短径側周壁22,22は、その外表面に薄皮の固化層が形成された状態で厚肉のまま残るものの、その厚肉の内の薄皮固化層を除いた他の部分は上記の如く高い保有熱を維持して低粘度の溶融状態に維持される。その一方、上記の長径側周壁21,21は、延伸により短径側周壁22,22に比してかなり薄肉となり、かつ、冷却温調により低温状態(保有熱が低く下げられた状態)になって薄肉厚の長径側周壁21,21の全体が高粘度の溶融状態となる。
【0041】
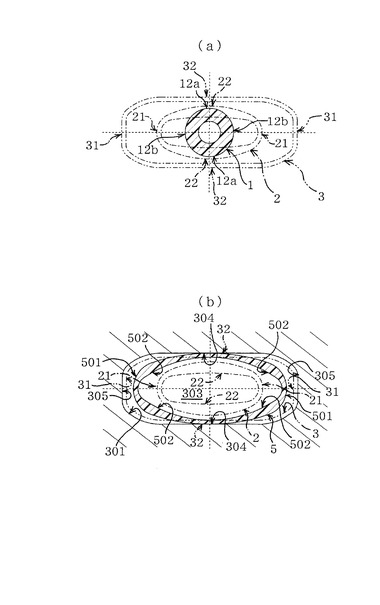
そして、このような予備成形体2が本ブロー成形金型301(図2(b)参照)のキャビティ303内に収容されて本ブロー成形(予備成形体2内へのエアブロー)が実施されると、まず、短径側周壁22,22の外表面が本ブロー成形金型301のキャビティ面304,304に接触してその薄皮固化層側から内側に冷却が進む一方、内側の厚肉の高い保有熱を維持して低粘度溶融状態にある肉部分が両側の長径側に流動する。そして、長径側周壁21,21がなおもエアブローを受けて長径側に延伸されその外表面が長径側のキャビティ面305,305に接触することになる。この際、図2(b)に本ブロー成形により周方向に延伸途中の成形体5の横断面形状を実線で示すように、長径側周壁21,21の延伸に伴い長径側周壁21,21は薄肉化傾向となりつつも(同図の符号501,501参照)、上記の短径側からの肉部分の流動を連続して受けて材料が補填される(同図の符号502,502,…参照)。以上により、最終成形体3の短径側周壁32,32は上記の薄皮固化層に加えて冷却の進行により残った肉部分との肉厚となる一方、長径側周壁31,31は上記の肉(樹脂材料)の補填を受けてさほどの薄肉にはならない肉厚となり、短径側周壁32,32と長径側周壁31,31との間の肉厚差を可及的に少なくして両者の肉厚をほぼ均一化させた最終成形体3を成形することができる。
【0042】
次に、以上のような本発明における温調・予備ブロー成形のための金型や、その短径側壁部分206,206として、本発明による作用効果を得るに必要な仕様について、より定量的な指標を得るべく検討する。この検討として、図7及び図8の予備ブロー成形型の予備温調金型201(以下のシミュレーションにおいて単に「金型」という)を用いて予備温調工程を実施してプリフォーム1から予備成形体2を成形した時点での短径側壁部分206,206と、長径側壁部分207,207との両者の温度差がどのような状況になるかについて、各壁部分206,207の肉厚を変化させてシミュレーションした。ここで、上記の温度差とは、熱交換により平衡に達した両温度の差であり、予備成形体2の短径側周壁22,22と、長径側周壁21,21との両者の温度差を表すものといえる。
【0043】
上記シミュレーションの前提条件として、樹脂成形材料をPET(ポリエチレンテレフタレート)とし、この樹脂成形材料、金型形成材料、及び、予備ブロー成形条件を次のように設定した。
【0044】
樹脂成形材料:PET(ポリエチレンテレフタレート)
比熱Xp=0.40(cal/g・℃),密度Yp=1.40(g/cm3)
単位体積当たりの比熱XYp=Xp×Yp=0.560(cal/ cm3・℃)
金型形成材料:Fe
比熱Xk=0.12(cal/g・℃),密度Yk=7.85(g/cm3)
単位体積当たりの比熱XYk=Xk×Yk=0.942(cal/ cm3・℃)
樹脂成形材料(PET)から金型形成材料(Fe)への熱伝導率:λ=0.3(J/sec)
予備ブロー成形直前のプリフォーム2の周壁厚さ:0.25(cm)
予備ブロー成形直前のプリフォーム2の温度:200(℃)
予備ブロー成形直前の金型201の温度:60(℃)
金型の短径側壁部分206の肉厚:Bs=0.1,0.15,0.2,0.3,…以下0.1刻みで3.0(cm)まで変化
金型の長径側壁部分207の肉厚:Bc=1.0,1.5,2.0,2.5,…以下0.5刻みで16.0(cm)まで変化
予備ブローの時間:t=3(sec)
以上の前提条件下で、予備ブロー成形の実行によりプリフォーム1が予備成形体2に成形され、この予備ブロー後の予備成形体2から金型201へ移行する熱量(金型201により収奪される熱量)Htをまず求めると、樹脂成形材料の熱伝導率λと予備ブロー時間tとから、
Ht=λ×t=0.3×3=0.9(J)
1(J;ジュール)=4.2(cal)であるため、単位を変換すると、
Ht=0.9×4.2=3.78(cal)
この熱量Htが移動による金型201の短径側壁部分206と長径側壁部分207とのそれぞれの温度上昇Zs,Zcは、上記の単位単位体積当たりの比熱XYkと、それぞれの肉厚Bs,Bcとに基づいて、
Zs=Ht/(XYk・Bs) …(1)
Zc=Ht/(XYk・Bc) …(2)
により得られる。ここで、Bs<Bcであるため、Zs>Zcとなる。
【0045】
例えば、Bs=0.15(cm),Bc=3.0(cm)とすると 、(1)式よりZs=26.75(℃/cm2)となり、同様に(2)式よりZc=1.34(℃/cm2)となって、その温度差は25.41(℃/cm2)となる。そして、元々の金型温度は60℃であるため、短径側壁部分206は86.75(℃/cm2)、長径側壁部分207は61.34(℃/cm2)となる。これは、予備ブロー成形によって、短径側壁部分206に接触している予備成形体2の短径側周壁22が86.75(℃/cm2)と高温溶融状態(高い保有熱)に温調される一方、長径側壁部分207に接触している長径側周壁21が61.34(℃/cm2)と低温溶融状態(低い保有熱)に温調されたことを表している。
【0046】
上記の(1)式及び(2)式を用いて、短径側壁部分206と長径側壁部分207との温度差Tは、
T=Zs−Zc=(Ht/XYk)・{(1/Bs)−(1/Bc)} …(3)
により表されることになる。
【0047】
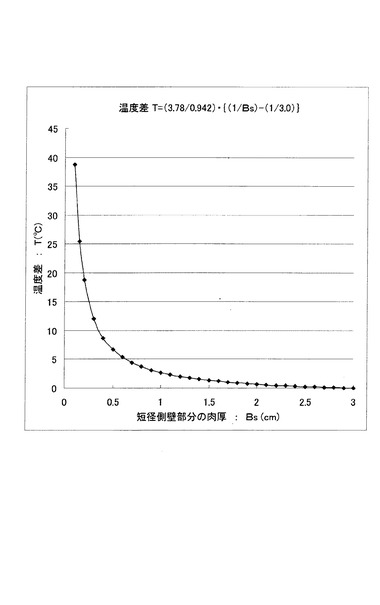
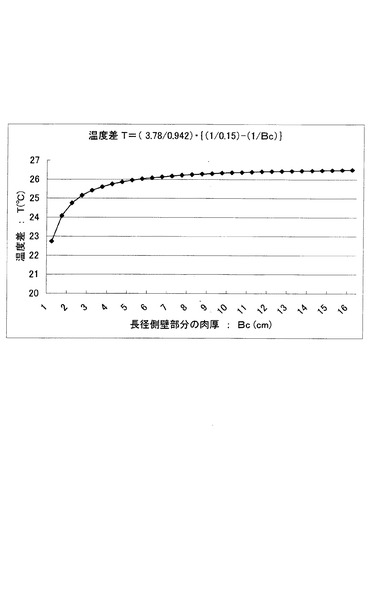
図9には(3)式を用いて金型の長径側壁部分207の肉厚Bcを3.0(cm)に固定し短径側壁部分206の肉厚Bsを上記の前提条件の如く変化させた場合の上記温度差Tの変化状況を、図10には同様に(3)式を用いて金型の短径側壁部分206の肉厚Bsを0.15(cm)に固定し長径側壁部分20の肉厚Bcを上記の前提条件の如く変化させた場合の上記温度差Tの変化状況を、それぞれ示している。
【0048】
図9を見ると、短径側壁部分206の肉厚Bsが1cmよりも薄肉側、中でも0.5cmよりも薄肉側の範囲ではほぼ6℃〜40℃程度の大きな温度差を生じかつ僅かな薄肉側への変化が極めて大きな温度差の変化となって表れるものの、1cmよりも厚肉側の範囲ではほぼ2.5℃よりも小さな温度差に止まりかつその温度差の変化も乏しいものになっている。他方、図10の長径側壁部分207の肉厚Bcについては1.0cm〜16.0cmと大きく変化させても、温度差はほぼ23℃〜26℃の範囲で変化し、3.0cm程度よりも分厚い範囲ではいくら分厚くしても温度差の変化としてはほぼ1℃程度と殆ど変化しないものになっている。
【0049】
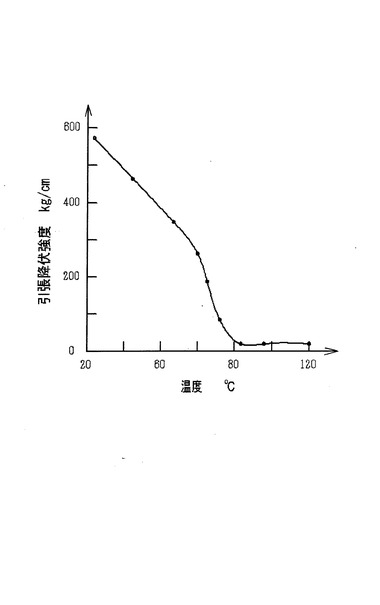
ここで、図11の樹脂成形材料であるPETの引張降伏強度の温度依存性についての関係図において、ブロー成形(延伸ブロー成形)における樹脂成形材料を流動させる温度としては80℃〜110℃が採用されることになる。かかる温度依存性を見ると、例えば10℃の温度差があると、その温度差を有する両温度値での樹脂成形材料の伸び特性(粘度)が変わりその流動性に差が生じる筈である。
【0050】
そこで、によってその終了段階で予備成形体2の短径側周壁22と、長径側周壁21との両者間に10℃の温度差がつくように温調(偏温化温調)することができれば、つまり短径側周壁22が長径側周壁21よりも10℃高いという温度差に相当する保有熱を有し粘度に差が生じるように偏温化温調することができれば、本ブロー成形工程において短径側周壁22から長径側周壁21への肉部分の流動により最終成形体3の長径側周壁31の薄肉化を抑制して短径側周壁32とほぼ均一な肉厚にすることができると考えられる。
【0051】
上記の如き10℃の温度差を実現し得る肉厚設定としては、上記金型の長径側壁部分207の肉厚を3.0cmに設定すると、短径側壁部分206の肉厚は図9よりほぼ0.4cmとなる。このため、短径側壁部分206の肉厚を0.4cm以下に設定すれば、10℃以上の温度差を実現させることができ、本発明の作用効果を得ることができると言える。このような10℃の温度差を実現させ得る短径側壁部分206の肉厚としては0.4cmとなるものの、これは特定の樹脂成形材料(PET)を前提として導いたものであり、他の樹脂成形材料をも含めて考慮すれば、短径側壁部分206の肉厚は0.5cm以下に設定すればよいと考えられる。
【0052】
<他の実施形態>
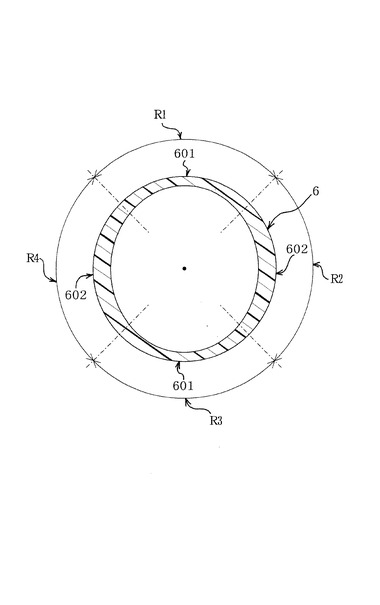
なお、本発明は上記実施形態に限定されるものではなく、その他種々の実施形態を包含するものである。すなわち、上記実施形態では、横断面形状が扁平形状のボトルにおいて厚肉傾向となる短径側を薄肉化させ薄肉傾向となる長径側を厚肉化させるための手段として本発明を適用し、これにより、扁平形状のボトルにおいてその周壁を均肉化(肉厚の均一化)させるようにしているが、これに限らず、例えば横断面形状が真円形状であって本来は周壁に肉厚の不均一は生じないようなボトル、つまり本来肉厚は周方向に対し均一になるようなブロー成形ボトルを対象にして、周方向の所望の部位を他の部位よりも厚肉にしたり逆に薄肉にしたりするために本発明を適用するようにしてもよい。
【0053】
例えば図12に示すように外周面が真円形状の最終成形体5として、周方向の領域R1,R3に対応する周壁部分501,501を薄肉にし、領域R2,R4に対応する周壁部分502,502を厚肉にしたものを得るために、本発明を適用してもよい。
【0054】
又、上記実施形態では射出成形したプリフォームを出発成形体としているが、これに限らず、押出成形により形成したパリソンを出発成形体として本発明を適用してもよい。
【0055】
上記実施形態では延伸ロッドにより底壁の下方への延伸を行う場合について説明したが、かかる底壁の延伸を伴わないブロー成形に本発明を適用してもよい。
【0056】
さらに、上記実施形態では予備成形体2及び予備温調金型のキャビティ形状として楕円状のものを示したが、これに限らず、プリフォーム1の円形と、最終成形体3の扁平形状との間の中間形状であればよく、例えば矩形状のものや、長円形状のものでもよい。
【実施例1】
【0057】
図1〜図8に示す実施形態によって成形されたボトル(本実施形態による最終成形体)と、図7及び図8に示す予備温調金型201,201ではなくて、その補強部材210が配設された部分の全てを短径側壁部分206,206と一体の短径側壁部分にしたものを用いて単なる予備温調を施した上で本ブロー成形したボトル(比較成形法による最終成形体)とについて、両者の周壁の肉厚を測定してその肉厚分布を比較した。本実施形態によるボトル及び比較成形法によるボトルとして、それぞれナンバー1〜5の5検体ずつ成形して、比較した。予備温調金型が異なる点を除き、その他の成形条件(プリフォーム成形、予備ブロー成形及び本ブロー成形のそれぞれの型温度や、エアブロー時間・圧力等)は同一に設定した。つまり、本発明による予備温調金型を用いて偏温化温調したボトルと、偏温化温調を行わない比較成形法によるボトルとの対比を行った。以下、本実施形態による場合を「偏温化温調有り」とも言い、比較成形法による場合を「偏温化温調無し」とも言うものとする。
【0058】
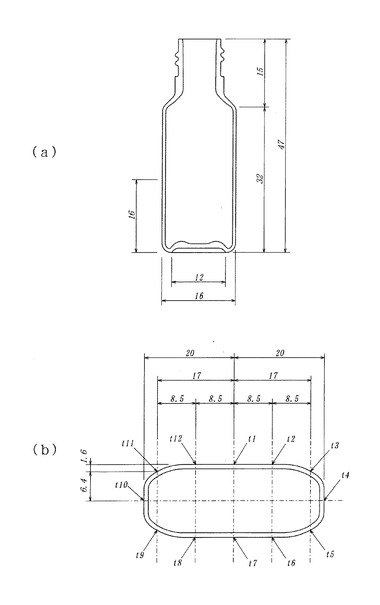
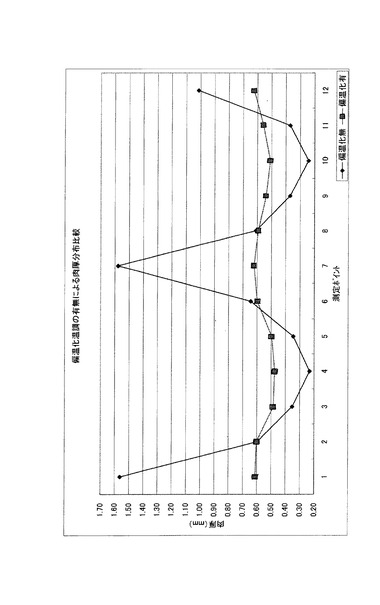
上記ボトルの短径部位での縦断面寸法を図13(a)に、横断面での12カ所の肉厚測定ポイントt1〜t12の位置を図13(b)にそれぞれ示す。図13(a)及び図13(b)に表示した数字はそれぞれ寸法値を示し、その単位はmmである。
【0059】
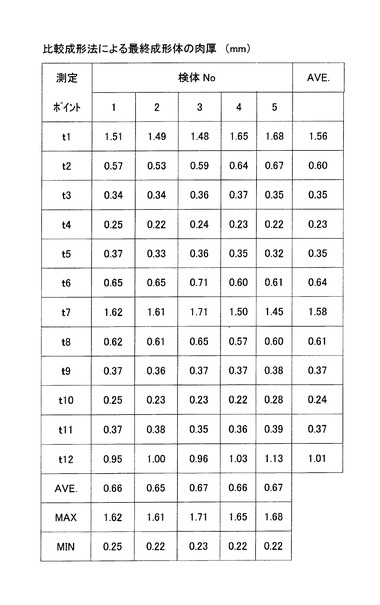
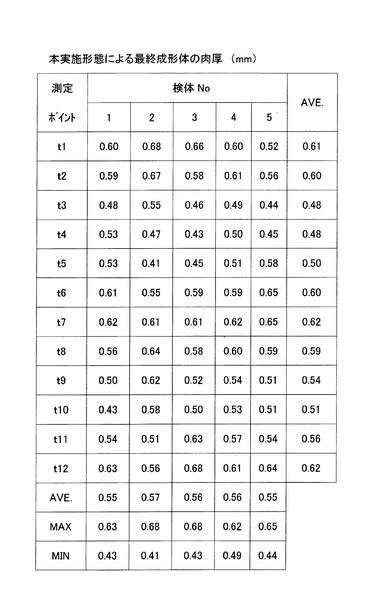
比較成形法による5検体の各最終成形体における測定ポイントt1〜t12の肉厚測定結果を図14に、本実施形態による5検体の各最終成形体における測定ポイントt1〜t12の肉厚測定結果を図15に、各測定ポイントt1〜t12での肉厚平均値の分布をグラフにより比較表示したものを図16にそれぞれ示す。
【0060】
以上の肉厚分布の比較は図16を見れば明らかなように、本実施形態の予備ブロー成形型を用いて偏温化温調を施す場合には、短径側肉厚t1,t2,t6〜t8,t12と、長径側肉厚t3〜t5,t9〜t11との肉厚差が0.1mm程度に収まっているのに対し、上記の如き偏温化温調を施さない比較成形法の場合には、同肉厚差が1.0mm以上(最大で1.3mm程度)と極めて大きいものであった。これにより、本実施形態の偏温化温調を施すことにより、扁平形状のボトルにおいてその短径側周壁と長径側周壁との肉厚差の発生をほぼなくすことができ、その周壁の肉厚をほぼ均一化することができる。
【実施例2】
【0061】
上記の本実施形態による5つの検体と、比較成形法による5つの検体とを用い、内部に密封状態で充填した液体から壁を透過して外部へ蒸散される水蒸気透過量について測定・比較を行った。これは、最終成形体であるボトルを例えば内部に点眼薬が充填される点眼容器として用いる場合のバリア性能を検証するものである。
【0062】
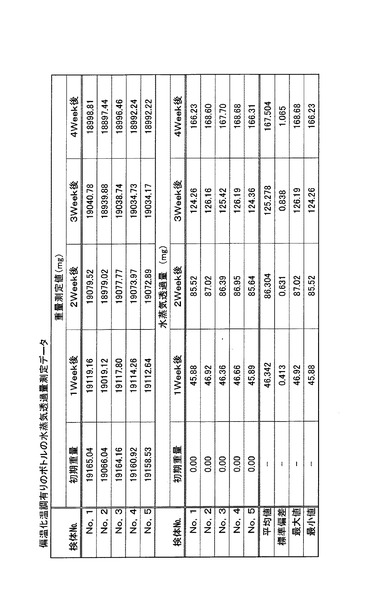
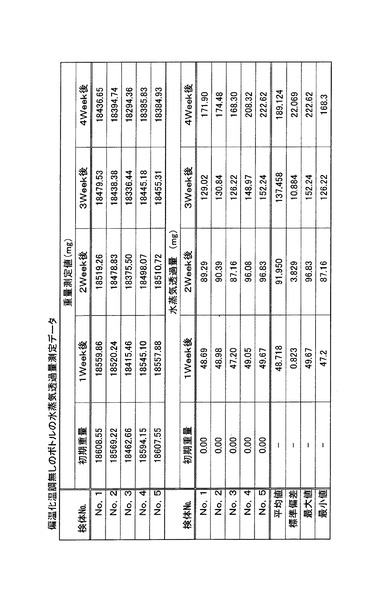
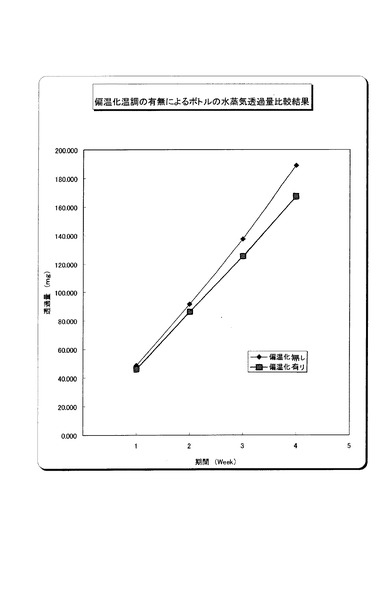
図17に偏温化温調を施す本実施形態により成形された検体の場合の測定結果を、図18に偏温化温調を施さない比較成形法により成形された検体の場合の測定結果を、図19に偏温化温調有りと偏温化温調無しの両ケースの平均値を用いて比較結果をグラフにより表したものを、それぞれ示す。図17又は図18において、上半部に、液体を充填した状態での検体の初期重量、及び、1,2,3,4週間経過後の重量を表示し、下半部に、同時期における減量分の重量(蒸散減量重量)、すなわち、水蒸気透過量を表示している。
【0063】
以上の測定結果及び比較結果を見れば、当初の1週間経過時点では偏温化温調を施した本実施形態によるボトルの水蒸気透過量は偏温化温調を施していないボトルに比べ5%減となり、徐々にその減分が増加して4週間経過時点では10%以上の減となっている。つまり、偏温化温調を施した本実施形態によるボトルの方が水蒸気透過量を減らすことができ、バリア性能を向上させることができる。
【図面の簡単な説明】
【0064】
【図1】本発明の実施形態の各成形段階で成形されるプリフォーム、予備成形体及び最終成形体の縦断面形状及び横断面形状を対にして示す断面説明図である。
【図2】同じく各成形段階での横断面形状の変化の状況を示す断面説明図であり、図2(a)はプリフォーム、予備成形体及び最終成形体を示し、図2(b)は予備成形体、本ブロー成形途中段階の成形体及び最終成形体を示す。
【図3】射出ステーションでの射出成形工程の各ステップを示す断面説明図である。
【図4】温調予備ブローステーションでの各ステップを示す断面説明図である。
【図5】本ブローステーションでの本ブロー成形工程の各ステップを示す断面説明図である。
【図6】取り出しステーションでの最終成形体の取り出し工程の各ステップを示す断面説明図である。
【図7】予備温調金型の縦断面説明図である。
【図8】図7のA−A線における拡大断面説明図である。
【図9】短径側壁部分の肉厚と、温度差との関係図である。
【図10】長径側壁部分の肉厚と、温度差との関係図である。
【図11】樹脂成形材料(PET)における引張降伏強度と温度の関係図である。
【図12】他の実施形態により成形された最終成形体の横断面形状を示す断面説明図である。
【図13】肉厚分布について比較測定試験を行った対象のボトル形状・寸法や測定位置を示す図であり、図13(a)は短径方向の縦断面説明図を示し、図13(b)は横断面説明図を示す。
【図14】比較成形法による最終成形体の肉厚測定結果を示す表である。
【図15】本実施形態による最終成形体の肉厚測定結果を示す表である。
【図16】図14及び図15の肉厚測定結果の平均値を用いて測定ポイント毎に対比して示すグラフである。
【図17】本実施形態による最終成形体(ボトル)の水蒸気透過量測定結果を示す表である。
【図18】比較成形法による最終成形体(ボトル)の水蒸気透過量測定結果を示す表である。
【図19】図17及び図18の水蒸気透過量測定結果の平均値を用いて期間経過時点毎に対比して示すグラフである。
【符号の説明】
【0065】
1 プリフォーム(出発成形体)
2 予備成形体
3 最終成形体
21 予備成形体の長径側周壁
22 予備成形体の短径側周壁
201 予備温調金型
205 予備温調金型のキャビティ面
206 短径側壁部分(第1金型壁部分)
207 長径側壁部分(第2金型壁部分)
210 補強部材
Bs 短径側壁部分の肉厚
【技術分野】
【0001】
本発明は、中空成形品の周方向に対する壁肉厚を均一化したり、あるいは、周方向の所望の範囲を他とは異なる肉厚にしたり、というように、周方向に対する壁肉厚を要求に応じて修正又は調整した中空成形品をブロー成形により製造するために用いられる製造方法及び予備温調金型に関する。より詳しくは、ブロー成形において中空成形品の周方向の肉厚を自由に調整し得る肉厚調整方法又は肉厚調整技術に係る。
【背景技術】
【0002】
従来、ブロー成形法としては、パリソン形成をブロー成形と完全に切り離し冷却・固化したパリソンをブロー成形前に加熱温調するというコールドパリソン方式と、パリソン形成に引き続いて温調しブロー成形を連続して行うというホットパリソン方式とが知られている。
【0003】
ホットパリソン方式を用いたものにおいて、射出成形型内のプリフォーム(有底のパリソン)を高温のまま温調ポットに入れ替え、プリフォーム内にエアブローしてプリフォームの外表面を温調ポットのキャビティを構成する内壁面に密着させることにより冷却温調し、冷却時間の短縮化を図ることが提案されている(例えば特許文献1参照)。その際、上記冷却対象のプリフォームに対し上記温調ポットにより部分的冷却を施すには、その温調ポットの内壁面に対し断熱塗料を部分的に塗布することにより、塗布部分に接触する部位の冷却を塗布部分以外に接触する部位よりも弱くすればよいことが、同特許文献では提案されている。
【0004】
又、上記温調ポットのキャビティを構成する内壁面をプリフォームの上下方向に対し部分的に大径にしたり逆に小径にしたりしておき、この温調ポットに入れたプリフォーム内にエアブローして上記内壁面に密着させることにより、ブロー成形する前のプリフォームを部分的に薄肉にしたり厚肉にしたりするという偏肉化を実施しておくことも、特許文献2において提案されている。
【0005】
さらに、本出願人は、コールドパリソン方式を用いて特に扁平形ボトルの周方向に対する壁肉厚の均一化を図るために、冷却・固化後のプリフォーム(コールドパリソン)を加熱温調する際に、上記扁平形の長径方向に延伸される部分よりも短径方向に延伸される部分の方が高温になるように加熱することを、特許文献3において提案している。
【0006】
【特許文献1】特開昭57−103821号公報
【特許文献2】特開昭59−115816号公報
【特許文献3】特開2000−127230号公報
【発明の開示】
【発明が解決しようとする課題】
【0007】
ところで、射出成形されるプリフォーム又は押出成形されるパリソンはその断面が円形であるため、ブロー成形により扁平形ボトル(平面方向の断面が長円形、楕円形あるいは長方形等)を成形すると、その扁平形状の短径方向と長径方向とで互いのブロー比(膨脹比)が異なり、短径方向に比して長径方向のブロー比が大きくなる結果、ブロー成形後の長径側部分の壁肉厚は薄く短径側部分の壁肉厚は厚くなってしまい、偏肉を生じることになる。かかる偏肉は、軽量化を阻害したり、材料消費の損失、長径側部分の強度不足、あるいは、特に点眼ボトルの場合にはスクイズ性能の悪化等を招いたりすることから、周方向における壁肉厚の均一化が要請されている。特に長径/短径の比が1.6〜4超の扁平形ボトルにおける上記均一化の要請は極めて強い。
【0008】
あるいは、上記の円形断面のプリフォーム又はパリソンを用いて円形断面のボトルをブロー成形により製造する場合には、通常は周方向における壁肉厚は均一になる筈であるが、製造されるボトルの利用形態や使用目的等によっては周方向の特定部位の壁肉厚を他の部位よりも意図的に分厚く形成したいという要請が、ボトル設計者から製造現場において投げかけられる場合もあり得る。
【0009】
ところが、これらの要請に応える上で、上記の従来の方法を用いたとしても、次のような不都合を招くことになる。すなわち、特許文献1での提案技術の適用を考えると、温調ポットの内壁面に部分的に断熱層を形成するということは、その断熱層の存在によりプリフォームの外表面を部分的に冷却され難くする又は緩やかな勾配で冷却されるようにすることに他ならず、そのような冷却され難い部分も最低限離型可能な程度まで冷却されるのを待つ必要から本来の目的である冷却時間の短縮化を図ることができなくなってしまう。あるいは、断熱塗料の塗布により形成される断熱層と、金属製金型である温調ポッドとの間には極端な熱伝導性の相違が存在するため、離型可能な程度までに冷却するという温調ポットが果たすべき機能を担保するには上記の断熱層を極端な薄肉とせざるを得なくなる。断熱層を極端な薄肉に設定すると、それが断熱塗料の塗布により形成されていることとも相まって耐久性に欠けることになり、安定的な量産への適用が困難になってしまうことになる。しかも、プリフォーム等の外表面が断熱塗料の塗布面に密着される結果、その塗布面の模様がプリフォーム外表面に転写されてしまい、外観品質の劣化を招くことにもなる。
【0010】
又、特許文献2での提案技術の適用を考えると、点眼ボトルの如く口内径が極めて小さくかつ短径側部分のブロー比そのものが極めて小さい扁平形状のボトルを対象とする場合には、形状的制限を受けて温調ポットに形成する必要のある部分的な凹凸自体を形成し得ず、本提案技術における温調ポットを用いた予備ブロー成形により偏肉化させる手段を採り得ないおそれがある。さらに、温調ポットに凹凸が形成されていてもその温度は全体に均一であって予備ブロー成形時の冷却速度もプリフォーム全体に亘り均一となるため、上記の肉厚変化自体も得られないおそれがある。
【0011】
さらに、特許文献3での提案技術の適用を考えると、コールドパリソン方式は射出成形したプリフォームを室温まで冷却した後にブロー成形温度まで再度加熱するものであるため、熱エネルギー消費が多大になる上に、パリソン形成工程とブロー成形工程との間にパリソン保管のための設備が必要になる。このため、安定量産の効率性という観点からは改良の余地がある。
【0012】
本発明は、このような事情に鑑みてなされたものであり、その目的とするところは、中空成形品の周方向に対する壁肉厚を要求に応じて自由に修正又は調整した中空成形品をブロー成形により製造し得る製造方法であって、しかも、より安定的な量産に適した製造方法及びこれに用いる予備ブロー成形型を提供することにある。上記の壁肉厚の調整とは、より具体的には、扁平形状の中空成形品の周方向に対する壁肉厚を均一化したり、あるいは、周方向の所望の範囲を他とは異なる肉厚にしたり、ということである。
【課題を解決するための手段】
【0013】
上記目的を達成するために、第1の発明では、樹脂成形材料として熱可塑性樹脂を用い押出成形又は射出成形により円筒状樹脂溶融体である出発成形体を成形し、この成形に続いて出発成形体に対し予備温調を施した上で、最終成形体の外面形状に対応するキャビティ面を有する本ブロー成形金型に収容して本ブロー成形を施すことにより最終成形体を得る中空成形品の製造方法を対象にして次の特定事項を備えることとした。すなわち、上記予備温調として、所定の予備温調金型内に上記出発成形体を収容し予備ブロー成形して外表面をキャビティ面と接触させて熱交換させることにより偏温化した状態に温調された予備成形体に成形するようにする。その際、上記予備温調金型のキャビティ面の内、上記最終成形体において本来肉厚よりも薄肉化させたい周壁部位と周方向において対応する予備成形体の第1特定周壁部位が接触することになるキャビティ面を構成する第1金型壁部分の接触熱交換による熱収奪量を小設定にすることにより、上記予備成形体の第1特定周壁部位の外表面に薄皮固化層を形成しつつこの薄皮固化層を除く残りの肉部分の樹脂成形材料を上記本ブロー成形による内圧を受けたとき周方向に流動し得る程度に高温で低粘度の溶融状態に維持されるように予備温調する一方、上記最終成形体において本来肉厚よりも厚肉化させたい周壁部位と周方向に対応する上記予備成形体の第2特定周壁部位が接触することになるキャビティ面を構成する第2金型壁部分の接触熱交換による熱収奪量を大設定にすることにより、その予備成形体の第2特定周壁部位を構成する樹脂成形材料を低温で高粘度の溶融状態まで冷却するように予備温調することとする(請求項1)。
【0014】
本発明の場合、予備温調後の予備成形体の第1特定周壁部位が薄皮固化層を除き高温で低粘度の溶融状態とされ、第2特定周壁部位が低温で高粘度の溶融状態とされるため、本ブロー成形時には第1特定周壁部位を構成する樹脂成形材料が周方向、つまり第2特定周壁部位の側に流動しながら延伸されることになる。この結果、第1特定周壁部位に対応する最終成形体の周壁部位は相対的に薄肉に成形され、第2特定周壁部位に対応する最終成形体の周壁部位は相対的に厚肉に成形されることになる。これにより、最終成形体の外周面は真円形状であっても、その周壁の肉厚分布を周方向に対し自由に修正したり調整したりし得るようになる。
【0015】
第2の発明では、樹脂成形材料として熱可塑性樹脂を用い押出成形又は射出成形により円筒状樹脂溶融体である出発成形体を成形し、この成形に続いて出発成形体に対し予備温調を施した上で、最終成形体の外面形状に対応するキャビティ面を有する本ブロー成形金型に収容して本ブロー成形を施すことにより横断面が短径側と長径側とよりなる扁平形状の最終成形体を得る中空成形品の製造方法を対象として次の特定事項を備えることとした。すなわち、上記予備温調として、上記出発成形体と最終成形体との中間形状を有する予備成形体の外面形状に対応するキャビティ面を有する所定の予備温調金型内に上記出発成形体を収容し予備ブロー成形して外表面をキャビティ面と接触させて熱交換させることにより短径側と長径側とで偏温化した状態に温調された予備成形体に成形するようにする。その際、上記予備温調金型のキャビティ面の内、上記最終成形体において短径側となる周壁部位と対応する予備成形体の短径側周壁部位に接触することになるキャビティ面を構成する第1金型壁部分の熱交換による熱収奪量を小設定にすることにより、上記予備成形体の短径側周壁部位の外表面に薄皮固化層を形成しつつこの薄皮固化層を除く残りの肉部分の樹脂成形材料を上記本ブロー成形による内圧を受けたとき周方向に流動し得る程度に高温で低粘度の溶融状態に維持されるように予備温調する一方、上記最終成形体において長径側となる周壁部位と対応する上記予備成形体の長径側周壁部位に接触することになるキャビティ面を構成する第2金型壁部分の熱交換による熱収奪量を大設定にすることにより、その予備成形体の長径側周壁部位を構成する樹脂成形材料を低温で高粘度の溶融状態まで冷却するように予備温調することとする(請求項2)。
【0016】
本発明の場合、上記の予備温調をせずに、そのままブロー成形してしまうと、扁平形状であるが故に、最終成形体の短径側周壁部位が厚肉になり、長径側周壁部位が薄肉になるというように偏肉化してしまうという不都合の発生を回避することができるようになり、上記の如き予備温調を施した上で本ブロー成形することにより、最終成形体が扁平形状であっても短径側周壁部位の厚肉化を抑制すると同時に長径側周壁部位の薄肉化を抑制し、周方向に対する肉厚の均一化が図られることになる。すなわち、出発成形体内に予備ブローして周壁が外周側に膨らんで短径側周壁部位が予備温調型のキャビティ面に接触すると、接触熱交換によりその短径側周壁部位の外表面が冷却されて固化傾向となるものの、熱収奪量が小設定であるため早期に熱平衡に達してしまいそれ以上の冷却能が失われることになる。このため、予備成形体の短径側周壁部位では外表面側に薄皮の固化層が形成されるものの、残部は出発成形体の溶融状態に近い高温で低粘度の溶融状態に維持されることになる。その一方、短径側周壁部位がキャビティ面に接触してもなお延伸される予備成形体の長径側周壁部位は薄肉傾向となる上に、ついに接触したキャビティ面から大設定の熱収奪量を有する接触熱交換による冷却を受けて樹脂成形材料は低温で高粘度の溶融状態になる。このような予備成形体に対し本ブロー成形を施すと、内部から圧力を受けて外周側に膨らみ短径側周壁部位が本ブロー成形金型のキャビティ面に接触すると、高温で低粘度の樹脂成形材料が周方向両側、つまり長径側周壁部位の側に流動し始め、長径側周壁部位の樹脂成形材料として補給されることになる。これにより、周方向に対する肉厚の均一化が図られることになる。又、キャビティ面が第1金型壁部分又は第2金型壁部分により形成されているため、その壁部分を構成する金型形成金属材料を磨いてキャビティ面を平滑にすれば、鏡面転写も可能であり、透明で平滑な表面を有する中空成形品の製造も担保し得る。
【0017】
以上の製造方法にあっては、第1金型壁部分と、第2金型壁部分との接触熱交換による熱収奪量の大小設定を、第1金型壁部分に接触する予備成形体の特定周壁部位と、第2金型壁部分に接触する予備成形体の特定周壁部位との予備温調後における溶融状態での両樹脂成形材料の互いの温度差が10℃以上になるように設定することができる(請求項3)。これにより、本ブロー成形時に短径側周壁部位から長径側周壁部位への樹脂成形材料の流動化を実現させ得る、第1及び第2の金型壁部分の条件設定を、より具体的に設定し得ることになる。
【0018】
又、第3の発明では、樹脂成形材料として熱可塑性樹脂を用い押出成形又は射出成形により円筒状樹脂溶融体である出発成形体を成形し、この成形に続いて出発成形体に対し予備温調を施した上で、最終成形体の外面形状に対応するキャビティ面を有する本ブロー成形金型に収容して本ブロー成形を施すことにより横断面が短径側と長径側とよりなる扁平形状の最終成形体を得る中空成形品の製造方法における予備温調に用いる予備温調金型を対象にして次の特定事項を備えることとした。すなわち、上記出発成形体と最終成形体との中間形状を有する予備成形体の外面形状に対応する形状に形成されたキャビティ面であって、上記出発成形体の内部に予備ブローすることにより成形される予備成形体の外表面が接触し熱交換によりその樹脂成形材料から熱収奪することで予備成形体を短径側と長径側とで互いに異なる温調状態に偏温化させるキャビティ面を有するものとする。そして、上記キャビティ面の内、上記最終成形体において短径側となる周壁部位と対応する予備成形体の短径側周壁部位に接触することになるキャビティ面を構成する第1金型壁部分の接触熱交換による熱収奪量として、その接触熱交換によって上記予備成形体の短径側周壁部位の外表面に薄皮固化層が形成されつつこの薄皮固化層を除く残りの肉部分の樹脂成形材料が上記本ブロー成形による内圧を受けたとき周方向に流動し得る程度に高温で低粘度の溶融状態に維持されるように小設定とする一方、上記最終成形体において長径側となる周壁部位と対応する上記予備成形体の長径側周壁部位に接触することになるキャビティ面を構成する第2金型壁部分の接触熱交換による熱収奪量として、その接触熱交換によって上記予備成形体の長径側周壁部位を構成する樹脂成形材料が低温で高粘度の溶融状態まで冷却されるように大設定とすることとした(請求項4)。
【0019】
本発明の場合、第2の発明に用いる予備温調金型を特定し提供し得ることになり、これにより、第2の発明による作用を確実に得ることが可能になる。
【0020】
この予備温調型に係る本発明においては、上記熱交換による熱収奪量の設定にそれぞれ対応するように第1金型壁部分を薄肉に、上記第2金型壁部分を厚肉に形成することができる(請求項5)。上記の接触熱交換による熱収奪量の大小設定を肉厚の大小により実現させることを明確にしたものである。
【0021】
又、第1金型壁部分と、第2金型壁部分との熱交換による熱収奪量の大小設定を、第1金型壁部分に接触する予備成形体の短径側周壁部位と、第2金型壁部分に接触する予備成形体の長径側周壁部位との予備温調後における溶融状態での両樹脂成形材料の互いの温度差が10℃以上になるように設定することもできる(請求項6)。このようにすることにより、予備温調を施した予備成形体の短径側周壁部位の薄皮固化層を除く樹脂成形材料部分を、本ブローを受ければ確実に流動し得る状態にすることが可能になる。
【0022】
そして、第1金型壁部分の肉厚を0.5cmよりも薄肉範囲に設定することにより、上記の高温で低粘度下での流動の確実な実現や、上記の10℃以上の温度差の実現が図られる(請求項7)。
【0023】
さらに、第1金型壁部分のキャビティ面とは反対側に、断熱性を有する材料により形成されて第1金型壁部分を背後から補強する補強部材を一体に備えるようにしてもよい(請求項8)。これにより、予備ブローのエア圧等に耐えて長期間に亘る量産に適した予備温調金型を実現し得る。
【発明の効果】
【0024】
以上、説明したように、請求項1又は請求項3のブロー成形による中空成形品の製造方法によれば、例えば、最終成形体の外周面は真円形状であって通常ではブロー成形により最終成形体の周壁の本来肉厚が均一になる場合であっても、その周壁の肉厚分布を周方向に対し自由に修正したり調整したりすることができるようになる。
【0025】
請求項2又は請求項3のブロー成形による中空成形品の製造方法によれば、出発成形体の成形に引き続いて予備温調金型を用いた予備温調の実行によって、本ブロー成形を偏温化させた温調状態で行うことができるようになり、これにより、最終成形体が扁平形状であっても短径側周壁部位の厚肉化を抑制すると同時に長径側周壁部位の薄肉化を抑制することができ、周方向に対する肉厚の均一化を図ることができるようになる。これにより、扁平形状であるが故に、従来、最終成形体の短径側周壁部位が厚肉になり、長径側周壁部位が薄肉になるというように偏肉化してしまうという不都合の発生を確実に回避することができる。その上に、本ブロー成形前に予備温調工程を介在させるだけで、又、その予備温調工程も予備温調金型を用いて予備ブローするだけで実現させることができ、しかも従来の不都合の発生もなく安定的な量産体制に適した製造方法を提供することができる。
【0026】
請求項4〜請求項8のいずれかの予備温調金型によれば、上記の特に請求項2の製造方法を確実に実現してその作用効果を確実に得ることができるようになる。
【発明を実施するための最良の形態】
【0027】
以下、本発明の実施形態を図面に基づいて説明する。
【0028】
図1及び図2は、本発明の実施形態に係る製造方法において順次成形されて形状を変化させることになる各成形段階での成形体を示す。本実施形態においては、中空成形品(後述の最終成形体3)として扁平形状の点眼ボトルをブロー成形により製造する場合であって、その最終成形体3として周方向の壁肉厚が均一なものを製造する場合を示している。同図において、符号1は出発成形体としての円筒状樹脂溶融体であるプリフォーム(有底のパリソン)を、2は予備成形体を、3は最終成形体をそれぞれ示し、それぞれ上側の縦断面図と下側の横断面図とで対にして示している。
【0029】
上記プリフォーム1は横断面形状が真円の円筒状に形成され、最終成形体3は長径側周壁31,31間と短径側周壁32,32間との寸法比(長径/短径比)がほぼ2.5の長円状の扁平形状に形成され、予備成形体2は上記プリフォーム1と最終成形体3との間の中間形状(中間的な横断面形状)、例えば楕円形状に形成される。本製造方法においては、上記最終成形体3の長径側周壁31も短径側周壁32も共に同じ壁肉厚に形成することができ、上記予備成形体2の長径側周壁21,21は薄肉に、短径側周壁22,22は厚肉に形成されるようになっている。
【0030】
本製造方法は、射出成形型を用いてプリフォーム1を成形する射出成形工程と、予備温調金型を用いて上記プリフォーム1を所定の状態に温調しつつ予備成形体2に成形する予備温調工程と、本ブロー成形型を用いて予備成形体2を最終成形体3に成形する本ブロー成形工程とからなる。以下、射出ステーション(図3)、温調予備ブローステーション(図4)、本ブローステーション(図5)及び取り出しステーション(図6)の各図例に示される4ステーション式のインジェクションブロー設備を参照しつつ上記の各工程を説明する。
【0031】
射出成形工程は図3に示す射出ステーションにおいて実施される。まず、射出成形型を構成するキャビティ金型101、リップ型102及びコア103を互いに嵌め合わせて型締めする(ステップa)。次に、図外において熱可塑性樹脂材料を混練・溶融し、溶融樹脂をホットランナーノズル104から型締めされたキャビティ内に射出してプリフォーム1(図1,図2参照)を形成する(ステップb)。そして、上記のキャビティ金型101、リップ型102及びコア103を型開きすると、プリフォーム1がその口部11(図1参照)においてリップ型102により保持された状態で取り出される(ステップc)。このリップ型102は、例えば回転作動により上記の4つのステーション間を移動可能となっており、上記口部11を保持したままリップ型102を移動させることにより、射出成形工程から、予備温調工程、本ブロー成形工程及び最後の取り出しに至るまでの各工程を連続して実行し得るようになっている。
【0032】
上記の熱可塑性樹脂材料としては、ポリエチレンテレフタレート(PET)、ポリプロピレン(PP)、低密度ポリエチレン(PE−LD)、高密度ポリエチレン(PE−HD)、ポリアリレート(PAR)、ポリカーボネート(PC)、ポリエチレンナフタレート(PEN)、又は、シクロオレフィンポリマー(COP)等が用いられる。
【0033】
予備温調工程は、図4に示すように上記の射出成形工程終了後のリップ型102を移動させることにより、プリフォーム1を温調予備ブローステーションまで移動させた上で実行される。まず、左右に分割されて型開き状態の予備温調金型201のキャビティ内に上記プリフォーム1を収容し、エア吹き込み管を兼ねる延伸ロッド202をプリフォーム1内に挿入して型締めを行う(ステップd,e)。なお、上記予備温調金型201については後に詳細に説明する。次に、上記延伸ロッド202を下降させてプリフォーム1の内部底面を押して下方に予備延伸してそのまま押さえ込むか、又は、予備延伸が不要の場合にはプリフォーム1の内部底面を押さえ込んで保持した状態で(ステップf)、延伸ロッド202の周囲からエアをプリフォーム1内に吹き込んで予備ブロー成形を行う(ステップg)。この予備ブローにより、プリフォーム1の周壁12(図1参照)が外周側に膨出されて予備温調金型201のキャビティ面に密着し、所定の温調が行われ、予備成形体2が成形される。そして、上記予備温調金型201を左右に開いて型開きし、リップ型102を予備温調金型201から分離させることにより、予備成形体2を離型させる(ステップh)。この予備温調工程では、射出成形工程から高温のまま移送したプリフォーム1に対し上記の予備温調金型201を用いて熱交換による冷却温調を施して、次工程の本ブロー成形工程のための所定の偏温化した状態の温調を行うようにしている。
【0034】
本ブロー成形工程は、図5に示すように上記の終了後のリップ型102を移動させることにより、予備成形体2を本ブローステーションまで移動させた上で実行される。まず、左右に分割されて型開き状態の本ブロー成形金型301のキャビティ内に上記予備成形体2を収容し、エア吹き込み管を兼ねる延伸ロッド302を予備成形体2内に挿入して型締めを行う(ステップi,j)。上記延伸ロッド302を下降させて予備成形体2の内部底面を押して下方に底壁20(図1参照)を延伸させてそのまま押し付ける(ステップk)。その状態で延伸ロッド302の周囲からエアを予備成形体2内に吹き込んで本ブロー成形を行う(ステップl)。この本ブロー成形により、予備成形体2の周壁部分21,22(図1参照)が外周側に膨出されて本ブロー成形金型301のキャビティ面に密着し、これにより、最終成形体3の成形が行われる。そして、上記の本ブロー成形金型301を左右に開いて型開きし、リップ型102を本ブロー成形金型301から分離させることにより、最終成形体3を本ブロー成形金型301から離型させる(ステップm)。
【0035】
この最終成形体3を把持したリップ型102を図6に示すように取り出しステーションまで移動させ、この取り出しステーションにおいて、リップ型102を左右に開き押し杆401を下降させて押し出すことにより最終成形体3を製品として取り出す(ステップn,p)。
【0036】
なお、図4又は図5においては、上記の予備温調金型201や本ブロー成形金型301が型開きする分割方向について、図示の関係上、実際とは90度異なる方向に分割されて型開きするように図示しているが、実際には予備成形体2又は最終成形体3の短径方向を横切るように分割されて型開きするようになっている。
【0037】
次に、上記の予備温調工程において用いる予備温調金型201について図7及び図8を参照しつつ詳細に説明する。予備温調金型201は一対の半割金型203,203を備え、一対の半割金型203,203の相対向面204,204にそれぞれ形成された凹所によって予備成形体2の外面形状を定義するキャビティ面205が構成されている。このキャビティ面205はその全面が上記半割金型203,203を構成する金属材料により形成されたもので比較的良好な熱伝導性を有している。そして、上記キャビティ面205の短径側の領域を構成する短径側壁部分(第1金型壁部分)206,206が所定の薄肉厚(例えばt=1.5mm)に形成される一方、長径側の領域を構成する長径側壁部分(第2金型壁部分)207,207,…が厚肉に形成されかつその壁部分207に金型冷却用の温調回路208,208,…が配設されて各温調回路208に冷却温調用の媒体が通されるようになっている。上記の短径側壁部分206,206のキャビティ面205とは反対側には、その短径側壁部分206,206を補強するための補強部材210,210が密着して固定されている。この補強部材210は、上記の短径側壁部分206がかなり薄肉のものとなるため、その短径側壁部分206を背後から支持して剛性を補うために固定されるものではあり、上記短径側壁部分206,206の剛性がもてば、上記の補強部材210,210を省略することができる。又、後述の如く熱収奪量を低く抑制するために短径側壁部分206を薄肉に設定しているのであり、このため、上記補強部材210を設置する場合には、その補強部材210の存在により熱収奪に影響しないように補強部材210は断熱材料により形成することが好ましい。
【0038】
要するに、上記の予備温調工程においては、かかる予備温調金型201を用いることにより、扁平形状であるが故に最終成形体3において壁肉厚が厚肉化傾向となる短径側周壁32,32(図2(a)参照)を形成することになる予備成形体2の短径側周壁22,22を高温に維持して低粘度溶融状態にする一方、最終成形体3において壁肉厚が薄肉化傾向となる長径側周壁31,31を形成することになる予備成形体2の長径側周壁21,21を低温に温調して高粘度溶融状態にするようにしている。これを実現させるために、予備温調金型201において短径側周壁22,22を成形するキャビティ面205を構成する短径側壁部分206,206を薄肉にしてプリフォーム1の周壁部分12aからの熱交換による熱収奪を低く抑制する一方、長径側周壁21,21を成形するキャビティ面205を構成する長径側壁部分207,207,…を厚肉にしかつ金型冷却用の温調回路208を配設して熱交換による熱収奪が高くなるようにしている。
【0039】
そして、予備ブロー(延伸ロッド202からのエアブロー)の実施により内圧を受けたプリフォーム1が外周側に均等に膨出していくと、まず、上記短径側壁部分206,206に臨む側のプリフォーム1の外周面がその壁部分206に接触して押し付けられ、この短径側壁部分206との熱交換により接触したプリフォーム1の周壁部分12aの外周面が冷却される。この周壁部分12aは予備ブロー開始後早期に、つまり極めて小さいブロー比範囲で短径側壁部分206,206に接触することになるため、予備成形体2の短径側周壁22,22は上記の周壁12aに近い比較的厚肉のまま残ることになる。一方、周壁部分12aが接触した後も、長径側壁部分207,207,…に臨む側のプリフォーム1の周壁部分12bは肉厚を減じながらさらに膨出していき、ついにその外周面が長径側壁部分207,207,…に接触して押し付けられて熱交換により冷却されることになる。このため、予備成形体2の長径側周壁21,21はかなり大きいブロー比範囲で延ばされるため、上記短径側周壁22,22と比してかなり薄肉となって冷却温調を受けることになる。
【0040】
他方、短径側壁部分206,206との接触により成形される短径側周壁22,22は上記の接触による熱交換により冷却されてその外表面から固化が始まるものの、短径側壁部分206,206が薄肉厚であるため、熱交換による熱収奪が早期に飽和に達してしまい、つまり熱交換による熱収奪量が薄肉厚に対応して少ないため短径側壁部分206,206によるそれ以上の冷却能はもはやなくなる。このため、上記の予備温調金型201を用いたの実行により成形される予備成形体2において、その周方向に対し次のような偏温化を実現させることができる。上記の短径側周壁22,22は、その外表面に薄皮の固化層が形成された状態で厚肉のまま残るものの、その厚肉の内の薄皮固化層を除いた他の部分は上記の如く高い保有熱を維持して低粘度の溶融状態に維持される。その一方、上記の長径側周壁21,21は、延伸により短径側周壁22,22に比してかなり薄肉となり、かつ、冷却温調により低温状態(保有熱が低く下げられた状態)になって薄肉厚の長径側周壁21,21の全体が高粘度の溶融状態となる。
【0041】
そして、このような予備成形体2が本ブロー成形金型301(図2(b)参照)のキャビティ303内に収容されて本ブロー成形(予備成形体2内へのエアブロー)が実施されると、まず、短径側周壁22,22の外表面が本ブロー成形金型301のキャビティ面304,304に接触してその薄皮固化層側から内側に冷却が進む一方、内側の厚肉の高い保有熱を維持して低粘度溶融状態にある肉部分が両側の長径側に流動する。そして、長径側周壁21,21がなおもエアブローを受けて長径側に延伸されその外表面が長径側のキャビティ面305,305に接触することになる。この際、図2(b)に本ブロー成形により周方向に延伸途中の成形体5の横断面形状を実線で示すように、長径側周壁21,21の延伸に伴い長径側周壁21,21は薄肉化傾向となりつつも(同図の符号501,501参照)、上記の短径側からの肉部分の流動を連続して受けて材料が補填される(同図の符号502,502,…参照)。以上により、最終成形体3の短径側周壁32,32は上記の薄皮固化層に加えて冷却の進行により残った肉部分との肉厚となる一方、長径側周壁31,31は上記の肉(樹脂材料)の補填を受けてさほどの薄肉にはならない肉厚となり、短径側周壁32,32と長径側周壁31,31との間の肉厚差を可及的に少なくして両者の肉厚をほぼ均一化させた最終成形体3を成形することができる。
【0042】
次に、以上のような本発明における温調・予備ブロー成形のための金型や、その短径側壁部分206,206として、本発明による作用効果を得るに必要な仕様について、より定量的な指標を得るべく検討する。この検討として、図7及び図8の予備ブロー成形型の予備温調金型201(以下のシミュレーションにおいて単に「金型」という)を用いて予備温調工程を実施してプリフォーム1から予備成形体2を成形した時点での短径側壁部分206,206と、長径側壁部分207,207との両者の温度差がどのような状況になるかについて、各壁部分206,207の肉厚を変化させてシミュレーションした。ここで、上記の温度差とは、熱交換により平衡に達した両温度の差であり、予備成形体2の短径側周壁22,22と、長径側周壁21,21との両者の温度差を表すものといえる。
【0043】
上記シミュレーションの前提条件として、樹脂成形材料をPET(ポリエチレンテレフタレート)とし、この樹脂成形材料、金型形成材料、及び、予備ブロー成形条件を次のように設定した。
【0044】
樹脂成形材料:PET(ポリエチレンテレフタレート)
比熱Xp=0.40(cal/g・℃),密度Yp=1.40(g/cm3)
単位体積当たりの比熱XYp=Xp×Yp=0.560(cal/ cm3・℃)
金型形成材料:Fe
比熱Xk=0.12(cal/g・℃),密度Yk=7.85(g/cm3)
単位体積当たりの比熱XYk=Xk×Yk=0.942(cal/ cm3・℃)
樹脂成形材料(PET)から金型形成材料(Fe)への熱伝導率:λ=0.3(J/sec)
予備ブロー成形直前のプリフォーム2の周壁厚さ:0.25(cm)
予備ブロー成形直前のプリフォーム2の温度:200(℃)
予備ブロー成形直前の金型201の温度:60(℃)
金型の短径側壁部分206の肉厚:Bs=0.1,0.15,0.2,0.3,…以下0.1刻みで3.0(cm)まで変化
金型の長径側壁部分207の肉厚:Bc=1.0,1.5,2.0,2.5,…以下0.5刻みで16.0(cm)まで変化
予備ブローの時間:t=3(sec)
以上の前提条件下で、予備ブロー成形の実行によりプリフォーム1が予備成形体2に成形され、この予備ブロー後の予備成形体2から金型201へ移行する熱量(金型201により収奪される熱量)Htをまず求めると、樹脂成形材料の熱伝導率λと予備ブロー時間tとから、
Ht=λ×t=0.3×3=0.9(J)
1(J;ジュール)=4.2(cal)であるため、単位を変換すると、
Ht=0.9×4.2=3.78(cal)
この熱量Htが移動による金型201の短径側壁部分206と長径側壁部分207とのそれぞれの温度上昇Zs,Zcは、上記の単位単位体積当たりの比熱XYkと、それぞれの肉厚Bs,Bcとに基づいて、
Zs=Ht/(XYk・Bs) …(1)
Zc=Ht/(XYk・Bc) …(2)
により得られる。ここで、Bs<Bcであるため、Zs>Zcとなる。
【0045】
例えば、Bs=0.15(cm),Bc=3.0(cm)とすると 、(1)式よりZs=26.75(℃/cm2)となり、同様に(2)式よりZc=1.34(℃/cm2)となって、その温度差は25.41(℃/cm2)となる。そして、元々の金型温度は60℃であるため、短径側壁部分206は86.75(℃/cm2)、長径側壁部分207は61.34(℃/cm2)となる。これは、予備ブロー成形によって、短径側壁部分206に接触している予備成形体2の短径側周壁22が86.75(℃/cm2)と高温溶融状態(高い保有熱)に温調される一方、長径側壁部分207に接触している長径側周壁21が61.34(℃/cm2)と低温溶融状態(低い保有熱)に温調されたことを表している。
【0046】
上記の(1)式及び(2)式を用いて、短径側壁部分206と長径側壁部分207との温度差Tは、
T=Zs−Zc=(Ht/XYk)・{(1/Bs)−(1/Bc)} …(3)
により表されることになる。
【0047】
図9には(3)式を用いて金型の長径側壁部分207の肉厚Bcを3.0(cm)に固定し短径側壁部分206の肉厚Bsを上記の前提条件の如く変化させた場合の上記温度差Tの変化状況を、図10には同様に(3)式を用いて金型の短径側壁部分206の肉厚Bsを0.15(cm)に固定し長径側壁部分20の肉厚Bcを上記の前提条件の如く変化させた場合の上記温度差Tの変化状況を、それぞれ示している。
【0048】
図9を見ると、短径側壁部分206の肉厚Bsが1cmよりも薄肉側、中でも0.5cmよりも薄肉側の範囲ではほぼ6℃〜40℃程度の大きな温度差を生じかつ僅かな薄肉側への変化が極めて大きな温度差の変化となって表れるものの、1cmよりも厚肉側の範囲ではほぼ2.5℃よりも小さな温度差に止まりかつその温度差の変化も乏しいものになっている。他方、図10の長径側壁部分207の肉厚Bcについては1.0cm〜16.0cmと大きく変化させても、温度差はほぼ23℃〜26℃の範囲で変化し、3.0cm程度よりも分厚い範囲ではいくら分厚くしても温度差の変化としてはほぼ1℃程度と殆ど変化しないものになっている。
【0049】
ここで、図11の樹脂成形材料であるPETの引張降伏強度の温度依存性についての関係図において、ブロー成形(延伸ブロー成形)における樹脂成形材料を流動させる温度としては80℃〜110℃が採用されることになる。かかる温度依存性を見ると、例えば10℃の温度差があると、その温度差を有する両温度値での樹脂成形材料の伸び特性(粘度)が変わりその流動性に差が生じる筈である。
【0050】
そこで、によってその終了段階で予備成形体2の短径側周壁22と、長径側周壁21との両者間に10℃の温度差がつくように温調(偏温化温調)することができれば、つまり短径側周壁22が長径側周壁21よりも10℃高いという温度差に相当する保有熱を有し粘度に差が生じるように偏温化温調することができれば、本ブロー成形工程において短径側周壁22から長径側周壁21への肉部分の流動により最終成形体3の長径側周壁31の薄肉化を抑制して短径側周壁32とほぼ均一な肉厚にすることができると考えられる。
【0051】
上記の如き10℃の温度差を実現し得る肉厚設定としては、上記金型の長径側壁部分207の肉厚を3.0cmに設定すると、短径側壁部分206の肉厚は図9よりほぼ0.4cmとなる。このため、短径側壁部分206の肉厚を0.4cm以下に設定すれば、10℃以上の温度差を実現させることができ、本発明の作用効果を得ることができると言える。このような10℃の温度差を実現させ得る短径側壁部分206の肉厚としては0.4cmとなるものの、これは特定の樹脂成形材料(PET)を前提として導いたものであり、他の樹脂成形材料をも含めて考慮すれば、短径側壁部分206の肉厚は0.5cm以下に設定すればよいと考えられる。
【0052】
<他の実施形態>
なお、本発明は上記実施形態に限定されるものではなく、その他種々の実施形態を包含するものである。すなわち、上記実施形態では、横断面形状が扁平形状のボトルにおいて厚肉傾向となる短径側を薄肉化させ薄肉傾向となる長径側を厚肉化させるための手段として本発明を適用し、これにより、扁平形状のボトルにおいてその周壁を均肉化(肉厚の均一化)させるようにしているが、これに限らず、例えば横断面形状が真円形状であって本来は周壁に肉厚の不均一は生じないようなボトル、つまり本来肉厚は周方向に対し均一になるようなブロー成形ボトルを対象にして、周方向の所望の部位を他の部位よりも厚肉にしたり逆に薄肉にしたりするために本発明を適用するようにしてもよい。
【0053】
例えば図12に示すように外周面が真円形状の最終成形体5として、周方向の領域R1,R3に対応する周壁部分501,501を薄肉にし、領域R2,R4に対応する周壁部分502,502を厚肉にしたものを得るために、本発明を適用してもよい。
【0054】
又、上記実施形態では射出成形したプリフォームを出発成形体としているが、これに限らず、押出成形により形成したパリソンを出発成形体として本発明を適用してもよい。
【0055】
上記実施形態では延伸ロッドにより底壁の下方への延伸を行う場合について説明したが、かかる底壁の延伸を伴わないブロー成形に本発明を適用してもよい。
【0056】
さらに、上記実施形態では予備成形体2及び予備温調金型のキャビティ形状として楕円状のものを示したが、これに限らず、プリフォーム1の円形と、最終成形体3の扁平形状との間の中間形状であればよく、例えば矩形状のものや、長円形状のものでもよい。
【実施例1】
【0057】
図1〜図8に示す実施形態によって成形されたボトル(本実施形態による最終成形体)と、図7及び図8に示す予備温調金型201,201ではなくて、その補強部材210が配設された部分の全てを短径側壁部分206,206と一体の短径側壁部分にしたものを用いて単なる予備温調を施した上で本ブロー成形したボトル(比較成形法による最終成形体)とについて、両者の周壁の肉厚を測定してその肉厚分布を比較した。本実施形態によるボトル及び比較成形法によるボトルとして、それぞれナンバー1〜5の5検体ずつ成形して、比較した。予備温調金型が異なる点を除き、その他の成形条件(プリフォーム成形、予備ブロー成形及び本ブロー成形のそれぞれの型温度や、エアブロー時間・圧力等)は同一に設定した。つまり、本発明による予備温調金型を用いて偏温化温調したボトルと、偏温化温調を行わない比較成形法によるボトルとの対比を行った。以下、本実施形態による場合を「偏温化温調有り」とも言い、比較成形法による場合を「偏温化温調無し」とも言うものとする。
【0058】
上記ボトルの短径部位での縦断面寸法を図13(a)に、横断面での12カ所の肉厚測定ポイントt1〜t12の位置を図13(b)にそれぞれ示す。図13(a)及び図13(b)に表示した数字はそれぞれ寸法値を示し、その単位はmmである。
【0059】
比較成形法による5検体の各最終成形体における測定ポイントt1〜t12の肉厚測定結果を図14に、本実施形態による5検体の各最終成形体における測定ポイントt1〜t12の肉厚測定結果を図15に、各測定ポイントt1〜t12での肉厚平均値の分布をグラフにより比較表示したものを図16にそれぞれ示す。
【0060】
以上の肉厚分布の比較は図16を見れば明らかなように、本実施形態の予備ブロー成形型を用いて偏温化温調を施す場合には、短径側肉厚t1,t2,t6〜t8,t12と、長径側肉厚t3〜t5,t9〜t11との肉厚差が0.1mm程度に収まっているのに対し、上記の如き偏温化温調を施さない比較成形法の場合には、同肉厚差が1.0mm以上(最大で1.3mm程度)と極めて大きいものであった。これにより、本実施形態の偏温化温調を施すことにより、扁平形状のボトルにおいてその短径側周壁と長径側周壁との肉厚差の発生をほぼなくすことができ、その周壁の肉厚をほぼ均一化することができる。
【実施例2】
【0061】
上記の本実施形態による5つの検体と、比較成形法による5つの検体とを用い、内部に密封状態で充填した液体から壁を透過して外部へ蒸散される水蒸気透過量について測定・比較を行った。これは、最終成形体であるボトルを例えば内部に点眼薬が充填される点眼容器として用いる場合のバリア性能を検証するものである。
【0062】
図17に偏温化温調を施す本実施形態により成形された検体の場合の測定結果を、図18に偏温化温調を施さない比較成形法により成形された検体の場合の測定結果を、図19に偏温化温調有りと偏温化温調無しの両ケースの平均値を用いて比較結果をグラフにより表したものを、それぞれ示す。図17又は図18において、上半部に、液体を充填した状態での検体の初期重量、及び、1,2,3,4週間経過後の重量を表示し、下半部に、同時期における減量分の重量(蒸散減量重量)、すなわち、水蒸気透過量を表示している。
【0063】
以上の測定結果及び比較結果を見れば、当初の1週間経過時点では偏温化温調を施した本実施形態によるボトルの水蒸気透過量は偏温化温調を施していないボトルに比べ5%減となり、徐々にその減分が増加して4週間経過時点では10%以上の減となっている。つまり、偏温化温調を施した本実施形態によるボトルの方が水蒸気透過量を減らすことができ、バリア性能を向上させることができる。
【図面の簡単な説明】
【0064】
【図1】本発明の実施形態の各成形段階で成形されるプリフォーム、予備成形体及び最終成形体の縦断面形状及び横断面形状を対にして示す断面説明図である。
【図2】同じく各成形段階での横断面形状の変化の状況を示す断面説明図であり、図2(a)はプリフォーム、予備成形体及び最終成形体を示し、図2(b)は予備成形体、本ブロー成形途中段階の成形体及び最終成形体を示す。
【図3】射出ステーションでの射出成形工程の各ステップを示す断面説明図である。
【図4】温調予備ブローステーションでの各ステップを示す断面説明図である。
【図5】本ブローステーションでの本ブロー成形工程の各ステップを示す断面説明図である。
【図6】取り出しステーションでの最終成形体の取り出し工程の各ステップを示す断面説明図である。
【図7】予備温調金型の縦断面説明図である。
【図8】図7のA−A線における拡大断面説明図である。
【図9】短径側壁部分の肉厚と、温度差との関係図である。
【図10】長径側壁部分の肉厚と、温度差との関係図である。
【図11】樹脂成形材料(PET)における引張降伏強度と温度の関係図である。
【図12】他の実施形態により成形された最終成形体の横断面形状を示す断面説明図である。
【図13】肉厚分布について比較測定試験を行った対象のボトル形状・寸法や測定位置を示す図であり、図13(a)は短径方向の縦断面説明図を示し、図13(b)は横断面説明図を示す。
【図14】比較成形法による最終成形体の肉厚測定結果を示す表である。
【図15】本実施形態による最終成形体の肉厚測定結果を示す表である。
【図16】図14及び図15の肉厚測定結果の平均値を用いて測定ポイント毎に対比して示すグラフである。
【図17】本実施形態による最終成形体(ボトル)の水蒸気透過量測定結果を示す表である。
【図18】比較成形法による最終成形体(ボトル)の水蒸気透過量測定結果を示す表である。
【図19】図17及び図18の水蒸気透過量測定結果の平均値を用いて期間経過時点毎に対比して示すグラフである。
【符号の説明】
【0065】
1 プリフォーム(出発成形体)
2 予備成形体
3 最終成形体
21 予備成形体の長径側周壁
22 予備成形体の短径側周壁
201 予備温調金型
205 予備温調金型のキャビティ面
206 短径側壁部分(第1金型壁部分)
207 長径側壁部分(第2金型壁部分)
210 補強部材
Bs 短径側壁部分の肉厚
【特許請求の範囲】
【請求項1】
樹脂成形材料として熱可塑性樹脂を用い押出成形又は射出成形により円筒状樹脂溶融体である出発成形体を成形し、この成形に続いて出発成形体に対し予備温調を施した上で、最終成形体の外面形状に対応するキャビティ面を有する本ブロー成形金型に収容して本ブロー成形を施すことにより最終成形体を得る中空成形品の製造方法であって、
上記予備温調として、所定の予備温調金型内に上記出発成形体を収容し予備ブロー成形して外表面をキャビティ面と接触させて熱交換させることにより偏温化した状態に温調された予備成形体に成形するようにし、
上記予備温調金型のキャビティ面の内、上記最終成形体において本来肉厚よりも薄肉化させたい周壁部位と周方向において対応する予備成形体の第1特定周壁部位が接触することになるキャビティ面を構成する第1金型壁部分の接触熱交換による熱収奪量を小設定にすることにより、上記予備成形体の第1特定周壁部位の外表面に薄皮固化層を形成しつつこの薄皮固化層を除く残りの肉部分の樹脂成形材料を上記本ブロー成形による内圧を受けたとき周方向に流動し得る程度に高温で低粘度の溶融状態に維持されるように予備温調する一方、上記最終成形体において本来肉厚よりも厚肉化させたい周壁部位と周方向に対応する上記予備成形体の第2特定周壁部位が接触することになるキャビティ面を構成する第2金型壁部分の接触熱交換による熱収奪量を大設定にすることにより、その予備成形体の第2特定周壁部位を構成する樹脂成形材料を低温で高粘度の溶融状態まで冷却するように予備温調する
ことを特徴とするブロー成形による中空成形品の製造方法。
【請求項2】
樹脂成形材料として熱可塑性樹脂を用い押出成形又は射出成形により円筒状樹脂溶融体である出発成形体を成形し、この成形に続いて出発成形体に対し予備温調を施した上で、最終成形体の外面形状に対応するキャビティ面を有する本ブロー成形金型に収容して本ブロー成形を施すことにより横断面が短径側と長径側とよりなる扁平形状の最終成形体を得る中空成形品の製造方法であって、
上記予備温調として、上記出発成形体と最終成形体との中間形状を有する予備成形体の外面形状に対応するキャビティ面を有する所定の予備温調金型内に上記出発成形体を収容し予備ブロー成形して外表面をキャビティ面と接触させて熱交換させることにより短径側と長径側とで偏温化した状態に温調された予備成形体に成形するようにし、
上記予備温調金型のキャビティ面の内、上記最終成形体において短径側となる周壁部位と対応する予備成形体の短径側周壁部位が接触することになるキャビティ面を構成する第1金型壁部分の接触熱交換による熱収奪量を小設定にすることにより、上記予備成形体の短径側周壁部位の外表面に薄皮固化層を形成しつつこの薄皮固化層を除く残りの肉部分の樹脂成形材料を上記本ブロー成形による内圧を受けたとき周方向に流動し得る程度に高温で低粘度の溶融状態に維持されるように予備温調する一方、上記最終成形体において長径側となる周壁部位と対応する上記予備成形体の長径側周壁部位が接触することになるキャビティ面を構成する第2金型壁部分の接触熱交換による熱収奪量を大設定にすることにより、その予備成形体の長径側周壁部位を構成する樹脂成形材料を低温で高粘度の溶融状態まで冷却するように予備温調する
ことを特徴とするブロー成形による中空成形品の製造方法。
【請求項3】
請求項1又は請求項2に記載のブロー成形による中空成形品の製造方法であって、
第1金型壁部分と、第2金型壁部分との接触熱交換による熱収奪量の大小設定を、第1金型壁部分に接触する予備成形体の周壁部位と、第2金型壁部分に接触する予備成形体の周壁部位との予備温調後における溶融状態での両樹脂成形材料の互いの温度差が10℃以上になるように設定する、ブロー成形による中空成形品の製造方法。
【請求項4】
樹脂成形材料として熱可塑性樹脂を用い押出成形又は射出成形により円筒状樹脂溶融体である出発成形体を成形し、この成形に続いて出発成形体に対し予備温調を施した上で、最終成形体の外面形状に対応するキャビティ面を有する本ブロー成形金型に収容して本ブロー成形を施すことにより横断面が短径側と長径側とよりなる扁平形状の最終成形体を得る中空成形品の製造方法における予備温調に用いる予備温調金型であって、
上記出発成形体と最終成形体との中間形状を有する予備成形体の外面形状に対応する形状に形成されたキャビティ面であって、上記出発成形体の内部に予備ブローすることにより成形される予備成形体の外表面が接触し熱交換によりその樹脂成形材料から熱収奪することで予備成形体を短径側と長径側とで互いに異なる温調状態に偏温化させるキャビティ面を有し、
上記キャビティ面の内、上記最終成形体において短径側となる周壁部位と対応する予備成形体の短径側周壁部位が接触することになるキャビティ面を構成する第1金型壁部分の接触熱交換による熱収奪量として、その接触熱交換によって上記予備成形体の短径側周壁部位の外表面に薄皮固化層が形成されつつこの薄皮固化層を除く残りの肉部分の樹脂成形材料が上記本ブロー成形による内圧を受けたとき周方向に流動し得る程度に高温で低粘度の溶融状態に維持されるように小設定とされる一方、上記最終成形体において長径側となる周壁部位と対応する上記予備成形体の長径側周壁部位が接触することになるキャビティ面を構成する第2金型壁部分の接触熱交換による熱収奪量として、その接触熱交換によって上記予備成形体の長径側周壁部位を構成する樹脂成形材料が低温で高粘度の溶融状態まで冷却されるように大設定とされている
ことを特徴とするブロー成形による中空成形品の製造方法における予備温調に用いる予備温調金型。
【請求項5】
請求項4に記載のブロー成形による中空成形品の製造方法における予備温調に用いる予備温調金型であって、
上記熱交換による熱収奪量の設定にそれぞれ対応するように第1金型壁部分が薄肉に、上記第2金型壁部分が厚肉に形成されている、ブロー成形による中空成形品の製造方法における予備温調に用いる予備温調金型。
【請求項6】
請求項4又は請求項5に記載のブロー成形による中空成形品の製造方法における予備温調に用いる予備温調金型であって、
第1金型壁部分と、第2金型壁部分との熱交換による熱収奪量の大小設定は、第1金型壁部分に接触する予備成形体の短径側周壁部位と、第2金型壁部分に接触する予備成形体の長径側周壁部位との予備温調後における溶融状態での両樹脂成形材料の互いの温度差が10℃以上になるように設定されている、ブロー成形による中空成形品の製造方法における予備温調に用いる予備温調金型。
【請求項7】
請求項4〜請求項6のいずれかに記載のブロー成形による中空成形品の製造方法における予備温調に用いる予備温調金型であって、
第1金型壁部分の肉厚が0.5cmよりも薄肉範囲に設定されている、ブロー成形による中空成形品の製造方法における予備温調に用いる予備温調金型。
【請求項8】
請求項4〜請求項7のいずれかに記載のブロー成形による中空成形品の製造方法における予備温調に用いる予備温調金型であって、
第1金型壁部分のキャビティ面とは反対側には、断熱性を有する材料により形成されて第1金型壁部分を背後から補強する補強部材を一体に備えている、ブロー成形による中空成形品の製造方法における予備温調に用いる予備温調金型。
【請求項1】
樹脂成形材料として熱可塑性樹脂を用い押出成形又は射出成形により円筒状樹脂溶融体である出発成形体を成形し、この成形に続いて出発成形体に対し予備温調を施した上で、最終成形体の外面形状に対応するキャビティ面を有する本ブロー成形金型に収容して本ブロー成形を施すことにより最終成形体を得る中空成形品の製造方法であって、
上記予備温調として、所定の予備温調金型内に上記出発成形体を収容し予備ブロー成形して外表面をキャビティ面と接触させて熱交換させることにより偏温化した状態に温調された予備成形体に成形するようにし、
上記予備温調金型のキャビティ面の内、上記最終成形体において本来肉厚よりも薄肉化させたい周壁部位と周方向において対応する予備成形体の第1特定周壁部位が接触することになるキャビティ面を構成する第1金型壁部分の接触熱交換による熱収奪量を小設定にすることにより、上記予備成形体の第1特定周壁部位の外表面に薄皮固化層を形成しつつこの薄皮固化層を除く残りの肉部分の樹脂成形材料を上記本ブロー成形による内圧を受けたとき周方向に流動し得る程度に高温で低粘度の溶融状態に維持されるように予備温調する一方、上記最終成形体において本来肉厚よりも厚肉化させたい周壁部位と周方向に対応する上記予備成形体の第2特定周壁部位が接触することになるキャビティ面を構成する第2金型壁部分の接触熱交換による熱収奪量を大設定にすることにより、その予備成形体の第2特定周壁部位を構成する樹脂成形材料を低温で高粘度の溶融状態まで冷却するように予備温調する
ことを特徴とするブロー成形による中空成形品の製造方法。
【請求項2】
樹脂成形材料として熱可塑性樹脂を用い押出成形又は射出成形により円筒状樹脂溶融体である出発成形体を成形し、この成形に続いて出発成形体に対し予備温調を施した上で、最終成形体の外面形状に対応するキャビティ面を有する本ブロー成形金型に収容して本ブロー成形を施すことにより横断面が短径側と長径側とよりなる扁平形状の最終成形体を得る中空成形品の製造方法であって、
上記予備温調として、上記出発成形体と最終成形体との中間形状を有する予備成形体の外面形状に対応するキャビティ面を有する所定の予備温調金型内に上記出発成形体を収容し予備ブロー成形して外表面をキャビティ面と接触させて熱交換させることにより短径側と長径側とで偏温化した状態に温調された予備成形体に成形するようにし、
上記予備温調金型のキャビティ面の内、上記最終成形体において短径側となる周壁部位と対応する予備成形体の短径側周壁部位が接触することになるキャビティ面を構成する第1金型壁部分の接触熱交換による熱収奪量を小設定にすることにより、上記予備成形体の短径側周壁部位の外表面に薄皮固化層を形成しつつこの薄皮固化層を除く残りの肉部分の樹脂成形材料を上記本ブロー成形による内圧を受けたとき周方向に流動し得る程度に高温で低粘度の溶融状態に維持されるように予備温調する一方、上記最終成形体において長径側となる周壁部位と対応する上記予備成形体の長径側周壁部位が接触することになるキャビティ面を構成する第2金型壁部分の接触熱交換による熱収奪量を大設定にすることにより、その予備成形体の長径側周壁部位を構成する樹脂成形材料を低温で高粘度の溶融状態まで冷却するように予備温調する
ことを特徴とするブロー成形による中空成形品の製造方法。
【請求項3】
請求項1又は請求項2に記載のブロー成形による中空成形品の製造方法であって、
第1金型壁部分と、第2金型壁部分との接触熱交換による熱収奪量の大小設定を、第1金型壁部分に接触する予備成形体の周壁部位と、第2金型壁部分に接触する予備成形体の周壁部位との予備温調後における溶融状態での両樹脂成形材料の互いの温度差が10℃以上になるように設定する、ブロー成形による中空成形品の製造方法。
【請求項4】
樹脂成形材料として熱可塑性樹脂を用い押出成形又は射出成形により円筒状樹脂溶融体である出発成形体を成形し、この成形に続いて出発成形体に対し予備温調を施した上で、最終成形体の外面形状に対応するキャビティ面を有する本ブロー成形金型に収容して本ブロー成形を施すことにより横断面が短径側と長径側とよりなる扁平形状の最終成形体を得る中空成形品の製造方法における予備温調に用いる予備温調金型であって、
上記出発成形体と最終成形体との中間形状を有する予備成形体の外面形状に対応する形状に形成されたキャビティ面であって、上記出発成形体の内部に予備ブローすることにより成形される予備成形体の外表面が接触し熱交換によりその樹脂成形材料から熱収奪することで予備成形体を短径側と長径側とで互いに異なる温調状態に偏温化させるキャビティ面を有し、
上記キャビティ面の内、上記最終成形体において短径側となる周壁部位と対応する予備成形体の短径側周壁部位が接触することになるキャビティ面を構成する第1金型壁部分の接触熱交換による熱収奪量として、その接触熱交換によって上記予備成形体の短径側周壁部位の外表面に薄皮固化層が形成されつつこの薄皮固化層を除く残りの肉部分の樹脂成形材料が上記本ブロー成形による内圧を受けたとき周方向に流動し得る程度に高温で低粘度の溶融状態に維持されるように小設定とされる一方、上記最終成形体において長径側となる周壁部位と対応する上記予備成形体の長径側周壁部位が接触することになるキャビティ面を構成する第2金型壁部分の接触熱交換による熱収奪量として、その接触熱交換によって上記予備成形体の長径側周壁部位を構成する樹脂成形材料が低温で高粘度の溶融状態まで冷却されるように大設定とされている
ことを特徴とするブロー成形による中空成形品の製造方法における予備温調に用いる予備温調金型。
【請求項5】
請求項4に記載のブロー成形による中空成形品の製造方法における予備温調に用いる予備温調金型であって、
上記熱交換による熱収奪量の設定にそれぞれ対応するように第1金型壁部分が薄肉に、上記第2金型壁部分が厚肉に形成されている、ブロー成形による中空成形品の製造方法における予備温調に用いる予備温調金型。
【請求項6】
請求項4又は請求項5に記載のブロー成形による中空成形品の製造方法における予備温調に用いる予備温調金型であって、
第1金型壁部分と、第2金型壁部分との熱交換による熱収奪量の大小設定は、第1金型壁部分に接触する予備成形体の短径側周壁部位と、第2金型壁部分に接触する予備成形体の長径側周壁部位との予備温調後における溶融状態での両樹脂成形材料の互いの温度差が10℃以上になるように設定されている、ブロー成形による中空成形品の製造方法における予備温調に用いる予備温調金型。
【請求項7】
請求項4〜請求項6のいずれかに記載のブロー成形による中空成形品の製造方法における予備温調に用いる予備温調金型であって、
第1金型壁部分の肉厚が0.5cmよりも薄肉範囲に設定されている、ブロー成形による中空成形品の製造方法における予備温調に用いる予備温調金型。
【請求項8】
請求項4〜請求項7のいずれかに記載のブロー成形による中空成形品の製造方法における予備温調に用いる予備温調金型であって、
第1金型壁部分のキャビティ面とは反対側には、断熱性を有する材料により形成されて第1金型壁部分を背後から補強する補強部材を一体に備えている、ブロー成形による中空成形品の製造方法における予備温調に用いる予備温調金型。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【公開番号】特開2007−1187(P2007−1187A)
【公開日】平成19年1月11日(2007.1.11)
【国際特許分類】
【出願番号】特願2005−185220(P2005−185220)
【出願日】平成17年6月24日(2005.6.24)
【出願人】(000206185)大成化工株式会社 (83)
【Fターム(参考)】
【公開日】平成19年1月11日(2007.1.11)
【国際特許分類】
【出願日】平成17年6月24日(2005.6.24)
【出願人】(000206185)大成化工株式会社 (83)
【Fターム(参考)】
[ Back to top ]