
ブロー成形容器
【課題】成形後に容器壁部が折り曲げられて使用されるブロー成形容器において、コストの増大、圧縮強度の低下、成形加工性や外観低下などの問題を伴うことなく、折り曲げ部にマイクロクラックが入り難く、耐落下衝撃性に優れたブロー成形容器を提供する。
【解決手段】成形後に壁部が折り曲げられた状態で使用に供されるブロー成形容器であって、前記壁部は外層15と内層10との少なくとも二層を備えた層構造を有しており、前記内層10が、密度が0.940g/cm3以上のメタロセン系高密度ポリエチレンで形成され、前記外層15が、密度が0.940g/cm3以上の非メタロセン系高密度ポリエチレンで形成されていることを特徴とする。
【解決手段】成形後に壁部が折り曲げられた状態で使用に供されるブロー成形容器であって、前記壁部は外層15と内層10との少なくとも二層を備えた層構造を有しており、前記内層10が、密度が0.940g/cm3以上のメタロセン系高密度ポリエチレンで形成され、前記外層15が、密度が0.940g/cm3以上の非メタロセン系高密度ポリエチレンで形成されていることを特徴とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ブロー成形容器に関するものであり、より詳細には、成形後に容器壁部が折り曲げられて使用に供されるブロー成形容器に関するものである。
【背景技術】
【0002】
プラスチック容器は、成形が容易であり、安価に製造できることなどから、各種の用途に広く使用されている。特に、容器壁の内面がポリエチレンなどのオレフィン系樹脂で形成された容器は、可撓性に富んでおり、例えば使用済みの容器をコンパクトに折り畳んで廃棄できるようなボトルとして使用することが知られている(例えば特許文献1,2参照)。
また、成形後に折り込んで使用するタイプのポリエチレン製容器も提案されている(特許文献3)。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2003−2314号公報
【特許文献2】特開2003−54529号公報
【特許文献3】特開2005−14999号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ところで、特許文献1,2で提案されているような公知の折り畳み容器は、廃棄時に折り畳まれるため、折り畳みにより形成される折り目部の特性が問題となることはないが、成形後に容器壁部が折り曲げられ、このような形態で保存されるような容器では、折り曲げられた部分の性状が問題となる。例えば、容器の壁面を内方に折り込み或いは反転させ、容器の内容積を小さくして使用するときなどでは、折り目部にマイクロクラックが入り易いため、落下衝撃時に容器が破損したり、ESC(環境応力亀裂)によりやはり破損を生じ易いという問題がある。
【0005】
耐ESC性を高めたり、落下衝撃強度を向上させるには、容器壁の肉厚を厚くすればよいが、肉厚の増大は、当然コストの大幅な増大をもたらす。また、耐ESC性に優れた直鎖低密度ポリエチレン(L−LDPE)を容器の内層に使用すること(内層へのブレンド或いはL−LDPE層の形成)も考えられるが、この場合には圧縮強度が低下するという問題がある。さらに、耐ESC性と落下衝撃強度とに優れたメタロセン系高密度ポリエチレンの使用も考えられるが、かかる高密度ポリエチレンは、分子量分布が狭いため、メルトフラクチャーが発生し易く、またドローダウンも大きくなり易く、成形加工性が極めて悪いという問題がある。
【0006】
上記のような問題点があるため、成形後に容器壁部が折り曲げられた形態で使用に供されるようなタイプの容器では、例えば特許文献3で記載されているように、形態維持が困難なほど柔軟なポリエチレンにより容器本体を形成し、その胴部外面には、形態維持のためのサポートバンド(外筒)が複数巻かれて固定されており、このバンドを引き剥がすと、該バンドが巻かれていた部分の胴部のみが内方に折り込まれて容積が小さくなるという手段が提案されている。即ち、かかる手段によれば、容器本体は、単独での形態維持が困難なほど柔軟なポリエチレンで形成されているため、ESCの問題が生じることはなく、さらに、容器の形態は、胴部外面に巻かれたサポートバンドにより保持されているため、落下強度の問題もない。
しかしながら、このようなタイプの容器では、容器の胴部を折り込んで小容積化を図る毎に、サポートバンドが剥ぎ取られるため、ゴミの発生や散乱などの問題を生じてしまう。また、容器の構成が複雑となって、製造コストが増大してしまうなどの問題もある。
【0007】
従って、本発明の目的は、成形後に容器壁部が折り曲げられて使用されるブロー成形容器において、コストの増大、圧縮強度の低下、成形加工性や外観低下などの問題を伴うことなく、折り曲げ部にマイクロクラックが入り難く、耐落下衝撃性に優れたブロー成形容器を提供することにある。
【課題を解決するための手段】
【0008】
本発明によれば、成形後に壁部が折り曲げられた状態で使用に供されるブロー成形容器であって、
前記壁部は外層と内層との少なくとも二層を備えた層構造を有しており、
前記内層が、密度が0.940g/cm3以上のメタロセン系高密度ポリエチレンで形成され、前記外層が、密度が0.940g/cm3以上の非メタロセン系高密度ポリエチレンで形成されていることを特徴とするブロー成形容器が提供される。
【0009】
本発明においては、前記折り曲げは、壁部の反転、折り畳み或いは折り込みにより行われる。また、このような折り曲げが行われる壁部は、容器胴部或いは底部である。
【発明の効果】
【0010】
本発明のブロー成形容器では、内層に耐ESC性と衝撃強度に優れたメタロセン系高密度ポリエチレンが使用されているため、成形後に折り曲げられた容器の壁部(折り曲げ部)にマイクロクラックが入り難くなり、従って落下衝撃強度も高くなり、落下衝撃により破損が有効に抑制されている。
【0011】
また、外層には、分子量分布が広く、成形性のよい非メタロセン系高密度ポリエチレン(即ち、チーグラー触媒或いはフィリップ触媒を用いた高密度ポリエチレン)を用いているため、メルトフラクチャーが発生し難く、外観悪化など、成形性低下による不都合を有効に回避されている。
【0012】
さらに、内層及び外層の何れの層も機械的強度に優れた高密度ポリエチレンが使用されているため、圧縮強度の低下を生じることもない。
【0013】
尚、内層或いは外層を形成するポリエチレンとして、上述した特定の高密度ポリエチレン以外のもの、例えば直鎖低密度ポリエチレン(L−LDPE)を用いた場合には、圧縮強度の低下が生じてしまい、例えば座屈強度の低下などにより容器の自立性などが損なわれてしまう。
【図面の簡単な説明】
【0014】
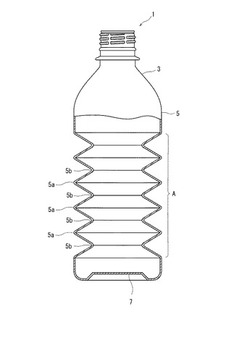
【図1】本発明のブロー成形容器の成形直後の側断面を示す図。
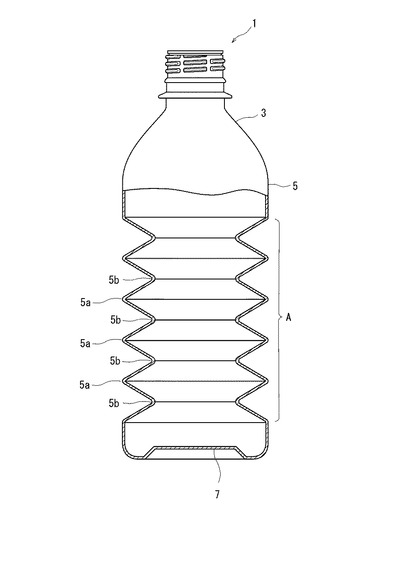
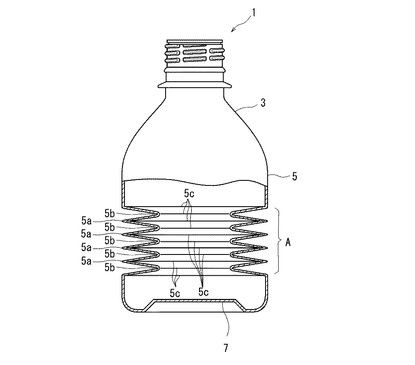
【図2】図1の容器の成形後に容器壁が折り曲げられた状態を示す図。
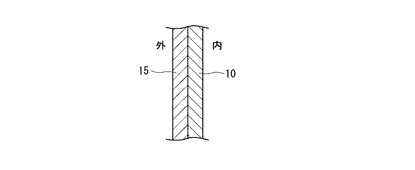
【図3】図1の容器壁の層構造を示す図。
【発明を実施するための形態】
【0015】
本発明のブロー成形容器の成形直後の側断面を示す図1において、全体として1で示す容器は、キャップとの係合用の螺子やサポートリング等が形成されている首部3と、首部3に連なる胴部5と、胴部5の下端を閉じている底部7とから形成されている。
【0016】
かかる容器1において、胴部5には、周方向全体が内方に凹んだ部分が、高さ方向に複数連続して配列されており、これにより、稜線部5aと谷線部5bとが交互に形成されている。
【0017】
上記の容器1は、図1に示す形状に成形されるが、その後、図2に示すように、上下からの圧縮によって、胴部5の内方に凹んだ部分が折り畳まれた(或いは折り込まれた)形態に変形される。即ち、図1の容器1の胴部5は、稜線部5aと谷線部5bが折り曲げ線5cとなって、図2の形状に折り込まれ或いは折り畳まれることとなる。即ち、図1において、Aで示される部分が成形後に折り曲げられる部分となっている。
このような形態の容器1では、成形後、容器内容液の減少に伴い、該容器1を軸方向に圧縮することにより内容積を少なくし、胴部5の部分Aを折り曲げて容器1の形態を図2に示すコンパクトなものとすることができる。
【0018】
また、図1の例では、胴部5の一部(部分A)が内方に凹んだ形態となっているが、この部分Aをフラットな面とし、成形後の所望のときに、容器1を圧縮し或いは胴部5の部分Aを内方に押圧することにより、胴部5の一部が押し込まれて凹面或いは折り畳まれた形状とすることもできる。
このような場合には、押し込まれて凹面となる或いは折り畳まれる部分Aについても印刷等を容易に施すことができるという利点がある。
【0019】
また、図1の例では、胴部5には、成形後に折り曲げられる部分Aが内方に凹んでおり、このような凹部が、高さ方向に複数連続して配列された形態となっているが、これとは逆に、成形後に折り曲げられる部分Aにおいては、周方向全体が外方に膨出した部分が、高さ方向に複数連続して配列された形態とすることもできる。このような形態においても、容器1を軸方向に圧縮し或いは該胴部5の部分を外方から内方に押圧して反転させることにより内容積を少なくし、容器1の形態をコンパクトなものとすることができる。
【0020】
さらに、図1の例では、成形後に折り曲げられる部分Aが胴部5に形成されているが、このような部分Aを底部7に形成することも可能である。例えば、底部7の中心部分(或いは全体)を下方に膨出した形状に成形しておき、成形後に底部7の膨出した部分を上方に反転させることもできる。このような底部7の反転により、容器1の自立性が向上するという利点もある。
【0021】
ところで、上記のように成形後に折り曲げを行った場合、これを直ちに廃棄するのであれば全く問題は生じないのであるが、このような形態で使用に供された場合、即ち、内容物が収容された状態で容器1が保持されていると、折り曲げ線5c(図1の例では、稜線部5a及び谷線部5bとなっている部分)にマイクロクラックが入り易く、このため、落下衝撃により破損し易く、また環境応力亀裂(ESC)によっても破壊を生じ易いという問題がある。
【0022】
本発明は、このような問題の解決に成功したものであり、具体的には、図3に示されているように、容器1の壁部の層構造を内層10と外層15との少なくとも二層を有する多層構造とし、且つ、内層10及び外層15を形成する樹脂として、以下に述べるものを使用したものである。
【0023】
まず、内層10を形成する樹脂としては、密度が0.940g/cm3以上、好ましくは0.950〜0.965g/cm3の範囲にあるメタロセン系高密度ポリエチレンが使用される。
一般に、密度が大きいメタロセン系高密度ポリエチレンは、耐環境応力亀裂特性(耐ESC性)に優れ且つ高い衝撃強度を有している。このため、例えば図2に示されているように折り曲げられて折り曲げ線5c(稜線部5a及び谷線部5bに相当)が形成されている容器1に内容物が充填され、この状態で長期間保持された場合においても、該折り目部でのマイクロクラックの発生を有効に回避することができる。
【0024】
また、上記のメタロセン系高密度ポリエチレンは、重合触媒としてメタロセンを用いて得られるものであり、耐ESC性に優れ且つ高い衝撃強度を有している反面、分子量分布が狭く、成形加工性が悪いという問題があり、成形時にメルトフラクチャーが発生し易く、またドローダウンも大きい。しかるに、本発明においては、このようなメタロセン系高密度ポリエチレンは、内層に使用されているため、メルトフラクチャーやドローダウンによる容器の外観不良等が有効に回避されている。
さらに、密度が高いため、材料強度が高く、かかるポリエチレンの使用により圧縮強度が低下することもない。
【0025】
上記のようなメタロセン系高密度ポリエチレンは、成形加工性の観点から、一般に、MFR(190℃)が0.1乃至10.0g/10minの範囲にあるものが好適である。
【0026】
本発明において、外層15を形成する樹脂としては、密度が0.940g/cm3以上、好ましくは0.950〜0.965g/cm3の範囲にある非メタロセン系高密度ポリエチレンが使用される。非メタロセン系高密度ポリエチレンとは、重合触媒としてチーグラー触媒やフィリップ触媒を用いて得られる高密度ポリエチレンであって、分子量分布が広く、成形加工性が良好であり、即ち、メルトフラクチャーやドローダウン等の問題は全く生じない。
また、内層10と同様、かかるポリエチレンも密度が高く、材料強度が高いため、かかるポリエチレンの使用により圧縮強度が低下することはない。
【0027】
さらに、このような非メタロセン系高密度ポリエチレンは、耐ESC性という点では、メタロセン系高密度ポリエチレンに劣るが、かかるポリエチレンは外層15に使用されているため、内容物と接触することがない。即ち、上述した非メタロセン系高密度ポリエチレンが外層15に使用され、内容物と接触する内層10は、耐ESC性に優れ、マイクロクラックの入り難いメタロセン系高密度ポリエチレンが使用されているため、マイクロクラックの発生による容器1の破損を有効に抑制することができるのである。
【0028】
また、このような非メタロセン系高密度ポリエチレンのMFR(190℃)は、成形加工性の観点から、内層10を形成するメタロセン系高密度ポリエチレンと同程度、具体的には0.1乃至10.0g/10minの範囲にあるのがよい。
【0029】
本発明において、上述した内外層10,15は、これらの層を形成している特定の高密度ポリエチレンの特性を十分に発揮させ、必要以上に厚肉にすることなく、折り目部でのマイクロクラックの発生に起因する落下衝撃性の低下や容器1の破損を有効に防止するという観点から、その厚み比(内層/外層)が5/95乃至60/40の範囲、或いは内層の目付け量がトータルの樹脂目付け量の30〜50重量%の範囲にあることが好適である。例えば、内層10の厚みが外層15に比して過度に厚い場合には、成形加工性の低下によるメルトフラクチャーやドローダウンの発生が大きくなり、容器1の外観が損なわれるという不都合を生じ易く、さらに、内層10の厚みが外層15に比して過度に薄い場合には、マイクロクラックの発生を抑制し、耐ESC性を向上させ、さらに衝撃強度も向上させるというメタロセン系高密度ポリエチレンの特性を十分に発揮させるために、内層10の厚みを必要以上に厚くしなければならず、この結果、容器壁の全体厚みが厚くなってしまい、目付け量の増大によるコストアップの点で不満足となってしまう。
【0030】
本発明において、上述した内外層10,15、特に外層15には、前述した特定の高密度ポリエチレンの特性を損なわない範囲内で、この容器成形時に発生するリグラインド(スクラップ樹脂)をバージンの特定の高密度ポリエチレンに混合して用いることもできる。この場合、成形性を維持しつつ、資源の再利用化を図るという観点から、リグラインドの量は、バージンの高密度ポリエチレン100重量部当り70重量部以下、或いは1本の容器当り60重量%以下の目付け量とするのがよい。
また、内外層10,15に要求される特性を損なわない程度の量で、種々の配合剤、例えば、顔料、紫外線吸収剤、滑剤等を適宜の量で配合することもできる。
【0031】
また、本発明の容器1においては、上記の内外層10,15以外に、ガスバリア性を高めるためにガスバリア性樹脂層を、内外層10,15の間の中間層として設けることもできる。
このようなガスバリア性樹脂としては、エチレンビニルアルコール共重合体(エチレン酢酸ビニル共重合体ケン化物)や芳香族ポリアミドが代表的であり、特に好ましくはエチレンビニルアルコール共重合体が使用される。かかるガスバリア性樹脂層を形成することにより、酸素透過による内容物の酸化劣化をも有効に抑制することができ、優れた内容物保存性を確保することができる。
【0032】
上記のようなエチレンビニルアルコール共重合体としては、一般に、エチレン含有量が20乃至60モル%、特に25乃至50モル%のエチレン−酢酸ビニル共重合体を、ケン化度が96モル%以上、特に99モル%以上となるようにケン化して得られる共重合体ケン化物が好適である。
【0033】
尚、上記のようなガスバリア性樹脂層を設けるときには、その厚みを10乃至100μm程度の範囲とするのがよい。即ち、この厚みが薄すぎると、十分なガス遮断性が発揮されなくなり、また、必要以上に厚く設けると、容器の厚みが必要以上に厚くなり、コストの増大などを招いてしまうからである。
【0034】
また、上記のようなガスバリア性樹脂層を中間層として用いる場合には、内外層10,15との接着性を高め、デラミネーションを防止するために、接着剤樹脂層を介してガスバリア性樹脂層を設けることが好ましい。これにより、ガスバリア性樹脂層をしっかりと内外層10,15に接着固定することができる。このような接着樹脂層の形成に用いる接着剤樹脂はそれ自体公知であり、例えば、カルボニル基(>C=O)を主鎖若しくは側鎖に1乃至100meq/100g樹脂、特に10乃至100meq/100g樹脂の量で含有する樹脂、具体的には、マレイン酸、イタコン酸、フマル酸などのカルボン酸もしくはその無水物、アミド、エステルなどでグラフト変性されたオレフィン樹脂;エチレン−アクリル酸共重合体;イオン架橋オレフィン系共重合体;エチレン−酢酸ビニル共重合体;などが接着性樹脂として使用される。このような接着剤樹脂層の厚みは、適宜の接着力が得られる程度でよく、一般的には0.5乃至20μm、好適には1乃至8μm程度の厚みでよい。
【0035】
上述した内外層10,15を有する本発明の容器1は、折り曲げ線の形成或いは容器の形態維持のために格別の部材を使用するものではなく、極めて簡単な構造を有するものであるため、それ自体公知のブロー成形法により成形することができ、例えば、各層を形成するための樹脂組成物を用いての共押出により、前述した層構造を有するチューブ状のパリソンを溶融押出し、その端部を閉塞した後、ブロー成形して例えば図1に示す形状のボトル形状の容器を得ることができる(所謂ダイレクトブロー成形)。また、共押出或いは共射出によって前述した層構造を有する試験管形状のプリフォームを成形し、該プリフォームについて、それ自体公知の二軸延伸ブロー成形を行うことにより、例えば図1に示す形状のボトル形状の容器を得ることもできる。
【0036】
このようにして得られる本発明の容器1は、成形後、容器内容物を充填後、容器内容物の減少に伴い、例えば図2に示すように容器壁を折り曲げて変形し、引き続き使用に供される。また、容器内容物の充填前に容器壁を折り曲げて変形し、この状態で内容物を充填して使用することも勿論可能である。そのほか、充填後の容器内圧の変化に合わせて容器壁を折り曲げ変形させ、この状態で使用に供することもでき、ようするに、ブロー成形後に容器を折り曲げ変形させた状態で、内容物と折り曲げ変形された容器壁とが接する使用法であればよい。
【0037】
かかる本発明の容器は、折り曲げ線5cでのマイクロクラックの発生が有効に防止され、耐ESC性に優れ、落下衝撃に対する強度も向上しており、マイクロクラックに由来する容器の破損等は有効に防止されている。
また、マイクロクラックの発生防止等のために、容器壁の厚みを必要以上に厚くする必要もなく、目付け量の増大によるコストの増大も回避され、さらには圧縮強度の低下を生じることもない。
さらには、形態維持或いは折り曲げのために格別の部材を必要とせず、従って、容器の構造が複雑となることはなく、従って製造コストが増大することもない。
【0038】
かかる本発明の容器は、例えば液体洗剤、シャンプー或いは飲料等の液体を収容する容器として広く使用される。
【実施例】
【0039】
本発明を次の実施例にて説明する。
尚、実施例及び比較例において、容器の特性評価は、以下の方法により行った。
【0040】
1.圧縮強度;
水道水を規定量(200ml)充填し、キャッピングした後、圧縮試験機(商品名:(株)オリエンテック UNIVERSAL TESTING INSTRUMENT RTG-1310)にてキャップ天面を速度20mm/minで押し込み、4mm歪み位置での強度を測定する。
4mm歪みで250N以上を○と判定し、それ以外を×と判定した。
【0041】
2.落下強度;
水道水を規定量(200ml)充填し、キャッピングした後、5℃および23℃環境下で24時間保管する。その後、1.2m高さで、底部を下にした垂直の姿勢で10回、横倒しにした水平の姿勢で10回落下させ、破損のないものを○、容器の一部でも破損の見られたものを×と判定した。
【0042】
3.耐ESC性;
容器を図2の状態まで折り込み、内容液を想定した弱酸性洗剤を23℃で規定量の10%(20ml)充填して、ノズル面をヒートシールした後、65℃環境下で24時間保管する。
経時保管中に破損のないものを合格、容器の一部でも破損の見られたものを×とした。
保管終了後、合格したものについて容器内面を観察し、マイクロクラックが見られたものを△、なかったものを○と判定した。
【0043】
4.外観;
容器の外観に問題のないものを◎、若干のシャークスキンや曇りがあるが、限度見本以内のものを○、外表面に肌荒れが生じているものを×と判定した。
なお、限度見本を越えているが外表面に影響のないものは、外層に着色を施せば使用可能となりうるので、△とした。
【0044】
5.総合評価;
上記4つの評価項目のうち、ひとつでも×があれば不合格(×)、なければ合格と判定した。
また、合格のうち△の評価項目がひとつでもあれば△とし、それ以外で外観が◎のものは◎、それ以外を○と判定した。
【0045】
<実施例1〜6、比較例1〜4>
容器の形成材料として、以下のポリエチレンを用意した。
メタロセン系高密度ポリエチレン(メタロセンHDPE);
プライムポリマー社製 エボリューSP6505
密度:0.957g/cm3
MFR(190℃):0.45g/10min
汎用・非メタロセン系(チーグラー触媒)高密度ポリエチレン(汎用HDPE):
プライムポリマー社製 ハイゼックス6008B
密度:0.956g/cm3
MFR(190℃):0.36g/10min
メタロセン系直鎖低密度ポリエチレン(メタロセンLLDPE、比較例用);
住友化学社製 エクセレンGMH5001
密度:0.920g/cm3
MFR(190℃):0.50g/10min
【0046】
上記の各種ポリエチレンを使用し、表1に示す層構成を有しており、且つ図1に示す形状を有する容器(容器重量18g、 内容量200ml、肉厚0.70mm)をダイレクトブロー成形法により成形した。
尚、比較例4では、汎用HDPEとメタロセンLLDPEとの1:1重量比のブレンド物を用いて単層構造の容器を成形した。
得られた容器について、各種特性を評価した結果を、表1に示した。
【0047】
【表1】

【符号の説明】
【0048】
1:容器(ボトル)
3:首部
5:胴部
7:底部
10:内層
15:外層
【技術分野】
【0001】
本発明は、ブロー成形容器に関するものであり、より詳細には、成形後に容器壁部が折り曲げられて使用に供されるブロー成形容器に関するものである。
【背景技術】
【0002】
プラスチック容器は、成形が容易であり、安価に製造できることなどから、各種の用途に広く使用されている。特に、容器壁の内面がポリエチレンなどのオレフィン系樹脂で形成された容器は、可撓性に富んでおり、例えば使用済みの容器をコンパクトに折り畳んで廃棄できるようなボトルとして使用することが知られている(例えば特許文献1,2参照)。
また、成形後に折り込んで使用するタイプのポリエチレン製容器も提案されている(特許文献3)。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2003−2314号公報
【特許文献2】特開2003−54529号公報
【特許文献3】特開2005−14999号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ところで、特許文献1,2で提案されているような公知の折り畳み容器は、廃棄時に折り畳まれるため、折り畳みにより形成される折り目部の特性が問題となることはないが、成形後に容器壁部が折り曲げられ、このような形態で保存されるような容器では、折り曲げられた部分の性状が問題となる。例えば、容器の壁面を内方に折り込み或いは反転させ、容器の内容積を小さくして使用するときなどでは、折り目部にマイクロクラックが入り易いため、落下衝撃時に容器が破損したり、ESC(環境応力亀裂)によりやはり破損を生じ易いという問題がある。
【0005】
耐ESC性を高めたり、落下衝撃強度を向上させるには、容器壁の肉厚を厚くすればよいが、肉厚の増大は、当然コストの大幅な増大をもたらす。また、耐ESC性に優れた直鎖低密度ポリエチレン(L−LDPE)を容器の内層に使用すること(内層へのブレンド或いはL−LDPE層の形成)も考えられるが、この場合には圧縮強度が低下するという問題がある。さらに、耐ESC性と落下衝撃強度とに優れたメタロセン系高密度ポリエチレンの使用も考えられるが、かかる高密度ポリエチレンは、分子量分布が狭いため、メルトフラクチャーが発生し易く、またドローダウンも大きくなり易く、成形加工性が極めて悪いという問題がある。
【0006】
上記のような問題点があるため、成形後に容器壁部が折り曲げられた形態で使用に供されるようなタイプの容器では、例えば特許文献3で記載されているように、形態維持が困難なほど柔軟なポリエチレンにより容器本体を形成し、その胴部外面には、形態維持のためのサポートバンド(外筒)が複数巻かれて固定されており、このバンドを引き剥がすと、該バンドが巻かれていた部分の胴部のみが内方に折り込まれて容積が小さくなるという手段が提案されている。即ち、かかる手段によれば、容器本体は、単独での形態維持が困難なほど柔軟なポリエチレンで形成されているため、ESCの問題が生じることはなく、さらに、容器の形態は、胴部外面に巻かれたサポートバンドにより保持されているため、落下強度の問題もない。
しかしながら、このようなタイプの容器では、容器の胴部を折り込んで小容積化を図る毎に、サポートバンドが剥ぎ取られるため、ゴミの発生や散乱などの問題を生じてしまう。また、容器の構成が複雑となって、製造コストが増大してしまうなどの問題もある。
【0007】
従って、本発明の目的は、成形後に容器壁部が折り曲げられて使用されるブロー成形容器において、コストの増大、圧縮強度の低下、成形加工性や外観低下などの問題を伴うことなく、折り曲げ部にマイクロクラックが入り難く、耐落下衝撃性に優れたブロー成形容器を提供することにある。
【課題を解決するための手段】
【0008】
本発明によれば、成形後に壁部が折り曲げられた状態で使用に供されるブロー成形容器であって、
前記壁部は外層と内層との少なくとも二層を備えた層構造を有しており、
前記内層が、密度が0.940g/cm3以上のメタロセン系高密度ポリエチレンで形成され、前記外層が、密度が0.940g/cm3以上の非メタロセン系高密度ポリエチレンで形成されていることを特徴とするブロー成形容器が提供される。
【0009】
本発明においては、前記折り曲げは、壁部の反転、折り畳み或いは折り込みにより行われる。また、このような折り曲げが行われる壁部は、容器胴部或いは底部である。
【発明の効果】
【0010】
本発明のブロー成形容器では、内層に耐ESC性と衝撃強度に優れたメタロセン系高密度ポリエチレンが使用されているため、成形後に折り曲げられた容器の壁部(折り曲げ部)にマイクロクラックが入り難くなり、従って落下衝撃強度も高くなり、落下衝撃により破損が有効に抑制されている。
【0011】
また、外層には、分子量分布が広く、成形性のよい非メタロセン系高密度ポリエチレン(即ち、チーグラー触媒或いはフィリップ触媒を用いた高密度ポリエチレン)を用いているため、メルトフラクチャーが発生し難く、外観悪化など、成形性低下による不都合を有効に回避されている。
【0012】
さらに、内層及び外層の何れの層も機械的強度に優れた高密度ポリエチレンが使用されているため、圧縮強度の低下を生じることもない。
【0013】
尚、内層或いは外層を形成するポリエチレンとして、上述した特定の高密度ポリエチレン以外のもの、例えば直鎖低密度ポリエチレン(L−LDPE)を用いた場合には、圧縮強度の低下が生じてしまい、例えば座屈強度の低下などにより容器の自立性などが損なわれてしまう。
【図面の簡単な説明】
【0014】
【図1】本発明のブロー成形容器の成形直後の側断面を示す図。
【図2】図1の容器の成形後に容器壁が折り曲げられた状態を示す図。
【図3】図1の容器壁の層構造を示す図。
【発明を実施するための形態】
【0015】
本発明のブロー成形容器の成形直後の側断面を示す図1において、全体として1で示す容器は、キャップとの係合用の螺子やサポートリング等が形成されている首部3と、首部3に連なる胴部5と、胴部5の下端を閉じている底部7とから形成されている。
【0016】
かかる容器1において、胴部5には、周方向全体が内方に凹んだ部分が、高さ方向に複数連続して配列されており、これにより、稜線部5aと谷線部5bとが交互に形成されている。
【0017】
上記の容器1は、図1に示す形状に成形されるが、その後、図2に示すように、上下からの圧縮によって、胴部5の内方に凹んだ部分が折り畳まれた(或いは折り込まれた)形態に変形される。即ち、図1の容器1の胴部5は、稜線部5aと谷線部5bが折り曲げ線5cとなって、図2の形状に折り込まれ或いは折り畳まれることとなる。即ち、図1において、Aで示される部分が成形後に折り曲げられる部分となっている。
このような形態の容器1では、成形後、容器内容液の減少に伴い、該容器1を軸方向に圧縮することにより内容積を少なくし、胴部5の部分Aを折り曲げて容器1の形態を図2に示すコンパクトなものとすることができる。
【0018】
また、図1の例では、胴部5の一部(部分A)が内方に凹んだ形態となっているが、この部分Aをフラットな面とし、成形後の所望のときに、容器1を圧縮し或いは胴部5の部分Aを内方に押圧することにより、胴部5の一部が押し込まれて凹面或いは折り畳まれた形状とすることもできる。
このような場合には、押し込まれて凹面となる或いは折り畳まれる部分Aについても印刷等を容易に施すことができるという利点がある。
【0019】
また、図1の例では、胴部5には、成形後に折り曲げられる部分Aが内方に凹んでおり、このような凹部が、高さ方向に複数連続して配列された形態となっているが、これとは逆に、成形後に折り曲げられる部分Aにおいては、周方向全体が外方に膨出した部分が、高さ方向に複数連続して配列された形態とすることもできる。このような形態においても、容器1を軸方向に圧縮し或いは該胴部5の部分を外方から内方に押圧して反転させることにより内容積を少なくし、容器1の形態をコンパクトなものとすることができる。
【0020】
さらに、図1の例では、成形後に折り曲げられる部分Aが胴部5に形成されているが、このような部分Aを底部7に形成することも可能である。例えば、底部7の中心部分(或いは全体)を下方に膨出した形状に成形しておき、成形後に底部7の膨出した部分を上方に反転させることもできる。このような底部7の反転により、容器1の自立性が向上するという利点もある。
【0021】
ところで、上記のように成形後に折り曲げを行った場合、これを直ちに廃棄するのであれば全く問題は生じないのであるが、このような形態で使用に供された場合、即ち、内容物が収容された状態で容器1が保持されていると、折り曲げ線5c(図1の例では、稜線部5a及び谷線部5bとなっている部分)にマイクロクラックが入り易く、このため、落下衝撃により破損し易く、また環境応力亀裂(ESC)によっても破壊を生じ易いという問題がある。
【0022】
本発明は、このような問題の解決に成功したものであり、具体的には、図3に示されているように、容器1の壁部の層構造を内層10と外層15との少なくとも二層を有する多層構造とし、且つ、内層10及び外層15を形成する樹脂として、以下に述べるものを使用したものである。
【0023】
まず、内層10を形成する樹脂としては、密度が0.940g/cm3以上、好ましくは0.950〜0.965g/cm3の範囲にあるメタロセン系高密度ポリエチレンが使用される。
一般に、密度が大きいメタロセン系高密度ポリエチレンは、耐環境応力亀裂特性(耐ESC性)に優れ且つ高い衝撃強度を有している。このため、例えば図2に示されているように折り曲げられて折り曲げ線5c(稜線部5a及び谷線部5bに相当)が形成されている容器1に内容物が充填され、この状態で長期間保持された場合においても、該折り目部でのマイクロクラックの発生を有効に回避することができる。
【0024】
また、上記のメタロセン系高密度ポリエチレンは、重合触媒としてメタロセンを用いて得られるものであり、耐ESC性に優れ且つ高い衝撃強度を有している反面、分子量分布が狭く、成形加工性が悪いという問題があり、成形時にメルトフラクチャーが発生し易く、またドローダウンも大きい。しかるに、本発明においては、このようなメタロセン系高密度ポリエチレンは、内層に使用されているため、メルトフラクチャーやドローダウンによる容器の外観不良等が有効に回避されている。
さらに、密度が高いため、材料強度が高く、かかるポリエチレンの使用により圧縮強度が低下することもない。
【0025】
上記のようなメタロセン系高密度ポリエチレンは、成形加工性の観点から、一般に、MFR(190℃)が0.1乃至10.0g/10minの範囲にあるものが好適である。
【0026】
本発明において、外層15を形成する樹脂としては、密度が0.940g/cm3以上、好ましくは0.950〜0.965g/cm3の範囲にある非メタロセン系高密度ポリエチレンが使用される。非メタロセン系高密度ポリエチレンとは、重合触媒としてチーグラー触媒やフィリップ触媒を用いて得られる高密度ポリエチレンであって、分子量分布が広く、成形加工性が良好であり、即ち、メルトフラクチャーやドローダウン等の問題は全く生じない。
また、内層10と同様、かかるポリエチレンも密度が高く、材料強度が高いため、かかるポリエチレンの使用により圧縮強度が低下することはない。
【0027】
さらに、このような非メタロセン系高密度ポリエチレンは、耐ESC性という点では、メタロセン系高密度ポリエチレンに劣るが、かかるポリエチレンは外層15に使用されているため、内容物と接触することがない。即ち、上述した非メタロセン系高密度ポリエチレンが外層15に使用され、内容物と接触する内層10は、耐ESC性に優れ、マイクロクラックの入り難いメタロセン系高密度ポリエチレンが使用されているため、マイクロクラックの発生による容器1の破損を有効に抑制することができるのである。
【0028】
また、このような非メタロセン系高密度ポリエチレンのMFR(190℃)は、成形加工性の観点から、内層10を形成するメタロセン系高密度ポリエチレンと同程度、具体的には0.1乃至10.0g/10minの範囲にあるのがよい。
【0029】
本発明において、上述した内外層10,15は、これらの層を形成している特定の高密度ポリエチレンの特性を十分に発揮させ、必要以上に厚肉にすることなく、折り目部でのマイクロクラックの発生に起因する落下衝撃性の低下や容器1の破損を有効に防止するという観点から、その厚み比(内層/外層)が5/95乃至60/40の範囲、或いは内層の目付け量がトータルの樹脂目付け量の30〜50重量%の範囲にあることが好適である。例えば、内層10の厚みが外層15に比して過度に厚い場合には、成形加工性の低下によるメルトフラクチャーやドローダウンの発生が大きくなり、容器1の外観が損なわれるという不都合を生じ易く、さらに、内層10の厚みが外層15に比して過度に薄い場合には、マイクロクラックの発生を抑制し、耐ESC性を向上させ、さらに衝撃強度も向上させるというメタロセン系高密度ポリエチレンの特性を十分に発揮させるために、内層10の厚みを必要以上に厚くしなければならず、この結果、容器壁の全体厚みが厚くなってしまい、目付け量の増大によるコストアップの点で不満足となってしまう。
【0030】
本発明において、上述した内外層10,15、特に外層15には、前述した特定の高密度ポリエチレンの特性を損なわない範囲内で、この容器成形時に発生するリグラインド(スクラップ樹脂)をバージンの特定の高密度ポリエチレンに混合して用いることもできる。この場合、成形性を維持しつつ、資源の再利用化を図るという観点から、リグラインドの量は、バージンの高密度ポリエチレン100重量部当り70重量部以下、或いは1本の容器当り60重量%以下の目付け量とするのがよい。
また、内外層10,15に要求される特性を損なわない程度の量で、種々の配合剤、例えば、顔料、紫外線吸収剤、滑剤等を適宜の量で配合することもできる。
【0031】
また、本発明の容器1においては、上記の内外層10,15以外に、ガスバリア性を高めるためにガスバリア性樹脂層を、内外層10,15の間の中間層として設けることもできる。
このようなガスバリア性樹脂としては、エチレンビニルアルコール共重合体(エチレン酢酸ビニル共重合体ケン化物)や芳香族ポリアミドが代表的であり、特に好ましくはエチレンビニルアルコール共重合体が使用される。かかるガスバリア性樹脂層を形成することにより、酸素透過による内容物の酸化劣化をも有効に抑制することができ、優れた内容物保存性を確保することができる。
【0032】
上記のようなエチレンビニルアルコール共重合体としては、一般に、エチレン含有量が20乃至60モル%、特に25乃至50モル%のエチレン−酢酸ビニル共重合体を、ケン化度が96モル%以上、特に99モル%以上となるようにケン化して得られる共重合体ケン化物が好適である。
【0033】
尚、上記のようなガスバリア性樹脂層を設けるときには、その厚みを10乃至100μm程度の範囲とするのがよい。即ち、この厚みが薄すぎると、十分なガス遮断性が発揮されなくなり、また、必要以上に厚く設けると、容器の厚みが必要以上に厚くなり、コストの増大などを招いてしまうからである。
【0034】
また、上記のようなガスバリア性樹脂層を中間層として用いる場合には、内外層10,15との接着性を高め、デラミネーションを防止するために、接着剤樹脂層を介してガスバリア性樹脂層を設けることが好ましい。これにより、ガスバリア性樹脂層をしっかりと内外層10,15に接着固定することができる。このような接着樹脂層の形成に用いる接着剤樹脂はそれ自体公知であり、例えば、カルボニル基(>C=O)を主鎖若しくは側鎖に1乃至100meq/100g樹脂、特に10乃至100meq/100g樹脂の量で含有する樹脂、具体的には、マレイン酸、イタコン酸、フマル酸などのカルボン酸もしくはその無水物、アミド、エステルなどでグラフト変性されたオレフィン樹脂;エチレン−アクリル酸共重合体;イオン架橋オレフィン系共重合体;エチレン−酢酸ビニル共重合体;などが接着性樹脂として使用される。このような接着剤樹脂層の厚みは、適宜の接着力が得られる程度でよく、一般的には0.5乃至20μm、好適には1乃至8μm程度の厚みでよい。
【0035】
上述した内外層10,15を有する本発明の容器1は、折り曲げ線の形成或いは容器の形態維持のために格別の部材を使用するものではなく、極めて簡単な構造を有するものであるため、それ自体公知のブロー成形法により成形することができ、例えば、各層を形成するための樹脂組成物を用いての共押出により、前述した層構造を有するチューブ状のパリソンを溶融押出し、その端部を閉塞した後、ブロー成形して例えば図1に示す形状のボトル形状の容器を得ることができる(所謂ダイレクトブロー成形)。また、共押出或いは共射出によって前述した層構造を有する試験管形状のプリフォームを成形し、該プリフォームについて、それ自体公知の二軸延伸ブロー成形を行うことにより、例えば図1に示す形状のボトル形状の容器を得ることもできる。
【0036】
このようにして得られる本発明の容器1は、成形後、容器内容物を充填後、容器内容物の減少に伴い、例えば図2に示すように容器壁を折り曲げて変形し、引き続き使用に供される。また、容器内容物の充填前に容器壁を折り曲げて変形し、この状態で内容物を充填して使用することも勿論可能である。そのほか、充填後の容器内圧の変化に合わせて容器壁を折り曲げ変形させ、この状態で使用に供することもでき、ようするに、ブロー成形後に容器を折り曲げ変形させた状態で、内容物と折り曲げ変形された容器壁とが接する使用法であればよい。
【0037】
かかる本発明の容器は、折り曲げ線5cでのマイクロクラックの発生が有効に防止され、耐ESC性に優れ、落下衝撃に対する強度も向上しており、マイクロクラックに由来する容器の破損等は有効に防止されている。
また、マイクロクラックの発生防止等のために、容器壁の厚みを必要以上に厚くする必要もなく、目付け量の増大によるコストの増大も回避され、さらには圧縮強度の低下を生じることもない。
さらには、形態維持或いは折り曲げのために格別の部材を必要とせず、従って、容器の構造が複雑となることはなく、従って製造コストが増大することもない。
【0038】
かかる本発明の容器は、例えば液体洗剤、シャンプー或いは飲料等の液体を収容する容器として広く使用される。
【実施例】
【0039】
本発明を次の実施例にて説明する。
尚、実施例及び比較例において、容器の特性評価は、以下の方法により行った。
【0040】
1.圧縮強度;
水道水を規定量(200ml)充填し、キャッピングした後、圧縮試験機(商品名:(株)オリエンテック UNIVERSAL TESTING INSTRUMENT RTG-1310)にてキャップ天面を速度20mm/minで押し込み、4mm歪み位置での強度を測定する。
4mm歪みで250N以上を○と判定し、それ以外を×と判定した。
【0041】
2.落下強度;
水道水を規定量(200ml)充填し、キャッピングした後、5℃および23℃環境下で24時間保管する。その後、1.2m高さで、底部を下にした垂直の姿勢で10回、横倒しにした水平の姿勢で10回落下させ、破損のないものを○、容器の一部でも破損の見られたものを×と判定した。
【0042】
3.耐ESC性;
容器を図2の状態まで折り込み、内容液を想定した弱酸性洗剤を23℃で規定量の10%(20ml)充填して、ノズル面をヒートシールした後、65℃環境下で24時間保管する。
経時保管中に破損のないものを合格、容器の一部でも破損の見られたものを×とした。
保管終了後、合格したものについて容器内面を観察し、マイクロクラックが見られたものを△、なかったものを○と判定した。
【0043】
4.外観;
容器の外観に問題のないものを◎、若干のシャークスキンや曇りがあるが、限度見本以内のものを○、外表面に肌荒れが生じているものを×と判定した。
なお、限度見本を越えているが外表面に影響のないものは、外層に着色を施せば使用可能となりうるので、△とした。
【0044】
5.総合評価;
上記4つの評価項目のうち、ひとつでも×があれば不合格(×)、なければ合格と判定した。
また、合格のうち△の評価項目がひとつでもあれば△とし、それ以外で外観が◎のものは◎、それ以外を○と判定した。
【0045】
<実施例1〜6、比較例1〜4>
容器の形成材料として、以下のポリエチレンを用意した。
メタロセン系高密度ポリエチレン(メタロセンHDPE);
プライムポリマー社製 エボリューSP6505
密度:0.957g/cm3
MFR(190℃):0.45g/10min
汎用・非メタロセン系(チーグラー触媒)高密度ポリエチレン(汎用HDPE):
プライムポリマー社製 ハイゼックス6008B
密度:0.956g/cm3
MFR(190℃):0.36g/10min
メタロセン系直鎖低密度ポリエチレン(メタロセンLLDPE、比較例用);
住友化学社製 エクセレンGMH5001
密度:0.920g/cm3
MFR(190℃):0.50g/10min
【0046】
上記の各種ポリエチレンを使用し、表1に示す層構成を有しており、且つ図1に示す形状を有する容器(容器重量18g、 内容量200ml、肉厚0.70mm)をダイレクトブロー成形法により成形した。
尚、比較例4では、汎用HDPEとメタロセンLLDPEとの1:1重量比のブレンド物を用いて単層構造の容器を成形した。
得られた容器について、各種特性を評価した結果を、表1に示した。
【0047】
【表1】
【符号の説明】
【0048】
1:容器(ボトル)
3:首部
5:胴部
7:底部
10:内層
15:外層
【特許請求の範囲】
【請求項1】
成形後に壁部が折り曲げられた状態で使用に供されるブロー成形容器であって、
前記壁部は外層と内層との少なくとも二層を備えた層構造を有しており、
前記内層が、密度が0.940g/cm3以上のメタロセン系高密度ポリエチレンで形成され、前記外層が、密度が0.940g/cm3以上の非メタロセン系高密度ポリエチレンで形成されていることを特徴とするブロー成形容器。
【請求項2】
前記折り曲げが壁部の反転、折り畳み或いは折り込みにより行われるブロー成形容器。
【請求項3】
前記折り曲げが行われる壁部が、容器胴部或いは容器底部である請求項2に記載のブロー成形容器。
【請求項1】
成形後に壁部が折り曲げられた状態で使用に供されるブロー成形容器であって、
前記壁部は外層と内層との少なくとも二層を備えた層構造を有しており、
前記内層が、密度が0.940g/cm3以上のメタロセン系高密度ポリエチレンで形成され、前記外層が、密度が0.940g/cm3以上の非メタロセン系高密度ポリエチレンで形成されていることを特徴とするブロー成形容器。
【請求項2】
前記折り曲げが壁部の反転、折り畳み或いは折り込みにより行われるブロー成形容器。
【請求項3】
前記折り曲げが行われる壁部が、容器胴部或いは容器底部である請求項2に記載のブロー成形容器。
【図1】

【図2】
【図3】
【図2】
【図3】
【公開番号】特開2013−103759(P2013−103759A)
【公開日】平成25年5月30日(2013.5.30)
【国際特許分類】
【出願番号】特願2011−250929(P2011−250929)
【出願日】平成23年11月16日(2011.11.16)
【出願人】(000003768)東洋製罐株式会社 (1,150)
【Fターム(参考)】
【公開日】平成25年5月30日(2013.5.30)
【国際特許分類】
【出願日】平成23年11月16日(2011.11.16)
【出願人】(000003768)東洋製罐株式会社 (1,150)
【Fターム(参考)】
[ Back to top ]