
ブロー成形機、金型部品の取り付け方法及び金型ユニット
【課題】 金型部品を搬入または搬出する作業の負担を軽減できるブロー成形機を提供すること。
【解決手段】 ブロー成形機は、ブロー成形機に対して搬入または搬出される金型部品を支持する支持部材510,610と、支持部材をブロー成形機の外方に向けて水平に突出する突出位置P1,P5と収容位置P2,P6とに移動させる移動機構520,720と、を有する。ブロー成形機は第1固定支点軸20,23を有し、支持部材は、基端部は第1固定支点軸に回動自在に支持され、自由端部には第1可動支点軸513,713が設けられる。移動機構は、互いに回動自在に連結された複数のリンク521,522,721,722を含み、複数のリンクの一つは支持部材の可動支点軸に回動自在に支持され、支持部材が突出位置に設定されるときに、第1角度固定具530,730により複数のリンクが一直線状に維持されて、複数のリンクが支持部材の自由端部を支持する脚部となる。
【解決手段】 ブロー成形機は、ブロー成形機に対して搬入または搬出される金型部品を支持する支持部材510,610と、支持部材をブロー成形機の外方に向けて水平に突出する突出位置P1,P5と収容位置P2,P6とに移動させる移動機構520,720と、を有する。ブロー成形機は第1固定支点軸20,23を有し、支持部材は、基端部は第1固定支点軸に回動自在に支持され、自由端部には第1可動支点軸513,713が設けられる。移動機構は、互いに回動自在に連結された複数のリンク521,522,721,722を含み、複数のリンクの一つは支持部材の可動支点軸に回動自在に支持され、支持部材が突出位置に設定されるときに、第1角度固定具530,730により複数のリンクが一直線状に維持されて、複数のリンクが支持部材の自由端部を支持する脚部となる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ブロー成形機、金型部品の取り付け方法及び金型ユニットに関する。
【背景技術】
【0002】
例えば、特許文献1に示すブロー成形機では、多くの金型部品が使用される。金型部品は、ブロー成形される容器のサイズや形状に合わせて形成されるので、製造ロットによって容器のサイズや形状が変更になれば、金型部品を交換しなければならない。
【0003】
同一の容器を大量生産する場合には、金型部品の交換頻度は低かった。しかし、成形される容器の種類が増加し、多品種少量のロットが多くなった近年では、金型部品の交換頻度が高くなると、金型部品の交換作業の負担を軽減する要請がある。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特公平8−2586号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
本発明の幾つかの態様によれば、ブロー成形機に金型部品を搬入または搬出する作業の負担を軽減できる。
【0006】
本発明の幾つかの他の態様によれば、ブロー成形機に金型部品を取り付ける作業の負担を軽減できる。
【課題を解決するための手段】
【0007】
(1)本発明の一態様は、金型部品が取り付けられるブロー成形機において、
前記ブロー成形機に対して搬入または搬出される前記金型部品を支持する支持部材と、
前記支持部材を、前記ブロー成形機の外方に向けて水平に突出する突出位置と、前記ブロー成形機に収容する収容位置とに移動させる移動機構と、
を有し、
前記ブロー成形機は第1固定支点軸を有し、
前記支持部材は、基端部と自由端部とを含み、前記基端部は前記第1固定支点軸に回動自在に支持され、前記自由端部には第1可動支点軸が設けられ、
前記移動機構は、互いに回動自在に連結された複数のリンクを含み、前記複数のリンクの一つは前記支持部材の前記第1可動支点軸に回動自在に支持され、前記支持部材が突出位置に設定されるときに、第1角度固定具により前記複数のリンクが一直線状に維持されて、前記複数のリンクが、前記支持部材の前記自由端部を支持する脚部となるブロー成形機に関する。
【0008】
本発明の一態様によれば、ブロー成形機に常設された支持部材及び移動機構を用いて、ブロー成形機に金型部品を搬入または搬出することができる。しかも、金型部品の搬入/搬出時には突出位置に張り出した支持部材の自由端部を、一直線状に維持される複数のリンクを脚部として用いることで、相当重量の金型部品の搬入/搬出時の耐荷重構造を実現できる。特に、多品種少量ロットの場合には金型部品の交換が頻繁であることから、ブロー成形機に常設された支持部材及び移動機構を用いて金型部品の交換作業の負担を大幅に軽減できる。また、ブロー成形機の実稼動時には、複数のリンクを折り畳むことで、支持部材を収容位置に収容することができ、支持部材及び移動機構が稼動時の邪魔になることもない。
【0009】
(2)本発明の一態様では、前記ブロー成形機は、前記第1固定支点軸よりも下方に第2固定支点軸を有し、前記支持部材は、前記基端部と前記自由端部との間に第2可動支点軸を有し、前記移動機構は、前記第2固定支点軸と前記第2可動支点軸とにそれぞれ回動自在に連結されて、前記支持部材の移動に伴い長さが伸縮され、前記支持部材が前記突出位置に設定される伸長時の長さを流体圧により維持する支持補強部材をさらに有することができる。このような支持補強部材を少なくとも1本設けることで、支持部材及び移動機構の耐荷重構造をさらに強化することができる。
【0010】
(3)本発明の一態様では、前記第1角度固定具は、第1角度固定板と、前記複数のリンクをそれぞれ回動自在に支持する前記第1角度固定板に設けられた2つの支点軸と、2つの第1ピンと、前記支持部材が前記突出位置に設定された時に前記2つの第1ピンが挿入される2つの第1挿入孔と、を有し、
前記第1角度固定板が配置される前記複数のリンクの各々は、前記2つの第1挿入孔の一つを介して挿入される前記2つの第1ピンを一つ支持する第1支持孔を有することができる。
【0011】
このように、第1角度固定板の2つの支点軸を支点として回動自在な複数のリンクは、第1角度固定板の第1挿入孔を介して2つの第1ピンを第1支持孔に受け入れることで、一直線の状態に維持される。こうして、第1角度固定具により複数のリンクを脚部として利用できる。また、2つの第1ピンを離脱することで、複数のリンクは自由に回動させて折り畳むことができる。こうして、支持部材を収容位置に移動させて収容することができる。
【0012】
(4)本発明の一態様では、前記第1角度固定板は、前記支持部材が前記収容位置に設定された時に前記2つの第1ピンが挿入される2つの第2挿入孔をさらに含むことができる。
【0013】
こうすると、複数のリンクは、第1角度固定板の第2挿入孔を介して2つの第1ピンを第1支持孔に受け入れることで、第1角度固定板にて折り畳まれた維持することができる。それにより、収容位置にて複数のリンクをコンパクトに収容することができる。
【0014】
(5)本発明の一態様では、前記支持部材が突出位置に設定されるときに、前記支持部材と前記複数のリンクの一つとの角度を固定する第2角度固定具をさらに有し、
前記第2角度固定具は、
前記支持部材に固定されて、前記第1可動支点軸が設けられた第2角度固定板と、
第2ピンと、
前記支持部材が前記突出位置に設定された時に前記第2ピンが挿入される第3挿入孔と、を有し、
前記第2角度固定板が配置される前記複数のリンクの一つは、前記第3挿入孔を介して挿入される前記第2ピンを支持する第2支持孔を有することができる。
【0015】
このように、第2角度固定板の第1可動支点軸を支点として自由に回動自在な支持部材と一つのリンクは、第2角度固定板の第3挿入孔を介して第2ピンを第2支持孔に受け入れることで、支持部材に対してリンクが垂下される方向に維持される。こうして、第2角度固定具により支持部材とリンクの角度が固定されることで、支持部材と移動機構の耐荷重構造をさらに強化することができる。なお、第2角度固定板に、第1角度固定板に設けた第2挿孔と同様に機能する第4挿入孔を設けても良い。こうすると、支持部材が収容位置にあるときにも、支持部材と一つのリンクとの角度を固定することができる。
【0016】
(6)本発明の一態様では、前記ブロー成形機は、プリフォームを射出する射出成形部と、前記射出成形部に第1方向から樹脂を射出する射出装置とを有し、前記支持部材は、平面視で前記第1方向と直交する第2方向にて前記射出成形部より側方に張り出して前記突出位置に設定され、前記金型部品は、前記射出成形部に取り付けられる射出成形型とすることができる。本発明の一態様によれば、ホットランナー型や射出キャビティ型等の射出成形型の搬入/搬出の作業負担を軽減できる。
【0017】
(7)本発明の一態様では、前記ブロー成形機は、プリフォームから容器をブロー成形するブロー成形部を有し、前記金型部品は、前記ブロー成形部に取り付けられて、第1方向に沿って開閉される一対のブローキャビティ割型を含み、前記支持部材は、平面視で前記第1方向と直交する第2方向にて前記ブロー成形部より側方に張り出して前記突出位置に設定することができる。本発明の一態様によれば、一対のブローキャビティ割型等のブロー成形型の搬入/搬出の作業負担を軽減できる。
【0018】
(8)本発明の他の態様は、金型部品が取り付けられるブロー成形機において、
前記ブロー成形機に対して搬入または搬出される前記金型部品を支持する支持部材と、
前記支持部材を、前記ブロー成形機の外方に向けて水平に突出する突出位置と、前記ブロー成形機に収容する収容位置とに移動させる移動機構と、
を有し、
前記ブロー成形機は固定支点軸を有し、
前記支持部材は、前記支持部材と共に移動する可動支点軸を有し、
前記移動機構は、前記固定支点軸及び前記可動支点軸にそれぞれ回動自在に支持ざれるリンクを有し、
前記支持部材が突出位置に設定されるときに、前記固定支点軸に対して第1角度固定具によりリンクが鉛直状態に設定され、前記可動支点軸に対して第2角度固定具により前記支持部材が水平状態に設定されるブロー成形機に関する。
【0019】
本発明の他の態様によれば、比較的軽量の金型部品の搬入/搬出の作業負担を軽減できる。
【0020】
(9)本発明の他の態様では、昇降駆動される昇降部に支持され、
前記昇降部には、複数の固定金具が複数のボルトによりそれぞれ固定され、
前記複数のボルトを緩めて前記複数のボルトを中心軸として前記複数の固定金具を回転させて、前記複数の固定金具が前記昇降部と対面する位置に配置され、前記昇降部と前記複数の固定金具との間に前記金型部品が挟待された状態で、前記複数のボルトが前記複数の固定金具に締め付けられて前記金型部品を固定することができる。昇降部に支持される金型部品の搬入/搬出の作業負担を軽減できる。
【0021】
(10)本発明のさらに他の態様は、
金型部品と、
前記金型部品が固定される固定部と、
前記固定部に支持される複数のボルトと、
前記複数のボルトを中心軸として回転可能な複数の固定金具と、
を有し、
前記複数のボルトを緩めて前記複数のボルトを中心軸として前記複数の固定金具を回転させて、前記複数の固定金具が前記固定部と対面する位置に配置され、前記固定部と前記複数の固定金具との間に前記金型部品が挟待された状態で、前記複数のボルトが前記複数の固定金具に締め付けられて前記金型部品が固定されるブロー成形機に関する。
【0022】
こうすると、固定金具は固定部に常設できるので、取り付け/取り外し作業の負担が軽減されると共に、固定金具やボルトの紛失防止にも寄与できる。
【0023】
(11)本発明のさらに他の態様は、
下部基盤と、
前記下部基盤と対向する上部基盤と、
前記上部基盤に支持される移送板と、
前記上部基盤に支持される2本の第1レールと、
前記2本の第1レールに沿って搬入されるリップ板と、
前記2本の第1レールの延長線上にて前記移送板に固定される2本の第2レールと、
前記移送板に形成された孔に挿入されて、前記2本の第2レールに支持される前記リップ板を固定するリップ板固定金具と、
を有するブロー成形機に関する。
【0024】
本発明のさらに他の態様によれば、リップ板を、第1レールを介して第2レールにスライドインさせ、リップ板固定金具のみで取り付けることができる。
【0025】
(12)本発明のさらに他の態様は、
下部金型部品の上にダミーリップ板及び上部金型部品を搭載した金型ユニットを、ブロー成形機に搬入する工程と、
前記金型ユニットの前記下部金型部品をブロー成形機の下部固定部に固定する工程と、
前記ブロー成形機の上部基盤に支持される移送板にリップ型を取り付ける前の状態で、ブロー成形機の上部基盤の上方に配置された上部昇降部を下降させて、前記移送板に形成された穴を介して、前記上部昇降部を前記移送板の下方の型締め位置に設定する工程と、
型締め位置に設定された前記上部昇降部に前記上部金型部品を固定する工程と、
前記上部昇降部を上昇させて、前記金型ユニットから前記上部金型部品を分離する工程と、
その後前記ダミーリップ板を除去する工程と、
を有する金型部品の取り付け方法に関する。
【0026】
本発明のさらに他の方法発明によれば、上部金型不部品と下部金型部品とを一体でユニット化して搬入することができ、しかも上部金型部品とそれを支持する上部昇降部とを型締め位置に設定して取り付けることができ、特に上部金型部品の取付け作業の負担が軽減される。
【0027】
(13)本発明のさらに他の態様では、前記下部金型部品は、ホットランナー型及び射出キャビティ型であり、前記上部金型部品は、射出コア型であり、前記下部固定部は前記ブロー成形機の下部基盤であり、前記下部金型部品の前記ホットランナー型が前記下部基盤に固定され、前記上部昇降部は、前記ブロー成形機の前記上部基盤の上方に配置されて昇降される型締め盤に固定された射出コア型固定部であり、前記射出コア型を前記射出コア型固定部に固定することができる。こうすると、特に射出コア型の取り付け作業の負担を軽減できる。
【0028】
(14)本発明のさらに他の態様では、前記下部金型部品は、温調ポットであり、前記上部金型部品は、温調コアであり、前記下部固定部は、前記ブロー成形機の下部基盤側に固定された下部昇降駆動部により昇降される下部昇降部であり、前記上部昇降部は、前記ブロー成形機の上部基盤側に固定された上部昇降駆動部により昇降駆動することができる。こうすると、特に温調コアの取り付け作業の負担を軽減できる。
【0029】
(15)本発明のさらに他の態様は、
下部金型部品と、
前記下部金型部品の上に搭載されたダミーリップ板と、
前記ダミーリップ板の上に搭載された上部金型部品と、
を有し、
前記ダミーリップ板は、ブロー成形機に取り付けられて型締めされる前記下部金型部品と前記上部金型部品との間の型締め時のギャップを設定する金型ユニットに関する。
【0030】
本発明のさらに他の態様では、上部金型部品と下部金型部品とを搬入/搬出時にユニット化して取り扱うことができる。
【図面の簡単な説明】
【0031】
【図1】本発明の一実施形態に係るブロー成形機を、上部基盤を取り外した状態で示す平面図である。
【図2】図1に示すブロー成形機の射出成形部及びブロー成形部を示す正面図である。
【図3】第1の射出型搬入/搬出装置の支持部材を突出位置と収容位置に設定する状態を示す側面図である。
【図4】射出型ユニットの正面図である。
【図5】第1の射出型搬入/搬出装置により搬入されて型締め位置に設定される射出コア型を型締め盤に取り付ける方法を説明するための説明図である。
【図6】移送板の平面図である。
【図7】固定金具を用いた射出コア型の取り付けを説明するための図である。
【図8】第2の射出型搬入/搬出装置及び第2のブロー型搬入/搬出装置を示す図である。
【図9】第2の射出型搬入/搬出装置により搬送される射出コア型を示す図である。
【図10】第1のブロー型搬入/搬出装置及び第2のブロー型搬入/搬出装置を示す図である。
【図11】第2のブロー型搬入/搬出装置により搬送されるブローコア型及び延伸ロッド固定板の取り付け状態を示す図である。
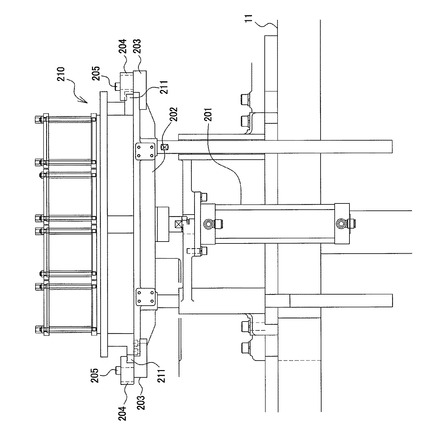
【図12】温調ポットの取り付け状態を示す図である。
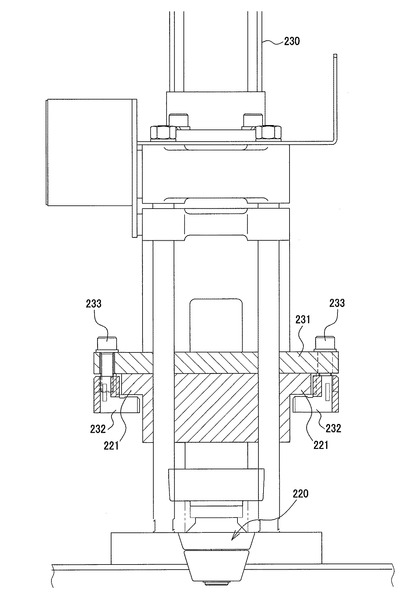
【図13】温調コアの取り付け状態を示す図である。
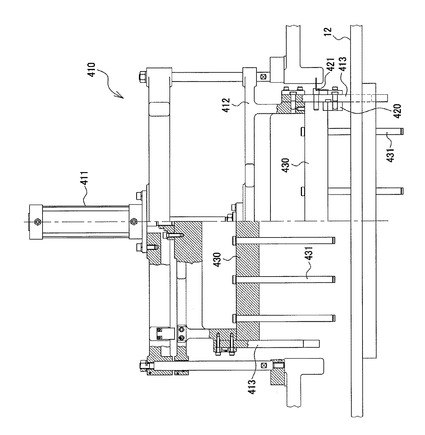
【図14】取出装置の正面図である。
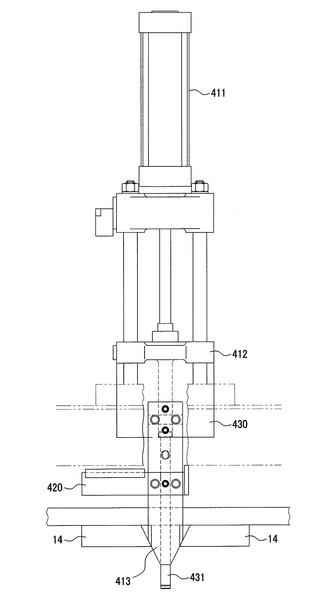
【図15】取出装置の側面図である。
【図16】リップ板搬入/搬出装置を示す平面図である。
【図17】図17(A)(B)はリップ板の取り付け状態を示す図である。
【発明を実施するための形態】
【0032】
以下、本発明の好適な実施の形態について、比較例を参照して詳細に説明する。なお以下に説明する本実施形態は特許請求の範囲に記載された本発明の内容を不当に限定するものではなく、本実施形態で説明される構成の全てが本発明の解決手段として必須であるとは限らない。
【0033】
1.ブロー成形機
以下に説明する本実施形態のブロー成形機は、例えば特許文献1に記載された回転搬送型4ステーションのブロー成形機と同じ駆動方式を例に挙げて説明するが、一部の実施形態を除けばこれに限定されるものではない。特許文献1のブロー成形機は、射出成形部にてプリフォーム(パリソン)を射出成形し、射出成形に用いたリップ型によりプリフォームをブロー成形部に搬入して容器をブロー成形する一ステージ方式またはホットパリソン方式のブロー成形機である。一ステージ方式のブロー成形機は、必要により射出成形部とブロー成形部との間に温調部を、ブロー成形部の下流に取出部を設けることができる。射出成形部、温調部または取出部を対象としない実施形態は、予め射出成形されたプリフォームを加熱して、ブロー成形部にてブロー成形する2ステージ方式またはコールドパリソン方式のブロー成形機に適用することができる。また、成形品の搬送方式についても、回転搬送でなくリニア搬送するブロー成形機にも、本発明を適用できる。
【0034】
本実施形態は、ブロー成形機への金型部品の取り付けまたは取り外しのための構造と方法に関し、ブロー成形機の構造については金型部品の交換に必要な範囲でのみ説明する。また、金型部品とは、ブロー成形される容器のサイズ等に応じて交換される成形用の部品を意味する。金型部品とは、各種金型としての射出コア型、射出キャビティ型、ホットランナー型、温調ポット、温調コア、ブローコア型、ブロー型、延伸ロッド、エジェクトピン、リップ型(リップ板)、ネック型の一つ、またはそれらの中の複数を積層した金型ユニットを意味し、さらには金型を固定または支持し、あるいはスペーサー部材となる部品も含むことがある。
【0035】
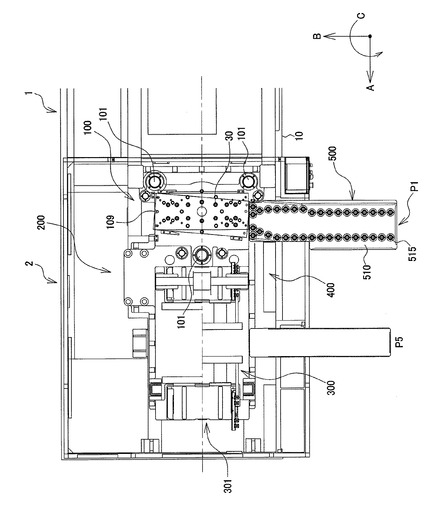
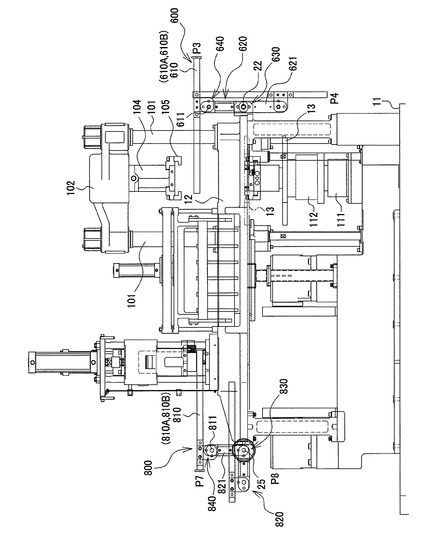
図1は、回転搬送型ブロー成形機を示し、上部基盤を取り外した状態での平面図である。図1において、機台10上には、図示しない射出装置が搭載される第1領域1と、成形品が回転搬送されて成形される第2領域2とが存在する。図1に示すように、平面視での直交二軸方向を第1方向Aと第2方向Bとする。直交二軸方向A,Bと直交する垂直軸周りの回転方向をCとする。第2領域2には、回転方向Cに沿って90度間隔で、射出成形部100と、温調部200と、ブロー成形部300と、取出部400とが配置される。第1領域1に配置される射出装置は、第1方向Aで射出成形部100に向けて樹脂を射出する。射出成形部100での型締め/型開方向は、例えば3本の可動タイバー101と共に昇降される型締め盤102(図3参照)が移動する垂直方向である。ブロー成形部300での型締め/型開装置301の開閉方向も第1方向Aと一致する。
【0036】
2.射出成形部
2.1.第1の射出型搬入/搬出装置
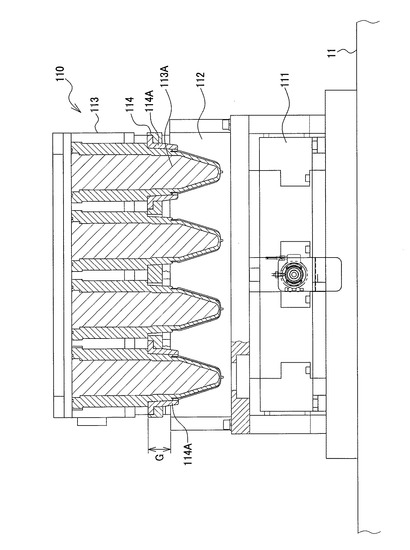
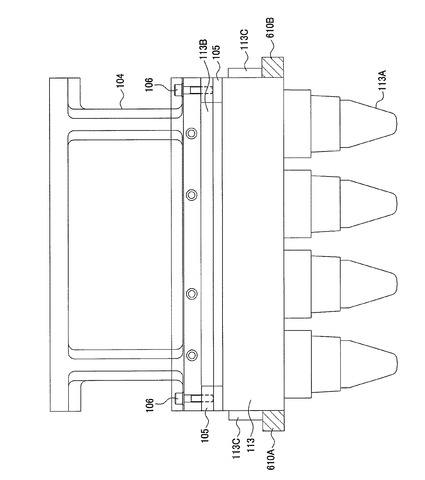
先ず、射出成形部100での金型部品に交換について、図2〜図4を参照して説明する。図2に示すように、機台10には下部基盤11が設けられている。図4に示す射出成形部100では、下部基盤11の面上にホットランナー型111が固定され、ホットランナー型111の上には射出キャビティ型112が固定される。よって、下部基盤11側に取り付けられる金型部品は、ホットランナー型111と、射出キャビティ112Aを有する射出キャビティ型112である。本実施形態では、図4に示すように、射出キャビティ型112の上にさらに、ダミーリップ板114を介して、射出コア113Aを有する射出コア型113を搭載して、金型交換時には図4に示す射出型ユニット110を一体として取り扱うことができる。なお、射出型ユニット110については後述する。
【0037】
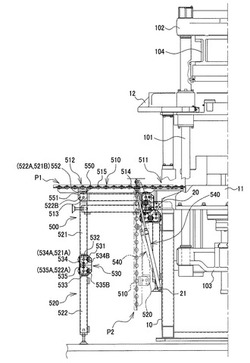
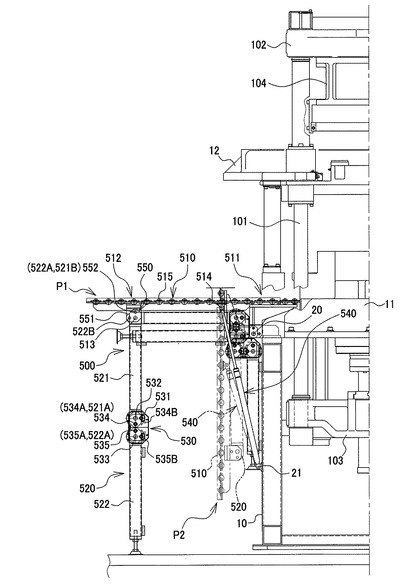
射出型ユニット110を搬入/搬出するために、図1〜図3に示す第1射出型搬入/搬出装置500がブロー成形機に常設されている。この第1射出型搬入/搬出装置500は、射出型ユニット110を支持する支持部材510と、支持部材510を移動させる移動機構520とを有する。移動機構520は、図1及び図2に示すように、支持部材510をブロー成形機の外方に向けて水平に突出する突出位置P1と、支持部材510をブロー成形機に収容する収容位置P2とに移動させる。収容位置P2では、例えば支持部材510が機台10の側面と平行になるように鉛直状態にて収容することができる。
【0038】
ブロー成形機は第1固定支点軸20を有する。支持部材510は、基端部511と自由端部512とを含み、基端部511は第1固定支点軸20に回動自在に支持され、自由端部512には第1可動支点軸513が設けられている。
【0039】
移動機構520は、互いに回動自在に連結された複数のリンク521,522を含み、複数のリンク521,522の一方のリンク521は支持部材510の可動支点軸513に回動自在に支持されている。そして、移動機構520は、支持部材510が突出位置P1に設定されるときに、第1角度固定具530により複数のリンク521,522が一直線状に維持されて、複数のリンク521,522が、支持部材510の自由端部512を支持する脚部となる。
【0040】
本実施形態では、ホットランナー型111及び射出キャビティ型112を一体として、あるいは射出型ユニット110を一体として、ブロー成形機に常設された第1射出型搬入/搬出装置500を用いて、ブロー成形機に金型部品を搬入または搬出することができる。しかも、金型部品の搬入/搬出時には突出位置P1に張り出した支持部材510の自由端部512を、一直線状に維持される複数のリンク521,522を脚部として用いることで、相当重量の金型部品の搬入/搬出時の耐荷重構造を実現できる。特に、多品種少量ロットの場合には金型部品の交換が頻繁であることから、ブロー成形機に常設された第1射出型搬入/搬出装置500を用いて金型部品の交換作業の負担を大幅に軽減できる。また、ブロー成形機の実稼動時には、複数のリンク521,522を折り畳むことで、支持部材510を収容位置P2に収容することができ、第1射出型搬入/搬出装置500が稼動時の邪魔になることもない。
【0041】
なお、図2及び図3に示すように、支持部材510の表面には、一部が表面より突出する複数の球体515を回転可能に支持することができる。射出成形部100が配置される下部基盤11の表面にも、一部が表面より突出する球体30を回転可能に支持することができる。こうすると、金型部品は球体30,515と転接して、摩擦力が低減されるので、搬入/搬出をより軽負荷で実施することができる。なお、下部基盤11より突出する球体30は、バネ等の付勢部材により突出付勢されており、ホットランナー型111を下部基盤11に締結することで、球体30は下部基盤11の表面と面一になる。
【0042】
本実施形態では、図2及び図3に示す支持補強部材(例えばエアダンパー)540を設けることで、第1射出型搬入/搬出装置500での支持部材510の位置替えを容易に実施できる。このために、ブロー成形機は、第1固定支点軸20よりも下方に第2固定支点軸21を有する。また、支持部材510は、基端部511と自由端部512との間に第2可動支点軸514を有する。
【0043】
支持補強部材540は、第2固定支点軸21と第2可動支点軸514とにそれぞれ回動自在に連結されて、支持部材510の移動に伴い長さが伸縮され、支持部材510が突出位置P1に設定された伸長時の長さを流体圧により維持するものである。支持補強部材540は、例えば流体が封入されたシリンダー541と、シリンダー541に挿脱自在に設けられたピストンロッド542とを含むことができる。
【0044】
図2では2本の支持補強部材540を設けているが、少なくとも1本の支持補強部材540を設けることで、第1射出型搬入/搬出装置500の耐荷重構造をさらに強化することができる。
【0045】
第1角度固定具530は、図3に示すように、第1角度固定板531と、複数のリンク521,522をそれぞれ回動自在に支持する第1角度固定板531に設けられた2つの支点軸532,533と、第1ピン534,535と、支持部材510が突出位置P1に設定された時に2つの第1ピン534,535が挿入される2つの第1挿入孔534A,535Aとを有する。一方、第1角度固定板531が配置される複数のリンク521,522の各々は、第1挿入孔535A(536A)を介して挿入される2つの第1ピン535(536)を一つ支持する第1支持孔521A(522A)を有する。
【0046】
このように、第1角度固定板531の2つの支点軸532,533を支点として回動自在な複数のリンク521,522は、第1角度固定板531の第1挿入孔534A,535Aを介して2つの第1ピン534,545を第1支持孔521A,522Aに受け入れることで、図3に示すように例えば鉛直方向にて一直線の状態に維持される。このとき、2つの支点軸532,533と、第1挿入孔534A,535Aに挿入された2つの第1ピン534,535も鉛直方向にて一直線状に配列される。こうして、第1角度固定具530により複数のリンク521,522を脚部として利用できる。また、2つの第1ピン534,535を離脱することで、複数のリンク521,522は自由に回動させて折りたたむことができる。こうして、支持部材510を図3に示す収容位置P2に移動させて収容することができる。
【0047】
第1角度固定板531は、図3に示すように、支持部材510が収容位置P2に設定された時に2つの第1ピン534,535が挿入される2つの第2挿入孔534B,535Bを追加することができる。こうすると、複数のリンク521,522は、第1角度固定板531の第2挿入孔534B,535Bを介して2つの第1ピン534,535を第1支持孔521A,522Aに受け入れることで、図3に示すように第1角度固定板511にて折り曲げられて平行状態に維持される。このとき、2つの支点軸532,533と、第2挿入孔534B,535Bに挿入された2つの第1ピン534,535は水平方向にて一直線状に配列される。それにより、収容位置P2にて複数のリンク521,522をコンパクトに収容することができる。
【0048】
本実施形態では、図3に示すように、支持部材510が突出位置P1に設定されるときに、支持部材510と複数のリンク521,522の一方のリンク521との角度を固定する第2角度固定具550をさらに有することができる。第2角度固定具550は、支持部材510に固定されて第1可動支点軸513が設けられた第2角度固定板551と、第2ピン552と、支持部材510が突出位置P2に設定された時に第2ピンP2が挿入される第3挿入孔552Aと、を有することができる。一方、第2角度固定板550が配置されるリンク521は、第3挿入孔552Aを介して挿入される第2ピン552を支持する第2支持孔521Bを有することができる。
【0049】
このように、第2角度固定板551の第1可動支点軸513を支点として自由に回動自在な支持部材510とリンク521は、第2角度固定板551の第3挿入孔552Aを介して第2ピン552を第2支持孔521Bに受け入れることで、図3に示すように水平状態の支持部材510に対してリンク521が垂下される方向に維持される。このとき、第1可動支点軸513と、第3挿入孔552Aに挿入された第2ピン552とは鉛直方向にて一直線状に配列される。こうして、第2角度固定具530により支持部材510とリンク521の角度が固定されることで、第1射出型搬入/搬出装置500の耐荷重構造をさらに強化することができる。
【0050】
なお、本実施形態では、第2角度固定板551に、第1角度固定板531に設けた第2挿孔534B,535Bと同様に機能する第4挿入孔552Bを設けることができる。こうすると、支持部材510が収容位置P2にあるときにも、支持部材510とリンク521との角度を固定することができる。
【0051】
2.2.射出ユニット一体での取り付け/取り外し方法
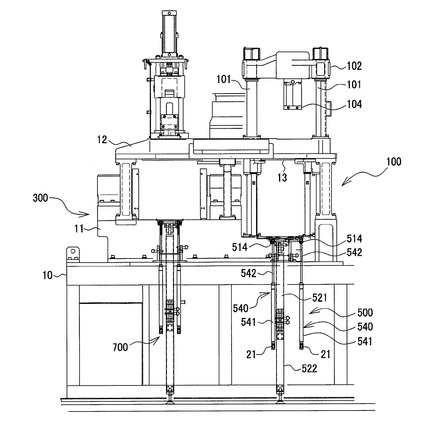
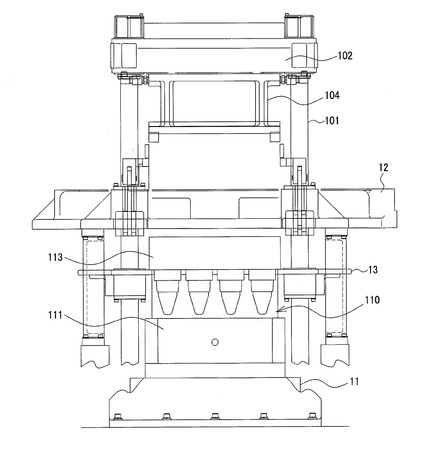
次に、第1射出型搬入/搬出装置500を用いて射出型をブロー成形機に取り付ける方法について、図4及び図5を参照して説明する。その前に、射出型の型締め駆動について図3を参照して説明する。図3に示す機台10の下方に牽引盤103が設けられ、牽引盤103が昇降されることで、3本の可動タイバー101により牽引盤103と連結された型締め盤102が昇降される。型締め盤102には射出コア型固定部104が固定されている。ここで、射出コア型113の昇降が可能である型締め盤102および射出コア型固定部104を昇降部とも呼称する。
【0052】
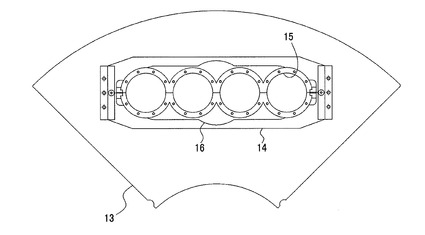
図4に示すホットランナー型111は下部基盤11に固定され、ホットランナー型111の上に射出キャビティ型112が固定される。一方、射出コア型113は、型締め盤102に支持された射出コア型固定部104に固定される。また、図2に示すように、上部基盤12には、回転駆動される移送板13が回転可能に支持されている。移送板13は、特許文献1の図1に示すように、平面視にて90度間隔で4つ配置され、その一つの移送板13が射出成形部100に停止される。4つの移送板13の各々には、図6に示すように、開閉されるリップ板14に形成された取り付け穴15に支持されるリップ型(図示せず)が配置される。さらに、移送板13には、後述する穴16が形成されている。
【0053】
射出成形部100での型締め動作は、移送板13および型締め盤102を下降して、射出コア型113がリップ型に型閉じされ、さらに型締め盤102が下降することで、射出コア型113により押動されてリップ型が移送板13及びリップ板14と共に下降して、射出コア型113及びリップ型が射出キャビティ型112に型締めされる。なお、本実施例における移送板13は、例えば特許文献1のような昇降機構を備えており、射出コアと独立して昇降駆動できるようなっている。
【0054】
射出成形部100への金型部品を搬入するために、例えば図4に示す射出型ユニット110を用意する。ここで、射出型ユニット110の搬入は、移送板13にリップ型及びそれを支持するリップ板14が取り付けられていない状態で実施される。図4に示す型締め時での射出キャビティ型112と射出コア型113との間のギャップGは、本来であればリップ板14とリップ型により設定される。金型搬入時にはリップ板14とリップ型が存在しないため、図4に示すダミーリップ板114を用いてギャップGを確保している。本実施形態では、ダミーリップ板114と、その長手方向の両端に設けた2つのダミーリップ型114AとによりギャップGを設定しているが、ダミーリップ板114のみにてギャップGを設定しても良い。ダミーリップ板114を介在させることで、ホットランナー型111を下部基盤11に取り付けた時に、射出コア型113を下部基盤11からの本来の型締め高さに設定できるようにしている。ここで、ダミーリップ板114より上方の金型部品を上部金型部品、下方の金型部品を下部金型部品と呼称する。
【0055】
射出ユニット110は、図1及び図3に示す突出位置P1に設定された支持部材510上に載せられる。射出ユニット110を押動することで、支持部材510上の球体515及び下部基盤11上の球体30と転接されて射出型ユニット110が移動され、図1に示す位置決めピン109により所定位置に位置決めされる。そして、射出型ユニット110のホットランナー型111をブロー成形機の下部基盤11に固定する(図4参照)。これにより、ホットランナー型111が下部基盤11に固定され、そのホットランナー型111上には予め射出キャビティ型112が固定されているので、下部基盤11に対する金型部品の取り付けが完了する。
【0056】
次に、射出コア型113を射出コア型固定部104に固定する工程が実施される。そのために、ブロー成形機の上部基盤12もしくは移送板昇降機構に支持される移送板13にリップ板14及びリップ型を取り付ける前の状態で、ブロー成形機の上部基盤12の上方に配置された型締め盤102を牽引盤103により牽引して下降させる。移送板13には、リップ板14及びリップ型が取り付けられていないので、射出コア型113を通過させることができる穴16(図6参照)が開けられている。よって、金型部品の取り付け時にあっては移送板13を先に下降させておくことで、射出コア型113を移送板13の穴16を介して移送板13の上方の型締め位置に設定することができる。
【0057】
一方、上述したとおり、下部基盤11に固定された射出型ユニット110の射出コア型113は、ダミーリップ板114を介在させることで型締め位置に設定されている。図5は、射出型ユニット110の射出コア型113が型締め高さに設定されている状態を図示している。この型締め高さ位置まで射出コア型固定部104を下降させることで、射出コア型113を射出コア型固定部104に固定することができる。
【0058】
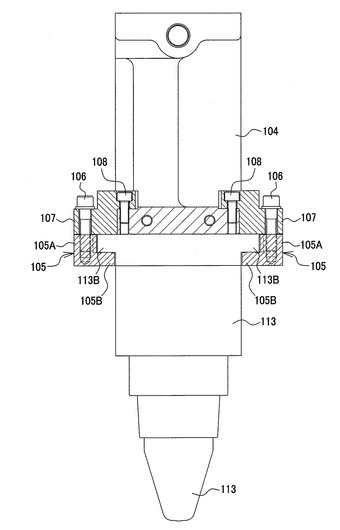
ここで、金型部品を固定部に固定する一例として、図7に射出コア型113を射出コア型固定部104に固定する例を示す。金型部品である射出コア型113には、固定部である射出コア型固定部104に面する上端部に、幅方向にて突出する2つの突起113が設けられている。射出コア型固定部104側には、固定金具105、例えば垂直部105Aと水平部105Bとを有するL字金具105が、ボルト106にて固定される。射出コア型固定部104は、ボルト106を挿通させる孔を有する取付金具107を、ボルト108にて固定することができる。なお、取付金具107の形状を射出コア型固定部104に一体で設けても良い。
【0059】
射出コア型113の2つの突起113Bは、4つ(図では片側の2つのみ例示している)の水平部105B,105Bが内側を向いて対向するように配置されることで、L字金具105と取付金具107との間に挟待されてボルト106で締結される。
【0060】
上述したように、射出コア型固定部104を下降させて型締め位置に設定するときには、ボルト106を緩め、ボルト106を中心として4つのL字金具105を回転させ、4つの水平部105Bが外向きとなるように設定しておく。そうすると、射出コア型113の2つの突起113Bと干渉せず、射出コア型固定部104を型締め位置に設定できる。その後に、ボルト106を中心として4つのL字金具105を回転させ、図7に示す状態としてボルト106を締めれば良い。こうして、金型部品の交換作業が簡易化される。
【0061】
このL字金具105は、金型部品の交換のたびに取り外す必要なく、ボルト106を緩めるだけ良い。よって、L字金具105を射出コア型固定部104に常設しておくことができ、部品の紛失等の虞がなくなる。
【0062】
なお、このようなL字金具を用いた金型部品の固定は、射出コア型113以外にも利用できる。例えば、ホットランナー型111の下部基盤11への取り付け、射出キャビティ型112のホットランナー型111への取り付け等の他、後述する各種金型部品の取り付けにも利用できる。また、L字金具105による金型着脱作業をより容易にするため、ボルト106の貫通孔を長孔形状にし、ボルトを緩めた後に水平移動可能にしても良い。
【0063】
射出コア型113を射出コア型固定部104に取り付けした後に、型締め盤102を上昇させて、射出コア型固定部104により射出コア型113を上昇させる。それにより、射出型ユニット110から射出コア型113を分離することができる。最後に、ダミーリップ板114を射出キャビティ型112から除去する。それにより、射出成形部100での金型部品の取り付けが完了する。なお、射出成形部100での金型部品の取り外しは、上述の取り付け工程を逆順で実施することで、図4に示す射出型ユニット110の状態で取り外すことができる。
【0064】
2.3.第2の射出型搬入/搬出装置と取り付け方法
図8に、射出コア型113を搬入/搬出するための第2射出型搬入/搬出装置600を示す。第2射出型搬入/搬出装置600は、ブロー成形機に対して搬入または搬出される金型部品である射出コア型113を支持する支持部材610と、支持部材610をブロー成形機の外方に向けて水平に突出する突出位置P3とブロー成形機に収容する収容位置P4とに移動させる移動機構620とを有する。
【0065】
ブロー成形機は固定支点軸22を有する。支持部材610は、支持部材610と共に移動する可動支点軸611を有する。移動機構620は、固定支点軸22及び可動支点軸611にそれぞれ回動自在に支持ざれるリンク621を有する。支持部材610が突出位置P3に設定されるときに、固定支点軸22に対して第1角度固定具630によりリンク621が鉛直状態に設定され、可動支点軸611に対して第2角度固定具640により支持部材610が水平状態に設定される。第1.第2角度固定具630,640は、図3に示す第1,第2角度固定具530,550と同様に構成することができ、ピンによって突出位置P3または収容位置P4に維持されように支持部材610及びリンク621の角度を固定することができる。なお、収容位置P4では、支持部材610及びリンク621は共に鉛直方向にて平行に収容される。
【0066】
支持部材610は、図9に示すように2本のレール610A,610Bとすることができる。金型部品である射出コア型113には、レール610A,610Bに搭載される突起113C,113Cを有する。レール610A,610B上にて突起113C,113Cを滑らせて、射出コア型113を射出コア型固定部104の下方に搬入することができる。射出コア型固定部104の下方に搬入された射出コア型113は、図7に示す方法と同じ方法にて固定される。ただし、図8に示す射出コア型固定部104にて射出コア型113の搬入先側に位置するL字金具105は外しておく必要がある。搬入される射出コア型113と干渉するからである。射出コア型113の取り外しは、上述した取り付け工程とは逆順で実施することができる。
【0067】
第2射出型搬入/搬出装置600を使用する場合には、図4に示す射出型ユニット110は用いない。ホットランナー型111及び射出キャビティ型112が一体で、第1射出型搬入/搬出装置500を利用してブロー成形機の下部基盤11上に搬入される。その後、ホットランナー型111を下部基盤11に固定することで、下部基盤11に対する金型部品の取り付けが完了する。射出コア型113は、第2射出型搬入/搬出装置600を利用して取り付けられる。
【0068】
3.ブロー成形部
3.1.第1ブロー型搬入/搬出装置
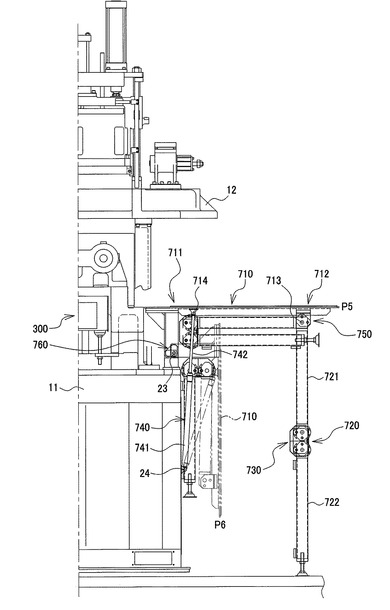
次に、図1、図2及び図10を参照して、第1ブロー型搬入/搬出装置700について説明する。第1ブロー型搬入/搬出装置700は、実質的に第1射出型搬入/搬出装置500と同一の構成であり、支持部材710と移動機構720とを有する。本実施形態にて第1ブロー型搬入/搬出装置700が第1射出型搬入/搬出装置500と相違する点は、支持部材710の表面に、支持部材510表面に設けられている球体515を備えないことである。支持部材710上に搭載されるブロー型(図示せず)は一対のブローキャビティ割型、一対の圧受け板及びそれらを固定する一対の固定板を少なくとも有する。一対の圧受け板の下面には、下部基盤11との摩擦力を低減させるスライドメタルが設けられるので、ブロー型の搬入出時にもスライドメタルで支持部材710上での摩擦力を低減できるからである。ただし、支持部材710にも球体515を設けても良い。また、スライドメタルの代わりに転動部材、例えばローラをブロー型の側面に設ける形式でも構わない。
【0069】
移動機構720は、図1、図2及び図10に示すように、支持部材710をブロー成形機の外方に向けて水平に突出する突出位置P5と、支持部材710をブロー成形機に収容する収容位置P6とに移動させる。収容位置P6では、例えば支持部材710が機台10の側面と平行になるように鉛直状態にて収容することができる。
【0070】
ブロー成形機は第1固定支点軸23を有する。支持部材710は、基端部711と自由端部712とを含み、基端部711は第1固定支点軸23に回動自在に支持され、自由端部712には第1可動支点軸713が設けられている。
【0071】
移動機構720は、互いに回動自在に連結された複数のリンク721,722を含み、複数のリンク721,722の一方のリンク721は支持部材710の可動支点軸713に回動自在に支持されている。そして、移動機構720は、支持部材710が突出位置P5に設定されるときに、第1角度固定具730により複数のリンク721,722が一直線状に維持されて、複数のリンク721,722が、支持部材710の自由端部712を支持する脚部となる。
【0072】
本実施形態では、図2及び図10に示す支持補強部材(例えばエアダンパー)740を設けることで、第1ブロー型搬入/搬出装置700での支持部材510の位置替えを容易に実施できる。このために、ブロー成形機は、第1固定支点軸23よりも下方に第2固定支点軸24を有する。また、支持部材710は、基端部711と自由端部712との間に第2可動支点軸714を有する。
【0073】
支持補強部材740は、第2固定支点軸24と第2可動支点軸714とにそれぞれ回動自在に連結されて、支持部材710の移動に伴い長さが伸縮され、支持部材710が突出位置P1に設定された伸長時の長さを流体圧により維持するものである。支持補強部材740は、例えば流体が封入されたシリンダー741と、シリンダー740に挿脱自在に設けられたピストンロッド742とを含むことができる。
【0074】
図2では2本の支持補強部材740を設けているが、少なくとも1本の支持補強部材740を設けることで、第1ブロー型搬入/搬出装置700での支持部材510の位置替えをさらに容易に実施できる。
【0075】
また、支持部材710が突出位置P5に設定されるときに、支持部材710と複数のリンク721,722の一方のリンク721との角度を固定する第2角度固定具750をさらに有することができる。さらに、支持部材710が突出位置P5に設定されるときに、支持部材710を水平状態に維持するように角度を固定する第3角度固定具760をさらに有することができる。なお、上述した第1〜第3角度固定具730,750,760は、第1射出型搬入/搬出装置500の第1,第2角度固定具530,550と同様にピンの挿脱により、突出位置P5と収容位置P6の設定角度を固定できる構成を採用することができる。なお、第1ブロー型搬入/搬出装置700の第3角度固定具760と同様にして、第1射出型搬入/搬出装置500にも第3角度固定具を追加することができる。
【0076】
3.2.第2のブロー型搬入/搬出装置
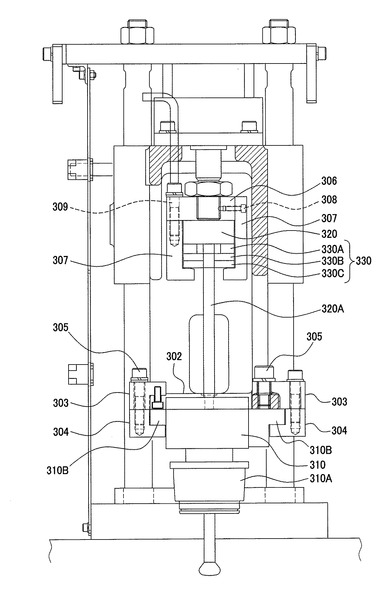
図8に、図11に示すブローコア310Aを含むブローコア型310と、延伸ロッド320Aが固定された延伸ロッド固定板320とを搬入/搬出するための第2ブロー型搬入/搬出装置800を示す。第2ブロー型搬入/搬出装置800は、ブロー成形機に対して搬入または搬出される金型部品であるブローコア型310を支持する支持部材810と、支持部材810をブロー成形機の外方に向けて水平に突出する突出位置P7とブロー成形機に収容する収容位置P8とに移動させる移動機構820とを有する。
【0077】
ブロー成形機は固定支点軸25を有する。支持部材810は、支持部材810と共に移動する可動支点軸811を有する。移動機構820は、固定支点軸25及び可動支点軸811にそれぞれ回動自在に支持ざれるリンク821を有する。支持部材810が突出位置P7に設定されるときに、固定支点軸25に対して第1角度固定具830によりリンク821が鉛直状態に設定され、可動支点軸811に対して第2角度固定具840により支持部材810が水平状態に設定される。第1.第2角度固定具830,840は、図3に示す第1,第2角度固定具530,550と同様に構成することができ、ピンによって突出位置P7または収容位置P8に維持されように支持部材810及びリンク821の角度を固定することができる。なお、収容位置P8では、支持部材810及びリンク821は共に鉛直方向または水平方向のいずれに平行に収容される。
【0078】
支持部材810は、図9に示す2本のレール610A,610Bと同様な2本のレール810A,810Bにて構成することができる。金型部品であるブローコア型310には、レール810A,810Bに搭載される突起が形成される。レール810A,810B上にて突起を滑らせて、ブローコア型310を図11に示すブローコア型固定部302の下方に搬入することができる。ブローコア型固定部302の下方に搬入されたブローコア型310は、図7に示す方法と同じ方法にて固定される。つまり、ブローコア型310に設けられた突起310Bが、取付金具303と固定金具304例えばL字金具304との間に挟待されて、ボルト305により締結される。ただし、図11に示すブローコア型固定部310にてブローコア型310の搬入先側に位置するL字金具304は外しておく必要がある。搬入されるブローコア型310と干渉するからである。ブローコア型310の取り外しは、上述した取り付け工程とは逆順で実施することができる。なお、取付金具303はブローコア型固定部302と一体形成しても良い。
【0079】
延伸ロッド固定板320は、ブローコア型310の垂直孔に延伸ロッド320Aを挿入させた状態にてブローコア型310に搭載して、第2ブロー型搬入/搬出装置800により同時に搬入することができる。このとき、延伸ロッド固定板320とブローコア型310との間には、図11に示すように、複数枚例えば3枚の予備延伸調整板330(330A,330B,330C)を介在させておく。
【0080】
延伸ロッド固定板320と予備延伸調整板330は、固定部306と固定金具307例えばL字金具307との間に挟待されて支持される。一方のL字金具307はボルト308で固定部306に固定されており、延伸ロッド固定板320と予備延伸調整板330が配置された後に他方のL字金具307がボルト309で固定部306に固定される。
【0081】
ここで、予備延伸とは、ブローコア型310のブローコア310Aがリップ型及びブローキャビティ割型と型締めされた段階で、ブローエアーの導入前に延伸ロッド320Aがプリフォームを縦軸延伸することを意味する。予備延伸により、プリフォームのリップ部の直下を先に縦延伸して、ブロー成形される容器の肉厚分布を調整することができる。
【0082】
図11に示すように、延伸ロッド固定板320の下方に予備延伸調整板330が配置される場合、予備延伸ストロークは零である。3枚の予備延伸調整板330A,330B,330Cの少なくとも1枚を、延伸ロッド固定板320の上方に配置することで、延伸ロッド320Aの下端の位置が下がり、予備延伸が可能になる。延伸ロッド固定板320の上方に配置される3枚の予備延伸調整板330A,330B,330Cの組み合わせを変えることで、予備延伸ストロークを変更できる。3枚の予備延伸調整板330A,330B,330Cには延伸ロッド320Aと干渉せずに挿脱するためのスリットを形成しておくことができる。なお、ブローコア型固定部302および延伸ロッド固定板320は、エアシリンダー等の駆動源によりブローコア型310および延伸ロッド320Aの昇降が可能であり、昇降部の一例である。
【0083】
4.温調部
図12及び図13は、温調ポット210(下部金型部品の一例)及び温調コア220(上部金型部品の一例)の取り付け状態を示している。図12に示すように、下部基盤11側に固定されるエアシリンダー201により昇降される温調ポット固定台202には、取付金具203が固定され、取付金具203にボルト205で固定される固定金具204例えばL字金具204が設けられている。温調ポット210は、取付金具203とL字金具204とに挟待される突起211を有する。ただし、取付金具203は温調ポット固定台202と一体形成しても良い。
【0084】
L字金具204は、取付金具203に常設され、ボルト205を緩めることでボルト205を中心軸として水平面内で回転させることで、温調ポット210の突起211と干渉せずに突起211を温調ポット固定台202の上面に受け入れることができる。その後、L字金具204を回転させて図12に示す状態に設定した後、ボルト205を締結することで、温調ポット210を固定できる。なお、L字金具204は、射出成形部100にて使用したものと同様に、ボルト205が挿通される貫通孔を長孔状にし、ボルト205を緩めた後に水平面内で進退移動可能にした固定金具でも構わない。
【0085】
図13に示すように、温調ポット210にリップ型を介して挿入される温調コア220は、突起221を有する。上部基盤12側に固定されるエアシリンダー230(上部昇降駆動部の一例)により昇降される温調コア固定部231)は、ボルト233により連結された固定金具232例えばL字金具232を有する。L字金具232は、温調コア固定部231に常設され、ボルト233を緩めることでボルト233を中心軸として水平面内で回転させることで、温調コア220の突起221と干渉せずにL字金具232を温調コア固定部231の下面に受け入れることができる。その後、L字金具232を回転させて図13に示す状態に設定した後、ボルト233を締結することで、温調コア220を固定できる。ここで、温調コア220を昇降可能な温調コア固定部231を上部昇降部、温調ポット210を昇降可能な温調ポット固定台202を下部昇降部と呼称する。
【0086】
図示してはいないが、温調部200にも、上述した第1,第2の射出型搬入/搬出装置500,600または第1,第2のブロー型搬入/搬出装置700,800のいずれかのタイプの金型部品搬入/搬出装置を常設するか、あるいは着脱可脳にして機台10内に保管することができる。
【0087】
ここで、温調ポット210と温調コア220とは、図4に示す射出型ユニット110と同様にして、ダミーリップ板114を介在させて積層して、温調ユニットとして搬入出することができる。この場合にも、搬入された温調ユニットの温調ポット210を図12に示すようにして固定した後、ブロー成形機の上部基盤12に支持される移送板13にリップ板14及びリップ型を取り付ける前の状態で、図12及び図13に示すエアシリンダー201(下部昇降駆動部の一例),230を駆動して、温調ユニットを型締め位置に設定する。このとき、移送板13には、リップ板14及びリップ型が取り付けられていないので、温調コア220(特に突起211)を通過させることができる穴16(図6参照)が開けられている。よって、金型部品の取り付け時では移送板13は下降されずに、下部昇降部の上昇駆動により温調コア220のみを移送板13の穴を介して移送板13の上方位置、具体的には型締め位置に設定することができる。
【0088】
一方、上述したとおり、温調ユニットの温調コア220は、ダミーリップ板114を介在させることで型締め位置に設定されている。この型締め高さ位置まで温調ポット固定部231を下降させることで、温調ポット220を温調ポット固定部231に固定することができる。
【0089】
5.取出部
図1に示す取出部400には、図14及び図15に示す取出装置410が、上部基盤12側に支持される。取出装置410は、エアシリンダー411により昇降される昇降部412の両側に、先端がくさび状のエジェクト板413が固定されている。エジェクト板413は、図15に示すように、エアシリンダー411により昇降部412と共に下降駆動されると、一対のリップ板14のくさび孔に挿入されて、一対のリップ板14を開放駆動するものである。その駆動により、一対のリップ板14に支持された一対のリップ割型(図示せず)が開放されて、ブロー成形された容器を下方に落下させることができる。本実施形態では、2つのエジェクト板413に、支持部材としてレール420を固定している(図14参照)。
【0090】
金型部品であるエジェクトピン固定板430は、複数のエジェクトピン431を垂下させて固定している。エジェクトピン固定板430は、両端がレール420に搭載されて取り付け位置まで搬入される。エジェクトピン固定板430は、2つのエジェクト板413の側方よりロックピン421が差し込まれることで昇降部412に固定できる。
【0091】
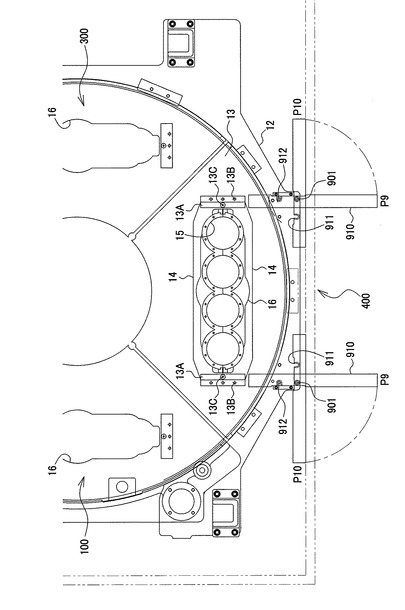
取出部400に配置される部品は、射出成形部100、温調部200及びブロー成形部300と比較して少ないので、その空きスペースを利用して、図16に示すように、リップ板搬入/搬出装置900を配置している。
【0092】
6.リップ型搬入/搬出装置
リップ板搬入/搬出装置900は、上部基盤12に設けられた2本の支点軸901を中心として揺動する2本の第1レール910を有する。2本の第1レール910は、突出位置P9と収容位置P10とに揺動する。2本の第1レール910は、スリット911を有し、突出位置P9ではスリット911にボルトまたはロックピン912が挿入されて上部基盤12に固定される。
【0093】
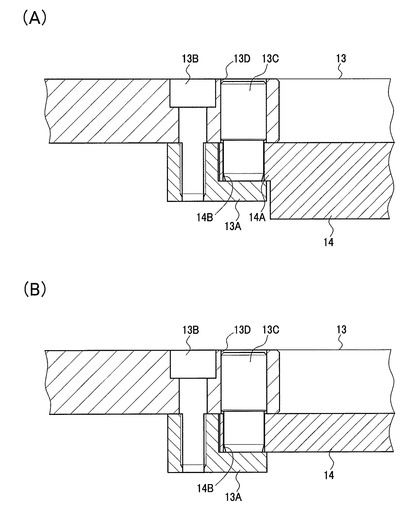
図17(A)に示すように、図16に示す一対のリップ板14が支持される移送板13には、一対のリップ板14を開閉移動案内する2つの第2レール13A(図17(A)では一方のみ図示)が、一対のリップ板14の長手方向の両端に配置されてボルト13Bで固定されている。一対のリップ板14の長手方向両端より突出して突起14Aが形成されている。第2レール13Aには突起14Aが搭載される。
【0094】
図17(A)に示す第2レール13Aは、リップ板14の挿入方向にて、図16に示す第1レール910の延長上に位置している。したがって、リップ板14の突起14Aをレール910に載せてリップ板14をレール910に沿って搬入すると、リップ板14を第2レール13Aにスライドインさせることができる。リップ板14の突起14Aに形成された半割スリット14Bに、移送板13の上方から移送板13に形成された孔13Dを介してリップ板固定金具13C例えば位置決めピン13Cを挿入することで、リップ板14の取り付けが完了する。特開平8−244103に見られるように、従来はネック型支持板(リップ板)の位置決め孔へ下側から位置決めピンを挿通し、次いで位置決めピンの落下防止部材をレールにボルト締結する必要がある。そのため、リップ板の枚数が増加するとリップ板の固定にかかる作業時間も増大する傾向にあった。また、位置決めピンの抜け落ち対策として落下防止部材を設けてはいるものの、サイクルスピード(ボトルの生産スピード)が上がると位置決めピンや落下防止部材に負荷がかかるため、これらの部材の位置ずれや脱落の虞が依然あった。これら現象に伴いネック型支持板(リップ板)も位置ずれするため、型締め時における金型部品や機械部品の破損に繋がる。また、予期しない破損や故障は、作業従事者に危険を及ぼしかねない。本実施形態では、位置決めピン13Cを上方より挿入してレール13A上で支えるため、位置ずれや落下の虞が著しく改善される。また、リップ板14の搬入/搬出作業及びメンテナンスにかかる時間が短縮し、作業性が格段に向上する。
【0095】
図17(A)に代えて、図17(B)に示すようにリップ板14は厚さ方向にて段差のない平板にて形成することもできる。この場合、リップ板14の長手方向両端部が第2レール13Aに搭載される。
【0096】
なお、上記のように本実施形態について詳細に説明したが、本発明の新規事項および効果から実体的に逸脱しない多くの変形が可能であることは当業者には容易に理解できるものである。従って、このような変形例はすべて本発明の範囲に含まれるものとする。例えば、明細書又は図面において、少なくとも一度、より広義または同義な異なる用語と共に記載された用語は、明細書又は図面のいかなる箇所においても、その異なる用語に置き換えることができる。
【符号の説明】
【0097】
10 機台、11 下部基盤、12 上部基盤、13 移送板、13A 第2レール、14 リップ板、14A 突起、20 第1固定支点軸、21 第2固定支点軸、22 固定支点軸、23 第1固定支点軸、24 第2固定支点軸、25 固定支点軸、100 射出成形部、101 可動タイバー、102 型締め盤、111 ホットランナー型、112 射出キャビティ型、113 射出コア型、114 ダミーリップ板、110 射出型ユニット、200 温調部、300 ブロー成形部、400 取出部、500 第1射出型搬入/搬出装置、510 支持部材、511 基端部、512 自由端部、513 第1可動支点軸、520 移動機構、521,522 リンク、521A,522A 第1支持孔、521B 第2支持孔、530 第1角度固定具、531 第1角度固定板、532,533 支点軸、534,535 第1ピン、534A,535A 第1挿入孔、534B,535B 第2挿入孔、540 支持補強部材、550 第2角度固定具、551 第2角度固定板、552 第2ピン、552A 第3挿入孔、552B 第4挿入孔、600 第2射出型搬入/搬出装置、610 支持部材、610A,610B レール、611 可動支点軸、620 移動機構、630 第1角度固定具、640 第2角度固定具、700 第1ブロー型搬入/搬出装置、710 支持部材、711 基端部、712 自由端部、713 第1可動支点軸、720 移動機構、721,722 リンク、730 第1角度固定具、740 支持補強部材、750 第2角度固定具、760 第3角度固定具、800 第2ブロー型搬入/搬出装置、810 支持部材、810A,810B レール、811 可動支点軸、820 移動機構、830 第1角度固定具、840 第2角度固定具、900 リップ板搬入/搬出装置、901 支点軸、910 第1レール、P1,P3,P5,P7,P9 突出位置、P2,P4,P6,P8,P10 収容位置
【技術分野】
【0001】
本発明は、ブロー成形機、金型部品の取り付け方法及び金型ユニットに関する。
【背景技術】
【0002】
例えば、特許文献1に示すブロー成形機では、多くの金型部品が使用される。金型部品は、ブロー成形される容器のサイズや形状に合わせて形成されるので、製造ロットによって容器のサイズや形状が変更になれば、金型部品を交換しなければならない。
【0003】
同一の容器を大量生産する場合には、金型部品の交換頻度は低かった。しかし、成形される容器の種類が増加し、多品種少量のロットが多くなった近年では、金型部品の交換頻度が高くなると、金型部品の交換作業の負担を軽減する要請がある。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特公平8−2586号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
本発明の幾つかの態様によれば、ブロー成形機に金型部品を搬入または搬出する作業の負担を軽減できる。
【0006】
本発明の幾つかの他の態様によれば、ブロー成形機に金型部品を取り付ける作業の負担を軽減できる。
【課題を解決するための手段】
【0007】
(1)本発明の一態様は、金型部品が取り付けられるブロー成形機において、
前記ブロー成形機に対して搬入または搬出される前記金型部品を支持する支持部材と、
前記支持部材を、前記ブロー成形機の外方に向けて水平に突出する突出位置と、前記ブロー成形機に収容する収容位置とに移動させる移動機構と、
を有し、
前記ブロー成形機は第1固定支点軸を有し、
前記支持部材は、基端部と自由端部とを含み、前記基端部は前記第1固定支点軸に回動自在に支持され、前記自由端部には第1可動支点軸が設けられ、
前記移動機構は、互いに回動自在に連結された複数のリンクを含み、前記複数のリンクの一つは前記支持部材の前記第1可動支点軸に回動自在に支持され、前記支持部材が突出位置に設定されるときに、第1角度固定具により前記複数のリンクが一直線状に維持されて、前記複数のリンクが、前記支持部材の前記自由端部を支持する脚部となるブロー成形機に関する。
【0008】
本発明の一態様によれば、ブロー成形機に常設された支持部材及び移動機構を用いて、ブロー成形機に金型部品を搬入または搬出することができる。しかも、金型部品の搬入/搬出時には突出位置に張り出した支持部材の自由端部を、一直線状に維持される複数のリンクを脚部として用いることで、相当重量の金型部品の搬入/搬出時の耐荷重構造を実現できる。特に、多品種少量ロットの場合には金型部品の交換が頻繁であることから、ブロー成形機に常設された支持部材及び移動機構を用いて金型部品の交換作業の負担を大幅に軽減できる。また、ブロー成形機の実稼動時には、複数のリンクを折り畳むことで、支持部材を収容位置に収容することができ、支持部材及び移動機構が稼動時の邪魔になることもない。
【0009】
(2)本発明の一態様では、前記ブロー成形機は、前記第1固定支点軸よりも下方に第2固定支点軸を有し、前記支持部材は、前記基端部と前記自由端部との間に第2可動支点軸を有し、前記移動機構は、前記第2固定支点軸と前記第2可動支点軸とにそれぞれ回動自在に連結されて、前記支持部材の移動に伴い長さが伸縮され、前記支持部材が前記突出位置に設定される伸長時の長さを流体圧により維持する支持補強部材をさらに有することができる。このような支持補強部材を少なくとも1本設けることで、支持部材及び移動機構の耐荷重構造をさらに強化することができる。
【0010】
(3)本発明の一態様では、前記第1角度固定具は、第1角度固定板と、前記複数のリンクをそれぞれ回動自在に支持する前記第1角度固定板に設けられた2つの支点軸と、2つの第1ピンと、前記支持部材が前記突出位置に設定された時に前記2つの第1ピンが挿入される2つの第1挿入孔と、を有し、
前記第1角度固定板が配置される前記複数のリンクの各々は、前記2つの第1挿入孔の一つを介して挿入される前記2つの第1ピンを一つ支持する第1支持孔を有することができる。
【0011】
このように、第1角度固定板の2つの支点軸を支点として回動自在な複数のリンクは、第1角度固定板の第1挿入孔を介して2つの第1ピンを第1支持孔に受け入れることで、一直線の状態に維持される。こうして、第1角度固定具により複数のリンクを脚部として利用できる。また、2つの第1ピンを離脱することで、複数のリンクは自由に回動させて折り畳むことができる。こうして、支持部材を収容位置に移動させて収容することができる。
【0012】
(4)本発明の一態様では、前記第1角度固定板は、前記支持部材が前記収容位置に設定された時に前記2つの第1ピンが挿入される2つの第2挿入孔をさらに含むことができる。
【0013】
こうすると、複数のリンクは、第1角度固定板の第2挿入孔を介して2つの第1ピンを第1支持孔に受け入れることで、第1角度固定板にて折り畳まれた維持することができる。それにより、収容位置にて複数のリンクをコンパクトに収容することができる。
【0014】
(5)本発明の一態様では、前記支持部材が突出位置に設定されるときに、前記支持部材と前記複数のリンクの一つとの角度を固定する第2角度固定具をさらに有し、
前記第2角度固定具は、
前記支持部材に固定されて、前記第1可動支点軸が設けられた第2角度固定板と、
第2ピンと、
前記支持部材が前記突出位置に設定された時に前記第2ピンが挿入される第3挿入孔と、を有し、
前記第2角度固定板が配置される前記複数のリンクの一つは、前記第3挿入孔を介して挿入される前記第2ピンを支持する第2支持孔を有することができる。
【0015】
このように、第2角度固定板の第1可動支点軸を支点として自由に回動自在な支持部材と一つのリンクは、第2角度固定板の第3挿入孔を介して第2ピンを第2支持孔に受け入れることで、支持部材に対してリンクが垂下される方向に維持される。こうして、第2角度固定具により支持部材とリンクの角度が固定されることで、支持部材と移動機構の耐荷重構造をさらに強化することができる。なお、第2角度固定板に、第1角度固定板に設けた第2挿孔と同様に機能する第4挿入孔を設けても良い。こうすると、支持部材が収容位置にあるときにも、支持部材と一つのリンクとの角度を固定することができる。
【0016】
(6)本発明の一態様では、前記ブロー成形機は、プリフォームを射出する射出成形部と、前記射出成形部に第1方向から樹脂を射出する射出装置とを有し、前記支持部材は、平面視で前記第1方向と直交する第2方向にて前記射出成形部より側方に張り出して前記突出位置に設定され、前記金型部品は、前記射出成形部に取り付けられる射出成形型とすることができる。本発明の一態様によれば、ホットランナー型や射出キャビティ型等の射出成形型の搬入/搬出の作業負担を軽減できる。
【0017】
(7)本発明の一態様では、前記ブロー成形機は、プリフォームから容器をブロー成形するブロー成形部を有し、前記金型部品は、前記ブロー成形部に取り付けられて、第1方向に沿って開閉される一対のブローキャビティ割型を含み、前記支持部材は、平面視で前記第1方向と直交する第2方向にて前記ブロー成形部より側方に張り出して前記突出位置に設定することができる。本発明の一態様によれば、一対のブローキャビティ割型等のブロー成形型の搬入/搬出の作業負担を軽減できる。
【0018】
(8)本発明の他の態様は、金型部品が取り付けられるブロー成形機において、
前記ブロー成形機に対して搬入または搬出される前記金型部品を支持する支持部材と、
前記支持部材を、前記ブロー成形機の外方に向けて水平に突出する突出位置と、前記ブロー成形機に収容する収容位置とに移動させる移動機構と、
を有し、
前記ブロー成形機は固定支点軸を有し、
前記支持部材は、前記支持部材と共に移動する可動支点軸を有し、
前記移動機構は、前記固定支点軸及び前記可動支点軸にそれぞれ回動自在に支持ざれるリンクを有し、
前記支持部材が突出位置に設定されるときに、前記固定支点軸に対して第1角度固定具によりリンクが鉛直状態に設定され、前記可動支点軸に対して第2角度固定具により前記支持部材が水平状態に設定されるブロー成形機に関する。
【0019】
本発明の他の態様によれば、比較的軽量の金型部品の搬入/搬出の作業負担を軽減できる。
【0020】
(9)本発明の他の態様では、昇降駆動される昇降部に支持され、
前記昇降部には、複数の固定金具が複数のボルトによりそれぞれ固定され、
前記複数のボルトを緩めて前記複数のボルトを中心軸として前記複数の固定金具を回転させて、前記複数の固定金具が前記昇降部と対面する位置に配置され、前記昇降部と前記複数の固定金具との間に前記金型部品が挟待された状態で、前記複数のボルトが前記複数の固定金具に締め付けられて前記金型部品を固定することができる。昇降部に支持される金型部品の搬入/搬出の作業負担を軽減できる。
【0021】
(10)本発明のさらに他の態様は、
金型部品と、
前記金型部品が固定される固定部と、
前記固定部に支持される複数のボルトと、
前記複数のボルトを中心軸として回転可能な複数の固定金具と、
を有し、
前記複数のボルトを緩めて前記複数のボルトを中心軸として前記複数の固定金具を回転させて、前記複数の固定金具が前記固定部と対面する位置に配置され、前記固定部と前記複数の固定金具との間に前記金型部品が挟待された状態で、前記複数のボルトが前記複数の固定金具に締め付けられて前記金型部品が固定されるブロー成形機に関する。
【0022】
こうすると、固定金具は固定部に常設できるので、取り付け/取り外し作業の負担が軽減されると共に、固定金具やボルトの紛失防止にも寄与できる。
【0023】
(11)本発明のさらに他の態様は、
下部基盤と、
前記下部基盤と対向する上部基盤と、
前記上部基盤に支持される移送板と、
前記上部基盤に支持される2本の第1レールと、
前記2本の第1レールに沿って搬入されるリップ板と、
前記2本の第1レールの延長線上にて前記移送板に固定される2本の第2レールと、
前記移送板に形成された孔に挿入されて、前記2本の第2レールに支持される前記リップ板を固定するリップ板固定金具と、
を有するブロー成形機に関する。
【0024】
本発明のさらに他の態様によれば、リップ板を、第1レールを介して第2レールにスライドインさせ、リップ板固定金具のみで取り付けることができる。
【0025】
(12)本発明のさらに他の態様は、
下部金型部品の上にダミーリップ板及び上部金型部品を搭載した金型ユニットを、ブロー成形機に搬入する工程と、
前記金型ユニットの前記下部金型部品をブロー成形機の下部固定部に固定する工程と、
前記ブロー成形機の上部基盤に支持される移送板にリップ型を取り付ける前の状態で、ブロー成形機の上部基盤の上方に配置された上部昇降部を下降させて、前記移送板に形成された穴を介して、前記上部昇降部を前記移送板の下方の型締め位置に設定する工程と、
型締め位置に設定された前記上部昇降部に前記上部金型部品を固定する工程と、
前記上部昇降部を上昇させて、前記金型ユニットから前記上部金型部品を分離する工程と、
その後前記ダミーリップ板を除去する工程と、
を有する金型部品の取り付け方法に関する。
【0026】
本発明のさらに他の方法発明によれば、上部金型不部品と下部金型部品とを一体でユニット化して搬入することができ、しかも上部金型部品とそれを支持する上部昇降部とを型締め位置に設定して取り付けることができ、特に上部金型部品の取付け作業の負担が軽減される。
【0027】
(13)本発明のさらに他の態様では、前記下部金型部品は、ホットランナー型及び射出キャビティ型であり、前記上部金型部品は、射出コア型であり、前記下部固定部は前記ブロー成形機の下部基盤であり、前記下部金型部品の前記ホットランナー型が前記下部基盤に固定され、前記上部昇降部は、前記ブロー成形機の前記上部基盤の上方に配置されて昇降される型締め盤に固定された射出コア型固定部であり、前記射出コア型を前記射出コア型固定部に固定することができる。こうすると、特に射出コア型の取り付け作業の負担を軽減できる。
【0028】
(14)本発明のさらに他の態様では、前記下部金型部品は、温調ポットであり、前記上部金型部品は、温調コアであり、前記下部固定部は、前記ブロー成形機の下部基盤側に固定された下部昇降駆動部により昇降される下部昇降部であり、前記上部昇降部は、前記ブロー成形機の上部基盤側に固定された上部昇降駆動部により昇降駆動することができる。こうすると、特に温調コアの取り付け作業の負担を軽減できる。
【0029】
(15)本発明のさらに他の態様は、
下部金型部品と、
前記下部金型部品の上に搭載されたダミーリップ板と、
前記ダミーリップ板の上に搭載された上部金型部品と、
を有し、
前記ダミーリップ板は、ブロー成形機に取り付けられて型締めされる前記下部金型部品と前記上部金型部品との間の型締め時のギャップを設定する金型ユニットに関する。
【0030】
本発明のさらに他の態様では、上部金型部品と下部金型部品とを搬入/搬出時にユニット化して取り扱うことができる。
【図面の簡単な説明】
【0031】
【図1】本発明の一実施形態に係るブロー成形機を、上部基盤を取り外した状態で示す平面図である。
【図2】図1に示すブロー成形機の射出成形部及びブロー成形部を示す正面図である。
【図3】第1の射出型搬入/搬出装置の支持部材を突出位置と収容位置に設定する状態を示す側面図である。
【図4】射出型ユニットの正面図である。
【図5】第1の射出型搬入/搬出装置により搬入されて型締め位置に設定される射出コア型を型締め盤に取り付ける方法を説明するための説明図である。
【図6】移送板の平面図である。
【図7】固定金具を用いた射出コア型の取り付けを説明するための図である。
【図8】第2の射出型搬入/搬出装置及び第2のブロー型搬入/搬出装置を示す図である。
【図9】第2の射出型搬入/搬出装置により搬送される射出コア型を示す図である。
【図10】第1のブロー型搬入/搬出装置及び第2のブロー型搬入/搬出装置を示す図である。
【図11】第2のブロー型搬入/搬出装置により搬送されるブローコア型及び延伸ロッド固定板の取り付け状態を示す図である。
【図12】温調ポットの取り付け状態を示す図である。
【図13】温調コアの取り付け状態を示す図である。
【図14】取出装置の正面図である。
【図15】取出装置の側面図である。
【図16】リップ板搬入/搬出装置を示す平面図である。
【図17】図17(A)(B)はリップ板の取り付け状態を示す図である。
【発明を実施するための形態】
【0032】
以下、本発明の好適な実施の形態について、比較例を参照して詳細に説明する。なお以下に説明する本実施形態は特許請求の範囲に記載された本発明の内容を不当に限定するものではなく、本実施形態で説明される構成の全てが本発明の解決手段として必須であるとは限らない。
【0033】
1.ブロー成形機
以下に説明する本実施形態のブロー成形機は、例えば特許文献1に記載された回転搬送型4ステーションのブロー成形機と同じ駆動方式を例に挙げて説明するが、一部の実施形態を除けばこれに限定されるものではない。特許文献1のブロー成形機は、射出成形部にてプリフォーム(パリソン)を射出成形し、射出成形に用いたリップ型によりプリフォームをブロー成形部に搬入して容器をブロー成形する一ステージ方式またはホットパリソン方式のブロー成形機である。一ステージ方式のブロー成形機は、必要により射出成形部とブロー成形部との間に温調部を、ブロー成形部の下流に取出部を設けることができる。射出成形部、温調部または取出部を対象としない実施形態は、予め射出成形されたプリフォームを加熱して、ブロー成形部にてブロー成形する2ステージ方式またはコールドパリソン方式のブロー成形機に適用することができる。また、成形品の搬送方式についても、回転搬送でなくリニア搬送するブロー成形機にも、本発明を適用できる。
【0034】
本実施形態は、ブロー成形機への金型部品の取り付けまたは取り外しのための構造と方法に関し、ブロー成形機の構造については金型部品の交換に必要な範囲でのみ説明する。また、金型部品とは、ブロー成形される容器のサイズ等に応じて交換される成形用の部品を意味する。金型部品とは、各種金型としての射出コア型、射出キャビティ型、ホットランナー型、温調ポット、温調コア、ブローコア型、ブロー型、延伸ロッド、エジェクトピン、リップ型(リップ板)、ネック型の一つ、またはそれらの中の複数を積層した金型ユニットを意味し、さらには金型を固定または支持し、あるいはスペーサー部材となる部品も含むことがある。
【0035】
図1は、回転搬送型ブロー成形機を示し、上部基盤を取り外した状態での平面図である。図1において、機台10上には、図示しない射出装置が搭載される第1領域1と、成形品が回転搬送されて成形される第2領域2とが存在する。図1に示すように、平面視での直交二軸方向を第1方向Aと第2方向Bとする。直交二軸方向A,Bと直交する垂直軸周りの回転方向をCとする。第2領域2には、回転方向Cに沿って90度間隔で、射出成形部100と、温調部200と、ブロー成形部300と、取出部400とが配置される。第1領域1に配置される射出装置は、第1方向Aで射出成形部100に向けて樹脂を射出する。射出成形部100での型締め/型開方向は、例えば3本の可動タイバー101と共に昇降される型締め盤102(図3参照)が移動する垂直方向である。ブロー成形部300での型締め/型開装置301の開閉方向も第1方向Aと一致する。
【0036】
2.射出成形部
2.1.第1の射出型搬入/搬出装置
先ず、射出成形部100での金型部品に交換について、図2〜図4を参照して説明する。図2に示すように、機台10には下部基盤11が設けられている。図4に示す射出成形部100では、下部基盤11の面上にホットランナー型111が固定され、ホットランナー型111の上には射出キャビティ型112が固定される。よって、下部基盤11側に取り付けられる金型部品は、ホットランナー型111と、射出キャビティ112Aを有する射出キャビティ型112である。本実施形態では、図4に示すように、射出キャビティ型112の上にさらに、ダミーリップ板114を介して、射出コア113Aを有する射出コア型113を搭載して、金型交換時には図4に示す射出型ユニット110を一体として取り扱うことができる。なお、射出型ユニット110については後述する。
【0037】
射出型ユニット110を搬入/搬出するために、図1〜図3に示す第1射出型搬入/搬出装置500がブロー成形機に常設されている。この第1射出型搬入/搬出装置500は、射出型ユニット110を支持する支持部材510と、支持部材510を移動させる移動機構520とを有する。移動機構520は、図1及び図2に示すように、支持部材510をブロー成形機の外方に向けて水平に突出する突出位置P1と、支持部材510をブロー成形機に収容する収容位置P2とに移動させる。収容位置P2では、例えば支持部材510が機台10の側面と平行になるように鉛直状態にて収容することができる。
【0038】
ブロー成形機は第1固定支点軸20を有する。支持部材510は、基端部511と自由端部512とを含み、基端部511は第1固定支点軸20に回動自在に支持され、自由端部512には第1可動支点軸513が設けられている。
【0039】
移動機構520は、互いに回動自在に連結された複数のリンク521,522を含み、複数のリンク521,522の一方のリンク521は支持部材510の可動支点軸513に回動自在に支持されている。そして、移動機構520は、支持部材510が突出位置P1に設定されるときに、第1角度固定具530により複数のリンク521,522が一直線状に維持されて、複数のリンク521,522が、支持部材510の自由端部512を支持する脚部となる。
【0040】
本実施形態では、ホットランナー型111及び射出キャビティ型112を一体として、あるいは射出型ユニット110を一体として、ブロー成形機に常設された第1射出型搬入/搬出装置500を用いて、ブロー成形機に金型部品を搬入または搬出することができる。しかも、金型部品の搬入/搬出時には突出位置P1に張り出した支持部材510の自由端部512を、一直線状に維持される複数のリンク521,522を脚部として用いることで、相当重量の金型部品の搬入/搬出時の耐荷重構造を実現できる。特に、多品種少量ロットの場合には金型部品の交換が頻繁であることから、ブロー成形機に常設された第1射出型搬入/搬出装置500を用いて金型部品の交換作業の負担を大幅に軽減できる。また、ブロー成形機の実稼動時には、複数のリンク521,522を折り畳むことで、支持部材510を収容位置P2に収容することができ、第1射出型搬入/搬出装置500が稼動時の邪魔になることもない。
【0041】
なお、図2及び図3に示すように、支持部材510の表面には、一部が表面より突出する複数の球体515を回転可能に支持することができる。射出成形部100が配置される下部基盤11の表面にも、一部が表面より突出する球体30を回転可能に支持することができる。こうすると、金型部品は球体30,515と転接して、摩擦力が低減されるので、搬入/搬出をより軽負荷で実施することができる。なお、下部基盤11より突出する球体30は、バネ等の付勢部材により突出付勢されており、ホットランナー型111を下部基盤11に締結することで、球体30は下部基盤11の表面と面一になる。
【0042】
本実施形態では、図2及び図3に示す支持補強部材(例えばエアダンパー)540を設けることで、第1射出型搬入/搬出装置500での支持部材510の位置替えを容易に実施できる。このために、ブロー成形機は、第1固定支点軸20よりも下方に第2固定支点軸21を有する。また、支持部材510は、基端部511と自由端部512との間に第2可動支点軸514を有する。
【0043】
支持補強部材540は、第2固定支点軸21と第2可動支点軸514とにそれぞれ回動自在に連結されて、支持部材510の移動に伴い長さが伸縮され、支持部材510が突出位置P1に設定された伸長時の長さを流体圧により維持するものである。支持補強部材540は、例えば流体が封入されたシリンダー541と、シリンダー541に挿脱自在に設けられたピストンロッド542とを含むことができる。
【0044】
図2では2本の支持補強部材540を設けているが、少なくとも1本の支持補強部材540を設けることで、第1射出型搬入/搬出装置500の耐荷重構造をさらに強化することができる。
【0045】
第1角度固定具530は、図3に示すように、第1角度固定板531と、複数のリンク521,522をそれぞれ回動自在に支持する第1角度固定板531に設けられた2つの支点軸532,533と、第1ピン534,535と、支持部材510が突出位置P1に設定された時に2つの第1ピン534,535が挿入される2つの第1挿入孔534A,535Aとを有する。一方、第1角度固定板531が配置される複数のリンク521,522の各々は、第1挿入孔535A(536A)を介して挿入される2つの第1ピン535(536)を一つ支持する第1支持孔521A(522A)を有する。
【0046】
このように、第1角度固定板531の2つの支点軸532,533を支点として回動自在な複数のリンク521,522は、第1角度固定板531の第1挿入孔534A,535Aを介して2つの第1ピン534,545を第1支持孔521A,522Aに受け入れることで、図3に示すように例えば鉛直方向にて一直線の状態に維持される。このとき、2つの支点軸532,533と、第1挿入孔534A,535Aに挿入された2つの第1ピン534,535も鉛直方向にて一直線状に配列される。こうして、第1角度固定具530により複数のリンク521,522を脚部として利用できる。また、2つの第1ピン534,535を離脱することで、複数のリンク521,522は自由に回動させて折りたたむことができる。こうして、支持部材510を図3に示す収容位置P2に移動させて収容することができる。
【0047】
第1角度固定板531は、図3に示すように、支持部材510が収容位置P2に設定された時に2つの第1ピン534,535が挿入される2つの第2挿入孔534B,535Bを追加することができる。こうすると、複数のリンク521,522は、第1角度固定板531の第2挿入孔534B,535Bを介して2つの第1ピン534,535を第1支持孔521A,522Aに受け入れることで、図3に示すように第1角度固定板511にて折り曲げられて平行状態に維持される。このとき、2つの支点軸532,533と、第2挿入孔534B,535Bに挿入された2つの第1ピン534,535は水平方向にて一直線状に配列される。それにより、収容位置P2にて複数のリンク521,522をコンパクトに収容することができる。
【0048】
本実施形態では、図3に示すように、支持部材510が突出位置P1に設定されるときに、支持部材510と複数のリンク521,522の一方のリンク521との角度を固定する第2角度固定具550をさらに有することができる。第2角度固定具550は、支持部材510に固定されて第1可動支点軸513が設けられた第2角度固定板551と、第2ピン552と、支持部材510が突出位置P2に設定された時に第2ピンP2が挿入される第3挿入孔552Aと、を有することができる。一方、第2角度固定板550が配置されるリンク521は、第3挿入孔552Aを介して挿入される第2ピン552を支持する第2支持孔521Bを有することができる。
【0049】
このように、第2角度固定板551の第1可動支点軸513を支点として自由に回動自在な支持部材510とリンク521は、第2角度固定板551の第3挿入孔552Aを介して第2ピン552を第2支持孔521Bに受け入れることで、図3に示すように水平状態の支持部材510に対してリンク521が垂下される方向に維持される。このとき、第1可動支点軸513と、第3挿入孔552Aに挿入された第2ピン552とは鉛直方向にて一直線状に配列される。こうして、第2角度固定具530により支持部材510とリンク521の角度が固定されることで、第1射出型搬入/搬出装置500の耐荷重構造をさらに強化することができる。
【0050】
なお、本実施形態では、第2角度固定板551に、第1角度固定板531に設けた第2挿孔534B,535Bと同様に機能する第4挿入孔552Bを設けることができる。こうすると、支持部材510が収容位置P2にあるときにも、支持部材510とリンク521との角度を固定することができる。
【0051】
2.2.射出ユニット一体での取り付け/取り外し方法
次に、第1射出型搬入/搬出装置500を用いて射出型をブロー成形機に取り付ける方法について、図4及び図5を参照して説明する。その前に、射出型の型締め駆動について図3を参照して説明する。図3に示す機台10の下方に牽引盤103が設けられ、牽引盤103が昇降されることで、3本の可動タイバー101により牽引盤103と連結された型締め盤102が昇降される。型締め盤102には射出コア型固定部104が固定されている。ここで、射出コア型113の昇降が可能である型締め盤102および射出コア型固定部104を昇降部とも呼称する。
【0052】
図4に示すホットランナー型111は下部基盤11に固定され、ホットランナー型111の上に射出キャビティ型112が固定される。一方、射出コア型113は、型締め盤102に支持された射出コア型固定部104に固定される。また、図2に示すように、上部基盤12には、回転駆動される移送板13が回転可能に支持されている。移送板13は、特許文献1の図1に示すように、平面視にて90度間隔で4つ配置され、その一つの移送板13が射出成形部100に停止される。4つの移送板13の各々には、図6に示すように、開閉されるリップ板14に形成された取り付け穴15に支持されるリップ型(図示せず)が配置される。さらに、移送板13には、後述する穴16が形成されている。
【0053】
射出成形部100での型締め動作は、移送板13および型締め盤102を下降して、射出コア型113がリップ型に型閉じされ、さらに型締め盤102が下降することで、射出コア型113により押動されてリップ型が移送板13及びリップ板14と共に下降して、射出コア型113及びリップ型が射出キャビティ型112に型締めされる。なお、本実施例における移送板13は、例えば特許文献1のような昇降機構を備えており、射出コアと独立して昇降駆動できるようなっている。
【0054】
射出成形部100への金型部品を搬入するために、例えば図4に示す射出型ユニット110を用意する。ここで、射出型ユニット110の搬入は、移送板13にリップ型及びそれを支持するリップ板14が取り付けられていない状態で実施される。図4に示す型締め時での射出キャビティ型112と射出コア型113との間のギャップGは、本来であればリップ板14とリップ型により設定される。金型搬入時にはリップ板14とリップ型が存在しないため、図4に示すダミーリップ板114を用いてギャップGを確保している。本実施形態では、ダミーリップ板114と、その長手方向の両端に設けた2つのダミーリップ型114AとによりギャップGを設定しているが、ダミーリップ板114のみにてギャップGを設定しても良い。ダミーリップ板114を介在させることで、ホットランナー型111を下部基盤11に取り付けた時に、射出コア型113を下部基盤11からの本来の型締め高さに設定できるようにしている。ここで、ダミーリップ板114より上方の金型部品を上部金型部品、下方の金型部品を下部金型部品と呼称する。
【0055】
射出ユニット110は、図1及び図3に示す突出位置P1に設定された支持部材510上に載せられる。射出ユニット110を押動することで、支持部材510上の球体515及び下部基盤11上の球体30と転接されて射出型ユニット110が移動され、図1に示す位置決めピン109により所定位置に位置決めされる。そして、射出型ユニット110のホットランナー型111をブロー成形機の下部基盤11に固定する(図4参照)。これにより、ホットランナー型111が下部基盤11に固定され、そのホットランナー型111上には予め射出キャビティ型112が固定されているので、下部基盤11に対する金型部品の取り付けが完了する。
【0056】
次に、射出コア型113を射出コア型固定部104に固定する工程が実施される。そのために、ブロー成形機の上部基盤12もしくは移送板昇降機構に支持される移送板13にリップ板14及びリップ型を取り付ける前の状態で、ブロー成形機の上部基盤12の上方に配置された型締め盤102を牽引盤103により牽引して下降させる。移送板13には、リップ板14及びリップ型が取り付けられていないので、射出コア型113を通過させることができる穴16(図6参照)が開けられている。よって、金型部品の取り付け時にあっては移送板13を先に下降させておくことで、射出コア型113を移送板13の穴16を介して移送板13の上方の型締め位置に設定することができる。
【0057】
一方、上述したとおり、下部基盤11に固定された射出型ユニット110の射出コア型113は、ダミーリップ板114を介在させることで型締め位置に設定されている。図5は、射出型ユニット110の射出コア型113が型締め高さに設定されている状態を図示している。この型締め高さ位置まで射出コア型固定部104を下降させることで、射出コア型113を射出コア型固定部104に固定することができる。
【0058】
ここで、金型部品を固定部に固定する一例として、図7に射出コア型113を射出コア型固定部104に固定する例を示す。金型部品である射出コア型113には、固定部である射出コア型固定部104に面する上端部に、幅方向にて突出する2つの突起113が設けられている。射出コア型固定部104側には、固定金具105、例えば垂直部105Aと水平部105Bとを有するL字金具105が、ボルト106にて固定される。射出コア型固定部104は、ボルト106を挿通させる孔を有する取付金具107を、ボルト108にて固定することができる。なお、取付金具107の形状を射出コア型固定部104に一体で設けても良い。
【0059】
射出コア型113の2つの突起113Bは、4つ(図では片側の2つのみ例示している)の水平部105B,105Bが内側を向いて対向するように配置されることで、L字金具105と取付金具107との間に挟待されてボルト106で締結される。
【0060】
上述したように、射出コア型固定部104を下降させて型締め位置に設定するときには、ボルト106を緩め、ボルト106を中心として4つのL字金具105を回転させ、4つの水平部105Bが外向きとなるように設定しておく。そうすると、射出コア型113の2つの突起113Bと干渉せず、射出コア型固定部104を型締め位置に設定できる。その後に、ボルト106を中心として4つのL字金具105を回転させ、図7に示す状態としてボルト106を締めれば良い。こうして、金型部品の交換作業が簡易化される。
【0061】
このL字金具105は、金型部品の交換のたびに取り外す必要なく、ボルト106を緩めるだけ良い。よって、L字金具105を射出コア型固定部104に常設しておくことができ、部品の紛失等の虞がなくなる。
【0062】
なお、このようなL字金具を用いた金型部品の固定は、射出コア型113以外にも利用できる。例えば、ホットランナー型111の下部基盤11への取り付け、射出キャビティ型112のホットランナー型111への取り付け等の他、後述する各種金型部品の取り付けにも利用できる。また、L字金具105による金型着脱作業をより容易にするため、ボルト106の貫通孔を長孔形状にし、ボルトを緩めた後に水平移動可能にしても良い。
【0063】
射出コア型113を射出コア型固定部104に取り付けした後に、型締め盤102を上昇させて、射出コア型固定部104により射出コア型113を上昇させる。それにより、射出型ユニット110から射出コア型113を分離することができる。最後に、ダミーリップ板114を射出キャビティ型112から除去する。それにより、射出成形部100での金型部品の取り付けが完了する。なお、射出成形部100での金型部品の取り外しは、上述の取り付け工程を逆順で実施することで、図4に示す射出型ユニット110の状態で取り外すことができる。
【0064】
2.3.第2の射出型搬入/搬出装置と取り付け方法
図8に、射出コア型113を搬入/搬出するための第2射出型搬入/搬出装置600を示す。第2射出型搬入/搬出装置600は、ブロー成形機に対して搬入または搬出される金型部品である射出コア型113を支持する支持部材610と、支持部材610をブロー成形機の外方に向けて水平に突出する突出位置P3とブロー成形機に収容する収容位置P4とに移動させる移動機構620とを有する。
【0065】
ブロー成形機は固定支点軸22を有する。支持部材610は、支持部材610と共に移動する可動支点軸611を有する。移動機構620は、固定支点軸22及び可動支点軸611にそれぞれ回動自在に支持ざれるリンク621を有する。支持部材610が突出位置P3に設定されるときに、固定支点軸22に対して第1角度固定具630によりリンク621が鉛直状態に設定され、可動支点軸611に対して第2角度固定具640により支持部材610が水平状態に設定される。第1.第2角度固定具630,640は、図3に示す第1,第2角度固定具530,550と同様に構成することができ、ピンによって突出位置P3または収容位置P4に維持されように支持部材610及びリンク621の角度を固定することができる。なお、収容位置P4では、支持部材610及びリンク621は共に鉛直方向にて平行に収容される。
【0066】
支持部材610は、図9に示すように2本のレール610A,610Bとすることができる。金型部品である射出コア型113には、レール610A,610Bに搭載される突起113C,113Cを有する。レール610A,610B上にて突起113C,113Cを滑らせて、射出コア型113を射出コア型固定部104の下方に搬入することができる。射出コア型固定部104の下方に搬入された射出コア型113は、図7に示す方法と同じ方法にて固定される。ただし、図8に示す射出コア型固定部104にて射出コア型113の搬入先側に位置するL字金具105は外しておく必要がある。搬入される射出コア型113と干渉するからである。射出コア型113の取り外しは、上述した取り付け工程とは逆順で実施することができる。
【0067】
第2射出型搬入/搬出装置600を使用する場合には、図4に示す射出型ユニット110は用いない。ホットランナー型111及び射出キャビティ型112が一体で、第1射出型搬入/搬出装置500を利用してブロー成形機の下部基盤11上に搬入される。その後、ホットランナー型111を下部基盤11に固定することで、下部基盤11に対する金型部品の取り付けが完了する。射出コア型113は、第2射出型搬入/搬出装置600を利用して取り付けられる。
【0068】
3.ブロー成形部
3.1.第1ブロー型搬入/搬出装置
次に、図1、図2及び図10を参照して、第1ブロー型搬入/搬出装置700について説明する。第1ブロー型搬入/搬出装置700は、実質的に第1射出型搬入/搬出装置500と同一の構成であり、支持部材710と移動機構720とを有する。本実施形態にて第1ブロー型搬入/搬出装置700が第1射出型搬入/搬出装置500と相違する点は、支持部材710の表面に、支持部材510表面に設けられている球体515を備えないことである。支持部材710上に搭載されるブロー型(図示せず)は一対のブローキャビティ割型、一対の圧受け板及びそれらを固定する一対の固定板を少なくとも有する。一対の圧受け板の下面には、下部基盤11との摩擦力を低減させるスライドメタルが設けられるので、ブロー型の搬入出時にもスライドメタルで支持部材710上での摩擦力を低減できるからである。ただし、支持部材710にも球体515を設けても良い。また、スライドメタルの代わりに転動部材、例えばローラをブロー型の側面に設ける形式でも構わない。
【0069】
移動機構720は、図1、図2及び図10に示すように、支持部材710をブロー成形機の外方に向けて水平に突出する突出位置P5と、支持部材710をブロー成形機に収容する収容位置P6とに移動させる。収容位置P6では、例えば支持部材710が機台10の側面と平行になるように鉛直状態にて収容することができる。
【0070】
ブロー成形機は第1固定支点軸23を有する。支持部材710は、基端部711と自由端部712とを含み、基端部711は第1固定支点軸23に回動自在に支持され、自由端部712には第1可動支点軸713が設けられている。
【0071】
移動機構720は、互いに回動自在に連結された複数のリンク721,722を含み、複数のリンク721,722の一方のリンク721は支持部材710の可動支点軸713に回動自在に支持されている。そして、移動機構720は、支持部材710が突出位置P5に設定されるときに、第1角度固定具730により複数のリンク721,722が一直線状に維持されて、複数のリンク721,722が、支持部材710の自由端部712を支持する脚部となる。
【0072】
本実施形態では、図2及び図10に示す支持補強部材(例えばエアダンパー)740を設けることで、第1ブロー型搬入/搬出装置700での支持部材510の位置替えを容易に実施できる。このために、ブロー成形機は、第1固定支点軸23よりも下方に第2固定支点軸24を有する。また、支持部材710は、基端部711と自由端部712との間に第2可動支点軸714を有する。
【0073】
支持補強部材740は、第2固定支点軸24と第2可動支点軸714とにそれぞれ回動自在に連結されて、支持部材710の移動に伴い長さが伸縮され、支持部材710が突出位置P1に設定された伸長時の長さを流体圧により維持するものである。支持補強部材740は、例えば流体が封入されたシリンダー741と、シリンダー740に挿脱自在に設けられたピストンロッド742とを含むことができる。
【0074】
図2では2本の支持補強部材740を設けているが、少なくとも1本の支持補強部材740を設けることで、第1ブロー型搬入/搬出装置700での支持部材510の位置替えをさらに容易に実施できる。
【0075】
また、支持部材710が突出位置P5に設定されるときに、支持部材710と複数のリンク721,722の一方のリンク721との角度を固定する第2角度固定具750をさらに有することができる。さらに、支持部材710が突出位置P5に設定されるときに、支持部材710を水平状態に維持するように角度を固定する第3角度固定具760をさらに有することができる。なお、上述した第1〜第3角度固定具730,750,760は、第1射出型搬入/搬出装置500の第1,第2角度固定具530,550と同様にピンの挿脱により、突出位置P5と収容位置P6の設定角度を固定できる構成を採用することができる。なお、第1ブロー型搬入/搬出装置700の第3角度固定具760と同様にして、第1射出型搬入/搬出装置500にも第3角度固定具を追加することができる。
【0076】
3.2.第2のブロー型搬入/搬出装置
図8に、図11に示すブローコア310Aを含むブローコア型310と、延伸ロッド320Aが固定された延伸ロッド固定板320とを搬入/搬出するための第2ブロー型搬入/搬出装置800を示す。第2ブロー型搬入/搬出装置800は、ブロー成形機に対して搬入または搬出される金型部品であるブローコア型310を支持する支持部材810と、支持部材810をブロー成形機の外方に向けて水平に突出する突出位置P7とブロー成形機に収容する収容位置P8とに移動させる移動機構820とを有する。
【0077】
ブロー成形機は固定支点軸25を有する。支持部材810は、支持部材810と共に移動する可動支点軸811を有する。移動機構820は、固定支点軸25及び可動支点軸811にそれぞれ回動自在に支持ざれるリンク821を有する。支持部材810が突出位置P7に設定されるときに、固定支点軸25に対して第1角度固定具830によりリンク821が鉛直状態に設定され、可動支点軸811に対して第2角度固定具840により支持部材810が水平状態に設定される。第1.第2角度固定具830,840は、図3に示す第1,第2角度固定具530,550と同様に構成することができ、ピンによって突出位置P7または収容位置P8に維持されように支持部材810及びリンク821の角度を固定することができる。なお、収容位置P8では、支持部材810及びリンク821は共に鉛直方向または水平方向のいずれに平行に収容される。
【0078】
支持部材810は、図9に示す2本のレール610A,610Bと同様な2本のレール810A,810Bにて構成することができる。金型部品であるブローコア型310には、レール810A,810Bに搭載される突起が形成される。レール810A,810B上にて突起を滑らせて、ブローコア型310を図11に示すブローコア型固定部302の下方に搬入することができる。ブローコア型固定部302の下方に搬入されたブローコア型310は、図7に示す方法と同じ方法にて固定される。つまり、ブローコア型310に設けられた突起310Bが、取付金具303と固定金具304例えばL字金具304との間に挟待されて、ボルト305により締結される。ただし、図11に示すブローコア型固定部310にてブローコア型310の搬入先側に位置するL字金具304は外しておく必要がある。搬入されるブローコア型310と干渉するからである。ブローコア型310の取り外しは、上述した取り付け工程とは逆順で実施することができる。なお、取付金具303はブローコア型固定部302と一体形成しても良い。
【0079】
延伸ロッド固定板320は、ブローコア型310の垂直孔に延伸ロッド320Aを挿入させた状態にてブローコア型310に搭載して、第2ブロー型搬入/搬出装置800により同時に搬入することができる。このとき、延伸ロッド固定板320とブローコア型310との間には、図11に示すように、複数枚例えば3枚の予備延伸調整板330(330A,330B,330C)を介在させておく。
【0080】
延伸ロッド固定板320と予備延伸調整板330は、固定部306と固定金具307例えばL字金具307との間に挟待されて支持される。一方のL字金具307はボルト308で固定部306に固定されており、延伸ロッド固定板320と予備延伸調整板330が配置された後に他方のL字金具307がボルト309で固定部306に固定される。
【0081】
ここで、予備延伸とは、ブローコア型310のブローコア310Aがリップ型及びブローキャビティ割型と型締めされた段階で、ブローエアーの導入前に延伸ロッド320Aがプリフォームを縦軸延伸することを意味する。予備延伸により、プリフォームのリップ部の直下を先に縦延伸して、ブロー成形される容器の肉厚分布を調整することができる。
【0082】
図11に示すように、延伸ロッド固定板320の下方に予備延伸調整板330が配置される場合、予備延伸ストロークは零である。3枚の予備延伸調整板330A,330B,330Cの少なくとも1枚を、延伸ロッド固定板320の上方に配置することで、延伸ロッド320Aの下端の位置が下がり、予備延伸が可能になる。延伸ロッド固定板320の上方に配置される3枚の予備延伸調整板330A,330B,330Cの組み合わせを変えることで、予備延伸ストロークを変更できる。3枚の予備延伸調整板330A,330B,330Cには延伸ロッド320Aと干渉せずに挿脱するためのスリットを形成しておくことができる。なお、ブローコア型固定部302および延伸ロッド固定板320は、エアシリンダー等の駆動源によりブローコア型310および延伸ロッド320Aの昇降が可能であり、昇降部の一例である。
【0083】
4.温調部
図12及び図13は、温調ポット210(下部金型部品の一例)及び温調コア220(上部金型部品の一例)の取り付け状態を示している。図12に示すように、下部基盤11側に固定されるエアシリンダー201により昇降される温調ポット固定台202には、取付金具203が固定され、取付金具203にボルト205で固定される固定金具204例えばL字金具204が設けられている。温調ポット210は、取付金具203とL字金具204とに挟待される突起211を有する。ただし、取付金具203は温調ポット固定台202と一体形成しても良い。
【0084】
L字金具204は、取付金具203に常設され、ボルト205を緩めることでボルト205を中心軸として水平面内で回転させることで、温調ポット210の突起211と干渉せずに突起211を温調ポット固定台202の上面に受け入れることができる。その後、L字金具204を回転させて図12に示す状態に設定した後、ボルト205を締結することで、温調ポット210を固定できる。なお、L字金具204は、射出成形部100にて使用したものと同様に、ボルト205が挿通される貫通孔を長孔状にし、ボルト205を緩めた後に水平面内で進退移動可能にした固定金具でも構わない。
【0085】
図13に示すように、温調ポット210にリップ型を介して挿入される温調コア220は、突起221を有する。上部基盤12側に固定されるエアシリンダー230(上部昇降駆動部の一例)により昇降される温調コア固定部231)は、ボルト233により連結された固定金具232例えばL字金具232を有する。L字金具232は、温調コア固定部231に常設され、ボルト233を緩めることでボルト233を中心軸として水平面内で回転させることで、温調コア220の突起221と干渉せずにL字金具232を温調コア固定部231の下面に受け入れることができる。その後、L字金具232を回転させて図13に示す状態に設定した後、ボルト233を締結することで、温調コア220を固定できる。ここで、温調コア220を昇降可能な温調コア固定部231を上部昇降部、温調ポット210を昇降可能な温調ポット固定台202を下部昇降部と呼称する。
【0086】
図示してはいないが、温調部200にも、上述した第1,第2の射出型搬入/搬出装置500,600または第1,第2のブロー型搬入/搬出装置700,800のいずれかのタイプの金型部品搬入/搬出装置を常設するか、あるいは着脱可脳にして機台10内に保管することができる。
【0087】
ここで、温調ポット210と温調コア220とは、図4に示す射出型ユニット110と同様にして、ダミーリップ板114を介在させて積層して、温調ユニットとして搬入出することができる。この場合にも、搬入された温調ユニットの温調ポット210を図12に示すようにして固定した後、ブロー成形機の上部基盤12に支持される移送板13にリップ板14及びリップ型を取り付ける前の状態で、図12及び図13に示すエアシリンダー201(下部昇降駆動部の一例),230を駆動して、温調ユニットを型締め位置に設定する。このとき、移送板13には、リップ板14及びリップ型が取り付けられていないので、温調コア220(特に突起211)を通過させることができる穴16(図6参照)が開けられている。よって、金型部品の取り付け時では移送板13は下降されずに、下部昇降部の上昇駆動により温調コア220のみを移送板13の穴を介して移送板13の上方位置、具体的には型締め位置に設定することができる。
【0088】
一方、上述したとおり、温調ユニットの温調コア220は、ダミーリップ板114を介在させることで型締め位置に設定されている。この型締め高さ位置まで温調ポット固定部231を下降させることで、温調ポット220を温調ポット固定部231に固定することができる。
【0089】
5.取出部
図1に示す取出部400には、図14及び図15に示す取出装置410が、上部基盤12側に支持される。取出装置410は、エアシリンダー411により昇降される昇降部412の両側に、先端がくさび状のエジェクト板413が固定されている。エジェクト板413は、図15に示すように、エアシリンダー411により昇降部412と共に下降駆動されると、一対のリップ板14のくさび孔に挿入されて、一対のリップ板14を開放駆動するものである。その駆動により、一対のリップ板14に支持された一対のリップ割型(図示せず)が開放されて、ブロー成形された容器を下方に落下させることができる。本実施形態では、2つのエジェクト板413に、支持部材としてレール420を固定している(図14参照)。
【0090】
金型部品であるエジェクトピン固定板430は、複数のエジェクトピン431を垂下させて固定している。エジェクトピン固定板430は、両端がレール420に搭載されて取り付け位置まで搬入される。エジェクトピン固定板430は、2つのエジェクト板413の側方よりロックピン421が差し込まれることで昇降部412に固定できる。
【0091】
取出部400に配置される部品は、射出成形部100、温調部200及びブロー成形部300と比較して少ないので、その空きスペースを利用して、図16に示すように、リップ板搬入/搬出装置900を配置している。
【0092】
6.リップ型搬入/搬出装置
リップ板搬入/搬出装置900は、上部基盤12に設けられた2本の支点軸901を中心として揺動する2本の第1レール910を有する。2本の第1レール910は、突出位置P9と収容位置P10とに揺動する。2本の第1レール910は、スリット911を有し、突出位置P9ではスリット911にボルトまたはロックピン912が挿入されて上部基盤12に固定される。
【0093】
図17(A)に示すように、図16に示す一対のリップ板14が支持される移送板13には、一対のリップ板14を開閉移動案内する2つの第2レール13A(図17(A)では一方のみ図示)が、一対のリップ板14の長手方向の両端に配置されてボルト13Bで固定されている。一対のリップ板14の長手方向両端より突出して突起14Aが形成されている。第2レール13Aには突起14Aが搭載される。
【0094】
図17(A)に示す第2レール13Aは、リップ板14の挿入方向にて、図16に示す第1レール910の延長上に位置している。したがって、リップ板14の突起14Aをレール910に載せてリップ板14をレール910に沿って搬入すると、リップ板14を第2レール13Aにスライドインさせることができる。リップ板14の突起14Aに形成された半割スリット14Bに、移送板13の上方から移送板13に形成された孔13Dを介してリップ板固定金具13C例えば位置決めピン13Cを挿入することで、リップ板14の取り付けが完了する。特開平8−244103に見られるように、従来はネック型支持板(リップ板)の位置決め孔へ下側から位置決めピンを挿通し、次いで位置決めピンの落下防止部材をレールにボルト締結する必要がある。そのため、リップ板の枚数が増加するとリップ板の固定にかかる作業時間も増大する傾向にあった。また、位置決めピンの抜け落ち対策として落下防止部材を設けてはいるものの、サイクルスピード(ボトルの生産スピード)が上がると位置決めピンや落下防止部材に負荷がかかるため、これらの部材の位置ずれや脱落の虞が依然あった。これら現象に伴いネック型支持板(リップ板)も位置ずれするため、型締め時における金型部品や機械部品の破損に繋がる。また、予期しない破損や故障は、作業従事者に危険を及ぼしかねない。本実施形態では、位置決めピン13Cを上方より挿入してレール13A上で支えるため、位置ずれや落下の虞が著しく改善される。また、リップ板14の搬入/搬出作業及びメンテナンスにかかる時間が短縮し、作業性が格段に向上する。
【0095】
図17(A)に代えて、図17(B)に示すようにリップ板14は厚さ方向にて段差のない平板にて形成することもできる。この場合、リップ板14の長手方向両端部が第2レール13Aに搭載される。
【0096】
なお、上記のように本実施形態について詳細に説明したが、本発明の新規事項および効果から実体的に逸脱しない多くの変形が可能であることは当業者には容易に理解できるものである。従って、このような変形例はすべて本発明の範囲に含まれるものとする。例えば、明細書又は図面において、少なくとも一度、より広義または同義な異なる用語と共に記載された用語は、明細書又は図面のいかなる箇所においても、その異なる用語に置き換えることができる。
【符号の説明】
【0097】
10 機台、11 下部基盤、12 上部基盤、13 移送板、13A 第2レール、14 リップ板、14A 突起、20 第1固定支点軸、21 第2固定支点軸、22 固定支点軸、23 第1固定支点軸、24 第2固定支点軸、25 固定支点軸、100 射出成形部、101 可動タイバー、102 型締め盤、111 ホットランナー型、112 射出キャビティ型、113 射出コア型、114 ダミーリップ板、110 射出型ユニット、200 温調部、300 ブロー成形部、400 取出部、500 第1射出型搬入/搬出装置、510 支持部材、511 基端部、512 自由端部、513 第1可動支点軸、520 移動機構、521,522 リンク、521A,522A 第1支持孔、521B 第2支持孔、530 第1角度固定具、531 第1角度固定板、532,533 支点軸、534,535 第1ピン、534A,535A 第1挿入孔、534B,535B 第2挿入孔、540 支持補強部材、550 第2角度固定具、551 第2角度固定板、552 第2ピン、552A 第3挿入孔、552B 第4挿入孔、600 第2射出型搬入/搬出装置、610 支持部材、610A,610B レール、611 可動支点軸、620 移動機構、630 第1角度固定具、640 第2角度固定具、700 第1ブロー型搬入/搬出装置、710 支持部材、711 基端部、712 自由端部、713 第1可動支点軸、720 移動機構、721,722 リンク、730 第1角度固定具、740 支持補強部材、750 第2角度固定具、760 第3角度固定具、800 第2ブロー型搬入/搬出装置、810 支持部材、810A,810B レール、811 可動支点軸、820 移動機構、830 第1角度固定具、840 第2角度固定具、900 リップ板搬入/搬出装置、901 支点軸、910 第1レール、P1,P3,P5,P7,P9 突出位置、P2,P4,P6,P8,P10 収容位置
【特許請求の範囲】
【請求項1】
金型部品が取り付けられるブロー成形機において、
前記ブロー成形機に対して搬入または搬出される前記金型部品を支持する支持部材と、
前記支持部材を、前記ブロー成形機の外方に向けて水平に突出する突出位置と、前記ブロー成形機に収容する収容位置とに移動させる移動機構と、
を有し、
前記ブロー成形機は第1固定支点軸を有し、
前記支持部材は、基端部と自由端部とを含み、前記基端部は前記第1固定支点軸に回動自在に支持され、前記自由端部には第1可動支点軸が設けられ、
前記移動機構は、互いに回動自在に連結された複数のリンクを含み、前記複数のリンクの一つは前記支持部材の前記第1可動支点軸に回動自在に支持され、前記支持部材が突出位置に設定されるときに、第1角度固定具により前記複数のリンクが一直線状に維持されて、前記複数のリンクが、前記支持部材の前記自由端部を支持する脚部となることを特徴とするブロー成形機。
【請求項2】
請求項1において、
前記ブロー成形機は、前記第1固定支点軸よりも下方に第2固定支点軸を有し、
前記支持部材は、前記基端部と前記自由端部との間に第2可動支点軸を有し、
前記移動機構は、前記第2固定支点軸と前記第2可動支点軸とにそれぞれ回動自在に連結されて、前記支持部材の移動に伴い長さが伸縮され、前記支持部材が前記突出位置に設定される伸長時の長さを流体圧により維持する支持補強部材をさらに有することを特徴とするブロー成形機。
【請求項3】
請求項1または2において、
前記第1角度固定具は、第1角度固定板と、前記複数のリンクをそれぞれ回動自在に支持する前記第1角度固定板に設けられた2つの支点軸と、2つの第1ピンと、前記支持部材が前記突出位置に設定された時に前記2つの第1ピンが挿入される2つの第1挿入孔と、を有し、
前記第1角度固定板が配置される前記複数のリンクの各々は、前記2つの第1挿入孔の一つを介して挿入される前記2つの第1ピンを一つ支持する第1支持孔を有することを特徴とするブロー成形機。
【請求項4】
請求項3において、
前記第1角度固定板は、前記支持部材が前記収容位置に設定された時に前記2つの第1ピンが挿入される2つの第2挿入孔をさらに含むことを特徴とするブロー成形機。
【請求項5】
請求項1乃至4のいずれかにおいて、
前記支持部材が突出位置に設定されるときに、前記支持部材と前記複数のリンクの一つとの角度を固定する第2角度固定具をさらに有し、
前記第2角度固定具は、
前記支持部材に固定されて、前記第1可動支点軸が設けられた第2角度固定板と、
第2ピンと、
前記支持部材が前記突出位置に設定された時に前記第2ピンが挿入される第3挿入孔と、を有し、
前記第2角度固定板が配置される前記複数のリンクの一つは、前記第3挿入孔を介して挿入される前記第2ピンを支持する第2支持孔を有することを特徴とするブロー成形機。
【請求項6】
請求項1乃至5のいずれかにおいて、
前記ブロー成形機は、プリフォームを射出する射出成形部と、前記射出成形部に第1方向から樹脂を射出する射出装置とを有し、
前記支持部材は、平面視で前記第1方向と直交する第2方向にて前記射出成形部より側方に張り出して前記突出位置に設定され、
前記金型部品は、前記射出成形部に取り付けられる射出成形型であることを特徴後するブロー成形機。
【請求項7】
請求項1乃至5のいずれかにおいて、
前記ブロー成形機は、プリフォームから容器をブロー成形するブロー成形部を有し、
前記金型部品は、前記ブロー成形部に取り付けられて、第1方向に沿って開閉される一対のブローキャビティ割型を含み、
前記支持部材は、平面視で前記第1方向と直交する第2方向にて前記ブロー成形部より側方に張り出して前記突出位置に設定されることを特徴後するブロー成形機。
【請求項8】
金型部品が取り付けられるブロー成形機において、
前記ブロー成形機に対して搬入または搬出される前記金型部品を支持する支持部材と、
前記支持部材を、前記ブロー成形機の外方に向けて水平に突出する突出位置と、前記ブロー成形機に収容する収容位置とに移動させる移動機構と、
を有し、
前記ブロー成形機は固定支点軸を有し、
前記支持部材は、前記支持部材と共に移動する可動支点軸を有し、
前記移動機構は、前記固定支点軸及び前記可動支点軸にそれぞれ回動自在に支持ざれるリンクを有し、
前記支持部材が突出位置に設定されるときに、前記固定支点軸に対して第1角度固定具によりリンクが鉛直状態に設定され、前記可動支点軸に対して第2角度固定具により前記支持部材が水平状態に設定されることを特徴とするブロー成形機。
【請求項9】
請求項8において、
前記金型部品は、昇降駆動される昇降部に支持され、
前記昇降部には、複数の固定金具が複数のボルトによりそれぞれ固定され、
前記複数のボルトを緩めて前記複数のボルトを中心軸として前記複数の固定金具を回転させて、前記複数の固定金具が前記昇降部と対面する位置に配置され、前記昇降部と前記複数の固定金具との間に前記金型部品が挟待された状態で、前記複数のボルトが前記複数の固定金具に締め付けられて前記金型部品が固定されることを特徴とするブロー成形機。
【請求項10】
金型部品と、
前記金型部品が固定される固定部と、
前記固定部に支持される複数のボルトと、
前記複数のボルトを中心軸として回転可能な複数の固定金具と、
を有し、
前記複数のボルトを緩めて前記複数のボルトを中心軸として前記複数の固定金具を回転させて、前記複数の固定金具が前記固定部と対面する位置に配置され、前記固定部と前記複数の固定金具との間に前記金型部品が挟待された状態で、前記複数のボルトが前記複数の固定金具に締め付けられて前記金型部品が固定されることを特徴とするブロー成形機。
【請求項11】
下部基盤と、
前記下部基盤と対向する上部基盤と、
前記上部基盤に支持される移送板と、
前記上部基盤に支持される2本の第1レールと、
前記2本の第1レールに沿って搬入されるリップ板と、
前記2本の第1レールの延長線上にて前記移送板に固定される2本の第2レールと、
前記移送板に形成された孔に挿入されて、前記2本の第2レールに支持される前記リップ板を固定するリップ板固定金具と、
を有することを特徴とするブロー成形機。
【請求項12】
下部金型部品の上にダミーリップ板及び上部金型部品を搭載した金型ユニットを、ブロー成形機に搬入する工程と、
前記金型ユニットの前記下部金型部品をブロー成形機の下部固定部に固定する工程と、
前記ブロー成形機の上部基盤に支持される移送板にリップ型を取り付ける前の状態で、ブロー成形機の上部基盤の上方に配置された上部昇降部を下降させて、前記移送板に形成された穴を介して、前記上部昇降部を前記移送板の下方の型締め位置に設定する工程と、
型締め位置に設定された前記上部昇降部に前記上部金型部品を固定する工程と、
前記上部昇降部を上昇させて、前記金型ユニットから前記上部金型部品を分離する工程と、
その後前記ダミーリップ板を除去する工程と、
を有すること特徴とする金型部品の取り付け方法。
【請求項13】
請求項12において、
前記下部金型部品は、ホットランナー型及び射出キャビティ型であり、
前記上部金型部品は、射出コア型であり、
前記下部固定部は前記ブロー成形機の下部基盤であり、前記下部金型部品の前記ホットランナー型が前記下部基盤に固定され、
前記上部昇降部は、前記ブロー成形機の前記上部基盤の上方に配置されて昇降される型締め盤に固定された射出コア型固定部であり、前記射出コア型が前記射出コア型固定部に固定されること特徴とする金型部品の取り付け方法。
【請求項14】
請求項12において、
前記下部金型部品は、温調ポットであり、
前記上部金型部品は、温調コアであり、
前記下部固定部は、前記ブロー成形機の下部基盤側に固定された下部昇降駆動部により昇降される下部昇降部であり、
前記上部昇降部は、前記ブロー成形機の上部基盤側に固定された上部昇降駆動部により昇降駆動されること特徴とする金型部品の取り付け方法。
【請求項15】
下部金型部品と、
前記下部金型部品の上に搭載されたダミーリップ板と、
前記ダミーリップ板の上に搭載された上部金型部品と、
を有し、
前記ダミーリップ板は、ブロー成形機に取り付けられて型締めされる前記下部金型部品と前記上部金型部品との間の型締め時のギャップを設定することを特徴とする金型ユニット。
【請求項1】
金型部品が取り付けられるブロー成形機において、
前記ブロー成形機に対して搬入または搬出される前記金型部品を支持する支持部材と、
前記支持部材を、前記ブロー成形機の外方に向けて水平に突出する突出位置と、前記ブロー成形機に収容する収容位置とに移動させる移動機構と、
を有し、
前記ブロー成形機は第1固定支点軸を有し、
前記支持部材は、基端部と自由端部とを含み、前記基端部は前記第1固定支点軸に回動自在に支持され、前記自由端部には第1可動支点軸が設けられ、
前記移動機構は、互いに回動自在に連結された複数のリンクを含み、前記複数のリンクの一つは前記支持部材の前記第1可動支点軸に回動自在に支持され、前記支持部材が突出位置に設定されるときに、第1角度固定具により前記複数のリンクが一直線状に維持されて、前記複数のリンクが、前記支持部材の前記自由端部を支持する脚部となることを特徴とするブロー成形機。
【請求項2】
請求項1において、
前記ブロー成形機は、前記第1固定支点軸よりも下方に第2固定支点軸を有し、
前記支持部材は、前記基端部と前記自由端部との間に第2可動支点軸を有し、
前記移動機構は、前記第2固定支点軸と前記第2可動支点軸とにそれぞれ回動自在に連結されて、前記支持部材の移動に伴い長さが伸縮され、前記支持部材が前記突出位置に設定される伸長時の長さを流体圧により維持する支持補強部材をさらに有することを特徴とするブロー成形機。
【請求項3】
請求項1または2において、
前記第1角度固定具は、第1角度固定板と、前記複数のリンクをそれぞれ回動自在に支持する前記第1角度固定板に設けられた2つの支点軸と、2つの第1ピンと、前記支持部材が前記突出位置に設定された時に前記2つの第1ピンが挿入される2つの第1挿入孔と、を有し、
前記第1角度固定板が配置される前記複数のリンクの各々は、前記2つの第1挿入孔の一つを介して挿入される前記2つの第1ピンを一つ支持する第1支持孔を有することを特徴とするブロー成形機。
【請求項4】
請求項3において、
前記第1角度固定板は、前記支持部材が前記収容位置に設定された時に前記2つの第1ピンが挿入される2つの第2挿入孔をさらに含むことを特徴とするブロー成形機。
【請求項5】
請求項1乃至4のいずれかにおいて、
前記支持部材が突出位置に設定されるときに、前記支持部材と前記複数のリンクの一つとの角度を固定する第2角度固定具をさらに有し、
前記第2角度固定具は、
前記支持部材に固定されて、前記第1可動支点軸が設けられた第2角度固定板と、
第2ピンと、
前記支持部材が前記突出位置に設定された時に前記第2ピンが挿入される第3挿入孔と、を有し、
前記第2角度固定板が配置される前記複数のリンクの一つは、前記第3挿入孔を介して挿入される前記第2ピンを支持する第2支持孔を有することを特徴とするブロー成形機。
【請求項6】
請求項1乃至5のいずれかにおいて、
前記ブロー成形機は、プリフォームを射出する射出成形部と、前記射出成形部に第1方向から樹脂を射出する射出装置とを有し、
前記支持部材は、平面視で前記第1方向と直交する第2方向にて前記射出成形部より側方に張り出して前記突出位置に設定され、
前記金型部品は、前記射出成形部に取り付けられる射出成形型であることを特徴後するブロー成形機。
【請求項7】
請求項1乃至5のいずれかにおいて、
前記ブロー成形機は、プリフォームから容器をブロー成形するブロー成形部を有し、
前記金型部品は、前記ブロー成形部に取り付けられて、第1方向に沿って開閉される一対のブローキャビティ割型を含み、
前記支持部材は、平面視で前記第1方向と直交する第2方向にて前記ブロー成形部より側方に張り出して前記突出位置に設定されることを特徴後するブロー成形機。
【請求項8】
金型部品が取り付けられるブロー成形機において、
前記ブロー成形機に対して搬入または搬出される前記金型部品を支持する支持部材と、
前記支持部材を、前記ブロー成形機の外方に向けて水平に突出する突出位置と、前記ブロー成形機に収容する収容位置とに移動させる移動機構と、
を有し、
前記ブロー成形機は固定支点軸を有し、
前記支持部材は、前記支持部材と共に移動する可動支点軸を有し、
前記移動機構は、前記固定支点軸及び前記可動支点軸にそれぞれ回動自在に支持ざれるリンクを有し、
前記支持部材が突出位置に設定されるときに、前記固定支点軸に対して第1角度固定具によりリンクが鉛直状態に設定され、前記可動支点軸に対して第2角度固定具により前記支持部材が水平状態に設定されることを特徴とするブロー成形機。
【請求項9】
請求項8において、
前記金型部品は、昇降駆動される昇降部に支持され、
前記昇降部には、複数の固定金具が複数のボルトによりそれぞれ固定され、
前記複数のボルトを緩めて前記複数のボルトを中心軸として前記複数の固定金具を回転させて、前記複数の固定金具が前記昇降部と対面する位置に配置され、前記昇降部と前記複数の固定金具との間に前記金型部品が挟待された状態で、前記複数のボルトが前記複数の固定金具に締め付けられて前記金型部品が固定されることを特徴とするブロー成形機。
【請求項10】
金型部品と、
前記金型部品が固定される固定部と、
前記固定部に支持される複数のボルトと、
前記複数のボルトを中心軸として回転可能な複数の固定金具と、
を有し、
前記複数のボルトを緩めて前記複数のボルトを中心軸として前記複数の固定金具を回転させて、前記複数の固定金具が前記固定部と対面する位置に配置され、前記固定部と前記複数の固定金具との間に前記金型部品が挟待された状態で、前記複数のボルトが前記複数の固定金具に締め付けられて前記金型部品が固定されることを特徴とするブロー成形機。
【請求項11】
下部基盤と、
前記下部基盤と対向する上部基盤と、
前記上部基盤に支持される移送板と、
前記上部基盤に支持される2本の第1レールと、
前記2本の第1レールに沿って搬入されるリップ板と、
前記2本の第1レールの延長線上にて前記移送板に固定される2本の第2レールと、
前記移送板に形成された孔に挿入されて、前記2本の第2レールに支持される前記リップ板を固定するリップ板固定金具と、
を有することを特徴とするブロー成形機。
【請求項12】
下部金型部品の上にダミーリップ板及び上部金型部品を搭載した金型ユニットを、ブロー成形機に搬入する工程と、
前記金型ユニットの前記下部金型部品をブロー成形機の下部固定部に固定する工程と、
前記ブロー成形機の上部基盤に支持される移送板にリップ型を取り付ける前の状態で、ブロー成形機の上部基盤の上方に配置された上部昇降部を下降させて、前記移送板に形成された穴を介して、前記上部昇降部を前記移送板の下方の型締め位置に設定する工程と、
型締め位置に設定された前記上部昇降部に前記上部金型部品を固定する工程と、
前記上部昇降部を上昇させて、前記金型ユニットから前記上部金型部品を分離する工程と、
その後前記ダミーリップ板を除去する工程と、
を有すること特徴とする金型部品の取り付け方法。
【請求項13】
請求項12において、
前記下部金型部品は、ホットランナー型及び射出キャビティ型であり、
前記上部金型部品は、射出コア型であり、
前記下部固定部は前記ブロー成形機の下部基盤であり、前記下部金型部品の前記ホットランナー型が前記下部基盤に固定され、
前記上部昇降部は、前記ブロー成形機の前記上部基盤の上方に配置されて昇降される型締め盤に固定された射出コア型固定部であり、前記射出コア型が前記射出コア型固定部に固定されること特徴とする金型部品の取り付け方法。
【請求項14】
請求項12において、
前記下部金型部品は、温調ポットであり、
前記上部金型部品は、温調コアであり、
前記下部固定部は、前記ブロー成形機の下部基盤側に固定された下部昇降駆動部により昇降される下部昇降部であり、
前記上部昇降部は、前記ブロー成形機の上部基盤側に固定された上部昇降駆動部により昇降駆動されること特徴とする金型部品の取り付け方法。
【請求項15】
下部金型部品と、
前記下部金型部品の上に搭載されたダミーリップ板と、
前記ダミーリップ板の上に搭載された上部金型部品と、
を有し、
前記ダミーリップ板は、ブロー成形機に取り付けられて型締めされる前記下部金型部品と前記上部金型部品との間の型締め時のギャップを設定することを特徴とする金型ユニット。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【公開番号】特開2013−107391(P2013−107391A)
【公開日】平成25年6月6日(2013.6.6)
【国際特許分類】
【出願番号】特願2012−231478(P2012−231478)
【出願日】平成24年10月19日(2012.10.19)
【出願人】(000227032)日精エー・エス・ビー機械株式会社 (35)
【Fターム(参考)】
【公開日】平成25年6月6日(2013.6.6)
【国際特許分類】
【出願日】平成24年10月19日(2012.10.19)
【出願人】(000227032)日精エー・エス・ビー機械株式会社 (35)
【Fターム(参考)】
[ Back to top ]