
ブロー成形金型およびブロー成形方法
【課題】ワークの温度を管理できるブロー成形金型を提供すること
【解決手段】ブロー成形金型は、板状のワークWをエアの流体圧でブロー成形するブロー成形金型であって、ワークWの縁部を挟持する上型31および下型21と、ワークWの下面を支持する支持板25と、支持板25の温度を制御する拡散板24と、下型21に形成されたエア供給口211を通してエアを供給するエア供給装置23と、を備える。拡散板24は、支持板25とエア供給口211との間に設けられ、このエア供給口211から供給されるエアの流れを制御する。
【解決手段】ブロー成形金型は、板状のワークWをエアの流体圧でブロー成形するブロー成形金型であって、ワークWの縁部を挟持する上型31および下型21と、ワークWの下面を支持する支持板25と、支持板25の温度を制御する拡散板24と、下型21に形成されたエア供給口211を通してエアを供給するエア供給装置23と、を備える。拡散板24は、支持板25とエア供給口211との間に設けられ、このエア供給口211から供給されるエアの流れを制御する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ブロー成形金型およびブロー成形方法に関する。詳しくは、板状のワークをエアの流体圧でブロー成形するブロー成形金型およびブロー成形方法に関する。
【背景技術】
【0002】
従来より、板状のワークをエアの流体圧でブロー成形するブロー成形金型が知られている。このブロー成形金型は、上型と下型とからなる一対の金型で構成されており、この下型の底面には、金型内部にエアを供給するエア供給口が形成されている。
このブロー成形金型では、ワークを予め加熱しておき、この加熱したワークの縁部を上型と下型とで挟持する。すると、このワークにより、下型と上型とで密閉された空間が上下に分割される。次に、エア供給口よりエアを供給して、ワークの下側の空間のエアの流体圧を高める。すると、このエアの流体圧でワークが上型に押し付けられて、ワークが成形される。
【0003】
ところで、エア供給口から供給されるエアは、加熱されたワークに比べて、低温である。このため、エア供給口から供給されるエアがワークの一部に特に強く当たることで、ワークの一部のみが冷却され、この部分を十分に成形できないといった問題点がある。
【0004】
そこで、エアを拡散させるエア拡散板をエア供給口に対向して設けたブロー成形金型が提案されている(例えば、特許文献1参照)。
このブロー成形金型によれば、エア供給口から供給されるエアをエア拡散板に直接当てて、この供給されるエアを拡散させるので、エアがワークに直接当たってワークの一部のみが冷却されるのを防止できる。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特許第3949513号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
ところで、ワークは、予め加熱されているため、自重で垂れ下がって、このワークの一部がエア拡散板に接触する可能性がある。上述のように、エア拡散板はエアが直接当たって冷却されているので、ワークの一部がエア拡散板に接触すると、ワークのエア拡散板に接触した部位が局所的に冷却されてしまい、成形性が低下してしまう。
【0007】
本発明は、ワークの温度を管理できるブロー成形金型を提供することを目的とする。
【課題を解決するための手段】
【0008】
本発明のブロー成形金型は、板状のワーク(例えば、後述のワークW)をエアの流体圧でブロー成形するブロー成形金型であって、前記ワークの縁部を挟持する上型(例えば、後述の上型31)および下型(例えば、後述の下型21)と、前記ワークの下面を支持するワーク支持手段(例えば、後述の支持板25、25B)と、当該ワーク支持手段の温度を制御する温度制御手段(例えば、後述の拡散板24、24A)と、を備えることを特徴とする。
【0009】
この発明によれば、ワークの下面を支持するワーク支持手段と、このワーク支持手段の温度を制御する温度制御手段と、を設けた。
よって、温度制御手段により、ワーク支持手段の温度を適切な温度に制御することで、ワークがワーク支持手段に接触しても、このワークの接触部位の温度が局所的に冷却されるのを防止でき、ワークの温度を管理できる。
【0010】
この場合、前記温度制御手段は、前記ワーク支持手段の一部を他の部位とは異なる温度に制御することが好ましい。
【0011】
この発明によれば、温度制御手段により、ワーク支持手段の一部を他の部位とは異なる温度に制御した。
例えば、ワークの特定の部位の成形時の変形量を大きくしたい場合には、この部位に接触するワーク支持手段の温度を高くし、逆に、成形時の変形量を抑制したい場合には、この部位に接触するワーク支持手段の温度を低くする。
よって、温度制御手段によりワーク支持手段の温度分布を調整するだけで、このワーク支持手段に接触するワークの温度分布を容易に調整できるから、成形性を向上できる。
【0012】
この場合、前記下型に形成されたエア供給口(例えば、後述のエア供給口211)を通してエアを供給するエア供給手段(例えば、後述のエア供給装置23)をさらに備え、前記温度制御手段は、前記ワーク支持手段と前記エア供給口との間に設けられ、当該エア供給口から供給されるエアの流れを制御することが好ましい。
【0013】
この発明によれば、温度制御手段を、ワーク支持手段とエア供給口との間に設け、当該エア供給口から供給されるエアの流れを制御した。
例えば、エアの流れを制御することにより、ワーク支持手段の一部にエアを直接当ててこの部位を冷却したり、ワーク支持手段の一部にエアを直接当てずにこの部位の冷却を防いだりする。
よって、エアの流れを調整して、ワーク支持手段の温度分布を調整することで、ワーク支持手段に接触するワークの温度分布を調整できる。
【0014】
本発明のブロー成形方法は、板状のワークをエアの流体圧でブロー成形するブロー成形方法であって、上型および下型で前記ワークの縁部を挟持し、ワーク支持手段で前記ワークの下面を支持し、温度制御手段により前記ワーク支持手段の温度を制御することを特徴とする。
【0015】
この発明によれば、上述の効果と同様の効果がある。
【発明の効果】
【0016】
本発明によれば、温度制御手段により、ワーク支持手段の温度を適切な温度に制御することで、ワークがワーク支持手段に接触しても、このワークの接触部位の温度が局所的に冷却されるのを防止でき、ワークの温度を管理できる。
【図面の簡単な説明】
【0017】
【図1】本発明の第1実施形態に係るブロー成形金型が適用されたブロー成形装置の概要を示す模式図である。
【図2】ブロー成形装置により、ワークを成形する手順を説明する図(その1)である。
【図3】ブロー成形装置により、ワークを成形する手順を説明する図(その2)である。
【図4】本発明の第2実施形態に係る拡散板と支持板の関係を示す模式図である。
【図5】本発明の第3実施形態に係る拡散板と支持板の関係を示す模式図である。
【発明を実施するための形態】
【0018】
以下、本発明の一実施形態を図面に基づいて説明する。
[第1実施形態]
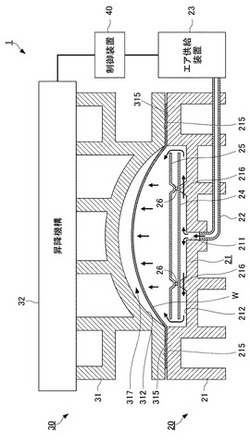
図1は、本発明の第1実施形態に係るブロー成形金型が適用されたブロー成形装置1の概要を示す模式図である。
【0019】
ブロー成形装置1は、床面に固定された下型機構20と、この下型機構20の上方に配置された上型機構30と、この下型機構20および上型機構30を制御する制御装置40と、を備える。
【0020】
下型機構20は、床面に固定されたブロー成形金型としての下型21と、この下型21の上面に形成されたエア供給口211に接続されるエア配管22と、このエア供給口211およびエア配管22を通して下型21の内部にエアを供給するエア供給装置23と、下型21のエア供給口211の上に設けられたブロー成形金型および温度制御手段としての拡散板24と、この拡散板24の上に設けられたブロー成形金型およびワーク支持手段としての支持板25と、を備える。
【0021】
下型21の上面には、エア供給口211と、下側キャビティ面212と、この下側キャビティ面212の周囲に形成された下型周縁部215と、複数の凸部216と、が形成されている。
拡散板24は、この凸部216に支持されており、エア供給口211から供給されるエアを直接受けて、この受けたエアを拡散させる。
拡散板24と支持板25との間には、スペーサ26が複数介装されており、これにより、拡散板24と支持板25との間隔が一定に保たれている。拡散板24は、支持板25の下面全体を覆っており、拡散板24の端縁は、支持板25の端縁とほぼ面一となっている。
【0022】
上型機構30は、下型21に対向して配置されたブロー成形金型としての上型31と、この上型31を昇降させる昇降機構32と、を備える。
上型31の下面は、断面半楕円形状に凹んだ上側キャビティ面312と、この上側キャビティ面312の周囲に形成された上型周縁部315と、を備える。
上型31の上側キャビティ面312と、下型21の下側キャビティ面212とにより、キャビティ317が形成される。
上型機構30によれば、昇降機構32を駆動することにより、上型31が下型21に対して接近あるいは離間する。
【0023】
次に、このブロー成形装置1により、ワークWを成形する手順について、図2および図3を参照しながら説明する。
【0024】
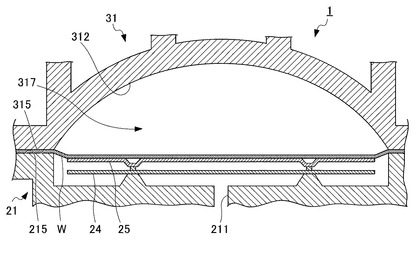
まず、板状のワークWを加熱しておき、図2に示すように、この加熱したワークWを下型21の上に載置する。すると、ワークWの縁部は、下型周縁部215に支持される。
ワークWは、加熱されて剛性が低下しており、自重で垂れ下がり、支持板25に接触する。
【0025】
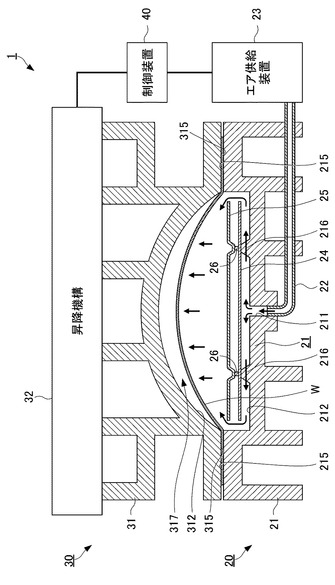
次に、制御装置40により昇降機構32を駆動して、上型31を下降させて、型締めを行う。すると、ワークWは、上型周縁部315と下型周縁部215とで挟持される。
【0026】
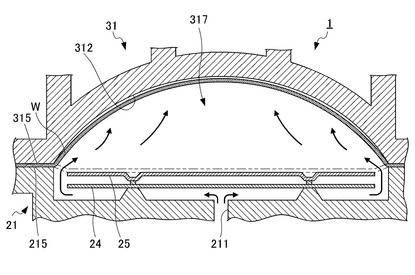
次に、制御装置40によりエア供給装置23を駆動して、ワークWに比べて低温のエアをエア供給口211より供給する。このエアは、図3に示すように、拡散板24の下面に沿って水平方向に流れて、その後、拡散板24の端縁と下型21との隙間を上昇し、キャビティ317全体に拡散し、内圧を上昇させる。すると、ワークWは、流体圧により上側キャビティ面312に押し付けられて、成形される。
【0027】
以上の発明によれば、以下のような効果がある。
(1)ワークWの下面を支持する支持板25と、この支持板25の温度を制御する拡散板24と、を設けた。
よって、拡散板24により、支持板25の温度を適切な温度に制御することで、ワークWが支持板25に接触しても、このワークWの接触部位の温度が局所的に冷却されるのを防止でき、ワークWの温度を管理できる。
(2)拡散板24を、支持板25とエア供給口211との間に設け、エア供給口211から供給されるエアの流れを制御した。具体的には、支持板25の下面全体を拡散板24で覆って、エア供給口211から供給されたエアが支持板25に直接当たらないようにして、支持板25の冷却を防止した。
よって、エアの流れを調整して、支持板25の温度分布を調整することで、支持板25に接触するワークWの温度分布を調整できる。
【0028】
[第2実施形態]
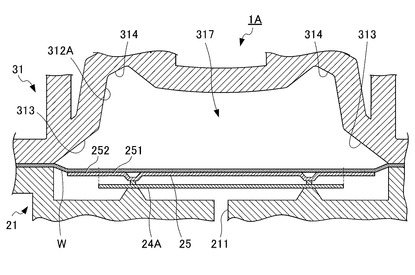
図4は、本発明の第2実施形態に係るブロー成形装置1Aの拡散板24Aと支持板25との関係を示す模式図である。
本実施形態では、上型31の上側キャビティ面312Aの形状、および、拡散板24Aの形状が第1実施形態と異なり、その他の構成は、第1実施形態と同様である。
【0029】
すなわち、本実施形態のブロー成形装置1Aでは、上型31の上側キャビティ面312Aは、断面楕円形状に凹んだ第1上側キャビティ面313と、この第1上側キャビティ面313の内側に形成されて第1上側キャビティ面313よりも大きく凹んだ第2上側キャビティ面314と、を備える。
また、拡散板24Aは、支持板25の中央部下面のみを覆っており、拡散板24Aの端縁は、支持板25の端縁よりも内側に位置している。ここで、支持板25のうち、拡散板24Aに覆われた部分を中央部251とし、拡散板24Aよりも外側に突出した部分を、周縁部252とする。
【0030】
本実施形態のブロー成形装置1Aでは、エア供給装置23を駆動してエア供給口211よりエアを供給すると、拡散板24Aの端縁が支持板25の端縁よりも内側に位置しているため、このエアは、図4に示すように、拡散板24A下面に沿って水平方向に流れた後、支持板25の周縁部252の下面に沿って流れて、支持板25の端縁と下型21との隙間を上昇し、キャビティ317全体に拡散する。
このとき、支持板25の中央部251にはエアが直接当たらないが、周縁部252にはエアが直接当たるので、支持板25の周縁部252は、中央部251よりも低い温度となっている。
よって、ワークWが、エアの流体圧により上側キャビティ面312Aに押し付けられると、ワークWのうち支持板25の周縁部252に接触した部分は、第1上側キャビティ面313に押し付けられ、中央部251に接触した部分は、第2上側キャビティ面314に押し付けられて大きく変形することになる。
【0031】
以上の発明によれば、以下のような効果がある。
(3)拡散板24Aにより、支持板25の周縁部252を中央部251とは異なる温度に制御した。具体的には、支持板25の中央部251の下面のみを拡散板24で覆って、エア供給口211から供給されたエアが、支持板25の周縁部252に直接当たるようにした。よって、支持板25の周縁部252は、中央部251よりも低い温度となる。
よって、拡散板24Aにより、支持板25の周縁部252を中央部251よりも低温とするだけで、支持板25に接触するワークWの温度分布を容易に調整できるから、成形性を向上できる。
【0032】
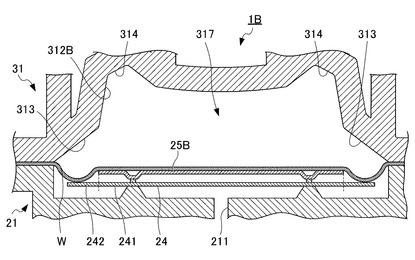
[第3実施形態]
図5は、本発明の第3実施形態に係るブロー成形金型の拡散板24と支持板25Bとの関係を示す模式図である。
本実施形態では、上型31の上側キャビティ面312Bの形状、および、支持板25Bの形状が第1実施形態と異なり、その他の構成は、第1実施形態と同様である。
【0033】
すなわち、本実施形態のブロー成形装置1Bでは、上型31の上側キャビティ面312Bは、上側キャビティ面312Aと同様の構成である。
また、拡散板24は、支持板25Bの下面全体を覆っており、拡散板24の端縁は、支持板25Bの端縁よりも外側に突出している。ここで、拡散板24のうち、支持板25Bの下面を覆う部分を中央部241とし、支持板25Bよりも外側に突出した部分を、周縁部242とする。
【0034】
本実施形態のブロー成形装置1Bでは、ワークWを下型21上に載置すると、このワークWは、自重で垂れ下がり、支持板25Bと拡散板24の周縁部242に接触する。
その後、エア供給装置23を駆動してエア供給口211よりエアを供給すると、このエアは、図5に示すように、拡散板24下面に沿って水平方向に流れて、その後、拡散板24の端縁と下型21との隙間を上昇し、キャビティ317全体に拡散する。
このとき、支持板25Bにはエアが直接当たらないが、拡散板24の周縁部242にはエアが直接当たるので、拡散板24の周縁部242は、支持板25Bよりも低い温度となっている。
【0035】
以上の発明によれば、以下のような効果がある。
(4)拡散板24により、拡散板24の周縁部242を中央部241とは異なる温度に制御した。具体的には、拡散板24の端縁を支持板25Bの端縁よりも外側に突出させて、エア供給口211から吐出されたエアが、支持板25Bに直接当たらないようにした。よって、拡散板24の周縁部242は、支持板25Bよりも低い温度となる。
よって、拡散板24により、拡散板24の周縁部242を支持板25Bよりも低温とするだけで、拡散板24の周縁部242および支持板25Bに接触するワークWの温度分布を容易に調整できるから、成形性を向上できる。
【0036】
なお、本発明は前記実施形態に限定されるものではなく、本発明の目的を達成できる範囲での変形、改良等は本発明に含まれるものである。
【符号の説明】
【0037】
21 下型(ブロー成形金型)
23 エア供給装置(エア供給手段)
31 上型(ブロー成形金型)
24、24A 拡散板(ブロー成形金型、温度制御手段)
25、25B 支持板(ブロー成形金型、ワーク支持手段)
211 エア供給口
242 周縁部(ワーク支持手段)
W ワーク
【技術分野】
【0001】
本発明は、ブロー成形金型およびブロー成形方法に関する。詳しくは、板状のワークをエアの流体圧でブロー成形するブロー成形金型およびブロー成形方法に関する。
【背景技術】
【0002】
従来より、板状のワークをエアの流体圧でブロー成形するブロー成形金型が知られている。このブロー成形金型は、上型と下型とからなる一対の金型で構成されており、この下型の底面には、金型内部にエアを供給するエア供給口が形成されている。
このブロー成形金型では、ワークを予め加熱しておき、この加熱したワークの縁部を上型と下型とで挟持する。すると、このワークにより、下型と上型とで密閉された空間が上下に分割される。次に、エア供給口よりエアを供給して、ワークの下側の空間のエアの流体圧を高める。すると、このエアの流体圧でワークが上型に押し付けられて、ワークが成形される。
【0003】
ところで、エア供給口から供給されるエアは、加熱されたワークに比べて、低温である。このため、エア供給口から供給されるエアがワークの一部に特に強く当たることで、ワークの一部のみが冷却され、この部分を十分に成形できないといった問題点がある。
【0004】
そこで、エアを拡散させるエア拡散板をエア供給口に対向して設けたブロー成形金型が提案されている(例えば、特許文献1参照)。
このブロー成形金型によれば、エア供給口から供給されるエアをエア拡散板に直接当てて、この供給されるエアを拡散させるので、エアがワークに直接当たってワークの一部のみが冷却されるのを防止できる。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特許第3949513号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
ところで、ワークは、予め加熱されているため、自重で垂れ下がって、このワークの一部がエア拡散板に接触する可能性がある。上述のように、エア拡散板はエアが直接当たって冷却されているので、ワークの一部がエア拡散板に接触すると、ワークのエア拡散板に接触した部位が局所的に冷却されてしまい、成形性が低下してしまう。
【0007】
本発明は、ワークの温度を管理できるブロー成形金型を提供することを目的とする。
【課題を解決するための手段】
【0008】
本発明のブロー成形金型は、板状のワーク(例えば、後述のワークW)をエアの流体圧でブロー成形するブロー成形金型であって、前記ワークの縁部を挟持する上型(例えば、後述の上型31)および下型(例えば、後述の下型21)と、前記ワークの下面を支持するワーク支持手段(例えば、後述の支持板25、25B)と、当該ワーク支持手段の温度を制御する温度制御手段(例えば、後述の拡散板24、24A)と、を備えることを特徴とする。
【0009】
この発明によれば、ワークの下面を支持するワーク支持手段と、このワーク支持手段の温度を制御する温度制御手段と、を設けた。
よって、温度制御手段により、ワーク支持手段の温度を適切な温度に制御することで、ワークがワーク支持手段に接触しても、このワークの接触部位の温度が局所的に冷却されるのを防止でき、ワークの温度を管理できる。
【0010】
この場合、前記温度制御手段は、前記ワーク支持手段の一部を他の部位とは異なる温度に制御することが好ましい。
【0011】
この発明によれば、温度制御手段により、ワーク支持手段の一部を他の部位とは異なる温度に制御した。
例えば、ワークの特定の部位の成形時の変形量を大きくしたい場合には、この部位に接触するワーク支持手段の温度を高くし、逆に、成形時の変形量を抑制したい場合には、この部位に接触するワーク支持手段の温度を低くする。
よって、温度制御手段によりワーク支持手段の温度分布を調整するだけで、このワーク支持手段に接触するワークの温度分布を容易に調整できるから、成形性を向上できる。
【0012】
この場合、前記下型に形成されたエア供給口(例えば、後述のエア供給口211)を通してエアを供給するエア供給手段(例えば、後述のエア供給装置23)をさらに備え、前記温度制御手段は、前記ワーク支持手段と前記エア供給口との間に設けられ、当該エア供給口から供給されるエアの流れを制御することが好ましい。
【0013】
この発明によれば、温度制御手段を、ワーク支持手段とエア供給口との間に設け、当該エア供給口から供給されるエアの流れを制御した。
例えば、エアの流れを制御することにより、ワーク支持手段の一部にエアを直接当ててこの部位を冷却したり、ワーク支持手段の一部にエアを直接当てずにこの部位の冷却を防いだりする。
よって、エアの流れを調整して、ワーク支持手段の温度分布を調整することで、ワーク支持手段に接触するワークの温度分布を調整できる。
【0014】
本発明のブロー成形方法は、板状のワークをエアの流体圧でブロー成形するブロー成形方法であって、上型および下型で前記ワークの縁部を挟持し、ワーク支持手段で前記ワークの下面を支持し、温度制御手段により前記ワーク支持手段の温度を制御することを特徴とする。
【0015】
この発明によれば、上述の効果と同様の効果がある。
【発明の効果】
【0016】
本発明によれば、温度制御手段により、ワーク支持手段の温度を適切な温度に制御することで、ワークがワーク支持手段に接触しても、このワークの接触部位の温度が局所的に冷却されるのを防止でき、ワークの温度を管理できる。
【図面の簡単な説明】
【0017】
【図1】本発明の第1実施形態に係るブロー成形金型が適用されたブロー成形装置の概要を示す模式図である。
【図2】ブロー成形装置により、ワークを成形する手順を説明する図(その1)である。
【図3】ブロー成形装置により、ワークを成形する手順を説明する図(その2)である。
【図4】本発明の第2実施形態に係る拡散板と支持板の関係を示す模式図である。
【図5】本発明の第3実施形態に係る拡散板と支持板の関係を示す模式図である。
【発明を実施するための形態】
【0018】
以下、本発明の一実施形態を図面に基づいて説明する。
[第1実施形態]
図1は、本発明の第1実施形態に係るブロー成形金型が適用されたブロー成形装置1の概要を示す模式図である。
【0019】
ブロー成形装置1は、床面に固定された下型機構20と、この下型機構20の上方に配置された上型機構30と、この下型機構20および上型機構30を制御する制御装置40と、を備える。
【0020】
下型機構20は、床面に固定されたブロー成形金型としての下型21と、この下型21の上面に形成されたエア供給口211に接続されるエア配管22と、このエア供給口211およびエア配管22を通して下型21の内部にエアを供給するエア供給装置23と、下型21のエア供給口211の上に設けられたブロー成形金型および温度制御手段としての拡散板24と、この拡散板24の上に設けられたブロー成形金型およびワーク支持手段としての支持板25と、を備える。
【0021】
下型21の上面には、エア供給口211と、下側キャビティ面212と、この下側キャビティ面212の周囲に形成された下型周縁部215と、複数の凸部216と、が形成されている。
拡散板24は、この凸部216に支持されており、エア供給口211から供給されるエアを直接受けて、この受けたエアを拡散させる。
拡散板24と支持板25との間には、スペーサ26が複数介装されており、これにより、拡散板24と支持板25との間隔が一定に保たれている。拡散板24は、支持板25の下面全体を覆っており、拡散板24の端縁は、支持板25の端縁とほぼ面一となっている。
【0022】
上型機構30は、下型21に対向して配置されたブロー成形金型としての上型31と、この上型31を昇降させる昇降機構32と、を備える。
上型31の下面は、断面半楕円形状に凹んだ上側キャビティ面312と、この上側キャビティ面312の周囲に形成された上型周縁部315と、を備える。
上型31の上側キャビティ面312と、下型21の下側キャビティ面212とにより、キャビティ317が形成される。
上型機構30によれば、昇降機構32を駆動することにより、上型31が下型21に対して接近あるいは離間する。
【0023】
次に、このブロー成形装置1により、ワークWを成形する手順について、図2および図3を参照しながら説明する。
【0024】
まず、板状のワークWを加熱しておき、図2に示すように、この加熱したワークWを下型21の上に載置する。すると、ワークWの縁部は、下型周縁部215に支持される。
ワークWは、加熱されて剛性が低下しており、自重で垂れ下がり、支持板25に接触する。
【0025】
次に、制御装置40により昇降機構32を駆動して、上型31を下降させて、型締めを行う。すると、ワークWは、上型周縁部315と下型周縁部215とで挟持される。
【0026】
次に、制御装置40によりエア供給装置23を駆動して、ワークWに比べて低温のエアをエア供給口211より供給する。このエアは、図3に示すように、拡散板24の下面に沿って水平方向に流れて、その後、拡散板24の端縁と下型21との隙間を上昇し、キャビティ317全体に拡散し、内圧を上昇させる。すると、ワークWは、流体圧により上側キャビティ面312に押し付けられて、成形される。
【0027】
以上の発明によれば、以下のような効果がある。
(1)ワークWの下面を支持する支持板25と、この支持板25の温度を制御する拡散板24と、を設けた。
よって、拡散板24により、支持板25の温度を適切な温度に制御することで、ワークWが支持板25に接触しても、このワークWの接触部位の温度が局所的に冷却されるのを防止でき、ワークWの温度を管理できる。
(2)拡散板24を、支持板25とエア供給口211との間に設け、エア供給口211から供給されるエアの流れを制御した。具体的には、支持板25の下面全体を拡散板24で覆って、エア供給口211から供給されたエアが支持板25に直接当たらないようにして、支持板25の冷却を防止した。
よって、エアの流れを調整して、支持板25の温度分布を調整することで、支持板25に接触するワークWの温度分布を調整できる。
【0028】
[第2実施形態]
図4は、本発明の第2実施形態に係るブロー成形装置1Aの拡散板24Aと支持板25との関係を示す模式図である。
本実施形態では、上型31の上側キャビティ面312Aの形状、および、拡散板24Aの形状が第1実施形態と異なり、その他の構成は、第1実施形態と同様である。
【0029】
すなわち、本実施形態のブロー成形装置1Aでは、上型31の上側キャビティ面312Aは、断面楕円形状に凹んだ第1上側キャビティ面313と、この第1上側キャビティ面313の内側に形成されて第1上側キャビティ面313よりも大きく凹んだ第2上側キャビティ面314と、を備える。
また、拡散板24Aは、支持板25の中央部下面のみを覆っており、拡散板24Aの端縁は、支持板25の端縁よりも内側に位置している。ここで、支持板25のうち、拡散板24Aに覆われた部分を中央部251とし、拡散板24Aよりも外側に突出した部分を、周縁部252とする。
【0030】
本実施形態のブロー成形装置1Aでは、エア供給装置23を駆動してエア供給口211よりエアを供給すると、拡散板24Aの端縁が支持板25の端縁よりも内側に位置しているため、このエアは、図4に示すように、拡散板24A下面に沿って水平方向に流れた後、支持板25の周縁部252の下面に沿って流れて、支持板25の端縁と下型21との隙間を上昇し、キャビティ317全体に拡散する。
このとき、支持板25の中央部251にはエアが直接当たらないが、周縁部252にはエアが直接当たるので、支持板25の周縁部252は、中央部251よりも低い温度となっている。
よって、ワークWが、エアの流体圧により上側キャビティ面312Aに押し付けられると、ワークWのうち支持板25の周縁部252に接触した部分は、第1上側キャビティ面313に押し付けられ、中央部251に接触した部分は、第2上側キャビティ面314に押し付けられて大きく変形することになる。
【0031】
以上の発明によれば、以下のような効果がある。
(3)拡散板24Aにより、支持板25の周縁部252を中央部251とは異なる温度に制御した。具体的には、支持板25の中央部251の下面のみを拡散板24で覆って、エア供給口211から供給されたエアが、支持板25の周縁部252に直接当たるようにした。よって、支持板25の周縁部252は、中央部251よりも低い温度となる。
よって、拡散板24Aにより、支持板25の周縁部252を中央部251よりも低温とするだけで、支持板25に接触するワークWの温度分布を容易に調整できるから、成形性を向上できる。
【0032】
[第3実施形態]
図5は、本発明の第3実施形態に係るブロー成形金型の拡散板24と支持板25Bとの関係を示す模式図である。
本実施形態では、上型31の上側キャビティ面312Bの形状、および、支持板25Bの形状が第1実施形態と異なり、その他の構成は、第1実施形態と同様である。
【0033】
すなわち、本実施形態のブロー成形装置1Bでは、上型31の上側キャビティ面312Bは、上側キャビティ面312Aと同様の構成である。
また、拡散板24は、支持板25Bの下面全体を覆っており、拡散板24の端縁は、支持板25Bの端縁よりも外側に突出している。ここで、拡散板24のうち、支持板25Bの下面を覆う部分を中央部241とし、支持板25Bよりも外側に突出した部分を、周縁部242とする。
【0034】
本実施形態のブロー成形装置1Bでは、ワークWを下型21上に載置すると、このワークWは、自重で垂れ下がり、支持板25Bと拡散板24の周縁部242に接触する。
その後、エア供給装置23を駆動してエア供給口211よりエアを供給すると、このエアは、図5に示すように、拡散板24下面に沿って水平方向に流れて、その後、拡散板24の端縁と下型21との隙間を上昇し、キャビティ317全体に拡散する。
このとき、支持板25Bにはエアが直接当たらないが、拡散板24の周縁部242にはエアが直接当たるので、拡散板24の周縁部242は、支持板25Bよりも低い温度となっている。
【0035】
以上の発明によれば、以下のような効果がある。
(4)拡散板24により、拡散板24の周縁部242を中央部241とは異なる温度に制御した。具体的には、拡散板24の端縁を支持板25Bの端縁よりも外側に突出させて、エア供給口211から吐出されたエアが、支持板25Bに直接当たらないようにした。よって、拡散板24の周縁部242は、支持板25Bよりも低い温度となる。
よって、拡散板24により、拡散板24の周縁部242を支持板25Bよりも低温とするだけで、拡散板24の周縁部242および支持板25Bに接触するワークWの温度分布を容易に調整できるから、成形性を向上できる。
【0036】
なお、本発明は前記実施形態に限定されるものではなく、本発明の目的を達成できる範囲での変形、改良等は本発明に含まれるものである。
【符号の説明】
【0037】
21 下型(ブロー成形金型)
23 エア供給装置(エア供給手段)
31 上型(ブロー成形金型)
24、24A 拡散板(ブロー成形金型、温度制御手段)
25、25B 支持板(ブロー成形金型、ワーク支持手段)
211 エア供給口
242 周縁部(ワーク支持手段)
W ワーク
【特許請求の範囲】
【請求項1】
板状のワークをエアの流体圧でブロー成形するブロー成形金型であって、
前記ワークの縁部を挟持する上型および下型と、
前記ワークの下面を支持するワーク支持手段と、
当該ワーク支持手段の温度を制御する温度制御手段と、を備えることを特徴とするブロー成形金型。
【請求項2】
請求項1に記載のブロー成形金型において、
前記温度制御手段は、前記ワーク支持手段の一部を他の部位とは異なる温度に制御することを特徴とするブロー成形金型。
【請求項3】
請求項1または2に記載のブロー成形金型において、
前記下型に形成されたエア供給口を通してエアを供給するエア供給手段をさらに備え、
前記温度制御手段は、前記ワーク支持手段と前記エア供給口との間に設けられ、当該エア供給口から供給されるエアの流れを制御することを特徴とするブロー成形金型。
【請求項4】
板状のワークをエアの流体圧でブロー成形するブロー成形方法であって、
上型および下型で前記ワークの縁部を挟持し、
ワーク支持手段で前記ワークの下面を支持し、
温度制御手段により前記ワーク支持手段の温度を制御することを特徴とするブロー成形方法。
【請求項1】
板状のワークをエアの流体圧でブロー成形するブロー成形金型であって、
前記ワークの縁部を挟持する上型および下型と、
前記ワークの下面を支持するワーク支持手段と、
当該ワーク支持手段の温度を制御する温度制御手段と、を備えることを特徴とするブロー成形金型。
【請求項2】
請求項1に記載のブロー成形金型において、
前記温度制御手段は、前記ワーク支持手段の一部を他の部位とは異なる温度に制御することを特徴とするブロー成形金型。
【請求項3】
請求項1または2に記載のブロー成形金型において、
前記下型に形成されたエア供給口を通してエアを供給するエア供給手段をさらに備え、
前記温度制御手段は、前記ワーク支持手段と前記エア供給口との間に設けられ、当該エア供給口から供給されるエアの流れを制御することを特徴とするブロー成形金型。
【請求項4】
板状のワークをエアの流体圧でブロー成形するブロー成形方法であって、
上型および下型で前記ワークの縁部を挟持し、
ワーク支持手段で前記ワークの下面を支持し、
温度制御手段により前記ワーク支持手段の温度を制御することを特徴とするブロー成形方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2011−20326(P2011−20326A)
【公開日】平成23年2月3日(2011.2.3)
【国際特許分類】
【出願番号】特願2009−166686(P2009−166686)
【出願日】平成21年7月15日(2009.7.15)
【出願人】(000005326)本田技研工業株式会社 (23,863)
【Fターム(参考)】
【公開日】平成23年2月3日(2011.2.3)
【国際特許分類】
【出願日】平成21年7月15日(2009.7.15)
【出願人】(000005326)本田技研工業株式会社 (23,863)
【Fターム(参考)】
[ Back to top ]