
ブース構造
【課題】 単一のエアー供給源を使用していながら風速の異なる複数のエアー領域を形成することができるブース構造を提供する。
【解決手段】 静圧室4を加圧することにより、エアーは塗装室7に流下するが、エアー加速部40を設けることで、塗装ガン作動領域30aには高速のエアーを、その他の領域である被塗物載置領域30bおよび塗装ロボット設置領域30cには低速のエアーを流すことが可能となる。
【解決手段】 静圧室4を加圧することにより、エアーは塗装室7に流下するが、エアー加速部40を設けることで、塗装ガン作動領域30aには高速のエアーを、その他の領域である被塗物載置領域30bおよび塗装ロボット設置領域30cには低速のエアーを流すことが可能となる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、単一のエアー供給源を使用して風速の異なる複数のエアー領域を形成することを可能としたブース構造に関する。
【背景技術】
【0002】
従来から塵や埃、あるいは暖気や冷気の遮断を目的としてエアーカーテンを形成している。例えば、デパートの出入口やクリーンルームの出入口に設置されたものが良く知られている。しかし、このようなエアーカーテンは単に一種類の風速のエアーを流すだけであるため、たとえば、店頭において、通路へは比較的強めの風を送り、野菜や花のような華奢な商品へは弱い風を送り、さらに、強めの風と弱めの風の境をエアーカーテンで仕切りたい場合には、複数のエアー形成装置(ダンパーなど)を組み合わせなければならない。
【0003】
また、自動車の車体や部品を塗装するための塗装ブースでは、塗装時に発生する未塗着塗料(被塗物に付着せず大気中に浮遊してしまった塗料微粉末)の排除のために、ブース内のエアーを下方向に一定速度で押し流すエアーシャワーが使われている。このような未塗着塗料の排除は塗装ブースにおいて重要であり、もし、これが塗装ブース内に浮遊したままの状態で塗装作業を行うと、塗装ブース側面、自動塗装機、塗装ロボット、塗装ガン等に未塗着塗料が付着堆積し、それが次第に剥がれ落ちて自動車の車体や部品に付着して塗装不良となる不具合が発生する。また、ラインの塗装色を切替えた場合には、前色の未塗着塗料が自動車の車体や部品に付着して混色を起こすという不具合がある。
【0004】
従来のエアーシャワーでは、塗装ガン周辺の未塗着塗料高濃度領域と、低濃度の他領域とのエアー風速が同じであったため、かえって低濃度領域に未塗着塗料が拡散するという問題点があった。そこで、特許文献1に記載の塗装ブースでは、天井部のほぼ全面から換気用空気を下向きに吹出し供給し、床部から排気するように構成し、天井部の換気用空気の吹出し構造を被塗物の存在位置に対応する部分と、これに隣接する被塗物不存在位置に対応する部分とに区分けし、被塗物存在位置に対応する天井部分からの換気用空気の吹出し風速を被塗物不存在位置に対応する天井部分からの換気用空気の吹出し風速より小さくする構成としている。
【0005】
【特許文献1】特開平06−154677号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
特許文献1に開示される塗装ブースにあっては、被塗物不存在位置であって被塗物より上方に飛散、浮遊した未塗着塗料の粒子は、比較的吹出し風速の大きな換気用空気に乗って流下するため、下方に位置する自動塗装機、塗装ロボット、塗装ガン、塗装ブースの壁面等に付着堆積してしまうという問題がある。
【課題を解決するための手段】
【0007】
上記課題を解決するため、本発明に係るブース構造は、送風装置からエアーが供給される動圧室と、この動圧室につながる静圧室を備え、この静圧室下面からブース内にエアーが流下するようにしたブース構造であって、前記静圧室下面には格子が設けられ、この格子の上にフィルタが設けられ、また前記静圧室下面の一部はエアーカーテンを形成するエアー加速部とされ、このエアー加速部におけるフィルタの形状は静圧室内方に凹出した形状とした。
【0008】
フィルタの形状を静圧室内方に凹出した形状とすることで、ブース内圧よりも高圧となっている静圧室とブースとの境界面の面積(凹出したフィルタの面積)がエアーの流下する部分の面積(エアー加速部の投影面積)よりも大きいため、エアー加速部内に静圧室から多量にエアーが供給され、加速して流下してエアーカーテンが形成される。
【0009】
したがって、静圧室内方に凹出するフィルタの形状としては、ベルジャー(釣鐘)状またはトンネル状が典型と言えるがこれに限定されるものではない。
【0010】
また前記フィルタは線材からなる骨組みに支持される。この骨組みは例えば長さ方向に沿って配置される直線状線材と長さ方向に離間して配置されるアーチ状線材と直線状線材の両端に配置される端板とからなる。
【0011】
本発明に係るブース構造を塗装ブースに適用する場合には、ブース内に塗装ガンを配置した構造になる。
【発明の効果】
【0012】
本発明に係るブース構造によれば、送風源が一つであっても、高速エアーのほしい領域には高速のエアーを、その他の領域には低速のエアーを流すことが可能となる。
【0013】
特に塗装ブースとした場合には、未塗着塗料が大量発生する塗装ガン作動領域には高速のエアーカーテンを、その他の領域には低速のエアーを流すことで効率的に未塗着塗料を排除することできる。
【発明を実施するための最良の形態】
【0014】
以下に本発明の最良の形態を添付図面に基づいて説明する。図1は、本発明に係るブース構造を適用した塗装ブースの一例を示す正面図である。
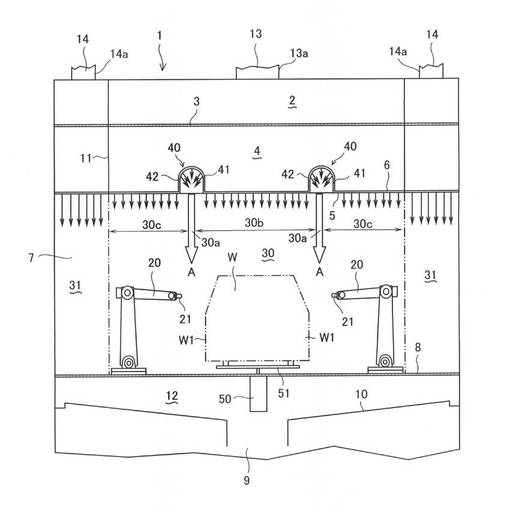
図1において、被塗物Wである自動車車体は、図面後方から前方に移動されながら塗装が行われる。塗装ブース1の最上部は動圧室2、その下はパンチングメタル3を介して静圧室4としてある。静圧室4下面は格子5によって仕切られ、格子5の上にはフィルタ6が敷設されている。そして格子5およびフィルタ6を介して静圧室4の下方を塗装室7としている。
【0015】
また塗装室7の床面は格子状支持床8とし、床面下には未塗着塗料のための捕集室12が形成されている。この捕集室12の下部には、動圧室2、静圧室4および塗装室7の順に流下してきた未塗着塗料捕集用エアーを排気するための排気口9、及び排気口9に向けて両側壁から内向きに傾斜する捕集水を流すための流下面10が形成されている。
【0016】
また、塗装室7の格子状支持床8の幅方向中央部には塗装ブース1の長手方向に、被塗物Wの搬送装置50が設けられ、搬送装置50を挟んだ両側には複数の塗装ロボット20が配設されている。なお、各塗装ロボット20は、搬送装置50を間にした向かい側の塗装ロボット20と、直に対面することがないよう、互い違いに配置されている。
【0017】
塗装室7は、搬送装置50と塗装ロボット20が設置されている塗装領域30と、それ以外の非塗装領域31に区分けされ、非塗装領域31は、塗装機器等のメンテナンス用空間であり、塗装領域30と非塗装領域31との間に壁は設けられていない。一方、動圧室2と静圧室4では、塗装室7の塗装領域30と非塗装領域31との境界に対応する位置に仕切板11を設けている。
【0018】
被塗物Wは、搬送装置50の搬送台車51に載置され、塗装ロボット20のアーム22に取付けられた塗装ガン21から噴射される塗料によって、両側面W1、W1が塗装される。このとき、塗装ガン21の作動領域30aには大量の未塗着塗料が発生する。したがって塗装ガン作動領域30aには、高濃度の未塗着塗料を迅速に排気するため他の領域よりも速い風の流れが必要となる。
【0019】
前記静圧室4を加圧することにより、エアーは塗装室7に流下するが、エアー加速部40を設けることで、塗装ガン作動領域30aには高速のエアーを、その他の領域である被塗物載置領域30bおよび塗装ロボット設置領域30cには低速のエアーを流すことが可能となる。
【0020】
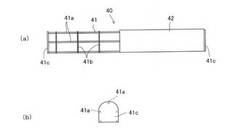
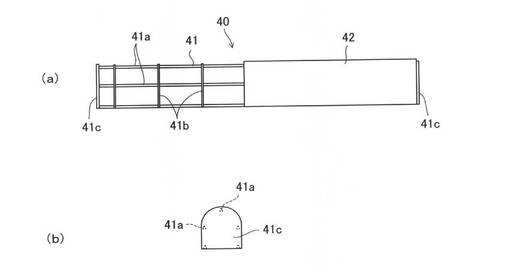
エアー加速部40は、塗装ガン作動領域30aの上部に塗装ブース1の長手方向に沿って形成されている。エアー加速部40の構造は静圧室内方にトンネル状に凹出した骨組み41をフィルタ42で覆うことで形成されている。
【0021】
前記骨組み41は図2(a)および(b)に示すように、長さ方向に沿って配置される直線状線材41aと長さ方向に離間して配置されるアーチ状線材41bと直線状線材の両端に配置される端板41cからなる構成される。前記線材は鋼板、鋼製線材を用いる。
【0022】
尚、エアー加速部40の形状としてベルジャー(釣鐘)型を採用する場合には骨組みはアーチ状線材のみで構成する。エアー加速部40の形状としてベルジャー(釣鐘)型にした場合には、高速エアーはカーテン状ではなくスポット状に流下する。
【0023】
また前記フィルタ6は、非塗装領域31の格子面5にも塗装領域30と同じく敷設され、塗装領域30の動圧室2には吸気口13、非塗装領域31の動圧室には吸気口14が開口されそれぞれ吸気ダクト13a、14aが接続されている。また、捕集室12の排気口にも図示しない排気ダクトが接続されている。
【0024】
上記の構成の塗装ブース1を使用して塗装を行うには、まず、吸気口13、14から図示しないポンプにより加圧されたエアーを吸気ダクト13a、14aを介して動圧室2に供給する。供給された加圧エアーはパンチングメタル3を通じて均一な圧力および均一な供給量で静圧室4に供給される。そして静圧室4に供給されたエアーはフィルタ6によって流速が調整され、たとえば塗装領域30では風速0.2m/sec、非塗装領域31では風速0.25〜0.5m/secの範囲のエアーとなって流下される。
【0025】
非塗装領域31の風速については、図1に示す塗装ロボット20あるいは、その他の自動塗装機による塗装を行う場合、自動車車体のような大きな被塗物Wへの塗装効率は比較的高いため0.25m/sec程度の弱風で充分である。しかし、手吹き塗装を行う場合、あるいは被塗物Wがバンパーのような形状の複雑な小物の場合は塗着効率が悪くなるため0.25〜0.5m/secの範囲で適宜設定する必要がある。
【0026】
なお、非塗装領域31の風速を0.5m/sec以上とすることも構わないが、未塗着塗料の壁面への付着状況は、風速を0.5m/secまでとしたときと差異はなく、エネルギーロスとなる。
【0027】
一方、エアー加速部40ではフィルタ42を介して供給されるエアーが集まるため風量が増加し、たとえば0.7〜0.8m/secの速い風となってエアー加速部40内側に流入し、ここで整流された後、矢印Aで示すように150〜350mm幅で直下に向けて放出される。
【0028】
エアー加速部40からの吹出し幅に制限はないが、塗装ブースの場合、通常は150mm以下の幅であると未塗着塗料粒子が塗装領域30aを超えて塗装ロボット設置領域30cや非塗装領域31に飛散する恐れがある。また、350mm以上の幅であると塗装ガン21の噴霧パターンを乱す恐れがある。
【0029】
エアー加速部40によって加速されたエアー流により、塗装領域30は塗装ガン作動領域30aを境にして内側の被塗物載置領域30bと両外側の塗装ロボット設置領域30cとに分離された状態となる。そして、未塗着塗料の塗料粒子のほとんどは被塗物載置領域30b内に浮遊しているため、この領域に送られる前記風速0.2m/secのエアー流によって捕集室12へ押し流される。したがって、未塗着塗料が塗装ロボット設置領域30cおよび非塗装領域31に拡散することはない。
【0030】
流下した各エアーは捕集室12の排気口9に集められ、ただちに塗装ブース1の外に排気されるため、未塗着塗料が塗装ロボット20や塗装ガン21の表面に付着することはない。また、静圧室4から塗装室7へ送るエアーの総量は、エアー加速部40を設けなかった場合とほとんど変わらないため、捕集室12に流下したエアー流が乱流となって塗料粒子を再び塗装室7に吹き上げるというような不具合は生じない。
【0031】
また、非塗装領域31に極微量の未塗着塗料が飛散したとしても、ここには前記風速0.25〜0.5m/secの範囲のエアーが流下しているため未塗着塗料は直ちに捕集室12に押し流され、さらに排気口9を経由して塗装ブース1の外に排気されるため、塗装ブース1の壁面等に付着堆積することがない。
【0032】
以上、説明した他に、本発明のエアーカーテン形成装置を使用した塗装ブースの変形例としては次のようなものが考えられる。
例えば、図3は、本発明の塗装ブースの他の実施例を示す正面図である。本例に示すように、塗装領域30と非塗装領域31との境に仕切板11を設けず、一つの吸気口13から供給されるエアー流量を、フィルタ6の厚みや密度を制御することにより、それぞれ塗装領域30と非塗装領域31へ所望の風速のエアーを送ることができる。
【0033】
また、本図のような塗装ロボット20でなく、自動塗装機を設置した塗装ブースにも本発明を適用することができる。自動塗装機を設置した塗装ブースでは、被塗物を乗せた搬送装置を跨いで左右対称な位置に支柱が配設され、これらの支柱に塗装ガンが昇降自在に配設されている。したがって搬送装置を跨いだ支柱から支柱の間が塗装領域となり、それ以外が非塗装領域となる。
【産業上の利用可能性】
【0034】
本発明に係るブース構造は、塗装ブースに限らず、デパートやクリーンルームに設置して出入口近辺に強風を、建物内に弱風を流すことができる。また、コンビニエンスストア等の売り場に設置し、通路には比較的強めの風を送り、野菜や花のような華奢な商品には弱い風を送る、というような使い方も可能である。
【図面の簡単な説明】
【0035】
【図1】本発明に係るブース構造を適用した塗装ブースの一例を示す正面図
【図2】本発明のエアーカーテン形成装置に係るエアー加速部の一例を示す(a)正面図および(b)側面図。
【図3】本発明のエアーカーテン形成装置を組み込んだ塗装ブースの他の例を示す正面図。
【符号の説明】
【0036】
1…塗装ブース、2…動圧室、3…パンチングメタル、4…静圧室、5…格子、6…フィルタ、7…塗装室、8…格子状支持床、9…排気口、10…流下面、11…仕切板、12…捕集室、13、14…吸気口、13a、14a…吸気ダクト、20…塗装ロボット、21…塗装ガン、22…ロボットアーム、30…塗装領域、30a…塗装ガン作動領域、30b…被塗物載置領域、30c…塗装ロボット設置領域、31…非塗装領域、40…エアー加速部、41…骨組み、41a…直線状線材、41b…アーチ状線材、41c…端板、42…フィルタ、50…搬送装置、51…搬送台車。
【技術分野】
【0001】
本発明は、単一のエアー供給源を使用して風速の異なる複数のエアー領域を形成することを可能としたブース構造に関する。
【背景技術】
【0002】
従来から塵や埃、あるいは暖気や冷気の遮断を目的としてエアーカーテンを形成している。例えば、デパートの出入口やクリーンルームの出入口に設置されたものが良く知られている。しかし、このようなエアーカーテンは単に一種類の風速のエアーを流すだけであるため、たとえば、店頭において、通路へは比較的強めの風を送り、野菜や花のような華奢な商品へは弱い風を送り、さらに、強めの風と弱めの風の境をエアーカーテンで仕切りたい場合には、複数のエアー形成装置(ダンパーなど)を組み合わせなければならない。
【0003】
また、自動車の車体や部品を塗装するための塗装ブースでは、塗装時に発生する未塗着塗料(被塗物に付着せず大気中に浮遊してしまった塗料微粉末)の排除のために、ブース内のエアーを下方向に一定速度で押し流すエアーシャワーが使われている。このような未塗着塗料の排除は塗装ブースにおいて重要であり、もし、これが塗装ブース内に浮遊したままの状態で塗装作業を行うと、塗装ブース側面、自動塗装機、塗装ロボット、塗装ガン等に未塗着塗料が付着堆積し、それが次第に剥がれ落ちて自動車の車体や部品に付着して塗装不良となる不具合が発生する。また、ラインの塗装色を切替えた場合には、前色の未塗着塗料が自動車の車体や部品に付着して混色を起こすという不具合がある。
【0004】
従来のエアーシャワーでは、塗装ガン周辺の未塗着塗料高濃度領域と、低濃度の他領域とのエアー風速が同じであったため、かえって低濃度領域に未塗着塗料が拡散するという問題点があった。そこで、特許文献1に記載の塗装ブースでは、天井部のほぼ全面から換気用空気を下向きに吹出し供給し、床部から排気するように構成し、天井部の換気用空気の吹出し構造を被塗物の存在位置に対応する部分と、これに隣接する被塗物不存在位置に対応する部分とに区分けし、被塗物存在位置に対応する天井部分からの換気用空気の吹出し風速を被塗物不存在位置に対応する天井部分からの換気用空気の吹出し風速より小さくする構成としている。
【0005】
【特許文献1】特開平06−154677号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
特許文献1に開示される塗装ブースにあっては、被塗物不存在位置であって被塗物より上方に飛散、浮遊した未塗着塗料の粒子は、比較的吹出し風速の大きな換気用空気に乗って流下するため、下方に位置する自動塗装機、塗装ロボット、塗装ガン、塗装ブースの壁面等に付着堆積してしまうという問題がある。
【課題を解決するための手段】
【0007】
上記課題を解決するため、本発明に係るブース構造は、送風装置からエアーが供給される動圧室と、この動圧室につながる静圧室を備え、この静圧室下面からブース内にエアーが流下するようにしたブース構造であって、前記静圧室下面には格子が設けられ、この格子の上にフィルタが設けられ、また前記静圧室下面の一部はエアーカーテンを形成するエアー加速部とされ、このエアー加速部におけるフィルタの形状は静圧室内方に凹出した形状とした。
【0008】
フィルタの形状を静圧室内方に凹出した形状とすることで、ブース内圧よりも高圧となっている静圧室とブースとの境界面の面積(凹出したフィルタの面積)がエアーの流下する部分の面積(エアー加速部の投影面積)よりも大きいため、エアー加速部内に静圧室から多量にエアーが供給され、加速して流下してエアーカーテンが形成される。
【0009】
したがって、静圧室内方に凹出するフィルタの形状としては、ベルジャー(釣鐘)状またはトンネル状が典型と言えるがこれに限定されるものではない。
【0010】
また前記フィルタは線材からなる骨組みに支持される。この骨組みは例えば長さ方向に沿って配置される直線状線材と長さ方向に離間して配置されるアーチ状線材と直線状線材の両端に配置される端板とからなる。
【0011】
本発明に係るブース構造を塗装ブースに適用する場合には、ブース内に塗装ガンを配置した構造になる。
【発明の効果】
【0012】
本発明に係るブース構造によれば、送風源が一つであっても、高速エアーのほしい領域には高速のエアーを、その他の領域には低速のエアーを流すことが可能となる。
【0013】
特に塗装ブースとした場合には、未塗着塗料が大量発生する塗装ガン作動領域には高速のエアーカーテンを、その他の領域には低速のエアーを流すことで効率的に未塗着塗料を排除することできる。
【発明を実施するための最良の形態】
【0014】
以下に本発明の最良の形態を添付図面に基づいて説明する。図1は、本発明に係るブース構造を適用した塗装ブースの一例を示す正面図である。
図1において、被塗物Wである自動車車体は、図面後方から前方に移動されながら塗装が行われる。塗装ブース1の最上部は動圧室2、その下はパンチングメタル3を介して静圧室4としてある。静圧室4下面は格子5によって仕切られ、格子5の上にはフィルタ6が敷設されている。そして格子5およびフィルタ6を介して静圧室4の下方を塗装室7としている。
【0015】
また塗装室7の床面は格子状支持床8とし、床面下には未塗着塗料のための捕集室12が形成されている。この捕集室12の下部には、動圧室2、静圧室4および塗装室7の順に流下してきた未塗着塗料捕集用エアーを排気するための排気口9、及び排気口9に向けて両側壁から内向きに傾斜する捕集水を流すための流下面10が形成されている。
【0016】
また、塗装室7の格子状支持床8の幅方向中央部には塗装ブース1の長手方向に、被塗物Wの搬送装置50が設けられ、搬送装置50を挟んだ両側には複数の塗装ロボット20が配設されている。なお、各塗装ロボット20は、搬送装置50を間にした向かい側の塗装ロボット20と、直に対面することがないよう、互い違いに配置されている。
【0017】
塗装室7は、搬送装置50と塗装ロボット20が設置されている塗装領域30と、それ以外の非塗装領域31に区分けされ、非塗装領域31は、塗装機器等のメンテナンス用空間であり、塗装領域30と非塗装領域31との間に壁は設けられていない。一方、動圧室2と静圧室4では、塗装室7の塗装領域30と非塗装領域31との境界に対応する位置に仕切板11を設けている。
【0018】
被塗物Wは、搬送装置50の搬送台車51に載置され、塗装ロボット20のアーム22に取付けられた塗装ガン21から噴射される塗料によって、両側面W1、W1が塗装される。このとき、塗装ガン21の作動領域30aには大量の未塗着塗料が発生する。したがって塗装ガン作動領域30aには、高濃度の未塗着塗料を迅速に排気するため他の領域よりも速い風の流れが必要となる。
【0019】
前記静圧室4を加圧することにより、エアーは塗装室7に流下するが、エアー加速部40を設けることで、塗装ガン作動領域30aには高速のエアーを、その他の領域である被塗物載置領域30bおよび塗装ロボット設置領域30cには低速のエアーを流すことが可能となる。
【0020】
エアー加速部40は、塗装ガン作動領域30aの上部に塗装ブース1の長手方向に沿って形成されている。エアー加速部40の構造は静圧室内方にトンネル状に凹出した骨組み41をフィルタ42で覆うことで形成されている。
【0021】
前記骨組み41は図2(a)および(b)に示すように、長さ方向に沿って配置される直線状線材41aと長さ方向に離間して配置されるアーチ状線材41bと直線状線材の両端に配置される端板41cからなる構成される。前記線材は鋼板、鋼製線材を用いる。
【0022】
尚、エアー加速部40の形状としてベルジャー(釣鐘)型を採用する場合には骨組みはアーチ状線材のみで構成する。エアー加速部40の形状としてベルジャー(釣鐘)型にした場合には、高速エアーはカーテン状ではなくスポット状に流下する。
【0023】
また前記フィルタ6は、非塗装領域31の格子面5にも塗装領域30と同じく敷設され、塗装領域30の動圧室2には吸気口13、非塗装領域31の動圧室には吸気口14が開口されそれぞれ吸気ダクト13a、14aが接続されている。また、捕集室12の排気口にも図示しない排気ダクトが接続されている。
【0024】
上記の構成の塗装ブース1を使用して塗装を行うには、まず、吸気口13、14から図示しないポンプにより加圧されたエアーを吸気ダクト13a、14aを介して動圧室2に供給する。供給された加圧エアーはパンチングメタル3を通じて均一な圧力および均一な供給量で静圧室4に供給される。そして静圧室4に供給されたエアーはフィルタ6によって流速が調整され、たとえば塗装領域30では風速0.2m/sec、非塗装領域31では風速0.25〜0.5m/secの範囲のエアーとなって流下される。
【0025】
非塗装領域31の風速については、図1に示す塗装ロボット20あるいは、その他の自動塗装機による塗装を行う場合、自動車車体のような大きな被塗物Wへの塗装効率は比較的高いため0.25m/sec程度の弱風で充分である。しかし、手吹き塗装を行う場合、あるいは被塗物Wがバンパーのような形状の複雑な小物の場合は塗着効率が悪くなるため0.25〜0.5m/secの範囲で適宜設定する必要がある。
【0026】
なお、非塗装領域31の風速を0.5m/sec以上とすることも構わないが、未塗着塗料の壁面への付着状況は、風速を0.5m/secまでとしたときと差異はなく、エネルギーロスとなる。
【0027】
一方、エアー加速部40ではフィルタ42を介して供給されるエアーが集まるため風量が増加し、たとえば0.7〜0.8m/secの速い風となってエアー加速部40内側に流入し、ここで整流された後、矢印Aで示すように150〜350mm幅で直下に向けて放出される。
【0028】
エアー加速部40からの吹出し幅に制限はないが、塗装ブースの場合、通常は150mm以下の幅であると未塗着塗料粒子が塗装領域30aを超えて塗装ロボット設置領域30cや非塗装領域31に飛散する恐れがある。また、350mm以上の幅であると塗装ガン21の噴霧パターンを乱す恐れがある。
【0029】
エアー加速部40によって加速されたエアー流により、塗装領域30は塗装ガン作動領域30aを境にして内側の被塗物載置領域30bと両外側の塗装ロボット設置領域30cとに分離された状態となる。そして、未塗着塗料の塗料粒子のほとんどは被塗物載置領域30b内に浮遊しているため、この領域に送られる前記風速0.2m/secのエアー流によって捕集室12へ押し流される。したがって、未塗着塗料が塗装ロボット設置領域30cおよび非塗装領域31に拡散することはない。
【0030】
流下した各エアーは捕集室12の排気口9に集められ、ただちに塗装ブース1の外に排気されるため、未塗着塗料が塗装ロボット20や塗装ガン21の表面に付着することはない。また、静圧室4から塗装室7へ送るエアーの総量は、エアー加速部40を設けなかった場合とほとんど変わらないため、捕集室12に流下したエアー流が乱流となって塗料粒子を再び塗装室7に吹き上げるというような不具合は生じない。
【0031】
また、非塗装領域31に極微量の未塗着塗料が飛散したとしても、ここには前記風速0.25〜0.5m/secの範囲のエアーが流下しているため未塗着塗料は直ちに捕集室12に押し流され、さらに排気口9を経由して塗装ブース1の外に排気されるため、塗装ブース1の壁面等に付着堆積することがない。
【0032】
以上、説明した他に、本発明のエアーカーテン形成装置を使用した塗装ブースの変形例としては次のようなものが考えられる。
例えば、図3は、本発明の塗装ブースの他の実施例を示す正面図である。本例に示すように、塗装領域30と非塗装領域31との境に仕切板11を設けず、一つの吸気口13から供給されるエアー流量を、フィルタ6の厚みや密度を制御することにより、それぞれ塗装領域30と非塗装領域31へ所望の風速のエアーを送ることができる。
【0033】
また、本図のような塗装ロボット20でなく、自動塗装機を設置した塗装ブースにも本発明を適用することができる。自動塗装機を設置した塗装ブースでは、被塗物を乗せた搬送装置を跨いで左右対称な位置に支柱が配設され、これらの支柱に塗装ガンが昇降自在に配設されている。したがって搬送装置を跨いだ支柱から支柱の間が塗装領域となり、それ以外が非塗装領域となる。
【産業上の利用可能性】
【0034】
本発明に係るブース構造は、塗装ブースに限らず、デパートやクリーンルームに設置して出入口近辺に強風を、建物内に弱風を流すことができる。また、コンビニエンスストア等の売り場に設置し、通路には比較的強めの風を送り、野菜や花のような華奢な商品には弱い風を送る、というような使い方も可能である。
【図面の簡単な説明】
【0035】
【図1】本発明に係るブース構造を適用した塗装ブースの一例を示す正面図
【図2】本発明のエアーカーテン形成装置に係るエアー加速部の一例を示す(a)正面図および(b)側面図。
【図3】本発明のエアーカーテン形成装置を組み込んだ塗装ブースの他の例を示す正面図。
【符号の説明】
【0036】
1…塗装ブース、2…動圧室、3…パンチングメタル、4…静圧室、5…格子、6…フィルタ、7…塗装室、8…格子状支持床、9…排気口、10…流下面、11…仕切板、12…捕集室、13、14…吸気口、13a、14a…吸気ダクト、20…塗装ロボット、21…塗装ガン、22…ロボットアーム、30…塗装領域、30a…塗装ガン作動領域、30b…被塗物載置領域、30c…塗装ロボット設置領域、31…非塗装領域、40…エアー加速部、41…骨組み、41a…直線状線材、41b…アーチ状線材、41c…端板、42…フィルタ、50…搬送装置、51…搬送台車。
【特許請求の範囲】
【請求項1】
送風装置からエアーが供給される動圧室と、この動圧室につながる静圧室を備え、この静圧室下面からブース内にエアーが流下するようにしたブース構造であって、前記静圧室下面には格子が設けられ、この格子の上にフィルタが設けられ、また前記静圧室下面の一部はエアーカーテンを形成するエアー加速部とされ、このエアー加速部におけるフィルタの形状は静圧室内方に凹出していることを特徴とするブース構造。
【請求項2】
請求項1に記載のブース構造において、前記静圧室内方に凹出しているフィルタの形状はベルジャー(釣鐘)状またはトンネル状をなすことを特徴とするブース構造。
【請求項3】
請求項1または請求項2に記載のブース構造において、前記エアー加速部は線材からなる骨組みにフィルタが支持され、前記骨組みは長さ方向に沿って配置される直線状線材と長さ方向に離間して配置されるアーチ状線材と直線状線材の両端に配置される端板とからなることを特徴とするブース構造。
【請求項4】
請求項1乃至請求項3のいずれかに記載のブース構造において、前記ブースは塗装ガンを配置した塗装ブースであることを特徴とするブース構造。
【請求項1】
送風装置からエアーが供給される動圧室と、この動圧室につながる静圧室を備え、この静圧室下面からブース内にエアーが流下するようにしたブース構造であって、前記静圧室下面には格子が設けられ、この格子の上にフィルタが設けられ、また前記静圧室下面の一部はエアーカーテンを形成するエアー加速部とされ、このエアー加速部におけるフィルタの形状は静圧室内方に凹出していることを特徴とするブース構造。
【請求項2】
請求項1に記載のブース構造において、前記静圧室内方に凹出しているフィルタの形状はベルジャー(釣鐘)状またはトンネル状をなすことを特徴とするブース構造。
【請求項3】
請求項1または請求項2に記載のブース構造において、前記エアー加速部は線材からなる骨組みにフィルタが支持され、前記骨組みは長さ方向に沿って配置される直線状線材と長さ方向に離間して配置されるアーチ状線材と直線状線材の両端に配置される端板とからなることを特徴とするブース構造。
【請求項4】
請求項1乃至請求項3のいずれかに記載のブース構造において、前記ブースは塗装ガンを配置した塗装ブースであることを特徴とするブース構造。
【図1】


【図2】
【図3】

【図2】
【図3】
【公開番号】特開2009−189916(P2009−189916A)
【公開日】平成21年8月27日(2009.8.27)
【国際特許分類】
【出願番号】特願2008−31278(P2008−31278)
【出願日】平成20年2月13日(2008.2.13)
【出願人】(000005326)本田技研工業株式会社 (23,863)
【Fターム(参考)】
【公開日】平成21年8月27日(2009.8.27)
【国際特許分類】
【出願日】平成20年2月13日(2008.2.13)
【出願人】(000005326)本田技研工業株式会社 (23,863)
【Fターム(参考)】
[ Back to top ]