
プライミング処理方法及びプライミング処理装置
【課題】プライミング処理の信頼性を保障しつつ洗浄液の使用量を一層削減すること。
【解決手段】スリットノズル72の吐出口をプライミングローラ14の頂部に対して平行に対向させ、スリットノズル72に一定量のレジスト液Rを吐出させ、そのまま所定時間放置する。次に、プライミングローラ14の回転を開始して、プライミングローラ14の外周面上にレジスト液Rを巻き取り、その後もプライミングローラ14の回転をそのまま継続させて、プライミングローラ14に巻き取られた塗布液膜の自然乾燥を促し、所定時間経過後にプライミングローラ14の回転を停止させて該塗布液膜を所定の待機用回転角位置に着かせ、該塗布液膜の自然乾燥を継続する。その後、この塗布液膜を洗浄によって除去する。
【解決手段】スリットノズル72の吐出口をプライミングローラ14の頂部に対して平行に対向させ、スリットノズル72に一定量のレジスト液Rを吐出させ、そのまま所定時間放置する。次に、プライミングローラ14の回転を開始して、プライミングローラ14の外周面上にレジスト液Rを巻き取り、その後もプライミングローラ14の回転をそのまま継続させて、プライミングローラ14に巻き取られた塗布液膜の自然乾燥を促し、所定時間経過後にプライミングローラ14の回転を停止させて該塗布液膜を所定の待機用回転角位置に着かせ、該塗布液膜の自然乾燥を継続する。その後、この塗布液膜を洗浄によって除去する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、スピンレス法の塗布処理に用いるスリットノズルの吐出口付近に塗布処理の下準備として処理液の液膜を形成するためのプライミング処理方法およびプライミング処理装置に関する。
【背景技術】
【0002】
LCD等のフラットパネルディスプレイ(FPD)の製造プロセスにおけるフォトリソグラフィー工程には、スリット状の吐出口を有する長尺形のスリットノズルを走査して被処理基板(たとえばガラス基板)上にレジスト液を塗布するスピンレス法が多く用いられている。
【0003】
このようなスピンレス法においては、レジスト乾燥膜の膜厚の不均一性や塗布ムラを防止するうえで、塗布走査中に基板上に吐出されたレジスト液が走査方向においてスリットノズルの背面側に回って形成されるメニスカスがノズル長手方向で水平一直線に揃うのが望ましく、そのためには塗布走査の開始直前にスリットノズルの吐出口と基板との間の塗布ギャップが隙間なく適量のレジスト液で塞がることが必要条件となっている。この要件を満たすために、塗布走査の下準備としてスリットノズルの吐出口から背面下端部にかけてレジスト液の液膜を形成するプライミング処理が行われている。
【0004】
代表的なプライミング処理法は、スリットノズルと同等またはそれ以上の長さを有する円筒状のプライミングローラを塗布処理部の近くで水平に設置し、微小なギャップを介してプライミングローラの頂部と対向する位置までスリットノズルを近づけてレジスト液を吐出させ、その直後にプライミングローラを所定方向に回転させる。そうすると、プライミングローラの頂部付近に吐出されたレジスト液がスリットノズルの背面下部に回り込むようにしてプライミングローラの外周面上に巻き取られ、スリットノズル側とプライミングローラ側とに分かれる形でレジスト液の液膜が切り離される。スリットノズルには、ノズル吐出口から背面下端部にかけてレジスト液の液膜が残る。
【0005】
従来一般のプライミング処理装置は、プライミングローラを回転駆動する回転機構だけでなく、プライミングローラをクリーニングするためのスクレーパや洗浄ノズルおよび乾燥ノズル等を備えており、1回のプライミング処理が終了すると、その後処理として、回転機構によりプライミングローラを連続回転させ、スクレーパでプライミングローラの外周面からレジスト液をこそげ落とし、洗浄ノズルおよび乾燥ノズルより洗浄液および乾燥ガスをそれぞれプライミングローラの外周面に噴き付けるようにしている。
【0006】
しかしながら、1回のプライミング処理でスリットノズルより吐出されるレジスト液を受けて巻き取るために使用されるプライミングローラ上の領域は、スリットノズルやプライミングローラのサイズによって異なるが、プライミングローラの全周(360°)を必要とするものではなく、通常は半周(180°)以下であり、1/4周(90°)以下あるいは1/5周(72°)以下で済ますことも可能である。しかるに、従来一般のプライミング処理装置は、プライミング処理を実行する度毎に後処理として上記のようにプライミングローラを連続回転させてプライミングローラの外周面全体(全周)に洗浄液を噴き付けるため、洗浄液(通常シンナー)を多量に使用するという問題があった。
【0007】
本出願人は、この問題を解決するために、特許文献1において、1回のプライミング処理のために、スリットノズルの吐出口とプライミングローラの上端とを所定のギャップを隔てて対向させ、スリットノズルより一定量の処理液または塗布液(たとえばレジスト液)を吐出させるとともにプライミングローラを所定の回転角だけ回転させて、プライミングローラの半周以下の部分的表面領域を当該プライミング処理に使用し、連続した所定回数のプライミング処理が終了した後にプライミングローラの外周面を全周に亘ってまとめて洗浄するプライミング処理法を開示している。
【0008】
このプライミング処理法は、プライミングローラの外周面をその周回方向に複数に分割してそれらの分割領域(部分的表面領域)を連続する所定回数のプライミング処理に順次割り当てて使用し、その後にプライミングローラの外周面を全周に亘って一括洗浄する。この一括洗浄処理は、回転機構によりプライミングローラを連続回転させながら洗浄機構と乾燥部とを作動させてプライミングローラの外周面を全周に亘ってまとめて洗浄するものであり、各プライミング処理の際にプライミングローラの表面に巻き取られた塗布液の液膜をこすげ落とすためのスクレーパは不要であり、プライミング処理後の洗浄処理で消費する洗浄液を節減できるとともに、洗浄処理の際にパーティクルの発生を防止することもできる。
【先行技術文献】
【特許文献】
【0009】
【特許文献1】特開2007−237046
【発明の開示】
【発明が解決しようとする課題】
【0010】
本発明は、本出願人が上記特許文献1で開示したプライミング処理法の改良版であるとともに、独自の観点から、プライミング処理の歩留まりないし信頼性にも配慮しつつプライミング処理で使用する洗浄液の更なる節減を実現するものである。
【0011】
すなわち、本発明は、プライミング処理の信頼性を保障しつつ洗浄液の使用量を一層削減できるプライミング処理方法およびプライミング処理装置を提供する。
【課題を解決するための手段】
【0012】
本発明の第1の観点におけるプライミング処理方法は、長尺形のスリットノズルを用いて被処理基板上に塗布液を塗布する塗布処理において前記スリットノズルの吐出口付近に塗布処理の下準備として塗布液の液膜を形成するためのプライミング処理方法であって、1回分の第1のプライミング処理のために、水平に配置された円筒状または円柱状のプライミングローラの頂部に対して所定のギャップを隔てて前記スリットノズルの吐出口を平行に対向させ、前記スリットノズルに一定量の塗布液を吐出させる第1の工程と、前記塗布液の吐出直後に前記プライミングローラを静止させた状態で所定時間そのまま放置する第2の工程と、前記プライミングローラを回転させて、前記プライミングローラの外周面上に吐出された前記塗布液の一部を第1の塗布液膜として巻き取る第3の工程と、前記プライミングローラの外周面上に巻き取られた前記第1の塗布液膜を次回のプライミング処理が行われる時まで待機させておくための第1の待機用回転角位置に着かせて、前記プライミングローラの回転を停止させる第4の工程と、前記第1の待機用回転角位置で前記プライミングローラ上の前記第1の塗布液膜を自然乾燥させる第5の工程と、前記プライミングローラ上の前記第1の塗布液膜を洗浄によって除去する第6の工程と、前記第3の工程と前記第4の工程との間で、前記第1の塗布液膜の自然乾燥を促すために、前記第3の工程で開始した前記プライミングローラの回転をそのまま所定時間継続させる第7の工程とを有する。
【0013】
また、本発明の第1の観点におけるプライミング処理装置は、長尺形のスリットノズルを用いて被処理基板上に塗布液を塗布する塗布処理において前記スリットノズルの吐出口付近に塗布処理の下準備として処理液の液膜を形成するためのプライミング処理装置であって、所定位置に水平に配置された円筒状または円柱状のプライミングローラと、前記プライミングローラをその中心軸の回りに回転させる回転機構と、前記プライミングローラの外周面を洗浄するために洗浄液を噴き付ける洗浄機構と、前記プライミングローラの周囲を強制的に排気するための排気機構と、前記回転機構、前記洗浄部および前記排気部の各動作を制御する制御部とを有し、1回分の第1のプライミング処理のために、水平に配置された円筒状または円柱状のプライミングローラの頂部に対して所定のギャップを隔てて前記スリットノズルの吐出口を平行に対向させ、前記スリットノズルに一定量の塗布液を吐出させ、前記塗布液の吐出直後に前記プライミングローラを静止させた状態で所定時間そのまま放置し、前記回転機構により前記プライミングローラを回転させて、前記プライミングローラの外周面上に吐出された前記塗布液の一部を第1の塗布液膜として巻き取り、前記プライミングローラの外周面上に巻き取られた前記第1の塗布液膜を次回のプライミング処理が行われる時まで待機させておくための第1の待機用回転角位置に着かせて、前記プライミングローラの回転を停止させ、前記第1の待機用回転角位置で前記プライミングローラ上の第1の塗布液膜を自然乾燥させ、前記洗浄機構と前記排気機構とを作動させて前記プライミングローラ上の前記第1の塗布液膜を洗浄によって除去し、前記プライミングローラの外周面の上に前記第1の塗布液膜を巻き取ってから前記プライミングローラの回転を停止させるまでの間、前記第1の塗布液膜の自然乾燥を促すために、前記回転機構による前記プライミングローラの回転をそのまま所定時間継続させる。
【0014】
上記第1の観点のプライミング処理方法またはプライミング処理装置においては、プライミングローラ上に形成される塗布液膜は、その巻き取りの直後に行われる継続回転動作の間に液垂れを起こさないのはもちろん、継続回転運動中に前端の液溜まり部がある程度均されることにより、待機用回転角位置で停止した時ないし静止した状態でも液垂れを一層起こし難くなる。つまり、待機用回転角位置の設定範囲を拡張できる効果が得られる。
【0015】
本発明の第2の観点におけるプライミング処理方法は、長尺形のスリットノズルを用いて被処理基板上に塗布液を塗布する塗布処理において前記スリットノズルの吐出口付近に塗布処理の下準備として塗布液の液膜を形成するためのプライミング処理方法であって、1回分の第1のプライミング処理のために、水平に配置された円筒状または円柱状のプライミングローラの頂部に対して所定のギャップを隔てて前記スリットノズルの吐出口を平行に対向させ、前記スリットノズルに一定量の塗布液を吐出させる第1の工程と、前記塗布液の吐出直後に前記プライミングローラを静止させた状態で所定時間そのまま放置する第2の工程と、前記プライミングローラを回転させて、前記プライミングローラの外周面上に吐出された前記塗布液の一部を第1の塗布液膜として巻き取る第3の工程と、前記第1の塗布液膜を巻き取った後も前記プライミングローラをそのまま回転させて、前記プライミングローラの外周面上に巻き取られた前記第1の塗布液膜を次回のプライミング処理が行われる時まで待機させておくための第1の待機用回転角位置に着かせ、そこで前記プライミングローラの回転を停止させる第4の工程と、前記第1の待機用回転角位置で前記プライミングローラ上の前記第1の塗布液膜を自然乾燥させる第5の工程と、前記プライミングローラ上の前記第1の塗布液膜を洗浄によって除去する第6の工程とを有し、前記第6の工程において、前記プライミングローラを回転させながら、前記プライミングローラの外周面のうち塗布膜液が付着している領域のみに洗浄液を噴き付ける。
【0016】
また、本発明の第2の観点におけるプライミング処理装置は、長尺形のスリットノズルを用いて被処理基板上に塗布液を塗布する塗布処理において前記スリットノズルの吐出口付近に塗布処理の下準備として処理液の液膜を形成するためのプライミング処理装置であって、所定位置に水平に配置された円筒状または円柱状のプライミングローラと、前記プライミングローラをその中心軸の回りに回転させる回転機構と、前記プライミングローラの外周面を洗浄するために洗浄液を噴き付ける洗浄機構と、前記プライミングローラの周囲を強制的に排気するための排気機構と、前記回転機構、前記洗浄部および前記排気部の各動作を制御する制御部とを有し、1回分の第1のプライミング処理のために、水平に配置された円筒状または円柱状のプライミングローラの頂部に対して所定のギャップを隔てて前記スリットノズルの吐出口を平行に対向させ、前記スリットノズルに一定量の塗布液を吐出させ、前記塗布液の吐出直後に前記プライミングローラを静止させた状態で所定時間そのまま放置し、前記回転機構により前記プライミングローラを回転させて、前記プライミングローラの外周面上に吐出された前記塗布液の一部を第1の塗布液膜として巻き取り、前記回転機構により前記第1の塗布液膜を巻き取った後も前記プライミングローラをそのまま回転させて、前記プライミングローラの外周面上に巻き取られた前記第1の塗布液膜を次回のプライミング処理が行われる時まで待機させておくための第1の待機用回転角位置に着かせ、そこで前記プライミングローラの回転を停止させ、前記第1の待機用回転角位置で前記プライミングローラ上の第1の塗布液膜を自然乾燥させ、前記洗浄機構と前記排気機構とを作動させて前記プライミングローラ上の前記第1の塗布液膜を洗浄によって除去し、前記洗浄機構により前記プライミングローラの外周面のうち塗布液膜が付着している領域のみに洗浄液を噴き付ける。
【0017】
上記第2の観点のプライミング処理方法またはプライミング処理装置においては、プライミングローラ上で、塗布液膜の液垂れを防止できるので、隣の未使用分割領域を汚すおそれがないことに加えて、洗浄工程ではプライミングローラの外周面のうち塗布液膜が付着している領域のみに適量の洗浄液を噴き付けるので、洗浄液の使用量を一層削減することができる。
【0018】
本発明の第3の観点におけるプライミング処理方法は、長尺形のスリットノズルを用いて被処理基板上に塗布液を塗布する塗布処理において前記スリットノズルの吐出口付近に塗布処理の下準備として塗布液の液膜を形成するためのプライミング処理方法であって、1回分の第1のプライミング処理のために、水平に配置された円筒状または円柱状のプライミングローラの頂部に対して所定のギャップを隔てて前記スリットノズルの吐出口を平行に対向させ、前記スリットノズルに一定量の塗布液を吐出させる第1の工程と、前記塗布液の吐出直後に前記プライミングローラを静止させた状態で所定時間そのまま放置する第2の工程と、前記プライミングローラを回転させて、前記プライミングローラの外周面上に吐出された前記塗布液の一部を第1の塗布液膜として巻き取る第3の工程と、前記第1の塗布液膜を巻き取った後も前記プライミングローラをそのまま回転させて、前記プライミングローラの外周面上に巻き取られた前記第1の塗布液膜を次回のプライミング処理が行われる時まで待機させておくための第1の待機用回転角位置に着かせ、そこで前記プライミングローラの回転を停止させる第4の工程と、前記第1の待機用回転角位置で前記プライミングローラ上の前記第1の塗布液膜を自然乾燥させる第5の工程と、前記プライミングローラ上の前記第1の塗布液膜を洗浄によって除去する第6の工程とを有し、前記第6の工程に先立って、前記プライミングローラの外周面上に付着している塗布液膜の範囲および膜厚を測定し、その測定結果に基づいて前記第6の工程における洗浄液の使用量を決定する。
【0019】
また、本発明の第3の観点におけるプライミング処理装置は、長尺形のスリットノズルを用いて被処理基板上に塗布液を塗布する塗布処理において前記スリットノズルの吐出口付近に塗布処理の下準備として処理液の液膜を形成するためのプライミング処理装置であって、所定位置に水平に配置された円筒状または円柱状のプライミングローラと、前記プライミングローラをその中心軸の回りに回転させる回転機構と、前記プライミングローラの外周面を洗浄するために洗浄液を噴き付ける洗浄機構と、前記プライミングローラの周囲を強制的に排気するための排気機構と、前記回転機構、前記洗浄部および前記排気部の各動作を制御する制御部と、前記プライミングローラの外周面上に付着している塗布液膜の範囲および膜厚を測定するための液膜測定部と、洗浄処理の前に、前記液膜測定部で得られる測定結果に基づいて前記塗布液膜の前記洗浄処理で使用する洗浄液の量を決定する洗浄液使用量決定部とを有し、1回分の第1のプライミング処理のために、水平に配置された円筒状または円柱状のプライミングローラの頂部に対して所定のギャップを隔てて前記スリットノズルの吐出口を平行に対向させ、前記スリットノズルに一定量の塗布液を吐出させ、前記塗布液の吐出直後に前記プライミングローラを静止させた状態で所定時間そのまま放置し、前記回転機構により前記プライミングローラを回転させて、前記プライミングローラの外周面上に吐出された前記塗布液の一部を第1の塗布液膜として巻き取り、前記回転機構により前記第1の塗布液膜を巻き取った後も前記プライミングローラをそのまま回転させて、前記プライミングローラの外周面上に巻き取られた前記第1の塗布液膜を次回のプライミング処理が行われる時まで待機させておくための第1の待機用回転角位置に着かせ、そこで前記プライミングローラの回転を停止させ、前記第1の待機用回転角位置で前記プライミングローラ上の第1の塗布液膜を自然乾燥させ、前記液膜測定部および前記洗浄液使用量決定部によって決定された使用量の洗浄液を用いて、前記洗浄機構と前記排気機構とを作動させて前記プライミングローラ上の前記第1の塗布液膜を洗浄によって除去する。
【0020】
上記第3の観点のプライミング処理方法またはプライミング処理装置においては、プライミングローラ上で、塗布液膜の液垂れを防止できるので、隣の未使用分割領域を汚すおそれがないことに加えて、洗浄液の使用量を液膜測定および演算に基づいて最適化し、洗浄液の更なる節減を実現することができる。
【発明の効果】
【0021】
本発明のプライミング処理方法またはプライミング処理装置によれば、上記のような構成および作用により、プライミング処理の信頼性を保障しつつ洗浄液の使用量を一層削減することができる。
【図面の簡単な説明】
【0022】
【図1】本発明の一実施形態におけるプライミング処理装置の構成を示す図である。
【図2】第1の実施例において1回目のプライミング処理が行われるときの各段階を模式的に示す図である。
【図3】第1の実施例において1回分のプライミング処理動作におけるプライミングローラの回転速度特性を時間軸上の波形で示す図である。
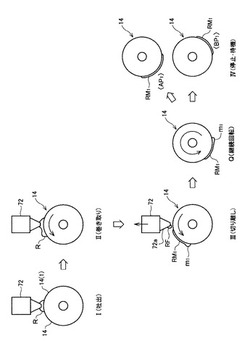
【図4】第1の実施例において2回目のプライミング処理が行われるときの各段階を模式的に示す図である。
【図5】第1の実施例においてプライミングローラの一周内で最後(4回目)のプライミング処理および直後の一括洗浄処理が行われるときの各段階を模式的に示す図である。
【図6】図5のプライミング処理動作および一括洗浄処理におけるプライミングローラの回転速度特性を時間軸上の波形で示す図である。
【図7】洗浄工程におけるプライミング処理装置の作用を説明するための図である。
【図8】第1の実施例の一変形例において1回目のプライミング処理が行われるときの各段階を模式的に示す図である。
【図9】上記変形例において2回目のプライミング処理が行われるときの各段階を模式的に示す図である。
【図10】第1の実施例の別の変形例において1回目のプライミング処理が行われるときの各段階を模式的に示す図である。
【図11】上記変形例において2回目のプライミング処理が行われるときの各段階を模式的に示す図である。
【図12】第2の方式において1回目のプライミング処理が行われるときの各段階を模式的に示す図である。
【図13】第2の方式において1回分のプライミング処理動作におけるプライミングローラの回転速度特性を時間軸上の波形で示す図である。
【図14】第2の実施例において1回目のプライミング処理が行われるときの各段階を模式的に示す図である。
【図15】第2の実施例において1回分のプライミング処理動作におけるプライミングローラの回転速度特性を時間軸上の波形で示す図である。
【発明を実施するための形態】
【0023】
以下、添付図を参照して本発明の好適な実施の形態を説明する。
[プライミング処理装置の構成]
【0024】
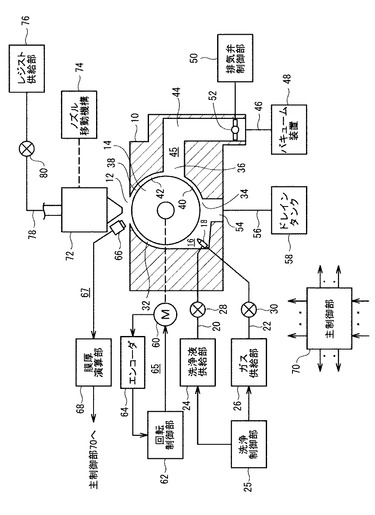
図1に、本発明の一実施形態におけるプライミング処理装置の構成を示す。このプライミング処理装置は、たとえばLCD製造プロセス用のフォトリソグラフィー工程においてスピンレス法のレジスト塗布処理を行うレジスト塗布装置(図示せず)に組み込まれ、レジスト塗布処理のために被処理基板を載置あるいは浮上搬送する塗布ステージ(図示せず)の近くに配置される。
【0025】
図示のプライミング処理装置において、ハウジング10は、上面にスリット状の開口部12を有する長尺形の筐体からなり、収容するプライミングローラ14をその頂部が開口部12を介して上方に露出するように軸受(図示せず)で水平かつ回転可能に支持している。
【0026】
プライミングローラ14は、たとえばステンレス鋼からなる円筒状または円柱状のローラであり、一定の外径(たとえば100〜150mm)と後述するスリットノズル72の全長をカバーする長さを有している。ハウジング10も、たとえばステンレス鋼で作られてよい。
【0027】
ハウジング10内には、プライミングローラ14の頂部または最上部を基準位置P0(0°)として、正回転(図1では反時計回り)の周回方向で好ましくは回転角位置90°〜180°の区間内に、洗浄機構16の洗浄ノズル18が設けられている。この洗浄ノズル18は、好ましくは長尺形の2流体ジェットノズルからなり、プライミングローラ14の全長をカバーする長さでそれと平行に配置され、配管20,22を介して洗浄液供給部24およびガス供給部26に接続されている。配管24,26の途中には開閉弁28,30がそれぞれ設けられている。
【0028】
プライミングローラ14を洗浄する時は、開閉弁28,30が開けられ、2流体ジェットノズル18は、洗浄液供給部24およびガス供給部26よりそれぞれ洗浄液(たとえばシンナー)およびガス(たとえばエアまたは窒素ガス)を所望の流量で受け取り、ノズル内で洗浄液とガスとを混合してスリットまたは多孔型の吐出口よりジェット流でプライミングローラ16の外周面に噴き付けるように構成されている。洗浄制御部25は、洗浄液供給部24、ガス供給部26および開閉弁28,30を制御し、特に後述する主制御部70からの指示の下で洗浄液およびガスの流量を個別的かつ任意に制御できるようになっている。
【0029】
開口部12と洗浄機構16との間の区間は、ハウジング10の内壁がプライミングローラ14の外周面と接触しない程度の僅かな隙間を残して近接し、ミスト遮蔽部32となっている。プライミングローラ14を洗浄する時に2流体ジェットノズル18の周囲で発生するミストは、ミスト遮蔽部32の隙間を通って開口部12側へ出ることはなく、そこで遮断されるようになっている。
【0030】
ハウジング10内には、プライミングローラ14を中心にしてミスト遮蔽部32および洗浄機構16の反対側に、ミスト引き込み部34、吸引口36および強制乾燥部38が設けられている。
【0031】
ミスト引き込み部34は、好ましくは、プライミングローラ14の頂部を基準位置P0(0°)として正回転の周回方向で回転角位置180°〜270°の区間内に設けられる。図示の構成例のミスト引き込み部34は、該区間内でハウジング10の内壁とプライミングローラ14の外周面との間に形成されたミスト引き込み用の隙間40を有している。
【0032】
強制乾燥部38は、好ましくは、ミスト引き込み部34よりも下流側で回転角位置270°〜360°の区間内に設けられる。図示の構成例の強制乾燥部38は、該区間内でハウジング10の内壁とプライミングローラ14の外周面との間に形成された液切り用の隙間42を有している。
【0033】
吸引口36は、バキューム通路44およびバキューム管46を介して、たとえば真空ポンプまたは吸気ファン(図示せず)およびミストトラップまたはフィルタ等を有するバキューム装置48に通じている。バキューム通路44の終端付近には、排気弁制御部50によって開閉制御される排気ダンパ52が設けられている。バキューム装置48をオンにして、排気ダンパ52を開状態にすると、ミスト引き込み部34および強制乾燥部38が作動し、ミスト引き込み用の隙間40および液切り用の隙間42に外から吸気口36に向ってミスト引き込み用の気流および液切り用の気流がそれぞれ流れるようになっている。排気ダンパ52を閉じると、バキューム装置48がオンしていても、吸気口36にはバキュームが及ばず、ミスト引き込み部34および強制乾燥部38はオフ状態になる。
【0034】
このプライミング処理装置において、プライミングローラ14の周囲を強制的に排気するための排気機構45は、上記のようにミスト引き込み部34、吸引口36、強制乾燥部38、バキューム装置48、排気弁制御部50および排気ダンパ52を備えている。
【0035】
ハウジング10の底には、プライミングローラ14の真下の位置にドレイン口54が形成されている。このドレイン口54は排液管56を介してドレインタンク58に通じている。
【0036】
このプライミング処理装置において、プライミングローラ14を回転させるための回転機構65は、モータ60、回転制御部62およびエンコーダ64を備えている。モータ60は、好ましくはサーボモータからなり、その回転駆動軸はたとえばプーリや伝動ベルト等の伝動機構(図示せず)を介してプライミングローラ14の回転軸に接続されている。回転制御部62は、モータ60の基本動作(回転、停止、速度制御等)だけでなく、エンコーダ64を通じてモータ60の回転量および回転角度位置を任意に制御できるようになっている。
【0037】
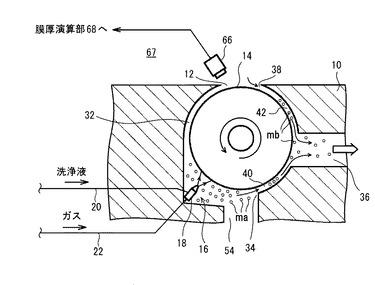
このプライミング処理装置には、プライミングローラ14上のレジスト膜の膜厚を測定するための膜厚測定部67が設けられている。膜厚測定部67は、膜厚センサ66および膜厚演算部68を有している。
【0038】
膜厚センサ66は、スリットノズル72と干渉を起こさないように開口部12の近傍に設置または配置され、その位置から真向かいのプライミングローラ14の外周面上に付着しているレジスト液膜の膜厚を非接触式つまり光学式で測定する。別の構成例として、膜厚センサ66をたとえば支持アーム等で可動に支持し、スリットノズル72がハウジング10の開口部12から遠ざかっているときに、膜厚センサ66を開口部12の上に位置合わせしてもよい。
【0039】
膜厚演算部68は、膜厚センサ66の出力信号を入力して、プライミングローラ14上のレジスト液膜の膜厚測定値を演算する。好ましくは、プライミングローラ14の軸方向に一定間隔で複数個の膜厚センサ66が一列に配置され、プライミングローラ14の周回方向だけでなく軸方向においてもレジスト液膜の膜厚分布特性を測定できるようになっている。膜厚測定部67で得られる膜厚測定値ないし膜厚分布特性測定値は、主制御部70に送られる。
【0040】
主制御部70は、所定のソフトウェアにしたがって動作するマイクロコンピュータを含み、このプライミング処理装置内の洗浄機構16、排気機構45、回転機構65および膜厚測定部67の動作を統括して制御する。図示の構成例では、主制御部70が、バキューム装置48、膜厚センサ66および膜厚演算部68の各動作を直接制御するとともに、洗浄制御部25、排気弁制御部50および回転制御部62を通じて2流体ジェットノズル18、排気ダンパ52およびモータ60の各動作を制御する。さらに、主制御部70は、回転機構65の回転制御部62を通じてプライミングローラ14の回転量および回転角位置を把握ないし制御できるようになっている。
【0041】
また、主制御部70は、このプライミング処理装置内の全体のシーケンスを統括して制御するとともに、少なくともプライミング処理に関しては、当該レジスト塗布装置に備わっているレジスト塗布処理用のスリットノズル72の一切の動作を制御するようになっている。
【0042】
すなわち、当該レジスト塗布装置において、スリットノズル72は、ノズル移動機構74によって支持され、かつ予め設定されたスペース内で任意の位置に搬送され、任意の位置に位置決めされるようになっている。また、スリットノズル72には、レジスト供給部76よりレジスト供給管78を介してレジスト液が供給される。ここで、レジスト供給管78には開閉弁80が設けられている。プライミング処理に関しては、主制御部70が、ノズル移動機構74、レジスト供給部76、開閉弁80を通じて、スリットノズル72の移動や位置決め、およびレジスト液吐出動作を制御するようになっている。
[プライミング処理方法の第1の実施例]
【0043】
次に、図2〜図11につき、このプライミング処理装置で実施可能なプライミング処理方法の第1の実施例を説明する。
【0044】
このプライミング処理装置が組み込まれる当該レジスト塗布装置においては、塗布ステージ上で基板一枚分の塗布処理が終了する度毎に次の塗布処理の下準備としてこのプライミング処理装置で1回分のプライミング処理が行われる。
【0045】
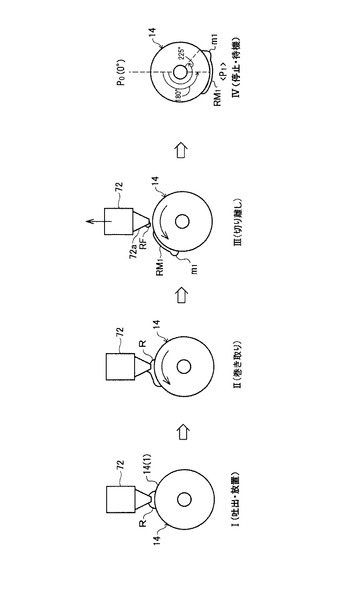
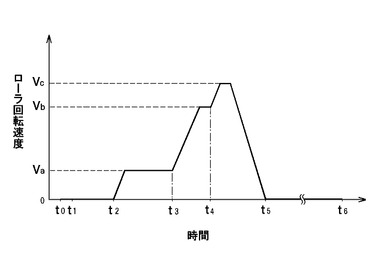
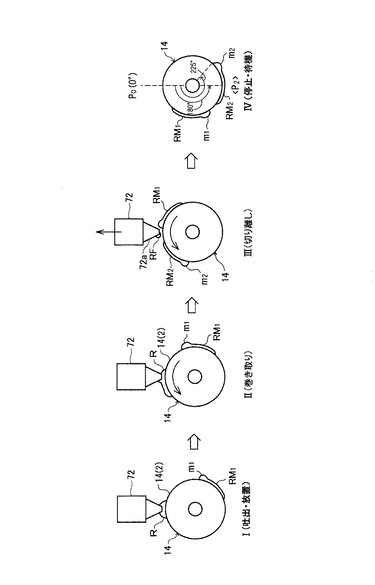
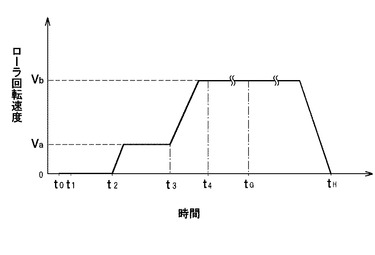
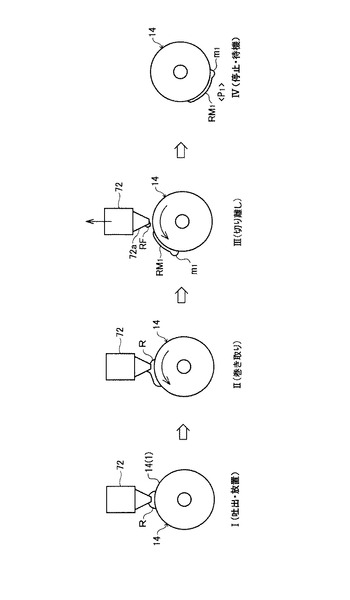
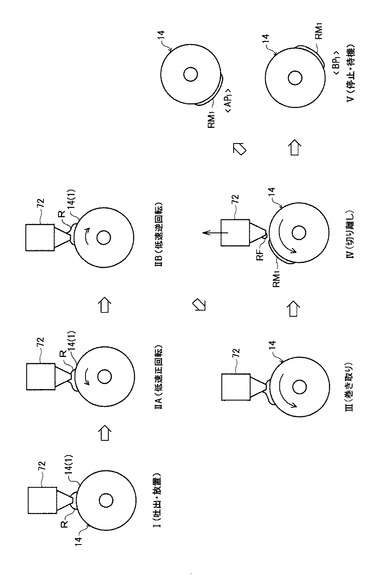
図2に、プライミングローラ14の外周面が全周にわたり清浄な状態にリセットされてから最初(1回目)のプライミング処理が行われるときの各段階を示す。図3に、1回分のプライミング処理動作におけるプライミングローラ14の回転速度特性を時間軸上の波形で示す。
【0046】
このプライミング処理では、先ず、図1に示すように、スリットノズル72の吐出口がプライミングローラ14の頂部と所定のギャップ(たとえば数十〜数百μm)を隔てて平行に対向するように、ノズル移動機構74を通じてスリットノズル72を位置決めする。この場面では、洗浄機構16はもちろん、排気機構45も止めたままにしておく。
【0047】
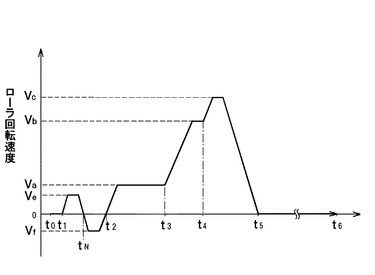
次に、図2のI(吐出・放置)に示すように、プライミングローラ14を静止させたまま、レジスト供給部76を通じてスリットノズル72に所定時間(t0〜t1:たとえば1秒間)を費やして一定量のレジスト液Rを吐出させ、その直後に所定時間(t1〜t2:たとえば3秒間)そのまま放置する。スリットノズル72より吐出されたレジスト液Rは、放置時間(t1〜t2)中にスリットノズル72の吐出口付近およびプライミングローラ14の頂部付近でノズル長手方向およびローラ周回方向で周囲に広がる。
【0048】
次いで、回転機構65により所定のタイミング(図3の時点t2)でプライミングローラ14に正方向の回転動作を開始させ、図2のII(巻き取り)に示すように、レジスト液Rをスリットノズル72の背面下部72aに回り込ませるようにして、プライミングローラ14の外周面上に設定された第1の分割領域14(1)にレジスト液Rを巻き取る。ここで、レジスト液Rを巻き取るときのローラ回転速度Vaは、レジスト液Rの液膜を早急に断ち切ってしまわないような比較的低い速度が好ましく、たとえば周速度で数10mm/秒に選ばれる。
【0049】
次いで、所定のタイミング(図3の時点t3)でプライミングローラ14の回転速度を一気に上げる。これによって、図2のIII(切り離し)に示すように、レジスト液Rの液膜が切り離されて、スリットノズル72側とプライミングローラ14側とに分かれる。この際、スリットノズル72を上昇させると、レジスト液膜の分離を所定の部位でより円滑かつ確実に行うことができる。こうして、スリットノズル72には、ノズル吐出口から背面下端部72aにかけてレジスト液の液膜RFが残る。
【0050】
一方、プライミングローラ14の外周面上には、上記のようにして巻き取られたレジスト液の液膜RM1が第1のレジスト液膜(塗布液膜)として残る。ここで、プライミングローラ14の正回転方向において第の1レジスト液膜RM1の前端部に断面瘤状の液溜まり部m1が生じる傾向がある。
【0051】
たとえば、プライミングローラ14の外周面を周回方向で4等分に分割して各分割領域14(n) (n=1〜4)を1回分のプライミング処理に充てる場合、各分割領域14(n)に形成される各レジスト液膜RMnの周回方向巻き取りサイズは、回転角度範囲でたとえば75°〜85°のサイズに設定することができる。
【0052】
こうしてスリットノズル72から第1のレジスト液膜RM1を切り離した後は、プライミングローラ14の回転を止めずに、第1のレジスト液膜RM1を図2のIV(停止・待機)に示すような第1の待機用回転角位置<P1>まで回転移動させ、そこでプライミングローラ14の回転を停止させる。
【0053】
この場合、レジスト液膜RM1を切り離してから停止するまで(t4〜t5)のプライミングローラ14の回転速度特性は、任意に設定可能であるが、図3に示すように切り離し速度Vbよりも一段高い速度Vcに上げてから一定のレート(負の加速度)で減速させる特性に定型化するのが好ましい。
【0054】
こうして、回転運動中のプライミングローラ14上で第1のレジスト液膜RM1(特に液溜まり部m1)からレジスト液が重力で垂れることなく、つまりプライミングローラ14の外周面上の他の分割領域(未使用領域)を汚すことなく、第1のレジスト液膜RM1を第1の待機用回転角位置<P1>まで安定に移動させることができる。
【0055】
すなわち、レジスト液膜RMnを切り離した直後に、プライミングローラ14の回転を止めたならば、レジスト液膜RMnには重力によって周回方向下向きの力が持続的に働いて、プライミングローラ14の外周面上でレジスト液膜RMnが下または前方に垂れる。スリットノズルを使用するスピンレス塗布法では、通常20cp以下の低粘度レジスト液が使用されるため、プライミングローラ上で上記のようなレジスト液膜の液垂れが生じやすい。しかるに、この実施例では、プライミングローラ14の回転を止めずにそのまま継続させることによって、レジスト液膜RMnに働く重力の作用(液垂れを誘引する力)を実質的にキャンセルし、プライミングローラ14上に巻き取ったレジスト液膜RMnを液垂れで広げることなく表面張力で所定の領域(分割領域)内に止めておくことができる。
【0056】
第1の待機用回転角位置<P1>として、好ましくは、図2のIV(停止・待機)に示すように、第1のレジスト液膜RM1の中心がローラ最下部(180°)に着く位置を選定することができる。この場合、プライミングローラ14の正回転の周回方向において、第1のレジスト液膜RM1の前端は225°の回転角位置よりも上流側に収まり、第1のレジスト液膜RM1の後端は135°の回転角位置よりも下流側に収まる。
【0057】
この第1の待機用回転角位置<P1>で第1のレジスト液膜RM1を静止させておくことにより、たとえ第1のレジスト液膜RM1の中で液の移動があっても、特に液溜まり部m1から低位の部位へレジスト液の移動があっても、第1のレジスト液膜RM1の膜厚が均される方向に作用するだけであり、隣の分割領域(未使用領域)へはみ出ることはない。
【0058】
こうして、第1のレジスト液膜RM1は、次回(2回目)のプライミング処理が行われるまで、プライミングローラ14上の第1の待機用回転角位置<P1>で静止した状態で所定時間(t4〜t5:たとえば40〜50秒間)周囲の空気または自然乾燥に晒される。
【0059】
この間に、スリットノズル72は、ノズル移動機構74によって塗布ステージへ送られ、そこで基板一枚分のレジスト塗布処理に供される。そして、レジスト塗布処理を終えると、スリットノズル72は、再びこのプライミング処理装置へ戻ってきて、図1に示すように、その吐出口がプライミングローラ14の頂部に対して所定のギャップを隔てて平行に対向するように位置決めされる。
【0060】
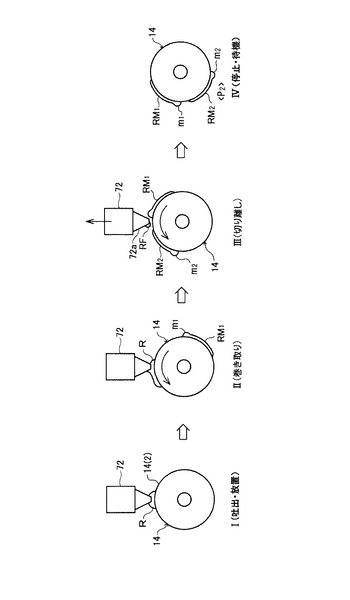
図4に、2回目のプライミング処理が行われるときの各段階を示す。好ましくは、プライミングローラ14の外周面上で第1のレジスト液膜RM1の下流側隣の分割領域14(2)が2回目のプライミング処理に充てられる。このために、2回目のプライミング処理を開始する直前に、プライミングローラ14を所定の回転角だけ正方向に回転させておく。
【0061】
この2回目のプライミング処理では、図4のI(吐出・放置)に示すように、プライミングローラ14の外周面上の分割領域14(2)(より正確には、この分割領域の前端部)をプライミングローラ14の頂部に位置させ、1回目のプライミング処理のときと全く同じ動作およびタイミングで、スリットノズル72に一定量のレジスト液Rを吐出させ、直後に所定時間そのまま放置する。
【0062】
次いで、図4に示すように、やはり1回目のプライミング処理のときと同じ動作およびタイミングで、レジスト液Rの巻き取り(II)、切り離し(III)、停止・待機(IV)の各工程が順次行われる。
【0063】
この場合も、1回目のプライミング処理のときと同様に、巻き取り(II)および切り離し(III)の工程により、プライミングローラ14の外周面上に所定の周回方向サイズ(回転角度範囲で75°〜85°)でレジスト液Rが巻き取られて第2のレジスト液膜RM2が形成される。そして、プライミングローラ14の回転をそのまま継続して切り離し(III)の位置から第2の待機用回転角位置<P2>まで第2のレジスト液膜RM2を移動させる。
【0064】
こうして、回転運動中のプライミングローラ14上で第2のレジスト液膜RM2(特に液溜まり部m2)からレジスト液が重力で垂れることなく、第2レジスト液膜RM2を第2の待機用回転角位置<P2>まで安定に移動させることができる。
【0065】
第2の待機用回転角位置<P2>も、好ましくは、図4のIV(停止・待機)に示すように、第2のレジスト液膜RM2の中心がローラ最下部(180°)に来る位置を選定することができる。この場合、プライミングローラ14の正回転の周回方向において、第2のレジスト液膜RM2の前端は回転角225°の位置よりも下流側に収まり、第2のレジスト液膜RM2の後端は135°の回転角位置よりも上流側に収まる。この第2の待機用回転角位置<P2>で第2のレジスト液膜RM2を静止させておくことにより、たとえ第2のレジスト液膜RM2の中で液の移動があっても、隣の分割領域(未使用領域)へはみ出ることはない。
【0066】
なお、第1のレジスト液膜RM1は、プライミングローラ14の正回転の周回方向において第2のレジスト液膜RM2の上流側隣、つまり回転角位置45°〜135°の範囲内で待機することなる。ここで、第1のレジスト液膜RM1は、1回目のプライミング処理が終了した時から2回目のプライミング処理が開始されるまでの間に、第1の待機用回転角位置<P1>で自然乾燥を受けていたために、その液膜表面がある程度乾いており、第1の待機用回転角位置<P1>から外れた位置(45°〜135°の範囲内)で静止しても液垂れを起こし難くなっている。また、仮に、プライミングローラ14上で、第1のレジスト液膜RM1の前端部(液溜まり部m1)から低位の場所(第2のレジスト液膜RM2の後端部側)へレジスト液の移動(液垂れ)があるとしても、その場所は使用済みの分割領域14(1)〜14(2)内であり、何の支障も生じない(未使用領域を汚すことはない)。
【0067】
3回目のプライミング処理も、図示省略するが、上述した1回目および2回目のプライミング処理と全く同じ手順および動作で行われる。結果として、プライミングローラ14上で、第1および第2のレジスト液膜RM1,RM2とは異なる領域に、通常は正回転の周回方向において第2のレジスト液膜RM2の下流側隣の分割領域14(3)に、3回目のプライミング処理に付随した残存物として第3のレジスト液膜RM3が所定の周回方向サイズ(75°〜85°)で形成される。この第3のレジスト液膜RM3は、プライミングローラ14の巻き取られた直後にローラ最下部(180°)付近に設定された第3の待機用回転角位置<P3>に移動し、そこで自然乾燥を受ける。
【0068】
図示省略するが、プライミングローラ14上で、第3のレジスト液膜RM3がローラ最下部(180°)の第3の待機用回転角位置<P3>で待機する間、第2のレジスト液膜RM2は第3のレジスト液膜RM3の上流側隣つまり回転角位置45°〜135°の領域内で待機し、第1のレジスト液膜RM1は第2のレジスト液膜RM1の上流側隣つまり回転角位置45°〜45°の領域内で待機することになる。
【0069】
この場合、第2レジスト液膜RM2については、上述したような2回目のプライミング処理後の第1のレジスト液膜RM1と同じことがあてはまり、液垂れの問題はない。また、第1レジスト液膜RM1は、その中心部がローラ最上部に位置し、その後端部が隣の未使用領域つまり第4の分割領域14(4)よりも高位置になる。しかし、第1のレジスト液膜RM1は相当長時間(通常100秒以上)の自然乾燥に晒されてきているので、第1のレジスト液膜RM1の後端部から隣の未使用領域(第4の分割領域14(4))へ液が垂れることはない。
【0070】
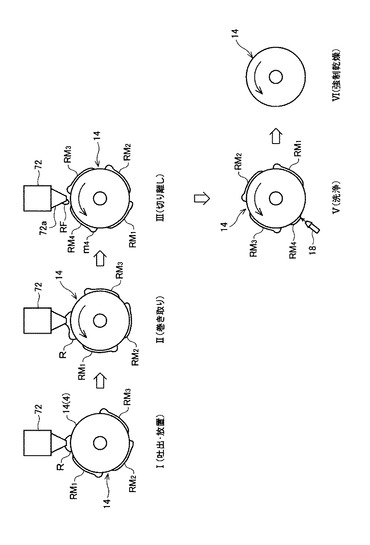
この第1の実施例では、プライミングローラ14の外周面が全周にわたり清浄な状態にリセットされてから所定回数たとえば4回のプライミング処理を続けて行った後に、プライミングローラ14の一括洗浄(外周面全周の清浄化)を行うようにしている。
【0071】
図5に、プライミングローラ14の一周内で最後(4回目)のプライミング処理および直後の一括洗浄処理が行われるときの各段階を示す。図6に、図5のプライミング処理動作および一括洗浄処理動作におけるプライミングローラ14の回転速度特性を時間軸上の波形で示す。
【0072】
最終回(4回目)のプライミング処理でも、図5に示すように、レジスト液Rの吐出・放置(I)、レジスト液膜RM4の巻き取り(II)および切り離し(III)の各工程は1回目〜3回目の各プライミング処理のときと同じであり、プライミングローラ14の外周面上には第3のレジスト液膜RM3の下流側隣の第4分割領域14(4)に第4のレジスト液膜RM4が巻き取られる。
【0073】
しかし、切り離し(III)の後は、停止・待機(IV)の工程をスキップして、プライミングローラ14の回転を継続したまま、洗浄(V)の工程に移行する。この洗浄(V)の工程では、洗浄機構16および排気機構45を作動させる。
【0074】
なお、洗浄(V)の工程を開始する前に、主制御部70は、回転機構65および膜厚測定部67を通じて、プライミングローラ14上に付着しているレジスト液膜RM1,RM2,RM3,RM4の範囲(面積)および膜厚を測定し、その測定結果に基づいて洗浄(V)の工程における洗浄液の使用量を演算によって決定する。たとえば、プライミングローラ14上に付着している全てのレジスト液膜の総レジスト量(範囲×膜厚)を基準値とし、洗浄液使用量をその基準値(総レジスト量)に等しい値に決定してよい。
【0075】
また、レジスト液膜測定に関しては、通常はプライミングローラ14上で同じプライミング処理が繰り返されるので、各分割領域14(n)に付着しているレジスト液膜RMnの範囲および膜厚は同じであるとみなし、その中の一つ、たとえば第1のレジスト液膜RM1の範囲(面積)および膜厚だけの測定で済ましてもよい。
【0076】
洗浄(V)の工程における好適な一態様として、主制御部70は、2流体ジェットノズル18がプライミングローラ14の外周面の中でレジスト液膜RM1〜M4が付着している領域または部位のみに洗浄液およびエアの2流体ジェット流を噴き付けるように、回転機構65と洗浄機構16とを連動(連携)させて制御する。ここで、洗浄液の流量ないし使用量は、上記のようなレジスト膜測定に基づいて決定されたものである。
【0077】
こうして、2流体ジェットノズル18より噴射される2流体ジェット流の強い衝撃力により、プライミングローラ14の外周面上に付着したばかりの第4レジスト液膜RM4はもちろん自然乾燥によって生乾きまたは半乾き状態になっている他の全てのレジスト液膜RM1,RM2,RM3も容易に洗い落とされ、その多くは洗浄液に混じって直下のドレイン口54へ落下し、残りはミストmaに変じて付近に飛散する。こうして一括洗浄中に2流体ジェットノズル18の周囲で発生するミストmaのうち上方へ舞い上がったものは、ミスト遮蔽部32に遮られ、ハウジング10の開口部12側に出ることはほとんどない。
【0078】
一方、排気機構45では、排気ダンパ52が開いて、バキューム装置48からのバキュームがバキューム管46、バキューム通路44および吸引口36を介してミスト引き込み部34および強制乾燥部38に供給される。
【0079】
図7に示すように、ミスト引き込み部34は、2流体ジェットノズル18の周囲で発生するミストmaを隙間40の下端から中に吸い込み、隙間40の中でミストmaをプライミングローラ14の外周面に沿って回転方向に流し、隙間40の上端から吸引口36に出たミストmaをバキューム装置48へ送る。強制乾燥部38は、開口部12を介して上方の大気空間よりエアを隙間42の中に吸い込んで、隙間42の中でエアをプライミングローラ14の外周に沿って回転方向と逆向きに流し、プライミングローラ14の外周面に残っている液をエアの圧力で削ぎ落として液滴化し、隙間42の下端から吸引口36に出たミストmbをバキューム装置48へ送る。このように、バキュームを利用してプライミングローラ14の外周面に対して回転方向と逆向きのエア流を当てて液切りし、その液切りで発生したミストmbをそのままバキュームで回収するので、乾燥効率が高いうえミストの飛散を防止することができる。
【0080】
上記のような洗浄(V)の工程を開始してから所定時間が経過した時(図6の時点tG)に洗浄機構16をオフして、2流体ジェット洗浄を止める。その後は、プライミングローラ14を連続回転させたまま排気機構45(ミスト引き込み部34および強制乾燥部38)の動作だけを継続させ、プライミングローラ14の外周面を全周に亘りバキュームの力で乾かす強制乾燥(VI)の工程に切り換える。そして、所定時間の経過後に排気ダンパ52を閉じて排気機構45をオフにして乾燥処理を停止し、これで一括洗浄処理の全工程を終了する。
【0081】
なお、タクトを揃える観点から、一括洗浄処理において洗浄(V)および強制乾燥(VI)を合わせた全処理時間(図6のt4〜tH)が、移動・待機(IV)の所要時間(図3のt4〜t6)と同じ長さ(たとえば60秒)に設定されるのが好ましい。この場合、洗浄(V)の処理時間(図6のt4〜tG)がたとえば20秒に設定され、強制乾燥(VI)の処理時間(図6のtG〜tH)がたとえば40秒に設定されてよい。
【0082】
上述したように、この第1の実施例によれば、プライミングローラ14の外周面をその周回方向に複数(たとえば4つ)に分割してそれらの分割領域14(1)〜14(4)を連続する所定回数(4回)のプライミング処理にそれぞれ割り当てて使用する。そして、最終回(4回目)のプライミング処理を除く各プライミング処理においては、各レジスト液膜RMnをプライミングローラ14上に巻き取った直後に特別な待機用回転角位置<Pn>へ着かせて、次のプライミング処理が行われるまでその待機用回転角位置<Pn>で待機させることによって、各レジスト液膜RMn(特に液溜め部mn)からの液垂れを防止して自然乾燥の生乾きまたは半乾き状態にすることができる。
【0083】
このように、プライミングローラ14上で、レジスト液膜RMnの液垂れを防止できるので、隣の未使用分割領域を汚すおそれはなく、したがって後続のプライミング処理が前のプライミング処理によって影響を受けることはなく、プライミング処理の再現性および信頼性を向上させることができる。
【0084】
また、プライミングローラ14上に付着したレジスト液膜RMnは自然乾燥による生乾き状態のレジスト液膜として、あるいは完全な液状状態で洗浄されるので、洗い落としが容易であり、洗浄機構16の負担を軽減し、洗浄液の使用量を少なくすることができる。
【0085】
さらに、一括洗浄では、プライミングローラ14の外周面のうちレジスト液膜RM1,RM2,RM3,RM4が付着している領域のみに適量の洗浄液を噴き付けるので、洗浄液の使用量を一層削減することができる。
【0086】
なお、図示の例では、プライミングローラ14の外周面を周回方向で4等分に分割し、1回のプライミング処理における周回方向のレジスト液巻き取りサイズを75°〜85°とした。しかし、任意の分割数および巻き取りサイズが可能であり、たとえば1回当たりの周回方向巻き取りサイズを72°以下で済まし、プライミングローラ14の外周面を5分割して5回連続使用することも可能である。
【0087】
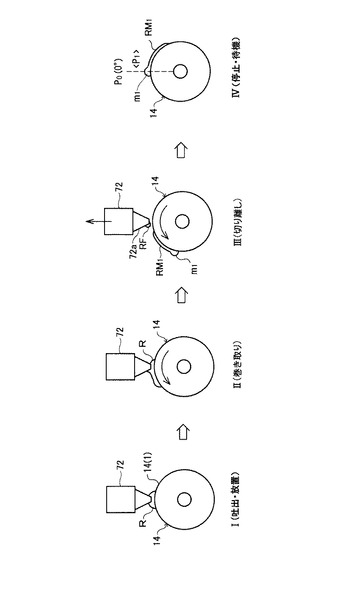
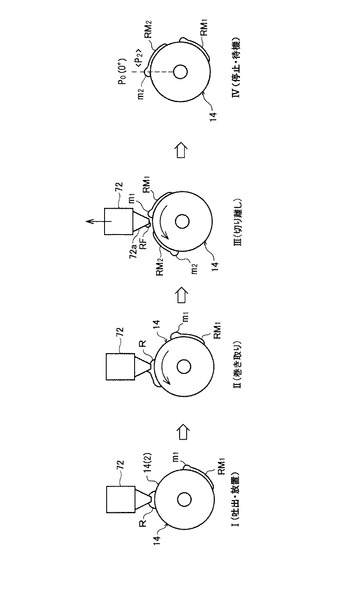
また、待機用回転角位置<Pn>に関する別の好適な例として、たとえば図8(1回目のプライミング処理)および図9(2回目のプライミング処理)に示すように、プライミングローラ14の外周面に巻き取られて切り取られた直後のレジスト液膜RMnの前端がローラ最下部に着くような回転角位置を設定することも可能である。図示のような待機用回転角位置<Pn>でレジスト液膜RMnを待機(静止)させておくことにより、たとえ当該レジスト液膜RM1の中で液の移動があっても、最下位の液溜まり部mnに集まり(止まり)、下流側隣の分割領域(未使用領域)へはみ出ることはない。
【0088】
要するに、基本的に、待機用回転角位置<Pn>は、レジスト液膜RMnの中心がローラ最下部に着く回転角位置(図2、図4)と、レジスト液膜RMnの前端がローラ最下部に着く回転角位置(図8、図9)との範囲内に設定されるのが好ましい。
【0089】
待機用回転角位置<Pn>に関する更に別の好適な例として、たとえば図10(1回目のプライミング処理)および図11(2回目のプライミング処理)に示すように、プライミングローラ14の外周面に巻き取られて切り取られた直後のレジスト液膜RMnの前端がローラ最上部に着くような回転角位置を設定することも可能である。図示のような待機用回転角位置<Pn>でレジスト液膜RMnを待機(静止)させておくことにより、最も液垂れを起こしやすい液溜まり部mnが略水平なローラ頂面に載っているため、そこから下流側隣の分割領域(未使用領域)へはみ出ることはない。
[プライミング処理方法の第2の方式]
【0090】
次に、図12および図13につき、このプライミング処理装置で実施可能なプライミング処理方法の第2の方式を説明する。
【0091】
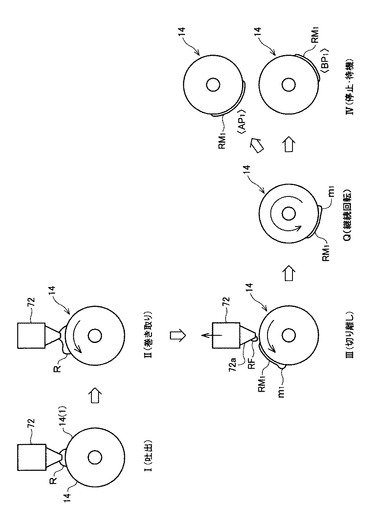
図12に、第2の方式において、プライミングローラ14上で1回目のプライミング処理が行われるときの各段階を示す。図13に、1回分のプライミング処理動作におけるプライミングローラ14の回転速度特性を時間軸上の波形で示す。
【0092】
この第2の方式は、プライミングローラ14の外周面に巻き取られるレジスト液膜RMnの前端部に液溜め部mnを生じさせないことを特徴とする。そのための手法として、レジスト吐出工程(I)の直後に、しばらくそのまま放置するのではなくて、図12のIIAに示すように、先ずプライミングローラ14を巻き取り速度Vaよりも低い速度(たとえば周速度で10mm/秒以下)Veで所定の回転角(たとえば30°〜50°)または所定時間(図13のt1〜tN:たとえば約1.5秒)だけ正方向に回転させる。次に、つまりプライミングローラ14の低速正回転を停止させた後、図12のIIBに示すように、プライミングローラ14を今度は同一または同程度の低速度Vfで略同一の回転角または所定時間(図13のtN〜t2:たとえば約1.5秒)だけ逆方向に回転させる。
【0093】
このようなプライミングローラ14の好ましくは低速の往復回転運動によって、レジストノズル72よりプライミングローラ14上に吐出されたばかりのレジスト液Rがレジストノズル72の吐出部(下端面)によりローラ周回方向で均され、液膜端部に液溜まり(mn)が生じ難くなる。また、付随的効果として、レジストノズル72において、その吐出口付近に形成されるレジスト液のビードの均一性が向上する。
【0094】
こうして、レジストノズル72の吐出口回りでレジスト液Rをローラ周回方向において(更にはノズル長手方向においても)十全に均してから、上述した第1の実施例と同様の動作およびタイミングで、巻き取り動作(III)、切り離し(IV)、および待機用回転角位置<Pn>への移動・停止(V)の各工程を実行する。その結果、プライミングローラ14上には液溜まり(mn)の無い平坦なレジスト液膜RMnが巻き取られ、この平坦なレジスト液膜RMnが待機用回転角位置<Pn>で自然乾燥に晒される。
【0095】
この第2の方式において、プライミングローラ14上に形成されるレジスト液膜RMnは、待機用回転角位置<Pn>へ移動する途中で液垂れを起こさないのはもちろん、液溜まり(mn)が無いので、待機用回転角位置<Pn>で停止した時ないし静止した状態でも液垂れを一層起こし難くなっている。つまり、待機用回転角位置<Pn>の設定範囲を拡張できる効果が得られる。たとえば、図12に示すように、レジスト液膜RMnの前端がローラ最下部に着く位置<APn>はもちろん、限界位置としてレジスト液膜RMnの前端が270°の回転角位置に着く位置<BPn>でも液垂れを起こさないようにすることが可能である。
【0096】
この第2の方式の変形例として、特にプライミングローラ14の往復回転動作(IIA,IIB)に関する変形例として、往復回数を2回以上とすること、逆回転から先に行うこと、正回転動作と逆回転動作の条件(速度、時間、移動距離等)を独立に設定すること等が可能である。
[プライミング処理方法の第2の実施例]
【0097】
次に、図14および図15につき、このプライミング処理装置で実施可能なプライミング処理方法の第2の実施例を説明する。
【0098】
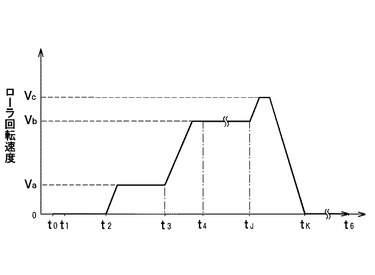
図14に、第2の実施例において、プライミングローラ14上で1回目のプライミング処理が行われるときの各段階を示す。図15に、1回分のプライミング処理動作におけるプライミングローラ14の回転速度特性を時間軸上の波形で示す。
【0099】
この第2の実施例は、プライミングローラ14上にレジスト液膜RMnを巻き取って切り離した直後に、プライミングローラ14の回転運動をそのまま一定速度(たとえば切り離し速度Vaと同じ速度)で所定時間(図15のt4〜tJ:好ましくは10秒以上)継続させる継続回転の動作(Q)を行ってから、最後に(図15のtJ〜tKで)所定の待機用回転角位置<Pn>へ着ける動作(IV)を行う。
【0100】
継続回転動作(Q)の間は、排気機構45は止めておく。すなわち、排気機構45をオンにしてプライミングローラ14を回転させると、プライミングローラ14上のレジスト液膜RM1が強制乾燥部38の隙間42の中で逆風による大きなストレスを受けて、膜厚均一性を低下させやすい。特に、強制乾燥部38の隙間42内でレジスト液膜RMnに加わる逆風の圧力に軸方向でばらつきがあると、レジスト液膜RMnの表面に周回方向に延びる筋状の凹凸が付きやすい。排気機構45を止めておけば、プライミングローラ14の回転中にその外周面上のレジスト液膜RMnは隙間42を通過する時でも逆風の圧力を受けることはなく、大気中に静止状態で放置されていた場合と同等の自然乾燥をより効果的に受けられる。
【0101】
この第2の実施例においても、プライミングローラ14上に形成されるレジスト液膜RMnは、継続回転動作(Q)の間に液垂れを起こさないのはもちろん、回転運動中に前端の液溜まり部(mn)がある程度均されることによって、待機用回転角位置<Pn>で停止した時ないし静止した状態でも液垂れを一層起こし難くなっている。つまり、第2の実施例と同様に、待機用回転角位置<Pn>の設定範囲を拡張できる効果が得られる。たとえば、図14に示すように、レジスト液膜RMnの前端がローラ最下部に着く位置<APn>はもちろん、限界位置としてレジスト液膜RMnの前端が270°の回転角位置に着く位置<BPn>でも液垂れを起こさないようにすることが可能である。
[他の実施例]
【0102】
この第2の実施例を上記第1の実施例と組み合わせることも可能であり、その場合は相乗作用によって液垂れ防止効果を一層向上させることができる。
【0103】
一括洗浄処理においては、洗浄液の使用量は増えるが、プライミングローラ14の外周面全周に洗浄液を噴き付けることも可能である。
【0104】
プライミング処理装置内の各部の構成または機能も上述した実施形態のものに限定されない。たとえば、洗浄機構16において2流体ジェットノズル以外の洗浄ツールたとえばスクレーパも使用または併用可能であり、排気機構45の各部、特に強制乾燥部38の構成を種種変形することができる。
【0105】
本発明における塗布液としては、レジスト液以外にも、たとえば層間絶縁材料、誘電体材料、配線材料等の塗布液も可能であり、各種薬液、現像液やリンス液等も可能である。本発明における被処理基板はLCD基板に限らず、他のフラットパネルディスプレイ用基板、半導体ウエハ、CD基板、フォトマスク、プリント基板等も可能である。
【符号の説明】
【0106】
14 プライミングローラ
16 洗浄機構
18 洗浄ノズル
24 洗浄液供給部
25 洗浄制御部
48 バキューム装置
60 モータ
62 回転制御部
65 回転機構
66 膜厚センサ
68 膜厚演算部
70 主制御部
【技術分野】
【0001】
本発明は、スピンレス法の塗布処理に用いるスリットノズルの吐出口付近に塗布処理の下準備として処理液の液膜を形成するためのプライミング処理方法およびプライミング処理装置に関する。
【背景技術】
【0002】
LCD等のフラットパネルディスプレイ(FPD)の製造プロセスにおけるフォトリソグラフィー工程には、スリット状の吐出口を有する長尺形のスリットノズルを走査して被処理基板(たとえばガラス基板)上にレジスト液を塗布するスピンレス法が多く用いられている。
【0003】
このようなスピンレス法においては、レジスト乾燥膜の膜厚の不均一性や塗布ムラを防止するうえで、塗布走査中に基板上に吐出されたレジスト液が走査方向においてスリットノズルの背面側に回って形成されるメニスカスがノズル長手方向で水平一直線に揃うのが望ましく、そのためには塗布走査の開始直前にスリットノズルの吐出口と基板との間の塗布ギャップが隙間なく適量のレジスト液で塞がることが必要条件となっている。この要件を満たすために、塗布走査の下準備としてスリットノズルの吐出口から背面下端部にかけてレジスト液の液膜を形成するプライミング処理が行われている。
【0004】
代表的なプライミング処理法は、スリットノズルと同等またはそれ以上の長さを有する円筒状のプライミングローラを塗布処理部の近くで水平に設置し、微小なギャップを介してプライミングローラの頂部と対向する位置までスリットノズルを近づけてレジスト液を吐出させ、その直後にプライミングローラを所定方向に回転させる。そうすると、プライミングローラの頂部付近に吐出されたレジスト液がスリットノズルの背面下部に回り込むようにしてプライミングローラの外周面上に巻き取られ、スリットノズル側とプライミングローラ側とに分かれる形でレジスト液の液膜が切り離される。スリットノズルには、ノズル吐出口から背面下端部にかけてレジスト液の液膜が残る。
【0005】
従来一般のプライミング処理装置は、プライミングローラを回転駆動する回転機構だけでなく、プライミングローラをクリーニングするためのスクレーパや洗浄ノズルおよび乾燥ノズル等を備えており、1回のプライミング処理が終了すると、その後処理として、回転機構によりプライミングローラを連続回転させ、スクレーパでプライミングローラの外周面からレジスト液をこそげ落とし、洗浄ノズルおよび乾燥ノズルより洗浄液および乾燥ガスをそれぞれプライミングローラの外周面に噴き付けるようにしている。
【0006】
しかしながら、1回のプライミング処理でスリットノズルより吐出されるレジスト液を受けて巻き取るために使用されるプライミングローラ上の領域は、スリットノズルやプライミングローラのサイズによって異なるが、プライミングローラの全周(360°)を必要とするものではなく、通常は半周(180°)以下であり、1/4周(90°)以下あるいは1/5周(72°)以下で済ますことも可能である。しかるに、従来一般のプライミング処理装置は、プライミング処理を実行する度毎に後処理として上記のようにプライミングローラを連続回転させてプライミングローラの外周面全体(全周)に洗浄液を噴き付けるため、洗浄液(通常シンナー)を多量に使用するという問題があった。
【0007】
本出願人は、この問題を解決するために、特許文献1において、1回のプライミング処理のために、スリットノズルの吐出口とプライミングローラの上端とを所定のギャップを隔てて対向させ、スリットノズルより一定量の処理液または塗布液(たとえばレジスト液)を吐出させるとともにプライミングローラを所定の回転角だけ回転させて、プライミングローラの半周以下の部分的表面領域を当該プライミング処理に使用し、連続した所定回数のプライミング処理が終了した後にプライミングローラの外周面を全周に亘ってまとめて洗浄するプライミング処理法を開示している。
【0008】
このプライミング処理法は、プライミングローラの外周面をその周回方向に複数に分割してそれらの分割領域(部分的表面領域)を連続する所定回数のプライミング処理に順次割り当てて使用し、その後にプライミングローラの外周面を全周に亘って一括洗浄する。この一括洗浄処理は、回転機構によりプライミングローラを連続回転させながら洗浄機構と乾燥部とを作動させてプライミングローラの外周面を全周に亘ってまとめて洗浄するものであり、各プライミング処理の際にプライミングローラの表面に巻き取られた塗布液の液膜をこすげ落とすためのスクレーパは不要であり、プライミング処理後の洗浄処理で消費する洗浄液を節減できるとともに、洗浄処理の際にパーティクルの発生を防止することもできる。
【先行技術文献】
【特許文献】
【0009】
【特許文献1】特開2007−237046
【発明の開示】
【発明が解決しようとする課題】
【0010】
本発明は、本出願人が上記特許文献1で開示したプライミング処理法の改良版であるとともに、独自の観点から、プライミング処理の歩留まりないし信頼性にも配慮しつつプライミング処理で使用する洗浄液の更なる節減を実現するものである。
【0011】
すなわち、本発明は、プライミング処理の信頼性を保障しつつ洗浄液の使用量を一層削減できるプライミング処理方法およびプライミング処理装置を提供する。
【課題を解決するための手段】
【0012】
本発明の第1の観点におけるプライミング処理方法は、長尺形のスリットノズルを用いて被処理基板上に塗布液を塗布する塗布処理において前記スリットノズルの吐出口付近に塗布処理の下準備として塗布液の液膜を形成するためのプライミング処理方法であって、1回分の第1のプライミング処理のために、水平に配置された円筒状または円柱状のプライミングローラの頂部に対して所定のギャップを隔てて前記スリットノズルの吐出口を平行に対向させ、前記スリットノズルに一定量の塗布液を吐出させる第1の工程と、前記塗布液の吐出直後に前記プライミングローラを静止させた状態で所定時間そのまま放置する第2の工程と、前記プライミングローラを回転させて、前記プライミングローラの外周面上に吐出された前記塗布液の一部を第1の塗布液膜として巻き取る第3の工程と、前記プライミングローラの外周面上に巻き取られた前記第1の塗布液膜を次回のプライミング処理が行われる時まで待機させておくための第1の待機用回転角位置に着かせて、前記プライミングローラの回転を停止させる第4の工程と、前記第1の待機用回転角位置で前記プライミングローラ上の前記第1の塗布液膜を自然乾燥させる第5の工程と、前記プライミングローラ上の前記第1の塗布液膜を洗浄によって除去する第6の工程と、前記第3の工程と前記第4の工程との間で、前記第1の塗布液膜の自然乾燥を促すために、前記第3の工程で開始した前記プライミングローラの回転をそのまま所定時間継続させる第7の工程とを有する。
【0013】
また、本発明の第1の観点におけるプライミング処理装置は、長尺形のスリットノズルを用いて被処理基板上に塗布液を塗布する塗布処理において前記スリットノズルの吐出口付近に塗布処理の下準備として処理液の液膜を形成するためのプライミング処理装置であって、所定位置に水平に配置された円筒状または円柱状のプライミングローラと、前記プライミングローラをその中心軸の回りに回転させる回転機構と、前記プライミングローラの外周面を洗浄するために洗浄液を噴き付ける洗浄機構と、前記プライミングローラの周囲を強制的に排気するための排気機構と、前記回転機構、前記洗浄部および前記排気部の各動作を制御する制御部とを有し、1回分の第1のプライミング処理のために、水平に配置された円筒状または円柱状のプライミングローラの頂部に対して所定のギャップを隔てて前記スリットノズルの吐出口を平行に対向させ、前記スリットノズルに一定量の塗布液を吐出させ、前記塗布液の吐出直後に前記プライミングローラを静止させた状態で所定時間そのまま放置し、前記回転機構により前記プライミングローラを回転させて、前記プライミングローラの外周面上に吐出された前記塗布液の一部を第1の塗布液膜として巻き取り、前記プライミングローラの外周面上に巻き取られた前記第1の塗布液膜を次回のプライミング処理が行われる時まで待機させておくための第1の待機用回転角位置に着かせて、前記プライミングローラの回転を停止させ、前記第1の待機用回転角位置で前記プライミングローラ上の第1の塗布液膜を自然乾燥させ、前記洗浄機構と前記排気機構とを作動させて前記プライミングローラ上の前記第1の塗布液膜を洗浄によって除去し、前記プライミングローラの外周面の上に前記第1の塗布液膜を巻き取ってから前記プライミングローラの回転を停止させるまでの間、前記第1の塗布液膜の自然乾燥を促すために、前記回転機構による前記プライミングローラの回転をそのまま所定時間継続させる。
【0014】
上記第1の観点のプライミング処理方法またはプライミング処理装置においては、プライミングローラ上に形成される塗布液膜は、その巻き取りの直後に行われる継続回転動作の間に液垂れを起こさないのはもちろん、継続回転運動中に前端の液溜まり部がある程度均されることにより、待機用回転角位置で停止した時ないし静止した状態でも液垂れを一層起こし難くなる。つまり、待機用回転角位置の設定範囲を拡張できる効果が得られる。
【0015】
本発明の第2の観点におけるプライミング処理方法は、長尺形のスリットノズルを用いて被処理基板上に塗布液を塗布する塗布処理において前記スリットノズルの吐出口付近に塗布処理の下準備として塗布液の液膜を形成するためのプライミング処理方法であって、1回分の第1のプライミング処理のために、水平に配置された円筒状または円柱状のプライミングローラの頂部に対して所定のギャップを隔てて前記スリットノズルの吐出口を平行に対向させ、前記スリットノズルに一定量の塗布液を吐出させる第1の工程と、前記塗布液の吐出直後に前記プライミングローラを静止させた状態で所定時間そのまま放置する第2の工程と、前記プライミングローラを回転させて、前記プライミングローラの外周面上に吐出された前記塗布液の一部を第1の塗布液膜として巻き取る第3の工程と、前記第1の塗布液膜を巻き取った後も前記プライミングローラをそのまま回転させて、前記プライミングローラの外周面上に巻き取られた前記第1の塗布液膜を次回のプライミング処理が行われる時まで待機させておくための第1の待機用回転角位置に着かせ、そこで前記プライミングローラの回転を停止させる第4の工程と、前記第1の待機用回転角位置で前記プライミングローラ上の前記第1の塗布液膜を自然乾燥させる第5の工程と、前記プライミングローラ上の前記第1の塗布液膜を洗浄によって除去する第6の工程とを有し、前記第6の工程において、前記プライミングローラを回転させながら、前記プライミングローラの外周面のうち塗布膜液が付着している領域のみに洗浄液を噴き付ける。
【0016】
また、本発明の第2の観点におけるプライミング処理装置は、長尺形のスリットノズルを用いて被処理基板上に塗布液を塗布する塗布処理において前記スリットノズルの吐出口付近に塗布処理の下準備として処理液の液膜を形成するためのプライミング処理装置であって、所定位置に水平に配置された円筒状または円柱状のプライミングローラと、前記プライミングローラをその中心軸の回りに回転させる回転機構と、前記プライミングローラの外周面を洗浄するために洗浄液を噴き付ける洗浄機構と、前記プライミングローラの周囲を強制的に排気するための排気機構と、前記回転機構、前記洗浄部および前記排気部の各動作を制御する制御部とを有し、1回分の第1のプライミング処理のために、水平に配置された円筒状または円柱状のプライミングローラの頂部に対して所定のギャップを隔てて前記スリットノズルの吐出口を平行に対向させ、前記スリットノズルに一定量の塗布液を吐出させ、前記塗布液の吐出直後に前記プライミングローラを静止させた状態で所定時間そのまま放置し、前記回転機構により前記プライミングローラを回転させて、前記プライミングローラの外周面上に吐出された前記塗布液の一部を第1の塗布液膜として巻き取り、前記回転機構により前記第1の塗布液膜を巻き取った後も前記プライミングローラをそのまま回転させて、前記プライミングローラの外周面上に巻き取られた前記第1の塗布液膜を次回のプライミング処理が行われる時まで待機させておくための第1の待機用回転角位置に着かせ、そこで前記プライミングローラの回転を停止させ、前記第1の待機用回転角位置で前記プライミングローラ上の第1の塗布液膜を自然乾燥させ、前記洗浄機構と前記排気機構とを作動させて前記プライミングローラ上の前記第1の塗布液膜を洗浄によって除去し、前記洗浄機構により前記プライミングローラの外周面のうち塗布液膜が付着している領域のみに洗浄液を噴き付ける。
【0017】
上記第2の観点のプライミング処理方法またはプライミング処理装置においては、プライミングローラ上で、塗布液膜の液垂れを防止できるので、隣の未使用分割領域を汚すおそれがないことに加えて、洗浄工程ではプライミングローラの外周面のうち塗布液膜が付着している領域のみに適量の洗浄液を噴き付けるので、洗浄液の使用量を一層削減することができる。
【0018】
本発明の第3の観点におけるプライミング処理方法は、長尺形のスリットノズルを用いて被処理基板上に塗布液を塗布する塗布処理において前記スリットノズルの吐出口付近に塗布処理の下準備として塗布液の液膜を形成するためのプライミング処理方法であって、1回分の第1のプライミング処理のために、水平に配置された円筒状または円柱状のプライミングローラの頂部に対して所定のギャップを隔てて前記スリットノズルの吐出口を平行に対向させ、前記スリットノズルに一定量の塗布液を吐出させる第1の工程と、前記塗布液の吐出直後に前記プライミングローラを静止させた状態で所定時間そのまま放置する第2の工程と、前記プライミングローラを回転させて、前記プライミングローラの外周面上に吐出された前記塗布液の一部を第1の塗布液膜として巻き取る第3の工程と、前記第1の塗布液膜を巻き取った後も前記プライミングローラをそのまま回転させて、前記プライミングローラの外周面上に巻き取られた前記第1の塗布液膜を次回のプライミング処理が行われる時まで待機させておくための第1の待機用回転角位置に着かせ、そこで前記プライミングローラの回転を停止させる第4の工程と、前記第1の待機用回転角位置で前記プライミングローラ上の前記第1の塗布液膜を自然乾燥させる第5の工程と、前記プライミングローラ上の前記第1の塗布液膜を洗浄によって除去する第6の工程とを有し、前記第6の工程に先立って、前記プライミングローラの外周面上に付着している塗布液膜の範囲および膜厚を測定し、その測定結果に基づいて前記第6の工程における洗浄液の使用量を決定する。
【0019】
また、本発明の第3の観点におけるプライミング処理装置は、長尺形のスリットノズルを用いて被処理基板上に塗布液を塗布する塗布処理において前記スリットノズルの吐出口付近に塗布処理の下準備として処理液の液膜を形成するためのプライミング処理装置であって、所定位置に水平に配置された円筒状または円柱状のプライミングローラと、前記プライミングローラをその中心軸の回りに回転させる回転機構と、前記プライミングローラの外周面を洗浄するために洗浄液を噴き付ける洗浄機構と、前記プライミングローラの周囲を強制的に排気するための排気機構と、前記回転機構、前記洗浄部および前記排気部の各動作を制御する制御部と、前記プライミングローラの外周面上に付着している塗布液膜の範囲および膜厚を測定するための液膜測定部と、洗浄処理の前に、前記液膜測定部で得られる測定結果に基づいて前記塗布液膜の前記洗浄処理で使用する洗浄液の量を決定する洗浄液使用量決定部とを有し、1回分の第1のプライミング処理のために、水平に配置された円筒状または円柱状のプライミングローラの頂部に対して所定のギャップを隔てて前記スリットノズルの吐出口を平行に対向させ、前記スリットノズルに一定量の塗布液を吐出させ、前記塗布液の吐出直後に前記プライミングローラを静止させた状態で所定時間そのまま放置し、前記回転機構により前記プライミングローラを回転させて、前記プライミングローラの外周面上に吐出された前記塗布液の一部を第1の塗布液膜として巻き取り、前記回転機構により前記第1の塗布液膜を巻き取った後も前記プライミングローラをそのまま回転させて、前記プライミングローラの外周面上に巻き取られた前記第1の塗布液膜を次回のプライミング処理が行われる時まで待機させておくための第1の待機用回転角位置に着かせ、そこで前記プライミングローラの回転を停止させ、前記第1の待機用回転角位置で前記プライミングローラ上の第1の塗布液膜を自然乾燥させ、前記液膜測定部および前記洗浄液使用量決定部によって決定された使用量の洗浄液を用いて、前記洗浄機構と前記排気機構とを作動させて前記プライミングローラ上の前記第1の塗布液膜を洗浄によって除去する。
【0020】
上記第3の観点のプライミング処理方法またはプライミング処理装置においては、プライミングローラ上で、塗布液膜の液垂れを防止できるので、隣の未使用分割領域を汚すおそれがないことに加えて、洗浄液の使用量を液膜測定および演算に基づいて最適化し、洗浄液の更なる節減を実現することができる。
【発明の効果】
【0021】
本発明のプライミング処理方法またはプライミング処理装置によれば、上記のような構成および作用により、プライミング処理の信頼性を保障しつつ洗浄液の使用量を一層削減することができる。
【図面の簡単な説明】
【0022】
【図1】本発明の一実施形態におけるプライミング処理装置の構成を示す図である。
【図2】第1の実施例において1回目のプライミング処理が行われるときの各段階を模式的に示す図である。
【図3】第1の実施例において1回分のプライミング処理動作におけるプライミングローラの回転速度特性を時間軸上の波形で示す図である。
【図4】第1の実施例において2回目のプライミング処理が行われるときの各段階を模式的に示す図である。
【図5】第1の実施例においてプライミングローラの一周内で最後(4回目)のプライミング処理および直後の一括洗浄処理が行われるときの各段階を模式的に示す図である。
【図6】図5のプライミング処理動作および一括洗浄処理におけるプライミングローラの回転速度特性を時間軸上の波形で示す図である。
【図7】洗浄工程におけるプライミング処理装置の作用を説明するための図である。
【図8】第1の実施例の一変形例において1回目のプライミング処理が行われるときの各段階を模式的に示す図である。
【図9】上記変形例において2回目のプライミング処理が行われるときの各段階を模式的に示す図である。
【図10】第1の実施例の別の変形例において1回目のプライミング処理が行われるときの各段階を模式的に示す図である。
【図11】上記変形例において2回目のプライミング処理が行われるときの各段階を模式的に示す図である。
【図12】第2の方式において1回目のプライミング処理が行われるときの各段階を模式的に示す図である。
【図13】第2の方式において1回分のプライミング処理動作におけるプライミングローラの回転速度特性を時間軸上の波形で示す図である。
【図14】第2の実施例において1回目のプライミング処理が行われるときの各段階を模式的に示す図である。
【図15】第2の実施例において1回分のプライミング処理動作におけるプライミングローラの回転速度特性を時間軸上の波形で示す図である。
【発明を実施するための形態】
【0023】
以下、添付図を参照して本発明の好適な実施の形態を説明する。
[プライミング処理装置の構成]
【0024】
図1に、本発明の一実施形態におけるプライミング処理装置の構成を示す。このプライミング処理装置は、たとえばLCD製造プロセス用のフォトリソグラフィー工程においてスピンレス法のレジスト塗布処理を行うレジスト塗布装置(図示せず)に組み込まれ、レジスト塗布処理のために被処理基板を載置あるいは浮上搬送する塗布ステージ(図示せず)の近くに配置される。
【0025】
図示のプライミング処理装置において、ハウジング10は、上面にスリット状の開口部12を有する長尺形の筐体からなり、収容するプライミングローラ14をその頂部が開口部12を介して上方に露出するように軸受(図示せず)で水平かつ回転可能に支持している。
【0026】
プライミングローラ14は、たとえばステンレス鋼からなる円筒状または円柱状のローラであり、一定の外径(たとえば100〜150mm)と後述するスリットノズル72の全長をカバーする長さを有している。ハウジング10も、たとえばステンレス鋼で作られてよい。
【0027】
ハウジング10内には、プライミングローラ14の頂部または最上部を基準位置P0(0°)として、正回転(図1では反時計回り)の周回方向で好ましくは回転角位置90°〜180°の区間内に、洗浄機構16の洗浄ノズル18が設けられている。この洗浄ノズル18は、好ましくは長尺形の2流体ジェットノズルからなり、プライミングローラ14の全長をカバーする長さでそれと平行に配置され、配管20,22を介して洗浄液供給部24およびガス供給部26に接続されている。配管24,26の途中には開閉弁28,30がそれぞれ設けられている。
【0028】
プライミングローラ14を洗浄する時は、開閉弁28,30が開けられ、2流体ジェットノズル18は、洗浄液供給部24およびガス供給部26よりそれぞれ洗浄液(たとえばシンナー)およびガス(たとえばエアまたは窒素ガス)を所望の流量で受け取り、ノズル内で洗浄液とガスとを混合してスリットまたは多孔型の吐出口よりジェット流でプライミングローラ16の外周面に噴き付けるように構成されている。洗浄制御部25は、洗浄液供給部24、ガス供給部26および開閉弁28,30を制御し、特に後述する主制御部70からの指示の下で洗浄液およびガスの流量を個別的かつ任意に制御できるようになっている。
【0029】
開口部12と洗浄機構16との間の区間は、ハウジング10の内壁がプライミングローラ14の外周面と接触しない程度の僅かな隙間を残して近接し、ミスト遮蔽部32となっている。プライミングローラ14を洗浄する時に2流体ジェットノズル18の周囲で発生するミストは、ミスト遮蔽部32の隙間を通って開口部12側へ出ることはなく、そこで遮断されるようになっている。
【0030】
ハウジング10内には、プライミングローラ14を中心にしてミスト遮蔽部32および洗浄機構16の反対側に、ミスト引き込み部34、吸引口36および強制乾燥部38が設けられている。
【0031】
ミスト引き込み部34は、好ましくは、プライミングローラ14の頂部を基準位置P0(0°)として正回転の周回方向で回転角位置180°〜270°の区間内に設けられる。図示の構成例のミスト引き込み部34は、該区間内でハウジング10の内壁とプライミングローラ14の外周面との間に形成されたミスト引き込み用の隙間40を有している。
【0032】
強制乾燥部38は、好ましくは、ミスト引き込み部34よりも下流側で回転角位置270°〜360°の区間内に設けられる。図示の構成例の強制乾燥部38は、該区間内でハウジング10の内壁とプライミングローラ14の外周面との間に形成された液切り用の隙間42を有している。
【0033】
吸引口36は、バキューム通路44およびバキューム管46を介して、たとえば真空ポンプまたは吸気ファン(図示せず)およびミストトラップまたはフィルタ等を有するバキューム装置48に通じている。バキューム通路44の終端付近には、排気弁制御部50によって開閉制御される排気ダンパ52が設けられている。バキューム装置48をオンにして、排気ダンパ52を開状態にすると、ミスト引き込み部34および強制乾燥部38が作動し、ミスト引き込み用の隙間40および液切り用の隙間42に外から吸気口36に向ってミスト引き込み用の気流および液切り用の気流がそれぞれ流れるようになっている。排気ダンパ52を閉じると、バキューム装置48がオンしていても、吸気口36にはバキュームが及ばず、ミスト引き込み部34および強制乾燥部38はオフ状態になる。
【0034】
このプライミング処理装置において、プライミングローラ14の周囲を強制的に排気するための排気機構45は、上記のようにミスト引き込み部34、吸引口36、強制乾燥部38、バキューム装置48、排気弁制御部50および排気ダンパ52を備えている。
【0035】
ハウジング10の底には、プライミングローラ14の真下の位置にドレイン口54が形成されている。このドレイン口54は排液管56を介してドレインタンク58に通じている。
【0036】
このプライミング処理装置において、プライミングローラ14を回転させるための回転機構65は、モータ60、回転制御部62およびエンコーダ64を備えている。モータ60は、好ましくはサーボモータからなり、その回転駆動軸はたとえばプーリや伝動ベルト等の伝動機構(図示せず)を介してプライミングローラ14の回転軸に接続されている。回転制御部62は、モータ60の基本動作(回転、停止、速度制御等)だけでなく、エンコーダ64を通じてモータ60の回転量および回転角度位置を任意に制御できるようになっている。
【0037】
このプライミング処理装置には、プライミングローラ14上のレジスト膜の膜厚を測定するための膜厚測定部67が設けられている。膜厚測定部67は、膜厚センサ66および膜厚演算部68を有している。
【0038】
膜厚センサ66は、スリットノズル72と干渉を起こさないように開口部12の近傍に設置または配置され、その位置から真向かいのプライミングローラ14の外周面上に付着しているレジスト液膜の膜厚を非接触式つまり光学式で測定する。別の構成例として、膜厚センサ66をたとえば支持アーム等で可動に支持し、スリットノズル72がハウジング10の開口部12から遠ざかっているときに、膜厚センサ66を開口部12の上に位置合わせしてもよい。
【0039】
膜厚演算部68は、膜厚センサ66の出力信号を入力して、プライミングローラ14上のレジスト液膜の膜厚測定値を演算する。好ましくは、プライミングローラ14の軸方向に一定間隔で複数個の膜厚センサ66が一列に配置され、プライミングローラ14の周回方向だけでなく軸方向においてもレジスト液膜の膜厚分布特性を測定できるようになっている。膜厚測定部67で得られる膜厚測定値ないし膜厚分布特性測定値は、主制御部70に送られる。
【0040】
主制御部70は、所定のソフトウェアにしたがって動作するマイクロコンピュータを含み、このプライミング処理装置内の洗浄機構16、排気機構45、回転機構65および膜厚測定部67の動作を統括して制御する。図示の構成例では、主制御部70が、バキューム装置48、膜厚センサ66および膜厚演算部68の各動作を直接制御するとともに、洗浄制御部25、排気弁制御部50および回転制御部62を通じて2流体ジェットノズル18、排気ダンパ52およびモータ60の各動作を制御する。さらに、主制御部70は、回転機構65の回転制御部62を通じてプライミングローラ14の回転量および回転角位置を把握ないし制御できるようになっている。
【0041】
また、主制御部70は、このプライミング処理装置内の全体のシーケンスを統括して制御するとともに、少なくともプライミング処理に関しては、当該レジスト塗布装置に備わっているレジスト塗布処理用のスリットノズル72の一切の動作を制御するようになっている。
【0042】
すなわち、当該レジスト塗布装置において、スリットノズル72は、ノズル移動機構74によって支持され、かつ予め設定されたスペース内で任意の位置に搬送され、任意の位置に位置決めされるようになっている。また、スリットノズル72には、レジスト供給部76よりレジスト供給管78を介してレジスト液が供給される。ここで、レジスト供給管78には開閉弁80が設けられている。プライミング処理に関しては、主制御部70が、ノズル移動機構74、レジスト供給部76、開閉弁80を通じて、スリットノズル72の移動や位置決め、およびレジスト液吐出動作を制御するようになっている。
[プライミング処理方法の第1の実施例]
【0043】
次に、図2〜図11につき、このプライミング処理装置で実施可能なプライミング処理方法の第1の実施例を説明する。
【0044】
このプライミング処理装置が組み込まれる当該レジスト塗布装置においては、塗布ステージ上で基板一枚分の塗布処理が終了する度毎に次の塗布処理の下準備としてこのプライミング処理装置で1回分のプライミング処理が行われる。
【0045】
図2に、プライミングローラ14の外周面が全周にわたり清浄な状態にリセットされてから最初(1回目)のプライミング処理が行われるときの各段階を示す。図3に、1回分のプライミング処理動作におけるプライミングローラ14の回転速度特性を時間軸上の波形で示す。
【0046】
このプライミング処理では、先ず、図1に示すように、スリットノズル72の吐出口がプライミングローラ14の頂部と所定のギャップ(たとえば数十〜数百μm)を隔てて平行に対向するように、ノズル移動機構74を通じてスリットノズル72を位置決めする。この場面では、洗浄機構16はもちろん、排気機構45も止めたままにしておく。
【0047】
次に、図2のI(吐出・放置)に示すように、プライミングローラ14を静止させたまま、レジスト供給部76を通じてスリットノズル72に所定時間(t0〜t1:たとえば1秒間)を費やして一定量のレジスト液Rを吐出させ、その直後に所定時間(t1〜t2:たとえば3秒間)そのまま放置する。スリットノズル72より吐出されたレジスト液Rは、放置時間(t1〜t2)中にスリットノズル72の吐出口付近およびプライミングローラ14の頂部付近でノズル長手方向およびローラ周回方向で周囲に広がる。
【0048】
次いで、回転機構65により所定のタイミング(図3の時点t2)でプライミングローラ14に正方向の回転動作を開始させ、図2のII(巻き取り)に示すように、レジスト液Rをスリットノズル72の背面下部72aに回り込ませるようにして、プライミングローラ14の外周面上に設定された第1の分割領域14(1)にレジスト液Rを巻き取る。ここで、レジスト液Rを巻き取るときのローラ回転速度Vaは、レジスト液Rの液膜を早急に断ち切ってしまわないような比較的低い速度が好ましく、たとえば周速度で数10mm/秒に選ばれる。
【0049】
次いで、所定のタイミング(図3の時点t3)でプライミングローラ14の回転速度を一気に上げる。これによって、図2のIII(切り離し)に示すように、レジスト液Rの液膜が切り離されて、スリットノズル72側とプライミングローラ14側とに分かれる。この際、スリットノズル72を上昇させると、レジスト液膜の分離を所定の部位でより円滑かつ確実に行うことができる。こうして、スリットノズル72には、ノズル吐出口から背面下端部72aにかけてレジスト液の液膜RFが残る。
【0050】
一方、プライミングローラ14の外周面上には、上記のようにして巻き取られたレジスト液の液膜RM1が第1のレジスト液膜(塗布液膜)として残る。ここで、プライミングローラ14の正回転方向において第の1レジスト液膜RM1の前端部に断面瘤状の液溜まり部m1が生じる傾向がある。
【0051】
たとえば、プライミングローラ14の外周面を周回方向で4等分に分割して各分割領域14(n) (n=1〜4)を1回分のプライミング処理に充てる場合、各分割領域14(n)に形成される各レジスト液膜RMnの周回方向巻き取りサイズは、回転角度範囲でたとえば75°〜85°のサイズに設定することができる。
【0052】
こうしてスリットノズル72から第1のレジスト液膜RM1を切り離した後は、プライミングローラ14の回転を止めずに、第1のレジスト液膜RM1を図2のIV(停止・待機)に示すような第1の待機用回転角位置<P1>まで回転移動させ、そこでプライミングローラ14の回転を停止させる。
【0053】
この場合、レジスト液膜RM1を切り離してから停止するまで(t4〜t5)のプライミングローラ14の回転速度特性は、任意に設定可能であるが、図3に示すように切り離し速度Vbよりも一段高い速度Vcに上げてから一定のレート(負の加速度)で減速させる特性に定型化するのが好ましい。
【0054】
こうして、回転運動中のプライミングローラ14上で第1のレジスト液膜RM1(特に液溜まり部m1)からレジスト液が重力で垂れることなく、つまりプライミングローラ14の外周面上の他の分割領域(未使用領域)を汚すことなく、第1のレジスト液膜RM1を第1の待機用回転角位置<P1>まで安定に移動させることができる。
【0055】
すなわち、レジスト液膜RMnを切り離した直後に、プライミングローラ14の回転を止めたならば、レジスト液膜RMnには重力によって周回方向下向きの力が持続的に働いて、プライミングローラ14の外周面上でレジスト液膜RMnが下または前方に垂れる。スリットノズルを使用するスピンレス塗布法では、通常20cp以下の低粘度レジスト液が使用されるため、プライミングローラ上で上記のようなレジスト液膜の液垂れが生じやすい。しかるに、この実施例では、プライミングローラ14の回転を止めずにそのまま継続させることによって、レジスト液膜RMnに働く重力の作用(液垂れを誘引する力)を実質的にキャンセルし、プライミングローラ14上に巻き取ったレジスト液膜RMnを液垂れで広げることなく表面張力で所定の領域(分割領域)内に止めておくことができる。
【0056】
第1の待機用回転角位置<P1>として、好ましくは、図2のIV(停止・待機)に示すように、第1のレジスト液膜RM1の中心がローラ最下部(180°)に着く位置を選定することができる。この場合、プライミングローラ14の正回転の周回方向において、第1のレジスト液膜RM1の前端は225°の回転角位置よりも上流側に収まり、第1のレジスト液膜RM1の後端は135°の回転角位置よりも下流側に収まる。
【0057】
この第1の待機用回転角位置<P1>で第1のレジスト液膜RM1を静止させておくことにより、たとえ第1のレジスト液膜RM1の中で液の移動があっても、特に液溜まり部m1から低位の部位へレジスト液の移動があっても、第1のレジスト液膜RM1の膜厚が均される方向に作用するだけであり、隣の分割領域(未使用領域)へはみ出ることはない。
【0058】
こうして、第1のレジスト液膜RM1は、次回(2回目)のプライミング処理が行われるまで、プライミングローラ14上の第1の待機用回転角位置<P1>で静止した状態で所定時間(t4〜t5:たとえば40〜50秒間)周囲の空気または自然乾燥に晒される。
【0059】
この間に、スリットノズル72は、ノズル移動機構74によって塗布ステージへ送られ、そこで基板一枚分のレジスト塗布処理に供される。そして、レジスト塗布処理を終えると、スリットノズル72は、再びこのプライミング処理装置へ戻ってきて、図1に示すように、その吐出口がプライミングローラ14の頂部に対して所定のギャップを隔てて平行に対向するように位置決めされる。
【0060】
図4に、2回目のプライミング処理が行われるときの各段階を示す。好ましくは、プライミングローラ14の外周面上で第1のレジスト液膜RM1の下流側隣の分割領域14(2)が2回目のプライミング処理に充てられる。このために、2回目のプライミング処理を開始する直前に、プライミングローラ14を所定の回転角だけ正方向に回転させておく。
【0061】
この2回目のプライミング処理では、図4のI(吐出・放置)に示すように、プライミングローラ14の外周面上の分割領域14(2)(より正確には、この分割領域の前端部)をプライミングローラ14の頂部に位置させ、1回目のプライミング処理のときと全く同じ動作およびタイミングで、スリットノズル72に一定量のレジスト液Rを吐出させ、直後に所定時間そのまま放置する。
【0062】
次いで、図4に示すように、やはり1回目のプライミング処理のときと同じ動作およびタイミングで、レジスト液Rの巻き取り(II)、切り離し(III)、停止・待機(IV)の各工程が順次行われる。
【0063】
この場合も、1回目のプライミング処理のときと同様に、巻き取り(II)および切り離し(III)の工程により、プライミングローラ14の外周面上に所定の周回方向サイズ(回転角度範囲で75°〜85°)でレジスト液Rが巻き取られて第2のレジスト液膜RM2が形成される。そして、プライミングローラ14の回転をそのまま継続して切り離し(III)の位置から第2の待機用回転角位置<P2>まで第2のレジスト液膜RM2を移動させる。
【0064】
こうして、回転運動中のプライミングローラ14上で第2のレジスト液膜RM2(特に液溜まり部m2)からレジスト液が重力で垂れることなく、第2レジスト液膜RM2を第2の待機用回転角位置<P2>まで安定に移動させることができる。
【0065】
第2の待機用回転角位置<P2>も、好ましくは、図4のIV(停止・待機)に示すように、第2のレジスト液膜RM2の中心がローラ最下部(180°)に来る位置を選定することができる。この場合、プライミングローラ14の正回転の周回方向において、第2のレジスト液膜RM2の前端は回転角225°の位置よりも下流側に収まり、第2のレジスト液膜RM2の後端は135°の回転角位置よりも上流側に収まる。この第2の待機用回転角位置<P2>で第2のレジスト液膜RM2を静止させておくことにより、たとえ第2のレジスト液膜RM2の中で液の移動があっても、隣の分割領域(未使用領域)へはみ出ることはない。
【0066】
なお、第1のレジスト液膜RM1は、プライミングローラ14の正回転の周回方向において第2のレジスト液膜RM2の上流側隣、つまり回転角位置45°〜135°の範囲内で待機することなる。ここで、第1のレジスト液膜RM1は、1回目のプライミング処理が終了した時から2回目のプライミング処理が開始されるまでの間に、第1の待機用回転角位置<P1>で自然乾燥を受けていたために、その液膜表面がある程度乾いており、第1の待機用回転角位置<P1>から外れた位置(45°〜135°の範囲内)で静止しても液垂れを起こし難くなっている。また、仮に、プライミングローラ14上で、第1のレジスト液膜RM1の前端部(液溜まり部m1)から低位の場所(第2のレジスト液膜RM2の後端部側)へレジスト液の移動(液垂れ)があるとしても、その場所は使用済みの分割領域14(1)〜14(2)内であり、何の支障も生じない(未使用領域を汚すことはない)。
【0067】
3回目のプライミング処理も、図示省略するが、上述した1回目および2回目のプライミング処理と全く同じ手順および動作で行われる。結果として、プライミングローラ14上で、第1および第2のレジスト液膜RM1,RM2とは異なる領域に、通常は正回転の周回方向において第2のレジスト液膜RM2の下流側隣の分割領域14(3)に、3回目のプライミング処理に付随した残存物として第3のレジスト液膜RM3が所定の周回方向サイズ(75°〜85°)で形成される。この第3のレジスト液膜RM3は、プライミングローラ14の巻き取られた直後にローラ最下部(180°)付近に設定された第3の待機用回転角位置<P3>に移動し、そこで自然乾燥を受ける。
【0068】
図示省略するが、プライミングローラ14上で、第3のレジスト液膜RM3がローラ最下部(180°)の第3の待機用回転角位置<P3>で待機する間、第2のレジスト液膜RM2は第3のレジスト液膜RM3の上流側隣つまり回転角位置45°〜135°の領域内で待機し、第1のレジスト液膜RM1は第2のレジスト液膜RM1の上流側隣つまり回転角位置45°〜45°の領域内で待機することになる。
【0069】
この場合、第2レジスト液膜RM2については、上述したような2回目のプライミング処理後の第1のレジスト液膜RM1と同じことがあてはまり、液垂れの問題はない。また、第1レジスト液膜RM1は、その中心部がローラ最上部に位置し、その後端部が隣の未使用領域つまり第4の分割領域14(4)よりも高位置になる。しかし、第1のレジスト液膜RM1は相当長時間(通常100秒以上)の自然乾燥に晒されてきているので、第1のレジスト液膜RM1の後端部から隣の未使用領域(第4の分割領域14(4))へ液が垂れることはない。
【0070】
この第1の実施例では、プライミングローラ14の外周面が全周にわたり清浄な状態にリセットされてから所定回数たとえば4回のプライミング処理を続けて行った後に、プライミングローラ14の一括洗浄(外周面全周の清浄化)を行うようにしている。
【0071】
図5に、プライミングローラ14の一周内で最後(4回目)のプライミング処理および直後の一括洗浄処理が行われるときの各段階を示す。図6に、図5のプライミング処理動作および一括洗浄処理動作におけるプライミングローラ14の回転速度特性を時間軸上の波形で示す。
【0072】
最終回(4回目)のプライミング処理でも、図5に示すように、レジスト液Rの吐出・放置(I)、レジスト液膜RM4の巻き取り(II)および切り離し(III)の各工程は1回目〜3回目の各プライミング処理のときと同じであり、プライミングローラ14の外周面上には第3のレジスト液膜RM3の下流側隣の第4分割領域14(4)に第4のレジスト液膜RM4が巻き取られる。
【0073】
しかし、切り離し(III)の後は、停止・待機(IV)の工程をスキップして、プライミングローラ14の回転を継続したまま、洗浄(V)の工程に移行する。この洗浄(V)の工程では、洗浄機構16および排気機構45を作動させる。
【0074】
なお、洗浄(V)の工程を開始する前に、主制御部70は、回転機構65および膜厚測定部67を通じて、プライミングローラ14上に付着しているレジスト液膜RM1,RM2,RM3,RM4の範囲(面積)および膜厚を測定し、その測定結果に基づいて洗浄(V)の工程における洗浄液の使用量を演算によって決定する。たとえば、プライミングローラ14上に付着している全てのレジスト液膜の総レジスト量(範囲×膜厚)を基準値とし、洗浄液使用量をその基準値(総レジスト量)に等しい値に決定してよい。
【0075】
また、レジスト液膜測定に関しては、通常はプライミングローラ14上で同じプライミング処理が繰り返されるので、各分割領域14(n)に付着しているレジスト液膜RMnの範囲および膜厚は同じであるとみなし、その中の一つ、たとえば第1のレジスト液膜RM1の範囲(面積)および膜厚だけの測定で済ましてもよい。
【0076】
洗浄(V)の工程における好適な一態様として、主制御部70は、2流体ジェットノズル18がプライミングローラ14の外周面の中でレジスト液膜RM1〜M4が付着している領域または部位のみに洗浄液およびエアの2流体ジェット流を噴き付けるように、回転機構65と洗浄機構16とを連動(連携)させて制御する。ここで、洗浄液の流量ないし使用量は、上記のようなレジスト膜測定に基づいて決定されたものである。
【0077】
こうして、2流体ジェットノズル18より噴射される2流体ジェット流の強い衝撃力により、プライミングローラ14の外周面上に付着したばかりの第4レジスト液膜RM4はもちろん自然乾燥によって生乾きまたは半乾き状態になっている他の全てのレジスト液膜RM1,RM2,RM3も容易に洗い落とされ、その多くは洗浄液に混じって直下のドレイン口54へ落下し、残りはミストmaに変じて付近に飛散する。こうして一括洗浄中に2流体ジェットノズル18の周囲で発生するミストmaのうち上方へ舞い上がったものは、ミスト遮蔽部32に遮られ、ハウジング10の開口部12側に出ることはほとんどない。
【0078】
一方、排気機構45では、排気ダンパ52が開いて、バキューム装置48からのバキュームがバキューム管46、バキューム通路44および吸引口36を介してミスト引き込み部34および強制乾燥部38に供給される。
【0079】
図7に示すように、ミスト引き込み部34は、2流体ジェットノズル18の周囲で発生するミストmaを隙間40の下端から中に吸い込み、隙間40の中でミストmaをプライミングローラ14の外周面に沿って回転方向に流し、隙間40の上端から吸引口36に出たミストmaをバキューム装置48へ送る。強制乾燥部38は、開口部12を介して上方の大気空間よりエアを隙間42の中に吸い込んで、隙間42の中でエアをプライミングローラ14の外周に沿って回転方向と逆向きに流し、プライミングローラ14の外周面に残っている液をエアの圧力で削ぎ落として液滴化し、隙間42の下端から吸引口36に出たミストmbをバキューム装置48へ送る。このように、バキュームを利用してプライミングローラ14の外周面に対して回転方向と逆向きのエア流を当てて液切りし、その液切りで発生したミストmbをそのままバキュームで回収するので、乾燥効率が高いうえミストの飛散を防止することができる。
【0080】
上記のような洗浄(V)の工程を開始してから所定時間が経過した時(図6の時点tG)に洗浄機構16をオフして、2流体ジェット洗浄を止める。その後は、プライミングローラ14を連続回転させたまま排気機構45(ミスト引き込み部34および強制乾燥部38)の動作だけを継続させ、プライミングローラ14の外周面を全周に亘りバキュームの力で乾かす強制乾燥(VI)の工程に切り換える。そして、所定時間の経過後に排気ダンパ52を閉じて排気機構45をオフにして乾燥処理を停止し、これで一括洗浄処理の全工程を終了する。
【0081】
なお、タクトを揃える観点から、一括洗浄処理において洗浄(V)および強制乾燥(VI)を合わせた全処理時間(図6のt4〜tH)が、移動・待機(IV)の所要時間(図3のt4〜t6)と同じ長さ(たとえば60秒)に設定されるのが好ましい。この場合、洗浄(V)の処理時間(図6のt4〜tG)がたとえば20秒に設定され、強制乾燥(VI)の処理時間(図6のtG〜tH)がたとえば40秒に設定されてよい。
【0082】
上述したように、この第1の実施例によれば、プライミングローラ14の外周面をその周回方向に複数(たとえば4つ)に分割してそれらの分割領域14(1)〜14(4)を連続する所定回数(4回)のプライミング処理にそれぞれ割り当てて使用する。そして、最終回(4回目)のプライミング処理を除く各プライミング処理においては、各レジスト液膜RMnをプライミングローラ14上に巻き取った直後に特別な待機用回転角位置<Pn>へ着かせて、次のプライミング処理が行われるまでその待機用回転角位置<Pn>で待機させることによって、各レジスト液膜RMn(特に液溜め部mn)からの液垂れを防止して自然乾燥の生乾きまたは半乾き状態にすることができる。
【0083】
このように、プライミングローラ14上で、レジスト液膜RMnの液垂れを防止できるので、隣の未使用分割領域を汚すおそれはなく、したがって後続のプライミング処理が前のプライミング処理によって影響を受けることはなく、プライミング処理の再現性および信頼性を向上させることができる。
【0084】
また、プライミングローラ14上に付着したレジスト液膜RMnは自然乾燥による生乾き状態のレジスト液膜として、あるいは完全な液状状態で洗浄されるので、洗い落としが容易であり、洗浄機構16の負担を軽減し、洗浄液の使用量を少なくすることができる。
【0085】
さらに、一括洗浄では、プライミングローラ14の外周面のうちレジスト液膜RM1,RM2,RM3,RM4が付着している領域のみに適量の洗浄液を噴き付けるので、洗浄液の使用量を一層削減することができる。
【0086】
なお、図示の例では、プライミングローラ14の外周面を周回方向で4等分に分割し、1回のプライミング処理における周回方向のレジスト液巻き取りサイズを75°〜85°とした。しかし、任意の分割数および巻き取りサイズが可能であり、たとえば1回当たりの周回方向巻き取りサイズを72°以下で済まし、プライミングローラ14の外周面を5分割して5回連続使用することも可能である。
【0087】
また、待機用回転角位置<Pn>に関する別の好適な例として、たとえば図8(1回目のプライミング処理)および図9(2回目のプライミング処理)に示すように、プライミングローラ14の外周面に巻き取られて切り取られた直後のレジスト液膜RMnの前端がローラ最下部に着くような回転角位置を設定することも可能である。図示のような待機用回転角位置<Pn>でレジスト液膜RMnを待機(静止)させておくことにより、たとえ当該レジスト液膜RM1の中で液の移動があっても、最下位の液溜まり部mnに集まり(止まり)、下流側隣の分割領域(未使用領域)へはみ出ることはない。
【0088】
要するに、基本的に、待機用回転角位置<Pn>は、レジスト液膜RMnの中心がローラ最下部に着く回転角位置(図2、図4)と、レジスト液膜RMnの前端がローラ最下部に着く回転角位置(図8、図9)との範囲内に設定されるのが好ましい。
【0089】
待機用回転角位置<Pn>に関する更に別の好適な例として、たとえば図10(1回目のプライミング処理)および図11(2回目のプライミング処理)に示すように、プライミングローラ14の外周面に巻き取られて切り取られた直後のレジスト液膜RMnの前端がローラ最上部に着くような回転角位置を設定することも可能である。図示のような待機用回転角位置<Pn>でレジスト液膜RMnを待機(静止)させておくことにより、最も液垂れを起こしやすい液溜まり部mnが略水平なローラ頂面に載っているため、そこから下流側隣の分割領域(未使用領域)へはみ出ることはない。
[プライミング処理方法の第2の方式]
【0090】
次に、図12および図13につき、このプライミング処理装置で実施可能なプライミング処理方法の第2の方式を説明する。
【0091】
図12に、第2の方式において、プライミングローラ14上で1回目のプライミング処理が行われるときの各段階を示す。図13に、1回分のプライミング処理動作におけるプライミングローラ14の回転速度特性を時間軸上の波形で示す。
【0092】
この第2の方式は、プライミングローラ14の外周面に巻き取られるレジスト液膜RMnの前端部に液溜め部mnを生じさせないことを特徴とする。そのための手法として、レジスト吐出工程(I)の直後に、しばらくそのまま放置するのではなくて、図12のIIAに示すように、先ずプライミングローラ14を巻き取り速度Vaよりも低い速度(たとえば周速度で10mm/秒以下)Veで所定の回転角(たとえば30°〜50°)または所定時間(図13のt1〜tN:たとえば約1.5秒)だけ正方向に回転させる。次に、つまりプライミングローラ14の低速正回転を停止させた後、図12のIIBに示すように、プライミングローラ14を今度は同一または同程度の低速度Vfで略同一の回転角または所定時間(図13のtN〜t2:たとえば約1.5秒)だけ逆方向に回転させる。
【0093】
このようなプライミングローラ14の好ましくは低速の往復回転運動によって、レジストノズル72よりプライミングローラ14上に吐出されたばかりのレジスト液Rがレジストノズル72の吐出部(下端面)によりローラ周回方向で均され、液膜端部に液溜まり(mn)が生じ難くなる。また、付随的効果として、レジストノズル72において、その吐出口付近に形成されるレジスト液のビードの均一性が向上する。
【0094】
こうして、レジストノズル72の吐出口回りでレジスト液Rをローラ周回方向において(更にはノズル長手方向においても)十全に均してから、上述した第1の実施例と同様の動作およびタイミングで、巻き取り動作(III)、切り離し(IV)、および待機用回転角位置<Pn>への移動・停止(V)の各工程を実行する。その結果、プライミングローラ14上には液溜まり(mn)の無い平坦なレジスト液膜RMnが巻き取られ、この平坦なレジスト液膜RMnが待機用回転角位置<Pn>で自然乾燥に晒される。
【0095】
この第2の方式において、プライミングローラ14上に形成されるレジスト液膜RMnは、待機用回転角位置<Pn>へ移動する途中で液垂れを起こさないのはもちろん、液溜まり(mn)が無いので、待機用回転角位置<Pn>で停止した時ないし静止した状態でも液垂れを一層起こし難くなっている。つまり、待機用回転角位置<Pn>の設定範囲を拡張できる効果が得られる。たとえば、図12に示すように、レジスト液膜RMnの前端がローラ最下部に着く位置<APn>はもちろん、限界位置としてレジスト液膜RMnの前端が270°の回転角位置に着く位置<BPn>でも液垂れを起こさないようにすることが可能である。
【0096】
この第2の方式の変形例として、特にプライミングローラ14の往復回転動作(IIA,IIB)に関する変形例として、往復回数を2回以上とすること、逆回転から先に行うこと、正回転動作と逆回転動作の条件(速度、時間、移動距離等)を独立に設定すること等が可能である。
[プライミング処理方法の第2の実施例]
【0097】
次に、図14および図15につき、このプライミング処理装置で実施可能なプライミング処理方法の第2の実施例を説明する。
【0098】
図14に、第2の実施例において、プライミングローラ14上で1回目のプライミング処理が行われるときの各段階を示す。図15に、1回分のプライミング処理動作におけるプライミングローラ14の回転速度特性を時間軸上の波形で示す。
【0099】
この第2の実施例は、プライミングローラ14上にレジスト液膜RMnを巻き取って切り離した直後に、プライミングローラ14の回転運動をそのまま一定速度(たとえば切り離し速度Vaと同じ速度)で所定時間(図15のt4〜tJ:好ましくは10秒以上)継続させる継続回転の動作(Q)を行ってから、最後に(図15のtJ〜tKで)所定の待機用回転角位置<Pn>へ着ける動作(IV)を行う。
【0100】
継続回転動作(Q)の間は、排気機構45は止めておく。すなわち、排気機構45をオンにしてプライミングローラ14を回転させると、プライミングローラ14上のレジスト液膜RM1が強制乾燥部38の隙間42の中で逆風による大きなストレスを受けて、膜厚均一性を低下させやすい。特に、強制乾燥部38の隙間42内でレジスト液膜RMnに加わる逆風の圧力に軸方向でばらつきがあると、レジスト液膜RMnの表面に周回方向に延びる筋状の凹凸が付きやすい。排気機構45を止めておけば、プライミングローラ14の回転中にその外周面上のレジスト液膜RMnは隙間42を通過する時でも逆風の圧力を受けることはなく、大気中に静止状態で放置されていた場合と同等の自然乾燥をより効果的に受けられる。
【0101】
この第2の実施例においても、プライミングローラ14上に形成されるレジスト液膜RMnは、継続回転動作(Q)の間に液垂れを起こさないのはもちろん、回転運動中に前端の液溜まり部(mn)がある程度均されることによって、待機用回転角位置<Pn>で停止した時ないし静止した状態でも液垂れを一層起こし難くなっている。つまり、第2の実施例と同様に、待機用回転角位置<Pn>の設定範囲を拡張できる効果が得られる。たとえば、図14に示すように、レジスト液膜RMnの前端がローラ最下部に着く位置<APn>はもちろん、限界位置としてレジスト液膜RMnの前端が270°の回転角位置に着く位置<BPn>でも液垂れを起こさないようにすることが可能である。
[他の実施例]
【0102】
この第2の実施例を上記第1の実施例と組み合わせることも可能であり、その場合は相乗作用によって液垂れ防止効果を一層向上させることができる。
【0103】
一括洗浄処理においては、洗浄液の使用量は増えるが、プライミングローラ14の外周面全周に洗浄液を噴き付けることも可能である。
【0104】
プライミング処理装置内の各部の構成または機能も上述した実施形態のものに限定されない。たとえば、洗浄機構16において2流体ジェットノズル以外の洗浄ツールたとえばスクレーパも使用または併用可能であり、排気機構45の各部、特に強制乾燥部38の構成を種種変形することができる。
【0105】
本発明における塗布液としては、レジスト液以外にも、たとえば層間絶縁材料、誘電体材料、配線材料等の塗布液も可能であり、各種薬液、現像液やリンス液等も可能である。本発明における被処理基板はLCD基板に限らず、他のフラットパネルディスプレイ用基板、半導体ウエハ、CD基板、フォトマスク、プリント基板等も可能である。
【符号の説明】
【0106】
14 プライミングローラ
16 洗浄機構
18 洗浄ノズル
24 洗浄液供給部
25 洗浄制御部
48 バキューム装置
60 モータ
62 回転制御部
65 回転機構
66 膜厚センサ
68 膜厚演算部
70 主制御部
【特許請求の範囲】
【請求項1】
長尺形のスリットノズルを用いて被処理基板上に塗布液を塗布する塗布処理において前記スリットノズルの吐出口付近に塗布処理の下準備として塗布液の液膜を形成するためのプライミング処理方法であって、
1回分の第1のプライミング処理のために、水平に配置された円筒状または円柱状のプライミングローラの頂部に対して所定のギャップを隔てて前記スリットノズルの吐出口を平行に対向させ、前記スリットノズルに一定量の塗布液を吐出させる第1の工程と、
前記塗布液の吐出直後に前記プライミングローラを静止させた状態で所定時間そのまま放置する第2の工程と、
前記プライミングローラを回転させて、前記プライミングローラの外周面上に吐出された前記塗布液の一部を第1の塗布液膜として巻き取る第3の工程と、
前記プライミングローラの外周面上に巻き取られた前記第1の塗布液膜を次回のプライミング処理が行われる時まで待機させておくための第1の待機用回転角位置に着かせて、前記プライミングローラの回転を停止させる第4の工程と、
前記第1の待機用回転角位置で前記プライミングローラ上の前記第1の塗布液膜を自然乾燥させる第5の工程と、
前記プライミングローラ上の前記第1の塗布液膜を洗浄により除去する第6の工程と、
前記第3の工程と前記第4の工程との間で、前記第1の塗布液膜の自然乾燥を促すために、前記第3の工程で開始した前記プライミングローラの回転をそのまま所定時間継続させる第7の工程と
を有するプライミング処理方法。
【請求項2】
別の1回分の第2のプライミング処理のために、前記プライミングローラを所定角度だけ回転させることによって、前記第1の塗布液膜を外して前記プライミングローラの頂部に対して所定のギャップを隔てて前記スリットノズルの吐出口を平行に対向させ、前記スリットノズルに一定量の塗布液を吐出させる第8の工程と、
前記塗布液の吐出直後に前記プライミングローラを静止させた状態で所定時間そのまま放置する第9の工程と、
前記プライミングローラを回転させて、前記プライミングローラの外周面上に吐出された前記塗布液の一部を第2の塗布液膜として巻き取る第10の工程と、
前記プライミングローラの外周面上に巻き取られた前記第2の塗布液膜を次回のプライミング処理が行われる時まで待機させておくための第2の待機用回転角位置に着かせて、前記プライミングローラの回転を停止させる第11の工程と、
前記第2の待機用回転角位置で前記プライミングローラ上の前記第2の塗布液膜を自然乾燥させる第12の工程と
有し、
前記第6の工程において、前記プライミングローラ上の前記第1および第2の塗布液膜を洗浄によって一括除去する、
請求項1に記載のプライミング処理方法。
【請求項3】
前記第10の工程と前記第11の工程との間で、前記第2の塗布液膜の自然乾燥を促すために、前記第10の工程で開始した前記プライミングローラの回転をそのまま所定時間継続させる第13の工程を有する、請求項2に記載のプライミング処理方法。
【請求項4】
前記第2のプライミング処理が前記第1のプライミング処理の次に行われるプライミング処理であるときは、前記プライミングローラの正回転の周回方向において前記第2の塗布液膜が前記第1の塗布液膜の下流側隣に形成されるように、前記第2のプライミング処理のために前記プライミングローラの外周面上の所定の領域が充てられる、請求項2または請求項3に記載のプライミング処理方法。
【請求項5】
長尺形のスリットノズルを用いて被処理基板上に塗布液を塗布する塗布処理において前記スリットノズルの吐出口付近に塗布処理の下準備として塗布液の液膜を形成するためのプライミング処理方法であって、
1回分の第1のプライミング処理のために、水平に配置された円筒状または円柱状のプライミングローラの頂部に対して所定のギャップを隔てて前記スリットノズルの吐出口を平行に対向させ、前記スリットノズルに一定量の塗布液を吐出させる第1の工程と、
前記塗布液の吐出直後に前記プライミングローラを静止させた状態で所定時間そのまま放置する第2の工程と、
前記プライミングローラを回転させて、前記プライミングローラの外周面上に吐出された前記塗布液の一部を第1の塗布液膜として巻き取る第3の工程と、
前記第1の塗布液膜を巻き取った後も前記プライミングローラをそのまま回転させて、前記プライミングローラの外周面上に巻き取られた前記第1の塗布液膜を次回のプライミング処理が行われる時まで待機させておくための第1の待機用回転角位置に着かせ、そこで前記プライミングローラの回転を停止させる第4の工程と、
前記第1の待機用回転角位置で前記プライミングローラ上の前記第1の塗布液膜を自然乾燥させる第5の工程と、
前記プライミングローラ上の前記第1の塗布液膜を洗浄によって除去する第6の工程と
を有し、
前記第6の工程において、前記プライミングローラを回転させながら、前記プライミングローラの外周面のうち塗布膜液が付着している領域のみに洗浄液を噴き付ける、
プライミング処理方法。
【請求項6】
長尺形のスリットノズルを用いて被処理基板上に塗布液を塗布する塗布処理において前記スリットノズルの吐出口付近に塗布処理の下準備として塗布液の液膜を形成するためのプライミング処理方法であって、
1回分の第1のプライミング処理のために、水平に配置された円筒状または円柱状のプライミングローラの頂部に対して所定のギャップを隔てて前記スリットノズルの吐出口を平行に対向させ、前記スリットノズルに一定量の塗布液を吐出させる第1の工程と、
前記塗布液の吐出直後に前記プライミングローラを静止させた状態で所定時間そのまま放置する第2の工程と、
前記プライミングローラを回転させて、前記プライミングローラの外周面上に吐出された前記塗布液の一部を第1の塗布液膜として巻き取る第3の工程と、
前記第1の塗布液膜を巻き取った後も前記プライミングローラをそのまま回転させて、前記プライミングローラの外周面上に巻き取られた前記第1の塗布液膜を次回のプライミング処理が行われる時まで待機させておくための第1の待機用回転角位置に着かせ、そこで前記プライミングローラの回転を停止させる第4の工程と、
前記第1の待機用回転角位置で前記プライミングローラ上の前記第1の塗布液膜を自然乾燥させる第5の工程と、
前記プライミングローラ上の前記第1の塗布液膜を洗浄によって除去する第6の工程と
を有し、
前記第6の工程に先立って、前記プライミングローラの外周面上に付着している塗布液膜の範囲および膜厚を測定し、その測定結果に基づいて前記第6の工程における洗浄液の使用量を決定する、
プライミング処理方法。
【請求項7】
長尺形のスリットノズルを用いて被処理基板上に塗布液を塗布する塗布処理において前記スリットノズルの吐出口付近に塗布処理の下準備として処理液の液膜を形成するためのプライミング処理装置であって、
所定位置に水平に配置された円筒状または円柱状のプライミングローラと、
前記プライミングローラをその中心軸の回りに回転させる回転機構と、
前記プライミングローラの外周面を洗浄するために洗浄液を噴き付ける洗浄機構と、
前記プライミングローラの周囲を強制的に排気するための排気機構と、
前記回転機構、前記洗浄部および前記排気部の各動作を制御する制御部と
を有し、
1回分の第1のプライミング処理のために、水平に配置された円筒状または円柱状のプライミングローラの頂部に対して所定のギャップを隔てて前記スリットノズルの吐出口を平行に対向させ、前記スリットノズルに一定量の塗布液を吐出させ、
前記塗布液の吐出直後に前記プライミングローラを静止させた状態で所定時間そのまま放置し、
前記回転機構により前記プライミングローラを回転させて、前記プライミングローラの外周面上に吐出された前記塗布液の一部を第1の塗布液膜として巻き取り、
前記プライミングローラの外周面上に巻き取られた前記第1の塗布液膜を次回のプライミング処理が行われる時まで待機させておくための第1の待機用回転角位置に着かせて、前記プライミングローラの回転を停止させ、
前記第1の待機用回転角位置で前記プライミングローラ上の第1の塗布液膜を自然乾燥させ、
前記洗浄機構と前記排気機構とを作動させて前記プライミングローラ上の前記第1の塗布液膜を洗浄によって除去し、
前記プライミングローラの外周面の上に前記第1の塗布液膜を巻き取ってから前記プライミングローラの回転を停止させるまでの間、前記第1の塗布液膜の自然乾燥を促すために、前記回転機構による前記プライミングローラの回転をそのまま所定時間継続させる、
プライミング処理装置。
【請求項8】
長尺形のスリットノズルを用いて被処理基板上に塗布液を塗布する塗布処理において前記スリットノズルの吐出口付近に塗布処理の下準備として処理液の液膜を形成するためのプライミング処理装置であって、
所定位置に水平に配置された円筒状または円柱状のプライミングローラと、
前記プライミングローラをその中心軸の回りに回転させる回転機構と、
前記プライミングローラの外周面を洗浄するために洗浄液を噴き付ける洗浄機構と、
前記プライミングローラの周囲を強制的に排気するための排気機構と、
前記回転機構、前記洗浄部および前記排気部の各動作を制御する制御部と
を有し、
1回分の第1のプライミング処理のために、水平に配置された円筒状または円柱状のプライミングローラの頂部に対して所定のギャップを隔てて前記スリットノズルの吐出口を平行に対向させ、前記スリットノズルに一定量の塗布液を吐出させ、
前記塗布液の吐出直後に前記プライミングローラを静止させた状態で所定時間そのまま放置し、
前記回転機構により前記プライミングローラを回転させて、前記プライミングローラの外周面上に吐出された前記塗布液の一部を第1の塗布液膜として巻き取り、
前記回転機構により前記第1の塗布液膜を巻き取った後も前記プライミングローラをそのまま回転させて、前記プライミングローラの外周面上に巻き取られた前記第1の塗布液膜を次回のプライミング処理が行われる時まで待機させておくための第1の待機用回転角位置に着かせ、そこで前記プライミングローラの回転を停止させ、
前記第1の待機用回転角位置で前記プライミングローラ上の第1の塗布液膜を自然乾燥させ、
前記洗浄機構と前記排気機構とを作動させて前記プライミングローラ上の前記第1の塗布液膜を洗浄によって除去し、
前記洗浄機構により前記プライミングローラの外周面のうち塗布液膜が付着している領域のみに洗浄液を噴き付ける、
プライミング処理装置。
【請求項9】
長尺形のスリットノズルを用いて被処理基板上に塗布液を塗布する塗布処理において前記スリットノズルの吐出口付近に塗布処理の下準備として処理液の液膜を形成するためのプライミング処理装置であって、
所定位置に水平に配置された円筒状または円柱状のプライミングローラと、
前記プライミングローラをその中心軸の回りに回転させる回転機構と、
前記プライミングローラの外周面を洗浄するために洗浄液を噴き付ける洗浄機構と、
前記プライミングローラの周囲を強制的に排気するための排気機構と、
前記回転機構、前記洗浄部および前記排気部の各動作を制御する制御部と、
前記プライミングローラの外周面上に付着している塗布液膜の範囲および膜厚を測定するための液膜測定部と、
洗浄処理の前に、前記液膜測定部で得られる測定結果に基づいて前記塗布液膜の前記洗浄処理で使用する洗浄液の量を決定する洗浄液使用量決定部と
を有し、
1回分の第1のプライミング処理のために、水平に配置された円筒状または円柱状のプライミングローラの頂部に対して所定のギャップを隔てて前記スリットノズルの吐出口を平行に対向させ、前記スリットノズルに一定量の塗布液を吐出させ、
前記塗布液の吐出直後に前記プライミングローラを静止させた状態で所定時間そのまま放置し、
前記回転機構により前記プライミングローラを回転させて、前記プライミングローラの外周面上に吐出された前記塗布液の一部を第1の塗布液膜として巻き取り、
前記回転機構により前記第1の塗布液膜を巻き取った後も前記プライミングローラをそのまま回転させて、前記プライミングローラの外周面上に巻き取られた前記第1の塗布液膜を次回のプライミング処理が行われる時まで待機させておくための第1の待機用回転角位置に着かせ、そこで前記プライミングローラの回転を停止させ、
前記第1の待機用回転角位置で前記プライミングローラ上の第1の塗布液膜を自然乾燥させ、
前記液膜測定部および前記洗浄液使用量決定部によって決定された使用量の洗浄液を用いて、前記洗浄機構と前記排気機構とを作動させて前記プライミングローラ上の前記第1の塗布液膜を洗浄によって除去する、
プライミング処理装置。
【請求項1】
長尺形のスリットノズルを用いて被処理基板上に塗布液を塗布する塗布処理において前記スリットノズルの吐出口付近に塗布処理の下準備として塗布液の液膜を形成するためのプライミング処理方法であって、
1回分の第1のプライミング処理のために、水平に配置された円筒状または円柱状のプライミングローラの頂部に対して所定のギャップを隔てて前記スリットノズルの吐出口を平行に対向させ、前記スリットノズルに一定量の塗布液を吐出させる第1の工程と、
前記塗布液の吐出直後に前記プライミングローラを静止させた状態で所定時間そのまま放置する第2の工程と、
前記プライミングローラを回転させて、前記プライミングローラの外周面上に吐出された前記塗布液の一部を第1の塗布液膜として巻き取る第3の工程と、
前記プライミングローラの外周面上に巻き取られた前記第1の塗布液膜を次回のプライミング処理が行われる時まで待機させておくための第1の待機用回転角位置に着かせて、前記プライミングローラの回転を停止させる第4の工程と、
前記第1の待機用回転角位置で前記プライミングローラ上の前記第1の塗布液膜を自然乾燥させる第5の工程と、
前記プライミングローラ上の前記第1の塗布液膜を洗浄により除去する第6の工程と、
前記第3の工程と前記第4の工程との間で、前記第1の塗布液膜の自然乾燥を促すために、前記第3の工程で開始した前記プライミングローラの回転をそのまま所定時間継続させる第7の工程と
を有するプライミング処理方法。
【請求項2】
別の1回分の第2のプライミング処理のために、前記プライミングローラを所定角度だけ回転させることによって、前記第1の塗布液膜を外して前記プライミングローラの頂部に対して所定のギャップを隔てて前記スリットノズルの吐出口を平行に対向させ、前記スリットノズルに一定量の塗布液を吐出させる第8の工程と、
前記塗布液の吐出直後に前記プライミングローラを静止させた状態で所定時間そのまま放置する第9の工程と、
前記プライミングローラを回転させて、前記プライミングローラの外周面上に吐出された前記塗布液の一部を第2の塗布液膜として巻き取る第10の工程と、
前記プライミングローラの外周面上に巻き取られた前記第2の塗布液膜を次回のプライミング処理が行われる時まで待機させておくための第2の待機用回転角位置に着かせて、前記プライミングローラの回転を停止させる第11の工程と、
前記第2の待機用回転角位置で前記プライミングローラ上の前記第2の塗布液膜を自然乾燥させる第12の工程と
有し、
前記第6の工程において、前記プライミングローラ上の前記第1および第2の塗布液膜を洗浄によって一括除去する、
請求項1に記載のプライミング処理方法。
【請求項3】
前記第10の工程と前記第11の工程との間で、前記第2の塗布液膜の自然乾燥を促すために、前記第10の工程で開始した前記プライミングローラの回転をそのまま所定時間継続させる第13の工程を有する、請求項2に記載のプライミング処理方法。
【請求項4】
前記第2のプライミング処理が前記第1のプライミング処理の次に行われるプライミング処理であるときは、前記プライミングローラの正回転の周回方向において前記第2の塗布液膜が前記第1の塗布液膜の下流側隣に形成されるように、前記第2のプライミング処理のために前記プライミングローラの外周面上の所定の領域が充てられる、請求項2または請求項3に記載のプライミング処理方法。
【請求項5】
長尺形のスリットノズルを用いて被処理基板上に塗布液を塗布する塗布処理において前記スリットノズルの吐出口付近に塗布処理の下準備として塗布液の液膜を形成するためのプライミング処理方法であって、
1回分の第1のプライミング処理のために、水平に配置された円筒状または円柱状のプライミングローラの頂部に対して所定のギャップを隔てて前記スリットノズルの吐出口を平行に対向させ、前記スリットノズルに一定量の塗布液を吐出させる第1の工程と、
前記塗布液の吐出直後に前記プライミングローラを静止させた状態で所定時間そのまま放置する第2の工程と、
前記プライミングローラを回転させて、前記プライミングローラの外周面上に吐出された前記塗布液の一部を第1の塗布液膜として巻き取る第3の工程と、
前記第1の塗布液膜を巻き取った後も前記プライミングローラをそのまま回転させて、前記プライミングローラの外周面上に巻き取られた前記第1の塗布液膜を次回のプライミング処理が行われる時まで待機させておくための第1の待機用回転角位置に着かせ、そこで前記プライミングローラの回転を停止させる第4の工程と、
前記第1の待機用回転角位置で前記プライミングローラ上の前記第1の塗布液膜を自然乾燥させる第5の工程と、
前記プライミングローラ上の前記第1の塗布液膜を洗浄によって除去する第6の工程と
を有し、
前記第6の工程において、前記プライミングローラを回転させながら、前記プライミングローラの外周面のうち塗布膜液が付着している領域のみに洗浄液を噴き付ける、
プライミング処理方法。
【請求項6】
長尺形のスリットノズルを用いて被処理基板上に塗布液を塗布する塗布処理において前記スリットノズルの吐出口付近に塗布処理の下準備として塗布液の液膜を形成するためのプライミング処理方法であって、
1回分の第1のプライミング処理のために、水平に配置された円筒状または円柱状のプライミングローラの頂部に対して所定のギャップを隔てて前記スリットノズルの吐出口を平行に対向させ、前記スリットノズルに一定量の塗布液を吐出させる第1の工程と、
前記塗布液の吐出直後に前記プライミングローラを静止させた状態で所定時間そのまま放置する第2の工程と、
前記プライミングローラを回転させて、前記プライミングローラの外周面上に吐出された前記塗布液の一部を第1の塗布液膜として巻き取る第3の工程と、
前記第1の塗布液膜を巻き取った後も前記プライミングローラをそのまま回転させて、前記プライミングローラの外周面上に巻き取られた前記第1の塗布液膜を次回のプライミング処理が行われる時まで待機させておくための第1の待機用回転角位置に着かせ、そこで前記プライミングローラの回転を停止させる第4の工程と、
前記第1の待機用回転角位置で前記プライミングローラ上の前記第1の塗布液膜を自然乾燥させる第5の工程と、
前記プライミングローラ上の前記第1の塗布液膜を洗浄によって除去する第6の工程と
を有し、
前記第6の工程に先立って、前記プライミングローラの外周面上に付着している塗布液膜の範囲および膜厚を測定し、その測定結果に基づいて前記第6の工程における洗浄液の使用量を決定する、
プライミング処理方法。
【請求項7】
長尺形のスリットノズルを用いて被処理基板上に塗布液を塗布する塗布処理において前記スリットノズルの吐出口付近に塗布処理の下準備として処理液の液膜を形成するためのプライミング処理装置であって、
所定位置に水平に配置された円筒状または円柱状のプライミングローラと、
前記プライミングローラをその中心軸の回りに回転させる回転機構と、
前記プライミングローラの外周面を洗浄するために洗浄液を噴き付ける洗浄機構と、
前記プライミングローラの周囲を強制的に排気するための排気機構と、
前記回転機構、前記洗浄部および前記排気部の各動作を制御する制御部と
を有し、
1回分の第1のプライミング処理のために、水平に配置された円筒状または円柱状のプライミングローラの頂部に対して所定のギャップを隔てて前記スリットノズルの吐出口を平行に対向させ、前記スリットノズルに一定量の塗布液を吐出させ、
前記塗布液の吐出直後に前記プライミングローラを静止させた状態で所定時間そのまま放置し、
前記回転機構により前記プライミングローラを回転させて、前記プライミングローラの外周面上に吐出された前記塗布液の一部を第1の塗布液膜として巻き取り、
前記プライミングローラの外周面上に巻き取られた前記第1の塗布液膜を次回のプライミング処理が行われる時まで待機させておくための第1の待機用回転角位置に着かせて、前記プライミングローラの回転を停止させ、
前記第1の待機用回転角位置で前記プライミングローラ上の第1の塗布液膜を自然乾燥させ、
前記洗浄機構と前記排気機構とを作動させて前記プライミングローラ上の前記第1の塗布液膜を洗浄によって除去し、
前記プライミングローラの外周面の上に前記第1の塗布液膜を巻き取ってから前記プライミングローラの回転を停止させるまでの間、前記第1の塗布液膜の自然乾燥を促すために、前記回転機構による前記プライミングローラの回転をそのまま所定時間継続させる、
プライミング処理装置。
【請求項8】
長尺形のスリットノズルを用いて被処理基板上に塗布液を塗布する塗布処理において前記スリットノズルの吐出口付近に塗布処理の下準備として処理液の液膜を形成するためのプライミング処理装置であって、
所定位置に水平に配置された円筒状または円柱状のプライミングローラと、
前記プライミングローラをその中心軸の回りに回転させる回転機構と、
前記プライミングローラの外周面を洗浄するために洗浄液を噴き付ける洗浄機構と、
前記プライミングローラの周囲を強制的に排気するための排気機構と、
前記回転機構、前記洗浄部および前記排気部の各動作を制御する制御部と
を有し、
1回分の第1のプライミング処理のために、水平に配置された円筒状または円柱状のプライミングローラの頂部に対して所定のギャップを隔てて前記スリットノズルの吐出口を平行に対向させ、前記スリットノズルに一定量の塗布液を吐出させ、
前記塗布液の吐出直後に前記プライミングローラを静止させた状態で所定時間そのまま放置し、
前記回転機構により前記プライミングローラを回転させて、前記プライミングローラの外周面上に吐出された前記塗布液の一部を第1の塗布液膜として巻き取り、
前記回転機構により前記第1の塗布液膜を巻き取った後も前記プライミングローラをそのまま回転させて、前記プライミングローラの外周面上に巻き取られた前記第1の塗布液膜を次回のプライミング処理が行われる時まで待機させておくための第1の待機用回転角位置に着かせ、そこで前記プライミングローラの回転を停止させ、
前記第1の待機用回転角位置で前記プライミングローラ上の第1の塗布液膜を自然乾燥させ、
前記洗浄機構と前記排気機構とを作動させて前記プライミングローラ上の前記第1の塗布液膜を洗浄によって除去し、
前記洗浄機構により前記プライミングローラの外周面のうち塗布液膜が付着している領域のみに洗浄液を噴き付ける、
プライミング処理装置。
【請求項9】
長尺形のスリットノズルを用いて被処理基板上に塗布液を塗布する塗布処理において前記スリットノズルの吐出口付近に塗布処理の下準備として処理液の液膜を形成するためのプライミング処理装置であって、
所定位置に水平に配置された円筒状または円柱状のプライミングローラと、
前記プライミングローラをその中心軸の回りに回転させる回転機構と、
前記プライミングローラの外周面を洗浄するために洗浄液を噴き付ける洗浄機構と、
前記プライミングローラの周囲を強制的に排気するための排気機構と、
前記回転機構、前記洗浄部および前記排気部の各動作を制御する制御部と、
前記プライミングローラの外周面上に付着している塗布液膜の範囲および膜厚を測定するための液膜測定部と、
洗浄処理の前に、前記液膜測定部で得られる測定結果に基づいて前記塗布液膜の前記洗浄処理で使用する洗浄液の量を決定する洗浄液使用量決定部と
を有し、
1回分の第1のプライミング処理のために、水平に配置された円筒状または円柱状のプライミングローラの頂部に対して所定のギャップを隔てて前記スリットノズルの吐出口を平行に対向させ、前記スリットノズルに一定量の塗布液を吐出させ、
前記塗布液の吐出直後に前記プライミングローラを静止させた状態で所定時間そのまま放置し、
前記回転機構により前記プライミングローラを回転させて、前記プライミングローラの外周面上に吐出された前記塗布液の一部を第1の塗布液膜として巻き取り、
前記回転機構により前記第1の塗布液膜を巻き取った後も前記プライミングローラをそのまま回転させて、前記プライミングローラの外周面上に巻き取られた前記第1の塗布液膜を次回のプライミング処理が行われる時まで待機させておくための第1の待機用回転角位置に着かせ、そこで前記プライミングローラの回転を停止させ、
前記第1の待機用回転角位置で前記プライミングローラ上の第1の塗布液膜を自然乾燥させ、
前記液膜測定部および前記洗浄液使用量決定部によって決定された使用量の洗浄液を用いて、前記洗浄機構と前記排気機構とを作動させて前記プライミングローラ上の前記第1の塗布液膜を洗浄によって除去する、
プライミング処理装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【公開番号】特開2013−56340(P2013−56340A)
【公開日】平成25年3月28日(2013.3.28)
【国際特許分類】
【出願番号】特願2012−242526(P2012−242526)
【出願日】平成24年11月2日(2012.11.2)
【分割の表示】特願2009−243437(P2009−243437)の分割
【原出願日】平成21年10月22日(2009.10.22)
【出願人】(000219967)東京エレクトロン株式会社 (5,184)
【Fターム(参考)】
【公開日】平成25年3月28日(2013.3.28)
【国際特許分類】
【出願日】平成24年11月2日(2012.11.2)
【分割の表示】特願2009−243437(P2009−243437)の分割
【原出願日】平成21年10月22日(2009.10.22)
【出願人】(000219967)東京エレクトロン株式会社 (5,184)
【Fターム(参考)】
[ Back to top ]