
プライ形成装置及びプライの形成方法
【課題】スチールコードを損傷させることなく、その素線間にトッピングゴムを十分に侵入させつつ、適度な厚さかつ平滑なプライを得ることのできるプライ形成装置の提供。
【解決手段】ダイス4にトッピングゴム5を供給する押出機6と、ゴム被覆したスチールコード3を挟圧するエンドレスベルト8a、8bとを備える。スチールコード3をダイス4に通して損傷しない程度の厚さにゴム被覆しつつ素線間に侵入させる。予め、挟圧による広がりを見込んで、側縁部のスチールコード3を傾斜ロール14に掛けて中央側に寄せる。エンドレスベルト8a、8bの平坦で広い挟圧面で、ゴム被覆した複数本のスチールコード3を一体化しながらシート状に挟圧し、プライ2を平滑に、かつコード間隔を均一にする。
【解決手段】ダイス4にトッピングゴム5を供給する押出機6と、ゴム被覆したスチールコード3を挟圧するエンドレスベルト8a、8bとを備える。スチールコード3をダイス4に通して損傷しない程度の厚さにゴム被覆しつつ素線間に侵入させる。予め、挟圧による広がりを見込んで、側縁部のスチールコード3を傾斜ロール14に掛けて中央側に寄せる。エンドレスベルト8a、8bの平坦で広い挟圧面で、ゴム被覆した複数本のスチールコード3を一体化しながらシート状に挟圧し、プライ2を平滑に、かつコード間隔を均一にする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、例えばタイヤやゴムベルト、ゴムホースの補強層として用いられ、複数本のスチールコードを並べると共にトッピングゴムで被覆してなるシート状のプライを形成するためのプライ形成装置及びプライの形成方法に関するものである。
【背景技術】
【0002】
一般に、タイヤやゴムベルト、ゴムホースなどのゴム補強製品に設けられる補強層としてのプライは、複数本のスチールコードを並べてシート状のトッピングゴムで被覆した構造とされ、カレンダー装置によって形成することが多い。
【0003】
カレンダー装置は、平行に引き揃えた複数本のスチールコードとシート状のトッピングゴムとをカレンダーロールで挟圧することにより、スチールコードの素線間にトッピングゴムを侵入させて両者を接着しつつ、スチールコードをトッピングゴムで被覆するようになっている。ただ、カレンダーロールによる挟圧は瞬間的なものであり、径の大きいスチールコードや高密度に配列したスチールコードをトッピングゴムで被覆する場合、トッピングゴムの侵入が不十分になりやすく、スチールコードとトッピングゴムとの接着力が低下するおそれがある。
【0004】
これに対して、特許文献1が開示するプライの製造方法は、スチールコードを通過させるトッピング室に高いゴム圧力の第1のトッピングゴムを供給することにより、各スチールコードをゴム被覆しつつ、その素線間に第1のトッピングゴムを侵入させるようにしている。さらに、カレンダーロールで、第1のトッピングゴムで被覆した複数本のスチールコードをシート状の第2のトッピングゴムで被覆することにより、スチールコードの素線間にトッピングゴムを十分に侵入させつつシート状のプライを得るようにしている。
【特許文献1】特開2005−262672号公報(段落番号0022、0028)
【発明の開示】
【発明が解決しようとする課題】
【0005】
ところが、特許文献1のプライの製造方法は、プライの厚さが過大になるのを防止するよう第1及び第2のトッピングゴムの総量を抑えるのに、第1のトッピングゴムでの被覆を薄くする必要があるので、スチールコードがトッピング室のダイス孔(孔部)と接触して損傷するおそれがある。
【0006】
このようなスチールコードの損傷を防止しつつプライを程度な厚さに設定する方法として、第1のトッピングゴムによる被覆を厚くし、その分、第2のトッピングゴムによる被覆を省略することによってトッピングゴムの総量を抑えることが考えられる。この場合、トッピングゴムで被覆した複数本のスチールコードをカレンダーロールに代わる挟圧ロールで挟圧して一体化することにより、シート状のプライを得る。
【0007】
しかしながら、挟圧ロールによる圧力が瞬間的な線圧であることから、挟圧ロールで挟んだトッピングゴムの局所的な厚さの変化に伴うコード間隔の変化を生じさせない程度に挟圧しただけでは、プライの平滑性が不十分になりやすく、プライを未加硫ゴムに積層して成型する際のタック(接着性)が不足するおそれがある。
【0008】
本発明は、スチールコードを損傷させることなく、その素線間にトッピングゴムを十分に侵入させつつ、適度な厚さかつ平滑なプライを得ることのできるプライ形成装置及びプライの形成方法の提供を目的とする。
【課題を解決するための手段】
【0009】
上記目的を達成するため、本発明に係るプライ形成装置は、複数本のスチールコードを並べると共にトッピングゴムで被覆してなるシート状のプライを形成するためのものであり、供給された複数本のスチールコードを通す複数のダイス孔を有するダイスと、このダイスにトッピングゴムを加圧しつつ供給して各スチールコードを被覆すると共にその素線間にトッピングゴムを侵入させる押出機と、ダイスを通過してトッピングゴムで被覆された複数本のスチールコードを挟圧することによって一体化しつつシート状にする少なくとも一対のエンドレスベルトとを備えたものである。
【0010】
上記構成によれば、各スチールコードをダイスに通してゴム被覆し、このゴム被覆した複数本のスチールコードを一体化しながらシート状に挟圧するので、トッピングゴムを素線間に十分に侵入させると共に、ゴム被覆を厚くしてダイス孔との接触によるスチールコードの損傷を防止しつつ、プライを適度な厚さに設定することができる。
【0011】
さらに、ゴム被覆した複数本のスチールコードをエンドレスベルトで挟圧するので、挟圧ロールによる挟圧よりも、その挟圧面積を大きく設定することができる。これにより、トッピングゴムの局所的な厚さの変化を抑えてコード間隔の変化を抑えつつ、挟圧の面圧を大きく設定することができ、しかも、エンドレスベルトの採用により、挟圧面を平坦に、かつ挟圧時間を長く設定できるので、プライの平滑性を高めることができる。
【0012】
ここで、エンドレスベルトは、大きな面圧が得られる剛性の大きいものが好ましく、ステンレスベルトやスチールベルトなどの金属製ベルトを例示できる。特に、ステンレスベルトは、その表面が極めて平滑で表面光沢に優れると共に、張力を大きく設定して面圧を高めることができ、しかも、市販性も高く、好適である。
【0013】
対をなすエンドレスベルトのそれぞれを掛巻するロールを、挟圧するスチールコードの進行方向に互いに位置をずらして設ければ、エンドレスベルトのより広い範囲で、挟圧による面圧を高めることができる。つまり、対をなすエンドレスベルトのロール位置を合わせる場合、ロールの近くでは強い面圧が得られるものの、ロールから離れた部位では、エンドレスベルトの撓みによって面圧が低下する。これに対して、ロール位置を互いにずらすことにより、エンドレスベルトが撓む分だけ他方のロールでさらに押さえることができるので、エンドレスベルトの撓みの影響を抑えることができる。
【0014】
また、スチールコードの進行方向でエンドレスベルトよりも上流に、プライの側縁部を構成するスチールコードを掛けて中央側に寄せるよう、エンドレスベルトの幅方向に対して傾斜する傾斜ロールを設けるのがよい。そうすれば、エンドレスベルトでの挟圧によるプライ側縁部の幅方向の広がりを見込んで、プライの側縁部を構成するスチールコードのコード間隔を予め小さくすることができ、これにより、プライをその全幅に渡って均一かつ所定のコード間隔に設定することができる。
【0015】
さらに、スチールコードの進行方向で傾斜ロールの上流及び下流に、この傾斜ロールに掛けたスチールコードをその配列方向がエンドレスベルトの幅方向と平行になるよう押さえる押さえロールを設けるのがよい。そうすれば、上流及び下流の押さえロールで押さえる分、スチールコードを傾斜ロールに強く掛けることができるので、スチールコードを中央側に寄せやすくすることができる。
【0016】
また、本発明は、複数本のスチールコードを並べると共にトッピングゴムで被覆してなるシート状のプライを形成する方法を提供する。具体的には、ダイスに複数本のスチールコードを供給して複数のダイス孔に通しながら、ダイスに押出機でトッピングゴムを加圧しつつ供給して各スチールコードを被覆すると共にその素線間にトッピングゴムを侵入させる。その後、トッピングゴムで被覆した複数本のスチールコードを少なくとも一対のエンドレスベルトで挟圧することによって一体化しつつシート状にする。この構成によれば、上記のプライ形成装置の構成を採用することによる効果と同じ効果を得ることができる。
【0017】
さらに、エンドレスベルトで複数本のスチールコードを挟圧する前に、プライの幅方向で中央部を構成するスチールコードよりも側縁部を構成するスチールコードのコード間隔を小さくする。そうすれば、エンドレスベルトでの挟圧によってプライの側縁部が幅方向に広がった状態において、プライがその全幅に渡って均一かつ所定のコード間隔に設定される。
【0018】
この場合、ダイス孔の間隔によってスチールコードのコード間隔を調節することもできるが、ダイス孔を等間隔に設定してスチールコードを等間隔に配列し、エンドレスベルトで複数本のスチールコードを挟圧する前に、プライの側縁部を構成するスチールコードのコード間隔を小さくする構成を採用すれば、高価なダイスを簡単な構成にすることができる。
【0019】
より具体的には、エンドレスベルトで複数本のスチールコードを挟圧する前に、プライの側縁部を構成するスチールコードをエンドレスベルトの幅方向に対して傾斜する傾斜ロールに掛けて中央側に寄せればよい。
【発明の効果】
【0020】
以上のとおり、本発明によると、複数本のスチールコードをダイスに通してそれぞれを十分な厚さでゴム被覆した後、このゴム被覆した複数本のスチールコードを挟圧面積の大きいエンドレスベルトで一体化しながらシート状に挟圧するようにしている。これにより、スチールコードをダイス孔との接触によって損傷させることなく、その素線間にトッピングゴムを十分に侵入させつつ、適度な厚さかつ平滑なプライを形成することができる。
【0021】
また、挟圧によるプライ側縁部の広がりを見込んで、プライ側縁部を構成するスチールコードのコード間隔を予め小さくするので、プライをその全幅に渡って均一かつ所定のコード間隔に設定して、ゴム製品の品質を高めることができる。
【発明を実施するための最良の形態】
【0022】
以下、本発明に係るプライ形成装置及びプライの形成方法を実施するための最良の形態について、図面を用いて説明する。
【0023】
[第1実施形態]
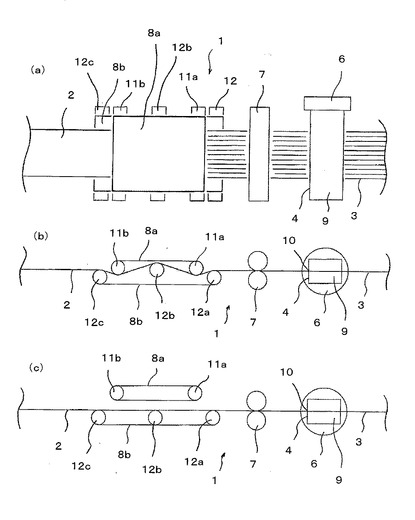
まず、本発明の第1実施形態のプライ形成装置の構成を説明する。図1は本発明の第1実施形態のプライ形成装置を示す模式図であり、(a)は平面図、(b)はエンドレスベルトの挟圧状態を示す側面図、(c)はエンドレスベルトの離間状態を示す側面図である。
【0024】
プライ形成装置1は、タイヤやゴムベルト、ゴムホースなどの補強層として用いられるシート状のプライ2を形成するためのものであり、複数本のスチールコード3を通すダイス4と、ダイス4にトッピングゴム5を加圧しつつ供給する押出機6と、ダイス4を通過したスチールコード3を水平方向に導く上下一対のガイドロール7と、ダイス4を通過してトッピングゴム5で被覆された複数本のスチールコード3を挟圧することによって一体化しつつシート状にする上下一対のエンドレスベルト8a、8bとを備え、スチールコード3の進行方向に沿って、上流側からダイス4及び押出機6、ガイドロール7、エンドレスベルト8a、8bの順に配置されている。
【0025】
ダイス4は、押出機6のヘッド9に装着され、各スチールコード3をゴム被覆すると共にその素線間にトッピングゴム5を侵入させるようになっている。このダイス4は、複数本のスチールコード3をゴム被覆して引き揃えるよう、スチールコード3を通す複数のダイス孔10を千鳥状かつ全体として水平に配列した構造とされる。ダイス孔10は、例えば、水平方向にピッチ2mmで幅300mmの範囲に配列され、スチールコード3の径がφ1.3mmの場合、ダイス孔10の孔径がφ2.3mmに設定される。
【0026】
エンドレスベルト8a、8bは、例えば、厚さが0.4mm、幅が400mmで、表面が平滑かつ光沢を有するステンレスベルトとされる。上側のエンドレスベルト8aは、スチールコード3の進行方向に配列された2本の円柱状又は円筒状のロール11a、11bに掛巻され、下側のエンドレスベルト8bは、スチールコード3の進行方向に配列された3本の円柱状又は円筒状のロール12a、12b、12cに掛巻される。
【0027】
エンドレスベルト8aを掛巻するロール11a、11bと、エンドレスベルト8bを掛巻するロール12a、12b、12cとは、スチールコード3の進行方向に沿って互いに位置をずらすよう、ロール11a、11bがロール12a、12b、12cの中間位置に配置されている。
【0028】
上側のロール11a、11b及び下側の中央のロール12bは、上下動自在とされ、図1(b)に示すように、ロール11a、11bを下動させてエンドレスベルト8bに押し付けると共に、ロール12bを上動させてエンドレスベルト8aに押し付けることにより、エンドレスベルト8a、8bの張力を高めて、両ベルト間の面圧を高めるようになっている。
【0029】
また、図1(c)に示すように、ロール11a、11bを上動させると共に、ロール12bを下動させることにより、上側のエンドレスベルト8aと下側のエンドレスベルト8bとを離間させるようになっている。なお、下側の両側のロール12a、12cは、上下方向の移動が規制され、エンドレスベルト8a、8bの上下流におけるスチールコード3の高さを安定させている。
【0030】
次に、プライの形成方法を説明する。まず、複数本のスチールコード3を上流側からダイス4のダイス孔10に通し、ガイドロール7を介して、エンドレスベルト8a、8bに導く。エンドレスベルト8a、8bを一旦離間させてスチールコード3を挿通した後、ロール11a、11bを下動させると共にロール12bを上動させて、エンドレスベルト8a、8bでスチールコード3を挟圧する。
【0031】
さらに、複数本のスチールコード3をダイス4に連続的に供給しながら、ダイス4に押出機6でトッピングゴム5を加圧しつつ供給する。これにより、各スチールコード3がダイス4を通過する際、適度な厚さにゴム被覆されると共に、その素線間にトッピングゴム5が十分に侵入する。
【0032】
トッピングゴム5で被覆された複数本のスチールコード3は、そのコード本体がダイス孔10の周縁に接触することなく、ダイス4から引き出される。ダイス4から引き出された複数本のスチールコード3は、加温された状態のまま、エンドレスベルト8a、8bで連続的に挟圧されて一体化し、適度な厚さのシート状のプライ2に形成されると共に、その両面にエンドレスベルト8a、8bの表面の光沢が転写される。
【0033】
このとき、複数本のスチールコード3をエンドレスベルト8a、8bの平坦かつ広い挟圧面によって十分な挟圧時間で挟圧するので、挟圧によるトッピングゴム5の局所的な厚さの変化、及びこれに伴うコード間隔の変化を抑えつつ、大きな面圧で挟圧することができる。これにより、プライ2を平滑にしてタック(接着性)を十分に高め、補強層としてプライ2を用いるゴム製品の成型作業性を良好にすることができる。
【0034】
[第2実施形態]
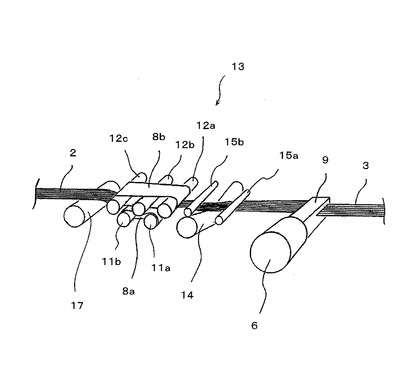
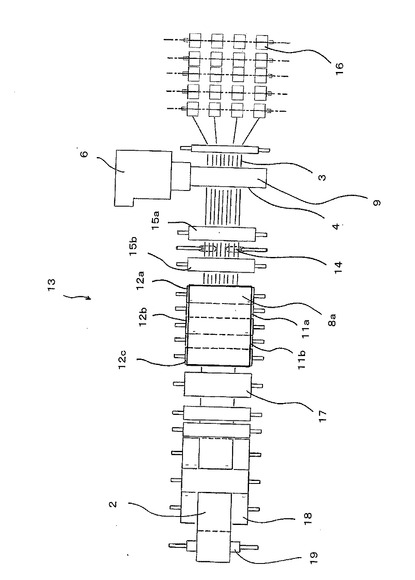
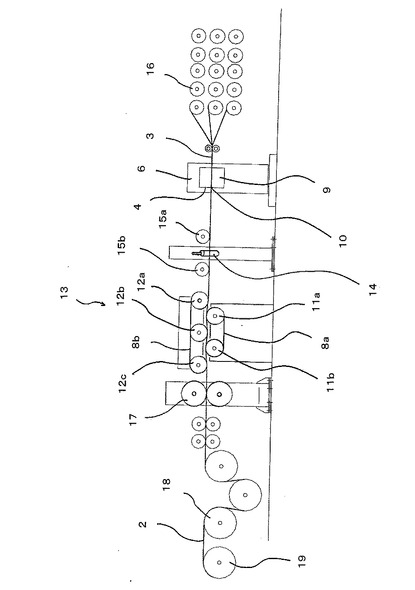
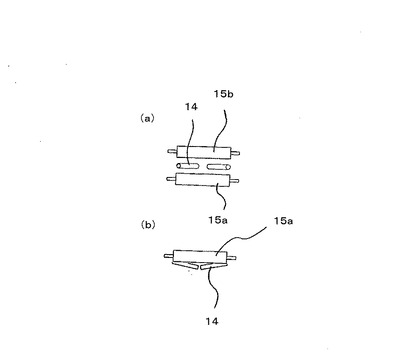
次に、本発明の第2実施形態のプライ形成装置の構成を説明する。図2は本発明の第2実施形態のプライ形成装置の斜視図、図3はプライ形成装置の平面図、図4はプライ形成装置の側面図である。図5は傾斜ロール及び押さえロールを示す図であり、(a)は平面図、(b)は正面図である。
【0035】
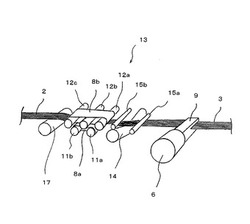
第2実施形態のプライ形成装置13は、第2実施形態のプライ形成装置1とほぼ同じ構成であるが、エンドレスベルト8a、8bよりも上流に、ガイドロール7に代えて、プライ2の両側縁部を構成するスチールコード3を掛ける一対の傾斜ロール14が設けられ、傾斜ロール14の上流及び下流に、傾斜ロール14に掛けたスチールコード3を押さえる押さえロール15a、15bが設けられている。
【0036】
傾斜ロール14は、先端側(エンドレスベルトの幅方向で中央側)が下方に向かうよう、例えばエンドレスベルト8a、8bの幅方向に対して傾斜角度15°で傾斜し、その上側に、例えばプライ2の側縁から30mm〜50mmの範囲を構成するスチールコード3を掛けて中央側に寄せるようにしている。この傾斜ロール14は、長さ方向に沿って周速の等しい円柱状又は円筒状とされ、周速の相違によるスチールコード3のずれを防止している。
【0037】
押さえロール15a、15bは、傾斜ロール14に掛けたスチールコード3をその配列方向がエンドレスベルト8a、8bの幅方向と平行になるよう上側から押さえ、その分、スチールコード3を傾斜ロール14に強く掛けるようになっている。
【0038】
なお、本実施形態では、上側のエンドレスベルト8bが3本のロール12a、12b、12cに掛巻され、下側のエンドレスベルト8aが2本のロール11a、11bに掛巻されているが、その上下が反対である点を除いて、第1実施形態のエンドレスベルト8a、8bと同じ構成である。また、図2、図3及び図4において、16はスチールコードを供給するスチールコードリールであり、17はガイドロール、18はプライ2及びスチールコード3を引き出す駆動ロール、19は形成したプライ2を巻き取る巻き取りロールである。
【0039】
次に、プライの形成方法を説明する。第2実施形態のプライの形成方法は、第1実施形態のプライの形成方法とほぼ同じであるが、プライ2の側縁部を構成するスチールコード3を傾斜ロール14及び押さえロール15a、15bに掛けて中央側に寄せるようにしている。すなわち、エンドレスベルト8a、8bで挟圧する際のプライ2の側縁部の広がりを見込んで、予め、側縁部を構成するスチールコード3のコード間隔を小さくするようにしている。
【0040】
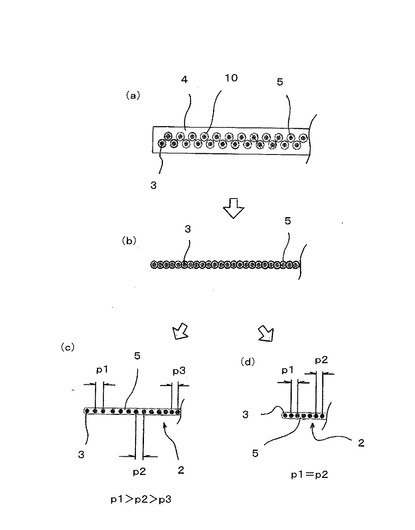
具体的には、まず、図6(a)に示すように、スチールコードリール16が供給するスチールコード3をトッピングゴム5で被覆しつつ、ダイス4の千鳥状かつ全体として水平に配列された複数のダイス孔10から引き出す。ダイス孔10から引き出した全スチールコード3のうち、プライ2の側縁部を構成するスチールコード3を傾斜ロール14及び押さえロール15a、15bによって中央側に寄せて、そのコード間隔を中央部よりも小さくする。また、図6(b)に示すように、スチールコード3は、エンドレスベルト8a、8bで挟圧するまでに、その配列が千鳥状から直状に移行する。
【0041】
さらに、スチールコード3をエンドレスベルト8a、8bで挟圧することにより、側縁部のコード間隔が、傾斜ロール14及び押さえロール15a、15bで小さくした分だけ広がり、全幅に渡ってコード間隔が一定のプライ2が形成される。
【0042】
ここで、挟圧によるコード間隔の変化について説明すると、スチールコード3を第1実施形態のように単にエンドレスベルト8a、8bで挟圧した場合、その挟圧面積が大きいことから、中央部ではコード間隔の変化が小さいものの、幅方向への拘束の弱い例えば側縁から30mm〜50mmの範囲は幅方向に広がりやすい。これにより、図6(c)に示すように、側縁に近いほどコード間隔が大きくなり(p1>p2>p3、例えばp1=2.6mm、p2=2.5mm、p3=2.0mm)、プライ2の全幅も例えば300mmから320mmに広がる。
【0043】
これに対し、本実施形態では、傾斜ロール14及び押さえロール15a、15bにより、プライ2の側縁部を構成するスチールコード3のコード間隔を小さくしておくので、エンドレスベルト8a、8bで挟圧することにより、図6(d)に示すように、全幅に渡ってコード間隔が一定で(p1=p2、例えばp1=p2=2mm)、厚さも一定(例えば2.1±0.05mm)のプライ2が得られる。
【0044】
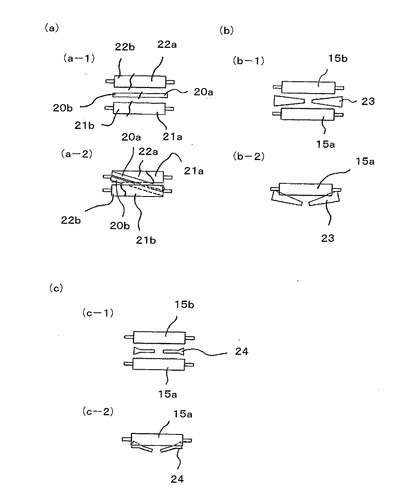
なお、本発明は、上記の実施の形態に限定されるものではなく、本発明の範囲内において、適宜変更を加えることができる。例えば、スチールコード3のコード間隔を小さくするための手段として、傾斜ロール14及び押さえロール15a、15bに代えて、図7の(a)〜(c)に示す各手段を採用することができる。図7において、(a−1)、(b−1)及び(c−1)は各手段の平面図を示し、(a−2)、(b−2)及び(c−2)は各手段の正面図を示す。
【0045】
図7(a)に示す手段は、スチールコード3を上下に挟む一対の傾斜ロール20a、20bと、傾斜ロール20a、20bの上下流にそれぞれ上下一対ずつ配置した押さえロール21a、21b、22a、22bとからなり、傾斜ロール20a、20bをスチールコード3の進行方向を中心として傾斜させることにより、スチールコード3の束をねじって、そのコード間隔を小さくするものである。
【0046】
図7(b)に示す手段は、傾斜ロール14に代えて、円錐台ロール23を傾斜させて設けたものであり、側縁部の狭い範囲のみ、コード間隔を小さくするものである。また、図7(c)に示す手段は、傾斜ロール14に代えて、中心軸方向断面が2次曲線を構成する曲線ロール24を傾斜させて設けたものであり、側縁部のより狭い範囲のみ、コード間隔を小さくするものである。
【0047】
また、プライ2の側縁部を構成するスチールコード3のコード間隔を小さくするための手段として、ダイス孔10の間隔を調節するようにしてもよい。エンドレスベルト8a、8bは、一対に限らず複数対であってもよく、エンドレスベルト8a、8bを掛巻するロール11a、11b、12a、12b、12cの本数も、それぞれ2本以上であれば自由に設定することができる。
【図面の簡単な説明】
【0048】
【図1】本発明の第1実施形態のプライ形成装置を示す模式図であり、(a)は平面図、(b)はエンドレスベルトの挟圧状態を示す側面図、(c)はエンドレスベルトの離間状態を示す側面図
【図2】本発明の第2実施形態のプライ形成装置の斜視図
【図3】プライ形成装置の平面図(第2実施形態)
【図4】プライ形成装置の側面図(第2実施形態)
【図5】傾斜ロール及び押さえロールを示す図であり、(a)は平面図、(b)は正面図
【図6】スチールコードの配列の変化を説明する図
【図7】コード間隔を小さくするための別の手段を示す図
【符号の説明】
【0049】
1、13 プライ形成装置
2 プライ
3 スチールコード
4 ダイス
5 トッピングゴム
6 押出機
8a、8b エンドレスベルト
10 ダイス孔
11a、11b、12a、12b、12c ロール
14 傾斜ロール
15a、15b 押さえロール
【技術分野】
【0001】
本発明は、例えばタイヤやゴムベルト、ゴムホースの補強層として用いられ、複数本のスチールコードを並べると共にトッピングゴムで被覆してなるシート状のプライを形成するためのプライ形成装置及びプライの形成方法に関するものである。
【背景技術】
【0002】
一般に、タイヤやゴムベルト、ゴムホースなどのゴム補強製品に設けられる補強層としてのプライは、複数本のスチールコードを並べてシート状のトッピングゴムで被覆した構造とされ、カレンダー装置によって形成することが多い。
【0003】
カレンダー装置は、平行に引き揃えた複数本のスチールコードとシート状のトッピングゴムとをカレンダーロールで挟圧することにより、スチールコードの素線間にトッピングゴムを侵入させて両者を接着しつつ、スチールコードをトッピングゴムで被覆するようになっている。ただ、カレンダーロールによる挟圧は瞬間的なものであり、径の大きいスチールコードや高密度に配列したスチールコードをトッピングゴムで被覆する場合、トッピングゴムの侵入が不十分になりやすく、スチールコードとトッピングゴムとの接着力が低下するおそれがある。
【0004】
これに対して、特許文献1が開示するプライの製造方法は、スチールコードを通過させるトッピング室に高いゴム圧力の第1のトッピングゴムを供給することにより、各スチールコードをゴム被覆しつつ、その素線間に第1のトッピングゴムを侵入させるようにしている。さらに、カレンダーロールで、第1のトッピングゴムで被覆した複数本のスチールコードをシート状の第2のトッピングゴムで被覆することにより、スチールコードの素線間にトッピングゴムを十分に侵入させつつシート状のプライを得るようにしている。
【特許文献1】特開2005−262672号公報(段落番号0022、0028)
【発明の開示】
【発明が解決しようとする課題】
【0005】
ところが、特許文献1のプライの製造方法は、プライの厚さが過大になるのを防止するよう第1及び第2のトッピングゴムの総量を抑えるのに、第1のトッピングゴムでの被覆を薄くする必要があるので、スチールコードがトッピング室のダイス孔(孔部)と接触して損傷するおそれがある。
【0006】
このようなスチールコードの損傷を防止しつつプライを程度な厚さに設定する方法として、第1のトッピングゴムによる被覆を厚くし、その分、第2のトッピングゴムによる被覆を省略することによってトッピングゴムの総量を抑えることが考えられる。この場合、トッピングゴムで被覆した複数本のスチールコードをカレンダーロールに代わる挟圧ロールで挟圧して一体化することにより、シート状のプライを得る。
【0007】
しかしながら、挟圧ロールによる圧力が瞬間的な線圧であることから、挟圧ロールで挟んだトッピングゴムの局所的な厚さの変化に伴うコード間隔の変化を生じさせない程度に挟圧しただけでは、プライの平滑性が不十分になりやすく、プライを未加硫ゴムに積層して成型する際のタック(接着性)が不足するおそれがある。
【0008】
本発明は、スチールコードを損傷させることなく、その素線間にトッピングゴムを十分に侵入させつつ、適度な厚さかつ平滑なプライを得ることのできるプライ形成装置及びプライの形成方法の提供を目的とする。
【課題を解決するための手段】
【0009】
上記目的を達成するため、本発明に係るプライ形成装置は、複数本のスチールコードを並べると共にトッピングゴムで被覆してなるシート状のプライを形成するためのものであり、供給された複数本のスチールコードを通す複数のダイス孔を有するダイスと、このダイスにトッピングゴムを加圧しつつ供給して各スチールコードを被覆すると共にその素線間にトッピングゴムを侵入させる押出機と、ダイスを通過してトッピングゴムで被覆された複数本のスチールコードを挟圧することによって一体化しつつシート状にする少なくとも一対のエンドレスベルトとを備えたものである。
【0010】
上記構成によれば、各スチールコードをダイスに通してゴム被覆し、このゴム被覆した複数本のスチールコードを一体化しながらシート状に挟圧するので、トッピングゴムを素線間に十分に侵入させると共に、ゴム被覆を厚くしてダイス孔との接触によるスチールコードの損傷を防止しつつ、プライを適度な厚さに設定することができる。
【0011】
さらに、ゴム被覆した複数本のスチールコードをエンドレスベルトで挟圧するので、挟圧ロールによる挟圧よりも、その挟圧面積を大きく設定することができる。これにより、トッピングゴムの局所的な厚さの変化を抑えてコード間隔の変化を抑えつつ、挟圧の面圧を大きく設定することができ、しかも、エンドレスベルトの採用により、挟圧面を平坦に、かつ挟圧時間を長く設定できるので、プライの平滑性を高めることができる。
【0012】
ここで、エンドレスベルトは、大きな面圧が得られる剛性の大きいものが好ましく、ステンレスベルトやスチールベルトなどの金属製ベルトを例示できる。特に、ステンレスベルトは、その表面が極めて平滑で表面光沢に優れると共に、張力を大きく設定して面圧を高めることができ、しかも、市販性も高く、好適である。
【0013】
対をなすエンドレスベルトのそれぞれを掛巻するロールを、挟圧するスチールコードの進行方向に互いに位置をずらして設ければ、エンドレスベルトのより広い範囲で、挟圧による面圧を高めることができる。つまり、対をなすエンドレスベルトのロール位置を合わせる場合、ロールの近くでは強い面圧が得られるものの、ロールから離れた部位では、エンドレスベルトの撓みによって面圧が低下する。これに対して、ロール位置を互いにずらすことにより、エンドレスベルトが撓む分だけ他方のロールでさらに押さえることができるので、エンドレスベルトの撓みの影響を抑えることができる。
【0014】
また、スチールコードの進行方向でエンドレスベルトよりも上流に、プライの側縁部を構成するスチールコードを掛けて中央側に寄せるよう、エンドレスベルトの幅方向に対して傾斜する傾斜ロールを設けるのがよい。そうすれば、エンドレスベルトでの挟圧によるプライ側縁部の幅方向の広がりを見込んで、プライの側縁部を構成するスチールコードのコード間隔を予め小さくすることができ、これにより、プライをその全幅に渡って均一かつ所定のコード間隔に設定することができる。
【0015】
さらに、スチールコードの進行方向で傾斜ロールの上流及び下流に、この傾斜ロールに掛けたスチールコードをその配列方向がエンドレスベルトの幅方向と平行になるよう押さえる押さえロールを設けるのがよい。そうすれば、上流及び下流の押さえロールで押さえる分、スチールコードを傾斜ロールに強く掛けることができるので、スチールコードを中央側に寄せやすくすることができる。
【0016】
また、本発明は、複数本のスチールコードを並べると共にトッピングゴムで被覆してなるシート状のプライを形成する方法を提供する。具体的には、ダイスに複数本のスチールコードを供給して複数のダイス孔に通しながら、ダイスに押出機でトッピングゴムを加圧しつつ供給して各スチールコードを被覆すると共にその素線間にトッピングゴムを侵入させる。その後、トッピングゴムで被覆した複数本のスチールコードを少なくとも一対のエンドレスベルトで挟圧することによって一体化しつつシート状にする。この構成によれば、上記のプライ形成装置の構成を採用することによる効果と同じ効果を得ることができる。
【0017】
さらに、エンドレスベルトで複数本のスチールコードを挟圧する前に、プライの幅方向で中央部を構成するスチールコードよりも側縁部を構成するスチールコードのコード間隔を小さくする。そうすれば、エンドレスベルトでの挟圧によってプライの側縁部が幅方向に広がった状態において、プライがその全幅に渡って均一かつ所定のコード間隔に設定される。
【0018】
この場合、ダイス孔の間隔によってスチールコードのコード間隔を調節することもできるが、ダイス孔を等間隔に設定してスチールコードを等間隔に配列し、エンドレスベルトで複数本のスチールコードを挟圧する前に、プライの側縁部を構成するスチールコードのコード間隔を小さくする構成を採用すれば、高価なダイスを簡単な構成にすることができる。
【0019】
より具体的には、エンドレスベルトで複数本のスチールコードを挟圧する前に、プライの側縁部を構成するスチールコードをエンドレスベルトの幅方向に対して傾斜する傾斜ロールに掛けて中央側に寄せればよい。
【発明の効果】
【0020】
以上のとおり、本発明によると、複数本のスチールコードをダイスに通してそれぞれを十分な厚さでゴム被覆した後、このゴム被覆した複数本のスチールコードを挟圧面積の大きいエンドレスベルトで一体化しながらシート状に挟圧するようにしている。これにより、スチールコードをダイス孔との接触によって損傷させることなく、その素線間にトッピングゴムを十分に侵入させつつ、適度な厚さかつ平滑なプライを形成することができる。
【0021】
また、挟圧によるプライ側縁部の広がりを見込んで、プライ側縁部を構成するスチールコードのコード間隔を予め小さくするので、プライをその全幅に渡って均一かつ所定のコード間隔に設定して、ゴム製品の品質を高めることができる。
【発明を実施するための最良の形態】
【0022】
以下、本発明に係るプライ形成装置及びプライの形成方法を実施するための最良の形態について、図面を用いて説明する。
【0023】
[第1実施形態]
まず、本発明の第1実施形態のプライ形成装置の構成を説明する。図1は本発明の第1実施形態のプライ形成装置を示す模式図であり、(a)は平面図、(b)はエンドレスベルトの挟圧状態を示す側面図、(c)はエンドレスベルトの離間状態を示す側面図である。
【0024】
プライ形成装置1は、タイヤやゴムベルト、ゴムホースなどの補強層として用いられるシート状のプライ2を形成するためのものであり、複数本のスチールコード3を通すダイス4と、ダイス4にトッピングゴム5を加圧しつつ供給する押出機6と、ダイス4を通過したスチールコード3を水平方向に導く上下一対のガイドロール7と、ダイス4を通過してトッピングゴム5で被覆された複数本のスチールコード3を挟圧することによって一体化しつつシート状にする上下一対のエンドレスベルト8a、8bとを備え、スチールコード3の進行方向に沿って、上流側からダイス4及び押出機6、ガイドロール7、エンドレスベルト8a、8bの順に配置されている。
【0025】
ダイス4は、押出機6のヘッド9に装着され、各スチールコード3をゴム被覆すると共にその素線間にトッピングゴム5を侵入させるようになっている。このダイス4は、複数本のスチールコード3をゴム被覆して引き揃えるよう、スチールコード3を通す複数のダイス孔10を千鳥状かつ全体として水平に配列した構造とされる。ダイス孔10は、例えば、水平方向にピッチ2mmで幅300mmの範囲に配列され、スチールコード3の径がφ1.3mmの場合、ダイス孔10の孔径がφ2.3mmに設定される。
【0026】
エンドレスベルト8a、8bは、例えば、厚さが0.4mm、幅が400mmで、表面が平滑かつ光沢を有するステンレスベルトとされる。上側のエンドレスベルト8aは、スチールコード3の進行方向に配列された2本の円柱状又は円筒状のロール11a、11bに掛巻され、下側のエンドレスベルト8bは、スチールコード3の進行方向に配列された3本の円柱状又は円筒状のロール12a、12b、12cに掛巻される。
【0027】
エンドレスベルト8aを掛巻するロール11a、11bと、エンドレスベルト8bを掛巻するロール12a、12b、12cとは、スチールコード3の進行方向に沿って互いに位置をずらすよう、ロール11a、11bがロール12a、12b、12cの中間位置に配置されている。
【0028】
上側のロール11a、11b及び下側の中央のロール12bは、上下動自在とされ、図1(b)に示すように、ロール11a、11bを下動させてエンドレスベルト8bに押し付けると共に、ロール12bを上動させてエンドレスベルト8aに押し付けることにより、エンドレスベルト8a、8bの張力を高めて、両ベルト間の面圧を高めるようになっている。
【0029】
また、図1(c)に示すように、ロール11a、11bを上動させると共に、ロール12bを下動させることにより、上側のエンドレスベルト8aと下側のエンドレスベルト8bとを離間させるようになっている。なお、下側の両側のロール12a、12cは、上下方向の移動が規制され、エンドレスベルト8a、8bの上下流におけるスチールコード3の高さを安定させている。
【0030】
次に、プライの形成方法を説明する。まず、複数本のスチールコード3を上流側からダイス4のダイス孔10に通し、ガイドロール7を介して、エンドレスベルト8a、8bに導く。エンドレスベルト8a、8bを一旦離間させてスチールコード3を挿通した後、ロール11a、11bを下動させると共にロール12bを上動させて、エンドレスベルト8a、8bでスチールコード3を挟圧する。
【0031】
さらに、複数本のスチールコード3をダイス4に連続的に供給しながら、ダイス4に押出機6でトッピングゴム5を加圧しつつ供給する。これにより、各スチールコード3がダイス4を通過する際、適度な厚さにゴム被覆されると共に、その素線間にトッピングゴム5が十分に侵入する。
【0032】
トッピングゴム5で被覆された複数本のスチールコード3は、そのコード本体がダイス孔10の周縁に接触することなく、ダイス4から引き出される。ダイス4から引き出された複数本のスチールコード3は、加温された状態のまま、エンドレスベルト8a、8bで連続的に挟圧されて一体化し、適度な厚さのシート状のプライ2に形成されると共に、その両面にエンドレスベルト8a、8bの表面の光沢が転写される。
【0033】
このとき、複数本のスチールコード3をエンドレスベルト8a、8bの平坦かつ広い挟圧面によって十分な挟圧時間で挟圧するので、挟圧によるトッピングゴム5の局所的な厚さの変化、及びこれに伴うコード間隔の変化を抑えつつ、大きな面圧で挟圧することができる。これにより、プライ2を平滑にしてタック(接着性)を十分に高め、補強層としてプライ2を用いるゴム製品の成型作業性を良好にすることができる。
【0034】
[第2実施形態]
次に、本発明の第2実施形態のプライ形成装置の構成を説明する。図2は本発明の第2実施形態のプライ形成装置の斜視図、図3はプライ形成装置の平面図、図4はプライ形成装置の側面図である。図5は傾斜ロール及び押さえロールを示す図であり、(a)は平面図、(b)は正面図である。
【0035】
第2実施形態のプライ形成装置13は、第2実施形態のプライ形成装置1とほぼ同じ構成であるが、エンドレスベルト8a、8bよりも上流に、ガイドロール7に代えて、プライ2の両側縁部を構成するスチールコード3を掛ける一対の傾斜ロール14が設けられ、傾斜ロール14の上流及び下流に、傾斜ロール14に掛けたスチールコード3を押さえる押さえロール15a、15bが設けられている。
【0036】
傾斜ロール14は、先端側(エンドレスベルトの幅方向で中央側)が下方に向かうよう、例えばエンドレスベルト8a、8bの幅方向に対して傾斜角度15°で傾斜し、その上側に、例えばプライ2の側縁から30mm〜50mmの範囲を構成するスチールコード3を掛けて中央側に寄せるようにしている。この傾斜ロール14は、長さ方向に沿って周速の等しい円柱状又は円筒状とされ、周速の相違によるスチールコード3のずれを防止している。
【0037】
押さえロール15a、15bは、傾斜ロール14に掛けたスチールコード3をその配列方向がエンドレスベルト8a、8bの幅方向と平行になるよう上側から押さえ、その分、スチールコード3を傾斜ロール14に強く掛けるようになっている。
【0038】
なお、本実施形態では、上側のエンドレスベルト8bが3本のロール12a、12b、12cに掛巻され、下側のエンドレスベルト8aが2本のロール11a、11bに掛巻されているが、その上下が反対である点を除いて、第1実施形態のエンドレスベルト8a、8bと同じ構成である。また、図2、図3及び図4において、16はスチールコードを供給するスチールコードリールであり、17はガイドロール、18はプライ2及びスチールコード3を引き出す駆動ロール、19は形成したプライ2を巻き取る巻き取りロールである。
【0039】
次に、プライの形成方法を説明する。第2実施形態のプライの形成方法は、第1実施形態のプライの形成方法とほぼ同じであるが、プライ2の側縁部を構成するスチールコード3を傾斜ロール14及び押さえロール15a、15bに掛けて中央側に寄せるようにしている。すなわち、エンドレスベルト8a、8bで挟圧する際のプライ2の側縁部の広がりを見込んで、予め、側縁部を構成するスチールコード3のコード間隔を小さくするようにしている。
【0040】
具体的には、まず、図6(a)に示すように、スチールコードリール16が供給するスチールコード3をトッピングゴム5で被覆しつつ、ダイス4の千鳥状かつ全体として水平に配列された複数のダイス孔10から引き出す。ダイス孔10から引き出した全スチールコード3のうち、プライ2の側縁部を構成するスチールコード3を傾斜ロール14及び押さえロール15a、15bによって中央側に寄せて、そのコード間隔を中央部よりも小さくする。また、図6(b)に示すように、スチールコード3は、エンドレスベルト8a、8bで挟圧するまでに、その配列が千鳥状から直状に移行する。
【0041】
さらに、スチールコード3をエンドレスベルト8a、8bで挟圧することにより、側縁部のコード間隔が、傾斜ロール14及び押さえロール15a、15bで小さくした分だけ広がり、全幅に渡ってコード間隔が一定のプライ2が形成される。
【0042】
ここで、挟圧によるコード間隔の変化について説明すると、スチールコード3を第1実施形態のように単にエンドレスベルト8a、8bで挟圧した場合、その挟圧面積が大きいことから、中央部ではコード間隔の変化が小さいものの、幅方向への拘束の弱い例えば側縁から30mm〜50mmの範囲は幅方向に広がりやすい。これにより、図6(c)に示すように、側縁に近いほどコード間隔が大きくなり(p1>p2>p3、例えばp1=2.6mm、p2=2.5mm、p3=2.0mm)、プライ2の全幅も例えば300mmから320mmに広がる。
【0043】
これに対し、本実施形態では、傾斜ロール14及び押さえロール15a、15bにより、プライ2の側縁部を構成するスチールコード3のコード間隔を小さくしておくので、エンドレスベルト8a、8bで挟圧することにより、図6(d)に示すように、全幅に渡ってコード間隔が一定で(p1=p2、例えばp1=p2=2mm)、厚さも一定(例えば2.1±0.05mm)のプライ2が得られる。
【0044】
なお、本発明は、上記の実施の形態に限定されるものではなく、本発明の範囲内において、適宜変更を加えることができる。例えば、スチールコード3のコード間隔を小さくするための手段として、傾斜ロール14及び押さえロール15a、15bに代えて、図7の(a)〜(c)に示す各手段を採用することができる。図7において、(a−1)、(b−1)及び(c−1)は各手段の平面図を示し、(a−2)、(b−2)及び(c−2)は各手段の正面図を示す。
【0045】
図7(a)に示す手段は、スチールコード3を上下に挟む一対の傾斜ロール20a、20bと、傾斜ロール20a、20bの上下流にそれぞれ上下一対ずつ配置した押さえロール21a、21b、22a、22bとからなり、傾斜ロール20a、20bをスチールコード3の進行方向を中心として傾斜させることにより、スチールコード3の束をねじって、そのコード間隔を小さくするものである。
【0046】
図7(b)に示す手段は、傾斜ロール14に代えて、円錐台ロール23を傾斜させて設けたものであり、側縁部の狭い範囲のみ、コード間隔を小さくするものである。また、図7(c)に示す手段は、傾斜ロール14に代えて、中心軸方向断面が2次曲線を構成する曲線ロール24を傾斜させて設けたものであり、側縁部のより狭い範囲のみ、コード間隔を小さくするものである。
【0047】
また、プライ2の側縁部を構成するスチールコード3のコード間隔を小さくするための手段として、ダイス孔10の間隔を調節するようにしてもよい。エンドレスベルト8a、8bは、一対に限らず複数対であってもよく、エンドレスベルト8a、8bを掛巻するロール11a、11b、12a、12b、12cの本数も、それぞれ2本以上であれば自由に設定することができる。
【図面の簡単な説明】
【0048】
【図1】本発明の第1実施形態のプライ形成装置を示す模式図であり、(a)は平面図、(b)はエンドレスベルトの挟圧状態を示す側面図、(c)はエンドレスベルトの離間状態を示す側面図
【図2】本発明の第2実施形態のプライ形成装置の斜視図
【図3】プライ形成装置の平面図(第2実施形態)
【図4】プライ形成装置の側面図(第2実施形態)
【図5】傾斜ロール及び押さえロールを示す図であり、(a)は平面図、(b)は正面図
【図6】スチールコードの配列の変化を説明する図
【図7】コード間隔を小さくするための別の手段を示す図
【符号の説明】
【0049】
1、13 プライ形成装置
2 プライ
3 スチールコード
4 ダイス
5 トッピングゴム
6 押出機
8a、8b エンドレスベルト
10 ダイス孔
11a、11b、12a、12b、12c ロール
14 傾斜ロール
15a、15b 押さえロール
【特許請求の範囲】
【請求項1】
複数本のスチールコードを並べると共にトッピングゴムで被覆してなるシート状のプライを形成するためのプライ形成装置であって、
供給された複数本のスチールコードを通す複数のダイス孔を有するダイスと、該ダイスにトッピングゴムを加圧しつつ供給して各スチールコードを被覆すると共にその素線間にトッピングゴムを侵入させる押出機と、前記ダイスを通過してトッピングゴムで被覆された複数本のスチールコードを挟圧することによって一体化しつつシート状にする少なくとも一対のエンドレスベルトとを備えたことを特徴とするプライ形成装置。
【請求項2】
前記スチールコードの進行方向でエンドレスベルトよりも上流に、前記プライの側縁部を構成するスチールコードを掛けて中央側に寄せるよう、エンドレスベルトの幅方向に対して傾斜する傾斜ロールが設けられたことを特徴とする請求項1に記載のプライ形成装置。
【請求項3】
複数本のスチールコードを並べると共にトッピングゴムで被覆してなるシート状のプライを形成する方法であって、
ダイスに複数本のスチールコードを供給して複数のダイス孔に通しながら、前記ダイスに押出機でトッピングゴムを加圧しつつ供給して各スチールコードを被覆すると共にその素線間にトッピングゴムを侵入させ、その後、トッピングゴムで被覆した複数本のスチールコードを少なくとも一対のエンドレスベルトで挟圧することによって一体化しつつシート状にすることを特徴とするプライの形成方法。
【請求項4】
前記エンドレスベルトで複数本のスチールコードを挟圧する前に、前記プライの側縁部を構成するスチールコードをエンドレスベルトの幅方向に対して傾斜する傾斜ロールに掛けて中央側に寄せることを特徴とする請求項3に記載のプライの形成方法。
【請求項1】
複数本のスチールコードを並べると共にトッピングゴムで被覆してなるシート状のプライを形成するためのプライ形成装置であって、
供給された複数本のスチールコードを通す複数のダイス孔を有するダイスと、該ダイスにトッピングゴムを加圧しつつ供給して各スチールコードを被覆すると共にその素線間にトッピングゴムを侵入させる押出機と、前記ダイスを通過してトッピングゴムで被覆された複数本のスチールコードを挟圧することによって一体化しつつシート状にする少なくとも一対のエンドレスベルトとを備えたことを特徴とするプライ形成装置。
【請求項2】
前記スチールコードの進行方向でエンドレスベルトよりも上流に、前記プライの側縁部を構成するスチールコードを掛けて中央側に寄せるよう、エンドレスベルトの幅方向に対して傾斜する傾斜ロールが設けられたことを特徴とする請求項1に記載のプライ形成装置。
【請求項3】
複数本のスチールコードを並べると共にトッピングゴムで被覆してなるシート状のプライを形成する方法であって、
ダイスに複数本のスチールコードを供給して複数のダイス孔に通しながら、前記ダイスに押出機でトッピングゴムを加圧しつつ供給して各スチールコードを被覆すると共にその素線間にトッピングゴムを侵入させ、その後、トッピングゴムで被覆した複数本のスチールコードを少なくとも一対のエンドレスベルトで挟圧することによって一体化しつつシート状にすることを特徴とするプライの形成方法。
【請求項4】
前記エンドレスベルトで複数本のスチールコードを挟圧する前に、前記プライの側縁部を構成するスチールコードをエンドレスベルトの幅方向に対して傾斜する傾斜ロールに掛けて中央側に寄せることを特徴とする請求項3に記載のプライの形成方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2009−23099(P2009−23099A)
【公開日】平成21年2月5日(2009.2.5)
【国際特許分類】
【出願番号】特願2007−185340(P2007−185340)
【出願日】平成19年7月17日(2007.7.17)
【出願人】(000003148)東洋ゴム工業株式会社 (2,711)
【Fターム(参考)】
【公開日】平成21年2月5日(2009.2.5)
【国際特許分類】
【出願日】平成19年7月17日(2007.7.17)
【出願人】(000003148)東洋ゴム工業株式会社 (2,711)
【Fターム(参考)】
[ Back to top ]