
プラスチックから複合材構成要素を製造するための方法、その方法に従って製造された複合材構成要素、およびそのような複合材構成要素の使用
本発明は、複合材構成要素(100)を製造するための方法であって、
1.1 少なくとも1層の裏当て層(114)および少なくとも1層の着色層(112)でできた装飾複合材(110)を製造するステップと、
1.2 少なくとも1層の外層(132;136)およびそれに接続された少なくとも1つのスペーサ(134)でできた構造複合材(130)を製造するステップと、
1.3 装飾複合材(110)と構造複合材(130)との間に接続層(120)を導入するステップと、
1.4 接続層(120)を硬化させながら、構造複合材(130)と装飾複合材(110)を接合するステップと
を含む方法に関する。

1.1 少なくとも1層の裏当て層(114)および少なくとも1層の着色層(112)でできた装飾複合材(110)を製造するステップと、
1.2 少なくとも1層の外層(132;136)およびそれに接続された少なくとも1つのスペーサ(134)でできた構造複合材(130)を製造するステップと、
1.3 装飾複合材(110)と構造複合材(130)との間に接続層(120)を導入するステップと、
1.4 接続層(120)を硬化させながら、構造複合材(130)と装飾複合材(110)を接合するステップと
を含む方法に関する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、請求項1に記載のプラスチックから複合材構成要素を製造するための方法、請求項14に記載のその方法によって製造される複合材構成要素、および請求項15に記載のこのタイプの複合材構成要素の有利な使用に関する。
【背景技術】
【0002】
独国特許出願公開第102 44 287号明細書に、車両用の複合材構成要素が開示されており、この複合材構成要素は、箔でできた外面と補強裏当て層とから構成され、補強裏当て層は、ハニカム構造と、ハニカム構造を両面でそれぞれ覆う強化ガラス繊維を含むポリウレタン層とから構成される。この複合材構成要素は、1つの金型内で複数のステップで製造される。個々の層に必要な硬化時間により、複合材構成要素は、比較的長い全体サイクル時間を必要とし、したがって、製造個数が比較的多い場合には、比較的高価な複数の金型を使用して複数の並行生産ラインを用いる必要がある。
【発明の概要】
【発明が解決しようとする課題】
【0003】
本発明の目的は、複合材構成要素の製造を単純化することができ、かつ複合材構成要素の製造プロセス時間を大幅に短縮することができる、プラスチックでできた複合材構成要素を製造するための方法、およびその方法によって製造される複合材構成要素を提供することである。
【課題を解決するための手段】
【0004】
本発明によれば、この目的は、方法に関しては請求項1に記載の特徴によって、複合材構成要素に関しては請求項14に記載の特徴によって実現される。本発明の有利な実施形態は、従属請求項に記載される。本発明に従って製造される複合材構成要素の有利な使用は、請求項15に記載される。
【0005】
本発明の本質は、2つの別々に製造されたモジュール、すなわち着色層を備えて外面を形成する装飾複合材と安定性を高める構造複合材とを接続層によって接合することにより複合材構成要素を提供することにある。装飾複合材と構造複合材を別々に製造することで、生産ラインの一部において製造ステップを並行して行うことができ、または別々の場所で完全に分離することができる。ここで、部品を接合するときには接続層を導入しさえすればよく、接続層の硬化は従来技術よりもはるかに迅速に行われる。また、別々に製造する方法により、例えば様々な装飾複合材を様々な構造複合材と接合することもできるようになり、したがって、例えば車両製造業者が顧客の要求に個別に応じて、外板およびそこに配置される内張りに関して様々な色および材料をモジュール式に組み立てることができる。
【0006】
1つの有利な実施形態では、装飾複合材の裏当て層が、アルミニウムや鋼などの金属、または熱可塑性樹脂、または熱硬化性樹脂から構成される。
【0007】
別の有利な実施形態では、着色層が、塗料層および/またはプライマ層および/または箔層および/または材料層の1つまたは複数から構成される。様々な材料を選択して場合によっては張り合わせることができることにより、外板の色、構造、および外観に関して大きな設計自由度が得られる。
【0008】
装飾複合材を構造複合材と接続するための接続層は、発泡または非発泡ポリマーから形成されることが好ましい。
【0009】
構造層のスペーサが、ペーパーハニカムから、発泡ポリスチレン(EPS)、発泡ポリプロピレン(EPP)、または発泡ポリカーボネート(EPC)などのポリマー発泡体から、メラミンから、発泡アルミニウムなどの金属発泡体から、天然原料から、またはモノリシック構造、例えば金属薄板、ガラス繊維強化ポリウレタン(PU−GF)、ガラス繊維強化エポキシ(EP−GF)、もしくはガラス繊維強化ポリカーボネート(PC−GF)から構成されることが好ましい。
【0010】
構造層の少なくとも1層の外層が、繊維層から形成されており、繊維層が、ガラス繊維、ガラス繊維強化ポリウレタン(PU−GF)、天然繊維、ポリマー繊維、無機繊維、金属繊維、または炭素繊維でできており、かつポリアミド(PA)、ポリプロピレン(PP)、エポキシ(EP)、またはポリウレタン(PU)でできたプラスチックマトリックス内に埋め込まれていることが好ましい。
【0011】
1つの特に好ましい実施形態では、構造複合材の構成は、スペーサの両面に2層の外層を有し、少なくとも1層の外層、特に好ましくは両方の外層が、スペーサの空隙内に浸透する接着剤または液体プラスチックによって接続されている。このタイプの構造複合材は、非常に軽量でありながら特に高い安定性を有する。
【0012】
少なくとも1層の飛散防止層が装飾複合材および/または構造複合材内に組み込まれていることがさらに好ましい。飛散防止層の組込みは、独国特許出願第10 2008 033 923.7号明細書に記載されており、この出願は、本願と同一出願人によるものであり、本出願よりも優先日が先であり、本明細書においてその開示を本出願に援用する。
【0013】
装飾複合材の製造と接続層の導入を第1の金型内で連続的に行い、同時に構造複合材の製造を、他のステップの場所とは空間的に離れた場所で行い、したがって完成した構造複合材を第2の金型内に中間製造物として挿入することができ、装飾複合材と構造複合材との間に接続層を導入した後に2つの金型を押し合わせて複合材構成要素を接合する方法が特に好ましい。
【0014】
本発明における上述した方法に従って製造される複合材構成要素は、特に好ましくは、車両の外板構成要素、例えば車両ルーフモジュール、車両ドア、フェンダ(wheel surround)、エンジンルームの蓋、トランクの蓋、テールゲートモジュール、折り畳み式のカブリオレの屋根(roof shell)、フロントスポイラ、またはリアスポイラに使用される。装飾複合材の高い表面品質および構造複合材による高い安定性、加えて着色および構造の自由度および短いサイクル時間により、本発明による方法は車両の外板構成要素の製造での使用に適したものとなる。
【0015】
別の有利な実施形態では、装飾複合材および/または構造複合材の層の少なくとも一方は、CSM法(composite spray molding process;複合材噴霧成形法)によって、および/またはLFI法(long fiber injection process;長繊維射出成形法)によって、および/またはGM−PU法(glassfiber−mat polyurethane process;ガラス繊維マットポリウレタン法)によって、および/またはRTM法(resin transfer molding process;樹脂注入成形法)によって、および/またはSMC法(sheet molding compound process;シート状成形材料法)によって、および/またはRIM法(reactive inject
ion molding process;反応射出成形法)によって、および/またはPRIM法(reinforced reactive injection molding process;強化反応射出成形法)によって、および/または射出成形法によって製造されている。
【0016】
少なくとも1層の飛散防止層が、好ましくはポリエチレン(PE)、および/またはポリエチレンテレフタレート(PET)、および/またはポリアミド(PA)、および/またはポリプロピレン(PP)、および/またはアラミド、および/または弾性ポリウレタン(PU)、および/または天然ゴムもしくは合成ゴム、および/またはスチール織物から構成される飛散防止織物を有する。
【0017】
同様に、複合材構成要素の最外部を成す外面が、既に供給業者のもとで所望の車両の色で着色されたプラスチック層から構成されていると有利である。これにより、複合材構成要素が車両の外板構成要素として使用されるとき、後から車両製造業者が塗装作業を行う必要が全くなくなる。
【0018】
以下、本発明の複合材構成要素を、図面を参照して一実施形態に基づいてより詳細に説明する。
【図面の簡単な説明】
【0019】
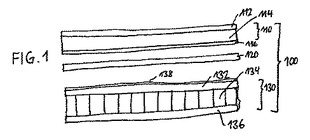
【図1】装飾複合材と、接続層と、構造複合材とでできた複合材構成要素のモジュール構造を示す図である。
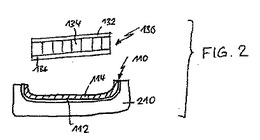
【図2】別々の、第1の金型内での装飾複合材の製造と、それとは別途の構造複合材の製造とを示す図である。
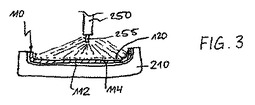
【図3】第1の金型内での装飾複合材の内面への接続層の導入を示す図である。
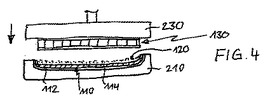
【図4】2つの金型を押し合わせることによる装飾複合材と構造複合材の接合を示す図である。
【発明を実施するための形態】
【0020】
図1に示される複合材構成要素100は、装飾複合材100(上側に示される)と、接続層120と、構造複合材130(下側に示される)とからモジュール式に組み立てられる。
【0021】
装飾複合材110は、少なくとも1層の裏当て層114と、少なくとも1層の着色層112とから構成される。着色層112は、後に複合材構成要素100が接合されたときに、複合材構成要素100の外向きの層を形成する。任意選択で、飛散防止層116が、裏当て層114の下面に提供されるか、または裏当て層114に埋め込まれる。装飾複合材110の裏当て層114は、任意選択で、アルミニウムや鋼板などの金属から構成されるか、または熱可塑性樹脂や熱硬化性樹脂から例えば熱間成形プラスチック箔の形態で構成される。着色層112は、その着色が複合材構成要素の所望の色に合わせられている塗料および/またはプライマおよび/または箔および/または層材料から構成される。飛散防止層116は、特にポリエチレン(PE)、ポリエチレンテレフタレート(PET)、ポリアミド(PA)、ポリプロピレン(PP)、アラミド、弾性ポリウレタン(PU)、天然ゴムもしくは合成ゴム、またはスチール織物から製造されている織物から構成されることが好ましい。また、特に好ましくは、飛散防止織物の形態での飛散防止層116は、特に裏当て層114がプラスチックから構成されている場合には裏当て層114内に埋め込むことができる。
【0022】
接続層120は、発泡または非発泡ポリマー、特にポリウレタン発泡体(PU)から構成されることが好ましい。接続層120の厚さは、好ましくは約2〜2.5mmである。
それと同時に、好ましくは、この層は、着色層112の外面上で見られる、スペーサ134のハニカム構造から伝達される圧力によって引き起こされる影響を効果的に防止するのに役立つ。この影響は、分離層がない場合に金型内での圧縮時に通常であれば生じ得る。スペーサ層134としてハニカム構造が使用されず、プラスチック、プラスチック発泡体、金属、または金属発泡体が代わりに使用される場合には、このとき接続層120の役割が装飾複合材110と構造複合材130の接続に限定されるので、接続層120の厚さをかなり小さくすることができる。
【0023】
構造複合材130は、上側外層132、スペーサ134、および下側外層136から構成される。任意選択で、上側外層132の上に飛散防止層138が配置され、飛散防止層138の構造は飛散防止層116と同様である。さらに、飛散防止層116の飛散防止織物が、外層132のプラスチック材料内に埋め込まれていることが好ましい。車両の外板構成要素として使用される複合材構成要素が事故により破砕した場合、2層の飛散防止層116および138は、それぞれ隣接する裏当て層114および132、136が破砕して鋭利な破片が車外または車内に突き出すのを防止する。
【0024】
構造層130のスペーサ134は、ペーパーハニカムから構成されることが好ましく、そのセル壁(fillet)は、隣接する外層132、136に対して垂直に、複合材構成要素100の主負荷方向に向けられている。代替形態として、スペーサ134は、ポリウレタン発泡体から、発泡ポリスチレン(EPS)、発泡ポリプロピレン(EPP)、または発泡ポリカーボネート(EPC)などのポリマー発泡体から、メラミンから、発泡アルミニウムなどの金属発泡体から、天然原材料から、あるいはモノリシック構造、例えば金属薄板、ガラス繊維強化ポリウレタン(PU−GF)、ガラス繊維強化エポキシ(EP−GF)、またはガラス繊維強化ポリカーボネート(PC−GF)から構成することもできる。スペーサ134は、例えば約13mmの厚さを有するペーパーハニカムから構成されることが特に好ましく、ここで、ハニカム構造の波形要素および外面要素の単位当たりの重量は、それぞれ1平方メートル当たり約115gであり、波形要素は、好ましくはA型の波形で設計されている。
【0025】
構造層130の少なくとも一方の外層132、136は繊維層から構成され、この繊維層は、例えばガラス繊維、ガラス繊維強化ポリウレタン(PU−GF)、天然繊維、ポリマー繊維、無機繊維、金属繊維、または炭素繊維でできており、かつ例えばポリアミド(PA)、ポリプロピレン(PP)、エポキシ(EP)、またはポリウレタン(PU)でできたプラスチックマトリックス内に埋め込まれている。外層132および136は、1平方メートル当たり約300gの単位当たりの重量を有するポリウレタン(PU)から構成されることが特に好ましく、このポリウレタンはそれぞれ、必須ではないが好ましくは、1平方メートル当たり約225gの単位当たりの重量を有するガラス繊維マットによって補強されている。
【0026】
例えばハニカム構造の形でのスペーサ134の連続気泡構造の場合、スペーサ134の空隙に浸透して垂直セル壁の縁部領域に溜まる接着剤または液体プラスチックによって外層132、136への接続を強化することが特に好ましい。
【0027】
スペーサ134と2層の隣接する外層132および136とでできた従来説明されている層構造は、CSM法(複合材噴霧成形法;Hennecke GmbH社(D−53754 Sankt Augustin)によって開示されている)によって金型(CSM金型)内で製造されることが好ましい。これは、本願と同一出願人による独国特許第100 33 232号明細書で既に同様に説明されている。ここでは、非常に軽量である一方で、主にハニカムの垂直セル壁の領域内に浸透してセル壁と結合するプラスチック(PU)によって強度が与えられる。
【0028】
本発明による方法においては、装飾複合材110と構造複合材130の製造が別々に行われる。互いに並べて配置された2つの生産ラインで製造を行うことができ、装飾複合材110と構造複合材130の個々の層の硬化時間が並行して経過し、したがって、複合材構成要素100を製造する全体のプロセス時間は、冒頭で述べた従来技術に比べて長くはならず、むしろ短縮される。また、装飾複合材110および/または構造複合材130の製造を完全に異なる場所で、完全に異なる供給業者のもとで行うこともできる。
【0029】
図2における第1のステップでは、着色層112を下にした状態での装飾複合材110が第1の金型210内に配置されるか、または代替形態として第1の金型210内で製造される。着色層112は、IMC法(inmold−coating process;インモールドコーティング法)によって、CSM金型(記載する例では下型210)内に直接、噴霧によって0.03〜0.06mmの層厚さで(S&R)、または0.3〜0.6mmの層厚さで(Panadur)製造されることが好ましい。
【0030】
それとは別に、第2のステップで構造複合材130が製造される。
【0031】
図3における第3のステップでは、少なくとも1つのノズル255を設けられた噴射器250によって、接続層120が裏当て層114の内側に塗布される。
【0032】
図4における第4のステップでは、構造複合材130は、上型230に固定されているか、またはその代替形態として接続層120の上に配置されている。上型230が下型210と押し合わされるとき、接続層120が、硬化過程中に構造複合材130と装飾複合材110を接続させる。
【0033】
完成した複合材構成要素100は、例えば車両のルーフモジュールまたは車両ドアとなる。しかし、有利には、本発明は、例えばフェンダ、エンジンルームの蓋、トランクの蓋、テールゲートモジュール、カブリオレの屋根、フロントスポイラ、またはリアスポイラなど他の車両構成要素でも実現することができ、また、自動車産業では使用されない他のプラスチック複合材構成要素にも適している。
【0034】
車両ルーフモジュールとして設計される複合材構成要素が金型内部で受ける圧力は、縁部領域で比較的大きい。縁部領域ではスペーサ134が省かれ、得られた空間に、車両ルーフモジュールの安定性を高める裏当て層が下から設けられ、この裏当て層は、LFI−PUR法(長繊維射出成形法)での射出成形によって、繊維材料が中に注入されたポリウレタンから製造されることが好ましい。車両ルーフモジュールとして設計された複合材構成要素が設置されるとき、強度を高められたこれらの縁部領域は、ルーフフレームのフランジ領域内で、接着剤ビードの高さ分だけ上がった位置にある(これに関しては、その本出願よりも優先日が先の独国特許出願第10 2008 033 923.7号明細書参照)。
【符号の説明】
【0035】
100 複合材構成要素
110 装飾複合材
112 着色層
114 裏当て層
116 飛散防止層
120 接続層
130 構造複合材
132 外層
134 スペーサ
136 外層
138 飛散防止層
210 金型(下型)
230 金型(上型)
250 噴射器
255 ノズル
【技術分野】
【0001】
本発明は、請求項1に記載のプラスチックから複合材構成要素を製造するための方法、請求項14に記載のその方法によって製造される複合材構成要素、および請求項15に記載のこのタイプの複合材構成要素の有利な使用に関する。
【背景技術】
【0002】
独国特許出願公開第102 44 287号明細書に、車両用の複合材構成要素が開示されており、この複合材構成要素は、箔でできた外面と補強裏当て層とから構成され、補強裏当て層は、ハニカム構造と、ハニカム構造を両面でそれぞれ覆う強化ガラス繊維を含むポリウレタン層とから構成される。この複合材構成要素は、1つの金型内で複数のステップで製造される。個々の層に必要な硬化時間により、複合材構成要素は、比較的長い全体サイクル時間を必要とし、したがって、製造個数が比較的多い場合には、比較的高価な複数の金型を使用して複数の並行生産ラインを用いる必要がある。
【発明の概要】
【発明が解決しようとする課題】
【0003】
本発明の目的は、複合材構成要素の製造を単純化することができ、かつ複合材構成要素の製造プロセス時間を大幅に短縮することができる、プラスチックでできた複合材構成要素を製造するための方法、およびその方法によって製造される複合材構成要素を提供することである。
【課題を解決するための手段】
【0004】
本発明によれば、この目的は、方法に関しては請求項1に記載の特徴によって、複合材構成要素に関しては請求項14に記載の特徴によって実現される。本発明の有利な実施形態は、従属請求項に記載される。本発明に従って製造される複合材構成要素の有利な使用は、請求項15に記載される。
【0005】
本発明の本質は、2つの別々に製造されたモジュール、すなわち着色層を備えて外面を形成する装飾複合材と安定性を高める構造複合材とを接続層によって接合することにより複合材構成要素を提供することにある。装飾複合材と構造複合材を別々に製造することで、生産ラインの一部において製造ステップを並行して行うことができ、または別々の場所で完全に分離することができる。ここで、部品を接合するときには接続層を導入しさえすればよく、接続層の硬化は従来技術よりもはるかに迅速に行われる。また、別々に製造する方法により、例えば様々な装飾複合材を様々な構造複合材と接合することもできるようになり、したがって、例えば車両製造業者が顧客の要求に個別に応じて、外板およびそこに配置される内張りに関して様々な色および材料をモジュール式に組み立てることができる。
【0006】
1つの有利な実施形態では、装飾複合材の裏当て層が、アルミニウムや鋼などの金属、または熱可塑性樹脂、または熱硬化性樹脂から構成される。
【0007】
別の有利な実施形態では、着色層が、塗料層および/またはプライマ層および/または箔層および/または材料層の1つまたは複数から構成される。様々な材料を選択して場合によっては張り合わせることができることにより、外板の色、構造、および外観に関して大きな設計自由度が得られる。
【0008】
装飾複合材を構造複合材と接続するための接続層は、発泡または非発泡ポリマーから形成されることが好ましい。
【0009】
構造層のスペーサが、ペーパーハニカムから、発泡ポリスチレン(EPS)、発泡ポリプロピレン(EPP)、または発泡ポリカーボネート(EPC)などのポリマー発泡体から、メラミンから、発泡アルミニウムなどの金属発泡体から、天然原料から、またはモノリシック構造、例えば金属薄板、ガラス繊維強化ポリウレタン(PU−GF)、ガラス繊維強化エポキシ(EP−GF)、もしくはガラス繊維強化ポリカーボネート(PC−GF)から構成されることが好ましい。
【0010】
構造層の少なくとも1層の外層が、繊維層から形成されており、繊維層が、ガラス繊維、ガラス繊維強化ポリウレタン(PU−GF)、天然繊維、ポリマー繊維、無機繊維、金属繊維、または炭素繊維でできており、かつポリアミド(PA)、ポリプロピレン(PP)、エポキシ(EP)、またはポリウレタン(PU)でできたプラスチックマトリックス内に埋め込まれていることが好ましい。
【0011】
1つの特に好ましい実施形態では、構造複合材の構成は、スペーサの両面に2層の外層を有し、少なくとも1層の外層、特に好ましくは両方の外層が、スペーサの空隙内に浸透する接着剤または液体プラスチックによって接続されている。このタイプの構造複合材は、非常に軽量でありながら特に高い安定性を有する。
【0012】
少なくとも1層の飛散防止層が装飾複合材および/または構造複合材内に組み込まれていることがさらに好ましい。飛散防止層の組込みは、独国特許出願第10 2008 033 923.7号明細書に記載されており、この出願は、本願と同一出願人によるものであり、本出願よりも優先日が先であり、本明細書においてその開示を本出願に援用する。
【0013】
装飾複合材の製造と接続層の導入を第1の金型内で連続的に行い、同時に構造複合材の製造を、他のステップの場所とは空間的に離れた場所で行い、したがって完成した構造複合材を第2の金型内に中間製造物として挿入することができ、装飾複合材と構造複合材との間に接続層を導入した後に2つの金型を押し合わせて複合材構成要素を接合する方法が特に好ましい。
【0014】
本発明における上述した方法に従って製造される複合材構成要素は、特に好ましくは、車両の外板構成要素、例えば車両ルーフモジュール、車両ドア、フェンダ(wheel surround)、エンジンルームの蓋、トランクの蓋、テールゲートモジュール、折り畳み式のカブリオレの屋根(roof shell)、フロントスポイラ、またはリアスポイラに使用される。装飾複合材の高い表面品質および構造複合材による高い安定性、加えて着色および構造の自由度および短いサイクル時間により、本発明による方法は車両の外板構成要素の製造での使用に適したものとなる。
【0015】
別の有利な実施形態では、装飾複合材および/または構造複合材の層の少なくとも一方は、CSM法(composite spray molding process;複合材噴霧成形法)によって、および/またはLFI法(long fiber injection process;長繊維射出成形法)によって、および/またはGM−PU法(glassfiber−mat polyurethane process;ガラス繊維マットポリウレタン法)によって、および/またはRTM法(resin transfer molding process;樹脂注入成形法)によって、および/またはSMC法(sheet molding compound process;シート状成形材料法)によって、および/またはRIM法(reactive inject
ion molding process;反応射出成形法)によって、および/またはPRIM法(reinforced reactive injection molding process;強化反応射出成形法)によって、および/または射出成形法によって製造されている。
【0016】
少なくとも1層の飛散防止層が、好ましくはポリエチレン(PE)、および/またはポリエチレンテレフタレート(PET)、および/またはポリアミド(PA)、および/またはポリプロピレン(PP)、および/またはアラミド、および/または弾性ポリウレタン(PU)、および/または天然ゴムもしくは合成ゴム、および/またはスチール織物から構成される飛散防止織物を有する。
【0017】
同様に、複合材構成要素の最外部を成す外面が、既に供給業者のもとで所望の車両の色で着色されたプラスチック層から構成されていると有利である。これにより、複合材構成要素が車両の外板構成要素として使用されるとき、後から車両製造業者が塗装作業を行う必要が全くなくなる。
【0018】
以下、本発明の複合材構成要素を、図面を参照して一実施形態に基づいてより詳細に説明する。
【図面の簡単な説明】
【0019】
【図1】装飾複合材と、接続層と、構造複合材とでできた複合材構成要素のモジュール構造を示す図である。
【図2】別々の、第1の金型内での装飾複合材の製造と、それとは別途の構造複合材の製造とを示す図である。
【図3】第1の金型内での装飾複合材の内面への接続層の導入を示す図である。
【図4】2つの金型を押し合わせることによる装飾複合材と構造複合材の接合を示す図である。
【発明を実施するための形態】
【0020】
図1に示される複合材構成要素100は、装飾複合材100(上側に示される)と、接続層120と、構造複合材130(下側に示される)とからモジュール式に組み立てられる。
【0021】
装飾複合材110は、少なくとも1層の裏当て層114と、少なくとも1層の着色層112とから構成される。着色層112は、後に複合材構成要素100が接合されたときに、複合材構成要素100の外向きの層を形成する。任意選択で、飛散防止層116が、裏当て層114の下面に提供されるか、または裏当て層114に埋め込まれる。装飾複合材110の裏当て層114は、任意選択で、アルミニウムや鋼板などの金属から構成されるか、または熱可塑性樹脂や熱硬化性樹脂から例えば熱間成形プラスチック箔の形態で構成される。着色層112は、その着色が複合材構成要素の所望の色に合わせられている塗料および/またはプライマおよび/または箔および/または層材料から構成される。飛散防止層116は、特にポリエチレン(PE)、ポリエチレンテレフタレート(PET)、ポリアミド(PA)、ポリプロピレン(PP)、アラミド、弾性ポリウレタン(PU)、天然ゴムもしくは合成ゴム、またはスチール織物から製造されている織物から構成されることが好ましい。また、特に好ましくは、飛散防止織物の形態での飛散防止層116は、特に裏当て層114がプラスチックから構成されている場合には裏当て層114内に埋め込むことができる。
【0022】
接続層120は、発泡または非発泡ポリマー、特にポリウレタン発泡体(PU)から構成されることが好ましい。接続層120の厚さは、好ましくは約2〜2.5mmである。
それと同時に、好ましくは、この層は、着色層112の外面上で見られる、スペーサ134のハニカム構造から伝達される圧力によって引き起こされる影響を効果的に防止するのに役立つ。この影響は、分離層がない場合に金型内での圧縮時に通常であれば生じ得る。スペーサ層134としてハニカム構造が使用されず、プラスチック、プラスチック発泡体、金属、または金属発泡体が代わりに使用される場合には、このとき接続層120の役割が装飾複合材110と構造複合材130の接続に限定されるので、接続層120の厚さをかなり小さくすることができる。
【0023】
構造複合材130は、上側外層132、スペーサ134、および下側外層136から構成される。任意選択で、上側外層132の上に飛散防止層138が配置され、飛散防止層138の構造は飛散防止層116と同様である。さらに、飛散防止層116の飛散防止織物が、外層132のプラスチック材料内に埋め込まれていることが好ましい。車両の外板構成要素として使用される複合材構成要素が事故により破砕した場合、2層の飛散防止層116および138は、それぞれ隣接する裏当て層114および132、136が破砕して鋭利な破片が車外または車内に突き出すのを防止する。
【0024】
構造層130のスペーサ134は、ペーパーハニカムから構成されることが好ましく、そのセル壁(fillet)は、隣接する外層132、136に対して垂直に、複合材構成要素100の主負荷方向に向けられている。代替形態として、スペーサ134は、ポリウレタン発泡体から、発泡ポリスチレン(EPS)、発泡ポリプロピレン(EPP)、または発泡ポリカーボネート(EPC)などのポリマー発泡体から、メラミンから、発泡アルミニウムなどの金属発泡体から、天然原材料から、あるいはモノリシック構造、例えば金属薄板、ガラス繊維強化ポリウレタン(PU−GF)、ガラス繊維強化エポキシ(EP−GF)、またはガラス繊維強化ポリカーボネート(PC−GF)から構成することもできる。スペーサ134は、例えば約13mmの厚さを有するペーパーハニカムから構成されることが特に好ましく、ここで、ハニカム構造の波形要素および外面要素の単位当たりの重量は、それぞれ1平方メートル当たり約115gであり、波形要素は、好ましくはA型の波形で設計されている。
【0025】
構造層130の少なくとも一方の外層132、136は繊維層から構成され、この繊維層は、例えばガラス繊維、ガラス繊維強化ポリウレタン(PU−GF)、天然繊維、ポリマー繊維、無機繊維、金属繊維、または炭素繊維でできており、かつ例えばポリアミド(PA)、ポリプロピレン(PP)、エポキシ(EP)、またはポリウレタン(PU)でできたプラスチックマトリックス内に埋め込まれている。外層132および136は、1平方メートル当たり約300gの単位当たりの重量を有するポリウレタン(PU)から構成されることが特に好ましく、このポリウレタンはそれぞれ、必須ではないが好ましくは、1平方メートル当たり約225gの単位当たりの重量を有するガラス繊維マットによって補強されている。
【0026】
例えばハニカム構造の形でのスペーサ134の連続気泡構造の場合、スペーサ134の空隙に浸透して垂直セル壁の縁部領域に溜まる接着剤または液体プラスチックによって外層132、136への接続を強化することが特に好ましい。
【0027】
スペーサ134と2層の隣接する外層132および136とでできた従来説明されている層構造は、CSM法(複合材噴霧成形法;Hennecke GmbH社(D−53754 Sankt Augustin)によって開示されている)によって金型(CSM金型)内で製造されることが好ましい。これは、本願と同一出願人による独国特許第100 33 232号明細書で既に同様に説明されている。ここでは、非常に軽量である一方で、主にハニカムの垂直セル壁の領域内に浸透してセル壁と結合するプラスチック(PU)によって強度が与えられる。
【0028】
本発明による方法においては、装飾複合材110と構造複合材130の製造が別々に行われる。互いに並べて配置された2つの生産ラインで製造を行うことができ、装飾複合材110と構造複合材130の個々の層の硬化時間が並行して経過し、したがって、複合材構成要素100を製造する全体のプロセス時間は、冒頭で述べた従来技術に比べて長くはならず、むしろ短縮される。また、装飾複合材110および/または構造複合材130の製造を完全に異なる場所で、完全に異なる供給業者のもとで行うこともできる。
【0029】
図2における第1のステップでは、着色層112を下にした状態での装飾複合材110が第1の金型210内に配置されるか、または代替形態として第1の金型210内で製造される。着色層112は、IMC法(inmold−coating process;インモールドコーティング法)によって、CSM金型(記載する例では下型210)内に直接、噴霧によって0.03〜0.06mmの層厚さで(S&R)、または0.3〜0.6mmの層厚さで(Panadur)製造されることが好ましい。
【0030】
それとは別に、第2のステップで構造複合材130が製造される。
【0031】
図3における第3のステップでは、少なくとも1つのノズル255を設けられた噴射器250によって、接続層120が裏当て層114の内側に塗布される。
【0032】
図4における第4のステップでは、構造複合材130は、上型230に固定されているか、またはその代替形態として接続層120の上に配置されている。上型230が下型210と押し合わされるとき、接続層120が、硬化過程中に構造複合材130と装飾複合材110を接続させる。
【0033】
完成した複合材構成要素100は、例えば車両のルーフモジュールまたは車両ドアとなる。しかし、有利には、本発明は、例えばフェンダ、エンジンルームの蓋、トランクの蓋、テールゲートモジュール、カブリオレの屋根、フロントスポイラ、またはリアスポイラなど他の車両構成要素でも実現することができ、また、自動車産業では使用されない他のプラスチック複合材構成要素にも適している。
【0034】
車両ルーフモジュールとして設計される複合材構成要素が金型内部で受ける圧力は、縁部領域で比較的大きい。縁部領域ではスペーサ134が省かれ、得られた空間に、車両ルーフモジュールの安定性を高める裏当て層が下から設けられ、この裏当て層は、LFI−PUR法(長繊維射出成形法)での射出成形によって、繊維材料が中に注入されたポリウレタンから製造されることが好ましい。車両ルーフモジュールとして設計された複合材構成要素が設置されるとき、強度を高められたこれらの縁部領域は、ルーフフレームのフランジ領域内で、接着剤ビードの高さ分だけ上がった位置にある(これに関しては、その本出願よりも優先日が先の独国特許出願第10 2008 033 923.7号明細書参照)。
【符号の説明】
【0035】
100 複合材構成要素
110 装飾複合材
112 着色層
114 裏当て層
116 飛散防止層
120 接続層
130 構造複合材
132 外層
134 スペーサ
136 外層
138 飛散防止層
210 金型(下型)
230 金型(上型)
250 噴射器
255 ノズル
【特許請求の範囲】
【請求項1】
特に車両の外板構成要素、例えば車両ルーフモジュール、車両ドア、フェンダ、エンジンルームの蓋、トランクの蓋、テールゲートモジュール、カブリオレの屋根、フロントスポイラ、またはリアスポイラの複合材構成要素(100)を製造するための方法であって、
1.1 少なくとも1層の裏当て層(114)および少なくとも1層の着色層(112)でできた装飾複合材(110)を製造するステップと、
1.2 少なくとも1層の外層(132;136)および前記外層(132;136)に接続された少なくとも1つのスペーサ(134)でできた構造複合材(130)を製造するステップと、
1.3 装飾複合材(110)と構造複合材(130)との間に接続層(120)を導入するステップと、
1.4 前記接続層(120)を硬化させながら、前記構造複合材(130)と前記装飾複合材(110)を接合するステップと
を含む方法。
【請求項2】
前記装飾複合材(110)の前記裏当て層(114)が、アルミニウムや鋼などの金属、または熱可塑性樹脂、または熱硬化性樹脂から構成されることを特徴とする、請求項1に記載の方法。
【請求項3】
前記着色層(112)が、塗料層および/またはプライマ層および/または箔層および/または材料層の1つまたは複数から構成されることを特徴とする、請求項1または2に記載の方法。
【請求項4】
前記接続層(120)が、発泡ポリマーまたは非発泡ポリマーから形成されることを特徴とする、請求項1〜3のいずれか一項に記載の方法。
【請求項5】
前記構造層(130)の前記スペーサ(134)が、ペーパーハニカムから、ポリウレタン発泡体から、発泡ポリスチレン(EPS)、発泡ポリプロピレン(EPP)、または発泡ポリカーボネート(EPC)などのポリマー発泡体から、メラミンから、発泡アルミニウムなどの金属発泡体から、天然原料から、またはモノリシック構造、例えば金属薄板、ガラス繊維強化ポリウレタン(PU−GF)、ガラス繊維強化エポキシ(EP−GF)、もしくはガラス繊維強化ポリカーボネート(PC−GF)から構成されることを特徴とする、請求項1〜4のいずれか一項に記載の方法。
【請求項6】
前記構造層(130)の前記少なくとも1層の外層(132、136)が、繊維層から形成されており、前記繊維層が、ガラス繊維、ガラス繊維強化ポリウレタン(PU−GF)、天然繊維、ポリマー繊維、無機繊維、金属繊維、または炭素繊維でできており、かつポリアミド(PA)、ポリプロピレン(PP)、エポキシ(EP)、またはポリウレタン(PU)でできたプラスチックマトリックス内に埋め込まれていることを特徴とする、請求項1〜5のいずれか一項に記載の方法。
【請求項7】
前記スペーサ(134)の両面に2層の外層(132、136)が配置されていることを特徴とする、請求項1〜6のいずれか一項に記載の方法。
【請求項8】
前記少なくとも1層の外層(132、136)が、前記スペーサ(134)の空隙内に浸透する接着剤または液体プラスチックによって接続されていることを特徴とする、請求項1〜7のいずれか一項に記載の方法。
【請求項9】
少なくとも1層の飛散防止層(116、138)が、前記装飾複合材(110)および/または前記構造複合材(130)内に組み込まれていることを特徴とする、請求項1〜8のいずれか一項に記載の方法。
【請求項10】
ステップ1.1およびステップ1.3が、第1の金型(210)内で連続的に行われることを特徴とする、請求項1〜9のいずれか一項に記載の方法。
【請求項11】
ステップ1.2が、他のステップが行われる場所とは空間的に離れた場所で行われることを特徴とする、請求項1〜10のいずれか一項に記載の方法。
【請求項12】
ステップ1.2の中間製造物が、第2の金型(230)内に挿入されることを特徴とする、請求項1〜11のいずれか一項に記載の方法。
【請求項13】
ステップ1.4が、前記第1の金型(210)と前記第2の金型(230)を押し合わせることによって行われることを特徴とする、請求項10〜12のいずれか一項に記載の方法。
【請求項14】
請求項1〜13のいずれか一項に記載の方法に従って製造された複合材構成要素。
【請求項15】
車両の外板構成要素、例えば車両ルーフモジュール、車両ドア、フェンダ、エンジンルームの蓋、トランクの蓋、テールゲートモジュール、カブリオレの屋根、フロントスポイラ、またはリアスポイラとしての請求項14に記載の複合材構成要素の使用。
【請求項1】
特に車両の外板構成要素、例えば車両ルーフモジュール、車両ドア、フェンダ、エンジンルームの蓋、トランクの蓋、テールゲートモジュール、カブリオレの屋根、フロントスポイラ、またはリアスポイラの複合材構成要素(100)を製造するための方法であって、
1.1 少なくとも1層の裏当て層(114)および少なくとも1層の着色層(112)でできた装飾複合材(110)を製造するステップと、
1.2 少なくとも1層の外層(132;136)および前記外層(132;136)に接続された少なくとも1つのスペーサ(134)でできた構造複合材(130)を製造するステップと、
1.3 装飾複合材(110)と構造複合材(130)との間に接続層(120)を導入するステップと、
1.4 前記接続層(120)を硬化させながら、前記構造複合材(130)と前記装飾複合材(110)を接合するステップと
を含む方法。
【請求項2】
前記装飾複合材(110)の前記裏当て層(114)が、アルミニウムや鋼などの金属、または熱可塑性樹脂、または熱硬化性樹脂から構成されることを特徴とする、請求項1に記載の方法。
【請求項3】
前記着色層(112)が、塗料層および/またはプライマ層および/または箔層および/または材料層の1つまたは複数から構成されることを特徴とする、請求項1または2に記載の方法。
【請求項4】
前記接続層(120)が、発泡ポリマーまたは非発泡ポリマーから形成されることを特徴とする、請求項1〜3のいずれか一項に記載の方法。
【請求項5】
前記構造層(130)の前記スペーサ(134)が、ペーパーハニカムから、ポリウレタン発泡体から、発泡ポリスチレン(EPS)、発泡ポリプロピレン(EPP)、または発泡ポリカーボネート(EPC)などのポリマー発泡体から、メラミンから、発泡アルミニウムなどの金属発泡体から、天然原料から、またはモノリシック構造、例えば金属薄板、ガラス繊維強化ポリウレタン(PU−GF)、ガラス繊維強化エポキシ(EP−GF)、もしくはガラス繊維強化ポリカーボネート(PC−GF)から構成されることを特徴とする、請求項1〜4のいずれか一項に記載の方法。
【請求項6】
前記構造層(130)の前記少なくとも1層の外層(132、136)が、繊維層から形成されており、前記繊維層が、ガラス繊維、ガラス繊維強化ポリウレタン(PU−GF)、天然繊維、ポリマー繊維、無機繊維、金属繊維、または炭素繊維でできており、かつポリアミド(PA)、ポリプロピレン(PP)、エポキシ(EP)、またはポリウレタン(PU)でできたプラスチックマトリックス内に埋め込まれていることを特徴とする、請求項1〜5のいずれか一項に記載の方法。
【請求項7】
前記スペーサ(134)の両面に2層の外層(132、136)が配置されていることを特徴とする、請求項1〜6のいずれか一項に記載の方法。
【請求項8】
前記少なくとも1層の外層(132、136)が、前記スペーサ(134)の空隙内に浸透する接着剤または液体プラスチックによって接続されていることを特徴とする、請求項1〜7のいずれか一項に記載の方法。
【請求項9】
少なくとも1層の飛散防止層(116、138)が、前記装飾複合材(110)および/または前記構造複合材(130)内に組み込まれていることを特徴とする、請求項1〜8のいずれか一項に記載の方法。
【請求項10】
ステップ1.1およびステップ1.3が、第1の金型(210)内で連続的に行われることを特徴とする、請求項1〜9のいずれか一項に記載の方法。
【請求項11】
ステップ1.2が、他のステップが行われる場所とは空間的に離れた場所で行われることを特徴とする、請求項1〜10のいずれか一項に記載の方法。
【請求項12】
ステップ1.2の中間製造物が、第2の金型(230)内に挿入されることを特徴とする、請求項1〜11のいずれか一項に記載の方法。
【請求項13】
ステップ1.4が、前記第1の金型(210)と前記第2の金型(230)を押し合わせることによって行われることを特徴とする、請求項10〜12のいずれか一項に記載の方法。
【請求項14】
請求項1〜13のいずれか一項に記載の方法に従って製造された複合材構成要素。
【請求項15】
車両の外板構成要素、例えば車両ルーフモジュール、車両ドア、フェンダ、エンジンルームの蓋、トランクの蓋、テールゲートモジュール、カブリオレの屋根、フロントスポイラ、またはリアスポイラとしての請求項14に記載の複合材構成要素の使用。
【図1】

【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公表番号】特表2011−529803(P2011−529803A)
【公表日】平成23年12月15日(2011.12.15)
【国際特許分類】
【出願番号】特願2011−520341(P2011−520341)
【出願日】平成21年7月2日(2009.7.2)
【国際出願番号】PCT/EP2009/004794
【国際公開番号】WO2010/012348
【国際公開日】平成22年2月4日(2010.2.4)
【出願人】(506027147)ヴェバスト アクチェンゲゼルシャフト (7)
【出願人】(504037346)バイエル・マテリアルサイエンス・アクチェンゲゼルシャフト (728)
【氏名又は名称原語表記】Bayer MaterialScience AG
【Fターム(参考)】
【公表日】平成23年12月15日(2011.12.15)
【国際特許分類】
【出願日】平成21年7月2日(2009.7.2)
【国際出願番号】PCT/EP2009/004794
【国際公開番号】WO2010/012348
【国際公開日】平成22年2月4日(2010.2.4)
【出願人】(506027147)ヴェバスト アクチェンゲゼルシャフト (7)
【出願人】(504037346)バイエル・マテリアルサイエンス・アクチェンゲゼルシャフト (728)
【氏名又は名称原語表記】Bayer MaterialScience AG
【Fターム(参考)】
[ Back to top ]