
プラスチックを材料とする気泡構造体を製造するプロセスおよびこのプロセスを実行するための装置
少なくとも一つのプラスチックを材料とする組成物の平行なラメラは、ほぼ水平な方向に、複数の平行なスロットおよび、少なくとも表面上に、絶縁材料を備えた前面を有するダイを通じて、連続的に押し出され、
ダイを出るとき、連続的に交互に、プラスチック組成物が溶融したままでいるのに十分短い長さである二つのサイジングユニットの間で、二つの隣接するラメラ間にある空間に圧縮ガスが注入され、および真空にされ、所定のラメラの二つの側が、それらのうち一つに関しては、圧縮ガスの働きを受け、他の一つに関しては真空の働きを受け、次に交代したときはその逆も同様であり、ラメラを変形し、それらを互いに対に溶着し、押出方向に対してほぼ平行な面内で、気泡構造体を形成し、該気泡構造体を構成する気泡は押出方向と垂直に伸びる、
プラスチックを材料とする気泡構造体を製造するプロセス。

ダイを出るとき、連続的に交互に、プラスチック組成物が溶融したままでいるのに十分短い長さである二つのサイジングユニットの間で、二つの隣接するラメラ間にある空間に圧縮ガスが注入され、および真空にされ、所定のラメラの二つの側が、それらのうち一つに関しては、圧縮ガスの働きを受け、他の一つに関しては真空の働きを受け、次に交代したときはその逆も同様であり、ラメラを変形し、それらを互いに対に溶着し、押出方向に対してほぼ平行な面内で、気泡構造体を形成し、該気泡構造体を構成する気泡は押出方向と垂直に伸びる、
プラスチックを材料とする気泡構造体を製造するプロセス。
【発明の詳細な説明】
【技術分野】
【0001】
本発明はプラスチックを材料とする、特にポリアリールエーテルスルホンを材料とする、気泡構造体を製造するプロセスに関する。本発明は前記プロセスを実行するための装置にも関する。
【背景技術】
【0002】
多くの産業(航空、自動車、土木、船など)において要求されるのは、使用される構造体の機械的性質/重量の比を最適化することである。この目的を達成するために、特にプラスチック構造体を軽量化するために、多くのプロセスが開発されてきた。これらのプロセスの殆どは、マクロレベルの気泡の機械的形成(「ハニカム」構造とよばれる気泡構造体を形成するため固体の集合体または溶融した流れによって)、または気体の生成若しくは膨張(物理的または化学的発泡剤を用いた発泡または気泡形成)によるミクロレベルの気泡の物理的形成、のどちらかを用いる。二つのタイプのプロセスの組み合わせもまた考えられてきた。
【0003】
文献独国特許出願公開第1779330号明細書は、成形可能な材料で作られた多孔性製品の連続製造のためのプロセスおよびインジェクションヘッドについて記述し、これは並んで配置された、ブローイングチャンバ内で終了する幾つかの分離した固定ノズルを通じたセクションの垂直押出によるものである。このセクションは圧力手段の動作によって押出方向に対して横方向に曲げられ互いに溶着されるが、前記圧力手段は特に蒸気、液体または気体、特に熱圧縮空気であってよい。ダイの冷却を防ぐために熱流体の使用は必要であり、もしもそのように行なう場合、材料を固化させて、ダイが詰まる原因となる。
【0004】
このプロセスは小さなサイズの構造体(小さなメッシュ網)に特有であるが、「ハニカム」タイプである、サイズが大きな気泡構造体の製造には適さない。なぜなら、そのような構造は自重で破壊する可能性があるためである。さらに、小さな構造体(網状)であっても、ブローイングチャンバの上流において溶融材料が静水圧で押される結果としてこのプロセスはメッシュ気泡の変形をもたらす。
【0005】
連続的な押出によって大きな気泡構造体を製造するためのプロセスは文献欧州特許第1009625号明細書において提案されており、その内容は現在の記述において参照のために組み込まれる。このプロセスは、以下のものである。
【0006】
・マルチスロットダイを用いて、熱可塑性樹脂の平行なシートを、シートの縦端部とチャンバの壁との間に提供されたシーリングを有する、冷却チャンバ内に連続的に押出し、様々なシートが、それらとチャンバの壁との間で、区画(compartment)を規定する。
【0007】
・このチャンバ内でおよびダイに対向する側に配置された端部から、各々対のまたは非対の区画内を真空にして、それらの全高さにわたって局部的溶着を形成するために、押し出されたシートを、対で、変形させ、引き付ける。
【0008】
・ダイと同じ側に位置する端部から、全ての非対または対の区画を、冷却流体(水)を用いて、充填して、前回の区画と交替する。
【0009】
・各区画において、冷却チャンバ内で固化された気泡構造体を得るために、真空および充填物を冷却流体で置換し、前記気泡構造体において気泡は押出方向に垂直である。
【0010】
このプロセスによると、得られた気泡構造体は冷却チャンバから取り出すとき、固体である。これは、密閉された冷却チャンバ内で水を使用することにより、非常に短い時間で膨張され、隣接する気泡に溶着され、固化された気泡内に、この流体が残存するという結果をもたらすためである。このように、迅速な固化はプロセスの実現可能性において必要であるが、そうでなければ、気泡構造体が、長い(管状)冷却チャンバの壁に付着し、その結果高い圧力降下を引き起こすであろう。
【0011】
さらに、使用されたダイの幾何学的形状およびこのプロセスを実行する方法(および特に冷却流体として水を使用すること)は、非常に流動性の樹脂のみ、すなわち射出成形用であって熱成形ではない樹脂、を使用することができるようなものである(典型的には10dg/minを超えるメルトフローインデックス(MFI)を有する)。さらに、第1に、ダイ入口における材料の温度は、溶着速度を増加させるためできるだけ樹脂の粘性を低減するように、非常に高くなくてはならず、また、第2に、溶着が生成され得る前にそれらが急速に冷却されるため、ガラス転移温度が高いかまたは融点が高い樹脂はこの技術によって溶着することができない。例えばポリ塩化ビニル(PVC)のような樹脂は熱的安定性が低いため、所望の温度に加熱することができない。さらに、ある組成物は、高温であっても比較的粘性を有する、および一般的に粘性のままである。その結果、隣接するシートの断続的な溶着が正確に実行されない。さらに、冷却チャンバ内に存在する水との接触で粘性材料が急速に凝固するので、シートは、ダイ出口でほんの少しだけ延伸され、その結果、得られた気泡構造体はしばしばバルク密度(構造体のkg/dm3で表される)が高い。したがって、このプロセスは押し出されたラメラの厚みに関して制限されている。なぜなら、それらが薄すぎる場合、溶着される前に固化するためである。
【特許文献1】独国特許出願公開第1779330号明細書
【特許文献2】欧州特許第1009625号明細書
【特許文献3】米国特許第3,624,250号明細書
【特許文献4】米国特許第4,513,129号明細書
【特許文献5】米国特許第4,524,194号明細書
【特許文献6】米国特許第4,739,024号明細書
【特許文献7】仏国特許出願公開第03/08843号明細書
【特許文献8】欧州特許第1009625号明細書
【特許文献9】仏国特許第2760999号明細書
【発明の開示】
【発明が解決しようとする課題】
【0012】
本発明の目的はこれらの問題を解決することであり、特に、軽量で、品質がよい溶着部を有するプラスチックを材料とする気泡構造体を得ることであり、これは、広範囲の粘性および温度でなされる。それは、「ハニカム」気泡構造体が水平に連続的に、冷却流体を使用することなく、特に水を使用することなく、押し出される可能性があるという驚くべき観察に基づく。これは、ダイが、少なくとも表面で、熱的に絶縁され、プラスチックがダイ出口においてまだ溶融しているかまたはペースト状態であるために十分に短ければ、気泡を生成し、かつダイを出るとき構造体の結合を引き起こすことなくそうするために、プラスチックの成形温度より低い温度でガスを使用することが可能なためである。したがって、一方では処方に関する労力およびある添加剤に関連するコストを削減することができ、他方ではもはや内部の加圧された水に耐える必要がないためダイが簡素化できるので、水を用いるプロセスと比較してプロセスは高価ではなくなる。
【課題を解決するための手段】
【0013】
したがって、本発明は、主にプラスチックを材料とする気泡構造体を製造する以下のプロセスに関する。
【0014】
−少なくとも一つのプラスチックを材料とする組成物の平行なラメラは、ほぼ水平な方向に、複数の平行なスロットおよび、少なくとも表面上に、絶縁材料を備えた前面を有するダイを通じて、連続的に押し出される。
【0015】
−ダイを出るとき、連続的に交互に、プラスチック組成物が溶融したままでいるのに十分短い長さである二つのサイジングユニットの間で、二つの隣接するラメラ間にある空間に圧縮ガスが注入され、および真空にされ、所定のラメラの二つの側が、それらのうち一つに関しては、圧縮ガスの働きを受け、他の一つに関しては真空の働きを受け、次に交代したときはその逆も同様であり、ラメラを変形し、それらを互いに対に溶着し、押出方向に対してほぼ平行な面内で、気泡構造体を形成し、該気泡構造体を構成する気泡は押出方向と垂直に伸びる。
【0016】
本記述では、用語「プラスチック」は熱可塑性エラストマーを含む任意の熱可塑性ポリマー、およびそれらのブレンドを意味すると理解される。用語「ポリマー」は、ホモポリマーおよびコポリマー(特に二元または三元コポリマー)の両方を示す。そのようなコポリマーの例は、非制限的に、ランダムコポリマー、線形ブロックコポリマー、他のブロックコポリマーおよびグラフトコポリマーである。
【0017】
もしも(コ)ポリマーが半結晶質の場合、その融点が、またはもしも(コ)ポリマーが非晶質の場合、そのガラス転移温度が分解温度よりも低い全てのタイプの熱可塑性ポリマーまたはコポリマーが適する。特に適切な合成熱可塑性樹脂の中では、溶融範囲が少なくとも10℃にわたる半結晶質の熱可塑性樹脂が特に挙げられる。そのような材料の例として、分子量が多分散を示すものが挙げられる。
【0018】
以下のものが特に使用されてよい:ポリオレフィン;ポリビニルハライド(例えばPVC)またはポリビニリデンハライド;熱可塑性ポリエステル;熱可塑性フッ素化ポリマー;ポリフェニルスルホン(PPSU)などのポリアリールエーテルスルホン;ポリケトン、ポリアミド(PA)およびそれらのコポリマー。ポリオレフィン(および特にポリプロピレン(PP)およびポリエチレン(PE))、ポリフェニルスルホン(PPSU)などのポリアリールエーテルスルホン、PA、PVCおよび熱可塑性フッ素化ポリマーは良好な結果を与えた。
【0019】
本発明の目的に関して、ポリアリールエーテルスルホンは、繰り返し単位の少なくとも5重量%が、少なくとも一つのアリーレン基、少なくとも一つのエーテル基(−O−)および少なくとも一つのスルホン基[−S(=O)2−]を含む化学式の一つ以上を満たす繰り返し単位である任意のポリマーを意味する。
【0020】
ポリアリールエーテルスルホンは、特にポリビフェニルエーテルスルホン、ポリスルホン、ポリエーテルスルホン、ポリイミドエーテルスルホン、またはほかに前述のポリアリールエーテルスルホンから選択されるポリアリールエーテルスルホンからなるブレンドであってよい。
【0021】
本発明の目的に特に適するそのようなポリマーの例は:
−Solvay Advanced Polymers,L.L.C.,のRADEL(登録商標)Rポリフェニルスルホン(PPSUホモポリマーの例);
−Solvay Advanced Polymers,L.L.C.が販売するポリスルホンホモポリマー、商品名UDEL(登録商標);
−Solvay Advanced Polymers,L.L.C.が販売するポリエーテルスルホン、商品名RADEL(登録商標)A。
【0022】
本発明の目的に関して、「フッ素化ポリマー」は、繰り返し単位(R)を含む任意のポリマーを示すことを意図しており、前記繰り返し単位(R)の25重量%超は、少なくとも一つのフッ素原子を含む少なくとも一つのエチレン性不飽和モノマーから誘導される(これ以降、フッ素化モノマー)。
【0023】
フッ素化ポリマーは好ましくは30重量%超、より好ましくは40重量%超のフッ素化モノマーから誘導される繰り返し単位を含む。
【0024】
フッ素化モノマーは一つ以上の他のハロゲン原子(Cl、Br、I)をさらに含んでよい。フッ素化モノマーはハロゲン原子を含まないので、パー(ハロ)フルオロモノマーとよばれる。フッ素化モノマーは少なくとも一つの水素原子を含むので、水素含有フッ素化モノマーとよばれる。
【0025】
本発明の第1の実施形態において、ポリマー(F)は水素含有フッ素化ポリマーである。
【0026】
「水素含有フッ素化ポリマー」は、上で定義されたような、少なくとも一つの水素含有モノマーから誘導された繰り返し単位を含むフッ素化ポリマーを意味する。前記水素含有モノマーはフッ素化モノマーと同じであるか、または異なるモノマーであってよい。
【0027】
したがって、この定義は特に一つ以上のパー(ハロ)フルオロモノマー(例えばテトラフルオロエチレン、クロロトリフルオロエチレン、ヘキサフルオロプロピレン、パーフルオロアルキルビニルエーテルなど)と一つ以上の水素化コポリマー(例えばエチレン、プロピレン、ビニルエーテル、アクリル酸モノマーなど)とのコポリマー、および/または水素含有フッ素化モノマー(例えばフッ化ビニリデン、トリフルオロエチレン、フッ化ビニルなど)のホモポリマー、およびそれらとフッ素化および/または水素化コモノマーとのコポリマーを包含する。
【0028】
水素含有フッ素化ポリマーは好ましくは以下の中から選択される:
(F−1)TFEおよび/またはCTFEのエチレン、プロピレンまたはイソブチレン(好ましくはエチレン)とのコポリマーであって、パー(ハロ)フルオロモノマー/水素化コモノマーのモル比は30:70から70:30であり、任意に一つ以上のコモノマーをTFEおよび/またはCTFEと水素化コモノマーの全量に基づき0.1モル%から30モル%の量含むもの(例えば米国特許第3,624,250号明細書および米国特許第4,513,129号明細書を参照)、
(F−2)フッ素化ビニリデン(VdF)ポリマー、任意に少ない量の、一般的には0.1モル%から15モル%の間で含まれる、一つ以上のフッ素化コモノマーの(例えば米国特許第4,524,194号明細書および米国特許第4,739,024号明細書)、任意に一つ以上の水素化コモノマーを含むもの、
および、それらの混合物。
【0029】
本発明の第2実施形態によると、ポリマー(F)はパー(ハロ)フルオロポリマーである。
【0030】
本発明の目的に関して、用語「パー(ハロ)フルオロポリマー」は実質的に水素原子を含まないフッ素化ポリマーを示すことを意図する。
【0031】
用語「実質的に水素原子を含まない」とは、パー(ハロ)フルオロポリマーが本質的に少なくとも一つのフッ素原子を含み水素原子を含まないエチレン性不飽和モノマー(パー(ハロ)フルオロモノマー)から誘導される繰り返し単位からなることを意味すると理解される。
【0032】
パー(ハロ)フルオロポリマーは一つ以上の他のハロゲン原子(Cl、Br、I)を含む繰り返し単位を含んでよい。
【0033】
パー(ハロ)フルオロポリマーはパー(ハロ)フルオロモノマーのホモポリマーまたは二つ以上のパー(ハロ)フルオロモノマーから誘導される繰り返し単位を含むコポリマーであってよい。
【0034】
好ましいパー(ハロ)フルオロポリマーは、少なくとも一つのフッ素化コモノマーから誘導される繰り返し単位を含むTFEコポリマーの中から選択される。
【0035】
フッ素化コモノマーが上述のように一つまたは一つ以上のパーフルオロアルキルビニルエーテルであるTFEコポリマーで、良好な結果が得られている。特に良好な結果が、フッ素化コモノマーがパーフルオロメチルビニルエーテル(化学式CF2=CFOCF3)、パーフルオロエチルビニルエーテル(化学式CF2=CFOC2F5)、パーフルオロプロピルビニルエーテル(化学式CF2=CFOC3F7)、およびその混合物であるTFEコポリマーで得られている。
【0036】
最も良好な結果が、フッ素化コモノマーがパーフルオロメチルビニルエーテル、パーフルオロメチルビニルエーテルとパーフルオロプロピルビニルエーテルの混合物、パーフルオロエチルビニルエーテルとパーフルオロプロピルビニルエーテルの混合物またはパーフルオロプロピルビニルエーテルであるTFEコポリマーで得られている。
【0037】
本発明の組成物として使用するのに適するMFAコポリマー(パーフルオロメチルビニルエーテルから誘導される繰り返し単位を含むTFEコポリマー)およびPFAコポリマー(パーフルオロプロピルビニルエーテルから誘導される繰り返し単位を含むTFEコポリマー)はSolvay Solexis S.pA.からHYFLON(登録商標)PFAおよびMFAの商品名で購入可能である。
【0038】
最後に、本発明の目的に関して、例えばシラン−グラフトPE、TPV、およびTPEなどの架橋性熱可塑性樹脂が使用可能であるが、押出プロセスを用いて成形されることができ、続いてオーブンを通過させることによって、またはマイクロ波によって熱加硫される天然および合成ゴムも使用できる。
【0039】
本発明によるプロセスは、その構成ポリマーの溶融粘度(処理温度において、0.1rad/sで、ISO6721−10(1999)に従って測定されたもの)が少なくとも2500Pa.s、好ましくは少なくとも3000Pa.s、または少なくとも4000Pa.sである、少なくとも1つのプラスチックに基づく組成物(今後はより簡単に「組成物」とよぶ)に有利に適用される。有利には、それは構成ポリマーが、もしも非晶質である場合、0℃以上、好ましくは40℃以上、および特に80℃以上のガラス転移温度(Tg)を有し、もしも半結晶質の場合、50℃以上の、好ましくは100℃以上のおよび特に180℃以上の融点を有する組成物に適用される。本発明によるプロセスにおいて使用される組成物は、ポリマーから、ポリマーまたはコポリマーのブレンドから、またはポリマー材料と様々な添加剤(安定剤、可塑剤、無機、有機および/または天然またはポリマーのフィラーなど)のコンパウンドから構成されてよい。ナノフィラーは、それらが組成物の溶融レオロジーを好ましく変えて、それにより本発明のプロセスを用いたハニカム構造体の製造に適するようにできるとき特に適する。
【0040】
この組成物は例えば発泡、配向などの処理を施されてよい。
【0041】
本発明によるプロセスは膨張したまたは発泡した気泡構造体を製造するための発泡剤を含むプラスチック組成物で良好な結果を与える。これは、流体として、水の代わりに圧縮ガスを使用するという事実によって粘性樹脂の使用が可能となり、結果的に冷却がより少ないことで発泡の気泡の延伸を改良し、それによるテクスチャーの改良が可能になるためである。
【0042】
本発明の変形による発泡剤は従来知られるタイプの任意のものであってよい。それは「物理的」発泡剤、すなわち圧力下でプラスチックに溶解して、押出装置から出るときプラスチックを膨張させるガスであってよい。そのようなガスの例は、CO2、窒素、水蒸気、ハイドロフルオロカーボンまたはHFC(Solvayの商品名SOLKANE(登録商標)XG87、87/13%のCF3CH2F/CHF2CH3の混合物)、炭化水素(ブタンおよびペンタンなど)またはそれらの混合物である。それは「化学的」発泡剤とよばれるもの、すなわちプラスチックに溶解されたまたは分散された物質(または物質の混合物)であって、温度の影響の下で、プラスチックの発泡に使用されるガスを放出するものであってもよい。そのような物質の例は、アゾジカーボンアミドおよび重炭酸ナトリウム/クエン酸混合物である。後者は良好な結果を与える。
【0043】
本発明のこの変形例によるプロセスにおいて使用される発泡剤の量は、特にその性質、組成物の性質(特に粘度)および所望される最終密度に従って、最適化されなくてはならない。一般的に、この含量は0.1%以上、好ましくは0.5%以上であり、1%以上である。
【0044】
本発明によるプロセスの実施は、組成物の平行なラメラの、ほぼ水平方向での、複数の平行スロットおよび少なくとも表面上に絶縁材料を備えた前面を有するダイを通じた連続押出を含む。これを実行するために、以下に記述される、本発明の他の局面を構成する押出装置が使用され、それは本質的に以下を備える。
【0045】
(a)好ましくは広がった開口部を有し、溶着される必要がある溶融組成物のラメラを成形するために溶融組成物をナイフに供給する、フラットダイ。このダイは、溶融組成物がほぼ水平方向に押し出されるように配置される。「ほぼ水平方向」という表現は、現記述によれば、水平から15°を超えて、好ましくは10°を超えてはずれることのない方向を意味し、ダイの縦方向の軸が水平面内にあることが特に好ましい。
【0046】
(b)溶着される必要がある溶融組成物のラメラを成形することを可能とする、複数のナイフ。少なくとも二つであり、およびその数は最高10である、または20またはそれ以上であるこれらのナイフは、溶融組成物のプロセス温度に耐性を有する任意の材料で構成されてよい。それらは、鋼、銅または合金などの熱伝導材料で、またはセラミックスまたは任意にガラス繊維で補強されたポリイミド樹脂などの熱的に絶縁性の材料で、または十分な機械的強度および熱耐性を有する任意の他の材料で作られてよい。本発明によるダイの前面は実際上述のナイフ(単一のブロックから機械加工されるか、またはブレードの組み合わせで構成されてよい)の組で構成されるので、それらは必然的に全体が熱絶縁材料で作られなくてはならないか、またはそれらの下流の端部は熱絶縁材料に基づくかまたは熱絶縁材料に埋め込まれなくてはならない。ナイフの「下流の端部」はそれらの外面、すなわちサイジングユニットに対向する面、を意味すると理解される。
【0047】
本発明の好ましい変形例によると、ナイフは熱伝導材料で作られ、それらの下流の端部で同様に熱伝導性材料で作られる縁部によって拡張され、絶縁性コーティング内に埋め込まれ、ダイ前面と同じ高さにある。このように行なうことによって、溶融プラスチックが絶縁コーティングと伝導ナイフとの間で干渉することを防ぐことが可能になる。
【0048】
ナイフを製造するための好ましい熱伝導材料は、INVARという商品名で知られる鉄64%、ニッケル36%からなる合金である。ナイフを製造するための好ましい熱絶縁材料は、ガラス繊維で補強されたポリイミド樹脂の群によって形成された。
【0049】
これらのナイフは一般的に平行な垂直面で、好ましくはほぼ等距離で離れている。それらの間でそれらは、溶融組成物の流れ方向において、収斂する第1の部分、その後の、実質的にまっすぐな部分を有するフローチャンネルを定義し、後者はダイの各々の構成スロットの側壁を形成する。フローチャンネルのこのまっすぐな部分の幾何学的形状は、その平均厚さに対する長さの比が2以上、好ましくは6以上、または8以上であるようにする。実際上は、フローチャンネルのまっすぐな部分の平均厚さが0.1から1mm、好ましくは0.3から0.8mmの間である。
【0050】
もしもナイフが熱伝導材料および、その下流の端部(ダイの前面)において絶縁材料を有するおよび/または絶縁材料に埋め込まれるとき、前記コーティングの厚みは一般的に少なくとも約0.5mm、好ましくは少なくとも約1mmおよび特に好ましくは約2mmに等しい。ナイフが組み立てられると、このコーティングが一般的に塗布される。
【0051】
それを通じて溶融組成物の平行ラメラが押し出される(ナイフによって定義されるスロットを通じて)ダイの前面上の絶縁材料の存在は、本発明によるプロセスの正確な操作に本質的である。これは、この絶縁材料が存在しない場合、ダイの前面が気泡を形成するために使用されるガスによって冷却され、それによってダイのスロットを出るとき溶融材料の不十分な固化を伴う組成物を固化させ、気泡構造体のその後の形成を不可能にするであろうためである。
【0052】
本発明による押出装置は、以下も同様に含む:
(c)二つの短いサイジングユニット(「短い」によって、それらの長さが、プラスチック組成物が半晶質プラスチックであるかまたは非晶質プラスチックであるかに各々依存して、常に溶融しているかまたはペースト状であるのに適切であることが意味される)。組成物が固化すると、構造体はサイジングユニットに付着するだろう。むしろ、フローチャンネルの高さに対する、溶融組成物の流れ方向に平行に測定された、サイジングユニットの長さの比(すなわちダイスロットの高さ(それはハニカムを形成する気泡の高さに相当する))は、好ましくは最大3、好ましくは最大2、または最大1である。実用的な理由から、この比は一般的に少なくとも0.5である。
【0053】
これらのサイジングユニットは、一般的にスロットを有するダイの前面に配置される金属ブロックの形態をとる。これらのサイジングユニットはダイスロットのどちらの側にも配置され、ひとつはそれらの上に、他方はそれらの下に配置される。それらは、一般的に押し出されたラメラの高さ、および結果的にハニカムの最終気泡構造体の高さを規定するために、反対方向に、垂直に移動されてよい。これらの短いサイジングユニットは一般的に冷却されず、それらの温度は例えばオイル循環によって所定の値に制限されてよい。さらに、サイジングユニットが配置される方法から、それらは、最終気泡構造体の上方の表面及び下方の表面とともに多くても部分的であるシーリングを提供する。用語「部分的シーリング」は、気泡を形成するのに使用される圧力下の空気が、製造された気泡構造体とサイジングユニットの二つの縦の壁との間で部分的に漏れることができる間隔を意味すると理解される。
【0054】
二つのチャンバはこれらのサイジングユニットの各々の中で切り離され、それらチャンバから管状のダクトがスタートし、それは任意の、好ましくは円形の、横断面のオリフィス内で終了し、ダイのスロット間にある空間近くで、したがって、本発明のプロセスを実行する間は押し出されたラメラ間にある空間近くで出現する。一般的に、ダイの前面から管状のダクトのオリフィスの距離は、一般に少なくとも約0.5mm以上、または1mm以上、しかし好ましくは最大約4mm、特に好ましくは最大約3mmである。
【0055】
これらのサイジングユニットの各々のチャンバはそれぞれ、真空ポンプおよび圧縮ガス回路に交互に接続される。このように、二つの隣接する押し出されたラメラ間にある空間は、連続的に交互に、圧縮ガスを注入されおよび真空にされ、任意の一つのラメラの二つの側は、それらのうち一方に関しては圧縮ガスの働きを受け、それらのうち他方に関しては真空の働きを受け、次の交代の間は、逆に同様であり、ラメラを変形させ、互いに対に溶着させ、押出方向にほぼ平行な面内で、気泡構造体を形成し、それらを構成する気泡は押出方向に垂直に伸びる。
【0056】
各々のサイジングユニットは、好ましくは温度がTstructから最大150℃低く、好ましくはTstructから最大75℃低く、またはTstructから最大25℃低く、ここでTstructは構造温度であり、もしも組成物が非晶質ポリマーを含んでいる場合ガラス転移温度(Tg)に相当し、もしも組成物が半晶質ポリマーを含んでいる場合融点に相当する。サイジングユニットの温度は、好ましくは凝縮を実行する間に接する空気の温度より高い温度である。
【0057】
最後に、サイジングユニットの表面で溶融プラスチックの摩擦を最小にするために、この表面は有利にはすべり促進コーティングを備える(例えば、PTFEまたはシリコーンに基づく)。
【0058】
本発明によるプロセスにおいて使用される圧縮ガスは空気、不活性ガスまたは組成物の熱安定性を損なうことのない不活性ガスの混合物であってよい。それは、好ましくは空気である。このガスは加熱されてよい。この場合、ガスの温度は、好ましくはプラスチックのプロセス温度(Tproc)より最高100℃低く、さらに好ましくはTprocより最高50℃低く、またはTprocより最高20℃低い。すべての場合で、この温度はTprocより低い。
【0059】
ラメラの溶着は通常それらがダイを出た後すぐに、すなわちサイジングユニット内で可能な限り早く、実行される。
【0060】
サイジングユニットを離れると、気泡構造体は好ましくは任意の知られた方法で、一般的には冷却流体を用いて、冷却される。構造体は周囲空気で、冷空気流を吹き付けることによって、または水のミストを噴霧することによって単に冷却されてよい。冷空気流は良好な結果を与える。この操作は、温度を少し低減することによって、それを固化することなく気泡構造体が硬くなることを可能にする。これを実行するために、本発明による押出装置は好ましくは以下も含む。
【0061】
(d)冷空気(これによって、実は周囲温度に近い空気を意味する、例えば典型的には10から30℃の間、または15から25℃の間;この空気は固化されなくてはならない溶融プラスチックと比較して「冷たい」;凝縮の問題を避けるため、冷たすぎないのが好ましい)を吹き付ける手段であって、この手段は一般的にサイジングユニットの出口に直接配置され、例えば空気のシートまたは流れを、得られる気泡構造体の上面および下面上部に送るように設計され、一般的には角度が90°未満、好ましくは60°未満、もっとも好ましくは45°未満である。
【0062】
構造体が形成されると、構造が固化される前または後で、例えばロールなど、任意の適切な装置を用いてそれらの厚みを均一にする(すなわち、気泡の高さを一定にする)のが有利であることがわかるかもしれない。
【0063】
有利には、得られる気泡構造体はその後取り出しユニットによって取り出される。取り出し速度および押出速度は、特に気泡のサイズおよび厚みならびに所望の形状に従って、最適化されるだろう。
【0064】
取り出しユニットを離れると、特にその接着性を改良するために、および不織布若しくは上部および下部の上塗りで覆われるために、気泡構造体は表面処理(例えばコロナ処理)されてよい。これらの任意の操作の後、最終的なパネルは長さ方向および横方向の両方で、所望の寸法のシートに切断され、保存される。
【0065】
製造時の廃棄部分は仕上げ操作の前または後のどちらかに取り出され、製造に再利用されてよい。
【0066】
本発明によるプロセスの押出条件は、特にプラスチックを材料とする組成物の性質で調整される。前述のように、ダイ出口におけるこの組成物の温度は、気泡の溶着、組成物の発泡などを適切に、重力による変形を起こさずに、達成することが可能なように調整されなくてはならない。交代の圧力および真空の値も、この溶着を最適化するために、サイクルの間、調整されなくてはならない。実際は、少なくとも0.5bar relative、または少なくとも1.5bar relativeの圧力が使用されることが好ましい。一般的には、この圧力は6barを、さらには4barを超えることはなく、ましてや2barを超えることはない。真空については、これは一般的には少なくとも100mmHg absolute、または400mmHg absoluteである。最終的には、サイクルの継続期間(圧力/真空の交代)は一般的に0.3秒以上、または0.4秒以上、好ましくは0.5秒以上である。好ましくは、この継続期間は3秒、または2秒、または1秒を超えない。
【発明を実施するための最良の形態】
【0067】
本発明による押出装置の一つの特定の実施形態が、本記載に添付される図面に関連して説明されるだろう。これらの図は、添付図1〜3で構成され、この装置の典型的実施形態を示す。
【0068】
図1は、全押出装置の垂直中面の断面である。図2(a)、2(b)および2(c)は、各々、ダイの前面(その絶縁材料のシートを有するコーティングは図示されない)および備えられた平行スロットの図[2(a)]、これらのスロットの拡大図[2(b)]、およびそれらの間でフローチャンネルを画定し、そのまっすぐな部分がダイの各構成スロットの側壁を形成するナイフの一部の、原寸に比例していない拡大図[2(c)]である。
【0069】
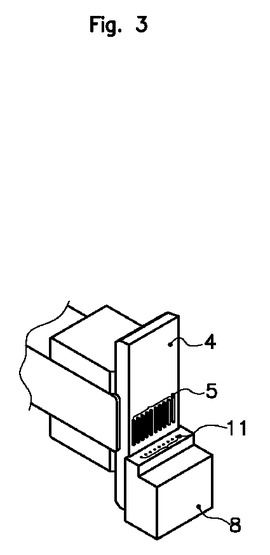
図3は押出装置の前部およびその二つのサイジングユニットの部分的な図であり、押出装置は今回は絶縁コーティングを含み、サイジングユニットは低い方のみ示されている。
【0070】
図に示された押出装置の特定の実施形態において、押し出されるプラスチックを材料とする組成物は、気泡構造体を形成するために、ダイ入口錐体1およびフィードチャンネルを通じて、拡大された開口部3に向かって、フラットダイに溶融組成物2を供給する。溶融組成物は(軸Xによって表される押出方向に沿って)、金属縁部によって拡張された(図2を参照)、まっすぐな部分7aを有し絶縁コーティングに埋められるようにされた(図3を参照)、フローチャンネル7を画定する金属ナイフ6を経由してダイの前面4に作られたスロット5を通って通過する。
【0071】
ダイの前面4に配置された二つのサイジングユニット8は二つのチャンバ9を有し、該チャンバから絶縁コーティングの近くで現れる円形オリフィス11内で終了する管状ダクト10が開始する。上述のように、各チャンバ9は交互に真空ポンプおよび圧縮ガス回路(これらは図示されない)に接続され、連続的に交代して、二つの隣接する押し出されたラメラ間にある空間に圧縮ガスを注入しおよび真空にし、任意の所定のラメラの二つの側が、それらのうち一つに関しては、圧縮ガスの働きを受け、それらのうちもう一つに関しては、真空の働きを受けるようにし、次の交代の間は逆も同様であり、ラメラを変形し、それらを互いに対に溶着し、気泡構造体を形成する。
【0072】
本発明によるプロセスにおいて、気泡の形状およびサイズはポリマーの溶融粘度、押出速度、圧力/真空サイクルの継続時間などを変えることによって調整されてよい。
【0073】
この構造体の気泡の形状はほぼ円形、楕円形(押出および/または引っ張り速度が速いとき)、多角形(適用された圧力差が急変するとき)などであってよい。
【0074】
これらの気泡は一般的に長さL(押出方向)を有し、該長さはそれらの幅l(押出面内であって、押出方向に垂直な方向ではない)と比較して長い。一般的には、気泡のアスペクト比(L/l)は1より大きく、または1.5より大きく、しかし一般的に2より小さい。
【0075】
気泡の長さ(L)は一般的に少なくとも4mm、または少なくとも10mmであるが、一般的には30mmを超えず、または20mmを超えない。幅(l)は一般的に少なくとも2mm、または少なくとも5mmであるが、一般的には15mmを超えず、または10mmを超えない。
【0076】
気泡の壁の厚みに関して、これは溶融プラスチックのラメラがそれを通って押し出されるスロットの厚さによって、そして溶融ラメラに課された延伸倍率によって決定される。実際は、厚みは一般的に少なくとも100μm、または少なくとも200μm、または少なくとも250μmである。しかしながら、有利には、それは1mm、または0.8mmを超えず、構造体を重過ぎるものにするおそれがあるため0.6mmを超えないことが好ましい。実は下限はダイの実施形態に依存する。もしもこれがスロットが(例えば放電加工機によって、またはレーザビームの手段によって)機械加工された一体(one−piece)ダイである場合、前記ダイがラメラの組み合わせで構成される場合と比較して、一般的にスロットは広いものである必要があるだろう。
【0077】
本発明のプロセスによって得られる気泡構造体のサイズは加工装置のサイズによって制限される。用語「サイズ」は実は幅および(押出面に対して垂直方向に測定された)高さのみを意味し、長さを意味するものではないと理解される。なぜなら、後者は押出の継続期間および押出シートが切断される頻度によって決定されるからである。これらの構造体の高さは一般的には少なくとも1mm、または2mm、および好ましくは5mmであり、一般的には70mmを超えず、または60mmを超えない。
【0078】
本発明は無限の長さの一体の気泡構造体、むしろ、幅広い種類のプラスチックを材料とする組成物で長さを無限にまで変更することができる構造体、を得ることを可能にすることは、前述からのとおりである。
【0079】
本発明によるプロセスによって得られる気泡構造体は、有利には、建築産業(軽量シーリング、パーテティション、ドア、コンクリートボックスなど)、家具、包装(側面保護、品物の包装など)、自動車産業(荷物棚、ドアライニングなど)、航空産業において使用される。
【0080】
一般則として、これらの構造体は特に家具および建造物、例えば常設シェルター(住居)または一時的なシェルター(硬いテントまたは例えば人道的シェルター)、に適する。
【0081】
プラスチックがポリアリールエーテルスルホンであるとき、これらの構造物は航空用途に特に適する。
【0082】
それらはそこでフェイシングとよばれる二つのシートの間に配置されるなどして、またはサンドイッチパネルとして使用されてもよい。後者の変形例は有利であり、この場合、溶着、ボンディングなどによって、またはフェイシング、およびプラスチックに適切なコア(押出直後に、冷たくまたは熱く使用された)を組み立てる他の方法によって前記サンドイッチパネルを製造することが可能である。前述のサンドイッチパネルを製造する有利な一つの方法は、気泡のコアにフェイシングを溶着することである。任意の溶着プロセスがこの目的に関して適切である可能性があり、少なくとも部分的に電磁放射を通す場合または構造体/フェイシングにおいて電磁放射を使用するプロセスは良好な結果を与える。そのようなプロセスは仏国特許出願公開第03/08843号明細書に記述され、その内容はこの目的のため参照によって本出願に組み込まれる。
【0083】
本発明によるプロセスは、コイル(例えば直径1メーター)にするためにドラム上で巻くことができ、広げられた時、数百メーターの長さのハニカムシートを与える、大きな幅のハニカム構造を得るのに非常に適する。例えば、幅4メーターの巻くことができるシートをつくるため、それらを得る方法は以下のとおりである。
【0084】
−開始点はその長さLが幅lより大きい(例えばL=21)気泡を有するハニカム構造である。このタイプのハニカム構造に関して、M方向(machine direction)の剛性はT方向(transverse direction)と比較して非常に高く、したがって気泡は横方向にのみ曲がることができる。
【0085】
−長さ4mのシートが押し出される。
【0086】
−このシートが、その横の端部を通じてもう一方のシートの横の端部に、横方向に結合されまたは溶着されるなどする。
【0087】
−各々の結合/溶着操作の間でこのように得られたシートは、第一のストリップの押出軸に沿って配置された最小寸法4mのロール上に巻かれる。結合/溶着はロボットによって自動的に行われる。
【0088】
しかしながら、もしも気泡の幅がその長さより大きいとき(l=2L)、ハニカム構造体はM方向に巻かれることができ、したがって、結合/溶着することなしに直接押し出されて巻かれることができ、それは単純な過程である。この特徴は、本発明の目的物を形成するプロセスで得られてよい。
【0089】
巻かれたハニカム構造体は多くの産業的分野において有効である。それは、以下の可能性のためである。
【0090】
−補強のためのライニングを製造する。
【0091】
−床を平らにするためカーペットの下敷きを広げる。
【0092】
−土壌を安定化する連続的なシートを広げる、など。
【0093】
本発明は以下の例によって非制限的方法で説明される。
【0094】
例1(本発明による)
幅4cmおよび高さ12mmの気泡構造体は以下に記述される条件下でおよび装置を用いて押し出された。
【0095】
−五つの別個の加熱領域(Z1からZ5)を備え、およびガラス繊維補強ポリイミドナイフ(ダイの前面上が、絶縁材料でコートされていない)を備えた上述のようなダイ、長さ18mmのステンレス鋼のサイジングユニット、圧縮空気ジェネレータおよび真空ポンプを備え、三つの加熱領域を200℃に加熱したSCAMEX45押出機。ナイフ間の距離は0.3mmであった。
−押出機内の温度プロファイル:
Z1:115℃
Z2:160℃
Z3:185℃
Z4:190℃
Z5:195℃
−組成物:Solvinが販売するBENVIC(登録商標)IR047という商品名のPVCを材料とする、
−ダイ入口の材料温度:200℃、
−押出圧力:67.5bar、
−スクリュー速度:7rpm、
−圧縮空気圧力:1.7bar absolute、
−真空:400mmHg、
−圧力/真空サイクルの継続時間:0.6秒/0.8秒、
−延伸比:55%、
【0096】
以下の性質を有する気泡構造体が得られた。
−高さ:12mm、
−バルク密度:0.143kg/dm3。
【0097】
例2(本発明による)
幅4cmおよび高さ10mmの気泡構造体は以下に記述される条件下でおよび装置を用いて押し出された。
【0098】
−五つの別個の加熱領域(Z1からZ5)を備え、および17.4PH鋼のナイフを備えた上述のようなダイ、長さ18mmのステンレス鋼のサイジングユニット、圧縮空気ジェネレータおよび真空ポンプを備え、三つの加熱領域を185℃に加熱したSCAMEX45押出機。ダイの前面は熱絶縁(ガラス繊維補強ポリイミド)で覆われる。ナイフ間の距離は0.45mmであった。
−押出機の温度プロファイル:
Z1:110℃
Z2:155℃
Z3:185℃
Z4:185℃
Z5:185℃
−組成物:Solvinが販売するBENVIC(登録商標)IR047という商品名のPVCを材料とする、
−ダイ入口の材料温度:190℃、
−押出圧力:96bar、
−スクリュー速度:9.5rpm、
−圧縮空気圧力:1.5bar、
−真空:400mmHg、
−圧力/真空サイクルの継続時間:0.6秒/0.6秒、
−延伸比:70%、
【0099】
以下の性質を有する気泡構造体が得られた。
−高さ:10mm、
−バルク密度:0.154kg/dm3。
【0100】
例3R(比較例であって、本発明によるものではない)
以下に記述される条件下でおよび装置を用いて幅4cmの気泡構造体の押出を試みた。
【0101】
−五つの別個の加熱領域(Z1からZ5)を備え、金属ナイフおよび長さ18mmのサイジングユニットを有する上述のようなダイを備えたSCAMEX45押出機。ナイフの前面、およびダイの前面はどちらも熱絶縁材で覆われていない。圧縮空気ジェネレータおよび真空ポンプを備え、三つの加熱領域が200℃に加熱される。
【0102】
−押出機の温度プロファイル:
Z1:110℃
Z2:155℃
Z3:185℃
Z4:185℃
Z5:185℃
−組成物:Solvinが販売するBENVIC(登録商標)IR047という商品名のPVCを材料とする、
−ダイ入口の材料温度:190℃、
−押出圧力:96bar、
−スクリュー速度:9.5rpm、
【0103】
圧力/真空システムがスタートするとすぐに、材料はナイフの出口において固化され、ハニカム構造体は形成されなかった。
【0104】
例4R(比較例であって、本発明によるものではない)
幅4cmおよび高さ10mmの気泡構造体は以下に記述される条件下および装置を用いて押し出された。
【0105】
−五つの別個の加熱領域(Z1からZ5)を備えた、および、欧州特許第1009625号明細書に記載されるようなダイを備え、210℃に加熱された三つの加熱領域を有するSCAMEX45押出機。仏国特許第2760999号明細書に記載されるように、ダイは冷却水中に直接現れ、溶着のための水ベースの圧力/真空システムを備える。
【0106】
−押出機の温度プロファイル:
Z1:111℃
Z2:158℃
Z3:194℃
Z4:194℃
Z5:204℃
−組成物:Solvinが販売するBENVIC(登録商標)IR047という商品名のPVCを材料とする、
−ダイ入口の材料温度:211℃、
−押出圧力:43bar、
−スクリュー速度:13rpm、
−水圧:1.5bar、
−真空:400mmHg、
−圧力/真空サイクルの継続時間:0.75s/0.75s、
−延伸比:60%、
−冷却水の温度:60℃。
【0107】
以下の性質を有する気泡構造体が得られた。
−高さ:10mm、
−バルク密度:0.590kg/dm3。
【0108】
この例の結果、他のすべての条件が類似しており、水が冷却液として使用された時、得られた気泡構造体のバルク密度は非常に高かった。したがって、気泡構造体を軽くする目的、およびその当然の結果(すなわち前記構造体の機械的性質/重量の比の最適化)は達成されなかった。
【図面の簡単な説明】
【0109】
【図1】全押出装置の垂直中面の断面である。
【図2】(a)はダイの前面および備えられた平行スロット、(b)はこれらのスロットの拡大図、および(c)はそれらの間でフローチャンネルを画定し、そのまっすぐな部分がダイの各構成スロットの側壁を形成するナイフの一部の、原寸に比例していない拡大図である。
【図3】押出装置の前部およびその二つのサイジングユニットの部分的な図である。
【符号の説明】
【0110】
1 ダイ入口錐体
2 溶融組成物
3 開口部
4 ダイの前面
5 スロット
6 金属ナイフ
7 フローチャンネル
8 サイジングユニット
9 チャンバ
10 管状ダクト
11 オリフィス
【技術分野】
【0001】
本発明はプラスチックを材料とする、特にポリアリールエーテルスルホンを材料とする、気泡構造体を製造するプロセスに関する。本発明は前記プロセスを実行するための装置にも関する。
【背景技術】
【0002】
多くの産業(航空、自動車、土木、船など)において要求されるのは、使用される構造体の機械的性質/重量の比を最適化することである。この目的を達成するために、特にプラスチック構造体を軽量化するために、多くのプロセスが開発されてきた。これらのプロセスの殆どは、マクロレベルの気泡の機械的形成(「ハニカム」構造とよばれる気泡構造体を形成するため固体の集合体または溶融した流れによって)、または気体の生成若しくは膨張(物理的または化学的発泡剤を用いた発泡または気泡形成)によるミクロレベルの気泡の物理的形成、のどちらかを用いる。二つのタイプのプロセスの組み合わせもまた考えられてきた。
【0003】
文献独国特許出願公開第1779330号明細書は、成形可能な材料で作られた多孔性製品の連続製造のためのプロセスおよびインジェクションヘッドについて記述し、これは並んで配置された、ブローイングチャンバ内で終了する幾つかの分離した固定ノズルを通じたセクションの垂直押出によるものである。このセクションは圧力手段の動作によって押出方向に対して横方向に曲げられ互いに溶着されるが、前記圧力手段は特に蒸気、液体または気体、特に熱圧縮空気であってよい。ダイの冷却を防ぐために熱流体の使用は必要であり、もしもそのように行なう場合、材料を固化させて、ダイが詰まる原因となる。
【0004】
このプロセスは小さなサイズの構造体(小さなメッシュ網)に特有であるが、「ハニカム」タイプである、サイズが大きな気泡構造体の製造には適さない。なぜなら、そのような構造は自重で破壊する可能性があるためである。さらに、小さな構造体(網状)であっても、ブローイングチャンバの上流において溶融材料が静水圧で押される結果としてこのプロセスはメッシュ気泡の変形をもたらす。
【0005】
連続的な押出によって大きな気泡構造体を製造するためのプロセスは文献欧州特許第1009625号明細書において提案されており、その内容は現在の記述において参照のために組み込まれる。このプロセスは、以下のものである。
【0006】
・マルチスロットダイを用いて、熱可塑性樹脂の平行なシートを、シートの縦端部とチャンバの壁との間に提供されたシーリングを有する、冷却チャンバ内に連続的に押出し、様々なシートが、それらとチャンバの壁との間で、区画(compartment)を規定する。
【0007】
・このチャンバ内でおよびダイに対向する側に配置された端部から、各々対のまたは非対の区画内を真空にして、それらの全高さにわたって局部的溶着を形成するために、押し出されたシートを、対で、変形させ、引き付ける。
【0008】
・ダイと同じ側に位置する端部から、全ての非対または対の区画を、冷却流体(水)を用いて、充填して、前回の区画と交替する。
【0009】
・各区画において、冷却チャンバ内で固化された気泡構造体を得るために、真空および充填物を冷却流体で置換し、前記気泡構造体において気泡は押出方向に垂直である。
【0010】
このプロセスによると、得られた気泡構造体は冷却チャンバから取り出すとき、固体である。これは、密閉された冷却チャンバ内で水を使用することにより、非常に短い時間で膨張され、隣接する気泡に溶着され、固化された気泡内に、この流体が残存するという結果をもたらすためである。このように、迅速な固化はプロセスの実現可能性において必要であるが、そうでなければ、気泡構造体が、長い(管状)冷却チャンバの壁に付着し、その結果高い圧力降下を引き起こすであろう。
【0011】
さらに、使用されたダイの幾何学的形状およびこのプロセスを実行する方法(および特に冷却流体として水を使用すること)は、非常に流動性の樹脂のみ、すなわち射出成形用であって熱成形ではない樹脂、を使用することができるようなものである(典型的には10dg/minを超えるメルトフローインデックス(MFI)を有する)。さらに、第1に、ダイ入口における材料の温度は、溶着速度を増加させるためできるだけ樹脂の粘性を低減するように、非常に高くなくてはならず、また、第2に、溶着が生成され得る前にそれらが急速に冷却されるため、ガラス転移温度が高いかまたは融点が高い樹脂はこの技術によって溶着することができない。例えばポリ塩化ビニル(PVC)のような樹脂は熱的安定性が低いため、所望の温度に加熱することができない。さらに、ある組成物は、高温であっても比較的粘性を有する、および一般的に粘性のままである。その結果、隣接するシートの断続的な溶着が正確に実行されない。さらに、冷却チャンバ内に存在する水との接触で粘性材料が急速に凝固するので、シートは、ダイ出口でほんの少しだけ延伸され、その結果、得られた気泡構造体はしばしばバルク密度(構造体のkg/dm3で表される)が高い。したがって、このプロセスは押し出されたラメラの厚みに関して制限されている。なぜなら、それらが薄すぎる場合、溶着される前に固化するためである。
【特許文献1】独国特許出願公開第1779330号明細書
【特許文献2】欧州特許第1009625号明細書
【特許文献3】米国特許第3,624,250号明細書
【特許文献4】米国特許第4,513,129号明細書
【特許文献5】米国特許第4,524,194号明細書
【特許文献6】米国特許第4,739,024号明細書
【特許文献7】仏国特許出願公開第03/08843号明細書
【特許文献8】欧州特許第1009625号明細書
【特許文献9】仏国特許第2760999号明細書
【発明の開示】
【発明が解決しようとする課題】
【0012】
本発明の目的はこれらの問題を解決することであり、特に、軽量で、品質がよい溶着部を有するプラスチックを材料とする気泡構造体を得ることであり、これは、広範囲の粘性および温度でなされる。それは、「ハニカム」気泡構造体が水平に連続的に、冷却流体を使用することなく、特に水を使用することなく、押し出される可能性があるという驚くべき観察に基づく。これは、ダイが、少なくとも表面で、熱的に絶縁され、プラスチックがダイ出口においてまだ溶融しているかまたはペースト状態であるために十分に短ければ、気泡を生成し、かつダイを出るとき構造体の結合を引き起こすことなくそうするために、プラスチックの成形温度より低い温度でガスを使用することが可能なためである。したがって、一方では処方に関する労力およびある添加剤に関連するコストを削減することができ、他方ではもはや内部の加圧された水に耐える必要がないためダイが簡素化できるので、水を用いるプロセスと比較してプロセスは高価ではなくなる。
【課題を解決するための手段】
【0013】
したがって、本発明は、主にプラスチックを材料とする気泡構造体を製造する以下のプロセスに関する。
【0014】
−少なくとも一つのプラスチックを材料とする組成物の平行なラメラは、ほぼ水平な方向に、複数の平行なスロットおよび、少なくとも表面上に、絶縁材料を備えた前面を有するダイを通じて、連続的に押し出される。
【0015】
−ダイを出るとき、連続的に交互に、プラスチック組成物が溶融したままでいるのに十分短い長さである二つのサイジングユニットの間で、二つの隣接するラメラ間にある空間に圧縮ガスが注入され、および真空にされ、所定のラメラの二つの側が、それらのうち一つに関しては、圧縮ガスの働きを受け、他の一つに関しては真空の働きを受け、次に交代したときはその逆も同様であり、ラメラを変形し、それらを互いに対に溶着し、押出方向に対してほぼ平行な面内で、気泡構造体を形成し、該気泡構造体を構成する気泡は押出方向と垂直に伸びる。
【0016】
本記述では、用語「プラスチック」は熱可塑性エラストマーを含む任意の熱可塑性ポリマー、およびそれらのブレンドを意味すると理解される。用語「ポリマー」は、ホモポリマーおよびコポリマー(特に二元または三元コポリマー)の両方を示す。そのようなコポリマーの例は、非制限的に、ランダムコポリマー、線形ブロックコポリマー、他のブロックコポリマーおよびグラフトコポリマーである。
【0017】
もしも(コ)ポリマーが半結晶質の場合、その融点が、またはもしも(コ)ポリマーが非晶質の場合、そのガラス転移温度が分解温度よりも低い全てのタイプの熱可塑性ポリマーまたはコポリマーが適する。特に適切な合成熱可塑性樹脂の中では、溶融範囲が少なくとも10℃にわたる半結晶質の熱可塑性樹脂が特に挙げられる。そのような材料の例として、分子量が多分散を示すものが挙げられる。
【0018】
以下のものが特に使用されてよい:ポリオレフィン;ポリビニルハライド(例えばPVC)またはポリビニリデンハライド;熱可塑性ポリエステル;熱可塑性フッ素化ポリマー;ポリフェニルスルホン(PPSU)などのポリアリールエーテルスルホン;ポリケトン、ポリアミド(PA)およびそれらのコポリマー。ポリオレフィン(および特にポリプロピレン(PP)およびポリエチレン(PE))、ポリフェニルスルホン(PPSU)などのポリアリールエーテルスルホン、PA、PVCおよび熱可塑性フッ素化ポリマーは良好な結果を与えた。
【0019】
本発明の目的に関して、ポリアリールエーテルスルホンは、繰り返し単位の少なくとも5重量%が、少なくとも一つのアリーレン基、少なくとも一つのエーテル基(−O−)および少なくとも一つのスルホン基[−S(=O)2−]を含む化学式の一つ以上を満たす繰り返し単位である任意のポリマーを意味する。
【0020】
ポリアリールエーテルスルホンは、特にポリビフェニルエーテルスルホン、ポリスルホン、ポリエーテルスルホン、ポリイミドエーテルスルホン、またはほかに前述のポリアリールエーテルスルホンから選択されるポリアリールエーテルスルホンからなるブレンドであってよい。
【0021】
本発明の目的に特に適するそのようなポリマーの例は:
−Solvay Advanced Polymers,L.L.C.,のRADEL(登録商標)Rポリフェニルスルホン(PPSUホモポリマーの例);
−Solvay Advanced Polymers,L.L.C.が販売するポリスルホンホモポリマー、商品名UDEL(登録商標);
−Solvay Advanced Polymers,L.L.C.が販売するポリエーテルスルホン、商品名RADEL(登録商標)A。
【0022】
本発明の目的に関して、「フッ素化ポリマー」は、繰り返し単位(R)を含む任意のポリマーを示すことを意図しており、前記繰り返し単位(R)の25重量%超は、少なくとも一つのフッ素原子を含む少なくとも一つのエチレン性不飽和モノマーから誘導される(これ以降、フッ素化モノマー)。
【0023】
フッ素化ポリマーは好ましくは30重量%超、より好ましくは40重量%超のフッ素化モノマーから誘導される繰り返し単位を含む。
【0024】
フッ素化モノマーは一つ以上の他のハロゲン原子(Cl、Br、I)をさらに含んでよい。フッ素化モノマーはハロゲン原子を含まないので、パー(ハロ)フルオロモノマーとよばれる。フッ素化モノマーは少なくとも一つの水素原子を含むので、水素含有フッ素化モノマーとよばれる。
【0025】
本発明の第1の実施形態において、ポリマー(F)は水素含有フッ素化ポリマーである。
【0026】
「水素含有フッ素化ポリマー」は、上で定義されたような、少なくとも一つの水素含有モノマーから誘導された繰り返し単位を含むフッ素化ポリマーを意味する。前記水素含有モノマーはフッ素化モノマーと同じであるか、または異なるモノマーであってよい。
【0027】
したがって、この定義は特に一つ以上のパー(ハロ)フルオロモノマー(例えばテトラフルオロエチレン、クロロトリフルオロエチレン、ヘキサフルオロプロピレン、パーフルオロアルキルビニルエーテルなど)と一つ以上の水素化コポリマー(例えばエチレン、プロピレン、ビニルエーテル、アクリル酸モノマーなど)とのコポリマー、および/または水素含有フッ素化モノマー(例えばフッ化ビニリデン、トリフルオロエチレン、フッ化ビニルなど)のホモポリマー、およびそれらとフッ素化および/または水素化コモノマーとのコポリマーを包含する。
【0028】
水素含有フッ素化ポリマーは好ましくは以下の中から選択される:
(F−1)TFEおよび/またはCTFEのエチレン、プロピレンまたはイソブチレン(好ましくはエチレン)とのコポリマーであって、パー(ハロ)フルオロモノマー/水素化コモノマーのモル比は30:70から70:30であり、任意に一つ以上のコモノマーをTFEおよび/またはCTFEと水素化コモノマーの全量に基づき0.1モル%から30モル%の量含むもの(例えば米国特許第3,624,250号明細書および米国特許第4,513,129号明細書を参照)、
(F−2)フッ素化ビニリデン(VdF)ポリマー、任意に少ない量の、一般的には0.1モル%から15モル%の間で含まれる、一つ以上のフッ素化コモノマーの(例えば米国特許第4,524,194号明細書および米国特許第4,739,024号明細書)、任意に一つ以上の水素化コモノマーを含むもの、
および、それらの混合物。
【0029】
本発明の第2実施形態によると、ポリマー(F)はパー(ハロ)フルオロポリマーである。
【0030】
本発明の目的に関して、用語「パー(ハロ)フルオロポリマー」は実質的に水素原子を含まないフッ素化ポリマーを示すことを意図する。
【0031】
用語「実質的に水素原子を含まない」とは、パー(ハロ)フルオロポリマーが本質的に少なくとも一つのフッ素原子を含み水素原子を含まないエチレン性不飽和モノマー(パー(ハロ)フルオロモノマー)から誘導される繰り返し単位からなることを意味すると理解される。
【0032】
パー(ハロ)フルオロポリマーは一つ以上の他のハロゲン原子(Cl、Br、I)を含む繰り返し単位を含んでよい。
【0033】
パー(ハロ)フルオロポリマーはパー(ハロ)フルオロモノマーのホモポリマーまたは二つ以上のパー(ハロ)フルオロモノマーから誘導される繰り返し単位を含むコポリマーであってよい。
【0034】
好ましいパー(ハロ)フルオロポリマーは、少なくとも一つのフッ素化コモノマーから誘導される繰り返し単位を含むTFEコポリマーの中から選択される。
【0035】
フッ素化コモノマーが上述のように一つまたは一つ以上のパーフルオロアルキルビニルエーテルであるTFEコポリマーで、良好な結果が得られている。特に良好な結果が、フッ素化コモノマーがパーフルオロメチルビニルエーテル(化学式CF2=CFOCF3)、パーフルオロエチルビニルエーテル(化学式CF2=CFOC2F5)、パーフルオロプロピルビニルエーテル(化学式CF2=CFOC3F7)、およびその混合物であるTFEコポリマーで得られている。
【0036】
最も良好な結果が、フッ素化コモノマーがパーフルオロメチルビニルエーテル、パーフルオロメチルビニルエーテルとパーフルオロプロピルビニルエーテルの混合物、パーフルオロエチルビニルエーテルとパーフルオロプロピルビニルエーテルの混合物またはパーフルオロプロピルビニルエーテルであるTFEコポリマーで得られている。
【0037】
本発明の組成物として使用するのに適するMFAコポリマー(パーフルオロメチルビニルエーテルから誘導される繰り返し単位を含むTFEコポリマー)およびPFAコポリマー(パーフルオロプロピルビニルエーテルから誘導される繰り返し単位を含むTFEコポリマー)はSolvay Solexis S.pA.からHYFLON(登録商標)PFAおよびMFAの商品名で購入可能である。
【0038】
最後に、本発明の目的に関して、例えばシラン−グラフトPE、TPV、およびTPEなどの架橋性熱可塑性樹脂が使用可能であるが、押出プロセスを用いて成形されることができ、続いてオーブンを通過させることによって、またはマイクロ波によって熱加硫される天然および合成ゴムも使用できる。
【0039】
本発明によるプロセスは、その構成ポリマーの溶融粘度(処理温度において、0.1rad/sで、ISO6721−10(1999)に従って測定されたもの)が少なくとも2500Pa.s、好ましくは少なくとも3000Pa.s、または少なくとも4000Pa.sである、少なくとも1つのプラスチックに基づく組成物(今後はより簡単に「組成物」とよぶ)に有利に適用される。有利には、それは構成ポリマーが、もしも非晶質である場合、0℃以上、好ましくは40℃以上、および特に80℃以上のガラス転移温度(Tg)を有し、もしも半結晶質の場合、50℃以上の、好ましくは100℃以上のおよび特に180℃以上の融点を有する組成物に適用される。本発明によるプロセスにおいて使用される組成物は、ポリマーから、ポリマーまたはコポリマーのブレンドから、またはポリマー材料と様々な添加剤(安定剤、可塑剤、無機、有機および/または天然またはポリマーのフィラーなど)のコンパウンドから構成されてよい。ナノフィラーは、それらが組成物の溶融レオロジーを好ましく変えて、それにより本発明のプロセスを用いたハニカム構造体の製造に適するようにできるとき特に適する。
【0040】
この組成物は例えば発泡、配向などの処理を施されてよい。
【0041】
本発明によるプロセスは膨張したまたは発泡した気泡構造体を製造するための発泡剤を含むプラスチック組成物で良好な結果を与える。これは、流体として、水の代わりに圧縮ガスを使用するという事実によって粘性樹脂の使用が可能となり、結果的に冷却がより少ないことで発泡の気泡の延伸を改良し、それによるテクスチャーの改良が可能になるためである。
【0042】
本発明の変形による発泡剤は従来知られるタイプの任意のものであってよい。それは「物理的」発泡剤、すなわち圧力下でプラスチックに溶解して、押出装置から出るときプラスチックを膨張させるガスであってよい。そのようなガスの例は、CO2、窒素、水蒸気、ハイドロフルオロカーボンまたはHFC(Solvayの商品名SOLKANE(登録商標)XG87、87/13%のCF3CH2F/CHF2CH3の混合物)、炭化水素(ブタンおよびペンタンなど)またはそれらの混合物である。それは「化学的」発泡剤とよばれるもの、すなわちプラスチックに溶解されたまたは分散された物質(または物質の混合物)であって、温度の影響の下で、プラスチックの発泡に使用されるガスを放出するものであってもよい。そのような物質の例は、アゾジカーボンアミドおよび重炭酸ナトリウム/クエン酸混合物である。後者は良好な結果を与える。
【0043】
本発明のこの変形例によるプロセスにおいて使用される発泡剤の量は、特にその性質、組成物の性質(特に粘度)および所望される最終密度に従って、最適化されなくてはならない。一般的に、この含量は0.1%以上、好ましくは0.5%以上であり、1%以上である。
【0044】
本発明によるプロセスの実施は、組成物の平行なラメラの、ほぼ水平方向での、複数の平行スロットおよび少なくとも表面上に絶縁材料を備えた前面を有するダイを通じた連続押出を含む。これを実行するために、以下に記述される、本発明の他の局面を構成する押出装置が使用され、それは本質的に以下を備える。
【0045】
(a)好ましくは広がった開口部を有し、溶着される必要がある溶融組成物のラメラを成形するために溶融組成物をナイフに供給する、フラットダイ。このダイは、溶融組成物がほぼ水平方向に押し出されるように配置される。「ほぼ水平方向」という表現は、現記述によれば、水平から15°を超えて、好ましくは10°を超えてはずれることのない方向を意味し、ダイの縦方向の軸が水平面内にあることが特に好ましい。
【0046】
(b)溶着される必要がある溶融組成物のラメラを成形することを可能とする、複数のナイフ。少なくとも二つであり、およびその数は最高10である、または20またはそれ以上であるこれらのナイフは、溶融組成物のプロセス温度に耐性を有する任意の材料で構成されてよい。それらは、鋼、銅または合金などの熱伝導材料で、またはセラミックスまたは任意にガラス繊維で補強されたポリイミド樹脂などの熱的に絶縁性の材料で、または十分な機械的強度および熱耐性を有する任意の他の材料で作られてよい。本発明によるダイの前面は実際上述のナイフ(単一のブロックから機械加工されるか、またはブレードの組み合わせで構成されてよい)の組で構成されるので、それらは必然的に全体が熱絶縁材料で作られなくてはならないか、またはそれらの下流の端部は熱絶縁材料に基づくかまたは熱絶縁材料に埋め込まれなくてはならない。ナイフの「下流の端部」はそれらの外面、すなわちサイジングユニットに対向する面、を意味すると理解される。
【0047】
本発明の好ましい変形例によると、ナイフは熱伝導材料で作られ、それらの下流の端部で同様に熱伝導性材料で作られる縁部によって拡張され、絶縁性コーティング内に埋め込まれ、ダイ前面と同じ高さにある。このように行なうことによって、溶融プラスチックが絶縁コーティングと伝導ナイフとの間で干渉することを防ぐことが可能になる。
【0048】
ナイフを製造するための好ましい熱伝導材料は、INVARという商品名で知られる鉄64%、ニッケル36%からなる合金である。ナイフを製造するための好ましい熱絶縁材料は、ガラス繊維で補強されたポリイミド樹脂の群によって形成された。
【0049】
これらのナイフは一般的に平行な垂直面で、好ましくはほぼ等距離で離れている。それらの間でそれらは、溶融組成物の流れ方向において、収斂する第1の部分、その後の、実質的にまっすぐな部分を有するフローチャンネルを定義し、後者はダイの各々の構成スロットの側壁を形成する。フローチャンネルのこのまっすぐな部分の幾何学的形状は、その平均厚さに対する長さの比が2以上、好ましくは6以上、または8以上であるようにする。実際上は、フローチャンネルのまっすぐな部分の平均厚さが0.1から1mm、好ましくは0.3から0.8mmの間である。
【0050】
もしもナイフが熱伝導材料および、その下流の端部(ダイの前面)において絶縁材料を有するおよび/または絶縁材料に埋め込まれるとき、前記コーティングの厚みは一般的に少なくとも約0.5mm、好ましくは少なくとも約1mmおよび特に好ましくは約2mmに等しい。ナイフが組み立てられると、このコーティングが一般的に塗布される。
【0051】
それを通じて溶融組成物の平行ラメラが押し出される(ナイフによって定義されるスロットを通じて)ダイの前面上の絶縁材料の存在は、本発明によるプロセスの正確な操作に本質的である。これは、この絶縁材料が存在しない場合、ダイの前面が気泡を形成するために使用されるガスによって冷却され、それによってダイのスロットを出るとき溶融材料の不十分な固化を伴う組成物を固化させ、気泡構造体のその後の形成を不可能にするであろうためである。
【0052】
本発明による押出装置は、以下も同様に含む:
(c)二つの短いサイジングユニット(「短い」によって、それらの長さが、プラスチック組成物が半晶質プラスチックであるかまたは非晶質プラスチックであるかに各々依存して、常に溶融しているかまたはペースト状であるのに適切であることが意味される)。組成物が固化すると、構造体はサイジングユニットに付着するだろう。むしろ、フローチャンネルの高さに対する、溶融組成物の流れ方向に平行に測定された、サイジングユニットの長さの比(すなわちダイスロットの高さ(それはハニカムを形成する気泡の高さに相当する))は、好ましくは最大3、好ましくは最大2、または最大1である。実用的な理由から、この比は一般的に少なくとも0.5である。
【0053】
これらのサイジングユニットは、一般的にスロットを有するダイの前面に配置される金属ブロックの形態をとる。これらのサイジングユニットはダイスロットのどちらの側にも配置され、ひとつはそれらの上に、他方はそれらの下に配置される。それらは、一般的に押し出されたラメラの高さ、および結果的にハニカムの最終気泡構造体の高さを規定するために、反対方向に、垂直に移動されてよい。これらの短いサイジングユニットは一般的に冷却されず、それらの温度は例えばオイル循環によって所定の値に制限されてよい。さらに、サイジングユニットが配置される方法から、それらは、最終気泡構造体の上方の表面及び下方の表面とともに多くても部分的であるシーリングを提供する。用語「部分的シーリング」は、気泡を形成するのに使用される圧力下の空気が、製造された気泡構造体とサイジングユニットの二つの縦の壁との間で部分的に漏れることができる間隔を意味すると理解される。
【0054】
二つのチャンバはこれらのサイジングユニットの各々の中で切り離され、それらチャンバから管状のダクトがスタートし、それは任意の、好ましくは円形の、横断面のオリフィス内で終了し、ダイのスロット間にある空間近くで、したがって、本発明のプロセスを実行する間は押し出されたラメラ間にある空間近くで出現する。一般的に、ダイの前面から管状のダクトのオリフィスの距離は、一般に少なくとも約0.5mm以上、または1mm以上、しかし好ましくは最大約4mm、特に好ましくは最大約3mmである。
【0055】
これらのサイジングユニットの各々のチャンバはそれぞれ、真空ポンプおよび圧縮ガス回路に交互に接続される。このように、二つの隣接する押し出されたラメラ間にある空間は、連続的に交互に、圧縮ガスを注入されおよび真空にされ、任意の一つのラメラの二つの側は、それらのうち一方に関しては圧縮ガスの働きを受け、それらのうち他方に関しては真空の働きを受け、次の交代の間は、逆に同様であり、ラメラを変形させ、互いに対に溶着させ、押出方向にほぼ平行な面内で、気泡構造体を形成し、それらを構成する気泡は押出方向に垂直に伸びる。
【0056】
各々のサイジングユニットは、好ましくは温度がTstructから最大150℃低く、好ましくはTstructから最大75℃低く、またはTstructから最大25℃低く、ここでTstructは構造温度であり、もしも組成物が非晶質ポリマーを含んでいる場合ガラス転移温度(Tg)に相当し、もしも組成物が半晶質ポリマーを含んでいる場合融点に相当する。サイジングユニットの温度は、好ましくは凝縮を実行する間に接する空気の温度より高い温度である。
【0057】
最後に、サイジングユニットの表面で溶融プラスチックの摩擦を最小にするために、この表面は有利にはすべり促進コーティングを備える(例えば、PTFEまたはシリコーンに基づく)。
【0058】
本発明によるプロセスにおいて使用される圧縮ガスは空気、不活性ガスまたは組成物の熱安定性を損なうことのない不活性ガスの混合物であってよい。それは、好ましくは空気である。このガスは加熱されてよい。この場合、ガスの温度は、好ましくはプラスチックのプロセス温度(Tproc)より最高100℃低く、さらに好ましくはTprocより最高50℃低く、またはTprocより最高20℃低い。すべての場合で、この温度はTprocより低い。
【0059】
ラメラの溶着は通常それらがダイを出た後すぐに、すなわちサイジングユニット内で可能な限り早く、実行される。
【0060】
サイジングユニットを離れると、気泡構造体は好ましくは任意の知られた方法で、一般的には冷却流体を用いて、冷却される。構造体は周囲空気で、冷空気流を吹き付けることによって、または水のミストを噴霧することによって単に冷却されてよい。冷空気流は良好な結果を与える。この操作は、温度を少し低減することによって、それを固化することなく気泡構造体が硬くなることを可能にする。これを実行するために、本発明による押出装置は好ましくは以下も含む。
【0061】
(d)冷空気(これによって、実は周囲温度に近い空気を意味する、例えば典型的には10から30℃の間、または15から25℃の間;この空気は固化されなくてはならない溶融プラスチックと比較して「冷たい」;凝縮の問題を避けるため、冷たすぎないのが好ましい)を吹き付ける手段であって、この手段は一般的にサイジングユニットの出口に直接配置され、例えば空気のシートまたは流れを、得られる気泡構造体の上面および下面上部に送るように設計され、一般的には角度が90°未満、好ましくは60°未満、もっとも好ましくは45°未満である。
【0062】
構造体が形成されると、構造が固化される前または後で、例えばロールなど、任意の適切な装置を用いてそれらの厚みを均一にする(すなわち、気泡の高さを一定にする)のが有利であることがわかるかもしれない。
【0063】
有利には、得られる気泡構造体はその後取り出しユニットによって取り出される。取り出し速度および押出速度は、特に気泡のサイズおよび厚みならびに所望の形状に従って、最適化されるだろう。
【0064】
取り出しユニットを離れると、特にその接着性を改良するために、および不織布若しくは上部および下部の上塗りで覆われるために、気泡構造体は表面処理(例えばコロナ処理)されてよい。これらの任意の操作の後、最終的なパネルは長さ方向および横方向の両方で、所望の寸法のシートに切断され、保存される。
【0065】
製造時の廃棄部分は仕上げ操作の前または後のどちらかに取り出され、製造に再利用されてよい。
【0066】
本発明によるプロセスの押出条件は、特にプラスチックを材料とする組成物の性質で調整される。前述のように、ダイ出口におけるこの組成物の温度は、気泡の溶着、組成物の発泡などを適切に、重力による変形を起こさずに、達成することが可能なように調整されなくてはならない。交代の圧力および真空の値も、この溶着を最適化するために、サイクルの間、調整されなくてはならない。実際は、少なくとも0.5bar relative、または少なくとも1.5bar relativeの圧力が使用されることが好ましい。一般的には、この圧力は6barを、さらには4barを超えることはなく、ましてや2barを超えることはない。真空については、これは一般的には少なくとも100mmHg absolute、または400mmHg absoluteである。最終的には、サイクルの継続期間(圧力/真空の交代)は一般的に0.3秒以上、または0.4秒以上、好ましくは0.5秒以上である。好ましくは、この継続期間は3秒、または2秒、または1秒を超えない。
【発明を実施するための最良の形態】
【0067】
本発明による押出装置の一つの特定の実施形態が、本記載に添付される図面に関連して説明されるだろう。これらの図は、添付図1〜3で構成され、この装置の典型的実施形態を示す。
【0068】
図1は、全押出装置の垂直中面の断面である。図2(a)、2(b)および2(c)は、各々、ダイの前面(その絶縁材料のシートを有するコーティングは図示されない)および備えられた平行スロットの図[2(a)]、これらのスロットの拡大図[2(b)]、およびそれらの間でフローチャンネルを画定し、そのまっすぐな部分がダイの各構成スロットの側壁を形成するナイフの一部の、原寸に比例していない拡大図[2(c)]である。
【0069】
図3は押出装置の前部およびその二つのサイジングユニットの部分的な図であり、押出装置は今回は絶縁コーティングを含み、サイジングユニットは低い方のみ示されている。
【0070】
図に示された押出装置の特定の実施形態において、押し出されるプラスチックを材料とする組成物は、気泡構造体を形成するために、ダイ入口錐体1およびフィードチャンネルを通じて、拡大された開口部3に向かって、フラットダイに溶融組成物2を供給する。溶融組成物は(軸Xによって表される押出方向に沿って)、金属縁部によって拡張された(図2を参照)、まっすぐな部分7aを有し絶縁コーティングに埋められるようにされた(図3を参照)、フローチャンネル7を画定する金属ナイフ6を経由してダイの前面4に作られたスロット5を通って通過する。
【0071】
ダイの前面4に配置された二つのサイジングユニット8は二つのチャンバ9を有し、該チャンバから絶縁コーティングの近くで現れる円形オリフィス11内で終了する管状ダクト10が開始する。上述のように、各チャンバ9は交互に真空ポンプおよび圧縮ガス回路(これらは図示されない)に接続され、連続的に交代して、二つの隣接する押し出されたラメラ間にある空間に圧縮ガスを注入しおよび真空にし、任意の所定のラメラの二つの側が、それらのうち一つに関しては、圧縮ガスの働きを受け、それらのうちもう一つに関しては、真空の働きを受けるようにし、次の交代の間は逆も同様であり、ラメラを変形し、それらを互いに対に溶着し、気泡構造体を形成する。
【0072】
本発明によるプロセスにおいて、気泡の形状およびサイズはポリマーの溶融粘度、押出速度、圧力/真空サイクルの継続時間などを変えることによって調整されてよい。
【0073】
この構造体の気泡の形状はほぼ円形、楕円形(押出および/または引っ張り速度が速いとき)、多角形(適用された圧力差が急変するとき)などであってよい。
【0074】
これらの気泡は一般的に長さL(押出方向)を有し、該長さはそれらの幅l(押出面内であって、押出方向に垂直な方向ではない)と比較して長い。一般的には、気泡のアスペクト比(L/l)は1より大きく、または1.5より大きく、しかし一般的に2より小さい。
【0075】
気泡の長さ(L)は一般的に少なくとも4mm、または少なくとも10mmであるが、一般的には30mmを超えず、または20mmを超えない。幅(l)は一般的に少なくとも2mm、または少なくとも5mmであるが、一般的には15mmを超えず、または10mmを超えない。
【0076】
気泡の壁の厚みに関して、これは溶融プラスチックのラメラがそれを通って押し出されるスロットの厚さによって、そして溶融ラメラに課された延伸倍率によって決定される。実際は、厚みは一般的に少なくとも100μm、または少なくとも200μm、または少なくとも250μmである。しかしながら、有利には、それは1mm、または0.8mmを超えず、構造体を重過ぎるものにするおそれがあるため0.6mmを超えないことが好ましい。実は下限はダイの実施形態に依存する。もしもこれがスロットが(例えば放電加工機によって、またはレーザビームの手段によって)機械加工された一体(one−piece)ダイである場合、前記ダイがラメラの組み合わせで構成される場合と比較して、一般的にスロットは広いものである必要があるだろう。
【0077】
本発明のプロセスによって得られる気泡構造体のサイズは加工装置のサイズによって制限される。用語「サイズ」は実は幅および(押出面に対して垂直方向に測定された)高さのみを意味し、長さを意味するものではないと理解される。なぜなら、後者は押出の継続期間および押出シートが切断される頻度によって決定されるからである。これらの構造体の高さは一般的には少なくとも1mm、または2mm、および好ましくは5mmであり、一般的には70mmを超えず、または60mmを超えない。
【0078】
本発明は無限の長さの一体の気泡構造体、むしろ、幅広い種類のプラスチックを材料とする組成物で長さを無限にまで変更することができる構造体、を得ることを可能にすることは、前述からのとおりである。
【0079】
本発明によるプロセスによって得られる気泡構造体は、有利には、建築産業(軽量シーリング、パーテティション、ドア、コンクリートボックスなど)、家具、包装(側面保護、品物の包装など)、自動車産業(荷物棚、ドアライニングなど)、航空産業において使用される。
【0080】
一般則として、これらの構造体は特に家具および建造物、例えば常設シェルター(住居)または一時的なシェルター(硬いテントまたは例えば人道的シェルター)、に適する。
【0081】
プラスチックがポリアリールエーテルスルホンであるとき、これらの構造物は航空用途に特に適する。
【0082】
それらはそこでフェイシングとよばれる二つのシートの間に配置されるなどして、またはサンドイッチパネルとして使用されてもよい。後者の変形例は有利であり、この場合、溶着、ボンディングなどによって、またはフェイシング、およびプラスチックに適切なコア(押出直後に、冷たくまたは熱く使用された)を組み立てる他の方法によって前記サンドイッチパネルを製造することが可能である。前述のサンドイッチパネルを製造する有利な一つの方法は、気泡のコアにフェイシングを溶着することである。任意の溶着プロセスがこの目的に関して適切である可能性があり、少なくとも部分的に電磁放射を通す場合または構造体/フェイシングにおいて電磁放射を使用するプロセスは良好な結果を与える。そのようなプロセスは仏国特許出願公開第03/08843号明細書に記述され、その内容はこの目的のため参照によって本出願に組み込まれる。
【0083】
本発明によるプロセスは、コイル(例えば直径1メーター)にするためにドラム上で巻くことができ、広げられた時、数百メーターの長さのハニカムシートを与える、大きな幅のハニカム構造を得るのに非常に適する。例えば、幅4メーターの巻くことができるシートをつくるため、それらを得る方法は以下のとおりである。
【0084】
−開始点はその長さLが幅lより大きい(例えばL=21)気泡を有するハニカム構造である。このタイプのハニカム構造に関して、M方向(machine direction)の剛性はT方向(transverse direction)と比較して非常に高く、したがって気泡は横方向にのみ曲がることができる。
【0085】
−長さ4mのシートが押し出される。
【0086】
−このシートが、その横の端部を通じてもう一方のシートの横の端部に、横方向に結合されまたは溶着されるなどする。
【0087】
−各々の結合/溶着操作の間でこのように得られたシートは、第一のストリップの押出軸に沿って配置された最小寸法4mのロール上に巻かれる。結合/溶着はロボットによって自動的に行われる。
【0088】
しかしながら、もしも気泡の幅がその長さより大きいとき(l=2L)、ハニカム構造体はM方向に巻かれることができ、したがって、結合/溶着することなしに直接押し出されて巻かれることができ、それは単純な過程である。この特徴は、本発明の目的物を形成するプロセスで得られてよい。
【0089】
巻かれたハニカム構造体は多くの産業的分野において有効である。それは、以下の可能性のためである。
【0090】
−補強のためのライニングを製造する。
【0091】
−床を平らにするためカーペットの下敷きを広げる。
【0092】
−土壌を安定化する連続的なシートを広げる、など。
【0093】
本発明は以下の例によって非制限的方法で説明される。
【0094】
例1(本発明による)
幅4cmおよび高さ12mmの気泡構造体は以下に記述される条件下でおよび装置を用いて押し出された。
【0095】
−五つの別個の加熱領域(Z1からZ5)を備え、およびガラス繊維補強ポリイミドナイフ(ダイの前面上が、絶縁材料でコートされていない)を備えた上述のようなダイ、長さ18mmのステンレス鋼のサイジングユニット、圧縮空気ジェネレータおよび真空ポンプを備え、三つの加熱領域を200℃に加熱したSCAMEX45押出機。ナイフ間の距離は0.3mmであった。
−押出機内の温度プロファイル:
Z1:115℃
Z2:160℃
Z3:185℃
Z4:190℃
Z5:195℃
−組成物:Solvinが販売するBENVIC(登録商標)IR047という商品名のPVCを材料とする、
−ダイ入口の材料温度:200℃、
−押出圧力:67.5bar、
−スクリュー速度:7rpm、
−圧縮空気圧力:1.7bar absolute、
−真空:400mmHg、
−圧力/真空サイクルの継続時間:0.6秒/0.8秒、
−延伸比:55%、
【0096】
以下の性質を有する気泡構造体が得られた。
−高さ:12mm、
−バルク密度:0.143kg/dm3。
【0097】
例2(本発明による)
幅4cmおよび高さ10mmの気泡構造体は以下に記述される条件下でおよび装置を用いて押し出された。
【0098】
−五つの別個の加熱領域(Z1からZ5)を備え、および17.4PH鋼のナイフを備えた上述のようなダイ、長さ18mmのステンレス鋼のサイジングユニット、圧縮空気ジェネレータおよび真空ポンプを備え、三つの加熱領域を185℃に加熱したSCAMEX45押出機。ダイの前面は熱絶縁(ガラス繊維補強ポリイミド)で覆われる。ナイフ間の距離は0.45mmであった。
−押出機の温度プロファイル:
Z1:110℃
Z2:155℃
Z3:185℃
Z4:185℃
Z5:185℃
−組成物:Solvinが販売するBENVIC(登録商標)IR047という商品名のPVCを材料とする、
−ダイ入口の材料温度:190℃、
−押出圧力:96bar、
−スクリュー速度:9.5rpm、
−圧縮空気圧力:1.5bar、
−真空:400mmHg、
−圧力/真空サイクルの継続時間:0.6秒/0.6秒、
−延伸比:70%、
【0099】
以下の性質を有する気泡構造体が得られた。
−高さ:10mm、
−バルク密度:0.154kg/dm3。
【0100】
例3R(比較例であって、本発明によるものではない)
以下に記述される条件下でおよび装置を用いて幅4cmの気泡構造体の押出を試みた。
【0101】
−五つの別個の加熱領域(Z1からZ5)を備え、金属ナイフおよび長さ18mmのサイジングユニットを有する上述のようなダイを備えたSCAMEX45押出機。ナイフの前面、およびダイの前面はどちらも熱絶縁材で覆われていない。圧縮空気ジェネレータおよび真空ポンプを備え、三つの加熱領域が200℃に加熱される。
【0102】
−押出機の温度プロファイル:
Z1:110℃
Z2:155℃
Z3:185℃
Z4:185℃
Z5:185℃
−組成物:Solvinが販売するBENVIC(登録商標)IR047という商品名のPVCを材料とする、
−ダイ入口の材料温度:190℃、
−押出圧力:96bar、
−スクリュー速度:9.5rpm、
【0103】
圧力/真空システムがスタートするとすぐに、材料はナイフの出口において固化され、ハニカム構造体は形成されなかった。
【0104】
例4R(比較例であって、本発明によるものではない)
幅4cmおよび高さ10mmの気泡構造体は以下に記述される条件下および装置を用いて押し出された。
【0105】
−五つの別個の加熱領域(Z1からZ5)を備えた、および、欧州特許第1009625号明細書に記載されるようなダイを備え、210℃に加熱された三つの加熱領域を有するSCAMEX45押出機。仏国特許第2760999号明細書に記載されるように、ダイは冷却水中に直接現れ、溶着のための水ベースの圧力/真空システムを備える。
【0106】
−押出機の温度プロファイル:
Z1:111℃
Z2:158℃
Z3:194℃
Z4:194℃
Z5:204℃
−組成物:Solvinが販売するBENVIC(登録商標)IR047という商品名のPVCを材料とする、
−ダイ入口の材料温度:211℃、
−押出圧力:43bar、
−スクリュー速度:13rpm、
−水圧:1.5bar、
−真空:400mmHg、
−圧力/真空サイクルの継続時間:0.75s/0.75s、
−延伸比:60%、
−冷却水の温度:60℃。
【0107】
以下の性質を有する気泡構造体が得られた。
−高さ:10mm、
−バルク密度:0.590kg/dm3。
【0108】
この例の結果、他のすべての条件が類似しており、水が冷却液として使用された時、得られた気泡構造体のバルク密度は非常に高かった。したがって、気泡構造体を軽くする目的、およびその当然の結果(すなわち前記構造体の機械的性質/重量の比の最適化)は達成されなかった。
【図面の簡単な説明】
【0109】
【図1】全押出装置の垂直中面の断面である。
【図2】(a)はダイの前面および備えられた平行スロット、(b)はこれらのスロットの拡大図、および(c)はそれらの間でフローチャンネルを画定し、そのまっすぐな部分がダイの各構成スロットの側壁を形成するナイフの一部の、原寸に比例していない拡大図である。
【図3】押出装置の前部およびその二つのサイジングユニットの部分的な図である。
【符号の説明】
【0110】
1 ダイ入口錐体
2 溶融組成物
3 開口部
4 ダイの前面
5 スロット
6 金属ナイフ
7 フローチャンネル
8 サイジングユニット
9 チャンバ
10 管状ダクト
11 オリフィス
【特許請求の範囲】
【請求項1】
少なくとも一つのプラスチックを材料とする組成物の平行なラメラは、ほぼ水平な方向に、複数の平行なスロットおよび、少なくとも表面上に、絶縁材料を備えた前面を有するダイを通じて、連続的に押し出され、
ダイを出るとき、連続的に交互に、プラスチック組成物が溶融したままでいるのに十分短い長さである二つのサイジングユニットの間で、二つの隣接するラメラ間にある空間に圧縮ガスが注入され、および真空にされ、所定のラメラの二つの側が、それらのうち一つに関しては、圧縮ガスの働きを受け、他の一つに関しては真空の働きを受け、次に交代したときはその逆も同様であり、ラメラを変形し、それらを互いに対に溶着し、押出方向に対してほぼ平行な面内で、気泡構造体を形成し、該気泡構造体を構成する気泡は押出方向と垂直に伸びる、
プラスチックを材料とする気泡構造体を製造するプロセス。
【請求項2】
前記プラスチックが、プロピレンまたはエチレンを原料とするポリオレフィン、ポリフェニルスルホン(PPSU)などのポリアリールエーテルスルホン、PA、PVCおよび熱可塑性フッ素化ポリマー、および架橋性熱可塑性樹脂から選択される、請求項1に記載のプロセス。
【請求項3】
組成物の粘度が少なくとも2500Pa.s(処理温度において、0.1rad/sで、ISO6721−10(1999)に従って測定されたもの)である、請求項1または2に記載のプロセス。
【請求項4】
前記圧縮ガスが空気である、請求項1から3の何れか一項に記載のプロセス。
【請求項5】
前記気泡構造体が、形成直後に、冷却流体の働きを受ける、請求項1から4の何れか一項に記載のプロセス。
【請求項6】
建築産業におけるまたは家具のための、請求項1から5の何れか一項に記載のプロセスによって得られた気泡構造体の使用。
【請求項7】
(a)フラットダイと、
(b)ほぼ等距離で離れている複数の平行なナイフであって、前記ナイフはそれらの間で収斂する第1の部分、その後の、実質的にまっすぐな部分を有するフローチャンネルを画定し、前記チャンネルのまっすぐな部分は平行なスロットの側壁を形成し、および少なくともそれらの下流の端部は熱絶縁材料に基づくかまたは熱絶縁材料に埋め込まれたナイフと、
(c)ダイスロットのどちらか一方の側に配置され、その中に二つのチャンバが作られた、二つの短いサイジングユニットであって、前記チャンバから管状のダクトがスタートし、それはダイのスロット間にある空間近くで出現する円形のオリフィス内で一般的に終了し、これらのサイジングユニットの各々のチャンバはそれぞれ、真空ポンプおよび圧縮ガス回路に交互に接続されるサイジングユニット、
を含む、請求項1から5の何れか一項に記載のプロセスを実行する装置。
【請求項8】
冷却空気を吹き付けるための手段を含み、前記手段は一般的にサイジングユニットの出口に直接配置される、請求項7に記載の装置。
【請求項9】
前記ナイフは熱伝導材料で作られ、それらの下流の端部で同様に熱伝導性材料で作られる縁部によって拡張され、絶縁性コーティング内に埋め込まれ、ダイ前面と同じ高さにある、請求項7または8に記載の装置。
【請求項10】
前記ナイフは熱絶縁材料で作られる、請求項7または8に記載の装置。
【請求項1】
少なくとも一つのプラスチックを材料とする組成物の平行なラメラは、ほぼ水平な方向に、複数の平行なスロットおよび、少なくとも表面上に、絶縁材料を備えた前面を有するダイを通じて、連続的に押し出され、
ダイを出るとき、連続的に交互に、プラスチック組成物が溶融したままでいるのに十分短い長さである二つのサイジングユニットの間で、二つの隣接するラメラ間にある空間に圧縮ガスが注入され、および真空にされ、所定のラメラの二つの側が、それらのうち一つに関しては、圧縮ガスの働きを受け、他の一つに関しては真空の働きを受け、次に交代したときはその逆も同様であり、ラメラを変形し、それらを互いに対に溶着し、押出方向に対してほぼ平行な面内で、気泡構造体を形成し、該気泡構造体を構成する気泡は押出方向と垂直に伸びる、
プラスチックを材料とする気泡構造体を製造するプロセス。
【請求項2】
前記プラスチックが、プロピレンまたはエチレンを原料とするポリオレフィン、ポリフェニルスルホン(PPSU)などのポリアリールエーテルスルホン、PA、PVCおよび熱可塑性フッ素化ポリマー、および架橋性熱可塑性樹脂から選択される、請求項1に記載のプロセス。
【請求項3】
組成物の粘度が少なくとも2500Pa.s(処理温度において、0.1rad/sで、ISO6721−10(1999)に従って測定されたもの)である、請求項1または2に記載のプロセス。
【請求項4】
前記圧縮ガスが空気である、請求項1から3の何れか一項に記載のプロセス。
【請求項5】
前記気泡構造体が、形成直後に、冷却流体の働きを受ける、請求項1から4の何れか一項に記載のプロセス。
【請求項6】
建築産業におけるまたは家具のための、請求項1から5の何れか一項に記載のプロセスによって得られた気泡構造体の使用。
【請求項7】
(a)フラットダイと、
(b)ほぼ等距離で離れている複数の平行なナイフであって、前記ナイフはそれらの間で収斂する第1の部分、その後の、実質的にまっすぐな部分を有するフローチャンネルを画定し、前記チャンネルのまっすぐな部分は平行なスロットの側壁を形成し、および少なくともそれらの下流の端部は熱絶縁材料に基づくかまたは熱絶縁材料に埋め込まれたナイフと、
(c)ダイスロットのどちらか一方の側に配置され、その中に二つのチャンバが作られた、二つの短いサイジングユニットであって、前記チャンバから管状のダクトがスタートし、それはダイのスロット間にある空間近くで出現する円形のオリフィス内で一般的に終了し、これらのサイジングユニットの各々のチャンバはそれぞれ、真空ポンプおよび圧縮ガス回路に交互に接続されるサイジングユニット、
を含む、請求項1から5の何れか一項に記載のプロセスを実行する装置。
【請求項8】
冷却空気を吹き付けるための手段を含み、前記手段は一般的にサイジングユニットの出口に直接配置される、請求項7に記載の装置。
【請求項9】
前記ナイフは熱伝導材料で作られ、それらの下流の端部で同様に熱伝導性材料で作られる縁部によって拡張され、絶縁性コーティング内に埋め込まれ、ダイ前面と同じ高さにある、請求項7または8に記載の装置。
【請求項10】
前記ナイフは熱絶縁材料で作られる、請求項7または8に記載の装置。
【図1】


【図2】

【図3】
【図2】
【図3】
【公表番号】特表2009−504450(P2009−504450A)
【公表日】平成21年2月5日(2009.2.5)
【国際特許分類】
【出願番号】特願2008−526502(P2008−526502)
【出願日】平成18年8月17日(2006.8.17)
【国際出願番号】PCT/EP2006/065385
【国際公開番号】WO2007/020279
【国際公開日】平成19年2月22日(2007.2.22)
【出願人】(591001248)ソルヴェイ(ソシエテ アノニム) (252)
【Fターム(参考)】
【公表日】平成21年2月5日(2009.2.5)
【国際特許分類】
【出願日】平成18年8月17日(2006.8.17)
【国際出願番号】PCT/EP2006/065385
【国際公開番号】WO2007/020279
【国際公開日】平成19年2月22日(2007.2.22)
【出願人】(591001248)ソルヴェイ(ソシエテ アノニム) (252)
【Fターム(参考)】
[ Back to top ]