
プラスチックキャップ及びそれで密封された製品又は容器

【課題】本発明は、開栓時、水等の液体がプラスチックキャップの表面に付着していても、指とプラスチックキャップとの摩擦抵抗が低下しにくく、容易に開栓できるプラスチックキャップを提供することを目的とする。
【解決手段】本発明に係るプラスチックキャップは、天板部11と天板部11の周縁から垂下した筒状の胴体部12とからなり、容器30の蓋となるプラスチックキャップ10において、胴体部12の外周面12aの少なくとも一部に微細孔16が形成されていることを特徴とするプラスチックキャップである。
【解決手段】本発明に係るプラスチックキャップは、天板部11と天板部11の周縁から垂下した筒状の胴体部12とからなり、容器30の蓋となるプラスチックキャップ10において、胴体部12の外周面12aの少なくとも一部に微細孔16が形成されていることを特徴とするプラスチックキャップである。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、表面に微細孔が形成されたことによって、濡れていても滑らずに容易に開栓できるプラスチックキャップに関する。
【背景技術】
【0002】
従来から、飲料用又は食品用の容器の開口部を密封するキャップにおいて、ゴムからなる滑り止めをキャップに取付ける又は凹凸をキャップの表面に形成することによって、キャップの開栓性を向上させた技術がある(例えば、特許文献1〜6を参照。)。
【0003】
【特許文献1】特開2004−196383号公報
【特許文献2】実開平6−35149号公報
【特許文献3】実開平7−4354号公報
【特許文献4】実登3090852号公報
【特許文献5】実登3008012号公報
【特許文献6】実登3011771号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
開栓時、手が水で濡れている、キャップの表面が結露している又はその他の理由で、キャップの表面に水等の液体が付着していることがある。しかし、ゴムからなる滑り止めをキャップに取付ける又は凹凸をキャップの表面に形成した場合、キャップの表面に付着した付着液体の影響によって、指とキャップとの摩擦抵抗が低下し、キャップの開栓が困難となる。さらに、従来のゴムからなる滑り止めをキャップに取付ける場合では、生産工程において滑り止めが傷ついたり、滑り止めがキャップから剥がれたり又はキャップが空回りしてキャップの装着が十分にできていない問題がある。
【0005】
そこで、本発明は、前記課題を解決する為になされたもので、開栓時、水等の液体がプラスチックキャップの表面に付着していても、指とプラスチックキャップとの摩擦抵抗が低下しにくく、容易に開栓できるプラスチックキャップを提供することを目的とする。
【課題を解決するための手段】
【0006】
本発明者らは、プラスチックキャップの表面にサブミクロン〜ミクロン単位の微細孔を形成することで、開栓時に指を押し付ける際、微細孔の中に浸入していた付着液体が指で押し出されて指で閉じられた微細孔内が負圧状態となり、指がプラスチックキャップの表面に吸い付くことで、前記課題を解決できることを見出し、本発明を完成させた。すなわち、本発明に係るプラスチックキャップは、天板部と該天板部の周縁から垂下した筒状の胴体部とからなり、容器の蓋となるプラスチックキャップにおいて、前記胴体部の外周面の少なくとも一部に微細孔が形成されていることを特徴とする。
【0007】
本発明に係るプラスチックキャップでは、前記微細孔は、前記胴体部の外周面に生じたクラックによって形成された孔であるか、或いは、前記胴体部の外周面に生じたうろこ状の突起物によって形成された孔であるか、或いは、前記胴体部の外周面に生じた枝状の突起物によって形成された孔であるか、或いは、これらの孔の組み合わせであり、かつ、前記微細孔の平均内径が0.1〜10μmであることが好ましい。前記プラスチックキャップの開栓性をより向上させることができる。
【0008】
本発明に係るプラスチックキャップでは、前記微細孔がブラスト加工によって形成されたことが好ましい。前記外周面から所望の領域を選択し、濡れていても滑りにくくできる前記微細孔を形成できる。
【0009】
本発明に係るプラスチックキャップでは、前記ブラスト加工において、研削材としてドライアイスペレットを使用することが好ましい。プラスチックキャップの表面にドライアイスペレットが残留せず、プラスチックキャップで密封する容器に研削材が混入しないので容器に充填される食品又は飲料の安全性を確保でき、また、プラスチックキャップを洗浄する手間が省ける。さらに、工場内でのインライン加工が可能となる。
【0010】
本発明に係るプラスチックキャップでは、飲料用又は食品用の容器の開口部を密閉することを含む。これら用途の前記容器は濡れやすく、濡れていても容易に開栓できる本発明に係るプラスチックキャップの適用が最適である。
【0011】
本発明に係る製品又は容器は、本発明に係るプラスチックキャップで密封されていることを特徴とする。
【発明の効果】
【0012】
本発明は、開栓時、水等の液体がプラスチックキャップの表面に付着していても、指とプラスチックキャップとの摩擦抵抗が低下しにくく、容易に開栓できるプラスチックキャップを提供できる。
【発明を実施するための最良の形態】
【0013】
以下、本発明の実施形態について、図面を参照しながら詳細に説明する。なお、本発明は、以下に示す実施形態に限定されるものでない。
【0014】
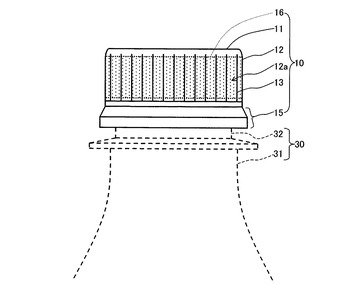
図1に本実施形態に係るプラスチックキャップにおいて微細孔を略全外周面に形成した場合の概略図を図示した。図1に示したプラスチックキャップ10は、天板部11と天板部11の周縁から垂下した筒状の胴体部12とからなり、容器30の蓋となるプラスチックキャップ10であり、胴体部12の外周面12aの少なくとも一部に微細孔16が形成されている。さらに、胴体部12の外周面12aには滑り止めとなるナール13が設けられており、胴体部12の下部の周端にはバンド部15が設けられている。なお、容器30は、収容部31及び開口部32を有している。なお、微細孔16が形成されている領域を点線で図示した。
【0015】
プラスチックキャップ10は、通常、天板部11が円盤状であり、胴体部12が円筒状である。また、プラスチックキャップ10は、胴体部12の上部から下部に達する複数の突条からなるナール13が胴体部12の外周面12aに形成されることが好ましい。ナール13は、胴体部12の主軸(不図示)に対して平行としているが、主軸に対して傾けても良い。ナール13の突条の本数は、特に制限されるものでない。胴体部12の外径が28mmであるプラスチックキャップ10において、ナール13は、例えば、胴体部12の全外周面12aに略等間隔で配置された60本又は120本の突条からなる。開栓時、指(不図示)がナール13に引っ掛かることで、プラスチックキャップ10の開栓性をより向上させることができる。プラスチックキャップ10は、天板部11の内面(不図示)に接するようにインナーシール(不図示)を備えることが好ましい。インナーシールを備えることによって、プラスチックキャップ10は、密封性をより高めることができる。また、プラスチックキャップ10で容器30の開口部32を密閉できるように、胴体部12の内周面と容器30の開口部32とをネジ構造とすることが好ましい(不図示)。
【0016】
プラスチックキャップ10の開栓パターンは、特に制限されるものではないが、まわす方法であることが好ましい。例えば、開栓パターンがまわす方法のプラスチックキャップ10としては、スクリューキャップ又はツイストキャップをあげることができる。プラスチックキャップ10は、プラスチックキャップ10を時計回りにまわして容器30の開口部32を密閉し、プラスチックキャップ10を反時計回りにまわして容器30の開口部32を開栓するものであっても良い。
【0017】
プラスチックキャップ10の開栓パターンがねじ切る方法であっても良い。例えば、開栓パターンがねじ切る方法のプラスチックキャップ10としては、AOキャップ(Albert Obrist Cap)がある。飲料用又は食品用の容器30を密封するのであれば、プラスチックキャップ10は、バンド部15を備えることが好ましい。バンド部15と胴体部12とが切断されることによって、容器30が開封されたことを消費者が認識できるピルファープルーフ性を、プラスチックキャップ10は、備えることができる。
【0018】
プラスチックキャップ10を形成するプラスチック材料としては、ポリエチレン樹脂(PE)、ポリプロピレン樹脂(PP)、ポリエチレンテレフタレート樹脂(PET)、ポリブチレンテレフタレート樹脂、ポリエチレンナフタレート樹脂、シクロオレフィンコポリマ樹脂(COC、環状オレフィン共重合)、アイオノマ樹脂、ポリ−4−メチルペンテン−1樹脂、ポリメタクリル酸メチル樹脂、ポリスチレン樹脂、エチレン−ビニルアルコール共重合樹脂、アクリロニトリル樹脂、ポリ塩化ビニル樹脂、ポリ塩化ビニリデン樹脂、ポリアミド樹脂、ポリアミドイミド樹脂、ポリアセタール樹脂、ポリカーボネート樹脂、ポリスルホン樹脂、又は、4弗化エチレン樹脂、アクリロニトリル−スチレン樹脂、アクリロニトリル−ブタジエン−スチレン樹脂をあげることができる。この中で、PE、PP又はPETが特に好ましい。
【0019】
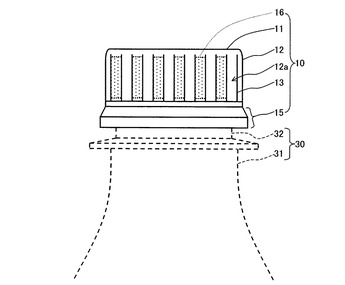
胴体部12の外周面12aの少なくとも一部に微細孔16を形成すれば良く、その領域は特に制限されない。微細孔16は、胴体部12の内周面まで達する必要はなく、外周面12aのみを開孔させる。ここで、図1に示すように胴体部12の外周面12aの略全部に微細孔16を形成しても良い。図1のプラスチックキャップ10は、胴体部12の外周面12aの略全部において、指を滑りにくくできる。また、図2に示すように微細孔16を形成しても良い。図2に本実施形態に係るプラスチックキャップにおいて微細孔を外周面にゼブラ状に形成した場合の概略図を図示した。なお、図2に微細孔16が形成されている領域を点線で図示した。図1又は図2のプラスチックキャップ10において、天板部11にも微細孔を形成しても良く、胴体部12の外周面12aを含む全表面に微細孔を形成しても良い(不図示)。
【0020】
図3は、本実施形態に係るプラスチックキャップの胴体部の外周面を指で押し付けている状態を示す図であり、(a)は全体図であり、(b)は部分拡大図である。図3では、微細孔16の一部のみ図示した。また、図3において、負圧状態となっていない微細孔16bを図示し、負圧状態となっている微細孔16cを斜線で図示した。プラスチックキャップ10の表面に付着液体が付着しても、胴体部12の外周面12aの少なくとも一部に微細孔16を形成したことで、毛細管現象によって付着液体が微細孔16に侵入するようになる。開栓時に指40を押し付ける際、微細孔16の中に浸入していた付着液体が指40で押し出されて指40で閉じられた微細孔16c内が負圧状態となり、指40がプラスチックキャップ10の表面に吸い付く。一方、従来のプラスチックキャップであれば、表面に微細孔が形成されていないので、指が従来のプラスチックキャップの表面に吸い付きにくく、さらに、付着液体によって摩擦抵抗が低下して指が滑りやすくなる。従って、微細孔16を形成しておくことで、開栓時、水等の液体がプラスチックキャップ10の表面に付着していても、指40とプラスチックキャップ10との摩擦抵抗が低下しにくく、容易に開栓できるプラスチックキャップ10を提供できる。また、微細孔16は、濡れていないときは滑り易くなることもない。ここで、飲料用又は食品用の容器(不図示)は濡れやすく、濡れていても容易に開栓できるプラスチックキャップ10の適用が最適である。
【0021】
本実施形態に係るプラスチックキャップでは、微細孔16は、胴体部12の外周面12aに生じたクラック(不図示)によって形成された孔であるか、或いは、胴体部12の外周面12aに生じたうろこ状の突起物(不図示)によって形成された孔であるか、或いは、胴体部12の外周面12aに生じた枝状の突起物(不図示)によって形成された孔であるか、或いは、これらの孔の組み合わせであり、かつ、微細孔16の平均内径が0.1〜10μmであることが好ましい。ここで、胴体部12の外表面12aと上記のいずれかの突起物とに挟まれた部分が微細孔16となる場合を含む。毛細管現象によって水等の液体を効率よく微細孔16に侵入させるには、プラスキックキャップ10の濡れ性と微細孔16の形状及び内径との関係が重要となると考えられる。微細孔16が上記の形状及び内径であることで、水等の液体が微細孔16に侵入しやすくできるので、プラスチックキャップ10の開栓性をより向上させることができる。ここで、微細孔16は、上記の孔のいずれか2種類の組み合わせ、例えば、クラックによって形成された孔とうろこ状の突起物によって形成された孔、クラックによって形成された孔と枝状の突起物によって形成された孔又はうろこ状の突起物によって形成された孔と枝状の突起物によって形成された孔の各組み合わせによって形成されても良い。或いは、上記3種類の全ての孔の組み合わせによって形成されても良い。
【0022】
プラスチックキャップ10の成形方法は、特に制限されるものではないが、圧縮成形法又は射出成形法を用いても良い。圧縮成形法は、金型のメス側にプラスチック材料を入れて加熱し、プラスチック樹脂が流動化したときに金型のオス側を合せ、圧力を加えて成形する方法である。射出成形法は、加熱シリンダーの中で熱可塑性のプラスチック材料を加熱して流動化させ、これを射出ラムによって金型の空間にプランジャーで押し込んで成形する方法である。
【0023】
圧縮成形法又は射出成形法を用いる場合、プラスチックキャップ10の胴体部12の外周面12aに対応する金型の表面部分を粗くしても良い。これによって、プラスチックキャップ10の胴体部12の外周面12aが粗くなり、微細孔16を形成できる。
【0024】
或いは、プラスチックキャップ10を成形した後、胴体部12の外周面12aに微細孔16を形成する。本実施形態に係るプラスチックキャップでは、微細孔16がブラスト加工によって形成されたことが好ましい。特に、微細孔16を、胴体部12の外周面12aに生じたクラックによって形成された孔とするか、或いは、胴体部12の外周面12aに生じたうろこ状の突起物によって形成された孔とするか、或いは、胴体部12の外周面12aに生じた枝状の突起物によって形成された孔とするか、或いは、これらの孔の組み合わせとし、かつ、平均内径を0.1〜10μmとする場合には、ブラスト加工の適用が最適となる。
【0025】
ブラスト加工には、このとき、研削材をキャリアガスの噴射によってプラスチックキャップ10の表面に衝突させるブラスト加工装置(不図示)を用いることが好ましい。研削材及びキャリアガスは、特に制限されるものではないが、プラスチックキャップ10に対して不活性であることが好ましい。研削材としては、例えば、ガラス粉末、アルミナ粉末、炭化珪素粉末、ジルコニア粉末、セラミックビーズ又はボロンカーバイト或いはこれらが混合したものをあげることができる。また、キャリアガスとしては、例えば、圧縮空気、炭素ガス、窒素ガス又はアルゴンガスをあげることができる。
【0026】
本実施形態に係るプラスチックキャップでは、ブラスト加工において、研削材としてドライアイスペレットを使用することが好ましい。ドライアイスペレットはプラスチックキャップ10の表面に衝突した後に昇華するので、プラスチックキャップ10の表面にドライアイスペレットが残留しない。よって、プラスチックキャップ10で密封する容器30に研削材が混入しないので容器30に充填される食品又は飲料の安全性を確保でき、また、プラスチックキャップ10を洗浄する手間が省ける。さらに、ドライアイスペレットは液化炭酸ガスを購入して製造できるので、ブラスト加工装置を設置して工場内でのインライン加工が可能となる。
【0027】
ブラスト加工装置でキャリアガスの噴射方向及び噴射領域を調整することで、胴体部12の外周面12aから所望の領域を選択し、濡れていても滑りにくくできる微細孔16を形成できる。また、ブラスト加工する際、外周面12aの所望の領域のみに研削材が噴射されるように、胴体部12の外周面12aの一部をマスク(不図示)で覆っても良い。図2に示すような微細孔16を形成するには、外周面12aがゼブラ状に露出するようにマスクで覆った後にブラスト加工すれば良い。あるいは、プラスチックキャップ10の全表面に微細孔16を形成しても良い。さらに、ブラスト加工では、プラスチックキャップ10に発生したバリの除去又はプラスチックキャップ10の外観を整える整形を微細孔16の形成と共に行っても良い。
【0028】
ブラスト加工で形成された微細孔16の形状及び内径は、ブラスト加工で使用する研削材の粒子径、研削材の密度、又は、キャリアガスの種類、噴射圧力若しくは噴射時間等のブラスト条件の影響を受ける。プラスチックキャップ10のブラスト条件は、一例を示せば、研削材がMesh180〜250μmの範囲で篩い分けられる粒子径を有し、キャリアガスが圧縮空気であり、その噴射圧力が0.23〜0.25MPaであり及びその噴射時間が20〜30秒である。なお、外周面12aに対応する表面が粗い金型によって成型されたプラスチックキャップ10をブラスト加工しても良い。
【0029】
また、研削材としてドライアイスペレットを使用する場合、プラスチックキャップ10のブラスト条件は、一例を示せば、研削材が2〜4mmの粒子径を有し、キャリアガスが圧縮空気であり、その噴射圧力が0.1〜1.0MPaであり及びその噴射時間が30〜60秒である。
【0030】
図1及び図2の容器30は、いかなる材料から形成されていても良いが、収容部31に充填される液体によっても制限を受ける。例えば、容器30が炭酸飲料、清涼飲料、ビール又は発泡酒等の飲料用であれば、飲料の品質保持の観点から、収容部31に充填される飲料に対して不活性であることが好ましい。さらに、酸素等のガスバリア性を備えていることが好ましい。また、炭酸飲料を充填する場合には耐圧性を有する材料から形成されていることが好ましい。このような観点から容器30は、ガラス、アルミニウム又はスチール等の金属材料或いはPET等のプラスチック材料から形成されていることが好ましい。また、容器30は、リサイクル性の観点から、プラスチックキャップ10と同一の材料で形成することが好ましい。PETボトルの場合には、DLC薄膜等のガスバリア性を有する薄膜をコーティングしたボトルであっても良い。
【0031】
プラスチックキャップ10のシーリング方法は特に制限されないが、スクリュータイプのシーリング方法を用いることが好ましい。スクリュータイプのシーリング方法とは、プラスチックキャップ10を容器30の開口部32に回転ヘッド、ローラー又はバンド等のシーリング装置(不図示)でまわして締め付けるものである。さらに、プラスチックキャップ10と容器30とを、例えば、レーザー溶接法で溶着させても良い。このとき、プラスチックキャップ10と容器30との溶着部分を押当板等の密着手段によって密着状態にすることで、溶着不良を低減できる。
【実施例】
【0032】
(試験用プラスチックキャップの製造及びその表面の観察)
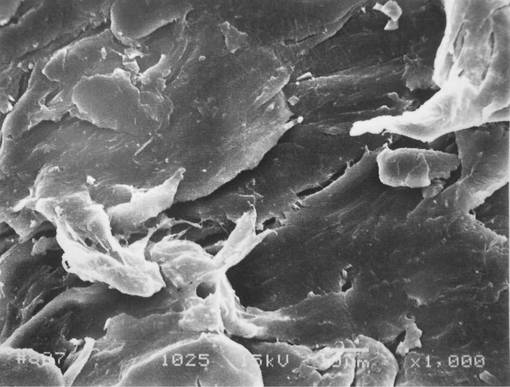
プラスチックキャップの胴体部(外径28mm)の全外周面に略等間隔に配置された60本の突条からなるナールが形成されるようにPEを圧縮成形し、プラスチックキャップを成形した。このプラスチックキャップの胴体部の全外周面にブラスト加工を行って微細孔を形成し、試験用プラスチックキャップAとした。なお、試験用プラスチックキャップAは、断面の観察及び開栓性の評価のために複数個作成した。このとき、ブラスト条件は、Mesh180〜250μmの範囲で篩い分けられる粒子径を有する研削材(ポッターズ・バロティーニ株式会社製のJ−54−20PN)、キャリアガスが圧縮空気、噴射圧力が0.23MPa及び噴射時間が20秒とした。ブラスト加工装置として、株式会社不二製作所製の型番FD−4(B)S−3451を用いた。図4に試験用プラスチックキャップAの表面の拡大画像を示した。
【0033】
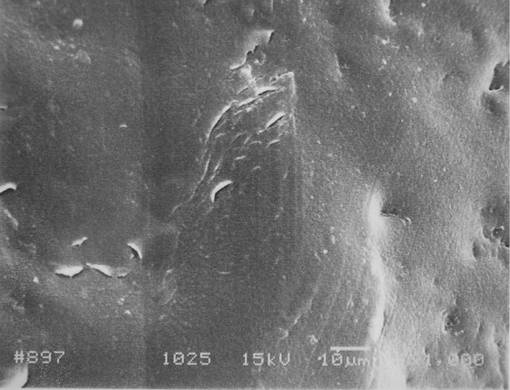
ブラスト加工を行なわずに微細孔を形成しなかった以外は、試験用プラスチックキャップAと同様にして、60本の突条からなるナールが形成された試験用プラスチックキャップBを成形した。また、図5に試験用プラスチックキャップBの表面の拡大画像を示した。
【0034】
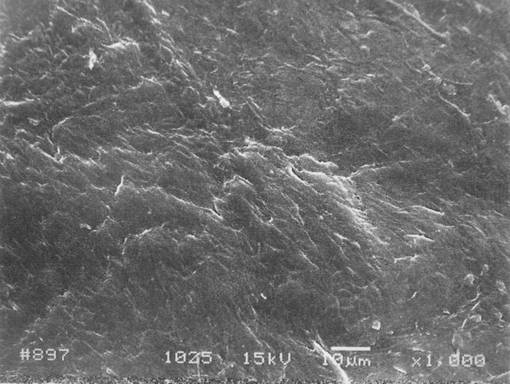
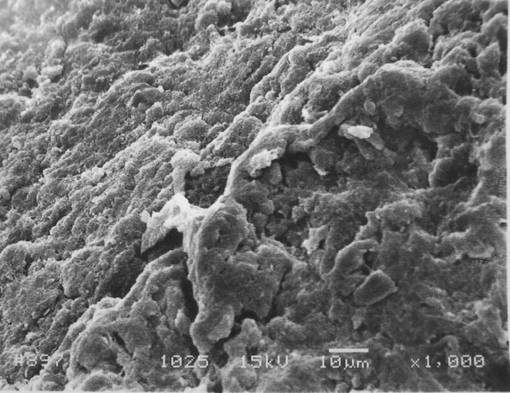
また、120本の突条からなるナールとした以外は、試験用プラスチックキャップAと同様にして、観察用プラスチックキャップを成形した。また、図6及び図7にブラスト加工前後における観察用プラスチックキャップの表面の拡大画像を示した。
【0035】
図4では、試験用プラスチックキャップAの表面にはクラック、うろこ状の突起物及び枝状の突起物が生じ、入り組んだ微細孔が形成されたことが観察された。図5には、試験用プラスチックキャップBの表面には試験用プラスチックキャップAのような微細孔は認められなかった。また、図6には、観察用プラスチックキャップのブラスト加工前の表面に微細孔は観察できなかった。一方、図7では、観察用プラスチックキャップのブラスト加工後の表面にはクラック及び枝状の突起物が生じ、入り組んだ微細孔が形成されたことが観察された。
【0036】
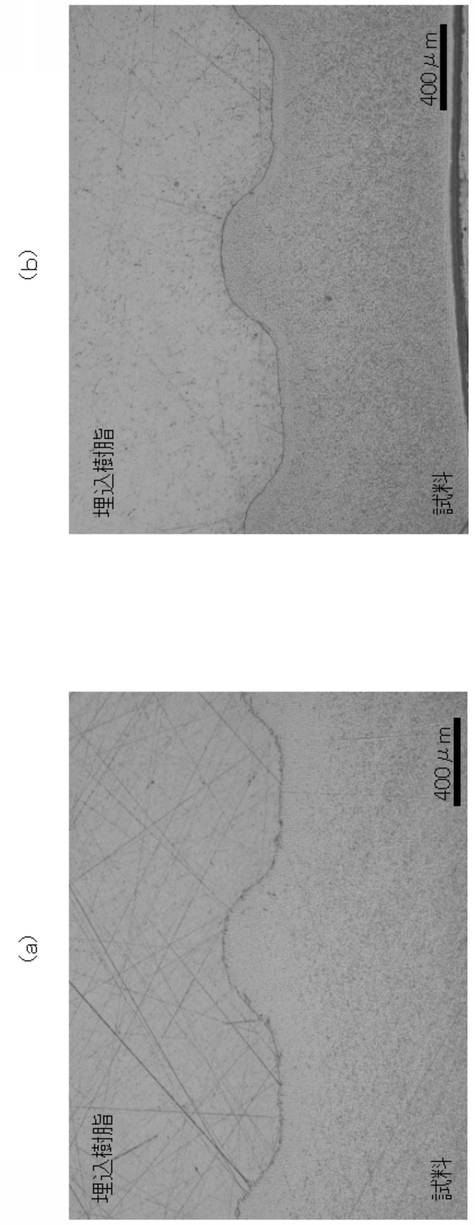
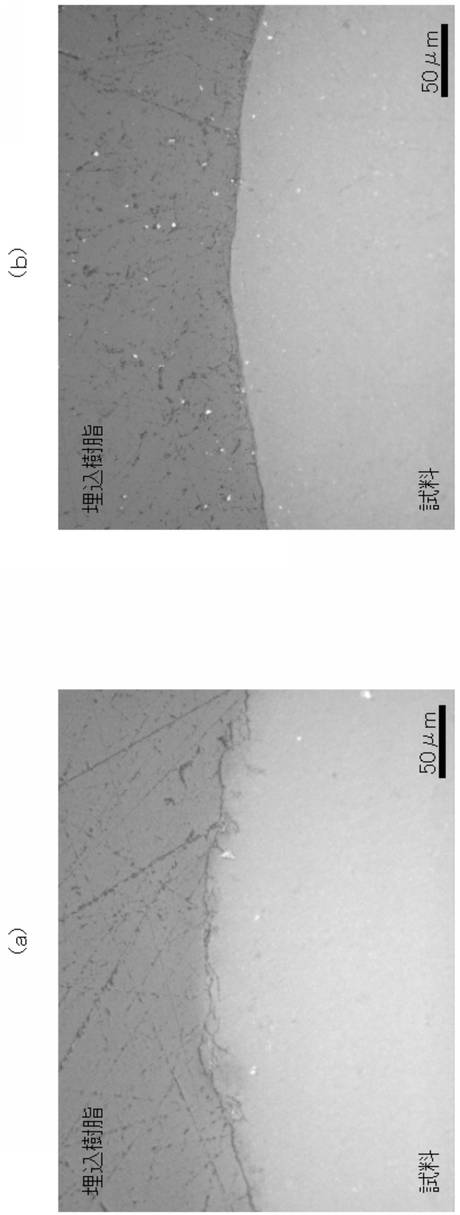
さらに、試験用プラスチックキャップA,Bの一部を切除し、微細孔の断面を観察した。図8は、試験用プラスチックキャップA,Bの切除する部分を示す画像であり、(a)は切除する部分を示し、(b)は切除された部分である。図8(a)において、試験用プラスチックキャップA,Bの切除する部分を点線で示した。また、図8(b)において、試験用プラスチックキャップA,Bの切除された部分のうち内側を表示した。図9〜図11は、それぞれが400μm,200μm,50μmスケールの断面拡大画像であり、(a)は試験用プラスチックキャップAの微細孔加工ありの断面であり、(b)は試験用プラスチックキャップBの微細孔なしの断面である。図9〜図11において、断面とはナールの突条の横断面であり、また、試験用プラスチックキャップA,Bを「試料」と表示した。図9〜図11には凹凸があるが、試料の側の凸がナールの突条である。
【0037】
図9〜図11では、試験用プラスチックキャップAに形成された微細孔の深さは、外周面から25μm程度であると観察された。一方、試験用プラスチックキャップBの表面には微細孔が認められなかった。
【0038】
(試験用プラスチックキャップの開栓性の評価)
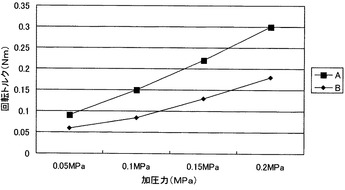
図12に実施例における試験装置の全体概略図を図示した。指40と試験用プラスチックキャップAとの摩擦抵抗を調べる為に、エアーシリンダー60で指40を介して試験用プラスチックキャップAを押し付けた状態とし、試験用プラスチックキャップAを装着した自動開栓トルクメータ50(京都技研工業製の型番KE01)を反時計回り(図12の矢印を参照。)に回転させた。このとき、エアーシリンダー60の加圧力を0.05MPa、0.1MPa、0.15MPa及び0.2MPaと変化させた。その時の回転トルクが大きいほど指40と試験用プラスチックキャップAとの摩擦抵抗が高いと判断した。ここで、試験用プラスチックキャップAに指40を押し付ける被験者を14名(男8名、女6名)とし、それぞれの測定値を平均した。試験用プラスチックキャップAの表面が乾燥している状態及び石鹸水で濡れて滑る状態にして、両被験者で回転トルクを測定した。試験用プラスチックキャップBについても試験用プラスチックキャップAと同様に回転トルクを測定した。
【0039】
図13に、表面が乾燥している状態における試験用プラスチックキャップA,Bの回転トルクと加圧力との関係を示した。
【0040】
図14に、表面が濡れて滑る状態における試験用プラスチックキャップA,Bの回転トルクと加圧力との関係を示した。
【0041】
図13及び図14から、試験用プラスチックキャップAは、毛細管現象によって水等の液体が入り組んだ微細孔に侵入し易く、濡れて滑りやすい状態でも摩擦抵抗が低下せず、滑り止め効果が継続することがわかった。一方、試験用プラスチックキャップBは、濡れて滑りやすい状態となると摩擦抵抗が低下し、開栓性が悪化することがわかった。
【0042】
(試験用プラスチックキャップの開栓時における身体負荷の評価)
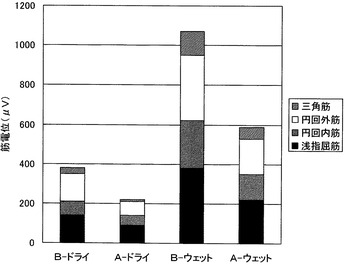
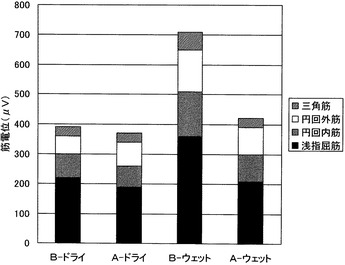
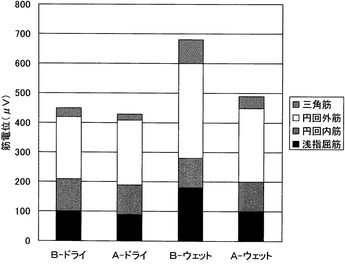
試験用プラスチックキャップAの開栓時における身体負荷を調べる為に、試験用プラスチックキャップAが開栓しないように装着した容器を、自動開栓トルクメータ(株式会社東日製作所製のモデル2−OT)に固定し、被験者に開栓方向に69Nmのトルクを発生するように回してもらい、トルクが69Nm達したときに3秒間保持した。このとき、被験者の筋電位を測定した。被験者の筋電位の測定部位は、人が試験用プラスチックキャップAの開栓時に使用する主な筋肉の部位である、試験用プラスチックキャップAを押し付けている指の浅指屈筋、試験用プラスチックキャップAを押し付けている側の腕の円回内筋並びに円回外筋及び試験用プラスチックキャップAを押し付けている側の肩の三角筋の4箇所とした。試験用プラスチックキャップAの表面が乾燥している状態及び石鹸水で濡れて滑る状態にして、被験者S1,S2,S3の計3名の筋電位を測定した。試験用プラスチックキャップBについても試験用プラスチックキャップAと同様に筋電位を測定した。
【0043】
図15に被験者S1、図16に被験者S2及び図17に被験者S3における各測定部位の筋電位の測定値(積分値)を図示した。なお、図15〜図17において、試験用プラスチックキャップAの表面が乾燥している状態をA−ドライ、試験用プラスチックキャップBの表面が乾燥している状態をB−ドライ、試験用プラスチックキャップAの表面が石鹸水で濡れて滑る状態をA−ウェット及び試験用プラスチックキャップBの表面が石鹸水で濡れて滑る状態をB−ウェットとして図示した。
【0044】
図15〜図17の結果から、ブラスト加工によって試験用プラスチックキャップAの表面の摩擦抵抗が向上することから、弱い力で試験用プラスチックキャップAの回転を止めることができた。よって、試験用プラスチックキャップAでは、開栓時における被験者の身体負荷が低減できることがわかった。特に、表面が石鹸水で濡れて滑る状態では摩擦抵抗が低減されるため、指が滑ってしまい試験用プラスチックキャップBの回転を止めるには強い力が必要であった。しかし、試験用プラスチックキャップAでは、表面が石鹸水で濡れて滑る状態においても表面が乾燥している状態と略同じ力で試験用プラスチックキャップAの回転を止めることができた。以上から、本発明に係るプラスチックキャップは、濡れて滑りやすい状態でも容易に開栓できることがわかった。
【0045】
(ドライアイスペレットを使用した試験用プラスチックキャップの評価)
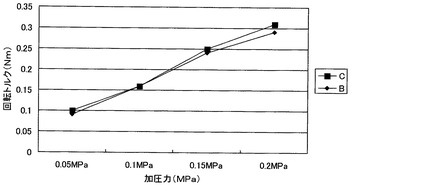
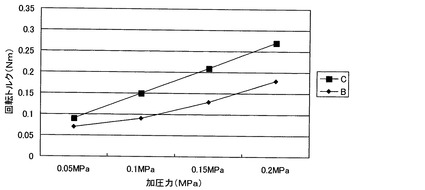
研削材としてドライアイスペレットを使用してブラスト加工を行なった以外は、試験用プラスチックキャップAと同様にして、60本の突条からなるナールが形成された試験用プラスチックキャップCを成形した。このとき、研削材として、粒子径が3mmのドライアイスペレットをドライアイス製造装置(液化炭酸株式会社製のペレタイザーPM−3)を用いて製造した。また、ブラスト条件は、キャリアガスを圧縮空気、噴射圧力を0.4MPa及び噴射時間を30秒とした。ブラスト加工装置として、液化炭酸株式会社製のエコプリッツァ2を用いた。
【0046】
図12の試験装置を用いて、試験用プラスチックキャップCの開栓性を評価した。ここで、被験者を3名とし、それぞれの測定値を平均した以外、試験用プラスチックキャップAと同様に開栓性を評価した。また、比較対象として試験用プラスチックキャップBの開栓性を試験用プラスチックキャップCと同様に評価した。
【0047】
図18に、表面が乾燥している状態における試験用プラスチックキャップC,Bの回転トルクと加圧力との関係を示した。
【0048】
図19に、表面が濡れて滑る状態における試験用プラスチックキャップC,Bの回転トルクと加圧力との関係を示した。
【0049】
図18から、乾燥している状態では、試験用プラスチックキャップCは、試験用プラスチックキャップBより開栓性が若干向上した。また、図19から、濡れて滑りやすい状態では、試験用プラスチックキャップCは、摩擦抵抗が低下せず、滑り止め効果が継続することがわかった。
【0050】
試験用プラスチックキャップCの一部を切除し、微細孔の断面を観察した。図20は、試験用プラスチックキャップCの切除された部分の断面拡大画像であり、(a)は400μmスケール、(b)は200μmスケール、(c)は50μmスケールである。図20では、ドライアイスペレットを使用してブラスト加工した試験用プラスチックキャップCの表面に微細孔が形成されたことが観察された。
【図面の簡単な説明】
【0051】
【図1】本実施形態に係るプラスチックキャップにおいて微細孔を略全外周面に形成した場合の概略図である。
【図2】本実施形態に係るプラスチックキャップにおいて微細孔を外周面にゼブラ状に形成した場合の概略図である。
【図3】本実施形態に係るプラスチックキャップの胴体部の外周面を指で押し付けている状態を示す図であり、(a)は全体図であり、(b)は部分拡大図である。
【図4】試験用プラスチックキャップAの表面の拡大画像である。
【図5】試験用プラスチックキャップBの表面の拡大画像である。
【図6】ブラスト加工前の観察用プラスチックキャップの表面の拡大画像である。
【図7】ブラスト加工後の観察用プラスチックキャップの表面の拡大画像である。
【図8】試験用プラスチックキャップA,Bの切除する部分を示す画像であり、(a)は切除する部分を示し、(b)は切除された部分である。
【図9】400μmスケールの断面拡大画像であり、(a)は試験用プラスチックキャップAの微細孔加工ありの断面であり、(b)は試験用プラスチックキャップBの微細孔なしの断面である。
【図10】200μmスケールの断面拡大画像であり、(a)は試験用プラスチックキャップAの微細孔加工ありの断面であり、(b)は試験用プラスチックキャップBの微細孔なしの断面である。
【図11】50μmスケールの断面拡大画像であり、(a)は試験用プラスチックキャップAの微細孔加工ありの断面であり、(b)は試験用プラスチックキャップBの微細孔なしの断面である。
【図12】実施例における試験装置の全体概略図である。
【図13】表面が乾燥している状態における試験用プラスチックキャップA,Bの回転トルクと加圧力との関係を示した図である。
【図14】表面が濡れて滑る状態における試験用プラスチックキャップA,Bの回転トルクと加圧力との関係を示した図である。
【図15】被験者S1における各測定部位の筋電位の測定値(積分値)を示した図である。
【図16】被験者S2における各測定部位の筋電位の測定値(積分値)を示した図である。
【図17】被験者S3における各測定部位の筋電位の測定値(積分値)を示した図である。
【図18】表面が乾燥している状態における試験用プラスチックキャップC,Bの回転トルクと加圧力との関係を示した図である。
【図19】表面が濡れて滑る状態における試験用プラスチックキャップC,Bの回転トルクと加圧力との関係を示した図である。
【図20】試験用プラスチックキャップCの切除された部分の断面拡大画像であり、(a)は400μmスケール、(b)は200μmスケール、(c)は50μmスケールである。
【符号の説明】
【0052】
10 プラスチックキャップ
11 天板部
12 胴体部
12a 外周面
13 ナール
15 バンド部
16、16b、16c 微細孔
30 容器
31 収容部
32 開口部
40 指
50 回転トルクメータ
60 エアーシリンダー
A、B、C 試験用プラスチックキャップ
【技術分野】
【0001】
本発明は、表面に微細孔が形成されたことによって、濡れていても滑らずに容易に開栓できるプラスチックキャップに関する。
【背景技術】
【0002】
従来から、飲料用又は食品用の容器の開口部を密封するキャップにおいて、ゴムからなる滑り止めをキャップに取付ける又は凹凸をキャップの表面に形成することによって、キャップの開栓性を向上させた技術がある(例えば、特許文献1〜6を参照。)。
【0003】
【特許文献1】特開2004−196383号公報
【特許文献2】実開平6−35149号公報
【特許文献3】実開平7−4354号公報
【特許文献4】実登3090852号公報
【特許文献5】実登3008012号公報
【特許文献6】実登3011771号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
開栓時、手が水で濡れている、キャップの表面が結露している又はその他の理由で、キャップの表面に水等の液体が付着していることがある。しかし、ゴムからなる滑り止めをキャップに取付ける又は凹凸をキャップの表面に形成した場合、キャップの表面に付着した付着液体の影響によって、指とキャップとの摩擦抵抗が低下し、キャップの開栓が困難となる。さらに、従来のゴムからなる滑り止めをキャップに取付ける場合では、生産工程において滑り止めが傷ついたり、滑り止めがキャップから剥がれたり又はキャップが空回りしてキャップの装着が十分にできていない問題がある。
【0005】
そこで、本発明は、前記課題を解決する為になされたもので、開栓時、水等の液体がプラスチックキャップの表面に付着していても、指とプラスチックキャップとの摩擦抵抗が低下しにくく、容易に開栓できるプラスチックキャップを提供することを目的とする。
【課題を解決するための手段】
【0006】
本発明者らは、プラスチックキャップの表面にサブミクロン〜ミクロン単位の微細孔を形成することで、開栓時に指を押し付ける際、微細孔の中に浸入していた付着液体が指で押し出されて指で閉じられた微細孔内が負圧状態となり、指がプラスチックキャップの表面に吸い付くことで、前記課題を解決できることを見出し、本発明を完成させた。すなわち、本発明に係るプラスチックキャップは、天板部と該天板部の周縁から垂下した筒状の胴体部とからなり、容器の蓋となるプラスチックキャップにおいて、前記胴体部の外周面の少なくとも一部に微細孔が形成されていることを特徴とする。
【0007】
本発明に係るプラスチックキャップでは、前記微細孔は、前記胴体部の外周面に生じたクラックによって形成された孔であるか、或いは、前記胴体部の外周面に生じたうろこ状の突起物によって形成された孔であるか、或いは、前記胴体部の外周面に生じた枝状の突起物によって形成された孔であるか、或いは、これらの孔の組み合わせであり、かつ、前記微細孔の平均内径が0.1〜10μmであることが好ましい。前記プラスチックキャップの開栓性をより向上させることができる。
【0008】
本発明に係るプラスチックキャップでは、前記微細孔がブラスト加工によって形成されたことが好ましい。前記外周面から所望の領域を選択し、濡れていても滑りにくくできる前記微細孔を形成できる。
【0009】
本発明に係るプラスチックキャップでは、前記ブラスト加工において、研削材としてドライアイスペレットを使用することが好ましい。プラスチックキャップの表面にドライアイスペレットが残留せず、プラスチックキャップで密封する容器に研削材が混入しないので容器に充填される食品又は飲料の安全性を確保でき、また、プラスチックキャップを洗浄する手間が省ける。さらに、工場内でのインライン加工が可能となる。
【0010】
本発明に係るプラスチックキャップでは、飲料用又は食品用の容器の開口部を密閉することを含む。これら用途の前記容器は濡れやすく、濡れていても容易に開栓できる本発明に係るプラスチックキャップの適用が最適である。
【0011】
本発明に係る製品又は容器は、本発明に係るプラスチックキャップで密封されていることを特徴とする。
【発明の効果】
【0012】
本発明は、開栓時、水等の液体がプラスチックキャップの表面に付着していても、指とプラスチックキャップとの摩擦抵抗が低下しにくく、容易に開栓できるプラスチックキャップを提供できる。
【発明を実施するための最良の形態】
【0013】
以下、本発明の実施形態について、図面を参照しながら詳細に説明する。なお、本発明は、以下に示す実施形態に限定されるものでない。
【0014】
図1に本実施形態に係るプラスチックキャップにおいて微細孔を略全外周面に形成した場合の概略図を図示した。図1に示したプラスチックキャップ10は、天板部11と天板部11の周縁から垂下した筒状の胴体部12とからなり、容器30の蓋となるプラスチックキャップ10であり、胴体部12の外周面12aの少なくとも一部に微細孔16が形成されている。さらに、胴体部12の外周面12aには滑り止めとなるナール13が設けられており、胴体部12の下部の周端にはバンド部15が設けられている。なお、容器30は、収容部31及び開口部32を有している。なお、微細孔16が形成されている領域を点線で図示した。
【0015】
プラスチックキャップ10は、通常、天板部11が円盤状であり、胴体部12が円筒状である。また、プラスチックキャップ10は、胴体部12の上部から下部に達する複数の突条からなるナール13が胴体部12の外周面12aに形成されることが好ましい。ナール13は、胴体部12の主軸(不図示)に対して平行としているが、主軸に対して傾けても良い。ナール13の突条の本数は、特に制限されるものでない。胴体部12の外径が28mmであるプラスチックキャップ10において、ナール13は、例えば、胴体部12の全外周面12aに略等間隔で配置された60本又は120本の突条からなる。開栓時、指(不図示)がナール13に引っ掛かることで、プラスチックキャップ10の開栓性をより向上させることができる。プラスチックキャップ10は、天板部11の内面(不図示)に接するようにインナーシール(不図示)を備えることが好ましい。インナーシールを備えることによって、プラスチックキャップ10は、密封性をより高めることができる。また、プラスチックキャップ10で容器30の開口部32を密閉できるように、胴体部12の内周面と容器30の開口部32とをネジ構造とすることが好ましい(不図示)。
【0016】
プラスチックキャップ10の開栓パターンは、特に制限されるものではないが、まわす方法であることが好ましい。例えば、開栓パターンがまわす方法のプラスチックキャップ10としては、スクリューキャップ又はツイストキャップをあげることができる。プラスチックキャップ10は、プラスチックキャップ10を時計回りにまわして容器30の開口部32を密閉し、プラスチックキャップ10を反時計回りにまわして容器30の開口部32を開栓するものであっても良い。
【0017】
プラスチックキャップ10の開栓パターンがねじ切る方法であっても良い。例えば、開栓パターンがねじ切る方法のプラスチックキャップ10としては、AOキャップ(Albert Obrist Cap)がある。飲料用又は食品用の容器30を密封するのであれば、プラスチックキャップ10は、バンド部15を備えることが好ましい。バンド部15と胴体部12とが切断されることによって、容器30が開封されたことを消費者が認識できるピルファープルーフ性を、プラスチックキャップ10は、備えることができる。
【0018】
プラスチックキャップ10を形成するプラスチック材料としては、ポリエチレン樹脂(PE)、ポリプロピレン樹脂(PP)、ポリエチレンテレフタレート樹脂(PET)、ポリブチレンテレフタレート樹脂、ポリエチレンナフタレート樹脂、シクロオレフィンコポリマ樹脂(COC、環状オレフィン共重合)、アイオノマ樹脂、ポリ−4−メチルペンテン−1樹脂、ポリメタクリル酸メチル樹脂、ポリスチレン樹脂、エチレン−ビニルアルコール共重合樹脂、アクリロニトリル樹脂、ポリ塩化ビニル樹脂、ポリ塩化ビニリデン樹脂、ポリアミド樹脂、ポリアミドイミド樹脂、ポリアセタール樹脂、ポリカーボネート樹脂、ポリスルホン樹脂、又は、4弗化エチレン樹脂、アクリロニトリル−スチレン樹脂、アクリロニトリル−ブタジエン−スチレン樹脂をあげることができる。この中で、PE、PP又はPETが特に好ましい。
【0019】
胴体部12の外周面12aの少なくとも一部に微細孔16を形成すれば良く、その領域は特に制限されない。微細孔16は、胴体部12の内周面まで達する必要はなく、外周面12aのみを開孔させる。ここで、図1に示すように胴体部12の外周面12aの略全部に微細孔16を形成しても良い。図1のプラスチックキャップ10は、胴体部12の外周面12aの略全部において、指を滑りにくくできる。また、図2に示すように微細孔16を形成しても良い。図2に本実施形態に係るプラスチックキャップにおいて微細孔を外周面にゼブラ状に形成した場合の概略図を図示した。なお、図2に微細孔16が形成されている領域を点線で図示した。図1又は図2のプラスチックキャップ10において、天板部11にも微細孔を形成しても良く、胴体部12の外周面12aを含む全表面に微細孔を形成しても良い(不図示)。
【0020】
図3は、本実施形態に係るプラスチックキャップの胴体部の外周面を指で押し付けている状態を示す図であり、(a)は全体図であり、(b)は部分拡大図である。図3では、微細孔16の一部のみ図示した。また、図3において、負圧状態となっていない微細孔16bを図示し、負圧状態となっている微細孔16cを斜線で図示した。プラスチックキャップ10の表面に付着液体が付着しても、胴体部12の外周面12aの少なくとも一部に微細孔16を形成したことで、毛細管現象によって付着液体が微細孔16に侵入するようになる。開栓時に指40を押し付ける際、微細孔16の中に浸入していた付着液体が指40で押し出されて指40で閉じられた微細孔16c内が負圧状態となり、指40がプラスチックキャップ10の表面に吸い付く。一方、従来のプラスチックキャップであれば、表面に微細孔が形成されていないので、指が従来のプラスチックキャップの表面に吸い付きにくく、さらに、付着液体によって摩擦抵抗が低下して指が滑りやすくなる。従って、微細孔16を形成しておくことで、開栓時、水等の液体がプラスチックキャップ10の表面に付着していても、指40とプラスチックキャップ10との摩擦抵抗が低下しにくく、容易に開栓できるプラスチックキャップ10を提供できる。また、微細孔16は、濡れていないときは滑り易くなることもない。ここで、飲料用又は食品用の容器(不図示)は濡れやすく、濡れていても容易に開栓できるプラスチックキャップ10の適用が最適である。
【0021】
本実施形態に係るプラスチックキャップでは、微細孔16は、胴体部12の外周面12aに生じたクラック(不図示)によって形成された孔であるか、或いは、胴体部12の外周面12aに生じたうろこ状の突起物(不図示)によって形成された孔であるか、或いは、胴体部12の外周面12aに生じた枝状の突起物(不図示)によって形成された孔であるか、或いは、これらの孔の組み合わせであり、かつ、微細孔16の平均内径が0.1〜10μmであることが好ましい。ここで、胴体部12の外表面12aと上記のいずれかの突起物とに挟まれた部分が微細孔16となる場合を含む。毛細管現象によって水等の液体を効率よく微細孔16に侵入させるには、プラスキックキャップ10の濡れ性と微細孔16の形状及び内径との関係が重要となると考えられる。微細孔16が上記の形状及び内径であることで、水等の液体が微細孔16に侵入しやすくできるので、プラスチックキャップ10の開栓性をより向上させることができる。ここで、微細孔16は、上記の孔のいずれか2種類の組み合わせ、例えば、クラックによって形成された孔とうろこ状の突起物によって形成された孔、クラックによって形成された孔と枝状の突起物によって形成された孔又はうろこ状の突起物によって形成された孔と枝状の突起物によって形成された孔の各組み合わせによって形成されても良い。或いは、上記3種類の全ての孔の組み合わせによって形成されても良い。
【0022】
プラスチックキャップ10の成形方法は、特に制限されるものではないが、圧縮成形法又は射出成形法を用いても良い。圧縮成形法は、金型のメス側にプラスチック材料を入れて加熱し、プラスチック樹脂が流動化したときに金型のオス側を合せ、圧力を加えて成形する方法である。射出成形法は、加熱シリンダーの中で熱可塑性のプラスチック材料を加熱して流動化させ、これを射出ラムによって金型の空間にプランジャーで押し込んで成形する方法である。
【0023】
圧縮成形法又は射出成形法を用いる場合、プラスチックキャップ10の胴体部12の外周面12aに対応する金型の表面部分を粗くしても良い。これによって、プラスチックキャップ10の胴体部12の外周面12aが粗くなり、微細孔16を形成できる。
【0024】
或いは、プラスチックキャップ10を成形した後、胴体部12の外周面12aに微細孔16を形成する。本実施形態に係るプラスチックキャップでは、微細孔16がブラスト加工によって形成されたことが好ましい。特に、微細孔16を、胴体部12の外周面12aに生じたクラックによって形成された孔とするか、或いは、胴体部12の外周面12aに生じたうろこ状の突起物によって形成された孔とするか、或いは、胴体部12の外周面12aに生じた枝状の突起物によって形成された孔とするか、或いは、これらの孔の組み合わせとし、かつ、平均内径を0.1〜10μmとする場合には、ブラスト加工の適用が最適となる。
【0025】
ブラスト加工には、このとき、研削材をキャリアガスの噴射によってプラスチックキャップ10の表面に衝突させるブラスト加工装置(不図示)を用いることが好ましい。研削材及びキャリアガスは、特に制限されるものではないが、プラスチックキャップ10に対して不活性であることが好ましい。研削材としては、例えば、ガラス粉末、アルミナ粉末、炭化珪素粉末、ジルコニア粉末、セラミックビーズ又はボロンカーバイト或いはこれらが混合したものをあげることができる。また、キャリアガスとしては、例えば、圧縮空気、炭素ガス、窒素ガス又はアルゴンガスをあげることができる。
【0026】
本実施形態に係るプラスチックキャップでは、ブラスト加工において、研削材としてドライアイスペレットを使用することが好ましい。ドライアイスペレットはプラスチックキャップ10の表面に衝突した後に昇華するので、プラスチックキャップ10の表面にドライアイスペレットが残留しない。よって、プラスチックキャップ10で密封する容器30に研削材が混入しないので容器30に充填される食品又は飲料の安全性を確保でき、また、プラスチックキャップ10を洗浄する手間が省ける。さらに、ドライアイスペレットは液化炭酸ガスを購入して製造できるので、ブラスト加工装置を設置して工場内でのインライン加工が可能となる。
【0027】
ブラスト加工装置でキャリアガスの噴射方向及び噴射領域を調整することで、胴体部12の外周面12aから所望の領域を選択し、濡れていても滑りにくくできる微細孔16を形成できる。また、ブラスト加工する際、外周面12aの所望の領域のみに研削材が噴射されるように、胴体部12の外周面12aの一部をマスク(不図示)で覆っても良い。図2に示すような微細孔16を形成するには、外周面12aがゼブラ状に露出するようにマスクで覆った後にブラスト加工すれば良い。あるいは、プラスチックキャップ10の全表面に微細孔16を形成しても良い。さらに、ブラスト加工では、プラスチックキャップ10に発生したバリの除去又はプラスチックキャップ10の外観を整える整形を微細孔16の形成と共に行っても良い。
【0028】
ブラスト加工で形成された微細孔16の形状及び内径は、ブラスト加工で使用する研削材の粒子径、研削材の密度、又は、キャリアガスの種類、噴射圧力若しくは噴射時間等のブラスト条件の影響を受ける。プラスチックキャップ10のブラスト条件は、一例を示せば、研削材がMesh180〜250μmの範囲で篩い分けられる粒子径を有し、キャリアガスが圧縮空気であり、その噴射圧力が0.23〜0.25MPaであり及びその噴射時間が20〜30秒である。なお、外周面12aに対応する表面が粗い金型によって成型されたプラスチックキャップ10をブラスト加工しても良い。
【0029】
また、研削材としてドライアイスペレットを使用する場合、プラスチックキャップ10のブラスト条件は、一例を示せば、研削材が2〜4mmの粒子径を有し、キャリアガスが圧縮空気であり、その噴射圧力が0.1〜1.0MPaであり及びその噴射時間が30〜60秒である。
【0030】
図1及び図2の容器30は、いかなる材料から形成されていても良いが、収容部31に充填される液体によっても制限を受ける。例えば、容器30が炭酸飲料、清涼飲料、ビール又は発泡酒等の飲料用であれば、飲料の品質保持の観点から、収容部31に充填される飲料に対して不活性であることが好ましい。さらに、酸素等のガスバリア性を備えていることが好ましい。また、炭酸飲料を充填する場合には耐圧性を有する材料から形成されていることが好ましい。このような観点から容器30は、ガラス、アルミニウム又はスチール等の金属材料或いはPET等のプラスチック材料から形成されていることが好ましい。また、容器30は、リサイクル性の観点から、プラスチックキャップ10と同一の材料で形成することが好ましい。PETボトルの場合には、DLC薄膜等のガスバリア性を有する薄膜をコーティングしたボトルであっても良い。
【0031】
プラスチックキャップ10のシーリング方法は特に制限されないが、スクリュータイプのシーリング方法を用いることが好ましい。スクリュータイプのシーリング方法とは、プラスチックキャップ10を容器30の開口部32に回転ヘッド、ローラー又はバンド等のシーリング装置(不図示)でまわして締め付けるものである。さらに、プラスチックキャップ10と容器30とを、例えば、レーザー溶接法で溶着させても良い。このとき、プラスチックキャップ10と容器30との溶着部分を押当板等の密着手段によって密着状態にすることで、溶着不良を低減できる。
【実施例】
【0032】
(試験用プラスチックキャップの製造及びその表面の観察)
プラスチックキャップの胴体部(外径28mm)の全外周面に略等間隔に配置された60本の突条からなるナールが形成されるようにPEを圧縮成形し、プラスチックキャップを成形した。このプラスチックキャップの胴体部の全外周面にブラスト加工を行って微細孔を形成し、試験用プラスチックキャップAとした。なお、試験用プラスチックキャップAは、断面の観察及び開栓性の評価のために複数個作成した。このとき、ブラスト条件は、Mesh180〜250μmの範囲で篩い分けられる粒子径を有する研削材(ポッターズ・バロティーニ株式会社製のJ−54−20PN)、キャリアガスが圧縮空気、噴射圧力が0.23MPa及び噴射時間が20秒とした。ブラスト加工装置として、株式会社不二製作所製の型番FD−4(B)S−3451を用いた。図4に試験用プラスチックキャップAの表面の拡大画像を示した。
【0033】
ブラスト加工を行なわずに微細孔を形成しなかった以外は、試験用プラスチックキャップAと同様にして、60本の突条からなるナールが形成された試験用プラスチックキャップBを成形した。また、図5に試験用プラスチックキャップBの表面の拡大画像を示した。
【0034】
また、120本の突条からなるナールとした以外は、試験用プラスチックキャップAと同様にして、観察用プラスチックキャップを成形した。また、図6及び図7にブラスト加工前後における観察用プラスチックキャップの表面の拡大画像を示した。
【0035】
図4では、試験用プラスチックキャップAの表面にはクラック、うろこ状の突起物及び枝状の突起物が生じ、入り組んだ微細孔が形成されたことが観察された。図5には、試験用プラスチックキャップBの表面には試験用プラスチックキャップAのような微細孔は認められなかった。また、図6には、観察用プラスチックキャップのブラスト加工前の表面に微細孔は観察できなかった。一方、図7では、観察用プラスチックキャップのブラスト加工後の表面にはクラック及び枝状の突起物が生じ、入り組んだ微細孔が形成されたことが観察された。
【0036】
さらに、試験用プラスチックキャップA,Bの一部を切除し、微細孔の断面を観察した。図8は、試験用プラスチックキャップA,Bの切除する部分を示す画像であり、(a)は切除する部分を示し、(b)は切除された部分である。図8(a)において、試験用プラスチックキャップA,Bの切除する部分を点線で示した。また、図8(b)において、試験用プラスチックキャップA,Bの切除された部分のうち内側を表示した。図9〜図11は、それぞれが400μm,200μm,50μmスケールの断面拡大画像であり、(a)は試験用プラスチックキャップAの微細孔加工ありの断面であり、(b)は試験用プラスチックキャップBの微細孔なしの断面である。図9〜図11において、断面とはナールの突条の横断面であり、また、試験用プラスチックキャップA,Bを「試料」と表示した。図9〜図11には凹凸があるが、試料の側の凸がナールの突条である。
【0037】
図9〜図11では、試験用プラスチックキャップAに形成された微細孔の深さは、外周面から25μm程度であると観察された。一方、試験用プラスチックキャップBの表面には微細孔が認められなかった。
【0038】
(試験用プラスチックキャップの開栓性の評価)
図12に実施例における試験装置の全体概略図を図示した。指40と試験用プラスチックキャップAとの摩擦抵抗を調べる為に、エアーシリンダー60で指40を介して試験用プラスチックキャップAを押し付けた状態とし、試験用プラスチックキャップAを装着した自動開栓トルクメータ50(京都技研工業製の型番KE01)を反時計回り(図12の矢印を参照。)に回転させた。このとき、エアーシリンダー60の加圧力を0.05MPa、0.1MPa、0.15MPa及び0.2MPaと変化させた。その時の回転トルクが大きいほど指40と試験用プラスチックキャップAとの摩擦抵抗が高いと判断した。ここで、試験用プラスチックキャップAに指40を押し付ける被験者を14名(男8名、女6名)とし、それぞれの測定値を平均した。試験用プラスチックキャップAの表面が乾燥している状態及び石鹸水で濡れて滑る状態にして、両被験者で回転トルクを測定した。試験用プラスチックキャップBについても試験用プラスチックキャップAと同様に回転トルクを測定した。
【0039】
図13に、表面が乾燥している状態における試験用プラスチックキャップA,Bの回転トルクと加圧力との関係を示した。
【0040】
図14に、表面が濡れて滑る状態における試験用プラスチックキャップA,Bの回転トルクと加圧力との関係を示した。
【0041】
図13及び図14から、試験用プラスチックキャップAは、毛細管現象によって水等の液体が入り組んだ微細孔に侵入し易く、濡れて滑りやすい状態でも摩擦抵抗が低下せず、滑り止め効果が継続することがわかった。一方、試験用プラスチックキャップBは、濡れて滑りやすい状態となると摩擦抵抗が低下し、開栓性が悪化することがわかった。
【0042】
(試験用プラスチックキャップの開栓時における身体負荷の評価)
試験用プラスチックキャップAの開栓時における身体負荷を調べる為に、試験用プラスチックキャップAが開栓しないように装着した容器を、自動開栓トルクメータ(株式会社東日製作所製のモデル2−OT)に固定し、被験者に開栓方向に69Nmのトルクを発生するように回してもらい、トルクが69Nm達したときに3秒間保持した。このとき、被験者の筋電位を測定した。被験者の筋電位の測定部位は、人が試験用プラスチックキャップAの開栓時に使用する主な筋肉の部位である、試験用プラスチックキャップAを押し付けている指の浅指屈筋、試験用プラスチックキャップAを押し付けている側の腕の円回内筋並びに円回外筋及び試験用プラスチックキャップAを押し付けている側の肩の三角筋の4箇所とした。試験用プラスチックキャップAの表面が乾燥している状態及び石鹸水で濡れて滑る状態にして、被験者S1,S2,S3の計3名の筋電位を測定した。試験用プラスチックキャップBについても試験用プラスチックキャップAと同様に筋電位を測定した。
【0043】
図15に被験者S1、図16に被験者S2及び図17に被験者S3における各測定部位の筋電位の測定値(積分値)を図示した。なお、図15〜図17において、試験用プラスチックキャップAの表面が乾燥している状態をA−ドライ、試験用プラスチックキャップBの表面が乾燥している状態をB−ドライ、試験用プラスチックキャップAの表面が石鹸水で濡れて滑る状態をA−ウェット及び試験用プラスチックキャップBの表面が石鹸水で濡れて滑る状態をB−ウェットとして図示した。
【0044】
図15〜図17の結果から、ブラスト加工によって試験用プラスチックキャップAの表面の摩擦抵抗が向上することから、弱い力で試験用プラスチックキャップAの回転を止めることができた。よって、試験用プラスチックキャップAでは、開栓時における被験者の身体負荷が低減できることがわかった。特に、表面が石鹸水で濡れて滑る状態では摩擦抵抗が低減されるため、指が滑ってしまい試験用プラスチックキャップBの回転を止めるには強い力が必要であった。しかし、試験用プラスチックキャップAでは、表面が石鹸水で濡れて滑る状態においても表面が乾燥している状態と略同じ力で試験用プラスチックキャップAの回転を止めることができた。以上から、本発明に係るプラスチックキャップは、濡れて滑りやすい状態でも容易に開栓できることがわかった。
【0045】
(ドライアイスペレットを使用した試験用プラスチックキャップの評価)
研削材としてドライアイスペレットを使用してブラスト加工を行なった以外は、試験用プラスチックキャップAと同様にして、60本の突条からなるナールが形成された試験用プラスチックキャップCを成形した。このとき、研削材として、粒子径が3mmのドライアイスペレットをドライアイス製造装置(液化炭酸株式会社製のペレタイザーPM−3)を用いて製造した。また、ブラスト条件は、キャリアガスを圧縮空気、噴射圧力を0.4MPa及び噴射時間を30秒とした。ブラスト加工装置として、液化炭酸株式会社製のエコプリッツァ2を用いた。
【0046】
図12の試験装置を用いて、試験用プラスチックキャップCの開栓性を評価した。ここで、被験者を3名とし、それぞれの測定値を平均した以外、試験用プラスチックキャップAと同様に開栓性を評価した。また、比較対象として試験用プラスチックキャップBの開栓性を試験用プラスチックキャップCと同様に評価した。
【0047】
図18に、表面が乾燥している状態における試験用プラスチックキャップC,Bの回転トルクと加圧力との関係を示した。
【0048】
図19に、表面が濡れて滑る状態における試験用プラスチックキャップC,Bの回転トルクと加圧力との関係を示した。
【0049】
図18から、乾燥している状態では、試験用プラスチックキャップCは、試験用プラスチックキャップBより開栓性が若干向上した。また、図19から、濡れて滑りやすい状態では、試験用プラスチックキャップCは、摩擦抵抗が低下せず、滑り止め効果が継続することがわかった。
【0050】
試験用プラスチックキャップCの一部を切除し、微細孔の断面を観察した。図20は、試験用プラスチックキャップCの切除された部分の断面拡大画像であり、(a)は400μmスケール、(b)は200μmスケール、(c)は50μmスケールである。図20では、ドライアイスペレットを使用してブラスト加工した試験用プラスチックキャップCの表面に微細孔が形成されたことが観察された。
【図面の簡単な説明】
【0051】
【図1】本実施形態に係るプラスチックキャップにおいて微細孔を略全外周面に形成した場合の概略図である。
【図2】本実施形態に係るプラスチックキャップにおいて微細孔を外周面にゼブラ状に形成した場合の概略図である。
【図3】本実施形態に係るプラスチックキャップの胴体部の外周面を指で押し付けている状態を示す図であり、(a)は全体図であり、(b)は部分拡大図である。
【図4】試験用プラスチックキャップAの表面の拡大画像である。
【図5】試験用プラスチックキャップBの表面の拡大画像である。
【図6】ブラスト加工前の観察用プラスチックキャップの表面の拡大画像である。
【図7】ブラスト加工後の観察用プラスチックキャップの表面の拡大画像である。
【図8】試験用プラスチックキャップA,Bの切除する部分を示す画像であり、(a)は切除する部分を示し、(b)は切除された部分である。
【図9】400μmスケールの断面拡大画像であり、(a)は試験用プラスチックキャップAの微細孔加工ありの断面であり、(b)は試験用プラスチックキャップBの微細孔なしの断面である。
【図10】200μmスケールの断面拡大画像であり、(a)は試験用プラスチックキャップAの微細孔加工ありの断面であり、(b)は試験用プラスチックキャップBの微細孔なしの断面である。
【図11】50μmスケールの断面拡大画像であり、(a)は試験用プラスチックキャップAの微細孔加工ありの断面であり、(b)は試験用プラスチックキャップBの微細孔なしの断面である。
【図12】実施例における試験装置の全体概略図である。
【図13】表面が乾燥している状態における試験用プラスチックキャップA,Bの回転トルクと加圧力との関係を示した図である。
【図14】表面が濡れて滑る状態における試験用プラスチックキャップA,Bの回転トルクと加圧力との関係を示した図である。
【図15】被験者S1における各測定部位の筋電位の測定値(積分値)を示した図である。
【図16】被験者S2における各測定部位の筋電位の測定値(積分値)を示した図である。
【図17】被験者S3における各測定部位の筋電位の測定値(積分値)を示した図である。
【図18】表面が乾燥している状態における試験用プラスチックキャップC,Bの回転トルクと加圧力との関係を示した図である。
【図19】表面が濡れて滑る状態における試験用プラスチックキャップC,Bの回転トルクと加圧力との関係を示した図である。
【図20】試験用プラスチックキャップCの切除された部分の断面拡大画像であり、(a)は400μmスケール、(b)は200μmスケール、(c)は50μmスケールである。
【符号の説明】
【0052】
10 プラスチックキャップ
11 天板部
12 胴体部
12a 外周面
13 ナール
15 バンド部
16、16b、16c 微細孔
30 容器
31 収容部
32 開口部
40 指
50 回転トルクメータ
60 エアーシリンダー
A、B、C 試験用プラスチックキャップ
【特許請求の範囲】
【請求項1】
天板部と該天板部の周縁から垂下した筒状の胴体部とからなり、容器の蓋となるプラスチックキャップにおいて、
前記胴体部の外周面の少なくとも一部に微細孔が形成されていることを特徴とするプラスチックキャップ。
【請求項2】
前記微細孔は、前記胴体部の外周面に生じたクラックによって形成された孔であるか、或いは、前記胴体部の外周面に生じたうろこ状の突起物によって形成された孔であるか、或いは、前記胴体部の外周面に生じた枝状の突起物によって形成された孔であるか、或いは、これらの孔の組み合わせであり、かつ、
前記微細孔の平均内径が0.1〜10μmであることを特徴とする請求項1に記載のプラスチックキャップ。
【請求項3】
前記微細孔がブラスト加工によって形成されたことを特徴とする請求項1又は2に記載のプラスチックキャップ。
【請求項4】
前記ブラスト加工において、研削材としてドライアイスペレットを使用することを特徴とする請求項3に記載のプラスチックキャップ。
【請求項5】
飲料用又は食品用の容器の開口部を密閉することを特徴とする請求項1、2、3又は4に記載のプラスチックキャップ。
【請求項6】
請求項1、2、3、4又は5に記載のプラスチックキャップで密封されていることを特徴とする製品又は容器。
【請求項1】
天板部と該天板部の周縁から垂下した筒状の胴体部とからなり、容器の蓋となるプラスチックキャップにおいて、
前記胴体部の外周面の少なくとも一部に微細孔が形成されていることを特徴とするプラスチックキャップ。
【請求項2】
前記微細孔は、前記胴体部の外周面に生じたクラックによって形成された孔であるか、或いは、前記胴体部の外周面に生じたうろこ状の突起物によって形成された孔であるか、或いは、前記胴体部の外周面に生じた枝状の突起物によって形成された孔であるか、或いは、これらの孔の組み合わせであり、かつ、
前記微細孔の平均内径が0.1〜10μmであることを特徴とする請求項1に記載のプラスチックキャップ。
【請求項3】
前記微細孔がブラスト加工によって形成されたことを特徴とする請求項1又は2に記載のプラスチックキャップ。
【請求項4】
前記ブラスト加工において、研削材としてドライアイスペレットを使用することを特徴とする請求項3に記載のプラスチックキャップ。
【請求項5】
飲料用又は食品用の容器の開口部を密閉することを特徴とする請求項1、2、3又は4に記載のプラスチックキャップ。
【請求項6】
請求項1、2、3、4又は5に記載のプラスチックキャップで密封されていることを特徴とする製品又は容器。
【図1】


【図2】
【図3】

【図12】

【図13】

【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図4】
【図5】
【図6】
【図7】
【図8】

【図9】
【図10】

【図11】
【図20】

【図2】
【図3】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図20】
【公開番号】特開2008−37498(P2008−37498A)
【公開日】平成20年2月21日(2008.2.21)
【国際特許分類】
【出願番号】特願2006−235657(P2006−235657)
【出願日】平成18年8月31日(2006.8.31)
【出願人】(307027577)麒麟麦酒株式会社 (350)
【Fターム(参考)】
【公開日】平成20年2月21日(2008.2.21)
【国際特許分類】
【出願日】平成18年8月31日(2006.8.31)
【出願人】(307027577)麒麟麦酒株式会社 (350)
【Fターム(参考)】
[ Back to top ]