
プラスチックレンズの製造方法
【課題】プラスチックレンズ表面にスピンコート法によって水系塗布液を塗布し、光学特性に優れた塗布膜を有する高品質なプラスチックレンズを製造するための手段を提供すること。
【解決手段】プラスチックレンズ基材表面上に樹脂成分および水系溶媒を含有する水系塗布液を塗布し、該塗布液を乾燥させることにより樹脂層を形成することを含むプラスチックレンズの製造方法。前記表面を上方に向けた状態でプラスチックレンズ基材を回転させながら、前記塗布液を先端から吐出するノズルを、上記表面の周縁部上方から中心部上方まで移動させる吐出工程と、プラスチックレンズ表面中心部上方まで移動したノズル先端から前記塗布液を更に吐出する追加吐出工程と、前記追加吐出工程後のプラスチックレンズ基材を、前記表面を上方に向けた状態で回転させる回転工程と、を含む。
【解決手段】プラスチックレンズ基材表面上に樹脂成分および水系溶媒を含有する水系塗布液を塗布し、該塗布液を乾燥させることにより樹脂層を形成することを含むプラスチックレンズの製造方法。前記表面を上方に向けた状態でプラスチックレンズ基材を回転させながら、前記塗布液を先端から吐出するノズルを、上記表面の周縁部上方から中心部上方まで移動させる吐出工程と、プラスチックレンズ表面中心部上方まで移動したノズル先端から前記塗布液を更に吐出する追加吐出工程と、前記追加吐出工程後のプラスチックレンズ基材を、前記表面を上方に向けた状態で回転させる回転工程と、を含む。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、樹脂層付きレンズの製造方法に関する。より詳しくは、水系ポリマー溶液をレンズ上に塗布および乾燥することにより、外観不良がなく光学的特性に優れた樹脂層を有するレンズを提供することができるプラスチックレンズの製造方法に関する。
【背景技術】
【0002】
眼鏡レンズ等のレンズに各種機能を付与するため、レンズ上に塗布膜を形成することが行われている。塗布膜の形成方法としては、ディップ法およびスピンコート法が広く用いられているが、均一な膜厚の塗布膜を形成するためには、一般にスピンコート法が有利であることが知られている(例えば特許文献1参照)。
【0003】
一般的なスピンコート法では、回転するレンズ表面中心部に塗布液を滴下し、滴下された塗布液を遠心力を利用してレンズ塗布面の全面に広げる。しかし、塗布液の粘度が高くなると、遠心力によって塗布液を十分に広げることが困難となる。そこで本願出願人は、高粘度な塗布液をスピンコート法により均一に塗布するために、塗布液を吐出するノズルの位置および移動軌跡を、レンズ等の被塗布体の形状データに基づき決定することを提案した(特許文献2参照)。この方法は、調光性能を有する塗布液のように粘度が高い塗布液を被塗布体上に厚く塗布する方法として好適である。
【特許文献1】特開平5−19103号公報
【特許文献2】特開2005−218994号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
上記特許文献1および2に記載の方法は、加熱やUV照射等により重合硬化するモノマー溶液のような非水系の塗布液を主なターゲットとしている。これに対し、本発明者らは、プラスチックレンズ上に、ポリマー化された水分散の塗布液を塗布した後、水分を飛ばすことによって塗布膜を形成する方法としてスピンコート法を採用することを考えた。上記塗布液は、加熱工程を行うことなく成膜可能である、溶剤フリー化が可能である、といった利点がある。しかし本発明者らの検討の結果、上記水系塗布液を用いてスピンコート法により塗布層を形成するためには、以下の課題があることが判明した。
スピンコート中、レンズ表面に滴下された水系塗布液は遠心力により水系溶媒が除去される(飛ばされる)ことによって固化が進行する。レンズ表面上では、遠心力による塗布液の拡散と固化が同時に進行するため、通常のスピンコート法のようにレンズ中心部に塗布液を滴下し、回転による遠心力によって表面全体に広げる方法では、固化後の塗布膜表面に塗布液が拡散した軌跡が残り、表面平滑性が低下する。そこで、特許文献2に記載されているようにレンズ表面に螺旋状に塗布液を塗布することが考えられる。しかし、特許文献2に記載の塗布液のように塗布後に重合硬化する塗布液であれば、螺旋状の塗布軌跡は、レベリング効果によって解消することができるのに対し、上記水系塗布液は塗布中に固化が進行するため、形成される塗布膜に塗布軌跡に対応した凹凸が残ることがあることが判明した。
【0005】
この対策として、プラスチックレンズ表面上に水系塗布液を螺旋状に塗布した後、塗布液が未乾燥の状態でレンズを回転させることが考えられる。これにより、未乾燥状態の塗布液を遠心力により移動させ凹凸間の高低差を埋める(平滑化する)ことができる。しかし、本発明者らの検討の結果、上記塗布方法では、レンズ中心から所定距離離れた位置に流星状に尾を引いた凹みが発生し、外観不良および光学的特性低下の原因となることが判明した。
【0006】
そこで本発明の目的は、プラスチックレンズ表面にスピンコート法によって水系塗布液を塗布し、光学特性に優れた塗布膜を有する高品質なプラスチックレンズを製造するための手段を提供することにある。
【課題を解決するための手段】
【0007】
本発明者らは、上記目的を達成するために凹み発生原因について鋭意検討を重ね、以下の知見を得た。
上記凹みを微分干渉顕微鏡で観察したところ、核のような部分が観察された。これが塗布液の流れを遮ってレンズ中心部から外方に向かって移動した結果、上記凹みが形成されたものと推察される。しかし、この核部分の断面形状をレーザー顕微鏡で確認したところ、起因物質は観察されなかったため異物ではなく泡が発生原因と判断した。その上で本発明者らは、上記凹みは、レンズ1枚あたり1個、中心から所定距離離れたほぼ定位置(例えば直径40mmのレンズでは中心から15mm程度の位置)に発生するという傾向から、上記凹み(以下、泡不良ともいう)の発生メカニズムを以下のように推定した。
(1) 何らかの原因で塗布層に空気が巻き込まれることによりレンズ中心部で発生した泡は、レンズの回転による遠心力により中心部から外方へ移動する。しかし水系塗布液は、遠心力によって溶媒が飛ばされることにより流動性が低下するため、泡はある位置にくるとそれ以上動けなくなりその場に留まる。
(2) そして、上記のように泡がある位置に留まった後も塗布液は泡の周りを流れていくため、結果的に流星状の尾を引いた凹みが形成される。
そこで本発明者らは、上記推定メカニズムに基づき更に検討を重ねた結果、スピンコート後もレンズ表面中心部への塗布液の供給を継続することにより、中心部で発生した泡が遠心力によりレンズ外へ排出されるまで塗布層を未乾燥状態に維持することができ、これにより上記凹みの発生を防止できることを見出した。
本発明は、以上の知見に基づき完成された。
【0008】
即ち、本発明により、
[1]プラスチックレンズ基材表面上に樹脂成分および水系溶媒を含有する水系塗布液を塗布し、該塗布液を乾燥させることにより樹脂層を形成することを含むプラスチックレンズの製造方法であって、
前記表面を上方に向けた状態でプラスチックレンズ基材を回転させながら、前記塗布液を先端から吐出するノズルを、上記表面の周縁部上方から中心部上方まで移動させる吐出工程と、
プラスチックレンズ表面中心部上方まで移動したノズル先端から前記塗布液を更に吐出する追加吐出工程と、
前記追加吐出工程後のプラスチックレンズ基材を、前記表面を上方に向けた状態で回転させる回転工程と、
を含むことを特徴とするプラスチックレンズの製造方法
が提供される。
【0009】
本発明の好ましい態様は、以下の通りである。
[2]追加吐出工程における全吐出量は、吐出工程における全吐出量に対して10〜25質量%の量である[1]に記載のプラスチックレンズの製造方法。
[3]前記塗布液の被塗布面に対する接触角は50°以上80°未満である[1]または[2]に記載のプラスチックレンズの製造方法。
[4]追加吐出工程における吐出量を、前記表面の半径に基づき制御する[1]〜[3]のいずれかに記載のプラスチックレンズの製造方法。
[5]前記追加吐出工程における吐出量を、前記表面の半径をパラメータとして含む一次関数によって制御する[4]に記載のプラスチックレンズの製造方法。
[6]追加吐出工程における全吐出量L(g)と前記表面の半径D(mm)とは、下記式(A)の関係を満たす[5]に記載のプラスチックレンズの製造方法。
L>kD+C …(A)
(式(A)中、kおよびCは、それぞれ独立に、プラスチックレンズ基材と水系塗布液との組み合わせに固有の定数である。)
[7]前記吐出工程において前記塗布液の吐出速度を一定に維持し、かつ該吐出速度において前記追加吐出工程を開始する[1]〜[6]のいずれかに記載のプラスチックレンズの製造方法。
[8]前記追加吐出工程を、吐出工程に引き続き連続して行う[1]〜[7]のいずれかに記載のプラスチックレンズの製造方法。
[9]前記追加吐出工程は、プラスチックレンズ基材表面中心部上方でノズルを振動させながら吐出を行う期間を含む[1]〜[8]のいずれかに記載のプラスチックレンズの製造方法。
[10]前記追加吐出工程は、吐出速度を減少させる期間を含む[1]〜[9]のいずれかに記載のプラスチックレンズの製造方法。
[11]前記プラスチックレンズ基材はポリチオール化合物を含み、前記樹脂層はウレタン系樹脂を含む[1]〜[10]のいずれかに記載のプラスチックレンズの製造方法。
[12]前記プラスチックレンズは眼鏡レンズである[1]〜[11]のいずれかに記載のプラスチックレンズの製造方法。
[13]前記プラスチックレンズ基材表面は鏡面である[1]〜[12]のいずれかに記載のプラスチックレンズの製造方法。
[14]前記樹脂層上に塗布膜を形成することを更に含む[1]〜[13]のいずれかに記載のプラスチックレンズの製造方法。
[15]前記樹脂層は、接着層である[1]〜[14]のいずれかに記載のプラスチックレンズの製造方法。
[16]前記塗布膜は、フォトクロミック膜である[14]または[15]に記載のプラスチックレンズの製造方法。
【発明の効果】
【0010】
本発明によれば、外観不良のない高品質なプラスチックレンズを提供することができる。
【発明を実施するための最良の形態】
【0011】
本発明は、プラスチックレンズ基材表面上に樹脂成分および水系溶媒を含有する水系塗布液を塗布し、該塗布液を乾燥させることにより樹脂層を形成することを含むプラスチックレンズの製造方法に関する。本発明のプラスチックレンズの製造方法は、以下の工程を含む。
(1)前記表面を上方に向けた状態でプラスチックレンズ基材を回転させながら、前記塗布液を先端から吐出するノズルを、上記表面の周縁部上方から中心部上方まで移動させる吐出工程;
(2)プラスチックレンズ表面中心部上方まで移動したノズル先端から前記塗布液を更に吐出する追加吐出工程;
(3)前記追加吐出工程後のプラスチックレンズ基材を、前記表面を上方に向けた状態で回転させる回転工程。
本発明のプラスチックレンズの製造方法は、吐出工程と回転工程との間に追加吐出工程を含むことにより、回転工程における塗布層の乾燥時間を遅らせ中心部で発生した泡をレンズ外に排出し、泡不良のない高品質なプラスチックレンズを提供することができる。
以下、本発明のプラスチックレンズの製造方法について更に詳細に説明する。
【0012】
吐出工程
本工程においてプラスチックレンズ表面上に塗布される塗布液は、樹脂成分および水系溶媒を含有する水系塗布液であり、溶媒が除去され固化が進行することにより、樹脂層を形成することができる。なお、本発明において「樹脂層」とは、樹脂成分を含む層であり、例えば5質量%以上を樹脂成分が占めるとする層をいい、「樹脂成分」とは加熱や紫外線照射等により重合する重合性成分を含まないものとする。また、本発明における「水系塗布液」は、含有される水系溶媒が除去されることにより固化する性質を有するものである。
【0013】
前記水系塗布液は、被塗布面を上方に向けた状態で回転するプラスチックレンズ基材の上方に位置するノズル先端から吐出される。ここで被塗布面とは、プラスチックレンズ基材表面またはプラスチックレンズ基材表面上に設けられた層の表面である。被塗布面の面形状は凸面であっても凹面であってもよいが、凸面が好適である。凸面であれば周縁部に液溜まりが生じにくく均一な膜厚の樹脂層を形成できるため好ましい。
【0014】
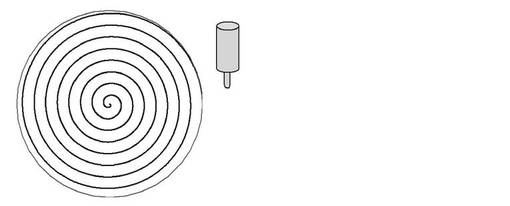
先端から塗布液を吐出するノズルをプラスチックレンズ基材表面の周縁部上方から中心部上方まで移動させることにより、プラスチックレンズ基材表面上に螺旋状に塗布軌跡を描くように塗布液を塗布することができる。図1に、螺旋状の塗布軌跡の概略図を示す。このようにレンズ表面上に外側から内側へ向かって塗布液を塗布することにより、先に塗布され固化が進行しているレンズ表面周縁部上の塗布液が壁の役割を果たし、その後の回転工程において遠心力により拡散する液が、周縁部外へ飛び散ることを防ぐことができる。これにより、回転工程においてレンズ表面上で液を平均的に拡散させ、膜厚の均一化および表面平滑化を図ることができる。なお、プラスチックレンズ基材表面の周縁部とは、例えばレンズの外周端部から10mm程度内方へ至る領域内に含まれるが、特に限定されるものではない。また、プラスチックレンズ基材表面の中心部とは、例えばプラスチックレンズ基材の幾何学中心または光学中心もしくは該中心近傍である。
【0015】
プラスチックレンズ基材は、例えば被塗布面を鉛直上方に向けた状態でスピンコーターに配置し回転させることができる。以下、被塗布面を鉛直上方に向け塗布を行う態様について説明するが、回転軸が鉛直上方に対し傾斜した状態でレンズを回転させることも可能である。ただし遠心力を均一に加えるためには鉛直上方に向け塗布を行うことが好ましい。
【0016】
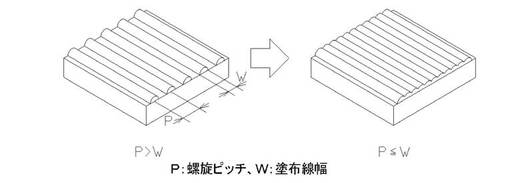
前記螺旋状の塗布軌跡は、隣り合う塗布軌跡間に隙間があるように描いてもよいが、レンズ半径方向において隣り合う塗布軌跡が接触または重なり合うように描くことが好ましい。図2に、レンズ半径方向において隣り合う塗布軌跡が接触または重なり合うように描かれた塗布軌跡の一部拡大模式図を示す。以下に、この点についてより詳細に説明する。
本発明において使用される塗布液は水系塗布液であり、溶媒が除去されることにより固化が進行する。レンズ表面上の周縁部から中心部に向かって塗布を行う場合、外側に塗布された塗布液ほど、常に空気との相対速度が大きく揮発性成分が気化しやすい状態にある。そのため、特に周縁部に塗布された塗布液は、吐出工程が完了する前に固化が完了するか、または固化に至らないまでも流動性をほぼ失っている場合がある。このような状態では、追加吐出工程により塗布液を更に供給したとしても中心部で発生した泡をレンズ外へ排出することは困難である。そこで、このような場合には、螺旋状の塗布軌跡を、隣り合う塗布軌跡が接するか重なり合うように塗布することで、先に塗布された周縁部表層にも常に乾燥していない新液が供給される状態となるため、固化を抑制することができる。これにより、その後行われる追加吐出工程において泡不良を効果的に防止することができる。また、塗布液とレンズ表面との濡れ性が低い場合、隣り合う軌跡間に隙間が存在すると塗布むらが発生し均一な樹脂層を形成することが困難な場合がある。このような場合、螺旋状の塗布軌跡を隙間なく形成することにより、塗布むらのない均一な樹脂層を形成することができる。通常、水系ポリマーの塗布では、レベリング剤(界面活性剤)を添加することにより塗布液の濡れ性を向上し、塗布を容易にしている。これに対し、水系塗布液を前述のように螺旋状に隙間なく塗布することにより、レベリング剤を加えた水系塗布液のみならずレベリング剤を含まない水系塗布液であっても、プラスチックレンズ上に均一に塗布することができる。水系ポリマーの種類によっては、ポリマーのイオン特性に応じて適切なレベリング剤を選択しなければ液安定性が低下することがある。よって、レベリング剤なしでも塗布を容易に行い得ることは、このような系において大きな利点となる。
【0017】
以下に、図面を参照し、吐出工程の具体的態様を説明する。但し、本発明は下記態様に限定されるものではない。
【0018】
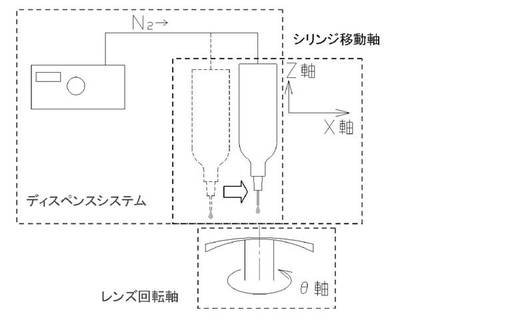
図3に、吐出工程および後述の追加吐出工程に使用可能な塗布装置の一例を示す。図3に示す装置は、塗布液を供給するディスペンスシステムと、レンズを凸面を鉛直上方に向けて回転させるスピンコーターを含む。ディスペンスシステムは、ディスペンスコントローラー、シリンジ、およびノズルで構成されている。ディスペンスコントローラーは、吐出量によってノズル先端からの塗布液の流下速度を制御することができる。シリンジは、水平方向(X軸方向)およびZ軸方向(鉛直方向)に移動可能である。例えばX軸方向において、レンズの一定半径毎に変速移動が可能である。スピンコーターは、図示しない制御部により制御され、シリンジ水平方向の位置と同期し回転数を変えることができる。
【0019】
前記塗布液を吐出するノズルを、回転するレンズ基材凸面上方で、塗布開始位置から終了位置に向かって、レンズ基材凸面周縁部上方から中心部上方に向かって、水平方向(図3中のX軸方向)に移動させることにより、レンズ基材凸面上に螺旋状の塗布軌跡を描くことができる。この螺旋状の塗布軌跡は、図2右図に示すように、レンズ基材半径方向において隣り合う塗布軌跡が接触または重なり合うように形成することが好ましい。即ち、「塗布ピッチP≦塗布線幅W」となるように塗布を行うことが好ましい。このように隙間なく塗布が行われたことは、目視で容易に判定することができる。隣り合う塗布軌跡が重複する領域の広さは特に限定されるものではない。ただし、重複する領域が塗布線幅の大部分を占めるようになると塗布効率の点で好ましくないため、効率的な塗布を行うことができるように塗布条件を決定すべきである。
【0020】
上記のように隣り合う塗布軌跡が接触または重なり合うように塗布軌跡を描くためには、塗布線幅を制御することが好ましい。塗布線幅は主にレンズ基材の回転速度によって変化し、ノズル先端からの塗布液の流下速度が一定であるとすると、レンズ基材の回転速度が速いほど塗布線幅は細く、遅くなるにしたがい太くなる。本発明者らの検討によれば、レンズ基材表面とノズル先端との距離を変えても塗布線幅はほぼ一定であった。従って、塗布時にはレンズ基材凸面上でノズルを水平方向(図3に示すX軸方向)で移動させればよく、鉛直方向(図3に示すY軸方向)の位置は制御せず、例えばノズルを鉛直方向では固定し実質的に移動させることなく塗布を行ってもよい。レンズの表面形状が変わればノズル先端との位置が変化するため、レンズ表面形状に応じてノズル移動位置を制御する塗布方法では、レンズ形状毎にノズルの移動位置を決定しなければならない。これに対し、ノズルの鉛直方向の位置を制御する必要がなければ、レンズ表面形状によらずノズルの移動位置を決定できるため、表面形状の異なる複数種のレンズを効率的に生産することができる。
【0021】
先端から塗布液を吐出するノズルを、レンズ基材凸面周縁部上方から中心部上方に向かって移動させて塗布を行う際、塗布液の吐出速度、レンズ基材の回転速度、およびノズルの移動速度がすべて一定である場合、流下位置が中心に近づくほどレンズ基材の相対速度は遅くなるため、単位面積あたりに塗布される塗布液量は多くなる。本発明では、後述する回転工程により塗布膜厚の均一化を図ることにより、中心部にいくほど多量の塗布液が塗布されたとしても膜厚を均一にすることができる。しかし、多量の塗布液を塗布することはコスト面で好ましくない。そこで本発明では、前記塗布液のレンズ基材凸面上における単位面積あたりの塗布量が略平均化されるように、前記塗布液のノズル先端からの吐出量、前記ノズルの移動速度および前記レンズの回転速度からなる群から選ばれる少なくとも1つを制御することが好ましい。これにより、塗布液の使用量を適量とすることができる。更に、中心部は周縁部に比べて遠心力が小さいため、特に、粘度が高い塗布液では、周縁部に対して中心部の膜厚が大きくなりやすい。これに対し、上記のように塗布量を制御すれば、中心部が過度に厚くなることを防ぐことができる。この点は、均一な膜厚の樹脂層を形成する上できわめて有利である。
【0022】
本発明では、各塗布条件において塗布線幅を測定し、レンズ基材回転数、ノズル移動速度等の塗布条件を予めデータベース化しておくことが好ましい。このデータベースを使用することにより、レンズ形状によらず塗布条件を決定することができる。
【0023】
レンズ基材の回転が速くノズルとレンズ基材との相対速度(周速ともいう)が過度に大きくなると、ノズル先端から流下する塗布液がレンズ基材表面で弾かれてしまい塗布液をレンズ上に載せること(ディスペンス)自体が困難となる場合がある。よって、レンズ基材の回転速度は、ディスペンス可能な限界周速を超えないように設定することが好ましい。ディスペンス可能な限界周速は、予備実験により実験的に求めることができる。通常、良好なディスペンスを行うためには、レンズ基材とノズルとの相対速度(周速)を、400〜3000mm/secの範囲内とすることが好ましい。そしてレンズ基材の回転数は、限界周速を超えないように決定すべきであり、例えば100〜1000rpm程度とすることができる。
【0024】
吐出工程においてレンズ基材の回転数によって塗布量の平均化を図る場合は、レンズ基材の回転数を増加させればよい。レンズ基材の回転数の増加は連続的に行ってもよく、段階的に行ってもよい。ノズルを所定半径毎に段階的に移動させるのであれば、ノズルの移動とともにレンズ基材の回転数を変化させ、段階的にレンズ基材の回転数を上げることが効果的である。
【0025】
吐出工程においてノズルの移動速度によって塗布量の平均化を図るのであれば、ノズルの移動速度を増加させればよい。ノズル移動速度は、連続的に増加させてもよく、段階的に増加させてもよいが、確実な制御のためには、所定半径毎に段階的にノズル移動速度を増加させることが好ましい。ただし、ノズルの移動速度が過度に速いと、前述のようにノズルとレンズ基材との相対速度が過度に大きくなりディスペンス自体が困難となる。よって、ノズルの移動速度は限界周速を超えない範囲でレンズ基材の回転速度を考慮して決定すべきであり、例えば1〜30mm/sec程度とすることができる。
【0026】
吐出工程におけるノズル先端からの塗布液の吐出速度が過度に小さいと、流下した塗布液が回転するレンズ表面に弾かれてしまい、安定なディスペンスが困難となる。安定なディスペンスを行うためには、ノズル先端からの塗布液の吐出速度を200mm/sec以上とすることが好ましい。一方、吐出速度が大きすぎると多量の塗布液が塗布されてしまうため適量塗布のためには吐出速度が過度に速いことは好ましくない。適量塗布のためには、吐出速度を4693mm/sec以下とすることが好ましい。吐出速度は、より好ましくは1000〜4000mm/sec、更に好ましくは2500〜3500mm/secの範囲である。ノズル先端からの塗布液の吐出速度は、吐出ノズルの内径および単位時間あたりの吐出量によって制御することができる。吐出ノズルの内径については、例えばノズル先端の内径がφ0.1〜0.8mm程度であることが好ましい。ノズル径が小さいほど塗布線幅は狭くなる傾向があるため、小径ノズルを使用する場合は隣り合う塗布軌跡が接するか重なるようにノズルの移動速度やレンズの回転数を速くすることが好ましい。吐出量を増やし吐出速度を上げることは経済性の観点からは望ましくないため、ノズル径を細くした上で、流速を確保できるように吐出量を決定することが好ましい。単位時間あたりの吐出量は、例えば0.05〜0.30g/sec程度とすることができる。吐出速度によって塗布量の平均化を図ることもできるが、精度の点では、前述のようにノズルの移動速度および/またはレンズ基材の回転速度によって塗布量の平均化を図ることが好ましい。
【0027】
次に、吐出工程における塗布条件の設定方法を具体的に説明する。ただし、本発明は下記態様に限定されるものではない。
【0028】
(a)ディスペンス限界周速を決定する。
使用するノズルおよび塗布する塗布液を決定した後、それらを使用し実際に回転するレンズ基材凸面上に塗布を行い、ディスペンス限界周速を決定するための予備実験を行い、レンズ基材の周速と塗布線幅との関係を示すグラフを作成する。作成したグラフにおいて塗布線幅が確認できる最大周速をディスペンス限界周速とする。
【0029】
(b)ディスペンス可能な限界周速より、各半径(例えば5mmピッチ)での回転数を決定する。
本工程では、前述のように、レンズ基材の凸面周縁部から中心部へ向かって塗布が進むほど回転数が大きくなるように、限界周速を考慮し、各半径での回転数を決定する。具体的には、下記式(1)に基づき各半径での回転数を決定することができる。実用上、100rpm単位で切り下げてもよい。
レンズ回転数X(rpm)=滴下限界周速V(mm/sec)×60(sec)/(2π×半径R(mm))…
(1)
例えば、滴下限界周速2000mm/secの場合、レンズ基材の凸面中心から半径40mmの位置におけるレンズ基材回転数X40は、
レンズ基材回転数X40(rpm)=2000×60/(2π×40)=477.7(rpm)
と算出される。100rpm単位で切り下げると400rpmと決定される。
【0030】
(c)各半径におけるレンズ回転数から周速を算出する。
上記(b)にて決定されたレンズ回転数から、下記式(2)により各半径におけるレンズ回転数を決定できる。
周速V(mm/sec)=レンズ回転数X(rpm)/60(sec)×(2π×半径R(mm))…(2)
例えば、レンズ凸面中心から半径40mmの位置におけるレンズ回転数X40(400rpm)から、該位置における周速V40(mm/sec)は、
周速V40(mm/sec)=400/60×(2π×40)≒1674.7(mm/sec)
となり、滴下限界周速2000mm/secを超えない値に設定される。
【0031】
(d)周速から螺旋ピッチを決定する。
上記(c)で得られた周速から、上記(a)で得たグラフを使用し塗布線幅を求め、隣り合う螺旋状の塗布軌跡が接するか、または重なるように螺旋ピッチを決定する。ここでは上記(a)のグラフから求めた読取値に安全率を掛けてもよい。
【0032】
(e)ノズル移動速度(水平方向)を決定する。
上記で求めた回転数、螺旋ピッチより各半径でのノズル移動速度(水平方向)を決定する。
【0033】
次いで、好ましくは上記の手順に従い決定された塗布条件に基づき塗布を行った後、追加吐出工程を行う。以上説明した吐出工程は、生産性および塗布液の乾燥時間を考慮すると、ノズルがプラスチックレンズ基材表面の周縁部上方から中心部上方に移動するまでの一連の動作を0.3〜2.2分程度で行うことが好ましい。
次に、追加吐出工程の詳細を説明する。
【0034】
追加吐出工程
追加吐出工程では、前述の吐出工程においてプラスチックレンズ基材表面の中心部上方まで移動したノズルの先端から塗布液を更に吐出させる。これにより、先に説明したように塗布液の乾燥を遅らせることができ、その後の回転工程において、レンズ基材表面上の中心部で発生した泡を遠心力によりレンズ外へ排出させることができる。
【0035】
吐出工程終了後、ノズル先端からの塗布液の吐出を一旦停止することも可能であるが、塗布液の流動性を維持した状態で回転工程を実施する観点からは吐出工程終了後に吐出を停止せず、引き続き連続して追加吐出工程を行うことが好ましい。
【0036】
追加吐出工程では、吐出工程においてプラスチックレンズ基材表面の中心部上方に移動したノズルを、水平方向位置を固定した状態で、または水平方向に振動させながら、該ノズル先端から塗布液を吐出させレンズ基材表面上に塗布液を更に吐出することができる。例えばレンズ基材表面の半径が30〜40mm程度の場合、ノズルの水平方向位置を固定した状態で追加吐出工程を行う際に泡不良を効果的に防止するためにはノズル中心軸とレンズ基材の回転中心との鉛直方向位置の誤差は±0.5mm程度であることが好ましく、±0.1mm以下であることが更に好ましい。しかし一般に、ノズル中心軸と回転中心を常に一致させることは容易ではなく、ノズルと一体となるシリンジを塗布液交換毎に同時に交換する場合は特に困難である。このような場合にはノズルを水平方向に振動させれば、ノズル中心軸がレンズ回転中心上に正確に配置されていなくとも塗布液が中心部を通過することが保証され泡の排除が容易になる。また、上記泡不良は吐出工程終了時にノズル中心軸とレンズ回転中心とが上記の通り一致していないため中心部に塗布ムラがあることが原因となる場合があると考えられる。これに対し、上記のように追加吐出工程においてノズルを水平方向に振動させることによりレンズ基材中心に確実に塗布液を供給することができれば塗布ムラを低減し泡不良を効果的に抑制できると考えられる。上記振動の振幅は、例えば±0.1〜2mm程度、周波数は0.5〜46kHz程度が好適である。上記振動は追加吐出工程初期のみ実施してもよく追加吐出工程中継続してもよい。
【0037】
追加吐出工程ではレンズ基材の回転を停止してもよいが、塗布液全体の流動性を維持するためには中心部に供給された塗布液を全面に広げるためにレンズ基材を回転させることが好ましい。追加吐出工程におけるレンズ基材の回転数は、例えば吐出工程における回転数と同じにすることができるが、吐出工程における回転数を超える回転数とすることも可能である。但し、回転による塗布液の乾燥促進を抑制するためには、後述の回転工程における回転数未満の回転数とすることが好ましい。追加吐出工程においてプラスチックレンズ基材を回転させる態様では、吐出工程において中心部で発生した泡は、追加吐出工程中または後述の回転工程中にレンズ外へ排出されると考えられる。一方、追加吐出工程においてプラスチックレンズ基材を回転させない態様では、後述の回転工程中に吐出工程において中心部で発生した泡をレンズ外へ排出することができる。なお、本発明では泡不良をレンズ外へ排出することは必須ではなく、周縁部に泡不良が残留した場合には後工程で周縁部を除去することも可能である。ただし生産性の点からは上記後工程を行うことなく泡不良のないレンズが得られることが好ましい。
【0038】
追加吐出工程における吐出量は、吐出工程においてレンズ表面上の中心部で発生した泡が遠心力により周縁部に移動するまで(好ましくはレンズ外に排出されるまで)塗布液の流動性を維持できるように設定すればよい。追加吐出工程における全吐出量は、吐出工程における全吐出量に対して10質量%〜25質量%の範囲とすることが好ましい。10質量%以上であれば、泡不良を効果的に防止することができ、25質量%以下であれば追加吐出工程の実施により塗布液の乾燥に過度に時間がかかり作業性が低下することを回避することができる。
【0039】
前述のように、塗布工程において吐出速度によって塗布量の平均化を図ることもできるが、精度の点では、吐出工程における吐出速度は一定に維持しノズルの移動速度および/またはレンズ基材の回転速度によって塗布量の平均化を図ることが好ましい。この場合、吐出工程後に行われる追加吐出工程は、上記吐出速度で吐出を開始することが好ましい。
【0040】
塗布液が塗布される表面が大きいほど、レンズ基材外に排出されるまでに泡が移動する距離は長くなるためより多くの塗布液を追加供給すべきである。したがって、追加吐出工程における吐出量は、プラスチックレンズ基材表面の半径に基づき制御することが好ましい。追加吐出工程における吐出量を、プラスチックレンズ基材表面の半径に基づき制御する態様の詳細は、後述の実施例において詳細に説明する。
【0041】
上記追加吐出工程後、回転工程が行われる。以下、回転工程の詳細を説明する。
【0042】
回転工程
回転工程では、追加吐出工程後のプラスチックレンズ基材を、塗布液が塗布された表面を上方に向けて回転させる。本工程は、膜厚調整の作用がある。また前述のように、吐出工程においてレンズ表面上の中心部で発生した泡が、本工程においてレンズ外へ排出される場合もある。
【0043】
上記回転工程は、膜厚の均一性を高めるためには、以下に説明する第一回転工程と第二回転工程からなることが好ましい。
【0044】
(1)第一回転工程
本工程では、追加吐出工程後のプラスチックレンズ基材を、前記塗布液を塗布した面を鉛直上方に向けて回転させる。これにより、塗布液中の水系溶媒の少なくとも一部を除去し、固化を進行させることができる。更にこの工程を行うことにより、未固化の塗布液(特に、中央部に塗布された塗布液)をレンズ全面に広げることができるため、膜厚の均一化を図ることができ、更に、螺旋ピッチの凹凸を埋めることによって樹脂層の平滑化を図ることもできる。本発明では前述のように、吐出工程においてレンズ表面上の外側から内側へ向かって塗布を行うため、先に塗布され固化が進行しているレンズ表面周縁部の塗布液が壁の役割を果たし、回転工程において拡散する液が周縁部外へ飛び散ることを防ぐことができる。これにより、レンズ基材表面上で液を平均的に拡散させ、膜厚の均一化および表面平滑化を達成することができる。
【0045】
第一回転工程は、遠心力によりレンズ基材表面上で塗布液を移動させることができるように、塗布液が完全に固化する前に行うことが好ましい。具体的には、追加吐出工程に引き続き第一回転工程を行うことが好ましい。第一回転工程におけるレンズ基材の回転数は、レンズ基材表面上の塗布液を広げることができるように適宜設定すればよく、例えば800〜2000rpm程度とすることができる。具体的には、第一回転工程における回転数は、吐出工程における最大回転数またはそれ以上に設定することができる。
【0046】
第一回転工程における回転数は、第一回転工程中、一定である必要はなく、段階的または連続的に変更してもよい。好ましくは、回転数を比較的高く設定し塗布面上の凹凸が解消された後、回転数を維持し、または回転数を下げ更に回転を継続させる。これにより、凹凸が解消された塗布液最表面を乾燥させることができる。第一回転工程における回転時間は、例えば5〜180秒程度とすることができる。
【0047】
第二回転工程
前記第一回転工程は、レンズ基材表面上に塗布された塗布液の流動性が比較的高い間に、螺旋状の塗布軌跡間の凹凸の高低差を埋めることにより表面の平滑化および膜厚の調整を行うことができる。一方、前記第二回転工程は、遠心力によりレンズ表面周縁部に集められた余剰液をレンズ外へ排出し、膜厚の均一性を高めるために、第一回転工程より高速で行う。第二回転工程を、第一回転工程より高速で行い、より大きな遠心力を与えることにより、第一回転工程における遠心力ではレンズ外へ排出されずレンズ表面周縁部に残留した余剰液をレンズ外へ排出し周縁部の液溜まりを除去するためである。
【0048】
但し、本発明者らの検討の結果、第二回転工程を開始するタイミングによっては、平滑化のための回転により解消されたはずの螺旋状等の塗布軌跡に対応した凹凸(以下、「塗布痕」ともいう)が塗布膜表面に現れることが判明した。光学的には、この凹凸がそれぞれ凹レンズまたは凸レンズとして作用するため、透過像において、歪みや明暗の差として認識される。この歪みや明暗の差が目視でも確認できるほど鮮明になると、眼鏡レンズとして使用することは困難となる。
そこで本発明では、第二回転工程を、レンズ基材表面に塗布した水系塗布液の乾燥状態が均一になった後、即ち水系塗布液の表面が乾燥した後に開始することが好ましい。これにより、レンズ基材表面周縁部の余剰液が除去され、しかも塗布痕の発生が防止された、均一な膜厚の樹脂層を有する光学特性に優れたプラスチックレンズを得ることができる。
【0049】
第二回転工程を、塗布液最表面の乾燥状態が均一になった後に開始することにより、塗布痕発生を防止できる理由は明らかではないが、本発明者らは以下のように推定している。
(塗布痕形成仮説1)
レンズ基材表面上に塗布された水系塗布液の乾燥は、塗布直後から進行する。塗布液の乾燥は、回転により塗布液表面から水分が飛ばされることによっても引き起こされるが、一般に知られるようにレンズ素材は吸湿性が高いため、レンズ基材表面に水分が吸収されることによっても引き起こされると考えられる。特に、吸湿による黄変等の発生を防止するために保管場所を低湿度に維持したり、水分と隔離する包装により保管されていたレンズは、水分を多量に吸収しやすい状態にある。吸湿性の高いレンズに水系溶媒を含む塗布液が接触すると、レンズは水系溶媒を急速にかつ多量に吸収する。その結果、塗布液の乾燥はレンズとの界面から発生することになる。螺旋状に塗布を行った場合、塗布直後には、塗布膜表面に塗布軌跡に対応した凹凸が存在しているが、その内部では、比較的乾燥が進行した結果、塗布膜表面と相似形をなす凹凸が形成されているものと推察される。第一回転工程では、塗布膜中の比較的流動性の高い部分を遠心力によって移動させ、内部の凹凸の隙間を埋めることによって平滑化を図ることができるものと考えられるが、表面の塗布液が未乾燥の状態で高速の第二回転工程を開始すると、凹凸の隙間を埋めた塗布液が遠心力によって除去されてしまう。その結果、マスキングされていた塗布膜内部の凹凸が塗布膜表面として露出し、第一回転工程による平滑化前の表面形状に近似する凹凸が現れるものと考えられる。
(塗布痕形成仮説2)
一方、レンズ基材表面に水分が吸収されない場合にも塗布痕が発生する場合もあり得る。その場合、螺旋状に塗布を行った場合、塗布直後には塗布膜表面に塗布軌跡に対応した凹凸が存在しているが、その塗布膜表面の一部では、比較的乾燥が進行した結果前記凹凸が保存されうることがあると推察される。第一回転工程では、塗布膜中の比較的流動性の高い部分を遠心力によって移動させ、内部の凹凸の隙間を埋めることによって平滑化を図ることができるものと考えられる。ところが塗布液平滑化のための塗布液の主たる移動部分は塗布液表面の凸部のレンズ周縁部側が、レンズ周縁側に隣接する凹部および凸部のレンズ中心側に移動するとことであると考えられる。従って隣接する凹部および凸部中心側の塗布膜は第一回転工程では、一部が乾燥状態にある塗布液上に未乾燥状態の塗布液が積層する層構造を形成していると考えられる。ここで前記積層構造を有する塗布液に対して最表面の塗布液が未乾燥の状態で高速の第二回転工程を開始すると、凹凸の隙間を埋めた塗布液が遠心力によって除去されてしまう。その結果、マスキングされていた塗布膜内部の凹凸が塗布膜表面として露出し、第一回転工程による平滑化前の表面形状に近似する凹凸が現れるものと考えられる。
これに対し、第二回転工程を塗布液表面が乾燥し流動性をほぼ失った状態で開始すれば、表面の平滑な形状を維持したままレンズ周縁部の余剰液を除去できるものと考えられる。塗布液表面を乾燥させた後の高速回転(第二回転工程)によって表面形状を平滑に維持しつつ周縁部の余剰液を除去できる理由は、レンズ基材上の塗布液にかかる遠心力が周縁部にいくほど大きくなることにあると考えられる。
【0050】
上記の通り、第二回転工程は、レンズ表面上に塗布された水系塗布液の、少なくとも最表面が乾燥した後に開始することが好ましい。ここで、「乾燥」とは、広義には、第一回転工程に比べて水分含有量が少ないことを意味し、狭義には、レンズ基材表面上の各位置における遠心力に抗するに足る粘度を有することをいう。
【0051】
第二回転工程は、第一回転工程後にレンズを風乾等により乾燥させた後に行うこともできるが、生産性の観点からは第一回転工程に引き続き行うことが好ましい。レンズ表面上の塗布液の最表面が乾燥状態にあることは、目視により判定することができるため、塗布面最表面の乾燥が目視により確認された後、第二回転工程を開始することもできる。但し、特に、第一回転工程に引き続き第二回転工程を開始する場合には、実生産開始前に予備実験を行い、第一回転工程において塗布液最表面が乾燥し得る回転条件(回転数および回転時間)を予め実験的に決定し、決定された回転時間後に第二回転工程を開始することが好ましい。また、塗布液の乾燥には、操作環境の湿度も影響する。従って、第一回転工程を適切な湿度下(例えば40〜60%RH)で行うことが好ましく、塗布工程から第二回転工程までの一連の操作を、適切な湿度下で行うことが更に好ましい。
【0052】
先に説明したように、第二回転工程は、第一回転工程においてレンズ表面周縁部に集められた余剰液に対し、第一回転工程における遠心力より大きな遠心力を加え、該余剰液をレンズ凸面周縁部上から除去する(レンズ外へ排出する)ために行う。第二回転工程における回転数は、第一回転工程における最大回転数より大きく設定される。第二工程における回転数は、例えば1000〜6000rpmとすることができ、3000〜5000rpmとすることが好ましい。更に、第二回転工程における最大回転数は、第一回転工程における最大回転数の2〜5倍の範囲とすることが好ましい。また、第二回転工程における回転数は、第一回転工程中、一定である必要はなく、段階的または連続的に変更してもよい。第二回転工程における回転時間は、例えば0.5〜2秒程度することができる。
【0053】
以上説明した吐出工程、追加吐出工程および回転を経て、更に必要に応じて風乾等の乾燥工程を行い、レンズ表面上に樹脂層を形成することができる。形成される樹脂層の厚さは特に限定されるものではないが、本発明によれば、膜厚の均一性および表面平滑性に優れた、例えば0.5〜50μm程度の厚さの樹脂層を有するプラスチックレンズを得ることができる。
【0054】
プラスチックレンズ基材
次に、本発明において水系塗布液を塗布するプラスチックレンズ基材について説明する。
本願で用いるプラスチックレンズ基材としては、通常プラスチックレンズとして使用される種々の基材を用いることができる。前記レンズ基材としては、例えば、メチルメタクリレートと一種以上の他のモノマーとの共重合体、ジエチレングリコールビスアリルカーボネートと一種以上の他のモノマーとの共重合体、ポリウレタンとポリウレアの共重合体、ポリカーボネート、ポリスチレン、ポリ塩化ビニル、不飽和ポリエステル、ポリエチレンテレフタレート、ポリウレタン、ポリチオウレタン、エン−チオール反応を利用したスルフィド樹脂、硫黄を含むビニル重合体等が挙げられる。上記中、ウレタン系が好適であるが、これらに限定されるものではない。また、前記レンズ基材は、眼鏡用プラスチックレンズ基材であることが好ましい。
【0055】
本発明者らの検討によれば、前述の泡不良は水系塗布液との濡れ性に乏しいプラスチックレンズ基材を使用した場合に発生する傾向があった。そのようなプラスチックレンズ基材としては、下記一般式[1]で表されるポリチオール化合物を含む基材を挙げることができる。具体的には、例えばHOYA株式会社より商品名アイアス(屈折率1.6)として市販されている。本発明によれば、先に説明したように、このようなレンズ基材を使用する場合でも泡不良を抑制することができる。
【0056】
【化1】

[一般式[1]中、Xは−(CH2 CH2 S)n2−Hであり、n1 は1〜5の範囲の整数であり、n2 は0〜2の範囲の整数である。]。
【0057】
前記プラスチックレンズ基材は、両凸レンズ、両凹レンズ、平凸レンズ、平凹レンズ、凸メニスカスレンズ、凹メニスカスレンズのいずれであってもよい。レンズ基材のサイズは特に限定されるものではないが、過度に大きなレンズでは塗布工程に長時間を要するため、塗布液が塗布される表面の直径が50〜100mm程度のレンズを使用することが好ましい。遠心力により液溜まりを効果的に防止するうえでは凸面を有するレンズであることが好ましい。また、レンズ凸面上に塗布液を安定に保持するためには、レンズ凸面が、表面カーブが−8〜+8の曲面であることが好ましい。塗布前のレンズ基材の表面性状はいわゆる鏡面であることが好ましく、表面粗さRtとして30〜40nmであることが好ましい。
【0058】
また本発明において樹脂層が形成されるレンズ基材は、両面が中心対称性を有する面(例えば両面球面)であってもよいが、いずれか一方が中心対称性のない面形状を有してもよく、両面とも中心対称性のない面形状を有してもよい。先に説明したように、水系塗布液の塗布においては、レンズ表面とノズル先端との距離を変えても、塗布線幅はほぼ一定であった。そのため、レンズ表面形状によらず塗布条件を決定することが可能である。この点は、中心対称性のない複雑な面形状を有するレンズの製造において大きな利点である。そのようなレンズとしては、両面に累進要素を有する両面非球面型累進屈折力レンズ、いずれか一方の面に累進面を有し、他方の面にトーリック面を有する累進屈折力レンズ、両面にトーリック成分を配分した単焦点レンズ、単焦点レンズの光学中心(累進屈折力レンズの遠用測定位置を含む)が円形レンズの幾何中心より偏心された加工される眼鏡レンズ等を挙げることができる。
【0059】
水系塗布液
本発明においてプラスチックレンズ基材表面上に塗布される塗布液は、樹脂成分および水系溶媒を含有する水系塗布液である。樹脂成分としては、ポリウレタン樹脂、酢酸ビニル、エチレンビニル共重合体であるオレフィン系、アクリル系、エポキシ系、ウレタン系のエマルジョン等が挙げられる。前記塗布液は、例えば上述の樹脂成分を水系溶媒(例えば、水、または水とアルコール、ケトン、セロソルブ等との混合溶媒)に分散させたエマルジョンであることが好ましい。中でも、レンズ基材表面との密着性発現に有利な極性官能基を有するウレタン系エマルジョンを使用しウレタン系樹脂を含む樹脂層を形成することが好ましい。上記エマルジョンは、後述するように樹脂層上に更に層を設ける場合、接着層として機能し得る。
【0060】
前記塗布液の粘度は、例えば10〜200CPS程度であることができる。また、前記塗布液の固形分濃度は、液安定性および膜厚確保の点から、20〜50質量%の範囲であることが好ましい。
【0061】
前記塗布液を塗布する前に、レンズ基材表面に対し、酸、アルカリ、各種有機溶媒等による化学的処理、プラズマ、紫外線、オゾン等による物理的処理、各種洗剤を用いる洗剤処理を行うことができる。このような前処理を行うことにより、レンズ基材と樹脂層との密着性を向上させることができる。前記塗布液が塗布される面(被塗布面)は、通常はレンズ基材表面であるが、レンズ基材表面上に下塗り層等の他の層が形成されている場合は該層の表面となる。
【0062】
前述のように、前記塗布液の対する被塗布面に対する濡れ性が乏しい場合、即ち塗布液の被塗布面に対する接触角が高い場合に泡不良が発生しやすい傾向がある。これは、濡れ性が低いほど被塗布面に塗布液が馴染みにくく泡を巻き込みやすいことが原因と考えられる。これに対し本発明では、吐出工程と回転工程との間に追加吐出工程を実施することにより、塗布液の被塗布面に対する接触角が高い場合であっても泡不良の発生を防ぐことが可能である。この点から、塗布液の被塗布面に対する接触角が50°以上である場合に本発明の適用が好適である。なお、均一な塗布を行うためには、上記接触角は80°未満であることが好ましい。上記接触角は、例えば被塗布面(静止状態)に3μlの塗布液を上方から滴下し着滴後10秒後に測定した接触角であり、例えば同一レンズ基材2枚についてレンズ基材1枚あたり4箇所測定した値(合計8回測定)の平均値を採用することができる。測定環境は、温度20〜25℃、湿度30〜60%RHとする。
【0063】
前記樹脂層を形成したレンズは、通常、他の機能性層(例えばフォトクロミック層、ハードコート層など)を積層した後に製品レンズとして出荷することができる。一般に水系塗布液を乾燥固化することにより形成される樹脂層は、密着性向上のためのプライマー層として好適である。よって、このプライマー層上に他の層を積層すれば、該層とレンズ基材との密着性を高めることができる。レンズ基材に直接機能性層を形成する方法に比べて、機能性層側における密着形成の分担割合が小さすることができ、密着向上成分の添加により発現すべき機能が損なわれることを防ぐことができる。この点は、特に添加剤の使用により性能が大きく影響を受けるフォトクロミック層に対して有利である。よって、本発明では、前記水系塗布液によって形成される樹脂層上にフォトクロミック層を形成することが好ましい。
【0064】
フォトクロミック層は、例えば、前述の塗布工程および回転工程に準じた工程によって樹脂層上に塗布した後、紫外線照射等の硬化処理を施すことによって形成することができる。また、フォトクロミック液の塗布は、特開2005−218994号公報記載の方法により行ってもよい。
【0065】
フォトクロミック液は、硬化性成分、フォトクロミック色素、重合開始剤、および任意に添加される添加剤から形成することができる。以下に、各成分について説明する。
【0066】
(i)硬化性成分
フォトクロミック膜形成のために使用可能な硬化性成分は、特に限定されず、(メタ)アクリロイル基、(メタ)アクリロイルオキシ基、ビニル基、アリル基、スチリル基等のラジカル重合性基を有する公知の光重合性モノマーやオリゴマー、それらのプレポリマーを用いることができる。これらのなかでも、入手のし易さ、硬化性の良さから(メタ)アクリロイル基または(メタ)アクリロイルオキシ基をラジカル重合性基として有する化合物が好ましい。なお、前記(メタ)アクリロイルは、アクリロイルとメタクリロイルの両方を示す。
【0067】
フォトクロミック膜とレンズ基材との界面での混ざり合い防止、硬度調整の容易さ、膜形成後の耐溶剤性や硬度、耐熱性等の硬化体特性、または発色濃度や退色速度等のフォトクロミック特性を良好なものとするため、ラジカル重合性単量体としては、単独重合体のLスケールロックウェル硬度が60以上を示すもの(以下、高硬度モノマーと称す場合がある)と、同じく単独重合体のLスケールロックウェル硬度が40以下を示すもの(以下、低硬度モノマーと称す場合がある)を併用することがより好ましい。
【0068】
また、前記Lスケールロックウェル硬度の測定に供する重合体は、仕込んだ単量体の有す重合性基の90%以上が重合する条件で注型重合して得たものである。このような条件で重合された硬化体のLスケールロックウェル硬度は、ほぼ一定の値として測定される。
前記高硬度モノマーは、硬化後の硬化体の耐溶剤性、硬度、耐熱性等を向上させる効果を有する。これらの効果をより効果的なものとするためには、単独重合体のLスケールロックウェル硬度が65〜130を示すラジカル重合性単量体が好ましい。
このような高硬度モノマーは、通常2〜15個、好ましくは2〜6個のラジカル重合性基を有する化合物である。
【0069】
(ii)フォトクロミック色素
フォトクロミック液に添加し得るフォトクロミック色素としては、公知のものを使用することができ、例えば、フルギミド化合物、スピロオキサジン化合物、クロメン化合物等のフォトクロミック化合物が挙げられ、本発明においては、これらのフォトクロミック化合物を特に制限なく使用することができる。
前記フルギミド化合物、スピロオキサジン化合物およびクロメン化合物としては、例えば、特開平2−28154号公報、特開昭62−288830号公報、WO94/22850号明細書、WO96/14596号明細書(それらの全記載は、ここに特に開示として援用される)などに記載されている化合物が好適に使用できる。
また、優れたフォトクロミック性を有する化合物として、例えば、特開2001−114775号公報、特開2001−031670号公報、特開2001−011067号公報、特開2001−011066号公報、特開2000−347346号公報、特開2000−34476号公報、特開2000−3044761号公報、特開2000−327676号公報、特開2000−327675号公報、特開2000−256347号公報、特開2000−229976号公報、特開2000−229975号公報、特開2000−229974号公報、特開2000−229973号公報、特開2000−229972号公報、特開2000−219687号公報、特開2000−219686号公報、特開2000−219685号公報、特開平11−322739号公報、特開平11−286484号公報、特開平11−279171号公報、特開平10−298176号公報、特開平09−218301号公報、特開平09−124645号公報、特開平08−295690号公報、特開平08−176139号公報、特開平08−157467号公報等に開示された化合物も好適に使用することができる。
【0070】
フォトクロミック液中のフォトクロミック色素の濃度は、前記重合性成分100質量部(ラジカル重合性単量体等)に対して、0.01〜20質量部とすることが好ましく、0.1〜10質量部とすることが更に好ましい。
【0071】
(iii)重合開始剤
フォトクロミック液に添加する重合開始剤は、重合方法に応じて、公知の熱重合開始剤および光重合開始剤から適宜選択することができる。
光重合開始剤としては、特に限定されないが、例えば、ベンゾイン、ベンゾインメチルエーテル、ベンゾインブチルエーテル、ベンゾフェノール、アセトフェノン、4,4’−ジクロロベンゾフェノン、ジエトキシアセトフェノン、2−ヒドロキシ−2−メチル−1−フェニルプロパン−1−オン、ベンジルメチルケタール、1−(4−イソプロピルフェニル)−2−ヒドロキシ−2−メチルプロパン−1−オン、1−ヒドロキシシクロヘキシルフェニルケトン、2−イソプロピルチオオキサントン、ビス(2,6−ジメトキシベンゾイル−2,4,4−トリメチル−ペンチルフォスフィンオキサイド、ビス(2,4,6−トリメチルベンゾイル)−フェニルフォシフィンオキサイド、2,4,6−トリメチルベンゾイルジフェニル−フォスフィンオキサイド、2−ベンジル−2−ジメチルアミノ−1−(4−モルホリノフェニル)−ブタノン−1等が挙げられ、1−ヒドロキシシクロヘキシルフェニルケトン、2−イソプロピルチオオキサントン、ビス(2,6−ジメトキシベンゾイル−2,4,4−トリメチル−ペンチルフォスフィンオキサイド、ビス(2,4,6−トリメチルベンゾイル)−フェニルフォシフィンオキサイド、2,4,6−トリメチルベンゾイルジフェニル−フォスフィンオキサイドが好ましい。
これら光重合開始剤は、複数の種類のものを適宜混合して使用することができる。光重合開始剤のフォトクロミック液全量に対する配合量としては、前記重合性成分100質量部(ラジカル重合性単量体等)に対して、通常0.001〜5質量部であり、0.1〜1質量部であると好ましい。
【0072】
また、フォトクロミック膜を熱重合により形成する場合、使用可能な熱重合開始剤として、ベンゾイルパーオキサイド、p−クロロベンゾイルパーオキサイド、デカノイルパーオキサイド、ラウロイルパーオキサイド、アセチルパーオキサイド等のジアシルパーオキサイド;t−ブチルパーオキシ−2−エチルヘキサノエート、t−ブチルパーオキシジカーボネート、クミルパーオキシネオデカネート、t−ブチルパーオキシベンゾエート等のパーオキシエステル;ジイソプロピルパーオキシジカーボネート、ジ−2−エチルヘキシルパーオキシジカーボネート、ジ−sec−ブチルオキシカーボネート等のパーカーボネート類;2,2’−アゾピスイソプチロニトリル、2,2’−アゾピス(4−ジメチルバレロニトリル)、2,2’−アゾビス(2−メチルブチロニトリル)、1,1’−アゾビス(シクロヘキサン−1−カーボニトリル)等のアゾ化合物等挙げられる。
これら熱重合開始剤の使用量は、重合条件や開始剤の種類、重合性単量体の種類や組成によって異なるが、通常、前記重合性成分100質量部に対して0,01〜10質量部の範囲とすることが好適である。上記熱重合開始剤は単独で用いてもよいし、複数を混合して用いてもよい。
【0073】
(iv)添加剤
フォトクロミック液には、フォトクロミック色素の耐久性の向上、発色速度の向上、退色速度の向上や成形性の向上のために、さらに界面活性剤、酸化防止剤、ラジカル補足剤、紫外線安定剤、紫外線吸収剤、離型剤、着色防止剤、帯電防止剤、蛍光染料、染料、顔料、香料、可塑剤等の添加剤を添加してもよい。これら添加剤としては、公知の化合物が何ら制限なく使用できる。
【0074】
前記界面活性剤としては、ノニオン系、アニオン系、カチオン系の何れも使用できるが、重合性単量体への溶解性からノニオン系界面活性剤を用いるのが好ましい。好適に使用できるノニオン系界面活性剤を具体的に挙げると、ソルビタン脂肪酸エステル、グリセリン脂肪酸エステル、デカグリセリン脂肪酸エステル、プロピレングリコール・ペンタエリスリトール脂肪酸エステル、ポリオキシエチレンソルビタン脂肪酸エステル、ポリオキシエチレンソルビット脂肪酸エステル、ポリオキシエチレングリセリン脂肪酸エステル、ポリエチレングリコール脂肪酸エステル、ポリオキシエチレンアルキルエーテル、ポリオキシエチレンフィトステロール・フィトスタノール、ポリオキシエチレンポリオキシプロピレンアルキルエーテル、ポリオキシエチレンアルキルフェニルエーテル、ポリオキシエチレンヒマシ油・硬化ヒマシ油、ポリオキシエチレンラノリン・ラノリンアルコール・ミツロウ誘導体、ポリオキシエチレンアルキルアミン・脂肪酸アミド、ポリオキシエチレンアルキルフェニルホルムアルデヒド縮合物、単一鎖ポリオキシエチレンアルキルエーテル等である。界面活性剤の使用に当たっては、2種以上を混合して使用してもよい。界面活性剤の添加量は、前記重合性成分100質量部に対し、0.1〜20質量部の範囲が好ましい。
【0075】
また、酸化防止剤、ラジカル補足剤、紫外線安定剤、紫外線吸収剤としては、ヒンダードアミン光安定剤、ヒンダードフェノール酸化防止剤、フェノール系ラジカル補足剤、イオウ系酸化防止剤、ベンゾトリアゾール系化合物、ベンゾフェノン系化合物等を好適に使用できる。これら酸化防止剤、ラジカル補足剤、紫外線安定剤、紫外線吸収剤は、2種以上を混合して使用してもよい。さらにこれらの非重合性化合物の使用に当たっては、界面活性剤と酸化防止剤、ラジカル補足剤、紫外線安定剤、紫外線吸収剤を併用して使用してもよい。これら酸化防止剤、ラジカル補足剤、紫外線安定剤、紫外線吸収剤の添加量は、前記重合性成分100質量部に対し、0.001〜20質量部の範囲が好ましい。
【0076】
高分子素材については、酸素存在下において、以下のメカニズムにより紫外線、熱等のエネルギーがきっかけとなり酸化劣化するという問題があることが知られている。まず高分子化合物がUV照射などの高エネルギーに暴露されると、高分子中にラジカルが発生する。するとそれが起点となって、新たなラジカルや過酸化物が発生する。一般に過酸化物は不安定なため、熱や光で容易に分解し、さらに新たなラジカルを作り出す。このように、一度酸化が始まると、次々と連鎖的に酸化が起きるため高分子素材が劣化し機能低下をもたらされる。 このようなメカニズムによって生じる酸化を防止するためには、(1)発生したラジカルを無効化する方法、(2)発生した過酸化物を無害な物質に分解し、新たなラジカルが発生しないようにする方法、が考えられる。そこで、高分子素材用の酸化防止剤としては、上記方法(1)により酸化を防止するためにラジカル補足能を有するもの(ラジカル補足剤)を用いることが考えられ、上記方法(2)により酸化を防止するために過酸化物分解能を有するもの(過酸化物分解剤)を用いることが考えられる。本発明では酸化防止剤としてラジカル補足能を有する、過酸化物分解能を有するもののいずれを用いてもよいが、ラジカル補足能を有する化合物を酸化防止剤として用いることが好ましい。フォトクロミック化合物は太陽光からの紫外線を吸収し、分子構造が変化することで着色し、熱や可視光線を吸収することで元の状態に戻る。この変化の経路において酸素存在下では酸素へのエネルギー移動を生じ、酸化力の強い酸素ラジカルが発生する。そこで、ラジカル補足能を有する化合物によってこの酸素ラジカルを補足することで、フォトクロミック膜における酸化を有効に防止することができる。またラジカル補足剤添加によりラジカル重合の進行を抑制できるため、柔軟なフォトクロミック膜を形成するためにもラジカル補足剤添加は有効である。
【0077】
以上の観点から好ましい添加剤としては、ヒンダートアミン化合物およびヒンダートフェノール化合物が挙げられる。上記化合物はラジカル補足能を発揮し得るため、柔軟なフォトクロミック膜の形成に寄与することができるとともに、得られたフォトクロミック膜の酸化を防止し耐久性を向上することができる。更に、前記化合物の添加により、硬化させる際のフォトクロミック色素の劣化を防止することもできる。ヒンダードアミン化合物およびヒンダートフェノール化合物としては、公知の化合物を何ら制限なく用いることができる。その添加量は、前記重合性成分100質量部に対し、例えば0.001〜20質量部の範囲であり、0.1〜10質量部の範囲が好ましく、より好適には、1〜5質量部の範囲である。
【0078】
なお、前述のラジカル補足能を有する化合物等の各種添加剤は、フォトクロミック液に添加することができるが、フォトクロミック膜形成後に含浸処理等によって添加することも可能である。この場合、ラジカル補足能を有する化合物については、物体側表面から含浸させることが好ましい。
【0079】
また、フォトクロミック液においては、成膜時の均一性を向上させるために、界面活性剤、レベリング剤等を含有させることが好ましく、特にレベリング性を有するシリコーン系・フッ素系レベリング剤を添加することが好ましい。その添加量としては、特に限定されないが、フォトクロミック液全量に対し、通常0.01〜1.0質量%であり、0.05〜0.5質量%の範囲が好ましい。
【0080】
本発明においては、フォトクロミック液に密着性を向上させるために通常添加される各種成分(カップリング剤等の密着剤、またはカップリング剤の重合触媒)を何ら制限なく添加することできる。
【0081】
本発明において、フォトクロミック液の調製方法は特に限定されず、所定量の各成分を秤取り混合することにより行うことができる。なお、各成分の添加順序は特に限定されず全ての成分を同時に添加してもよいし、モノマー成分のみを予め混合し、重合させる直前にフォトクロミック色素や他の添加剤を添加・混合してもよい。
前記フォトクロミック液は、25℃での粘度が20〜500cpsであることが好ましく、50〜300cpsであることがより好ましく、60〜200cpsであることが特に好ましい。この粘度範囲とすることにより、フォトクロミック液の塗布が容易となり、所望の厚さのフォトクロミック膜を容易に得ることができる。
【0082】
上記フォトクロミック液を樹脂層上に塗布した後、フォトクロミック液に含まれる重合性成分の種類に応じた硬化処理を施すことにより、フォトクロミック膜を形成することができる。前記硬化処理は、公知の方法で行うことができる。フォトクロミック膜の厚さは、10μm以上であることが好ましく、20〜60μmであることが更に好ましい。
【実施例】
【0083】
以下に、実施例により本発明を更に説明する。但し、本発明は実施例に示す態様に限定されるものではない。
【0084】
[参考例]
塗布条件の設定
プラスチックレンズ基材として、メニスカス形状のポリチオウレタン(HOYA(株)製 商品名EYAS、中心肉厚2.0mm厚、直径75mm、凸面の表面カーブ(平均値)約+0.8)、プライマー液として水系ポリウレタン樹脂液(ポリカーボネートポリオール系ポリウレタンエマルジョン、粘度100CPS、固形分濃度38質量%)を使用しプライマー層を形成するための塗布条件を以下の方法により決定した。塗布ノズルとしてはφ0.2mmのものを使用し、吐出速度0.11g/sec(3360mm/sec)とすることとした。また、上記レンズ基材は、10質量%水酸化ナトリウム水溶液に5〜6分間浸漬することでアルカリ処理を施した後、80℃の温風で乾燥させた。乾燥後のレンズ凸面に対する上記水系ポリウレタン樹脂液の接触角を測定したところ、54°であった。上記接触角は、レンズ基材表面に3μlの塗布液を上方から滴下し着滴後10秒後に測定した接触角であり、同一レンズ基材2枚についてレンズ基材1枚あたり4箇所測定した値(合計8回測定)の平均値(測定雰囲気:温度23.4℃、湿度38%)である。
【0085】
(a)ディスペンス限界周速の決定
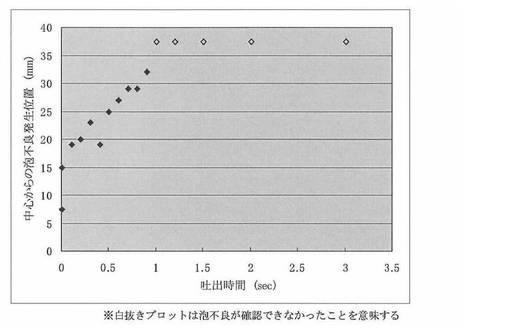
上記乾燥後のレンズ基材を凸面を鉛直上方に向けてスピンコーター上に載置し、200〜1200rpmの範囲で回転数を変化させてレンズを回転させた。上記回転中のレンズ凸面上に、前記水系ポリウレタン樹脂液を塗布ノズルから吐出し、レンズ凸面周縁部から中心部に向かって螺旋状の塗布軌跡が描かれるように樹脂液を流下させた。風乾後に塗布線幅を顕微鏡により測定した。レンズ周速と塗布線幅との関係を図4に示す。ここでは、レンズ凸面とノズル先端との距離の影響を確認するため、該距離を6mm、12mm、18mmに変化させてデータを収集した。
図4に示すように、レンズ周速2000mm/sec程度までであれば塗布線幅を測定することができたが、より高速側ではレンズ表面で液が弾かれてしまったため、レンズ凸面上に樹脂液をディスペンスできなかった。この結果から、ディスペンス限界周速を2000mm/secと決定した。また、図4の結果から、レンズ凸面とノズル先端との距離は塗布線幅に大きな影響を及ぼさないことが確認できる。
【0086】
(b)各半径での回転数の決定
上記(a)で決定したディスペンス限界周速から、前述の式(1)により各半径での回転数を決定した。
【0087】
(c)各半径における周速の算出
上記(b)で決定した回転数から、前述の式(2)により各半径でのレンズ周速を算出した。
【0088】
(d)螺旋ピッチの決定
図4に示すグラフから上記(c)で算出したレンズ周速での塗布線幅を読み取った。読み取り値に安全率(60%)をかけて算出された値を螺旋ピッチとした。
【0089】
(e)水平方向でのノズル移動速度の決定
上記(b)で求めた回転数と上記(d)で求めた螺旋ピッチから、各半径でのノズル移動速度(水平方向)を決定した。なお、鉛直方向のノズル位置を変えて塗布線幅に対するノズル先端とレンズ凸面との距離の影響を確認したところ、ノズル先端とレンズ凸面との距離は塗布線幅に大きな影響を及ぼさなかったため、鉛直方向でのノズル位置は一定とし、水平方向にのみ移動させることとした。
上記(a)〜(e)によって決定された塗布条件を下記表1に示す。
【0090】
【表1】
【0091】
[実施例1]
(1)吐出工程
上記表1に示す塗布条件にて、前記ポリウレタン樹脂液を、前記レンズ基材凸面に、凸面周縁部から中心部に向かって螺旋状の塗布軌跡を描きながら塗布した。塗布後のレンズ凸面を目視で観察したところ、隣り合う塗布軌跡が重なり合い、螺旋ピッチ間に隙間なく塗布されたことが確認できた。
【0092】
(2)追加吐出工程
吐出工程後、ノズルを同位置に維持した状態で引き続きノズル先端から塗布液を吐出し、レンズ基材表面の中心部に塗布液を流下させた(吐出速度0.11g/秒(3360mm/sec)、吐出時間:1.5秒)。追加吐出工程でのレンズ回転数は800rpmとした。追加吐出工程における全吐出量は、吐出工程における全吐出量の13.7質量%であった。
【0093】
(3)第一回転工程
(i)予備実験
予備実験として、上記と同様の方法で吐出工程および追加吐出工程を行った後、回転数を変更し、レンズ基材凸面上に塗布した塗布液の表面が乾燥するまでに要する時間を測定した。塗布液表面が乾燥したことは目視により確認した。この予備実験の結果から第一回転工程を回転数1200rpmで36秒間以上行うと、塗布液表面の乾燥状態が均一になる(最表面が乾燥する)ことを確認した。そこで本実施例では第一回転工程を、回転数1200rpmで72秒間行うこととした。
(ii)第一回転工程の実施
前記追加吐出工程後のレンズ基材を、引き続きスピンコーター上で、回転数1200rpmで72秒間回転させた。
【0094】
(4)第二回転工程
上記第一回転工程に引き続きレンズ基材の回転数を4000rpmまで上げ、該回転数で0.5秒間回転を続けた。
【0095】
実施例1で得られたプラスチックレンズを以下の方法により評価した。
(a)泡不良の有無
形成した樹脂層中に泡不良が確認されるか否かを目視により観察したところ、泡不良は観察されなかった。
(b)塗布痕の有無
形成した樹脂層中に塗布痕が確認されるか否かを目視により観察したところ、塗布痕は観察されなかった。
(c)膜厚差測定
形成した樹脂層の厚さを、光学式膜厚測定装置により、中心部(レンズの幾何学中心近傍)と周縁部(レンズの外周端部から10mm程度内方)において測定したところ、膜厚差は0.2μm以下であった。この結果から、実施例1により塗布むらがなく均一な樹脂層を形成できたことが確認された。
【0096】
なお、第一回転工程を、回転数1200rpmで24秒間、27秒間、または30秒間行った以外は実施例1と同様の方法で作製したプラスチックレンズでは、上記(a)、(c)の評価結果は実施例1と同様であったが上記(b)の評価により螺旋状の凹凸が観察された。したがってより高品質なレンズを得るためには、第一回転工程において塗布層の最表面が乾燥した後に第二工程を実施することが好ましい。
【0097】
[実施例2〜4]
実施例1の方法に準じて下記表2に示す半径の被塗布面を有するレンズ基材を使用し、吐出工程における全吐出量に対する追加吐出工程における全吐出量の割合が下記表2に示す値となるように追加吐出工程を行い、レンズ基材上に樹脂層を有するプラスチックレンズを得た。得られたプラスチックレンズについて実施例1と同様の評価を行い、実施例1と同様に高品質なプラスチックレンズが得られたことを確認した。
【0098】
【表2】
【0099】
[実施例6]
実施例1で得たプラスチックレンズの樹脂層上に、以下の方法でフォトクロミック膜を形成した。
(i)フォトクロミックコーティング液の調製
プラスチック製容器にトリメチロールプロパントリメタクリレート20質量部、BPEオリゴマー(2,2−ビス(4−メタクリロイルオキシポリエトキシフェニル)プロパン)35質量部、EB6A(ポリエステルオリゴマーヘキサアクリレート)10質量部、平均分子量532のポリエチレングリコールジアクリレート10質量部、グリシジルメタクリレート10質量部からなるラジカル重合性単量体100質量部に、フォトクロミック色素として下記クロメン1を3質量部、光安定化剤LS765(ビス(1,2,2,6,6−ペンタメチル−4−ピペリジル)セバケート、メチル(1,2,2,6,6−ペンタメチル−4−ピペリジル)セバケート)を5質量部、ヒンダードフェノール系酸化防止剤を5質量部、紫外線重合開始剤としてCGI−1870(チバセペシャリティケミカルズ製)0.8質量部を添加して十分に攪拌混合を行った組成物に、γ−メタクリロイルオキシプロピルトリメトキシシランを攪拌しながら滴下した。その後、さらにシリコーン系レベリング剤(ポリオキシアルキレン・ジメチルポリシロキサン コポリマー)を0.1質量部添加混合した後、自転公転方式攪拌脱泡装置にて2分間脱泡することで、フォトクロミック性を有する硬化性組成物を得た。
【0100】
【化2】
【0101】
(ii)フォトクロミック膜の形成
前記樹脂層上に、(i)で調製された硬化性組成物をスピンコート法でコーティングした。スピンコートは、特開2005−218994号公報記載の方法で行った。その後、このレンズを窒素雰囲気中(酸素濃度500ppm以下)にて、UVランプ(Dバルブ)波長405nmの紫外線積算光量で1800mJ/cm2(100mW/cm2、3分)照射し、さらに、100℃、60分間硬化を行い、フォトクロミック被膜層を有するプラスチックレンズレンズを得た。
クロスハッチ試験によりレンズ基材とフォトクロミック膜との密着性を評価したところ、100/100で良好な結果が得られた。
【0102】
[実施例7]
追加吐出工程の吐出量決定
追加吐出工程における吐出時間を変更した以外は実施例1と同様の方法によりレンズ基材上に樹脂層を形成した。形成された樹脂層をレーザー顕微鏡により観察し、レンズ幾何中心から泡不良発生位置までの距離を測定した。結果を図4に示す。
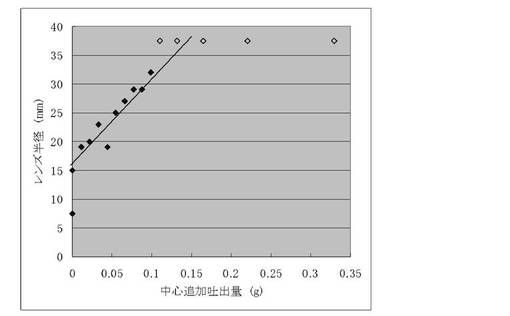
図4に示すように、レンズ基材の被塗布面半径が37.5mmの場合、吐出時間1秒以上(追加吐出工程における全吐出量0.11g以上)であれば中心部で発生した泡をレンズ外へ排出することができた。また、図4に示すグラフから、例えばレンズ基材表面の直径が25mmの場合は0.5秒以上追加吐出工程を行えば中心部の泡をレンズ外に排出できると判断することができる。そこで、図4に示す結果を縦軸をレンズ半径(レンズ基材表面の半径)、横軸を追加吐出工程における全吐出量(以下、「中心追加吐出量」ともいう)としたグラフに書き換えた。このグラフを図5に示す。追加吐出工程における全吐出量L(g)とレンズ基材表面の半径D(mm)とすると、図5中の直線は、最小二乗法により各データの変化を一次関数で近似して得られた直線であり、L=(D−16)×1.5×0.11/(40−16)、を示す直線となる。この直線から、LとDとの関係が下記式(a)を満たすように追加吐出工程の吐出量を制御すれば泡不良を効率的に防止することができると言える。
L>(D−16)×1.5×0.11/(40−16)…(a)
【0103】
上記式(a)の右式をDを含む項とDを含まない項毎にまとめると式(a)’となる
(1.5×0.11/(40−16))D−(16×1.5×0.11/(40−16))…(a)’
ここでk=(1.5×0.11/(40−16))、C=−(16×1.5×0.11/(40−16))とすると下記式(A)を得ることができる。
L>kD+C …(A)
上記式(A)において、kおよびCは、塗布液および基材の素材、表面性状により異なる固有値であり、使用する塗布液と基材との組み合わせが決定すれば実験的に求めることができる定数である。実施例3におけるkおよびCは上記の通り、k=0.006875、C=-0.11となる。
このようにCおよびkは、例えば以下の方法により実験的に求めることができる。
(1)レンズ半径と中心吐出量の関係を測定(図5参照)
(2)最小二乗法により各データの変化を1次関数で近似
(3)近似した1次関数の勾配の逆数をk、中心追加吐出量との交点(切片)をCとして特定し式(A)に代入
通常塗布面への塗布量は面積に対応し、例えばπ×(半径)2の如く2次関数的に制御することが一般的である。これに対し、本発明においては上記の通り、半径の1乗(1次関数的)に対応して塗布量の制御を行うことが好ましい。即ち、本発明ではレンズ基材表面の半径をパラメータとして含む一次関数、好ましくは上記式(A)、によって追加吐出工程における吐出量を制御することが好ましい。
【0104】
本発明では、追加吐出工程において吐出速度を減少させることも好適である。例えば初期の吐出量0.11g/secから1秒あたり0.055g/secの割合で吐出量を減少させ2秒後に吐出量を0とするように上記実施例を改変することができる。吐出量の減少割合は1秒あたり0.01〜0.1g/sec程度とすることが好ましい。このように吐出量を徐々に減少することによりレンズ基材表面の中心部上での塗布液の乱流発生を低減することができる。乱流発生により形成される樹脂層の均一性が低下する可能性がある場合は、上記のように吐出速度を徐々に減少させることが好ましい。
【産業上の利用可能性】
【0105】
本発明の製造方法は、フォトクロミック膜等の機能性膜を有する眼鏡レンズの製造方法として好適である。
【図面の簡単な説明】
【0106】
【図1】螺旋状の塗布軌跡の概略図を示す。
【図2】図1に示す塗布軌跡の一部拡大模式図を示す。
【図3】水系塗布液の塗布に使用可能な塗布装置の一例を示す。
【図4】実施例7におけるレンズ幾何中心から泡不良発生位置までの距離を示す。
【図5】図4に示す結果をレンズ基材半径と追加吐出工程における全吐出量との関係として示す。
【技術分野】
【0001】
本発明は、樹脂層付きレンズの製造方法に関する。より詳しくは、水系ポリマー溶液をレンズ上に塗布および乾燥することにより、外観不良がなく光学的特性に優れた樹脂層を有するレンズを提供することができるプラスチックレンズの製造方法に関する。
【背景技術】
【0002】
眼鏡レンズ等のレンズに各種機能を付与するため、レンズ上に塗布膜を形成することが行われている。塗布膜の形成方法としては、ディップ法およびスピンコート法が広く用いられているが、均一な膜厚の塗布膜を形成するためには、一般にスピンコート法が有利であることが知られている(例えば特許文献1参照)。
【0003】
一般的なスピンコート法では、回転するレンズ表面中心部に塗布液を滴下し、滴下された塗布液を遠心力を利用してレンズ塗布面の全面に広げる。しかし、塗布液の粘度が高くなると、遠心力によって塗布液を十分に広げることが困難となる。そこで本願出願人は、高粘度な塗布液をスピンコート法により均一に塗布するために、塗布液を吐出するノズルの位置および移動軌跡を、レンズ等の被塗布体の形状データに基づき決定することを提案した(特許文献2参照)。この方法は、調光性能を有する塗布液のように粘度が高い塗布液を被塗布体上に厚く塗布する方法として好適である。
【特許文献1】特開平5−19103号公報
【特許文献2】特開2005−218994号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
上記特許文献1および2に記載の方法は、加熱やUV照射等により重合硬化するモノマー溶液のような非水系の塗布液を主なターゲットとしている。これに対し、本発明者らは、プラスチックレンズ上に、ポリマー化された水分散の塗布液を塗布した後、水分を飛ばすことによって塗布膜を形成する方法としてスピンコート法を採用することを考えた。上記塗布液は、加熱工程を行うことなく成膜可能である、溶剤フリー化が可能である、といった利点がある。しかし本発明者らの検討の結果、上記水系塗布液を用いてスピンコート法により塗布層を形成するためには、以下の課題があることが判明した。
スピンコート中、レンズ表面に滴下された水系塗布液は遠心力により水系溶媒が除去される(飛ばされる)ことによって固化が進行する。レンズ表面上では、遠心力による塗布液の拡散と固化が同時に進行するため、通常のスピンコート法のようにレンズ中心部に塗布液を滴下し、回転による遠心力によって表面全体に広げる方法では、固化後の塗布膜表面に塗布液が拡散した軌跡が残り、表面平滑性が低下する。そこで、特許文献2に記載されているようにレンズ表面に螺旋状に塗布液を塗布することが考えられる。しかし、特許文献2に記載の塗布液のように塗布後に重合硬化する塗布液であれば、螺旋状の塗布軌跡は、レベリング効果によって解消することができるのに対し、上記水系塗布液は塗布中に固化が進行するため、形成される塗布膜に塗布軌跡に対応した凹凸が残ることがあることが判明した。
【0005】
この対策として、プラスチックレンズ表面上に水系塗布液を螺旋状に塗布した後、塗布液が未乾燥の状態でレンズを回転させることが考えられる。これにより、未乾燥状態の塗布液を遠心力により移動させ凹凸間の高低差を埋める(平滑化する)ことができる。しかし、本発明者らの検討の結果、上記塗布方法では、レンズ中心から所定距離離れた位置に流星状に尾を引いた凹みが発生し、外観不良および光学的特性低下の原因となることが判明した。
【0006】
そこで本発明の目的は、プラスチックレンズ表面にスピンコート法によって水系塗布液を塗布し、光学特性に優れた塗布膜を有する高品質なプラスチックレンズを製造するための手段を提供することにある。
【課題を解決するための手段】
【0007】
本発明者らは、上記目的を達成するために凹み発生原因について鋭意検討を重ね、以下の知見を得た。
上記凹みを微分干渉顕微鏡で観察したところ、核のような部分が観察された。これが塗布液の流れを遮ってレンズ中心部から外方に向かって移動した結果、上記凹みが形成されたものと推察される。しかし、この核部分の断面形状をレーザー顕微鏡で確認したところ、起因物質は観察されなかったため異物ではなく泡が発生原因と判断した。その上で本発明者らは、上記凹みは、レンズ1枚あたり1個、中心から所定距離離れたほぼ定位置(例えば直径40mmのレンズでは中心から15mm程度の位置)に発生するという傾向から、上記凹み(以下、泡不良ともいう)の発生メカニズムを以下のように推定した。
(1) 何らかの原因で塗布層に空気が巻き込まれることによりレンズ中心部で発生した泡は、レンズの回転による遠心力により中心部から外方へ移動する。しかし水系塗布液は、遠心力によって溶媒が飛ばされることにより流動性が低下するため、泡はある位置にくるとそれ以上動けなくなりその場に留まる。
(2) そして、上記のように泡がある位置に留まった後も塗布液は泡の周りを流れていくため、結果的に流星状の尾を引いた凹みが形成される。
そこで本発明者らは、上記推定メカニズムに基づき更に検討を重ねた結果、スピンコート後もレンズ表面中心部への塗布液の供給を継続することにより、中心部で発生した泡が遠心力によりレンズ外へ排出されるまで塗布層を未乾燥状態に維持することができ、これにより上記凹みの発生を防止できることを見出した。
本発明は、以上の知見に基づき完成された。
【0008】
即ち、本発明により、
[1]プラスチックレンズ基材表面上に樹脂成分および水系溶媒を含有する水系塗布液を塗布し、該塗布液を乾燥させることにより樹脂層を形成することを含むプラスチックレンズの製造方法であって、
前記表面を上方に向けた状態でプラスチックレンズ基材を回転させながら、前記塗布液を先端から吐出するノズルを、上記表面の周縁部上方から中心部上方まで移動させる吐出工程と、
プラスチックレンズ表面中心部上方まで移動したノズル先端から前記塗布液を更に吐出する追加吐出工程と、
前記追加吐出工程後のプラスチックレンズ基材を、前記表面を上方に向けた状態で回転させる回転工程と、
を含むことを特徴とするプラスチックレンズの製造方法
が提供される。
【0009】
本発明の好ましい態様は、以下の通りである。
[2]追加吐出工程における全吐出量は、吐出工程における全吐出量に対して10〜25質量%の量である[1]に記載のプラスチックレンズの製造方法。
[3]前記塗布液の被塗布面に対する接触角は50°以上80°未満である[1]または[2]に記載のプラスチックレンズの製造方法。
[4]追加吐出工程における吐出量を、前記表面の半径に基づき制御する[1]〜[3]のいずれかに記載のプラスチックレンズの製造方法。
[5]前記追加吐出工程における吐出量を、前記表面の半径をパラメータとして含む一次関数によって制御する[4]に記載のプラスチックレンズの製造方法。
[6]追加吐出工程における全吐出量L(g)と前記表面の半径D(mm)とは、下記式(A)の関係を満たす[5]に記載のプラスチックレンズの製造方法。
L>kD+C …(A)
(式(A)中、kおよびCは、それぞれ独立に、プラスチックレンズ基材と水系塗布液との組み合わせに固有の定数である。)
[7]前記吐出工程において前記塗布液の吐出速度を一定に維持し、かつ該吐出速度において前記追加吐出工程を開始する[1]〜[6]のいずれかに記載のプラスチックレンズの製造方法。
[8]前記追加吐出工程を、吐出工程に引き続き連続して行う[1]〜[7]のいずれかに記載のプラスチックレンズの製造方法。
[9]前記追加吐出工程は、プラスチックレンズ基材表面中心部上方でノズルを振動させながら吐出を行う期間を含む[1]〜[8]のいずれかに記載のプラスチックレンズの製造方法。
[10]前記追加吐出工程は、吐出速度を減少させる期間を含む[1]〜[9]のいずれかに記載のプラスチックレンズの製造方法。
[11]前記プラスチックレンズ基材はポリチオール化合物を含み、前記樹脂層はウレタン系樹脂を含む[1]〜[10]のいずれかに記載のプラスチックレンズの製造方法。
[12]前記プラスチックレンズは眼鏡レンズである[1]〜[11]のいずれかに記載のプラスチックレンズの製造方法。
[13]前記プラスチックレンズ基材表面は鏡面である[1]〜[12]のいずれかに記載のプラスチックレンズの製造方法。
[14]前記樹脂層上に塗布膜を形成することを更に含む[1]〜[13]のいずれかに記載のプラスチックレンズの製造方法。
[15]前記樹脂層は、接着層である[1]〜[14]のいずれかに記載のプラスチックレンズの製造方法。
[16]前記塗布膜は、フォトクロミック膜である[14]または[15]に記載のプラスチックレンズの製造方法。
【発明の効果】
【0010】
本発明によれば、外観不良のない高品質なプラスチックレンズを提供することができる。
【発明を実施するための最良の形態】
【0011】
本発明は、プラスチックレンズ基材表面上に樹脂成分および水系溶媒を含有する水系塗布液を塗布し、該塗布液を乾燥させることにより樹脂層を形成することを含むプラスチックレンズの製造方法に関する。本発明のプラスチックレンズの製造方法は、以下の工程を含む。
(1)前記表面を上方に向けた状態でプラスチックレンズ基材を回転させながら、前記塗布液を先端から吐出するノズルを、上記表面の周縁部上方から中心部上方まで移動させる吐出工程;
(2)プラスチックレンズ表面中心部上方まで移動したノズル先端から前記塗布液を更に吐出する追加吐出工程;
(3)前記追加吐出工程後のプラスチックレンズ基材を、前記表面を上方に向けた状態で回転させる回転工程。
本発明のプラスチックレンズの製造方法は、吐出工程と回転工程との間に追加吐出工程を含むことにより、回転工程における塗布層の乾燥時間を遅らせ中心部で発生した泡をレンズ外に排出し、泡不良のない高品質なプラスチックレンズを提供することができる。
以下、本発明のプラスチックレンズの製造方法について更に詳細に説明する。
【0012】
吐出工程
本工程においてプラスチックレンズ表面上に塗布される塗布液は、樹脂成分および水系溶媒を含有する水系塗布液であり、溶媒が除去され固化が進行することにより、樹脂層を形成することができる。なお、本発明において「樹脂層」とは、樹脂成分を含む層であり、例えば5質量%以上を樹脂成分が占めるとする層をいい、「樹脂成分」とは加熱や紫外線照射等により重合する重合性成分を含まないものとする。また、本発明における「水系塗布液」は、含有される水系溶媒が除去されることにより固化する性質を有するものである。
【0013】
前記水系塗布液は、被塗布面を上方に向けた状態で回転するプラスチックレンズ基材の上方に位置するノズル先端から吐出される。ここで被塗布面とは、プラスチックレンズ基材表面またはプラスチックレンズ基材表面上に設けられた層の表面である。被塗布面の面形状は凸面であっても凹面であってもよいが、凸面が好適である。凸面であれば周縁部に液溜まりが生じにくく均一な膜厚の樹脂層を形成できるため好ましい。
【0014】
先端から塗布液を吐出するノズルをプラスチックレンズ基材表面の周縁部上方から中心部上方まで移動させることにより、プラスチックレンズ基材表面上に螺旋状に塗布軌跡を描くように塗布液を塗布することができる。図1に、螺旋状の塗布軌跡の概略図を示す。このようにレンズ表面上に外側から内側へ向かって塗布液を塗布することにより、先に塗布され固化が進行しているレンズ表面周縁部上の塗布液が壁の役割を果たし、その後の回転工程において遠心力により拡散する液が、周縁部外へ飛び散ることを防ぐことができる。これにより、回転工程においてレンズ表面上で液を平均的に拡散させ、膜厚の均一化および表面平滑化を図ることができる。なお、プラスチックレンズ基材表面の周縁部とは、例えばレンズの外周端部から10mm程度内方へ至る領域内に含まれるが、特に限定されるものではない。また、プラスチックレンズ基材表面の中心部とは、例えばプラスチックレンズ基材の幾何学中心または光学中心もしくは該中心近傍である。
【0015】
プラスチックレンズ基材は、例えば被塗布面を鉛直上方に向けた状態でスピンコーターに配置し回転させることができる。以下、被塗布面を鉛直上方に向け塗布を行う態様について説明するが、回転軸が鉛直上方に対し傾斜した状態でレンズを回転させることも可能である。ただし遠心力を均一に加えるためには鉛直上方に向け塗布を行うことが好ましい。
【0016】
前記螺旋状の塗布軌跡は、隣り合う塗布軌跡間に隙間があるように描いてもよいが、レンズ半径方向において隣り合う塗布軌跡が接触または重なり合うように描くことが好ましい。図2に、レンズ半径方向において隣り合う塗布軌跡が接触または重なり合うように描かれた塗布軌跡の一部拡大模式図を示す。以下に、この点についてより詳細に説明する。
本発明において使用される塗布液は水系塗布液であり、溶媒が除去されることにより固化が進行する。レンズ表面上の周縁部から中心部に向かって塗布を行う場合、外側に塗布された塗布液ほど、常に空気との相対速度が大きく揮発性成分が気化しやすい状態にある。そのため、特に周縁部に塗布された塗布液は、吐出工程が完了する前に固化が完了するか、または固化に至らないまでも流動性をほぼ失っている場合がある。このような状態では、追加吐出工程により塗布液を更に供給したとしても中心部で発生した泡をレンズ外へ排出することは困難である。そこで、このような場合には、螺旋状の塗布軌跡を、隣り合う塗布軌跡が接するか重なり合うように塗布することで、先に塗布された周縁部表層にも常に乾燥していない新液が供給される状態となるため、固化を抑制することができる。これにより、その後行われる追加吐出工程において泡不良を効果的に防止することができる。また、塗布液とレンズ表面との濡れ性が低い場合、隣り合う軌跡間に隙間が存在すると塗布むらが発生し均一な樹脂層を形成することが困難な場合がある。このような場合、螺旋状の塗布軌跡を隙間なく形成することにより、塗布むらのない均一な樹脂層を形成することができる。通常、水系ポリマーの塗布では、レベリング剤(界面活性剤)を添加することにより塗布液の濡れ性を向上し、塗布を容易にしている。これに対し、水系塗布液を前述のように螺旋状に隙間なく塗布することにより、レベリング剤を加えた水系塗布液のみならずレベリング剤を含まない水系塗布液であっても、プラスチックレンズ上に均一に塗布することができる。水系ポリマーの種類によっては、ポリマーのイオン特性に応じて適切なレベリング剤を選択しなければ液安定性が低下することがある。よって、レベリング剤なしでも塗布を容易に行い得ることは、このような系において大きな利点となる。
【0017】
以下に、図面を参照し、吐出工程の具体的態様を説明する。但し、本発明は下記態様に限定されるものではない。
【0018】
図3に、吐出工程および後述の追加吐出工程に使用可能な塗布装置の一例を示す。図3に示す装置は、塗布液を供給するディスペンスシステムと、レンズを凸面を鉛直上方に向けて回転させるスピンコーターを含む。ディスペンスシステムは、ディスペンスコントローラー、シリンジ、およびノズルで構成されている。ディスペンスコントローラーは、吐出量によってノズル先端からの塗布液の流下速度を制御することができる。シリンジは、水平方向(X軸方向)およびZ軸方向(鉛直方向)に移動可能である。例えばX軸方向において、レンズの一定半径毎に変速移動が可能である。スピンコーターは、図示しない制御部により制御され、シリンジ水平方向の位置と同期し回転数を変えることができる。
【0019】
前記塗布液を吐出するノズルを、回転するレンズ基材凸面上方で、塗布開始位置から終了位置に向かって、レンズ基材凸面周縁部上方から中心部上方に向かって、水平方向(図3中のX軸方向)に移動させることにより、レンズ基材凸面上に螺旋状の塗布軌跡を描くことができる。この螺旋状の塗布軌跡は、図2右図に示すように、レンズ基材半径方向において隣り合う塗布軌跡が接触または重なり合うように形成することが好ましい。即ち、「塗布ピッチP≦塗布線幅W」となるように塗布を行うことが好ましい。このように隙間なく塗布が行われたことは、目視で容易に判定することができる。隣り合う塗布軌跡が重複する領域の広さは特に限定されるものではない。ただし、重複する領域が塗布線幅の大部分を占めるようになると塗布効率の点で好ましくないため、効率的な塗布を行うことができるように塗布条件を決定すべきである。
【0020】
上記のように隣り合う塗布軌跡が接触または重なり合うように塗布軌跡を描くためには、塗布線幅を制御することが好ましい。塗布線幅は主にレンズ基材の回転速度によって変化し、ノズル先端からの塗布液の流下速度が一定であるとすると、レンズ基材の回転速度が速いほど塗布線幅は細く、遅くなるにしたがい太くなる。本発明者らの検討によれば、レンズ基材表面とノズル先端との距離を変えても塗布線幅はほぼ一定であった。従って、塗布時にはレンズ基材凸面上でノズルを水平方向(図3に示すX軸方向)で移動させればよく、鉛直方向(図3に示すY軸方向)の位置は制御せず、例えばノズルを鉛直方向では固定し実質的に移動させることなく塗布を行ってもよい。レンズの表面形状が変わればノズル先端との位置が変化するため、レンズ表面形状に応じてノズル移動位置を制御する塗布方法では、レンズ形状毎にノズルの移動位置を決定しなければならない。これに対し、ノズルの鉛直方向の位置を制御する必要がなければ、レンズ表面形状によらずノズルの移動位置を決定できるため、表面形状の異なる複数種のレンズを効率的に生産することができる。
【0021】
先端から塗布液を吐出するノズルを、レンズ基材凸面周縁部上方から中心部上方に向かって移動させて塗布を行う際、塗布液の吐出速度、レンズ基材の回転速度、およびノズルの移動速度がすべて一定である場合、流下位置が中心に近づくほどレンズ基材の相対速度は遅くなるため、単位面積あたりに塗布される塗布液量は多くなる。本発明では、後述する回転工程により塗布膜厚の均一化を図ることにより、中心部にいくほど多量の塗布液が塗布されたとしても膜厚を均一にすることができる。しかし、多量の塗布液を塗布することはコスト面で好ましくない。そこで本発明では、前記塗布液のレンズ基材凸面上における単位面積あたりの塗布量が略平均化されるように、前記塗布液のノズル先端からの吐出量、前記ノズルの移動速度および前記レンズの回転速度からなる群から選ばれる少なくとも1つを制御することが好ましい。これにより、塗布液の使用量を適量とすることができる。更に、中心部は周縁部に比べて遠心力が小さいため、特に、粘度が高い塗布液では、周縁部に対して中心部の膜厚が大きくなりやすい。これに対し、上記のように塗布量を制御すれば、中心部が過度に厚くなることを防ぐことができる。この点は、均一な膜厚の樹脂層を形成する上できわめて有利である。
【0022】
本発明では、各塗布条件において塗布線幅を測定し、レンズ基材回転数、ノズル移動速度等の塗布条件を予めデータベース化しておくことが好ましい。このデータベースを使用することにより、レンズ形状によらず塗布条件を決定することができる。
【0023】
レンズ基材の回転が速くノズルとレンズ基材との相対速度(周速ともいう)が過度に大きくなると、ノズル先端から流下する塗布液がレンズ基材表面で弾かれてしまい塗布液をレンズ上に載せること(ディスペンス)自体が困難となる場合がある。よって、レンズ基材の回転速度は、ディスペンス可能な限界周速を超えないように設定することが好ましい。ディスペンス可能な限界周速は、予備実験により実験的に求めることができる。通常、良好なディスペンスを行うためには、レンズ基材とノズルとの相対速度(周速)を、400〜3000mm/secの範囲内とすることが好ましい。そしてレンズ基材の回転数は、限界周速を超えないように決定すべきであり、例えば100〜1000rpm程度とすることができる。
【0024】
吐出工程においてレンズ基材の回転数によって塗布量の平均化を図る場合は、レンズ基材の回転数を増加させればよい。レンズ基材の回転数の増加は連続的に行ってもよく、段階的に行ってもよい。ノズルを所定半径毎に段階的に移動させるのであれば、ノズルの移動とともにレンズ基材の回転数を変化させ、段階的にレンズ基材の回転数を上げることが効果的である。
【0025】
吐出工程においてノズルの移動速度によって塗布量の平均化を図るのであれば、ノズルの移動速度を増加させればよい。ノズル移動速度は、連続的に増加させてもよく、段階的に増加させてもよいが、確実な制御のためには、所定半径毎に段階的にノズル移動速度を増加させることが好ましい。ただし、ノズルの移動速度が過度に速いと、前述のようにノズルとレンズ基材との相対速度が過度に大きくなりディスペンス自体が困難となる。よって、ノズルの移動速度は限界周速を超えない範囲でレンズ基材の回転速度を考慮して決定すべきであり、例えば1〜30mm/sec程度とすることができる。
【0026】
吐出工程におけるノズル先端からの塗布液の吐出速度が過度に小さいと、流下した塗布液が回転するレンズ表面に弾かれてしまい、安定なディスペンスが困難となる。安定なディスペンスを行うためには、ノズル先端からの塗布液の吐出速度を200mm/sec以上とすることが好ましい。一方、吐出速度が大きすぎると多量の塗布液が塗布されてしまうため適量塗布のためには吐出速度が過度に速いことは好ましくない。適量塗布のためには、吐出速度を4693mm/sec以下とすることが好ましい。吐出速度は、より好ましくは1000〜4000mm/sec、更に好ましくは2500〜3500mm/secの範囲である。ノズル先端からの塗布液の吐出速度は、吐出ノズルの内径および単位時間あたりの吐出量によって制御することができる。吐出ノズルの内径については、例えばノズル先端の内径がφ0.1〜0.8mm程度であることが好ましい。ノズル径が小さいほど塗布線幅は狭くなる傾向があるため、小径ノズルを使用する場合は隣り合う塗布軌跡が接するか重なるようにノズルの移動速度やレンズの回転数を速くすることが好ましい。吐出量を増やし吐出速度を上げることは経済性の観点からは望ましくないため、ノズル径を細くした上で、流速を確保できるように吐出量を決定することが好ましい。単位時間あたりの吐出量は、例えば0.05〜0.30g/sec程度とすることができる。吐出速度によって塗布量の平均化を図ることもできるが、精度の点では、前述のようにノズルの移動速度および/またはレンズ基材の回転速度によって塗布量の平均化を図ることが好ましい。
【0027】
次に、吐出工程における塗布条件の設定方法を具体的に説明する。ただし、本発明は下記態様に限定されるものではない。
【0028】
(a)ディスペンス限界周速を決定する。
使用するノズルおよび塗布する塗布液を決定した後、それらを使用し実際に回転するレンズ基材凸面上に塗布を行い、ディスペンス限界周速を決定するための予備実験を行い、レンズ基材の周速と塗布線幅との関係を示すグラフを作成する。作成したグラフにおいて塗布線幅が確認できる最大周速をディスペンス限界周速とする。
【0029】
(b)ディスペンス可能な限界周速より、各半径(例えば5mmピッチ)での回転数を決定する。
本工程では、前述のように、レンズ基材の凸面周縁部から中心部へ向かって塗布が進むほど回転数が大きくなるように、限界周速を考慮し、各半径での回転数を決定する。具体的には、下記式(1)に基づき各半径での回転数を決定することができる。実用上、100rpm単位で切り下げてもよい。
レンズ回転数X(rpm)=滴下限界周速V(mm/sec)×60(sec)/(2π×半径R(mm))…
(1)
例えば、滴下限界周速2000mm/secの場合、レンズ基材の凸面中心から半径40mmの位置におけるレンズ基材回転数X40は、
レンズ基材回転数X40(rpm)=2000×60/(2π×40)=477.7(rpm)
と算出される。100rpm単位で切り下げると400rpmと決定される。
【0030】
(c)各半径におけるレンズ回転数から周速を算出する。
上記(b)にて決定されたレンズ回転数から、下記式(2)により各半径におけるレンズ回転数を決定できる。
周速V(mm/sec)=レンズ回転数X(rpm)/60(sec)×(2π×半径R(mm))…(2)
例えば、レンズ凸面中心から半径40mmの位置におけるレンズ回転数X40(400rpm)から、該位置における周速V40(mm/sec)は、
周速V40(mm/sec)=400/60×(2π×40)≒1674.7(mm/sec)
となり、滴下限界周速2000mm/secを超えない値に設定される。
【0031】
(d)周速から螺旋ピッチを決定する。
上記(c)で得られた周速から、上記(a)で得たグラフを使用し塗布線幅を求め、隣り合う螺旋状の塗布軌跡が接するか、または重なるように螺旋ピッチを決定する。ここでは上記(a)のグラフから求めた読取値に安全率を掛けてもよい。
【0032】
(e)ノズル移動速度(水平方向)を決定する。
上記で求めた回転数、螺旋ピッチより各半径でのノズル移動速度(水平方向)を決定する。
【0033】
次いで、好ましくは上記の手順に従い決定された塗布条件に基づき塗布を行った後、追加吐出工程を行う。以上説明した吐出工程は、生産性および塗布液の乾燥時間を考慮すると、ノズルがプラスチックレンズ基材表面の周縁部上方から中心部上方に移動するまでの一連の動作を0.3〜2.2分程度で行うことが好ましい。
次に、追加吐出工程の詳細を説明する。
【0034】
追加吐出工程
追加吐出工程では、前述の吐出工程においてプラスチックレンズ基材表面の中心部上方まで移動したノズルの先端から塗布液を更に吐出させる。これにより、先に説明したように塗布液の乾燥を遅らせることができ、その後の回転工程において、レンズ基材表面上の中心部で発生した泡を遠心力によりレンズ外へ排出させることができる。
【0035】
吐出工程終了後、ノズル先端からの塗布液の吐出を一旦停止することも可能であるが、塗布液の流動性を維持した状態で回転工程を実施する観点からは吐出工程終了後に吐出を停止せず、引き続き連続して追加吐出工程を行うことが好ましい。
【0036】
追加吐出工程では、吐出工程においてプラスチックレンズ基材表面の中心部上方に移動したノズルを、水平方向位置を固定した状態で、または水平方向に振動させながら、該ノズル先端から塗布液を吐出させレンズ基材表面上に塗布液を更に吐出することができる。例えばレンズ基材表面の半径が30〜40mm程度の場合、ノズルの水平方向位置を固定した状態で追加吐出工程を行う際に泡不良を効果的に防止するためにはノズル中心軸とレンズ基材の回転中心との鉛直方向位置の誤差は±0.5mm程度であることが好ましく、±0.1mm以下であることが更に好ましい。しかし一般に、ノズル中心軸と回転中心を常に一致させることは容易ではなく、ノズルと一体となるシリンジを塗布液交換毎に同時に交換する場合は特に困難である。このような場合にはノズルを水平方向に振動させれば、ノズル中心軸がレンズ回転中心上に正確に配置されていなくとも塗布液が中心部を通過することが保証され泡の排除が容易になる。また、上記泡不良は吐出工程終了時にノズル中心軸とレンズ回転中心とが上記の通り一致していないため中心部に塗布ムラがあることが原因となる場合があると考えられる。これに対し、上記のように追加吐出工程においてノズルを水平方向に振動させることによりレンズ基材中心に確実に塗布液を供給することができれば塗布ムラを低減し泡不良を効果的に抑制できると考えられる。上記振動の振幅は、例えば±0.1〜2mm程度、周波数は0.5〜46kHz程度が好適である。上記振動は追加吐出工程初期のみ実施してもよく追加吐出工程中継続してもよい。
【0037】
追加吐出工程ではレンズ基材の回転を停止してもよいが、塗布液全体の流動性を維持するためには中心部に供給された塗布液を全面に広げるためにレンズ基材を回転させることが好ましい。追加吐出工程におけるレンズ基材の回転数は、例えば吐出工程における回転数と同じにすることができるが、吐出工程における回転数を超える回転数とすることも可能である。但し、回転による塗布液の乾燥促進を抑制するためには、後述の回転工程における回転数未満の回転数とすることが好ましい。追加吐出工程においてプラスチックレンズ基材を回転させる態様では、吐出工程において中心部で発生した泡は、追加吐出工程中または後述の回転工程中にレンズ外へ排出されると考えられる。一方、追加吐出工程においてプラスチックレンズ基材を回転させない態様では、後述の回転工程中に吐出工程において中心部で発生した泡をレンズ外へ排出することができる。なお、本発明では泡不良をレンズ外へ排出することは必須ではなく、周縁部に泡不良が残留した場合には後工程で周縁部を除去することも可能である。ただし生産性の点からは上記後工程を行うことなく泡不良のないレンズが得られることが好ましい。
【0038】
追加吐出工程における吐出量は、吐出工程においてレンズ表面上の中心部で発生した泡が遠心力により周縁部に移動するまで(好ましくはレンズ外に排出されるまで)塗布液の流動性を維持できるように設定すればよい。追加吐出工程における全吐出量は、吐出工程における全吐出量に対して10質量%〜25質量%の範囲とすることが好ましい。10質量%以上であれば、泡不良を効果的に防止することができ、25質量%以下であれば追加吐出工程の実施により塗布液の乾燥に過度に時間がかかり作業性が低下することを回避することができる。
【0039】
前述のように、塗布工程において吐出速度によって塗布量の平均化を図ることもできるが、精度の点では、吐出工程における吐出速度は一定に維持しノズルの移動速度および/またはレンズ基材の回転速度によって塗布量の平均化を図ることが好ましい。この場合、吐出工程後に行われる追加吐出工程は、上記吐出速度で吐出を開始することが好ましい。
【0040】
塗布液が塗布される表面が大きいほど、レンズ基材外に排出されるまでに泡が移動する距離は長くなるためより多くの塗布液を追加供給すべきである。したがって、追加吐出工程における吐出量は、プラスチックレンズ基材表面の半径に基づき制御することが好ましい。追加吐出工程における吐出量を、プラスチックレンズ基材表面の半径に基づき制御する態様の詳細は、後述の実施例において詳細に説明する。
【0041】
上記追加吐出工程後、回転工程が行われる。以下、回転工程の詳細を説明する。
【0042】
回転工程
回転工程では、追加吐出工程後のプラスチックレンズ基材を、塗布液が塗布された表面を上方に向けて回転させる。本工程は、膜厚調整の作用がある。また前述のように、吐出工程においてレンズ表面上の中心部で発生した泡が、本工程においてレンズ外へ排出される場合もある。
【0043】
上記回転工程は、膜厚の均一性を高めるためには、以下に説明する第一回転工程と第二回転工程からなることが好ましい。
【0044】
(1)第一回転工程
本工程では、追加吐出工程後のプラスチックレンズ基材を、前記塗布液を塗布した面を鉛直上方に向けて回転させる。これにより、塗布液中の水系溶媒の少なくとも一部を除去し、固化を進行させることができる。更にこの工程を行うことにより、未固化の塗布液(特に、中央部に塗布された塗布液)をレンズ全面に広げることができるため、膜厚の均一化を図ることができ、更に、螺旋ピッチの凹凸を埋めることによって樹脂層の平滑化を図ることもできる。本発明では前述のように、吐出工程においてレンズ表面上の外側から内側へ向かって塗布を行うため、先に塗布され固化が進行しているレンズ表面周縁部の塗布液が壁の役割を果たし、回転工程において拡散する液が周縁部外へ飛び散ることを防ぐことができる。これにより、レンズ基材表面上で液を平均的に拡散させ、膜厚の均一化および表面平滑化を達成することができる。
【0045】
第一回転工程は、遠心力によりレンズ基材表面上で塗布液を移動させることができるように、塗布液が完全に固化する前に行うことが好ましい。具体的には、追加吐出工程に引き続き第一回転工程を行うことが好ましい。第一回転工程におけるレンズ基材の回転数は、レンズ基材表面上の塗布液を広げることができるように適宜設定すればよく、例えば800〜2000rpm程度とすることができる。具体的には、第一回転工程における回転数は、吐出工程における最大回転数またはそれ以上に設定することができる。
【0046】
第一回転工程における回転数は、第一回転工程中、一定である必要はなく、段階的または連続的に変更してもよい。好ましくは、回転数を比較的高く設定し塗布面上の凹凸が解消された後、回転数を維持し、または回転数を下げ更に回転を継続させる。これにより、凹凸が解消された塗布液最表面を乾燥させることができる。第一回転工程における回転時間は、例えば5〜180秒程度とすることができる。
【0047】
第二回転工程
前記第一回転工程は、レンズ基材表面上に塗布された塗布液の流動性が比較的高い間に、螺旋状の塗布軌跡間の凹凸の高低差を埋めることにより表面の平滑化および膜厚の調整を行うことができる。一方、前記第二回転工程は、遠心力によりレンズ表面周縁部に集められた余剰液をレンズ外へ排出し、膜厚の均一性を高めるために、第一回転工程より高速で行う。第二回転工程を、第一回転工程より高速で行い、より大きな遠心力を与えることにより、第一回転工程における遠心力ではレンズ外へ排出されずレンズ表面周縁部に残留した余剰液をレンズ外へ排出し周縁部の液溜まりを除去するためである。
【0048】
但し、本発明者らの検討の結果、第二回転工程を開始するタイミングによっては、平滑化のための回転により解消されたはずの螺旋状等の塗布軌跡に対応した凹凸(以下、「塗布痕」ともいう)が塗布膜表面に現れることが判明した。光学的には、この凹凸がそれぞれ凹レンズまたは凸レンズとして作用するため、透過像において、歪みや明暗の差として認識される。この歪みや明暗の差が目視でも確認できるほど鮮明になると、眼鏡レンズとして使用することは困難となる。
そこで本発明では、第二回転工程を、レンズ基材表面に塗布した水系塗布液の乾燥状態が均一になった後、即ち水系塗布液の表面が乾燥した後に開始することが好ましい。これにより、レンズ基材表面周縁部の余剰液が除去され、しかも塗布痕の発生が防止された、均一な膜厚の樹脂層を有する光学特性に優れたプラスチックレンズを得ることができる。
【0049】
第二回転工程を、塗布液最表面の乾燥状態が均一になった後に開始することにより、塗布痕発生を防止できる理由は明らかではないが、本発明者らは以下のように推定している。
(塗布痕形成仮説1)
レンズ基材表面上に塗布された水系塗布液の乾燥は、塗布直後から進行する。塗布液の乾燥は、回転により塗布液表面から水分が飛ばされることによっても引き起こされるが、一般に知られるようにレンズ素材は吸湿性が高いため、レンズ基材表面に水分が吸収されることによっても引き起こされると考えられる。特に、吸湿による黄変等の発生を防止するために保管場所を低湿度に維持したり、水分と隔離する包装により保管されていたレンズは、水分を多量に吸収しやすい状態にある。吸湿性の高いレンズに水系溶媒を含む塗布液が接触すると、レンズは水系溶媒を急速にかつ多量に吸収する。その結果、塗布液の乾燥はレンズとの界面から発生することになる。螺旋状に塗布を行った場合、塗布直後には、塗布膜表面に塗布軌跡に対応した凹凸が存在しているが、その内部では、比較的乾燥が進行した結果、塗布膜表面と相似形をなす凹凸が形成されているものと推察される。第一回転工程では、塗布膜中の比較的流動性の高い部分を遠心力によって移動させ、内部の凹凸の隙間を埋めることによって平滑化を図ることができるものと考えられるが、表面の塗布液が未乾燥の状態で高速の第二回転工程を開始すると、凹凸の隙間を埋めた塗布液が遠心力によって除去されてしまう。その結果、マスキングされていた塗布膜内部の凹凸が塗布膜表面として露出し、第一回転工程による平滑化前の表面形状に近似する凹凸が現れるものと考えられる。
(塗布痕形成仮説2)
一方、レンズ基材表面に水分が吸収されない場合にも塗布痕が発生する場合もあり得る。その場合、螺旋状に塗布を行った場合、塗布直後には塗布膜表面に塗布軌跡に対応した凹凸が存在しているが、その塗布膜表面の一部では、比較的乾燥が進行した結果前記凹凸が保存されうることがあると推察される。第一回転工程では、塗布膜中の比較的流動性の高い部分を遠心力によって移動させ、内部の凹凸の隙間を埋めることによって平滑化を図ることができるものと考えられる。ところが塗布液平滑化のための塗布液の主たる移動部分は塗布液表面の凸部のレンズ周縁部側が、レンズ周縁側に隣接する凹部および凸部のレンズ中心側に移動するとことであると考えられる。従って隣接する凹部および凸部中心側の塗布膜は第一回転工程では、一部が乾燥状態にある塗布液上に未乾燥状態の塗布液が積層する層構造を形成していると考えられる。ここで前記積層構造を有する塗布液に対して最表面の塗布液が未乾燥の状態で高速の第二回転工程を開始すると、凹凸の隙間を埋めた塗布液が遠心力によって除去されてしまう。その結果、マスキングされていた塗布膜内部の凹凸が塗布膜表面として露出し、第一回転工程による平滑化前の表面形状に近似する凹凸が現れるものと考えられる。
これに対し、第二回転工程を塗布液表面が乾燥し流動性をほぼ失った状態で開始すれば、表面の平滑な形状を維持したままレンズ周縁部の余剰液を除去できるものと考えられる。塗布液表面を乾燥させた後の高速回転(第二回転工程)によって表面形状を平滑に維持しつつ周縁部の余剰液を除去できる理由は、レンズ基材上の塗布液にかかる遠心力が周縁部にいくほど大きくなることにあると考えられる。
【0050】
上記の通り、第二回転工程は、レンズ表面上に塗布された水系塗布液の、少なくとも最表面が乾燥した後に開始することが好ましい。ここで、「乾燥」とは、広義には、第一回転工程に比べて水分含有量が少ないことを意味し、狭義には、レンズ基材表面上の各位置における遠心力に抗するに足る粘度を有することをいう。
【0051】
第二回転工程は、第一回転工程後にレンズを風乾等により乾燥させた後に行うこともできるが、生産性の観点からは第一回転工程に引き続き行うことが好ましい。レンズ表面上の塗布液の最表面が乾燥状態にあることは、目視により判定することができるため、塗布面最表面の乾燥が目視により確認された後、第二回転工程を開始することもできる。但し、特に、第一回転工程に引き続き第二回転工程を開始する場合には、実生産開始前に予備実験を行い、第一回転工程において塗布液最表面が乾燥し得る回転条件(回転数および回転時間)を予め実験的に決定し、決定された回転時間後に第二回転工程を開始することが好ましい。また、塗布液の乾燥には、操作環境の湿度も影響する。従って、第一回転工程を適切な湿度下(例えば40〜60%RH)で行うことが好ましく、塗布工程から第二回転工程までの一連の操作を、適切な湿度下で行うことが更に好ましい。
【0052】
先に説明したように、第二回転工程は、第一回転工程においてレンズ表面周縁部に集められた余剰液に対し、第一回転工程における遠心力より大きな遠心力を加え、該余剰液をレンズ凸面周縁部上から除去する(レンズ外へ排出する)ために行う。第二回転工程における回転数は、第一回転工程における最大回転数より大きく設定される。第二工程における回転数は、例えば1000〜6000rpmとすることができ、3000〜5000rpmとすることが好ましい。更に、第二回転工程における最大回転数は、第一回転工程における最大回転数の2〜5倍の範囲とすることが好ましい。また、第二回転工程における回転数は、第一回転工程中、一定である必要はなく、段階的または連続的に変更してもよい。第二回転工程における回転時間は、例えば0.5〜2秒程度することができる。
【0053】
以上説明した吐出工程、追加吐出工程および回転を経て、更に必要に応じて風乾等の乾燥工程を行い、レンズ表面上に樹脂層を形成することができる。形成される樹脂層の厚さは特に限定されるものではないが、本発明によれば、膜厚の均一性および表面平滑性に優れた、例えば0.5〜50μm程度の厚さの樹脂層を有するプラスチックレンズを得ることができる。
【0054】
プラスチックレンズ基材
次に、本発明において水系塗布液を塗布するプラスチックレンズ基材について説明する。
本願で用いるプラスチックレンズ基材としては、通常プラスチックレンズとして使用される種々の基材を用いることができる。前記レンズ基材としては、例えば、メチルメタクリレートと一種以上の他のモノマーとの共重合体、ジエチレングリコールビスアリルカーボネートと一種以上の他のモノマーとの共重合体、ポリウレタンとポリウレアの共重合体、ポリカーボネート、ポリスチレン、ポリ塩化ビニル、不飽和ポリエステル、ポリエチレンテレフタレート、ポリウレタン、ポリチオウレタン、エン−チオール反応を利用したスルフィド樹脂、硫黄を含むビニル重合体等が挙げられる。上記中、ウレタン系が好適であるが、これらに限定されるものではない。また、前記レンズ基材は、眼鏡用プラスチックレンズ基材であることが好ましい。
【0055】
本発明者らの検討によれば、前述の泡不良は水系塗布液との濡れ性に乏しいプラスチックレンズ基材を使用した場合に発生する傾向があった。そのようなプラスチックレンズ基材としては、下記一般式[1]で表されるポリチオール化合物を含む基材を挙げることができる。具体的には、例えばHOYA株式会社より商品名アイアス(屈折率1.6)として市販されている。本発明によれば、先に説明したように、このようなレンズ基材を使用する場合でも泡不良を抑制することができる。
【0056】
【化1】
[一般式[1]中、Xは−(CH2 CH2 S)n2−Hであり、n1 は1〜5の範囲の整数であり、n2 は0〜2の範囲の整数である。]。
【0057】
前記プラスチックレンズ基材は、両凸レンズ、両凹レンズ、平凸レンズ、平凹レンズ、凸メニスカスレンズ、凹メニスカスレンズのいずれであってもよい。レンズ基材のサイズは特に限定されるものではないが、過度に大きなレンズでは塗布工程に長時間を要するため、塗布液が塗布される表面の直径が50〜100mm程度のレンズを使用することが好ましい。遠心力により液溜まりを効果的に防止するうえでは凸面を有するレンズであることが好ましい。また、レンズ凸面上に塗布液を安定に保持するためには、レンズ凸面が、表面カーブが−8〜+8の曲面であることが好ましい。塗布前のレンズ基材の表面性状はいわゆる鏡面であることが好ましく、表面粗さRtとして30〜40nmであることが好ましい。
【0058】
また本発明において樹脂層が形成されるレンズ基材は、両面が中心対称性を有する面(例えば両面球面)であってもよいが、いずれか一方が中心対称性のない面形状を有してもよく、両面とも中心対称性のない面形状を有してもよい。先に説明したように、水系塗布液の塗布においては、レンズ表面とノズル先端との距離を変えても、塗布線幅はほぼ一定であった。そのため、レンズ表面形状によらず塗布条件を決定することが可能である。この点は、中心対称性のない複雑な面形状を有するレンズの製造において大きな利点である。そのようなレンズとしては、両面に累進要素を有する両面非球面型累進屈折力レンズ、いずれか一方の面に累進面を有し、他方の面にトーリック面を有する累進屈折力レンズ、両面にトーリック成分を配分した単焦点レンズ、単焦点レンズの光学中心(累進屈折力レンズの遠用測定位置を含む)が円形レンズの幾何中心より偏心された加工される眼鏡レンズ等を挙げることができる。
【0059】
水系塗布液
本発明においてプラスチックレンズ基材表面上に塗布される塗布液は、樹脂成分および水系溶媒を含有する水系塗布液である。樹脂成分としては、ポリウレタン樹脂、酢酸ビニル、エチレンビニル共重合体であるオレフィン系、アクリル系、エポキシ系、ウレタン系のエマルジョン等が挙げられる。前記塗布液は、例えば上述の樹脂成分を水系溶媒(例えば、水、または水とアルコール、ケトン、セロソルブ等との混合溶媒)に分散させたエマルジョンであることが好ましい。中でも、レンズ基材表面との密着性発現に有利な極性官能基を有するウレタン系エマルジョンを使用しウレタン系樹脂を含む樹脂層を形成することが好ましい。上記エマルジョンは、後述するように樹脂層上に更に層を設ける場合、接着層として機能し得る。
【0060】
前記塗布液の粘度は、例えば10〜200CPS程度であることができる。また、前記塗布液の固形分濃度は、液安定性および膜厚確保の点から、20〜50質量%の範囲であることが好ましい。
【0061】
前記塗布液を塗布する前に、レンズ基材表面に対し、酸、アルカリ、各種有機溶媒等による化学的処理、プラズマ、紫外線、オゾン等による物理的処理、各種洗剤を用いる洗剤処理を行うことができる。このような前処理を行うことにより、レンズ基材と樹脂層との密着性を向上させることができる。前記塗布液が塗布される面(被塗布面)は、通常はレンズ基材表面であるが、レンズ基材表面上に下塗り層等の他の層が形成されている場合は該層の表面となる。
【0062】
前述のように、前記塗布液の対する被塗布面に対する濡れ性が乏しい場合、即ち塗布液の被塗布面に対する接触角が高い場合に泡不良が発生しやすい傾向がある。これは、濡れ性が低いほど被塗布面に塗布液が馴染みにくく泡を巻き込みやすいことが原因と考えられる。これに対し本発明では、吐出工程と回転工程との間に追加吐出工程を実施することにより、塗布液の被塗布面に対する接触角が高い場合であっても泡不良の発生を防ぐことが可能である。この点から、塗布液の被塗布面に対する接触角が50°以上である場合に本発明の適用が好適である。なお、均一な塗布を行うためには、上記接触角は80°未満であることが好ましい。上記接触角は、例えば被塗布面(静止状態)に3μlの塗布液を上方から滴下し着滴後10秒後に測定した接触角であり、例えば同一レンズ基材2枚についてレンズ基材1枚あたり4箇所測定した値(合計8回測定)の平均値を採用することができる。測定環境は、温度20〜25℃、湿度30〜60%RHとする。
【0063】
前記樹脂層を形成したレンズは、通常、他の機能性層(例えばフォトクロミック層、ハードコート層など)を積層した後に製品レンズとして出荷することができる。一般に水系塗布液を乾燥固化することにより形成される樹脂層は、密着性向上のためのプライマー層として好適である。よって、このプライマー層上に他の層を積層すれば、該層とレンズ基材との密着性を高めることができる。レンズ基材に直接機能性層を形成する方法に比べて、機能性層側における密着形成の分担割合が小さすることができ、密着向上成分の添加により発現すべき機能が損なわれることを防ぐことができる。この点は、特に添加剤の使用により性能が大きく影響を受けるフォトクロミック層に対して有利である。よって、本発明では、前記水系塗布液によって形成される樹脂層上にフォトクロミック層を形成することが好ましい。
【0064】
フォトクロミック層は、例えば、前述の塗布工程および回転工程に準じた工程によって樹脂層上に塗布した後、紫外線照射等の硬化処理を施すことによって形成することができる。また、フォトクロミック液の塗布は、特開2005−218994号公報記載の方法により行ってもよい。
【0065】
フォトクロミック液は、硬化性成分、フォトクロミック色素、重合開始剤、および任意に添加される添加剤から形成することができる。以下に、各成分について説明する。
【0066】
(i)硬化性成分
フォトクロミック膜形成のために使用可能な硬化性成分は、特に限定されず、(メタ)アクリロイル基、(メタ)アクリロイルオキシ基、ビニル基、アリル基、スチリル基等のラジカル重合性基を有する公知の光重合性モノマーやオリゴマー、それらのプレポリマーを用いることができる。これらのなかでも、入手のし易さ、硬化性の良さから(メタ)アクリロイル基または(メタ)アクリロイルオキシ基をラジカル重合性基として有する化合物が好ましい。なお、前記(メタ)アクリロイルは、アクリロイルとメタクリロイルの両方を示す。
【0067】
フォトクロミック膜とレンズ基材との界面での混ざり合い防止、硬度調整の容易さ、膜形成後の耐溶剤性や硬度、耐熱性等の硬化体特性、または発色濃度や退色速度等のフォトクロミック特性を良好なものとするため、ラジカル重合性単量体としては、単独重合体のLスケールロックウェル硬度が60以上を示すもの(以下、高硬度モノマーと称す場合がある)と、同じく単独重合体のLスケールロックウェル硬度が40以下を示すもの(以下、低硬度モノマーと称す場合がある)を併用することがより好ましい。
【0068】
また、前記Lスケールロックウェル硬度の測定に供する重合体は、仕込んだ単量体の有す重合性基の90%以上が重合する条件で注型重合して得たものである。このような条件で重合された硬化体のLスケールロックウェル硬度は、ほぼ一定の値として測定される。
前記高硬度モノマーは、硬化後の硬化体の耐溶剤性、硬度、耐熱性等を向上させる効果を有する。これらの効果をより効果的なものとするためには、単独重合体のLスケールロックウェル硬度が65〜130を示すラジカル重合性単量体が好ましい。
このような高硬度モノマーは、通常2〜15個、好ましくは2〜6個のラジカル重合性基を有する化合物である。
【0069】
(ii)フォトクロミック色素
フォトクロミック液に添加し得るフォトクロミック色素としては、公知のものを使用することができ、例えば、フルギミド化合物、スピロオキサジン化合物、クロメン化合物等のフォトクロミック化合物が挙げられ、本発明においては、これらのフォトクロミック化合物を特に制限なく使用することができる。
前記フルギミド化合物、スピロオキサジン化合物およびクロメン化合物としては、例えば、特開平2−28154号公報、特開昭62−288830号公報、WO94/22850号明細書、WO96/14596号明細書(それらの全記載は、ここに特に開示として援用される)などに記載されている化合物が好適に使用できる。
また、優れたフォトクロミック性を有する化合物として、例えば、特開2001−114775号公報、特開2001−031670号公報、特開2001−011067号公報、特開2001−011066号公報、特開2000−347346号公報、特開2000−34476号公報、特開2000−3044761号公報、特開2000−327676号公報、特開2000−327675号公報、特開2000−256347号公報、特開2000−229976号公報、特開2000−229975号公報、特開2000−229974号公報、特開2000−229973号公報、特開2000−229972号公報、特開2000−219687号公報、特開2000−219686号公報、特開2000−219685号公報、特開平11−322739号公報、特開平11−286484号公報、特開平11−279171号公報、特開平10−298176号公報、特開平09−218301号公報、特開平09−124645号公報、特開平08−295690号公報、特開平08−176139号公報、特開平08−157467号公報等に開示された化合物も好適に使用することができる。
【0070】
フォトクロミック液中のフォトクロミック色素の濃度は、前記重合性成分100質量部(ラジカル重合性単量体等)に対して、0.01〜20質量部とすることが好ましく、0.1〜10質量部とすることが更に好ましい。
【0071】
(iii)重合開始剤
フォトクロミック液に添加する重合開始剤は、重合方法に応じて、公知の熱重合開始剤および光重合開始剤から適宜選択することができる。
光重合開始剤としては、特に限定されないが、例えば、ベンゾイン、ベンゾインメチルエーテル、ベンゾインブチルエーテル、ベンゾフェノール、アセトフェノン、4,4’−ジクロロベンゾフェノン、ジエトキシアセトフェノン、2−ヒドロキシ−2−メチル−1−フェニルプロパン−1−オン、ベンジルメチルケタール、1−(4−イソプロピルフェニル)−2−ヒドロキシ−2−メチルプロパン−1−オン、1−ヒドロキシシクロヘキシルフェニルケトン、2−イソプロピルチオオキサントン、ビス(2,6−ジメトキシベンゾイル−2,4,4−トリメチル−ペンチルフォスフィンオキサイド、ビス(2,4,6−トリメチルベンゾイル)−フェニルフォシフィンオキサイド、2,4,6−トリメチルベンゾイルジフェニル−フォスフィンオキサイド、2−ベンジル−2−ジメチルアミノ−1−(4−モルホリノフェニル)−ブタノン−1等が挙げられ、1−ヒドロキシシクロヘキシルフェニルケトン、2−イソプロピルチオオキサントン、ビス(2,6−ジメトキシベンゾイル−2,4,4−トリメチル−ペンチルフォスフィンオキサイド、ビス(2,4,6−トリメチルベンゾイル)−フェニルフォシフィンオキサイド、2,4,6−トリメチルベンゾイルジフェニル−フォスフィンオキサイドが好ましい。
これら光重合開始剤は、複数の種類のものを適宜混合して使用することができる。光重合開始剤のフォトクロミック液全量に対する配合量としては、前記重合性成分100質量部(ラジカル重合性単量体等)に対して、通常0.001〜5質量部であり、0.1〜1質量部であると好ましい。
【0072】
また、フォトクロミック膜を熱重合により形成する場合、使用可能な熱重合開始剤として、ベンゾイルパーオキサイド、p−クロロベンゾイルパーオキサイド、デカノイルパーオキサイド、ラウロイルパーオキサイド、アセチルパーオキサイド等のジアシルパーオキサイド;t−ブチルパーオキシ−2−エチルヘキサノエート、t−ブチルパーオキシジカーボネート、クミルパーオキシネオデカネート、t−ブチルパーオキシベンゾエート等のパーオキシエステル;ジイソプロピルパーオキシジカーボネート、ジ−2−エチルヘキシルパーオキシジカーボネート、ジ−sec−ブチルオキシカーボネート等のパーカーボネート類;2,2’−アゾピスイソプチロニトリル、2,2’−アゾピス(4−ジメチルバレロニトリル)、2,2’−アゾビス(2−メチルブチロニトリル)、1,1’−アゾビス(シクロヘキサン−1−カーボニトリル)等のアゾ化合物等挙げられる。
これら熱重合開始剤の使用量は、重合条件や開始剤の種類、重合性単量体の種類や組成によって異なるが、通常、前記重合性成分100質量部に対して0,01〜10質量部の範囲とすることが好適である。上記熱重合開始剤は単独で用いてもよいし、複数を混合して用いてもよい。
【0073】
(iv)添加剤
フォトクロミック液には、フォトクロミック色素の耐久性の向上、発色速度の向上、退色速度の向上や成形性の向上のために、さらに界面活性剤、酸化防止剤、ラジカル補足剤、紫外線安定剤、紫外線吸収剤、離型剤、着色防止剤、帯電防止剤、蛍光染料、染料、顔料、香料、可塑剤等の添加剤を添加してもよい。これら添加剤としては、公知の化合物が何ら制限なく使用できる。
【0074】
前記界面活性剤としては、ノニオン系、アニオン系、カチオン系の何れも使用できるが、重合性単量体への溶解性からノニオン系界面活性剤を用いるのが好ましい。好適に使用できるノニオン系界面活性剤を具体的に挙げると、ソルビタン脂肪酸エステル、グリセリン脂肪酸エステル、デカグリセリン脂肪酸エステル、プロピレングリコール・ペンタエリスリトール脂肪酸エステル、ポリオキシエチレンソルビタン脂肪酸エステル、ポリオキシエチレンソルビット脂肪酸エステル、ポリオキシエチレングリセリン脂肪酸エステル、ポリエチレングリコール脂肪酸エステル、ポリオキシエチレンアルキルエーテル、ポリオキシエチレンフィトステロール・フィトスタノール、ポリオキシエチレンポリオキシプロピレンアルキルエーテル、ポリオキシエチレンアルキルフェニルエーテル、ポリオキシエチレンヒマシ油・硬化ヒマシ油、ポリオキシエチレンラノリン・ラノリンアルコール・ミツロウ誘導体、ポリオキシエチレンアルキルアミン・脂肪酸アミド、ポリオキシエチレンアルキルフェニルホルムアルデヒド縮合物、単一鎖ポリオキシエチレンアルキルエーテル等である。界面活性剤の使用に当たっては、2種以上を混合して使用してもよい。界面活性剤の添加量は、前記重合性成分100質量部に対し、0.1〜20質量部の範囲が好ましい。
【0075】
また、酸化防止剤、ラジカル補足剤、紫外線安定剤、紫外線吸収剤としては、ヒンダードアミン光安定剤、ヒンダードフェノール酸化防止剤、フェノール系ラジカル補足剤、イオウ系酸化防止剤、ベンゾトリアゾール系化合物、ベンゾフェノン系化合物等を好適に使用できる。これら酸化防止剤、ラジカル補足剤、紫外線安定剤、紫外線吸収剤は、2種以上を混合して使用してもよい。さらにこれらの非重合性化合物の使用に当たっては、界面活性剤と酸化防止剤、ラジカル補足剤、紫外線安定剤、紫外線吸収剤を併用して使用してもよい。これら酸化防止剤、ラジカル補足剤、紫外線安定剤、紫外線吸収剤の添加量は、前記重合性成分100質量部に対し、0.001〜20質量部の範囲が好ましい。
【0076】
高分子素材については、酸素存在下において、以下のメカニズムにより紫外線、熱等のエネルギーがきっかけとなり酸化劣化するという問題があることが知られている。まず高分子化合物がUV照射などの高エネルギーに暴露されると、高分子中にラジカルが発生する。するとそれが起点となって、新たなラジカルや過酸化物が発生する。一般に過酸化物は不安定なため、熱や光で容易に分解し、さらに新たなラジカルを作り出す。このように、一度酸化が始まると、次々と連鎖的に酸化が起きるため高分子素材が劣化し機能低下をもたらされる。 このようなメカニズムによって生じる酸化を防止するためには、(1)発生したラジカルを無効化する方法、(2)発生した過酸化物を無害な物質に分解し、新たなラジカルが発生しないようにする方法、が考えられる。そこで、高分子素材用の酸化防止剤としては、上記方法(1)により酸化を防止するためにラジカル補足能を有するもの(ラジカル補足剤)を用いることが考えられ、上記方法(2)により酸化を防止するために過酸化物分解能を有するもの(過酸化物分解剤)を用いることが考えられる。本発明では酸化防止剤としてラジカル補足能を有する、過酸化物分解能を有するもののいずれを用いてもよいが、ラジカル補足能を有する化合物を酸化防止剤として用いることが好ましい。フォトクロミック化合物は太陽光からの紫外線を吸収し、分子構造が変化することで着色し、熱や可視光線を吸収することで元の状態に戻る。この変化の経路において酸素存在下では酸素へのエネルギー移動を生じ、酸化力の強い酸素ラジカルが発生する。そこで、ラジカル補足能を有する化合物によってこの酸素ラジカルを補足することで、フォトクロミック膜における酸化を有効に防止することができる。またラジカル補足剤添加によりラジカル重合の進行を抑制できるため、柔軟なフォトクロミック膜を形成するためにもラジカル補足剤添加は有効である。
【0077】
以上の観点から好ましい添加剤としては、ヒンダートアミン化合物およびヒンダートフェノール化合物が挙げられる。上記化合物はラジカル補足能を発揮し得るため、柔軟なフォトクロミック膜の形成に寄与することができるとともに、得られたフォトクロミック膜の酸化を防止し耐久性を向上することができる。更に、前記化合物の添加により、硬化させる際のフォトクロミック色素の劣化を防止することもできる。ヒンダードアミン化合物およびヒンダートフェノール化合物としては、公知の化合物を何ら制限なく用いることができる。その添加量は、前記重合性成分100質量部に対し、例えば0.001〜20質量部の範囲であり、0.1〜10質量部の範囲が好ましく、より好適には、1〜5質量部の範囲である。
【0078】
なお、前述のラジカル補足能を有する化合物等の各種添加剤は、フォトクロミック液に添加することができるが、フォトクロミック膜形成後に含浸処理等によって添加することも可能である。この場合、ラジカル補足能を有する化合物については、物体側表面から含浸させることが好ましい。
【0079】
また、フォトクロミック液においては、成膜時の均一性を向上させるために、界面活性剤、レベリング剤等を含有させることが好ましく、特にレベリング性を有するシリコーン系・フッ素系レベリング剤を添加することが好ましい。その添加量としては、特に限定されないが、フォトクロミック液全量に対し、通常0.01〜1.0質量%であり、0.05〜0.5質量%の範囲が好ましい。
【0080】
本発明においては、フォトクロミック液に密着性を向上させるために通常添加される各種成分(カップリング剤等の密着剤、またはカップリング剤の重合触媒)を何ら制限なく添加することできる。
【0081】
本発明において、フォトクロミック液の調製方法は特に限定されず、所定量の各成分を秤取り混合することにより行うことができる。なお、各成分の添加順序は特に限定されず全ての成分を同時に添加してもよいし、モノマー成分のみを予め混合し、重合させる直前にフォトクロミック色素や他の添加剤を添加・混合してもよい。
前記フォトクロミック液は、25℃での粘度が20〜500cpsであることが好ましく、50〜300cpsであることがより好ましく、60〜200cpsであることが特に好ましい。この粘度範囲とすることにより、フォトクロミック液の塗布が容易となり、所望の厚さのフォトクロミック膜を容易に得ることができる。
【0082】
上記フォトクロミック液を樹脂層上に塗布した後、フォトクロミック液に含まれる重合性成分の種類に応じた硬化処理を施すことにより、フォトクロミック膜を形成することができる。前記硬化処理は、公知の方法で行うことができる。フォトクロミック膜の厚さは、10μm以上であることが好ましく、20〜60μmであることが更に好ましい。
【実施例】
【0083】
以下に、実施例により本発明を更に説明する。但し、本発明は実施例に示す態様に限定されるものではない。
【0084】
[参考例]
塗布条件の設定
プラスチックレンズ基材として、メニスカス形状のポリチオウレタン(HOYA(株)製 商品名EYAS、中心肉厚2.0mm厚、直径75mm、凸面の表面カーブ(平均値)約+0.8)、プライマー液として水系ポリウレタン樹脂液(ポリカーボネートポリオール系ポリウレタンエマルジョン、粘度100CPS、固形分濃度38質量%)を使用しプライマー層を形成するための塗布条件を以下の方法により決定した。塗布ノズルとしてはφ0.2mmのものを使用し、吐出速度0.11g/sec(3360mm/sec)とすることとした。また、上記レンズ基材は、10質量%水酸化ナトリウム水溶液に5〜6分間浸漬することでアルカリ処理を施した後、80℃の温風で乾燥させた。乾燥後のレンズ凸面に対する上記水系ポリウレタン樹脂液の接触角を測定したところ、54°であった。上記接触角は、レンズ基材表面に3μlの塗布液を上方から滴下し着滴後10秒後に測定した接触角であり、同一レンズ基材2枚についてレンズ基材1枚あたり4箇所測定した値(合計8回測定)の平均値(測定雰囲気:温度23.4℃、湿度38%)である。
【0085】
(a)ディスペンス限界周速の決定
上記乾燥後のレンズ基材を凸面を鉛直上方に向けてスピンコーター上に載置し、200〜1200rpmの範囲で回転数を変化させてレンズを回転させた。上記回転中のレンズ凸面上に、前記水系ポリウレタン樹脂液を塗布ノズルから吐出し、レンズ凸面周縁部から中心部に向かって螺旋状の塗布軌跡が描かれるように樹脂液を流下させた。風乾後に塗布線幅を顕微鏡により測定した。レンズ周速と塗布線幅との関係を図4に示す。ここでは、レンズ凸面とノズル先端との距離の影響を確認するため、該距離を6mm、12mm、18mmに変化させてデータを収集した。
図4に示すように、レンズ周速2000mm/sec程度までであれば塗布線幅を測定することができたが、より高速側ではレンズ表面で液が弾かれてしまったため、レンズ凸面上に樹脂液をディスペンスできなかった。この結果から、ディスペンス限界周速を2000mm/secと決定した。また、図4の結果から、レンズ凸面とノズル先端との距離は塗布線幅に大きな影響を及ぼさないことが確認できる。
【0086】
(b)各半径での回転数の決定
上記(a)で決定したディスペンス限界周速から、前述の式(1)により各半径での回転数を決定した。
【0087】
(c)各半径における周速の算出
上記(b)で決定した回転数から、前述の式(2)により各半径でのレンズ周速を算出した。
【0088】
(d)螺旋ピッチの決定
図4に示すグラフから上記(c)で算出したレンズ周速での塗布線幅を読み取った。読み取り値に安全率(60%)をかけて算出された値を螺旋ピッチとした。
【0089】
(e)水平方向でのノズル移動速度の決定
上記(b)で求めた回転数と上記(d)で求めた螺旋ピッチから、各半径でのノズル移動速度(水平方向)を決定した。なお、鉛直方向のノズル位置を変えて塗布線幅に対するノズル先端とレンズ凸面との距離の影響を確認したところ、ノズル先端とレンズ凸面との距離は塗布線幅に大きな影響を及ぼさなかったため、鉛直方向でのノズル位置は一定とし、水平方向にのみ移動させることとした。
上記(a)〜(e)によって決定された塗布条件を下記表1に示す。
【0090】
【表1】
【0091】
[実施例1]
(1)吐出工程
上記表1に示す塗布条件にて、前記ポリウレタン樹脂液を、前記レンズ基材凸面に、凸面周縁部から中心部に向かって螺旋状の塗布軌跡を描きながら塗布した。塗布後のレンズ凸面を目視で観察したところ、隣り合う塗布軌跡が重なり合い、螺旋ピッチ間に隙間なく塗布されたことが確認できた。
【0092】
(2)追加吐出工程
吐出工程後、ノズルを同位置に維持した状態で引き続きノズル先端から塗布液を吐出し、レンズ基材表面の中心部に塗布液を流下させた(吐出速度0.11g/秒(3360mm/sec)、吐出時間:1.5秒)。追加吐出工程でのレンズ回転数は800rpmとした。追加吐出工程における全吐出量は、吐出工程における全吐出量の13.7質量%であった。
【0093】
(3)第一回転工程
(i)予備実験
予備実験として、上記と同様の方法で吐出工程および追加吐出工程を行った後、回転数を変更し、レンズ基材凸面上に塗布した塗布液の表面が乾燥するまでに要する時間を測定した。塗布液表面が乾燥したことは目視により確認した。この予備実験の結果から第一回転工程を回転数1200rpmで36秒間以上行うと、塗布液表面の乾燥状態が均一になる(最表面が乾燥する)ことを確認した。そこで本実施例では第一回転工程を、回転数1200rpmで72秒間行うこととした。
(ii)第一回転工程の実施
前記追加吐出工程後のレンズ基材を、引き続きスピンコーター上で、回転数1200rpmで72秒間回転させた。
【0094】
(4)第二回転工程
上記第一回転工程に引き続きレンズ基材の回転数を4000rpmまで上げ、該回転数で0.5秒間回転を続けた。
【0095】
実施例1で得られたプラスチックレンズを以下の方法により評価した。
(a)泡不良の有無
形成した樹脂層中に泡不良が確認されるか否かを目視により観察したところ、泡不良は観察されなかった。
(b)塗布痕の有無
形成した樹脂層中に塗布痕が確認されるか否かを目視により観察したところ、塗布痕は観察されなかった。
(c)膜厚差測定
形成した樹脂層の厚さを、光学式膜厚測定装置により、中心部(レンズの幾何学中心近傍)と周縁部(レンズの外周端部から10mm程度内方)において測定したところ、膜厚差は0.2μm以下であった。この結果から、実施例1により塗布むらがなく均一な樹脂層を形成できたことが確認された。
【0096】
なお、第一回転工程を、回転数1200rpmで24秒間、27秒間、または30秒間行った以外は実施例1と同様の方法で作製したプラスチックレンズでは、上記(a)、(c)の評価結果は実施例1と同様であったが上記(b)の評価により螺旋状の凹凸が観察された。したがってより高品質なレンズを得るためには、第一回転工程において塗布層の最表面が乾燥した後に第二工程を実施することが好ましい。
【0097】
[実施例2〜4]
実施例1の方法に準じて下記表2に示す半径の被塗布面を有するレンズ基材を使用し、吐出工程における全吐出量に対する追加吐出工程における全吐出量の割合が下記表2に示す値となるように追加吐出工程を行い、レンズ基材上に樹脂層を有するプラスチックレンズを得た。得られたプラスチックレンズについて実施例1と同様の評価を行い、実施例1と同様に高品質なプラスチックレンズが得られたことを確認した。
【0098】
【表2】
【0099】
[実施例6]
実施例1で得たプラスチックレンズの樹脂層上に、以下の方法でフォトクロミック膜を形成した。
(i)フォトクロミックコーティング液の調製
プラスチック製容器にトリメチロールプロパントリメタクリレート20質量部、BPEオリゴマー(2,2−ビス(4−メタクリロイルオキシポリエトキシフェニル)プロパン)35質量部、EB6A(ポリエステルオリゴマーヘキサアクリレート)10質量部、平均分子量532のポリエチレングリコールジアクリレート10質量部、グリシジルメタクリレート10質量部からなるラジカル重合性単量体100質量部に、フォトクロミック色素として下記クロメン1を3質量部、光安定化剤LS765(ビス(1,2,2,6,6−ペンタメチル−4−ピペリジル)セバケート、メチル(1,2,2,6,6−ペンタメチル−4−ピペリジル)セバケート)を5質量部、ヒンダードフェノール系酸化防止剤を5質量部、紫外線重合開始剤としてCGI−1870(チバセペシャリティケミカルズ製)0.8質量部を添加して十分に攪拌混合を行った組成物に、γ−メタクリロイルオキシプロピルトリメトキシシランを攪拌しながら滴下した。その後、さらにシリコーン系レベリング剤(ポリオキシアルキレン・ジメチルポリシロキサン コポリマー)を0.1質量部添加混合した後、自転公転方式攪拌脱泡装置にて2分間脱泡することで、フォトクロミック性を有する硬化性組成物を得た。
【0100】
【化2】
【0101】
(ii)フォトクロミック膜の形成
前記樹脂層上に、(i)で調製された硬化性組成物をスピンコート法でコーティングした。スピンコートは、特開2005−218994号公報記載の方法で行った。その後、このレンズを窒素雰囲気中(酸素濃度500ppm以下)にて、UVランプ(Dバルブ)波長405nmの紫外線積算光量で1800mJ/cm2(100mW/cm2、3分)照射し、さらに、100℃、60分間硬化を行い、フォトクロミック被膜層を有するプラスチックレンズレンズを得た。
クロスハッチ試験によりレンズ基材とフォトクロミック膜との密着性を評価したところ、100/100で良好な結果が得られた。
【0102】
[実施例7]
追加吐出工程の吐出量決定
追加吐出工程における吐出時間を変更した以外は実施例1と同様の方法によりレンズ基材上に樹脂層を形成した。形成された樹脂層をレーザー顕微鏡により観察し、レンズ幾何中心から泡不良発生位置までの距離を測定した。結果を図4に示す。
図4に示すように、レンズ基材の被塗布面半径が37.5mmの場合、吐出時間1秒以上(追加吐出工程における全吐出量0.11g以上)であれば中心部で発生した泡をレンズ外へ排出することができた。また、図4に示すグラフから、例えばレンズ基材表面の直径が25mmの場合は0.5秒以上追加吐出工程を行えば中心部の泡をレンズ外に排出できると判断することができる。そこで、図4に示す結果を縦軸をレンズ半径(レンズ基材表面の半径)、横軸を追加吐出工程における全吐出量(以下、「中心追加吐出量」ともいう)としたグラフに書き換えた。このグラフを図5に示す。追加吐出工程における全吐出量L(g)とレンズ基材表面の半径D(mm)とすると、図5中の直線は、最小二乗法により各データの変化を一次関数で近似して得られた直線であり、L=(D−16)×1.5×0.11/(40−16)、を示す直線となる。この直線から、LとDとの関係が下記式(a)を満たすように追加吐出工程の吐出量を制御すれば泡不良を効率的に防止することができると言える。
L>(D−16)×1.5×0.11/(40−16)…(a)
【0103】
上記式(a)の右式をDを含む項とDを含まない項毎にまとめると式(a)’となる
(1.5×0.11/(40−16))D−(16×1.5×0.11/(40−16))…(a)’
ここでk=(1.5×0.11/(40−16))、C=−(16×1.5×0.11/(40−16))とすると下記式(A)を得ることができる。
L>kD+C …(A)
上記式(A)において、kおよびCは、塗布液および基材の素材、表面性状により異なる固有値であり、使用する塗布液と基材との組み合わせが決定すれば実験的に求めることができる定数である。実施例3におけるkおよびCは上記の通り、k=0.006875、C=-0.11となる。
このようにCおよびkは、例えば以下の方法により実験的に求めることができる。
(1)レンズ半径と中心吐出量の関係を測定(図5参照)
(2)最小二乗法により各データの変化を1次関数で近似
(3)近似した1次関数の勾配の逆数をk、中心追加吐出量との交点(切片)をCとして特定し式(A)に代入
通常塗布面への塗布量は面積に対応し、例えばπ×(半径)2の如く2次関数的に制御することが一般的である。これに対し、本発明においては上記の通り、半径の1乗(1次関数的)に対応して塗布量の制御を行うことが好ましい。即ち、本発明ではレンズ基材表面の半径をパラメータとして含む一次関数、好ましくは上記式(A)、によって追加吐出工程における吐出量を制御することが好ましい。
【0104】
本発明では、追加吐出工程において吐出速度を減少させることも好適である。例えば初期の吐出量0.11g/secから1秒あたり0.055g/secの割合で吐出量を減少させ2秒後に吐出量を0とするように上記実施例を改変することができる。吐出量の減少割合は1秒あたり0.01〜0.1g/sec程度とすることが好ましい。このように吐出量を徐々に減少することによりレンズ基材表面の中心部上での塗布液の乱流発生を低減することができる。乱流発生により形成される樹脂層の均一性が低下する可能性がある場合は、上記のように吐出速度を徐々に減少させることが好ましい。
【産業上の利用可能性】
【0105】
本発明の製造方法は、フォトクロミック膜等の機能性膜を有する眼鏡レンズの製造方法として好適である。
【図面の簡単な説明】
【0106】
【図1】螺旋状の塗布軌跡の概略図を示す。
【図2】図1に示す塗布軌跡の一部拡大模式図を示す。
【図3】水系塗布液の塗布に使用可能な塗布装置の一例を示す。
【図4】実施例7におけるレンズ幾何中心から泡不良発生位置までの距離を示す。
【図5】図4に示す結果をレンズ基材半径と追加吐出工程における全吐出量との関係として示す。
【特許請求の範囲】
【請求項1】
プラスチックレンズ基材表面上に樹脂成分および水系溶媒を含有する水系塗布液を塗布し、該塗布液を乾燥させることにより樹脂層を形成することを含むプラスチックレンズの製造方法であって、
前記表面を上方に向けた状態でプラスチックレンズ基材を回転させながら、前記塗布液を先端から吐出するノズルを、上記表面の周縁部上方から中心部上方まで移動させる吐出工程と、
プラスチックレンズ表面中心部上方まで移動したノズル先端から前記塗布液を更に吐出する追加吐出工程と、
前記追加吐出工程後のプラスチックレンズ基材を、前記表面を上方に向けた状態で回転させる回転工程と、
を含むことを特徴とするプラスチックレンズの製造方法。
【請求項2】
追加吐出工程における全吐出量は、吐出工程における全吐出量に対して10〜25質量%の量である請求項1に記載のプラスチックレンズの製造方法。
【請求項3】
前記塗布液の被塗布面に対する接触角は50°以上80°未満である請求項1または2に記載のプラスチックレンズの製造方法。
【請求項4】
追加吐出工程における吐出量を、前記表面の半径に基づき制御する請求項1〜3のいずれか1項に記載のプラスチックレンズの製造方法。
【請求項5】
前記追加吐出工程における吐出量を、前記表面の半径をパラメータとして含む一次関数によって制御する請求項4に記載のプラスチックレンズの製造方法。
【請求項6】
追加吐出工程における全吐出量L(g)と前記表面の半径D(mm)とは、下記式(A)の関係を満たす請求項5に記載のプラスチックレンズの製造方法。
L>kD+C …(A)
(式(A)中、kおよびCは、それぞれ独立に、プラスチックレンズ基材と水系塗布液との組み合わせに固有の定数である。)
【請求項7】
前記吐出工程において前記塗布液の吐出速度を一定に維持し、かつ該吐出速度において前記追加吐出工程を開始する請求項1〜6のいずれか1項に記載のプラスチックレンズの製造方法。
【請求項8】
前記追加吐出工程を、吐出工程に引き続き連続して行う請求項1〜7のいずれか1項に記載のプラスチックレンズの製造方法。
【請求項9】
前記追加吐出工程は、プラスチックレンズ基材表面中心部上方でノズルを振動させながら吐出を行う期間を含む請求項1〜8のいずれか1項に記載のプラスチックレンズの製造方法。
【請求項10】
前記追加吐出工程は、吐出速度を減少させる期間を含む請求項1〜9のいずれか1項に記載のプラスチックレンズの製造方法。
【請求項11】
前記プラスチックレンズ基材はポリチオール化合物を含み、前記樹脂層はウレタン系樹脂を含む請求項1〜10のいずれか1項に記載のプラスチックレンズの製造方法。
【請求項12】
前記プラスチックレンズは眼鏡レンズである請求項1〜11のいずれか1項に記載のプラスチックレンズの製造方法。
【請求項13】
前記プラスチックレンズ基材表面は鏡面である請求項1〜12のいずれか1項に記載のプラスチックレンズの製造方法。
【請求項14】
前記樹脂層上に塗布膜を形成することを更に含む請求項1〜13のいずれか1項に記載のプラスチックレンズの製造方法。
【請求項15】
前記樹脂層は、接着層である請求項1〜14のいずれか1項に記載のプラスチックレンズの製造方法。
【請求項16】
前記塗布膜は、フォトクロミック膜である請求項14または15に記載のプラスチックレンズの製造方法。
【請求項1】
プラスチックレンズ基材表面上に樹脂成分および水系溶媒を含有する水系塗布液を塗布し、該塗布液を乾燥させることにより樹脂層を形成することを含むプラスチックレンズの製造方法であって、
前記表面を上方に向けた状態でプラスチックレンズ基材を回転させながら、前記塗布液を先端から吐出するノズルを、上記表面の周縁部上方から中心部上方まで移動させる吐出工程と、
プラスチックレンズ表面中心部上方まで移動したノズル先端から前記塗布液を更に吐出する追加吐出工程と、
前記追加吐出工程後のプラスチックレンズ基材を、前記表面を上方に向けた状態で回転させる回転工程と、
を含むことを特徴とするプラスチックレンズの製造方法。
【請求項2】
追加吐出工程における全吐出量は、吐出工程における全吐出量に対して10〜25質量%の量である請求項1に記載のプラスチックレンズの製造方法。
【請求項3】
前記塗布液の被塗布面に対する接触角は50°以上80°未満である請求項1または2に記載のプラスチックレンズの製造方法。
【請求項4】
追加吐出工程における吐出量を、前記表面の半径に基づき制御する請求項1〜3のいずれか1項に記載のプラスチックレンズの製造方法。
【請求項5】
前記追加吐出工程における吐出量を、前記表面の半径をパラメータとして含む一次関数によって制御する請求項4に記載のプラスチックレンズの製造方法。
【請求項6】
追加吐出工程における全吐出量L(g)と前記表面の半径D(mm)とは、下記式(A)の関係を満たす請求項5に記載のプラスチックレンズの製造方法。
L>kD+C …(A)
(式(A)中、kおよびCは、それぞれ独立に、プラスチックレンズ基材と水系塗布液との組み合わせに固有の定数である。)
【請求項7】
前記吐出工程において前記塗布液の吐出速度を一定に維持し、かつ該吐出速度において前記追加吐出工程を開始する請求項1〜6のいずれか1項に記載のプラスチックレンズの製造方法。
【請求項8】
前記追加吐出工程を、吐出工程に引き続き連続して行う請求項1〜7のいずれか1項に記載のプラスチックレンズの製造方法。
【請求項9】
前記追加吐出工程は、プラスチックレンズ基材表面中心部上方でノズルを振動させながら吐出を行う期間を含む請求項1〜8のいずれか1項に記載のプラスチックレンズの製造方法。
【請求項10】
前記追加吐出工程は、吐出速度を減少させる期間を含む請求項1〜9のいずれか1項に記載のプラスチックレンズの製造方法。
【請求項11】
前記プラスチックレンズ基材はポリチオール化合物を含み、前記樹脂層はウレタン系樹脂を含む請求項1〜10のいずれか1項に記載のプラスチックレンズの製造方法。
【請求項12】
前記プラスチックレンズは眼鏡レンズである請求項1〜11のいずれか1項に記載のプラスチックレンズの製造方法。
【請求項13】
前記プラスチックレンズ基材表面は鏡面である請求項1〜12のいずれか1項に記載のプラスチックレンズの製造方法。
【請求項14】
前記樹脂層上に塗布膜を形成することを更に含む請求項1〜13のいずれか1項に記載のプラスチックレンズの製造方法。
【請求項15】
前記樹脂層は、接着層である請求項1〜14のいずれか1項に記載のプラスチックレンズの製造方法。
【請求項16】
前記塗布膜は、フォトクロミック膜である請求項14または15に記載のプラスチックレンズの製造方法。
【図1】

【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2010−8834(P2010−8834A)
【公開日】平成22年1月14日(2010.1.14)
【国際特許分類】
【出願番号】特願2008−169889(P2008−169889)
【出願日】平成20年6月30日(2008.6.30)
【出願人】(000113263)HOYA株式会社 (3,820)
【Fターム(参考)】
【公開日】平成22年1月14日(2010.1.14)
【国際特許分類】
【出願日】平成20年6月30日(2008.6.30)
【出願人】(000113263)HOYA株式会社 (3,820)
【Fターム(参考)】
[ Back to top ]