
プラスチックレンズの製造方法
【課題】泡不良のない高品質なプラスチックレンズを提供するための手段を見出すこと。
【解決手段】成形面同士が所定の間隔をもって対向する2つの非円形モールドの周面にまたがるようにテープを巻回して上記間隔を閉塞することにより断面の平面視形状が非円形のキャビティを有する成形型を組み立て、ここで上記非円形キャビティは側面に平坦面部を有し、上記キャビティ側面に形成された注入口からプラスチックレンズ原料液を上記キャビティ内に注入し、上記平坦面部をキャビティ外部から内部に向けて押圧することによりキャビティ内のプラスチックレンズ原料液に混入した気泡を上記キャビティ側面に形成された開口から排出し、上記キャビティ内でプラスチックレンズ原料液の硬化反応を行いモールド成形面形状が転写された被転写面を有する非円形形状の成形体を成形し、上記成形体を成形型から離型して非円形プラスチックレンズを得るプラスチックレンズの製造方法。
【解決手段】成形面同士が所定の間隔をもって対向する2つの非円形モールドの周面にまたがるようにテープを巻回して上記間隔を閉塞することにより断面の平面視形状が非円形のキャビティを有する成形型を組み立て、ここで上記非円形キャビティは側面に平坦面部を有し、上記キャビティ側面に形成された注入口からプラスチックレンズ原料液を上記キャビティ内に注入し、上記平坦面部をキャビティ外部から内部に向けて押圧することによりキャビティ内のプラスチックレンズ原料液に混入した気泡を上記キャビティ側面に形成された開口から排出し、上記キャビティ内でプラスチックレンズ原料液の硬化反応を行いモールド成形面形状が転写された被転写面を有する非円形形状の成形体を成形し、上記成形体を成形型から離型して非円形プラスチックレンズを得るプラスチックレンズの製造方法。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、プラスチックレンズの製造方法に関するものであり、詳しくは注型重合によるプラスチックレンズの製造方法であって、成形型キャビティ内に発生した気泡を容易に除去することができるプラスチックレンズの製造方法に関するものである。
【背景技術】
【0002】
プラスチックをレンズ形状に成形してプラスチックレンズを得る方法としては、成形型内でプラスチックレンズ原料液の重合を行う注型重合法が挙げられる。注型重合法では、モールド成形面形状が転写されることにより、レンズ光学面が形成される。
【0003】
注型重合法としては、2つの円形モールドの周面にテープを巻きつけて形成したキャビティにプラスチックレンズ原料液を注入して重合する方法(特許文献1および2参照)が知られている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2007−216665号公報
【特許文献2】特開2011−79166号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
注型重合では、キャビティ内に注入されたプラスチックレンズ原料液中に気泡が混入したまま重合反応が進行すると、得られるプラスチックレンズの光学欠損や外観不良の原因となる。この点に関連し特許文献2には、プラスチックレンズ原料液の注入口とは別に泡抜き用の開口を設けることが提案されているが、当該方法では注入口または開口から抜け切らない泡がキャビティ内に残留することがある。
【0006】
そこで本発明の目的は、泡不良のない高品質なプラスチックレンズを提供するための手段を見出すことにある。
【課題を解決するための手段】
【0007】
本発明者らは上記目的を達成するために鋭意検討を重ねた結果、
[1]成形面同士が所定の間隔をもって対向する2つの非円形モールドの周面にまたがるようにテープを巻回して上記間隔を閉塞することにより断面の平面視形状が非円形のキャビティを有する成形型を組み立て、ここで上記非円形キャビティは側面に平坦面部を有し、
上記キャビティ側面に形成された注入口からプラスチックレンズ原料液を上記キャビティ内に注入し、
上記平坦面部をキャビティ外部から内部に向けて押圧することによりキャビティ内のプラスチックレンズ原料液に混入した気泡を、上記キャビティ側面に形成された開口から排出し、
上記キャビティ内でプラスチックレンズ原料液の硬化反応を行いモールド成形面形状が転写された被転写面を有する非円形形状の成形体を成形し、
上記成形体を成形型から離型して非円形プラスチックレンズを得る、プラスチックレンズの製造方法
を見出すに至った。なお本明細書および本発明では、特記しない限り、形状は平面視形状をいうものとする。上記本発明のプラスチックレンズの製造方法によれば、モールドを巻回するテープの側面を押圧することでキャビティ内に残留した気泡をテープ側面の開口から強制的に排出することができ、キャビティ内の気泡を効果的に除去することができる。更に本発明者らの検討により、上記の非円形キャビティのテープ側面を押圧することで、円形モールドの周面を巻回するテープの側面を押圧し気泡を除去する際に要する力よりも小さな力でキャビティ内から気泡を除去できることも新たに見出された。これにより本発明によれば、押圧によってテープが破れキャビティが破損しプラスチックレンズ原料液が漏れ出すことなく、気泡を効果的に除去し光学特性および外観ともに優れたプラスチックレンズを得ることが可能となる。
【0008】
更に上記のように非円形モールドを用いて非円形プラスチックレンズを得ることは、以下の点においてもきわめて有利である。
通常の注型重合法では上型および下型として円形モールドを使用するため、2つの円形モールドの周囲を取り囲むことにより形成されたキャビティ内で重合されるプラスチックレンズの形状は円形となる。
しかしながら、実際に眼鏡を製造する際に眼鏡フレームに枠入れされるレンズの大部分は子午線方向が短く、水平方向が長い。したがって注型重合により得られた円形のプラスチックレンズ(レンズブランクス)の子午線方向の上下端部は切断されて廃棄されているのが実情である。この廃棄される部分に使用されたプラスチックレンズ原料液は実際の眼鏡レンズには不要なものであるため、原料液の使用量を低減し製造コストを抑えるためには、枠入れ時に除去される部分は可能な限り少なくすることが望ましい。また、環境負荷の点からも、枠入れ時の廃棄物量は低減することが望ましい。
これに対し上記のように非円形モールドを用いて非円形プラスチックレンズを得ることにより、眼鏡レンズ製造工程での枠入れ時の廃棄物量、更には注型重合におけるプラスチックレンズ原料液の使用量を低減することが可能となる。
【0009】
更に本発明によれば、以下の態様も提供される。
[2]前記キャビティは側面に対向する一対の平坦面部を有し、上記一対の平坦面部をキャビティ外部から内部に向けて押圧することにより前記気泡を前記注入口から排出する[1]に記載のプラスチックレンズの製造方法。
[3]前記キャビティの断面の平面視形状は楕円ないし角丸四角形状であり、前記一対の平坦面部は短径方向で対向している[2]に記載のプラスチックレンズの製造方法。
[4]前記キャビティ側面に形成された開口は、前記注入口である[1]〜[3]のいずれかに記載のプラスチックレンズの製造方法。
【発明の効果】
【0010】
本発明によれば、光学特性および外観ともに優れたプラスチックレンズを得ることが可能となり、更には円形レンズに比べて枠入れされるレンズ形状に近い形状を有するプラスチックレンズを製造することができる。これにより、枠入れ時の廃棄物量およびプラスチックレンズ原料液の使用量を大幅に低減することができる。
【図面の簡単な説明】
【0011】
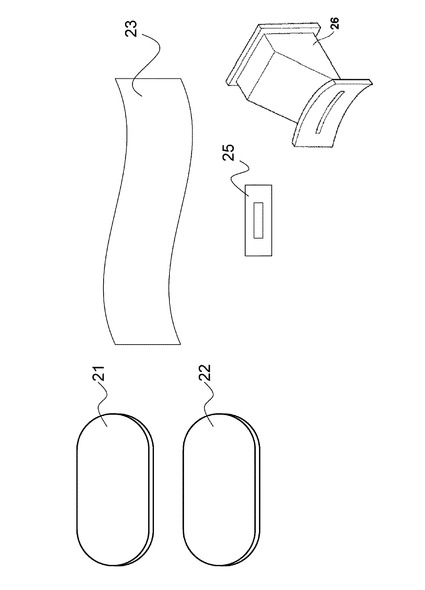
【図1】本発明において使用可能な成形型の構成部材を示す。
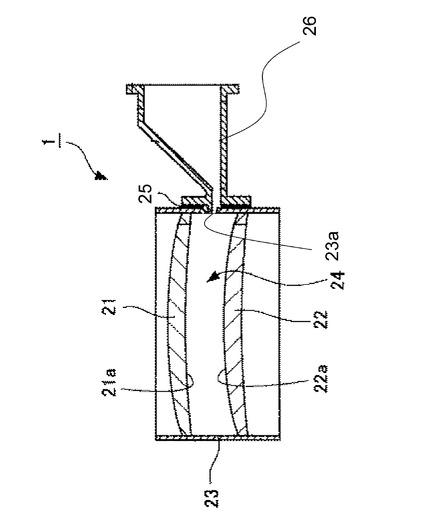
【図2】図1に示す構成部材を組み付けることで組み立てられたモールドの縦断面図である。
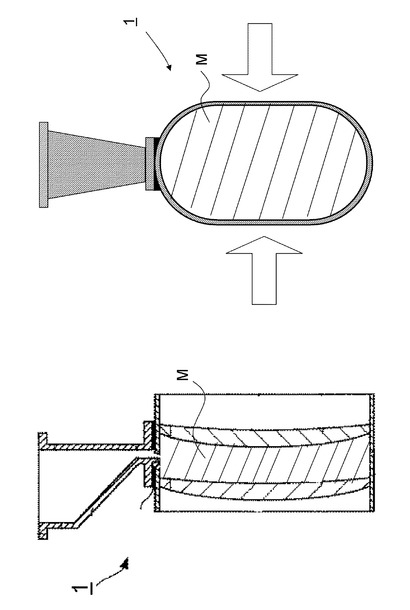
【図3】図2に示す成形型のキャビティをプラスチックレンズ原料液で満たした状態を示す断面図である。
【発明を実施するための形態】
【0012】
本発明のプラスチックレンズの製造方法は、成形面同士が所定の間隔をもって対向する2つの非円形モールドの周面にまたがるようにテープを巻回して上記間隔を閉塞することにより断面の平面視形状が非円形のキャビティを有する成形型を組み立て、ここで上記非円形キャビティは側面に平坦面部を有し、上記キャビティ側面に形成された注入口からプラスチックレンズ原料液を上記キャビティ内に注入し、上記平坦面部をキャビティ外部から内部に向けて押圧することによりキャビティ内のプラスチックレンズ原料液に混入した気泡を、上記キャビティ側面に形成された開口から排出し、上記キャビティ内でプラスチックレンズ原料液の硬化反応を行いモールド成形面形状が転写された被転写面を有する非円形形状の成形体を成形し、上記成形体を成形型から離型して非円形プラスチックレンズを得るものであり、プラスチックレンズを成形するための上型および下方として非円形モールドを使用し側面に平坦面部を有する非円形キャビティを形成し、上記平坦面部をキャビティ外部から内部に向けて押圧することによりキャビティ内に生じた気泡を、上記キャビティ側面に形成された開口から排出することで、キャビティを構成するテープを破損することなく、キャビティ内のプラスチックレンズ原料液に混入した気泡を効果的に低減することを可能とするものである。
以下、本発明のプラスチックレンズの製造方法について、更に詳細に説明する。
【0013】
本発明において使用されるモールドは非円形モールドであって、その平面視形状としては、角丸四角形、楕円形、多角形、等の円形以外の各種形状を挙げることができる。一般的な眼鏡フレームの形状は、子午線方向に短く、水平方向に長いため、この形状に近似した非円形レンズが廃棄物量のよりいっそうの低減の点から好ましく、この点からは楕円形ないし角丸四角形が好ましく、角丸四角形がより好ましい。また、モールド成形面の短径(子午線方向)の長さが45〜65mm程度、長径(水平方向)の長さが60〜75mm程度であることが、汎用されている眼鏡フレームの形状に対応可能な非円形レンズを成形するうえで好ましい。ここで両モールドの外周に直線部分が含まれ、これら直線部分が対向した状態でテープによってモールド間の間隔を閉塞することで、側面に平坦面部を有する非円形キャビティが形成される。これに対し円形モールドは全周が曲線であるため、2つのモールドの周囲にテープを巻き付けて形成されるキャビティは側面が全周にわたり曲面となる。なお成形されるレンズの肉厚はキャビティの深さによって規定され、これは2つのモールドの間隔によって定まるものであり、通常、1〜30mm程度である。2つのモールドの外形形状は必ずしも一致してなくてもよいが、同一ないし近似していることが、テープによる巻回が容易であり好ましい。
【0014】
図1は、本発明において使用可能な成形型の構成部材を示す図面である。図1には、角丸四角形の成形面を有する第一モールド21、第二モールド22、テープ23、接着部材25、および漏斗状の注入補助部材26が示されている。
【0015】
図2は、図1に示す構成部材を組み付けることで組み立てられたモールドの縦断面図である。なお本発明においてキャビティについて断面の平面視形状とは、図2に示す縦断面ではなく、該縦断面と直交する横断面の断面形状をいうものとする。図2に示す成形型は、例えば以下のように組み立てることができる。
【0016】
まず第一モールド21と第二モールド22を所定の間隔をあけて対向させる。この状態で両モールドの周面にまたがるようにテープ23を巻回し、2つのモールドの間隔を閉塞する。こうして閉塞することで2つのモールド21、22の成形面21a、22aとテープ23により取り囲まれたキャビティ24が形成される。このキャビティ24はモールドの平面視形状と同様に断面の平面視形状が非円形である。
【0017】
次に、テープ23にプラスチックレンズ原料液を注入するための注入口23aを設ける。この注入口23aは、例えば、工具やレーザなどを用いてテープ23に切り欠または直線状の切り込みを入れることにより形成される。なお、注入口23aは、モールドの周面に巻き付ける前にテープ23に形成しておいてもよい。この注入口23aに注入補助部材26を取り付けることは必須ではないが、キャビティ24へのプラスチックレンズ原料液の注入を容易にするためには取り付けることが好ましい。注入補助部材26は、両面粘着テープであり注入口23aの開口形状と同形状の開口が形成された接着部材25を介してテープ23に貼り付けることができる。こうして図2に示す成形型を組み立てることができる。
【0018】
図3は、図2に示す成形型1のキャビティ24をプラスチックレンズ原料液Mで満たした状態を示す断面図(左図:縦断面図、右図:横断面図)である。プラスチックレンズ原料液Mは、注入補助部材26から注入口23aを介してキャビティ24に注入されキャビティ24を満たす。プラスチックレンズ原料液の注入は通常、注入された原料液がキャビティからこぼれることのないように成形型を水平面に対して垂直に、または5°〜30°程度傾斜させて行われる。
【0019】
その後本発明では、プラスチックレンズ原料液が注入されたキャビティの側面の平坦面部に外部から内部に向けて力を加えて押圧することで、キャビティ内のプラスチックレンズ原料液に混入した気泡を、キャビティ側面に形成された開口から排出する。気泡が排出される開口は、プラスチックレンズ原料液の注入のために設けた注入口であってもよく、別途形成された開口であってもよいが、注入口であることが、泡抜き用に新たな開口を形成する必要がないため作業性の点で好ましい。ここで平坦面部を押圧することで、曲面を押圧する際に要する力よりも少ない力で気泡をキャビティ内から外へ排出することができる。これは平坦面部に力を加えることで、キャビティ内に効率的に力が加わるためと本発明者らは推察している。より効率的にキャビティ内に力を加えるためには、キャビティ側面の対向する一対の平坦面部をキャビティ外部から内部に向けて押圧することが好ましく、より一層効率的にキャビティ内に力を加えるためには、断面の平面視形状が楕円ないし角丸四角形状のキャビティに対して、短径方向で対向する一対の平坦面部をキャビティ外部から内部に向けて押圧することが好ましい。図3右図は、このように押圧した状態を模式的に示す図面であり、断面の平面視形状が角丸四角形のキャビティに対して、短径方向で対向する一対の平坦面部に力(白抜き矢印により模式的に示す。)が加えられている。平坦面部に加える力は、テープが破れない範囲でキャビティ内から気泡を除去できる程度に調整すればよい。先に説明したように本発明によれば、平坦面部を押圧することで、曲面を押圧する場合と比べて気泡を除去するために要する力を低減することができるため、テープを破損することなくキャビティ内から効率的に気泡を除去することができる。なお平坦部の押圧は、人の手により手動で行ってもよく、自動化してもよい。
【0020】
上記のように気泡の除去を行った後、プラスチックレンズ原料液の重合反応を行う。重合反応は、原料液に含まれる硬化性成分の種類に応じて、加熱、光照射等により行われる。こうしてプラスチックレンズ原料液が重合反応によって硬化することで、キャビティの非円形形状が転写されたレンズ形状の成形体、即ち非円形プラスチックレンズを成形することができる。
【0021】
硬化処理終了後、レンズと密着している2つのモールドおよびテープを分離(離型)することによりプラスチックレンズを取り出すことができる。こうして得られるプラスチックレンズは、フィニッシュレンズ(両面が光学的に仕上げられたレンズブランク)であってもよく、セミフィニッシュレンズ(一方の面だけが光学的に仕上げられたレンズブランク)であってもよい。セミフィニッシュレンズは、表面は光学的に仕上げられた面であり、裏面はレンズ処方値に応じて所望のレンズ度数となるように研磨加工される。
【0022】
その後、両面が光学的に仕上げられたプラスチックレンズは、眼鏡店において、または眼鏡店からの受注を受けた製造メーカーによって、眼鏡フレームの枠形状に縁摺加工され、次いでヤゲン加工される。その前後に反射防止膜、撥水膜等の所望の性能を付与するための機能性膜を、必要に応じて公知の方法でレンズ上に成膜することができる。縁摺加工され、必要に応じて機能性膜が形成されたレンズを眼鏡フレームにはめ込むことにより、眼鏡が完成される。本発明で製造されるプラスチックレンズの形状は、前述のように、円形レンズと比べて枠入れされるレンズの形状に近いため、上記縁摺加工において不要な部分として除去され廃棄される部分の量を大幅に低減することができる。
【実施例】
【0023】
以下に、本発明を実施例により更に説明するが、本発明は実施例に示す態様に限定されるものではない。
【0024】
[実施例1]
1.成形型の組み立て
レンズ凹面を形成すべく凸面形状の成形面を有するガラス製の第一モールドとレンズ凸面を形成すべく凹面形状の成形面を有するガラス製の第二モールドを成形面同士が対向するように配置した後、両モールドの外周に粘着テープを1周以上巻回させ張り付けた。上記第一モールド、第二モールドはいずれも平面視形状が角丸四角形であり、その短径は52mm、長径は72mm、成形面同士の間隔は17.5mmであった。
上記粘着テープの側面にカッターによって注入口を形成した後、別途射出成形により成形した注入補助部材を、注入口部の開口と粘着テープ側面に形成した注入口が連通するように接着部材を介して貼り付け、図2に示す成形型を組み立てた。
【0025】
2.プラスチックレンズ原料液の注入、泡抜きおよび重合
上記1.で組み立てた成形型を注入口が鉛直上方を向くように配置した後、注入補助部材からジエチレングリコールビスアリルカーボネート樹脂(CR−39)の原料液を注入してキャビティへ注入してキャビティを満たした。原料液の注入が完了した後、図3右図に示すように短径方向で対応するキャビティ側面の一対の平坦面部をキャビティの外部から内部に向けて人の手で押圧することで、キャビティ内の気泡を注入口から排出した。ガラスモールドを介してキャビティ内を観察したところ気泡は確認されなかった。
その後、成形型を加熱炉内に配置し所定の重合プログラムに従って硬化反応を行った。硬化反応終了後、成形型からレンズを取り出した。実施例1において成形型から取り出したレンズの形状はキャビティと同様の形状、即ち、短径62mm、長径72mmの角丸四角形であった。即ち、非円形レンズを得ることができた。得られたレンズの厚さは、成形面同士の間隔と同様、17.5mmであった。
【0026】
[比較例1]
非円形モールドを成形面の直径が75mmの円形モールドに変更した点以外は実施例1と同様に成形型の組み立て、形成された円形キャビティの直径方向で対向する一対の曲面に実施例1と同じ力を加えて泡抜きを行うことを試みたがガラスモールドを介してキャビティ内を観察したところ気泡が確認されたため、より強い力を加えたところ粘着テープが破れてしまい泡抜きを行うことができなかった。
【0027】
[比較例2]
非円形モールドを成形面の直径が75mmの円形モールドに変更した点以外は実施例1と同様に成形型の組み立て、形成された円形キャビティの直径方向で対向する一対の曲面に実施例1と同じ力を加えて泡抜きを試みた。ガラスモールドを介してキャビティ内を観察したところ気泡が確認されたが粘着テープは破れなかったため、その後実施例1と同様に硬化反応を行い、硬化反応終了後、成形型からレンズを取り出した。比較例2において成形型から取り出したレンズの形状はキャビティと同様の形状、即ち、直径75mmの円形であった。即ち円形レンズが得られた。得られたレンズの厚さは、円形モールドの成形面同士の間隔と同様、17.5mmであった。
【0028】
評価結果
実施例1、比較例2で作製したプラスチックレンズについて、ジルコン投影にて面ダレ、脈理の有無を確認した。レンズの幾何中心から30mm以内に泡に起因する脈理の発生していないものを○、発生しているものを×と評価したところ、実施例1では評価結果○のレンズが得られたことが確認されたが、比較例2では評価結果×であった。
また、実施例1で得られたプラスチックレンズは目視による外観検査でも気泡の痕跡などの外観不良は見られなかった。
以上の結果から、非円形キャビティの平坦面部を押圧することで、粘着テープを破壊することなくキャビティ内の気泡を除去し光学欠損も外観不良もない高品質なプラスチックレンズが得られることが示された。
また、上記実施例で示したように、本発明によれば非円形レンズを得ることもできる。実施例1で得た非円形レンズは、比較例2で得た円形レンズと比べて体積が約35%少ない。したがって体積が少ない分、1枚のレンズを得るためのプラスチックレンズ原料液の使用量を低減することができ、また、その分だけ枠入れのための縁摺加工において除去、廃棄される量を低減することができる。
【産業上の利用可能性】
【0029】
本発明は、眼鏡レンズの製造分野に有用である。
【技術分野】
【0001】
本発明は、プラスチックレンズの製造方法に関するものであり、詳しくは注型重合によるプラスチックレンズの製造方法であって、成形型キャビティ内に発生した気泡を容易に除去することができるプラスチックレンズの製造方法に関するものである。
【背景技術】
【0002】
プラスチックをレンズ形状に成形してプラスチックレンズを得る方法としては、成形型内でプラスチックレンズ原料液の重合を行う注型重合法が挙げられる。注型重合法では、モールド成形面形状が転写されることにより、レンズ光学面が形成される。
【0003】
注型重合法としては、2つの円形モールドの周面にテープを巻きつけて形成したキャビティにプラスチックレンズ原料液を注入して重合する方法(特許文献1および2参照)が知られている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2007−216665号公報
【特許文献2】特開2011−79166号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
注型重合では、キャビティ内に注入されたプラスチックレンズ原料液中に気泡が混入したまま重合反応が進行すると、得られるプラスチックレンズの光学欠損や外観不良の原因となる。この点に関連し特許文献2には、プラスチックレンズ原料液の注入口とは別に泡抜き用の開口を設けることが提案されているが、当該方法では注入口または開口から抜け切らない泡がキャビティ内に残留することがある。
【0006】
そこで本発明の目的は、泡不良のない高品質なプラスチックレンズを提供するための手段を見出すことにある。
【課題を解決するための手段】
【0007】
本発明者らは上記目的を達成するために鋭意検討を重ねた結果、
[1]成形面同士が所定の間隔をもって対向する2つの非円形モールドの周面にまたがるようにテープを巻回して上記間隔を閉塞することにより断面の平面視形状が非円形のキャビティを有する成形型を組み立て、ここで上記非円形キャビティは側面に平坦面部を有し、
上記キャビティ側面に形成された注入口からプラスチックレンズ原料液を上記キャビティ内に注入し、
上記平坦面部をキャビティ外部から内部に向けて押圧することによりキャビティ内のプラスチックレンズ原料液に混入した気泡を、上記キャビティ側面に形成された開口から排出し、
上記キャビティ内でプラスチックレンズ原料液の硬化反応を行いモールド成形面形状が転写された被転写面を有する非円形形状の成形体を成形し、
上記成形体を成形型から離型して非円形プラスチックレンズを得る、プラスチックレンズの製造方法
を見出すに至った。なお本明細書および本発明では、特記しない限り、形状は平面視形状をいうものとする。上記本発明のプラスチックレンズの製造方法によれば、モールドを巻回するテープの側面を押圧することでキャビティ内に残留した気泡をテープ側面の開口から強制的に排出することができ、キャビティ内の気泡を効果的に除去することができる。更に本発明者らの検討により、上記の非円形キャビティのテープ側面を押圧することで、円形モールドの周面を巻回するテープの側面を押圧し気泡を除去する際に要する力よりも小さな力でキャビティ内から気泡を除去できることも新たに見出された。これにより本発明によれば、押圧によってテープが破れキャビティが破損しプラスチックレンズ原料液が漏れ出すことなく、気泡を効果的に除去し光学特性および外観ともに優れたプラスチックレンズを得ることが可能となる。
【0008】
更に上記のように非円形モールドを用いて非円形プラスチックレンズを得ることは、以下の点においてもきわめて有利である。
通常の注型重合法では上型および下型として円形モールドを使用するため、2つの円形モールドの周囲を取り囲むことにより形成されたキャビティ内で重合されるプラスチックレンズの形状は円形となる。
しかしながら、実際に眼鏡を製造する際に眼鏡フレームに枠入れされるレンズの大部分は子午線方向が短く、水平方向が長い。したがって注型重合により得られた円形のプラスチックレンズ(レンズブランクス)の子午線方向の上下端部は切断されて廃棄されているのが実情である。この廃棄される部分に使用されたプラスチックレンズ原料液は実際の眼鏡レンズには不要なものであるため、原料液の使用量を低減し製造コストを抑えるためには、枠入れ時に除去される部分は可能な限り少なくすることが望ましい。また、環境負荷の点からも、枠入れ時の廃棄物量は低減することが望ましい。
これに対し上記のように非円形モールドを用いて非円形プラスチックレンズを得ることにより、眼鏡レンズ製造工程での枠入れ時の廃棄物量、更には注型重合におけるプラスチックレンズ原料液の使用量を低減することが可能となる。
【0009】
更に本発明によれば、以下の態様も提供される。
[2]前記キャビティは側面に対向する一対の平坦面部を有し、上記一対の平坦面部をキャビティ外部から内部に向けて押圧することにより前記気泡を前記注入口から排出する[1]に記載のプラスチックレンズの製造方法。
[3]前記キャビティの断面の平面視形状は楕円ないし角丸四角形状であり、前記一対の平坦面部は短径方向で対向している[2]に記載のプラスチックレンズの製造方法。
[4]前記キャビティ側面に形成された開口は、前記注入口である[1]〜[3]のいずれかに記載のプラスチックレンズの製造方法。
【発明の効果】
【0010】
本発明によれば、光学特性および外観ともに優れたプラスチックレンズを得ることが可能となり、更には円形レンズに比べて枠入れされるレンズ形状に近い形状を有するプラスチックレンズを製造することができる。これにより、枠入れ時の廃棄物量およびプラスチックレンズ原料液の使用量を大幅に低減することができる。
【図面の簡単な説明】
【0011】
【図1】本発明において使用可能な成形型の構成部材を示す。
【図2】図1に示す構成部材を組み付けることで組み立てられたモールドの縦断面図である。
【図3】図2に示す成形型のキャビティをプラスチックレンズ原料液で満たした状態を示す断面図である。
【発明を実施するための形態】
【0012】
本発明のプラスチックレンズの製造方法は、成形面同士が所定の間隔をもって対向する2つの非円形モールドの周面にまたがるようにテープを巻回して上記間隔を閉塞することにより断面の平面視形状が非円形のキャビティを有する成形型を組み立て、ここで上記非円形キャビティは側面に平坦面部を有し、上記キャビティ側面に形成された注入口からプラスチックレンズ原料液を上記キャビティ内に注入し、上記平坦面部をキャビティ外部から内部に向けて押圧することによりキャビティ内のプラスチックレンズ原料液に混入した気泡を、上記キャビティ側面に形成された開口から排出し、上記キャビティ内でプラスチックレンズ原料液の硬化反応を行いモールド成形面形状が転写された被転写面を有する非円形形状の成形体を成形し、上記成形体を成形型から離型して非円形プラスチックレンズを得るものであり、プラスチックレンズを成形するための上型および下方として非円形モールドを使用し側面に平坦面部を有する非円形キャビティを形成し、上記平坦面部をキャビティ外部から内部に向けて押圧することによりキャビティ内に生じた気泡を、上記キャビティ側面に形成された開口から排出することで、キャビティを構成するテープを破損することなく、キャビティ内のプラスチックレンズ原料液に混入した気泡を効果的に低減することを可能とするものである。
以下、本発明のプラスチックレンズの製造方法について、更に詳細に説明する。
【0013】
本発明において使用されるモールドは非円形モールドであって、その平面視形状としては、角丸四角形、楕円形、多角形、等の円形以外の各種形状を挙げることができる。一般的な眼鏡フレームの形状は、子午線方向に短く、水平方向に長いため、この形状に近似した非円形レンズが廃棄物量のよりいっそうの低減の点から好ましく、この点からは楕円形ないし角丸四角形が好ましく、角丸四角形がより好ましい。また、モールド成形面の短径(子午線方向)の長さが45〜65mm程度、長径(水平方向)の長さが60〜75mm程度であることが、汎用されている眼鏡フレームの形状に対応可能な非円形レンズを成形するうえで好ましい。ここで両モールドの外周に直線部分が含まれ、これら直線部分が対向した状態でテープによってモールド間の間隔を閉塞することで、側面に平坦面部を有する非円形キャビティが形成される。これに対し円形モールドは全周が曲線であるため、2つのモールドの周囲にテープを巻き付けて形成されるキャビティは側面が全周にわたり曲面となる。なお成形されるレンズの肉厚はキャビティの深さによって規定され、これは2つのモールドの間隔によって定まるものであり、通常、1〜30mm程度である。2つのモールドの外形形状は必ずしも一致してなくてもよいが、同一ないし近似していることが、テープによる巻回が容易であり好ましい。
【0014】
図1は、本発明において使用可能な成形型の構成部材を示す図面である。図1には、角丸四角形の成形面を有する第一モールド21、第二モールド22、テープ23、接着部材25、および漏斗状の注入補助部材26が示されている。
【0015】
図2は、図1に示す構成部材を組み付けることで組み立てられたモールドの縦断面図である。なお本発明においてキャビティについて断面の平面視形状とは、図2に示す縦断面ではなく、該縦断面と直交する横断面の断面形状をいうものとする。図2に示す成形型は、例えば以下のように組み立てることができる。
【0016】
まず第一モールド21と第二モールド22を所定の間隔をあけて対向させる。この状態で両モールドの周面にまたがるようにテープ23を巻回し、2つのモールドの間隔を閉塞する。こうして閉塞することで2つのモールド21、22の成形面21a、22aとテープ23により取り囲まれたキャビティ24が形成される。このキャビティ24はモールドの平面視形状と同様に断面の平面視形状が非円形である。
【0017】
次に、テープ23にプラスチックレンズ原料液を注入するための注入口23aを設ける。この注入口23aは、例えば、工具やレーザなどを用いてテープ23に切り欠または直線状の切り込みを入れることにより形成される。なお、注入口23aは、モールドの周面に巻き付ける前にテープ23に形成しておいてもよい。この注入口23aに注入補助部材26を取り付けることは必須ではないが、キャビティ24へのプラスチックレンズ原料液の注入を容易にするためには取り付けることが好ましい。注入補助部材26は、両面粘着テープであり注入口23aの開口形状と同形状の開口が形成された接着部材25を介してテープ23に貼り付けることができる。こうして図2に示す成形型を組み立てることができる。
【0018】
図3は、図2に示す成形型1のキャビティ24をプラスチックレンズ原料液Mで満たした状態を示す断面図(左図:縦断面図、右図:横断面図)である。プラスチックレンズ原料液Mは、注入補助部材26から注入口23aを介してキャビティ24に注入されキャビティ24を満たす。プラスチックレンズ原料液の注入は通常、注入された原料液がキャビティからこぼれることのないように成形型を水平面に対して垂直に、または5°〜30°程度傾斜させて行われる。
【0019】
その後本発明では、プラスチックレンズ原料液が注入されたキャビティの側面の平坦面部に外部から内部に向けて力を加えて押圧することで、キャビティ内のプラスチックレンズ原料液に混入した気泡を、キャビティ側面に形成された開口から排出する。気泡が排出される開口は、プラスチックレンズ原料液の注入のために設けた注入口であってもよく、別途形成された開口であってもよいが、注入口であることが、泡抜き用に新たな開口を形成する必要がないため作業性の点で好ましい。ここで平坦面部を押圧することで、曲面を押圧する際に要する力よりも少ない力で気泡をキャビティ内から外へ排出することができる。これは平坦面部に力を加えることで、キャビティ内に効率的に力が加わるためと本発明者らは推察している。より効率的にキャビティ内に力を加えるためには、キャビティ側面の対向する一対の平坦面部をキャビティ外部から内部に向けて押圧することが好ましく、より一層効率的にキャビティ内に力を加えるためには、断面の平面視形状が楕円ないし角丸四角形状のキャビティに対して、短径方向で対向する一対の平坦面部をキャビティ外部から内部に向けて押圧することが好ましい。図3右図は、このように押圧した状態を模式的に示す図面であり、断面の平面視形状が角丸四角形のキャビティに対して、短径方向で対向する一対の平坦面部に力(白抜き矢印により模式的に示す。)が加えられている。平坦面部に加える力は、テープが破れない範囲でキャビティ内から気泡を除去できる程度に調整すればよい。先に説明したように本発明によれば、平坦面部を押圧することで、曲面を押圧する場合と比べて気泡を除去するために要する力を低減することができるため、テープを破損することなくキャビティ内から効率的に気泡を除去することができる。なお平坦部の押圧は、人の手により手動で行ってもよく、自動化してもよい。
【0020】
上記のように気泡の除去を行った後、プラスチックレンズ原料液の重合反応を行う。重合反応は、原料液に含まれる硬化性成分の種類に応じて、加熱、光照射等により行われる。こうしてプラスチックレンズ原料液が重合反応によって硬化することで、キャビティの非円形形状が転写されたレンズ形状の成形体、即ち非円形プラスチックレンズを成形することができる。
【0021】
硬化処理終了後、レンズと密着している2つのモールドおよびテープを分離(離型)することによりプラスチックレンズを取り出すことができる。こうして得られるプラスチックレンズは、フィニッシュレンズ(両面が光学的に仕上げられたレンズブランク)であってもよく、セミフィニッシュレンズ(一方の面だけが光学的に仕上げられたレンズブランク)であってもよい。セミフィニッシュレンズは、表面は光学的に仕上げられた面であり、裏面はレンズ処方値に応じて所望のレンズ度数となるように研磨加工される。
【0022】
その後、両面が光学的に仕上げられたプラスチックレンズは、眼鏡店において、または眼鏡店からの受注を受けた製造メーカーによって、眼鏡フレームの枠形状に縁摺加工され、次いでヤゲン加工される。その前後に反射防止膜、撥水膜等の所望の性能を付与するための機能性膜を、必要に応じて公知の方法でレンズ上に成膜することができる。縁摺加工され、必要に応じて機能性膜が形成されたレンズを眼鏡フレームにはめ込むことにより、眼鏡が完成される。本発明で製造されるプラスチックレンズの形状は、前述のように、円形レンズと比べて枠入れされるレンズの形状に近いため、上記縁摺加工において不要な部分として除去され廃棄される部分の量を大幅に低減することができる。
【実施例】
【0023】
以下に、本発明を実施例により更に説明するが、本発明は実施例に示す態様に限定されるものではない。
【0024】
[実施例1]
1.成形型の組み立て
レンズ凹面を形成すべく凸面形状の成形面を有するガラス製の第一モールドとレンズ凸面を形成すべく凹面形状の成形面を有するガラス製の第二モールドを成形面同士が対向するように配置した後、両モールドの外周に粘着テープを1周以上巻回させ張り付けた。上記第一モールド、第二モールドはいずれも平面視形状が角丸四角形であり、その短径は52mm、長径は72mm、成形面同士の間隔は17.5mmであった。
上記粘着テープの側面にカッターによって注入口を形成した後、別途射出成形により成形した注入補助部材を、注入口部の開口と粘着テープ側面に形成した注入口が連通するように接着部材を介して貼り付け、図2に示す成形型を組み立てた。
【0025】
2.プラスチックレンズ原料液の注入、泡抜きおよび重合
上記1.で組み立てた成形型を注入口が鉛直上方を向くように配置した後、注入補助部材からジエチレングリコールビスアリルカーボネート樹脂(CR−39)の原料液を注入してキャビティへ注入してキャビティを満たした。原料液の注入が完了した後、図3右図に示すように短径方向で対応するキャビティ側面の一対の平坦面部をキャビティの外部から内部に向けて人の手で押圧することで、キャビティ内の気泡を注入口から排出した。ガラスモールドを介してキャビティ内を観察したところ気泡は確認されなかった。
その後、成形型を加熱炉内に配置し所定の重合プログラムに従って硬化反応を行った。硬化反応終了後、成形型からレンズを取り出した。実施例1において成形型から取り出したレンズの形状はキャビティと同様の形状、即ち、短径62mm、長径72mmの角丸四角形であった。即ち、非円形レンズを得ることができた。得られたレンズの厚さは、成形面同士の間隔と同様、17.5mmであった。
【0026】
[比較例1]
非円形モールドを成形面の直径が75mmの円形モールドに変更した点以外は実施例1と同様に成形型の組み立て、形成された円形キャビティの直径方向で対向する一対の曲面に実施例1と同じ力を加えて泡抜きを行うことを試みたがガラスモールドを介してキャビティ内を観察したところ気泡が確認されたため、より強い力を加えたところ粘着テープが破れてしまい泡抜きを行うことができなかった。
【0027】
[比較例2]
非円形モールドを成形面の直径が75mmの円形モールドに変更した点以外は実施例1と同様に成形型の組み立て、形成された円形キャビティの直径方向で対向する一対の曲面に実施例1と同じ力を加えて泡抜きを試みた。ガラスモールドを介してキャビティ内を観察したところ気泡が確認されたが粘着テープは破れなかったため、その後実施例1と同様に硬化反応を行い、硬化反応終了後、成形型からレンズを取り出した。比較例2において成形型から取り出したレンズの形状はキャビティと同様の形状、即ち、直径75mmの円形であった。即ち円形レンズが得られた。得られたレンズの厚さは、円形モールドの成形面同士の間隔と同様、17.5mmであった。
【0028】
評価結果
実施例1、比較例2で作製したプラスチックレンズについて、ジルコン投影にて面ダレ、脈理の有無を確認した。レンズの幾何中心から30mm以内に泡に起因する脈理の発生していないものを○、発生しているものを×と評価したところ、実施例1では評価結果○のレンズが得られたことが確認されたが、比較例2では評価結果×であった。
また、実施例1で得られたプラスチックレンズは目視による外観検査でも気泡の痕跡などの外観不良は見られなかった。
以上の結果から、非円形キャビティの平坦面部を押圧することで、粘着テープを破壊することなくキャビティ内の気泡を除去し光学欠損も外観不良もない高品質なプラスチックレンズが得られることが示された。
また、上記実施例で示したように、本発明によれば非円形レンズを得ることもできる。実施例1で得た非円形レンズは、比較例2で得た円形レンズと比べて体積が約35%少ない。したがって体積が少ない分、1枚のレンズを得るためのプラスチックレンズ原料液の使用量を低減することができ、また、その分だけ枠入れのための縁摺加工において除去、廃棄される量を低減することができる。
【産業上の利用可能性】
【0029】
本発明は、眼鏡レンズの製造分野に有用である。
【特許請求の範囲】
【請求項1】
成形面同士が所定の間隔をもって対向する2つの非円形モールドの周面にまたがるようにテープを巻回して上記間隔を閉塞することにより断面の平面視形状が非円形のキャビティを有する成形型を組み立て、ここで上記非円形キャビティは側面に平坦面部を有し、
上記キャビティ側面に形成された注入口からプラスチックレンズ原料液を上記キャビティ内に注入し、
上記平坦面部をキャビティ外部から内部に向けて押圧することによりキャビティ内のプラスチックレンズ原料液に混入した気泡を、上記キャビティ側面に形成された開口から排出し、
上記キャビティ内でプラスチックレンズ原料液の硬化反応を行いモールド成形面形状が転写された被転写面を有する非円形形状の成形体を成形し、
上記成形体を成形型から離型して非円形プラスチックレンズを得る、プラスチックレンズの製造方法。
【請求項2】
前記キャビティは側面に対向する一対の平坦面部を有し、上記一対の平坦面部をキャビティ外部から内部に向けて押圧することにより前記気泡を前記注入口から排出する請求項1に記載のプラスチックレンズの製造方法。
【請求項3】
前記キャビティの断面の平面視形状は楕円ないし角丸四角形状であり、前記一対の平坦面部は短径方向で対向している請求項2に記載のプラスチックレンズの製造方法。
【請求項4】
前記キャビティ側面に形成された開口は、前記注入口である請求項1〜3のいずれか1項に記載のプラスチックレンズの製造方法。
【請求項1】
成形面同士が所定の間隔をもって対向する2つの非円形モールドの周面にまたがるようにテープを巻回して上記間隔を閉塞することにより断面の平面視形状が非円形のキャビティを有する成形型を組み立て、ここで上記非円形キャビティは側面に平坦面部を有し、
上記キャビティ側面に形成された注入口からプラスチックレンズ原料液を上記キャビティ内に注入し、
上記平坦面部をキャビティ外部から内部に向けて押圧することによりキャビティ内のプラスチックレンズ原料液に混入した気泡を、上記キャビティ側面に形成された開口から排出し、
上記キャビティ内でプラスチックレンズ原料液の硬化反応を行いモールド成形面形状が転写された被転写面を有する非円形形状の成形体を成形し、
上記成形体を成形型から離型して非円形プラスチックレンズを得る、プラスチックレンズの製造方法。
【請求項2】
前記キャビティは側面に対向する一対の平坦面部を有し、上記一対の平坦面部をキャビティ外部から内部に向けて押圧することにより前記気泡を前記注入口から排出する請求項1に記載のプラスチックレンズの製造方法。
【請求項3】
前記キャビティの断面の平面視形状は楕円ないし角丸四角形状であり、前記一対の平坦面部は短径方向で対向している請求項2に記載のプラスチックレンズの製造方法。
【請求項4】
前記キャビティ側面に形成された開口は、前記注入口である請求項1〜3のいずれか1項に記載のプラスチックレンズの製造方法。
【図1】


【図2】
【図3】
【図2】
【図3】
【公開番号】特開2013−28078(P2013−28078A)
【公開日】平成25年2月7日(2013.2.7)
【国際特許分類】
【出願番号】特願2011−165879(P2011−165879)
【出願日】平成23年7月28日(2011.7.28)
【出願人】(000113263)HOYA株式会社 (3,820)
【出願人】(509333807)ホヤ レンズ タイランド リミテッド (25)
【氏名又は名称原語表記】HOYA Lens Thailand Ltd
【Fターム(参考)】
【公開日】平成25年2月7日(2013.2.7)
【国際特許分類】
【出願日】平成23年7月28日(2011.7.28)
【出願人】(000113263)HOYA株式会社 (3,820)
【出願人】(509333807)ホヤ レンズ タイランド リミテッド (25)
【氏名又は名称原語表記】HOYA Lens Thailand Ltd
【Fターム(参考)】
[ Back to top ]