
プラスチックレンズ用膜形成装置
【課題】レンズに塗布液の粒を飛ばして塗布するにもかかわらず、未塗布領域が形成されることがないプラスチックレンズ用膜形成装置を提供する。
【解決手段】眼鏡用のプラスチックレンズ14を膜形成面22が露出する状態で搬送する搬送装置23を備える。前記膜形成面22と対向する位置に配設され、前記膜形成面22に濡れ性が向上する改質処理を施す改質装置(コロナ放電処理装置31)を備える。前記改質装置より搬送装置23の搬送経路の下流側であって膜形成面22と対向する位置に配設され、膜形成面22に塗布液の粒子を飛ばして付着させる塗布液噴出装置(インクジェット装置32)を備える。前記改質処理後のプラスチックレンズ14が塗布液噴出装置に直接搬送され、このプラスチックレンズ14に塗布液が塗布される。
【解決手段】眼鏡用のプラスチックレンズ14を膜形成面22が露出する状態で搬送する搬送装置23を備える。前記膜形成面22と対向する位置に配設され、前記膜形成面22に濡れ性が向上する改質処理を施す改質装置(コロナ放電処理装置31)を備える。前記改質装置より搬送装置23の搬送経路の下流側であって膜形成面22と対向する位置に配設され、膜形成面22に塗布液の粒子を飛ばして付着させる塗布液噴出装置(インクジェット装置32)を備える。前記改質処理後のプラスチックレンズ14が塗布液噴出装置に直接搬送され、このプラスチックレンズ14に塗布液が塗布される。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、眼鏡用のプラスチックレンズに膜形成用塗布液の粒子を飛ばして付着させるプラスチックレンズ用膜形成装置に関するものである。
【背景技術】
【0002】
眼鏡用のプラスチックレンズ(以下、単にレンズという)には、レンズ基材の表面を覆う様々な膜が形成されている。この種の膜としては、たとえば、ハードコート膜、反射防止膜、撥水膜などである。前記ハードコート膜は、レンズ基材が傷付くことを防ぐためのものである。前記反射防止膜は、レンズ面における光反射を防止するためのものである。前記撥水膜は、レンズに水滴が付着した状態でレンズを乾燥させた場合にレンズ表面に水滴の痕跡(水やけ)が形成されることを防ぐためのものである。
【0003】
前記ハードコート膜を形成する従来の膜形成装置としては、たとえば特許文献1に記載されているものがある。特許文献1に開示された膜形成装置は、インクジェットヘッドやスプレーノズルを用いて膜形成用塗布液の粒子をレンズ面に塗布するものである。
一般的なインクジェット法によれば、塗布液の粒子(以下、単に塗布液粒という)は、所定の間隔をおいて連続的にインクジェットヘッドから噴出される。塗布液粒がインクジェットヘッドから噴出されるときには、インクジェットヘッドとレンズとが相対的に移動する。
【0004】
インクジェットヘッドから飛ばされてレンズに到達した塗布液粒は、図30に示すように、レンズ表面に一粒ずつ付着する。図30において、符号1は塗布液粒を示す。すなわち、塗布液粒1が半球状にレンズ表面に付着する。図30に示す塗布液粒1は、互いに隣り合う塗布液粒1どうしが接触するような大きさで描いてある。このような大きさの塗布液粒1がレンズ表面に付着している場合は、図30(A)に示すように、塗布液粒1で囲まれた領域2においてレンズ表面が部分的に露出することになる。
ところで、近年の前記レンズには、意匠性を高くすることを目的としてインクジェットヘッドで着色塗料を塗布し、模様を施すことも行われている(たとえば特許文献2参照)。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2001−327908号公報
【特許文献2】国際公開WO00/67051(特に第7頁)
【発明の概要】
【発明が解決しようとする課題】
【0006】
インクジェット式の膜形成装置やスプレー式の膜形成装置を用いてハードコート膜の材料をレンズ表面に塗布し、ハードコート膜を形成すると、成膜が不充分になり易いという問題があった。また、インクジェット式の膜形成装置を用いてレンズ表面に模様を描いたり、文字を記入すると、模様や文字が粗くなるという問題があった。
【0007】
これらの理由は、図30(A)に示すように、塗布液粒1どうしの間に未塗布の領域2が形成されるからである。未塗布の領域は、塗布液を大量に塗布することによって、無くすことができる。しかし、塗布液の塗布量が多くなると、湾曲しているレンズ表面上を塗布液が流れるおそれがある。塗布液がレンズ表面上を流れた場合は、ハードコート膜の厚みが不均一になってしまうし、模様や文字を表現することができなくなってしまう。
【0008】
本発明は、このような問題を解消するためになされたもので、レンズに塗布液の粒を飛ばして塗布するにもかかわらず、未塗布領域が形成されることがないプラスチックレンズ用膜形成装置を提供することを目的とする。
【課題を解決するための手段】
【0009】
この目的を達成するために、本発明に係るプラスチックレンズ用膜形成装置は、眼鏡用のプラスチックレンズを膜形成面が露出する状態で搬送する搬送装置と、前記膜形成面と対向する位置に配設され、前記膜形成面に濡れ性が向上する改質処理を施す改質装置と、前記改質装置より前記搬送装置の搬送経路の下流側であって前記膜形成面と対向する位置に配設され、前記膜形成面に塗布液の粒子を飛ばして付着させる塗布液噴出装置とを備えてなり、前記改質処理後のプラスチックレンズが塗布液噴出装置に直接搬送され、このプラスチックレンズに塗布液が塗布されるものである。
【0010】
本発明は、前記発明において、前記改質装置は、コロナ放電処理装置またはプラズマ処理装置であることを特徴とするものである。
【0011】
本発明は、前記発明において、前記塗布液噴出装置は、インクジェット式のものであり、前記塗布液はハードコート膜の材料とマスクキング膜の材料とのうち何れか一方であることを特徴とするものである。
【0012】
本発明は、前記発明において、前記膜形成面と前記改質装置および前記塗布液噴出装置との間隔を予め定めた間隔に調整する間隔調整装置をさらに備えたものである。
【0013】
本発明は、前記発明において、前記搬送装置は、前記プラスチックレンズを前記膜形成面が上方を指向する状態で支持する搬送テーブルと、この搬送テーブルを水平方向に移動させる移動装置とを備えているものである。
【発明の効果】
【0014】
本発明によれば、改質処理により濡れ性が向上した膜形成面に塗布液の粒が付着するから、この塗布液粒が膜形成面上で濡れ拡がり、塗布液粒で囲まれた領域にも塗布液が塗布される。したがって、レンズに塗布液の粒を飛ばして塗布するにもかかわらず、未塗布領域が形成されることがないプラスチックレンズ用膜形成装置を提供することができる。
また、改質処理と塗布とが同一装置内で行われるから、改質処理後のプラスチックレンズが塗布液噴出装置に直接搬送され、このプラスチックレンズに塗布液が塗布されるため、膜形成面への汚れや埃の付着を防ぎ、生産性が向上する。
【図面の簡単な説明】
【0015】
【図1】ハードコート膜形成装置の構成を説明するための模式図である。
【図2】マスキング層形成装置の構成を説明するための模式図である。
【図3】レンズの構成を示す図で、同図(A)は平面図、同図(B)は(A)図におけるa−a'断面図である。
【図4】レンズ移動テーブルを示す図で、同図(A)は平面図、同図(B)は同図(A)におけるB−B線断面図である。
【図5】レンズ移動テーブルにプラスチックレンズを装填した状態を示す図で、同図(A)は平面図、同図(B)は同図(A)におけるB−B線断面図、同図(C)は同図(A),(B)におけるレンズ保持用のレンズホルダーを示す斜視図である。
【図6】本発明に係るプラスチックレンズ用膜形成装置における搬送装置の正面図である。
【図7】本発明に係るプラスチックレンズ用膜形成装置における搬送装置の側面図である。
【図8】改質処理装置の構成を示す正面図である。
【図9】膜形成装置の構成を示す正面図である。
【図10】制御装置の構成を示すブロック図である。
【図11】本発明に係るプラスチックレンズ用膜形成装置の動作を説明するためのフローチャートである。
【図12】プラスチックレンズの状態を示す図で、同図(A)は改質処理後の状態を示し、同図(B),(C)は染料塗布後の状態を示す。
【図13】塗布液粒の塗布パターンを示す図で、同図は塗布液粒を2方向に一定のピッチで配置した例を示している。
【図14】染料粒の付着形態を示す平面図である。
【図15】表面改質処理を施した面に対し、塗布液塗布後の状態を示す図で、同図(A)は平面図、同図(B)は同図(A)におけるB−B線断面図である。
【図16】第1例のレンズの製造手順を示すフローチャートである。
【図17】第1例のレンズの製造手順を示す製造工程図(その1)である。
【図18】第1例のレンズの製造手順を示す製造工程図(その2)である。
【図19】第1例のレンズの製造手順を示す製造工程図(その3)である。
【図20】第2例の方法によって得られるレンズの構成を示す平面図および断面図である。
【図21】第3例の方法によって得られるレンズの構成を示す平面図および断面図である。
【図22】第3例のレンズの製造手順を示すフローチャートである。
【図23】第3例のレンズの製造手順を示す製造工程図(その1)である。
【図24】第3例のレンズの製造手順を示す製造工程図(その2)である。
【図25】第4例の方法によって得られるレンズの構成を示す平面図および断面図である。
【図26】第4例のレンズの製造手順を示すフローチャートである。
【図27】第4例のレンズの製造手順を示す製造工程図(その1)である。
【図28】第4例のレンズの製造手順を示す製造工程図(その2)である。
【図29】第5例の方法によって得られるレンズの構成を示す平面図および断面図である。
【図30】従来の装置によって塗布液粒がプラスチックレンズに付着された状態を示す図で、同図(A)は平面図、同図(B)は同図(A)におけるB−B線断面図である。
【発明を実施するための形態】
【0016】
以下、本発明に係るプラスチックレンズ用膜形成装置の一実施の形態を図1〜図15によって詳細に説明する。また、この装置を使用して眼鏡用レンズを形成する例を図16〜図29によって詳細に説明する。
この実施の形態においては、本発明に係るプラスチックレンズ用膜形成装置11をハードコート膜形成装置12(図1参照)またはマスキング層形成装置13(図2参照)として構成する例について説明する。
【0017】
図1に示すハードコート膜形成装置12は、図3に示す眼鏡用プラスチックレンズ(以下、レンズという)14のハードコート膜15を形成するためのものである。図2に示すマスキング層形成装置13は、前記レンズ14を製造する過程で使用するマスキング層16{図18(B)参照}を形成するためのものである。
前記レンズ14は、図3(B)に示すように、レンズ基材17の一主面上に、ハードコート膜15、反射防止膜18、および撥水膜19をこの順に積層させたものである。また、特に、この実施の形態によるレンズ14は、レンズ基材17上におけるハードコート膜15と反射防止膜18との間に、島状の透明パターン20aを備えているところが特徴的である。この透明パターン20aは、詳細は後述するが、図2に示すマスキング層形成装置13によって形成されたマスキング層16を用いて形成される。
以下、レンズ14を構成する各部材の詳細な構成を、レンズ基材17側から順に説明する。
【0018】
[レンズ基材17]
レンズ基材17は、眼鏡用レンズに用いられる一般的なプラスチック材料からなり、所定のレンズ形状に成形されている。前記プラスチック材料は、例えば屈折率(nD)1.50〜1.74程度のものが用いられる。このようなプラスチック材料としては、例えばアリルジグリコールカーボネート、ウレタン系樹脂、ポリカーボネート、チオウレタン系樹脂及びエピスルフィド樹脂が例示される。このようなレンズ基材17の一主面上に上述したハードコート膜15〜撥水膜19、および透明パターン20aの各層が積層されている。ここでいう前記一主面とは、このレンズ14を用いて構成される眼鏡の外側となる面である。
【0019】
[ハードコート膜15]
ハードコート膜15は、反射防止膜18の下地として用いられる膜であり、例えば有機珪素化合物を含む材料を用いて構成されている。このハードコート膜15は、上述したプラスチック材料の屈折率に近い屈折率を有するものである。具体的には、ハードコート膜15の屈折率(nD)は1.49〜1.70程度であり、レンズ基材17の素材に応じて膜構成が選択される。
【0020】
[反射防止膜18]
反射防止膜18は、屈折率の異なる材料膜を積層させた多層構造を有し、干渉作用によって光の反射を防止する膜である。このような反射防止膜18は、一例として低屈折率膜18aと高屈折率膜18bとを交互に積層してなる多層構造が挙げられる。低屈折率膜18aは、例えば屈折率1.43〜1.47程度の二酸化珪素(SiO2) からなる。また高屈折率膜18bは、低屈折率膜18aよりも高い屈折率を有する材料からなり、例えば酸化ニオブ(Nb205)、酸化タンタル(Ta2O5)、酸化チタン(TiO2) 、酸化ジルコニウム(ZrO2) 、酸化イットリウム(Y2O3)、さらには酸化アルミニウム(Al2O3)等の金属酸化物を、適宜の割合で用いて構成される。
【0021】
以上のような低屈折率膜18aと高屈折率膜18bとからなる反射防止膜18の積層数は、限定されることはない。一例として、レンズ基材17側から順に、低屈折率膜18a−1,高屈折率膜18b−2,…低屈折率膜18a−7の順に、7層を積層させた反射防止膜18が挙げられる。また、これらの各低屈折率膜18aおよび各高屈折率膜18bは、所定の位相差となるように各屈折率に応じた各膜厚を有している。
【0022】
各低屈折率膜18aおよび各高屈折率膜18bの膜厚は、屈折率に応じて設定し、例えば下記の膜構成となるように形成することができる。すなわち、各膜の膜厚は、低屈折率膜18a−1/高屈折率膜18b−2/低屈折率膜18a−3の3層を合わせた位相差が[λ/4]となり、高屈折率膜18b−4/低屈折率膜18a−5/高屈折率膜18b−6の3層を合わせた位相差が[λ/2]となり、低屈折率膜18a−7の1層の位相差が[λ/4]となるように設定する。
【0023】
[撥水膜19]
撥水膜19は、例えばフッ素置換アルキル基含有有機ケイ素化合物からなる。この撥水膜19は、反射防止膜18と合わせて反射防止機能を奏するように設定された膜厚を有している。
【0024】
[透明パターン20a]
透明パターン20aは、例えば装飾用の模様、ロゴマーク、または文字等として設けられたものであって、光透過性を有する材料で構成された島状パターンとして構成されている。この実施の形態で用いられる透明パターン20aは、例えば可視光に対して光透過性を有していれば良いが、特には透明パターン20aを挟んで配置される各層の屈折率よりも高い屈折率を有することが好ましい。また、この透明パターン20aの膜厚は、透明パターン20aを構成する材料の屈折率と、撥水膜19側から見た場合の透明パターン20aに対して求められる視認性とによって、適宜に調整される。なお、透明パターン20aは、異なる材料層を積層させたものであっても良い。
【0025】
このような透明パターン20aには、透明パターン20aを挟んで配置されたハードコート膜18および低屈折率膜18a−1よりも高い屈折率の材料が用いられている。このような材料には、反射防止膜18に用いられる高屈折率膜18bを構成する材料と同様の材料が好適に用いられる。これらの材料を用いて透明パターン20aを構成する場合、膜厚10nm程度で透明パターン20aを形成する。これにより、撥水膜19側から見た場合の透明パターン20aに高い視認性を得ることができる。なお、透明パターン20aに対して、あえて低い視認性を持たせる場合であっても、透明パターン20aの屈折率と膜厚とを調整すれば良い。
【0026】
以上のような構成のレンズ14は、このレンズ14を用いて構成された眼鏡の内側、すなわち装着者側に向かって配置される面上にも、レンズ基材17側から順にハードコ―ト膜、反射防止膜、および撥水膜がこの順に設けられても良い。
【0027】
次に、図1に示すハードコート膜形成装置12について詳細に説明する。
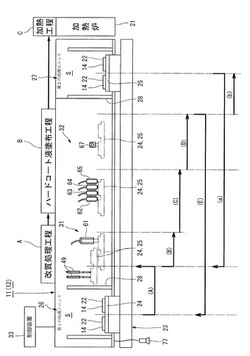
ハードコート膜形成装置12は、改質処理工程Aとハードコート液塗布工程Bとを経てレンズ14にハードコート液からなる膜を形成するものである。このハードコート膜形成装置12によって形成されたハードコート液からなる膜は、ハードコート膜形成装置12から加熱炉21に移され、加熱されて硬化させられる(加熱工程C)。前記加熱炉21は、詳細には図示してはいないが、多数のレンズを一度に所定の温度に加熱することができるものや、多数のレンズを連続的に加熱するものなどが用いられている。
【0028】
改質処理工程Aにおいては、レンズ14の膜形成面22(レンズ表面)に濡れ性が向上する改質処理を施す。この改質処理は、例えばコロナ放電処理や大気圧プラズマ処理などによって行う。
コロナ放電処理は、一対の電極(図示せず)に高周波高電圧を印加して電極間にコロナ放電を生じさせ、このコロナ放電によるエネルギー場に前記膜形成面22を晒すことによって行う。
【0029】
大気圧プラズマ処理は、一対の電極間にプラズマを発生させ、このプラズマによるエネルギー場に前記膜形成面22を晒すことによって行う。なお、レンズ14の濡れ性を向上させるための処理法は、コロナ放電処理やプラズマ処理に限定されることはなく、例えば紫外線を照射して行う紫外線表面処理法を採用することも考えられる。
【0030】
ハードコート液塗布工程Bにおいては、ハードコート液の粒子(以下、ハードコート液粒という)を飛ばして膜形成面22に付着させ、付着後に硬化させる。ハードコート液粒を飛ばす手法としては、例えばインクジェット法やスプレー法が挙げられる。この実施の形態においては、インクジェット法によってハードコート液粒を膜形成面22に塗布する例について説明する。膜形成面22に付着したハードコート液を硬化させるためには、ハードコート液の種類に応じて熱硬化やUV硬化などによって行うことができる。
ハードコート液は、従来からよく知られている浸漬法で使用するものと同じものを用いることができる。
【0031】
次に、ハードコート膜形成装置12の一実施の形態を図1、図4〜図15によって詳細に説明する。
この実施の形態によるハードコート膜形成装置12は、後述する各処理装置が水平方向に並ぶ構成のものである。また、このハードコート膜形成装置12は、レンズ14を各処理装置の下方を通して搬送する搬送装置23を備えている。この搬送装置23は、レンズ14を第1、第2の搬送テーブル24,25に装填した状態で搬送するものである。
【0032】
このハードコート膜形成装置12の水平方向の両端部には、作業者(図示せず)がレンズ14の搬入と搬出とを行うために第1、第2の処理ユニット26,27が設けられている。第1の処理ユニット26は、ハードコート膜形成装置12における図1において左側の端部に設けられ、第2の処理ユニット27は、他端部に設けられている。これらの第1、第2の処理ユニット26,27には、ライトカーテン28によって仕切られて装置前方(図1の紙面の上方)に向けて開放された作業スペースSがそれぞれ形成されている。
【0033】
前記第1の搬送テーブル24は、前記第1の処理ユニット26においてレンズ14の着脱が行われる。第2の搬送テーブル25は、前記第2の処理ユニット27においてレンズ14の着脱が行われる。このように二つの搬送テーブル24,25を使用する理由は、第1の処理ユニット26と第2の処理ユニット27とにおいてレンズ14の搬入・搬出作業を個別に行うことができるようにするためである。すなわち、例えば第1の処理ユニット26側において処理が行われている間に、第2の処理ユニット27側においてレンズ14を第2の搬送テーブル25にセットすることができる。このように処理ユニットを2つ設けることで交互の処理が可能となり、生産効率が向上する。もちろん処理ユニット26か処理ユニット27のいずれか一方を除いた形でも問題ないことは言うまでもない。
【0034】
前記第1、第2の処理ユニット26,27の間には、詳細は後述するが、前記各処理装置としてのコロナ放電処理装置31とインクジェット装置32とが配設されている。コロナ放電処理装置31は、上述した改質処理工程Aを実施するためのものである。この実施の形態においては、このコロナ放電処理装置31によって、本発明でいう「改質装置」が構成されている。インクジェット装置32は、上述したハードコート液塗布工程Bを実施するためのものである。このインクジェット装置32によって、本発明でいう「塗布液噴出装置」が構成されている。
【0035】
レンズ14は、第1または第2の処理ユニット26,27において、作業者によってハードコート膜形成装置12内に搬入され、搬送装置23の前記第1、第2の搬送テーブル24,25に装填される。そして、このレンズ14は、搬送装置23によってコロナ放電処理装置31とインクジェット装置32とに送られる。レンズ14は、これらの装置による処理が終了した後に搬入時と同じ第1または第2の処理ユニット26,27に戻される。この実施の形態によるハードコート膜形成装置12は、このような各装置の動作を自動的に行うための制御装置33を備えている。
【0036】
前記搬送装置23は、前記第1、第2の搬送テーブル24,25をそれぞれ上下方向に移動させる機能と、これらの搬送テーブル24,25をそれぞれ水平方向に移動させる機能とを有している。第1、第2の搬送テーブル24,25は、図4に示すように、板状に形成されており、図6および図7に示すように、後述する昇降用スライダ34の上端部にそれぞれ設けられている。
【0037】
前記第1、第2の搬送テーブル24,25には、図4に示すように、二つの円形穴35が上方に向けて開口するように形成されている。これらの円形穴35は、図5(A),(B)に示すように、レンズ保持用のレンズホルダー36が着脱可能に嵌合できる寸法に形成されている。これらの第1、第2の搬送テーブル24,25によって、本発明でいう「搬送テーブル」が構成されている。
【0038】
前記レンズホルダー36は、図5(C)に示すように、円筒36aと、この円筒36aから中空部内に臨むばね片36bとによって構成されている。これらの円筒36aとばね片36bとは、プラスチックによって一体成形により一体に形成されている。円筒36aの軸線方向の長さは、レンズ14の厚みより僅かに大きくなるように形成されている。
前記ばね片36bは、円筒36aを周方向に3等分する位置に設けられている。これらのばね片36bは、円筒36aから周方向の一方に延びるとともに、先端側に向かうにしたがって漸次円筒36aの軸心に接近するように湾曲している。
【0039】
ばね片36bの先端部には、レンズ14の外周面を径方向の中心に向けて押圧するための爪36cが設けられている。レンズ14は、これら3本のばね片36bにより挟まれることによって、円筒36aの中心部内に保持されている。レンズ14は、ばね片36bで保持されている状態において、ばね片36bが弾性変形することにより円筒36a内で径方向に移動することが可能である。
【0040】
このように構成されたレンズホルダー36は、レンズ14を保持している状態で前記円形穴35に上方から嵌合させられる。すなわち、レンズ14は、レンズホルダー36を介して前記第1、第2の搬送テーブル24,25にいわゆるカートリッジ式に装填される。第1、第2の搬送テーブル24,25に形成されている二つの円形穴35,35のうち、一方の円形穴35には左眼用レンズ14が装填され、他方の円形穴35には右眼用レンズ14が装填される。
【0041】
レンズホルダー36の第1、第2の搬送テーブル24,25への装填は、レンズ14の膜形成面22(インクジェット装置32でハードコート液を塗布するレンズ面であって前記一主面)が上方を指向するように行う。このため、レンズ14は、膜形成面22が上方を指向する状態で搬送テーブル24,25に支持され、膜形成面22が露出する状態で搬送装置23によって搬送されることになる。この実施の形態においては、レンズ14は、ハードコート膜形成装置12でハードコート液が塗布された後、レンズホルダー36から取り外されることなく加熱炉21に送られる。
【0042】
前記第1、第2の搬送テーブル24,25を搬送する搬送装置23は、図6および図7に示すように、二つの昇降装置41と、二つの水平移動装置42とを備えている。昇降装置41は、前記各搬送テーブル24,25を上下方向に移動させるものである。水平移動装置42は、各搬送テーブル24,25を水平方向に移動させるものである。
前記昇降装置41は、第1、第2の搬送テーブル24,25が取付けられた昇降用スライダ34をボールねじ機構によって昇降させる構成が採られている。
【0043】
昇降用スライダ34は、後述する水平移動装置42に支持された昇降ベースプレート43に上下方向に移動自在に支持されている。昇降用スライダ34の移動する方向は、昇降ベースプレート43に設けられた2本のガイドレール44によって規制されている。これらのガイドレール44は、上下方向に延びるとともに、互いに水平方向に離間している。
昇降ベースプレート43には、上下方向に延びるボールねじ軸45が回転自在に支持されている。また、昇降ベースプレート43には、前記ボールねじ軸45を回転させる第1、第2の昇降サーボモータ46,47が取付けられている。
【0044】
前記ボールねじ軸45は、2本のガイドレール44の間に配設されている。このボールねじ軸45には、昇降用スライダ34に回転自在に支持されたボールねじナット48が螺合している。すなわち、この昇降装置41においては、第1、第2の昇降サーボモータ46,47の駆動によりボールねじ軸45が回転することによって、昇降用スライダ34が第1の搬送テーブル24または第2の搬送テーブル25とともに上昇または下降する。
【0045】
第1、第2の昇降サーボモータ46,47の動作は、後述する制御装置33によって制御される。この実施の形態による昇降装置41は、第1、第2の搬送テーブル24,25に装填された二つのレンズ14,14の高さをそれぞれ検出するために、二つの高さ計測ゲージ49(図1参照)を備えている。これらの高さ計測ゲージ49は、図1に示すように、前記第1の処理ユニット26と後述するコロナ放電処理装置31との間であって、搬送装置23の搬送経路の上方に位置付けられている。
【0046】
高さ計測ゲージ49は、下端部に設けられている接触子が上方へ移動したときの接触子の移動量を計測するものである。この実施の形態による高さ計測ゲージは、前記接触子がレンズ14によって下方から押し上げられたときの接触子の移動量に基づいてレンズ14の高さを検出するものである。この高さ計測ゲージ49は、図1に示すように、2本一組でレンズ14を片方ずつ測定する。
【0047】
この高さ計測ゲージ49の検出データは制御装置33に送られる。制御装置33は、高さ計測ゲージ49によって検出されたレンズ14の高さに基づいて昇降装置41の動作を制御する。すなわち、制御装置33は、レンズ14の高さがコロナ放電処理装置31や、インクジェット装置32や、後述する熱硬化装置67に適合するように、第1、第2の昇降サーボモータ46,47を回転させる。このように高さ計測ゲージ49を備えた昇降装置41によって、請求項4記載の発明でいう「間隔調整装置」が構成されている。
【0048】
前記水平移動装置42は、図6および図7に示すように、前記昇降装置41の昇降ベースプレート43をボールねじ機構によって水平方向に移動させる構成が採られている。この実施の形態においては、この水平移動装置42によって、請求項5記載の発明でいう「移動装置」が構成されている。昇降ベースプレート43は、水平方向に延びるように形成された横移動ベースプレート51に水平方向に移動自在に支持されている。
【0049】
昇降ベースプレート43が移動する方向は、横移動ベースプレート51に設けられた2本のガイドレール52によって規制されている。これらのガイドレール52は、水平方向に延びるとともに、互いに上下方向に離間している。前記横移動ベースプレート51には、水平方向に延びるボールねじ軸53が回転自在に支持されている。また、前記横移動ベースプレート51には、前記ボールねじ軸53を回転させる第1、第2の横移動サーボモータ54,55が取付けられている。
【0050】
前記ガイドレール52は、二つの昇降ベースプレート43,43を支持している。前記ボールねじ軸53には、昇降ベースプレート43に回転自在に支持されたボールねじナット56が螺合している。この実施の形態による二つの水平移動装置42は、横移動ベースプレート51とガイドレール52とを共有する構成が採られている。すなわち、ボールねじ軸53と、第1、第2の横移動サーボモータ54,55と、ボールねじナット56とは、それぞれ昇降ベースプレート43毎に設けられている。
【0051】
2本のボールねじ軸53は、2本のガイドレール52の間に上下方向に並ぶ状態で配置されている。上側に位置するボールねじ軸53は、前記第1の処理ユニット26と対応する一端部が第1の横移動サーボモータ54によって駆動される。下側に位置するボールねじ軸53は、前記第2の処理ユニット27と対応する他端部が第2の横移動サーボモータ55によって駆動される。
【0052】
すなわち、第1の搬送テーブル24は、第1の横移動サーボモータ54の駆動により上側のボールねじ軸53が回転することによって水平方向に移動する。第2の搬送テーブル25は、第2の横移動サーボモータ55の駆動により下側のボールねじ軸53が回転することによって水平方向に移動する。これらの横移動サーボモータ54,55の動作は、後述する制御装置33によって制御される。
【0053】
前記コロナ放電処理装置31は、図1および図8に示すように、一つの放電ヘッド61を備えている。この放電ヘッド61は、大気中でコロナ放電61a(図8参照)を発生させるものである。この放電ヘッド61は、前記搬送装置23が第1、第2の搬送テーブル24,25を水平方向に搬送するときの搬送経路の上方であって、所定の高さとなる位置に配設されている。また、放電ヘッド61は、コロナ放電61aが下方に向けて発生するように位置付けられている。
【0054】
この実施の形態によるコロナ放電処理装置31は、大気中で放電ヘッド61においてコロナ放電61aを発生させ、その放電電子をレンズ14の膜形成面22に照射するものである。この場合、高さ計測ゲージ49によって検出されたレンズ14の高さに基づいて、昇降装置41の動作を放電ヘッド61とレンズ14の高さが最適になるように制御装置33で制御する。
このようにコロナ放電61aのエネルギーをレンズ14に作用させると、膜形成面22が活性化された状態になるとともに、膜形成面22にカルボニル基等の極性基が生成され、膜形成面22の濡れ性が向上する。
【0055】
本発明に係るプラスチックレンズ用膜形成装置11に装備することが可能なレンズ表面改質装置としては、コロナ放電処理装置31の他に、例えば大気圧プラズマ処理装置(図示せず)や、紫外線を用いる表面改質装置(図示せず)などがある。
プラズマ処理装置を用いる場合は、前記放電ヘッド61が設けられている位置に放電ヘッド61の代わりにプラズマ照射ヘッドが配置される。このプラズマ照射ヘッドは、下方に向けてプラズマが照射されるように位置付けられる。紫外線を用いる表面改質装置を用いる場合は、前記放電ヘッド61が設けられている位置に放電ヘッド61の代わりに紫外線発生器が配置される。この紫外線発生器は、紫外線を下方に向けて照射するように位置付けられる。
【0056】
ハードコート膜形成装置12に装備されているインクジェット装置32は、図1および図9に示すように、第1〜第4のインクジェットヘッド62〜65を備えている。これらのインクジェットヘッド62〜65は、前記搬送経路が延びる方向に並べられている。また、これらのインクジェットヘッド62〜65は、圧電素子(図示せず)によってハードコート液を加圧し、ハードコート液粒(粒子状の液滴)66として噴出させるオンデマンド型のものである。なお、インクジェットヘッドの数量は、4個に限定されることはなく、1個でもよいし、適宜変更することができる。
【0057】
これらのインクジェットヘッド62〜65は、ハードコート液が噴出するインクジェット穴(図示せず)が下方を指向する状態で所定の位置に配設されている。この所定の位置とは、前記搬送経路の上方であって、所定の高さとなる位置である。ここでも高さ計測ゲージ49によって検出されたレンズ14の高さに基づいて、昇降装置41の動作をインクジェットヘッド62〜65とレンズ14の高さが最適になるように制御装置33で制御する。
【0058】
各インクジェットヘッド62〜65には、図示してはいないが、複数のインクジェットノズル穴が等ピッチで列状に形成されている。これらの複数のインクジェットノズル穴からなる列は、前記搬送経路が延びる方向とは直交する水平方向(図1の紙面と直交する方向)に、レンズ14の外径と同等または外径より長く延びている。また、各インクジェットヘッド62〜65は、一つのハードコート液粒66の液適量と、同一位置に付着するハードコート液粒66の数量とを制御できるものが用いられている。これらのハードコート液粒66の液適量と、ハードコート液粒66の数量とは、目標とする膜厚が得られるように制御装置33によって制御される。
【0059】
なお、インクジェットヘッド62〜65としては、ピエゾ式のものの他に、サーマル方式や静電方式のものを用いることができる。また、この実施の形態によるハードコート膜形成装置12に装備するハードコート液噴出装置としては、インクジェット装置32の他に、スプレー式の塗布装置(図示せず)を用いることができる。しかし、加熱することなくインクの凝集が抑制される点や、インクの液滴制御が容易な点を考慮すると、ピエゾ方式のインクジェット装置が好ましい。
【0060】
この実施の形態によるインクジェット装置32は、第1〜第4のインクジェットヘッド62〜65によってレンズ14に塗布されたハードコート液を硬化させるために熱硬化装置67(図1参照)を備えている。この熱硬化装置67は、例えばハロゲンヒーターによって構成することができる。この熱硬化装置67は、レンズ14に塗布されたハードコート液を完全に硬化させるものではなく、少なくとも表面部分が硬化する程度にハードコート液を硬化させるものである。ハードコート液の表面部分が硬化させられることにより、ハードコート膜形成装置12の後の工程の装置へレンズ14を送るときにレンズ表面に付着した異物を容易に除去できるようになる。
【0061】
この熱硬化装置67は、図1に示すように、第1〜第4のインクジェットヘッド62〜65より搬送方向(図1において左から右へ移行する方向)の下流側であって、レンズ14の搬送経路の上方近傍に配設されている。
なお、図1に示すハードコート膜形成装置12において、ハードコート液として紫外線硬化型のものを使用する場合は、熱硬化装置67の代わりにUV硬化装置を使用することができる。この場合のUV硬化装置は、紫外線をレンズ14に向けて照射するように構成される。
【0062】
上述した各装置の動作を制御する制御装置33は、図10に示すように、制御データ作成部71と、搬送装置制御部72と、改質装置制御部73と、ハードコート液噴出装置制御部74と、ログデータ保存部75などを備えている。また、制御装置33には、サーバー76が通信可能に接続されているとともに、バーコードリーダ77が接続されている。前記サーバー76は、レンズ14にハードコート液や後述するマスキング液を塗布する際に必要な全てのデータを記憶する機能と、制御装置33が必要とするデータ(レンズ14毎の仕様データ)を制御装置33に送る機能とを有している。
【0063】
前記バーコードリーダ77は、レンズ14毎の仕様(外径、ハードコード膜の膜厚等)が記録されているバーコードを読むためのものである。このバーコードは、レンズ14毎に形成されているオーダーシート(図示せず)に記録されており、レンズ14とともに前工程の装置(図示せず)からハードコート膜形成装置12に送られる。このバーコードリーダ77は、前記第1の処理ユニット26と前記第2の処理ユニット27とにおいて作業者が容易に操作できるように構成されている。また、バーコードリーダ77の代わりにRFID(Radio Frequency IDentification)リーダを用いても良い。
【0064】
前記制御データ作成部71は、前記バーコードリーダ77によってレンズ14毎の仕様を読み込み、この仕様が実現されるように実際にハードコート液を塗布するに当たって必要なデータをサーバー76から取得する。そして、制御データ作成部71は、前記データに基づいてコロナ放電処理装置31およびインクジェット装置32を制御するためのデータを作成する。
【0065】
前記搬送装置制御部72は、搬送装置23の4個のサーボモータ46,47,54,55の動作を制御する。第1、第2の搬送テーブル24,25は、前記搬送装置制御部72による制御によって、第1、第2の処理ユニット26,27から高さ計測ゲージ49→コロナ放電処理装置31→インクジェット装置32→熱硬化装置67→第1、第2の処理ユニット26,27という順序で移動する。第1の搬送テーブル24は、第1の処理ユニット26から搬送を開始され、第1の処理ユニット26に戻される。第2の搬送テーブル25は、第2の処理ユニット27から搬送を開始され、第2の処理ユニット27に戻される。この実施の形態によるハードコート膜形成装置12においては、後述する第1の搬送形態と第2の形態とが交互に繰り返される。第1の搬送形態とは、前記第1の搬送テーブル24でレンズ14をコロナ放電処理装置31およびインクジェット装置32に搬送する形態をいう。第2の搬送形態とは、前記第2の搬送テーブル25でレンズ14をコロナ放電処理装置31およびインクジェット装置32に搬送する形態をいう。
【0066】
前記改質装置制御部73は、前記制御データ作成部71によって作成された制御データに基づいて前記コロナ放電処理装置31の動作を制御する。
前記ハードコート液噴出装置制御部74は、前記制御データ作成部71によって作成された制御データに基づいて第1〜第4のインクジェットヘッド62〜65の動作を制御する。また、ハードコート液噴出装置制御部74は、インクジェット装置32によるハードコート液の塗布が終了した後に熱硬化装置67を予め定めた時間だけ動作させる。
前記ログデータ保存部75は、ハードコート液を硬化させる工程が終了した後にレンズ14毎の処理条件データをログファイルとして保存する。
【0067】
次に、この実施の形態によるプラスチックレンズ用ハードコート膜形成装置12の動作を図11に示すフローチャートによって説明する。なお、図11に示す処理ボックスのうち、台形からなる処理ボックスは人の動作(手入力)を示し、菱形からなる処理ボックスは人の判断を示す。また、長方形からなる処理ボックスは装置の動作(処理)を示し、平行四辺形からなる処理ボックスはデータを基にした制御装置33の処理を示す。
【0068】
このハードコート膜形成装置12を用いてレンズ14にハードコート液を塗布するに当たっては、先ず、図11のステップS1に示すように、作業者が左眼用レンズ14と右眼用レンズ14とをレンズホルダー36に組み付ける。この作業は、第1、第2の処理ユニット26,27において行われる。
【0069】
次に、作業者は、ステップS2において、ハードコート液を塗布するレンズ面(凹面か凸面)を選択し、ステップS3において、このレンズ面に対応するオーダーシートのバーコードをバーコードリーダ77を使って制御装置33に読み込ませる。
制御装置33は、ステップS4において、バーコードリーダ77を使って読み込んだ仕様通りにハードコート液を塗布するために必要なデータをサーバー76から取得する。このデータは、レンズ14の外径やハードコート膜の膜厚などである。そして、制御装置33は、ステップS5において、コロナ放電処理装置31とインクジェット装置32とを制御するための制御データを作成する。
【0070】
作業者は、上述したようにバーコードリーダ77を操作した後、ステップS6に示すように、レンズホルダー36を搬送テーブル24,25に装填する。この作業は、膜形成面22が上方を指向するように行う。作業者は、このようにレンズホルダー36を第1、第2の搬送テーブル24,25に装填した後、例えばスタートスイッチ(図示せず)を操作する(ステップS7)。このとき、第1の処理ユニット26に待機していた第1の搬送テーブル24にレンズホルダー36を装填した場合は、図1中に矢印(A)で示すように、第1の搬送テーブル24が搬送装置23によって高さ計測ゲージ49の下方まで送られる。
【0071】
前記矢印(A)に示す搬送行程においては、先ず、第1の搬送テーブル24,25が昇降装置41によって予め定めた搬送高さまで下降させられる。そして、第1の搬送テーブル24は、水平移動装置42によって高さ計測ゲージ49の下方まで移動させられ、その後、昇降装置41によって上昇させられる。一方、前記ステップS6において、第2の処理ユニット27において第2の搬送テーブル25にレンズホルダー36を装填した場合は、図1中に矢印(a)に示すように第2の搬送テーブル25が搬送される。すなわち、第2の搬送テーブル25がインクジェット装置32とコロナ放電処理装置31の下方を通過して高さ計測ゲージ49の下方に移動し、その後、上昇する。
【0072】
作業者は、ステップS7でスタートスイッチを操作した後、他方の処理ユニットに移動し、その処理ユニットにおいてステップS1〜S3、S6およびS7に示す作業を行う。なお、スタートスイッチは、前記一方の処理ユニットに塗布液塗布処理後のレンズ14が戻された後に操作する。
【0073】
前記昇降装置41の前記上昇動作は、高さ計測ゲージ49の接触子がレンズ14によって上方に押されるまで行われる。このとき、制御装置33は、ステップS8において、高さ計測ゲージ49の検出データに基づいてレンズ14の高さを検出する。この高さ検出は、左眼用レンズ14と右眼用レンズ14とのそれぞれについて実施される。
このように高さ検出が行われた後、搬送装置23が第1の搬送テーブル24または第2の搬送テーブル25を図1中に矢印(B)で示すようにコロナ放電処理装置31に搬送する。
【0074】
詳述すると、搬送装置23は、先ず、第1、第2の搬送テーブル24,25をコロナ放電処理装置31の処理位置と同じ高さまで下降させ、次に、コロナ放電処理装置31の処理位置まで水平方向に移動させる。
搬送テーブル24,25がコロナ放電処理装置31の処理位置に搬送された後、図8に示すように、コロナ放電処理装置31がレンズ14の改質処理を行う(ステップS9)。
【0075】
この改質処理は、第1、第2の搬送テーブル24,25を搬送装置23によって所定の速度で搬送方向の下流側に送りながら行う。この改質処理は、図12(A)に示すように、膜形成面22の全域に均等に施される。図12は膜形成面22の平面図で、同図(A)においては、改質処理が施されている部分をハッチングによって示す。この改質処理が施された膜形成面22は、活性が高くなるとともに、ハードコート液に対して濡れ性が向上する。このような効果は、プラズマ処理や紫外線表面処理を行った場合であっても同様に得られる。また、上記改質処理を行うことによって、膜形成面22を洗浄することができる。
【0076】
改質処理が終了した後、搬送装置23は、図1中に矢印(C)で示すように、第1、第2の搬送テーブル24,25をコロナ放電処理装置31からインクジェット装置32に搬送する。このとき、搬送装置23の昇降装置41は、膜形成面22と第1〜第4のインクジェットヘッド62〜65との間隔が予め定めた間隔と一致するように第1、第2の搬送テーブル24,25の高さを調整する。また、搬送装置23の水平移動装置42は、第1、第2の搬送テーブル24,25を予め定めた速度で搬送方向の下流側へ搬送する。
【0077】
このとき、第1、第2の搬送テーブル24,25は、第1〜第4のインクジェットヘッド62〜65より搬送方向の上流側から所定の速度でこれらのインクジェットヘッド62〜65の下方に進入し、例えば一定の速度でこれらのインクジェットヘッド62〜65の下方を通過させられる。
【0078】
インクジェット装置32は、搬送テーブル24,25が下方を通過するときにハードコート液粒66を前記仕様通りとなるように噴出させる(ステップS10)。このハードコート液粒66は、第1〜第4のインクジェットヘッド62〜65から空中を飛行し、膜形成面22に付着する。
この実施の形態によるインクジェット装置32は、膜形成面22に付着するハードコート液粒66の大きさ、数、塗布パターンなどを変えてハードコート液を塗布することができる。また、インクジェットによるダイレクト塗布方式によれば、従来の浸漬法とは異なり、ハードコート液が完全密閉された状態から必要量だけ塗布される。このため、ハードコート液自体の劣化や添加剤含有率の変化が無くなり、ハードコート液の凝集や変質も抑えることが出来るといった効果もある。
【0079】
例えば、図12(B)に示すように、塗布量が相対的に少なくなるようにハードコート液を塗布することができるし、同図(C)に示すように、塗布量が相対的に多くなるようにハードコート液を塗布することができる。このように塗布量が多くなるように塗布を行うに当たっては、図13に示すようにハードコート液粒66を膜形成面22に高い密度で付着させる。これを実現できるインクジェットヘッド62〜65としては、1個のハードコート液粒66の液適量を数plの範囲で変えることができ、1箇所に塗布するハードコート液粒66の数量を変えることができるものが望ましい。
【0080】
インクジェット装置32によってレンズ14にハードコート液を塗布するに当たっては、例えば図14(A)〜(D)に示すような塗布パターンとすることができる。図14は、同一のインクジェットヘッドから噴出したハードコート液粒66には同一のハッチングを付して描いてある。図14(A)〜(D)に示すように、ハードコート液粒66の大きさ、数量、位置などを変更することによって、多種多様な塗布を行うことができる。
【0081】
また、ハードコート液をレンズ14に塗布する場合、制御装置33によりインクジェットヘッド62〜65の各ヘッドの液滴数や量をコントロールすることに加えて、水平移動装置42の動きも併せて制御することができる。例えば、塗布時のレンズ14の移動速度は、レンズ14の形状(カーブ)に対応させて変化させることができる。
【0082】
ハードコート液粒66が付着した膜形成面22は、改質処理が施されていて濡れ性が向上している。このため、膜形成面22に付着したハードコート液粒66は、従来のような半球状の形状を維持することはない。このハードコート液粒66は、図15に示すように、膜形成面22上で濡れ拡がる。すなわち、同図(A)に示すように、ハードコート液粒66で囲まれた未塗布の領域{図30(A)参照}はなくなる。また、図15(B)に示すように、ハードコート液粒66の高さが低くなり、ハードコート液が略一定の厚みの膜状に塗布されるようになる。このようにハードコート液粒66が膜形成面22上で濡れ拡がるときには、互いに隣り合うハードコート液粒66を構成していたハードコート液が膜形成面22上で混ざるようになる。この結果、より一層均一なハードコート膜を形成することができる。
【0083】
このようにハードコート液の塗布が行われた後、図11に示すフローチャートのステップS11に示すように、硬化処理が行われる。このとき、搬送装置23は、図1中に矢印(D)で示すように、第1、第2の搬送テーブル24,25を熱硬化装置67の下方に搬送し、停止させる。このとき、搬送装置23の昇降装置41は、膜形成面22と熱硬化装置67との間隔が予め定めた間隔と一致するように第1、第2の搬送テーブル24,25の高さを調整する。
【0084】
熱硬化装置67は、レンズ14が下方に搬送された後、膜形成面22上のハードコート液が硬化する時間だけ膜形成面22を加熱する。加熱終了後、制御装置33は、熱硬化装置67の下方に位置しているレンズ14(現在、塗布液塗布の対象になっているレンズ14)の処理条件データをログファイルとして保存する(ステップS12)。このログファイルは、生産履歴を参照するために用いることができる。
【0085】
制御装置33がログファイルを保存した後、ステップS13に示すように、搬送装置23が第1、第2の搬送テーブル24,25を第1または第2の処理ユニット26,27に復帰させる。このとき、第1の搬送テーブル24は、図1中に矢印(E)で示すように、熱硬化装置67の下方から第1の処理ユニット26に戻される。第2の搬送テーブル25は、図1中に矢印(b)で示すように、第2の処理ユニット27に戻される。
第1または第2の処理ユニット26,27に第1、第2の搬送テーブル24,25が戻された後、レンズ14の下側の面にもハードコート液を塗布する場合には、作業者がレンズホルダー36を裏返して第1、第2の搬送テーブル24,25に装填する。そして、ハードコート膜形成装置12は、上述したステップS3から上記と同じ動作を繰り返す。
【0086】
レンズ14へのハードコート液の塗布が完了した場合は、ステップS14に示すように、作業者がレンズホルダー36を第1、第2の搬送テーブル24,25から取り外す。
レンズ14は、レンズホルダー36から取り外されることなく、加熱炉21に送られる(ステップS15)。レンズ14が加熱炉21内で加熱されることによって、ハードコート液が完全に硬化させられてハードコート膜15が形成される。レンズ14は、加熱炉21による加熱が終了した後、洗浄され(ステップS16)、次の工程に送られる。
【0087】
この実施の形態に示したハードコート膜形成装置12によって実施するハードコート膜の形成方法は、改質処理により濡れ性が向上した膜形成面22にハードコート液粒66を付着させる方法である。このため、ハードコート液粒66が膜形成面22上で濡れ拡がり、ハードコート液粒66で囲まれた領域にもハードコート液が塗られるようになる。
【0088】
したがって、この実施の形態によるハードコート膜形成装置12によれば、レンズ14の膜形成面22の全域にわたってハードコート液を確実に塗布することができ、ハードコート液の塗布むらがなくなるから、品質の高いハードコート膜を形成することができる。
【0089】
この実施の形態によるプラスチックレンズ用ハードコート膜形成装置12は、膜形成面22の濡れ性を向上させる改質処理と、改質された膜形成面22へのハードコート液の塗布と、ハードコート液の硬化とを連続して行うことができる。このため、このハードコート膜形成装置12を使用することによって、ハードコート膜が設けられたレンズ14を生産性よく形成することができる。
また、改質処理と塗布とが同一装置内で行われるから、改質処理後のレンズ14がハードコート膜形成装置12に直接搬送され、このレンズ14にハードコート液が塗布されるため、膜形成面への汚れや埃の付着を防ぎ、生産性が向上する。
【0090】
この実施の形態においては、コロナ放電処理やプラズマ処理などによって膜形成面22の濡れ性を向上させる。このため、濡れ性を向上させるために薬液を使用するような場合に較べて、容易に膜形成面22を清浄に保つことができる。
【0091】
この実施の形態においては、レンズ14の膜形成面22にハードコート液の粒子を飛ばして付着させる工程は、インクジェット装置32を用いてインクジェット法によって行われる。このため、多種多様なハードコート液の塗布を容易に行うことができる。しかも、ハードコート液の塗布量を数値で管理することができるから、多くのレンズ14に均等にハードコート膜を形成することが可能になる。
【0092】
この実施の形態によるハードコート膜形成装置12は、膜形成面22とコロナ放電処理装置31、インクジェット装置32および熱硬化装置67との間隔を予め定めた間隔に調整する昇降装置41(間隔調整装置)を備えている。このため、改質処理とハードコート液の塗布とがそれぞれ最適な条件で実施される。したがって、この実施の形態によれば、改質処理とハードコート液の塗布とがそれぞれ確実に実施されるから、高い品質でハードコート液を塗布できるハードコート膜形成装置を提供することができる。
【0093】
この実施の形態による搬送装置23は、前記レンズ14を膜形成面22が上方を指向する状態で支持する第1、第2の搬送テーブル24,25と、これらの第1、第2の搬送テーブル24,25を水平方向に移動させる水平移動装置42とを備えている。このため、レンズ14は、支持が安定する状態で搬送される。しかも、インクジェット装置32から噴出したハードコート液粒66は、重力に逆らうことなく飛行して膜形成面22に付着する。したがって、この搬送装置23を装備したハードコート膜形成装置12は、改質処理とハードコート液の塗布とをより一層確実にかつ高い精度で行うことができるものとなる。
【0094】
この実施の形態によるハードコート膜形成装置12は、第1、第2の搬送テーブル24,25を備え、第1の搬送形態と第2の搬送形態とを採ることができるものである。第1の搬送形態は、第1の搬送テーブル24でレンズ14をコロナ放電処理装置31とインクジェット装置32とに搬送する形態である。第2の搬送形態は、第2の搬送テーブル25でレンズ14をコロナ放電処理装置31とインクジェット装置32とに搬送する形態である。
【0095】
この実施の形態によるハードコート膜形成装置12は、前記第1の搬送形態と前記第2の搬送形態とが交互に繰り返されるように前記各装置の動作を制御する制御装置33を備えている。このため、作業者は、コロナ放電処理装置31やインクジェット装置32が動作している間に一方の処理ユニットから他方の処理ユニットに移動し、次のレンズ14を搬送テーブル24,25に装填することができる。したがって、この実施の形態によれば、処理能力が高いハードコート膜形成装置を提供することができる。
【0096】
なお、レンズ14と改質装置、ハードコート液噴出装置および熱硬化装置との間の間隔調整は、改質装置、ハードコート液噴出装置および熱硬化装置をレンズ14に対して移動させて行うことができる。
【0097】
図2に示すマスキング層形成装置13は、対象とする塗布液がマスキング液であることと、熱硬化装置67の代わりにUV硬化装置78を備えていることを除いて、図1に示すハードコート膜形成装置12と同一の構成が採られている。このため、マスキング層形成装置13においてハードコート膜形成装置12に用いられているものと同等の部材、装置については、同一の符号を付し、詳細な説明は省略する。
【0098】
マスキング層形成装置13がレンズ14に塗布するマスキング液は、紫外線硬化型インク(UVキュアインク)である。また、このマスキング液は、硬化後にハードコート膜15や反射防止膜18に対して選択的に除去可能なものが用いられる。このようなマスキング液としては、いわゆる硬質UVインクや軟質UVインクが挙げられる。このインクは、硬化後にエタノールやアセトンに溶解して除去することが可能であり、しかも、高付着性・高接着性を示し、非吸収性素材用のものである。
【0099】
この実施の形態によるマスキング層形成装置13は、インクジェット装置32を用いてマスキング液をレンズ14に塗布するものである。マスキング液は、改質処理工程の後、所定のマスクパターンが得られるようにハードコート膜15上や反射防止膜18上に塗布され、塗布後に硬化させられる。インクジェット装置32がマスキング液を塗布することによって、ハードコート膜15上や反射防止膜18上にマスキング液からなるマスキング層16{図18(B)参照}が膜状に形成される。このマスキング層16には、ハードコート膜15と同様に未塗布領域が形成されることがない。このため、マスキング層16によって形成されたマスクパターンは、端縁に未塗布領域がないために、解像度が高いものとなる。この結果、レンズ14にマスキング技術を用いて模様や文字を高い解像度で描画することができる。
【0100】
前記UV硬化装置78は、上述したマスキング液を硬化させるためのもので、紫外線を下方に向けて照射するようにインクジェット装置32の側方に配置されている。すなわち、このUV硬化装置78は、図2に示すように、第1〜第4のインクジェットヘッド62〜65より搬送方向(図2において左から右へ移行する方向)の下流側であって、レンズ14の搬送経路の上方近傍に配設されている。このUV硬化装置78の動作は、制御装置33によって制御される。
【0101】
<図3に示すレンズの製造方法>
次に上述したハードコート膜形成装置12とマスキング層形成装置13とを使用して図3に示すレンズを製造する手順を図16〜図19によって詳細に説明する。
図16は、レンズの製造手順を示すフローチャートである。図17〜図19は、眼鏡用レンズの製造手順を示す製造工程図である。
【0102】
先ず、図17(A)〜図17(C)に示すように、レンズ基材17におけるレンズ領域の外側に位置合わせ用の基準マークm1〜m4を形成する(S21)。この工程は、以下のように行う。
[図17(A)]
先ず、図17(A)に示すように、レンズ基材17を用意する。レンズ基材17の一例として、眼鏡用単焦点レンズを挙げて説明する。
【0103】
このレンズ基材17に対して、幾何学中心G.C、および光学中心O.Cを計測によって確定する。そして、光学中心O.Cを含む光学座標を示す仮の点マークM1〜M3を、レンズ基材17の一主面側にマーク付けする。この点マークM1〜M3は、例えば赤色のインクを用いてマーク付けされる。一例として、光学中心O.Cを中央の点マークM2として、この左右に等間隔で点マークM1,M3を配置する。
【0104】
[図17(B)]
次に、図17(B)に示すように、オーダーに応じて作成されたレンズに関する三次元の外形形状Fのデータと、レンズ基材17において点マークM1〜M3で示される光学座標とから、レンズ基材17において外形形状Fの中心(フレーム中心)F.Cとなる位置を検出する。
【0105】
[図17(C)]
その後、図17(C)に示すように、光学中心O.Cとフレーム中心F.Cとの関係から、レンズ基材17に対して、レンズ領域の外形形状Fを確定する。そして、光学座標を示す点マークM1〜M3に基づいて、レンズ基材17上に外形形状Fの基準となる基準マークm1〜m4を形成する。これらの基準マークm1〜m4は、上下左右を識別可能である。また、眼鏡の右眼用レンズであるか左眼用レンズであるかを識別可能なデザインであると好ましい。例えば、左右を示す基準マークm2、m4を、眼鏡の中央に向く矢印として形成する。
【0106】
また、このような基準マークm1〜m4は、外形形状Fで囲まれたレンズ領域の外側にマーキングする。これにより、外形形状Fに合わせてレンズ基材17をシェイプカットした後には、レンズ上に基準マークm1〜m4が残らない構成とする。なお、ここでは、基準マークm1〜m4は、光学中心O.Cを基準としてレイアウトした場合を図示した。しかしながら、基準マークm1〜m4は、フレーム中心F.Cを基準としてレイアウトしても良い。
【0107】
以上のような基準マークm1〜m4は、例えばレーザマーカによって、レンズ基材17の一主面に対して直接形成される。この際、レンズ基材17が熱の影響で破壊されない程度のパワー設定で、レンズ基材17に対してレーザ照射を行う。尚、基準マークm1〜m4の形成は、レーザマーカに限定されることはなく、例えばインクジェット法を適用しても良い。この際、マーカに用いるインクは、後述するマスキング層16を除去する工程において、マスキング層16と同時に除去されることのない材質を選択して用いることが重要である。さらに基準マークm1〜m4は、例えば手書きで形成されたケガキマークを用いても良い。
【0108】
以上においては、レンズ基材17が単焦点レンズである場合においての基準マークm1〜m4の形成を説明した。しかしながら、レンズ基材17は、単焦点レンズである場合に限定されることはなく、多焦点レンズ、累進レンズ、さらには他のレンズであっても良い。多焦点レンズを用いる場合であれば、セグメント(小玉)と呼ばれる部分の頂点を基準にフレーム中心F.Cを検出して外形形状Fを確定し、基準マークm1〜m4を形成すれば良い。
【0109】
また、累進レンズを用いる場合であれば、隠しマーク(レイアウト基準マーク)を基準にフレーム中心F.Cを検出して外形形状Fを確定し、基準マークm1〜m4を形成すれば良い。また累進レンズを用いる場合、プリズムリファレンスポイントを中央の点マークM2とし、その左右に等間隔で点マークM1,M3を配置し、これらの点マークM1〜M3に基づいて基準マークm1〜m4をレイアウトすれば良い。
基準マークm1〜m4を形成した後には、点マークMl〜M3をふき取り除去する。
【0110】
[図18(A),図18(B)]
以上のようにして基準マークm1〜m4を形成した後、図18(A)の平面図、および図18(B)の断面図{図18(A)のa−a'断面に相当}に示すように、レンズ基材17上にハードコート膜15を成膜する(S22)。ハードコ―ト膜13の成膜は、上述したハードコート膜形成装置12を使用して行う。レンズ基材17は、ハードコート膜15が形成された後に上述したマスキング層形成装置13に装填される。
【0111】
次に、マスキング層形成装置13を使用してハードコート膜15表面の改質処理を行う(S23)。この場合の改質処理は、次に行うマスキング層16の形成において用いるマスキング液(インク)に対して、ハードコート膜15表面の濡れ性を確保するために行う。なお、濡れ性を確保するための改質処理としては、ハードコート膜15に対してダメージを与えることのない方法であれば、コロナ放電処理に限定されることはなく、例えばイオン照射処理、プラズマ処理、アルカリ処理等を行っても良い。
【0112】
次に、マスキング層形成装置13のインクジェット装置によって、改質処理後のハードコート膜15上にマスキング層16をパターン形成する(S24)。ここで形成するマスキング層16は、レンズ基材17の一主面側に確定したレンズの外形形状Fを全体的に覆うように形成される。また、マスキング層16は、レンズに形成する透明パターン20aと対応した形状の開口パターン16aを備えている。なお、マスキング層16は、外形形状Fよりも数mm以上大きい形状で形成することが好ましく、これによって外形形状Fに合わせてレンズ基材17をシェイプカットする際の誤差を吸収する。
【0113】
この際、レンズ基材17のカーブに影響されることなく、先に作成した基準マークm1〜m4に基づいて予め設定されたレンズ基材17上の所定位置に開口パターン16aを設けてマスキング層16を印刷形成することが重要である。この実施の形態によれば、マスキング層16がインクジェット装置32によって形成されるから、前記開口パターン16aを高い精度で形成することができる。ここで適用されるインクジェット法は、型式や方式が限定されることはなく、連続型であってもオンデマンド型であっても良く、オンデマンド型であればピエノ方式であってもサーマル方式であっても良い。マスキング層16を形成するマスキング液は、上述したように紫外線硬化型インクが用いられる。
【0114】
紫外線硬化型インクを用いたインクジェット法においては、塗布条件を調整することにより、塗布ムラのない連続膜としてマスキング層16を形成することが重要である。このような塗布条件としては、第1〜第4のインクジェットヘッド62〜65に対するレンズ基材17の移動速度、移動方向の解像度、移動方向に垂直な幅方向の解像度、インク液滴のサイズ、インク液滴のドロップ周波数、同一着弾点に滴下するインク液滴数などである。これらの塗布条件は、相互に関連性を有しているため、適宜調整することによって、塗布ムラを防止したマスキング層16の成膜を行うことができる。
【0115】
以上のようなインクジェット法によるマスキング層16の成膜後には、マスキング層16に対してUV硬化装置78によって紫外線(UV)照射を行う。紫外線がマスキング層16に照射されることにより、マスキング層16を構成するインクが硬化する。
【0116】
[図19(A)]
マスキング層16が形成された後、レンズ基材17をマスキング層形成装置13から取り出し、図示していない蒸着装置に装填する。そして、図19(A)に示すように、マスキング層16の上方から透明材料膜20の成膜を行う(S25)。ここでは、蒸着法によって、例えば酸化タンタル(Ta205)からなる屈折率2.05〜2.15の透明材料膜20を、予め設定された膜厚(例えば10nm)で成膜する。この成膜においては、イオンアシスト蒸着を行うことにより、膜質および密着性良好に透明材料膜20を成膜することが好ましい。
【0117】
[図19(B)]
透明材料膜20が形成された後、レンズ基材17を蒸着装置から取り出し、図19(B)に示すように、ハードコート膜15上からマスキング層16を除去する処理を行う。この工程においては、マスキング層16と、マスキング層16上の透明材料膜20とが選択的に除去される(S26)。ここでは、例えばマスキング層16を溶解する溶剤(エタノールやアセトン)を用いたウェット処理により、マスキング層16の除去を行う。これにより、マスキング層16の開口パターン16a内に成膜された透明材料膜20部分のみを、ハードコ―ト膜13を介してレンズ基材17上に残し、残された透明材料膜20部分を透明パターン20aとしてレンズ基材17上に形成する。このようにして形成された透明パターン20aは、マスキング層16に形成した開ロパターン16aと同一の位置に形成された同一形状のものとなる。
【0118】
[図19(C)]
マスキング層16が除去されたレンズ基材17は、図示していない蒸着装置に装填され、蒸着法によって反射防止膜18が形成される。すなわち、図19(C)に示すように、透明パターン20aが形成されたハードコート膜15上に、低屈折率膜18aと高屈折率膜18bとを交互に積層成膜した多層構造の反射防止膜18を成膜する。そして、さらに反射防止膜18上に撥水膜19を成膜する(S27)。反射防止膜18の成膜は、イオンアシスト蒸着を適用して行うことにより、下層側の低屈折率膜18a−1から順に、低屈折率膜18a−7までの各層を、各組成および各膜厚で成膜する。
【0119】
[図3(A),図3(B)]
以上の後には、先の図3(A)および図3(B)に示したように、撥水膜19までが成膜されたレンズ基材17を、レンズ基材17に対して確定された外形形状Fにシェイプカットする(S28)。シェイプカットは、レンズ基材17を加工用治具に固定して行われる。この際、図18(A)を参照し、レンズ基材17における外形形状Fの外側に形成した基準マークm1〜m4に基づいて位置合わせされた所定位置に加工用治具を吸着させる。この状態で、シェイプカット加工機を用い、基準マークm1〜m4に基づいて位置合わせされた外形形状Fに、レンズ基材17をシェイプカットし、その後、加工用治具を取り外してレンズ14を完成させる。その後は、外観検査を経てレンズ14を出荷する。
【0120】
以上説明したレンズ製造方法においては、図19を用いて説明したように、マスキング層16の上部からの成膜処理によって、マスキング層16の開口内に透明パターン20aを形成している。このため、透明パターン20aを蒸着成膜に適する材料で構成することができる。しかも透明パターン20aは、マスキング層16に形成された開ロパターン16aの底部に露出するレンズ基材17上に形成される。このため、インクジェット法によるマスキング層16の形成精度に倣って、位置精度および形状精度の高い透明パターン20aを得ることができる。この結果、レンズ基材17上の所定位置に、インクジェット法には適さないが蒸着成膜に適する材料からなる透明パターン20aを、精度良好な処理パターンとして形成することが可能になる。
【0121】
また、このようにして得られたレンズ14は、多層構造の反射防止膜18に対して透明パターン20aを積層させたことにより、透明パターン20aの配置部分とそれ以外の部分とで、反射防止膜18側からレンズ14に入射した光の光反射特性が異なるものとなる。これにより、撥水膜19を介して反射防止膜18側からレンズ14を見た場合には、反射防止膜18における反射防止機能が維持され、かつ上述した光反射特性の違いとして透明パターン20aを容易に視認することができる。一方、このレンズ14を眼鏡の装着者側、すなわち反射防止膜18および撥水膜19とはレンズ14を挟んで反対側の至近距離からレンズ14を見た場合、透明パターン20aが容易に視認されることはない。
【0122】
この結果、装着者の視界を違和感なく確保することが可能でありながら、外側から視認可能な透明パターン20aを形成することができる。この透明パターン20aは、例えば装飾用の模様、ロゴマーク、または文字等として形成することができる。このため、このレンズ14を用いることにより、デザイン性に優れた眼鏡を構成することが可能になる。
【0123】
また、この実施の形態においては、透明パターン20aを、レンズ基材17と反射防止膜18との間、より詳しくはハードコート膜15と反射防止膜18を構成する低屈折率膜18a−1との間に配置した。これにより、反射防止膜18における層構造の連続性を損なうことなく、レンズ基材17の一主面側の表面を、反射防止膜18で一様に覆った通常のレンズ構成とすることができる。したがって、反射防止膜18の表面を、耐摩擦性に優れた二酸化珪素(SiO2) のような低屈折率膜18a−7で一様に覆うことができ、損傷を受け難いレンズ構成とすることができる。また、多層構造の反射防止膜18を成膜する際のプロセスの連続性が阻害されることもない。
【0124】
さらに、このような構成において、透明パターン20aが、これを挟んで配置されるハードコート膜15および低屈折率膜18a−1各層の屈折率よりも高い屈折率を有する場合であれば、透明パターン20aが薄膜の単層構造であっても、反射防止膜18側からレンズ14を見た場合の透明パターン20aの視認性の向上を図ることができる。例えば10nmの膜厚の酸化タンタル(Ta2O5)単層で構成された透明パターン20aを配置した場合、反射防止膜18側から見た片面視感反射率は、透明パターン20aの配置部で1.624%、透明パターン20aの未配置部で0.545%であり、十分に高い透明パターン20aの視認性が得られていることが確認された。
【0125】
<レンズの第2例>
本発明に係るプラスチックレンズ用膜形成装置1は、図20に示すレンズを製造する場合にも用いることができる。
図20は、レンズの他の例を説明するための図で、図20(A)は平面図、図20(B)は図20(A)におけるa−a'断面図である。これらの図に示すレンズ81が、図3に示すレンズ14と異なるところは、例えば装飾用の模様、ロゴマーク、または文字等を構成する透明パターン20aが、開口部hを有する抜きパターンとして構成されているところにある。このレンズ81の他の構成は、図3に示したレンズ14と同様である。
【0126】
このような開口部hを有する透明パターン20aは、平面形状以外は図3に示す島状の透明パターン20aと同様の構成であって良い。すなわち、透明パターン20aは、例えば可視光に対して光透過性を有していれば良いが、特には透明パターン20aを挟んで配置される各層の屈折率よりも高い屈折率を有することが好ましい。また、この透明パターン20aは、透明パターン20aを構成する材料の屈折率と、撥水膜19側から見た場合の透明パターン20aに対して求められる視認性とによって、適宜に調整された膜厚を有するものである。さらに、この透明パターン20aは、異なる材料層を積層させたものであっても良い。
【0127】
<第2例に示すレンズの製造方法>
以上のように構成されたレンズ81の製造方法は、図3に示したレンズ14の製造方法と同様である。ただし、図18を用いて説明したマスキング層16の形成においては、パターンを反転させたマスキング層16を、前記マスキング形成装置によって形成すれば良い。
【0128】
図20に示すように構成されたレンズ81であっても、図3に示すレンズ14と同様に、レンズ基材17上の所定位置に、インクジェット法には適さないが蒸着成膜に適する材料からなる透明パターン20aを、精度良好な処理パターンとして形成することが可能になる。
【0129】
また、図20に示すレンズ81においても、図3に示すレンズ14と同様の構成で、ハードコ―ト膜13と反射防止膜18の低屈折率膜18a−1との間に、透明パターン20aが積層されている。このため、このレンズ81を用いることにより、装着者の視界を違和感なく確保することが可能でありながらも、外側から視認可能な透明パターン20aを例えば装飾用の模様、ロゴマーク、または文字等として備えることでデザイン性に優れた眼鏡を構成することが可能になる。しかも、透明パターン20aを設けたことによって多層構造の反射防止膜18を成膜する際のプロセスの連続性が阻害されることもない。さらに、透明パターン20aが、これを挟んで配置されているハードコート膜15と反射防止膜18の低屈折率膜18a−1よりも高い屈折率を有する場合であれば、図3に示すレンズ14と同様に、透明パターン20aが薄膜の単層構造であっても、反射防止膜18側からレンズ81を見た場合の透明パターン20aの視認性の向上を図ることができる。
【0130】
<レンズの第3例>
本発明に係るプラスチックレンズ用膜形成装置1は、図21に示すレンズを製造する場合にも用いることができる。
図21は、レンズの他の例を説明するための図で、図21(A)は平面図、図21(B)は図21(A)におけるa−a'断面図である。これらの図に示すレンズ82が、上述した他のレンズ14,81と異なるところは、例えば装飾用の模様、ロゴマーク、または文字等を構成する島状の透明パターン20aが、反射防止膜18の上部に積層して設けられているところにある。レンズ82の他の構成は、図3に示すレンズ14と同様である。
【0131】
このような透明パターン20aは、図3および図20に示すレンズ14,81に配置した透明パターン20aと比較して、よりレンズ82の表面近くに配置されることになる。このため、透明パターン20aは、耐摩擦性に優れた二酸化珪素(SiO2) のような低屈折率材料を用いて構成することが好ましい。また、この透明パターン20aは、透明パターン20aを構成する材料の屈折率と、撥水膜19側から見た場合の透明パターン20aに対して求められる視認性とによって、適宜に調整された膜厚を有するものである。さらに、この透明パターン20aは、異なる材料層を積層させたものであっても良い。なお、透明パターン20aを積層構造とする場合は、透明パターン20aを構成する最上層部分か、耐摩擦性に優れた二酸化珪素(SiO2) のような低屈折率材料を用いて構成することが好ましい。
【0132】
<第3例に示すレンズの製造方法>
図22は、上述したレンズ82の製造手順を示すフローチャートである。図23および図24は、上述したレンズ82の製造手順を示す製造工程図である。以下にこれらの図面に基づいて、レンズ82の製造手順の特徴部を説明する。
【0133】
[図23(A)]
先ず、予め、図17(A)〜図17(C)を用いて説明した手順と同様にして、レンズ基材17の一主面側に、ここでの図示を省略した基準マーク(m1〜m4)を形成しておく(S31)。その後、先ず、このレンズ基材17の一主面上に前記ハードコート膜形成装置12によってハードコート膜15を成膜する(S32)。次に、例えばハードコート膜形成装置12によって、前記ハードコート膜15表面の濡れ性を確保するための改質処理を行い(S33)、その後、多層構造の反射防止膜18を成膜する(S34)。
【0134】
以上の成膜および処理は、図3に示すレンズ14を製造するときの手順と同様である。ハードコート膜15の成膜は、前記ハードコート膜形成装置12を用いて形成する。さらに、反射防止膜18の成膜は、イオンアシスト蒸着を適用して行う。この反射防止膜18の成膜は、下層側の低屈折率膜18a−1から順に低屈折率膜18a−7までの各層を、各組成および各膜厚で成膜することによって行う。ただし、最上層の低屈折率膜18a−7は、透明パターンを積層することを考慮し、別途膜厚を調整しても良い。
【0135】
[図23(B)]
次に、図23(B)に示すように、反射防止膜18における低屈折率膜18a−7の上部に、前記マスキング層形成装置13によってマスキング層16をパターン形成する(S35)。ここで形成するマスキング層16は、図3に示すレンズ14を製造するときのものと同様である。すなわち、このマスキング層16は、レンズ基材17の一主面側に確定したレンズの外形形状を全体的に覆うように形成されている。また、このマスキング層16には、透明パターンに対応する形状の開口パターン16aが形成されている。さらに、マスキング層16を形成するために用いるインクは、図3に示すレンズ14を製造するときに用いたものと同様であって、例えば硬化後にエタノールやアセトンに溶解して除去することが可能なUVキュアインクを用いる。
【0136】
マスキング層形成装置13によってマスキング層16が成膜された後には、マスキング層16に対して紫外線(UV)照射を行うことにより、マスキング層16を構成するUVキュアインクを硬化させる。
【0137】
[図24(A)]
次いで、図24(A)に示すように、マスキング層16の上方から透明材料膜20の成膜を行う(S36)。ここでは、蒸着法によって、二酸化珪素(SiO2) からなる屈折率1.43〜1.47の透明材料膜20を、予め設定された膜厚(例えば10nm)で成膜する。この成膜においては、必要に応じてイオンアシスト蒸着を行うことにより、膜質および密着性良好に透明材料膜20の成膜を行う。
【0138】
[図24(B)]
その後、図24(B)に示すように、反射防止膜18上からマスキング層16を除去する処理を行い、マスキング層16と共にこの上部の透明材料膜20を選択的に除去する(S37)。ここでは、例えばマスキング層16を構成するインクを溶解する溶剤(エタノールやアセトン)を用いたウェット処理により、マスキング層16を除去し、マスキング層16と、マスキング層16上の透明材料膜20の選択的な除去を行う。これにより、マスキング層16の開口パターン16a内に成膜された透明材料膜20部分のみが、ハードコ―ト膜13および反射防止膜18を介してレンズ基材17上に残る。すなわち、透明材料膜20部分が透明パターン20aとしてレンズ基材17上に形成される。このようにして形成された透明パターン20aは、マスキング層16に形成した開口パターン16aと同一の位置に同一形状で形成されたものとなる。
【0139】
[図21(A),図21(B)]
以上の後には、先の図21に示したように、透明パターン20aを覆う状態で、反射防止膜18上に撥水膜19を成膜する(S38)。次いで、撥水膜19までが成膜されたレンズ基材17を、レンズ基材17に対して確定された外形形状Fにシェイプカットする(S39)。この際、図3に示すレンズ14を製造するときの手順と同様に、レンズ基材17における外形形状Fの外側に形成した基準マークm1〜m4に基づいて位置合わせされた外形形状Fに、レンズ基材17をシェイプカットする。
【0140】
この第3例に示すレンズ82においても、図24(A)を用いて説明したように、マスキング層16の上部からの成膜処理によって、マスキング層16の開口パターン16aの底部に処理パターンとしての透明パターン20aを形成している。このため、図3に示すレンズ14と同様に、レンズ基材17上の所定位置に、インクジェット法には適さないが蒸着成膜に適する材料からなる透明パターン20aを、精度良好な処理パターンとして形成することが可能になる。
【0141】
また、このようにして得られたレンズ82であっても、他の例のレンズ14,81の構成と同様に、多層構造の反射防止膜18に対して透明パターン20aを積層させている。この結果、他の例と同様に、装着者の視界を違和感なく確保することが可能でありながら、外側から視認可能な透明パターン20aを形成することができる。この透明パターン20aは、例えば装飾用の模様、ロゴマーク、または文字等として形成することができる。このため、このレンズ82を用いることにより、デザイン性に優れた眼鏡を構成することが可能になる。
【0142】
なお、この第3例においては、反射防止膜18上に島状の透明パターン20aを積層させた構成を説明した。しかしながら、第2例のように反射防止膜18上に積層する透明パターンとして開口部を有する透明パターンを用いても良く、この場合であっても本第3例と同様の効果を得ることができる。
【0143】
さらに、上述した第1例〜第3例では、反射防止膜18の上部または下部に透明パターン20aを積層する構成を説明した。しかしながら、透明パターン20aは、多層構造の反射防止膜18の層間に配置されても良い。この場合、透明パターン20aは、これを構成する材料の屈折率と、撥水膜19側から見た場合の透明パターン20aに対して求められる視認性とによって、適宜に調整された膜厚を有すること、さらに異なる材料層を積層さ廿たものであっても良いことは、上述した各例と同様である。
【0144】
<レンズの第4例>
図25は、第4例のレンズの構成を説明するための図で、図25(A)は平面図、図25(B)は図25(A)におけるa−a'断面図(図25B)である。これらの図に示す第4例のレンズ83が、先の第1〜3例のレンズ14,81,82と異なるところは、処理パターンとして島状の染色パターン84が設けられているところにある。他の構成は、第1例のレンズ14と同様である。
【0145】
染色パターン84は、レンズ基材17の凹面及び凸面のどちらか一方の面を一主面とし、この一主面側の表面層に設けられている。この染色パターン84は、撥水膜19側から見た場合の染色パターン84に対して求められる視認性によって、レンズ基材17の表面層における深さdと、染色パターン84を構成する染料の濃度とが、適宜に調整されていることとする。特に、このレンズ83が、眼鏡用のレンズとして用いられる場合、撥水膜19と反対側の至近距離からレンズ83を見た場合に、染色パターン84が容易に視認されない程度に、染色パターン84の深さと染料の濃度とが調整されていることが好ましい。
【0146】
このような染色パターン84を構成する染料は、プラスチック材料からなるレンズ基材17を染色可能なものであれば良く、染色パターン84を形成する染色方法によって適宜な材料が用いられる。例えば昇華染色法によるレンズ基材17の染色によって染色パターン84を形成する場合であれば、染料としては昇華性染料が用いられる。また、浸漬法による染色の場合には、浸漬法用の染料が用いられる。
【0147】
以上のような染色パターン84が設けられたレンズ基材17における一主面上には、他の例と同様の構成のハードコ―ト膜13、多層構造の反射防止膜18、および撥水膜19がこの順に積層されている。
【0148】
<第4例のレンズの製造方法>
図26は、上述した構成を有する第4例のレンズの製造手順を示すフローチャートである。図27〜図28は、上述した構成を有する第4例のレンズの製造手順を示す製造工程図である。以下にこれらの図面に基づいて、第4例のレンズを眼鏡用に適用する場合の製造手順の特徴部を説明する。
【0149】
[図27(A),図27(B)]
先ず図27(A)の平面図、および図27(B)の断面図[図27(A)のa−a'断面に相当]に示すように、予め、レンズ基材17におけるレンズの外形形状Fを確定し、レンズ基材17の一主面側に外形形状Fの基準となる基準マークm1〜m4を形成する(S41)。この工程は、第1例において図17(A)〜図17(C)を用いて説明した手順と同様に行う。
【0150】
次に、マスキング層形成装置13を用いてレンズ基材17の一主面側における表面の改質処理を行う(S42)。この改質処理は、次に行うマスキング層16の形成において用いるインクに対して、レンズ基材17表面の濡れ性を確保するための処理である。
ここでは、例えばレンズ基材17の表面にダメージを与えることのない処理方法として、例えば酸素プラズマを用いたプラズマ処理を行う。なお、濡れ性を確保するための改質処理としては、コロナ放電処理の他にもレンズ基材17に対してダメージを与えることのない方法であれば、コロナ放電処理に限定されることはなく、例えばイオン照射処理や酸素プラズマを用いたプラズマ処理を行っても良い。
【0151】
次に、マスキング層形成装置13によって前記レンズ基材17上に、第1例で説明した手順と同様の手順でマスキング層16をパターン形成する(S43)。ここでは、第1例と同様に、インクジェット法を適用することにより、レンズ基材17のカーブに影響されることなく、先に作製した基準マークm1〜m4に基づいて予め設定されたレンズ基材17上の所定位置に開口パターン16aが設けられるようにマスキング層16を印刷形成することが重要である。
【0152】
[図28(A)]
次に図28(A)に示すように、マスキング層16の上方からレンズ基材17の染色処理を行う(S44)。ここでは、例えば昇華染色を行う。この場合、例えば昇華性染料を水系溶媒に分散させたインクを基板上に塗布してなる印刷シートを用意する。この印刷シートのインク塗布面と、レンズ基材17におけるマスキング層16の形成面とを対向させて配置し、所定の減圧雰囲気下において印刷シートを加熱する。これにより、印刷シートの昇華性染料を昇華させ、マスキング層16の開口パターン16aの底部に露出するレンズ基材17を染色する。この際、マスキング層16も染色されるが、マスキング層16で覆われているレンズ基材17部分は染色されることはない。このため、開口パターン16aの底部のみに、レンズ基材17の表面層を染色処理してなる染色パターン84が形成される。このようにして形成された染色パターン84は、マスキング層16に形成した開口パターン16aと同一の位置に形成された同一形状のものとなる。
【0153】
ここでは、染色パターン84に求められる視認性によって、レンズ基材17の表面層における深さdと、染色パターン84を構成する染料の濃度とを制御した染色処理を行う。このような染色処理における深さdおよび染料の濃度は、レンズ基板Hの材質毎に、印刷シートを構成する昇華性染料の濃度、および染色の処理時間の調整によって制御される。
なお、浸漬法の場合、液体染料に浸漬させる時間や染料温度等で、濃度の制御をすることが可能である。また、浸漬法の場合、凹凸両面染色も可能であり、片面染色と両面染色でマスキングイメージの濃淡制御をすることも可能である。
【0154】
[図28(B)]
次いで図28(B)に示すように、レンズ基材17上からマスキング層16を除去する処理を行う(S45)。ここでは、例えばマスキング層16を溶解する溶剤(エタノールやアセトン)を用いたウェット処理により、染色されたマスキング層16の除去を行う。
【0155】
[図28(C)]
その後図28(C)に示すように、染色パターン84が形成されたレンズ基材17上に、ハードコート膜形成装置12を用いてハードコ―ト膜13を形成する。次いで、低屈折率膜18aと高屈折率膜18bとを交互に積層成膜した多層構造の反射防止膜18とをこの順に成膜し、さらに反射防止膜18上に撥水膜19を成膜する(S46)。反射防止膜18の成膜は、イオンアシスト蒸着を適用して行うことにより、下層側の低屈折率膜18a−1から順に、低屈折率膜18a−7までの各層を、各組成および各膜厚で成膜する。
【0156】
[図25(A),図25(B)]
以上の後には、先の図25(A)および図25(B)に示したように、撥水膜19までが成膜されたレンズ基材17を、レンズ基材17に対して確定された外形形状Fにシェイプカットする(S47)。この際、図27を参照し、第1例で説明した手順と同様にレンズ基材17に形成した基準マークm1〜m4に基づいて位置合わせされた外形形状Fに、レンズ基材17をシェイプカットし、第4例のレンズ83を得る。
【0157】
以上説明した第4例のレンズ製造方法では、図28(A)を用いて説明したように、マスキング層16の上部からの染色処理によって、マスキング層16の開口パターン16aの底部に処理パターンとしての染色パターン84を形成している。つまり、処理パターンを、染色による染色パターン84として形成することができる。しかも染色パターン84(処理パターン)は、マスキング層16に形成された開口パターン16a内に形成される。このため、インクジェット法によるマスキング層16の形成精度に倣って、形状精度の高い染色パターン84(処理パターン)を得ることができる。この結果、レンズ基材17の表面層の所定位置に、形状精度の高い装飾用の模様、ロゴマーク、または文字等としての染色パターン84を、外側から視認可能な処理パターンとして形成することが可能になる。
【0158】
<第5例のレンズの構成>
図29は第5例のレンズの構成を説明するための図で、図29(A)は平面図、図29(B)は図29(A)におけるa−a'断面図である。これらの図に示す第5例のレンズ85が、第4例のレンズ(1d)と異なるところは、染色パターン84が、開口部hを有する抜きパターンとして構成されているところにある。他の構成は、第4例と同様である。
【0159】
このような開口部hを有する染色パターン84は、平面形状以外は第4例で説明した島状の染色パターン84と同様の構成であって良い。すなわち、染色パターン84は、撥水膜19側から見た場合の染色パターン84に対して求められる視認性によって、レンズ基材17の表面層における深さdと、染色パターン84を構成する染料の濃度とが、適宜に調整されていることとする。特に、このレンズ85が、眼鏡用のレンズとして用いられる場合、撥水膜19と反対側の至近距離からレンズ85を見た場合に、染色パターン84が容易に視認されない程度に、染色パターン84の深さと染料の濃度とが調整されていることが好ましい。
【0160】
<第5例のレンズの製造方法>
以上のような構成の第5例のレンズ85の製造方法は、第4例と同様である。ただし、図27を用いて説明したマスキング層16の形成においては、パターンを反転させたマスキング層16を、インクジェット法の適用によって形成すれば良い。
【0161】
このような第5例のレンズ85であっても、第4例のレンズ83と同様の方法が適用されるため、第4例の製造方法と同様の効果を得ることができる。
【0162】
なお、以上説明した第4例および第5例においては、マスキング層16の上方からの昇華染色法によってレンズ基材17の一主面側の表面層に染色パターン84を形成する構成を説明した。しかしながら、染色パターン84の形成が昇華染色に限定されることにかく、浸漬法や転写法のような他の染色方法を適用しても良い。
【0163】
ただし、第4例および第5例において説明したように、レンズ基材17の一主面側のみにマスキング層16を形成した状態で、例えば浸漬法のようにレンズ基材17全体を染料にさらす方法を適用して染色処理を行った場合、マスキング層16が形成されていないレンズ基材17の他主面側は全面が染色処理されることになる。この場合、マスキング層16側からの染色処理によって染色パターン84を形成するには、他主面側からの染色がマスキング層16を設けた一主面側に達することのないように、染色条件を制御した染色を行うことが重要である。なお、レンズ基材17の一主面側と共に、他主面側におけるレンズ領域の全面をマスキング層16で覆って染色処理を行うことで、レンズ基材17の他主面側の染色を防止しても良い。
【符号の説明】
【0164】
11…プラスチックレンズ用膜形成装置、13…マスキング層形成装置、14,81,82,83,85…プラスチックレンズ、16…マスキング層、17…レンズ基材、20…透明材料膜、20a…透明パターン、22…被染色面、23…搬送装置、24…第1の搬送テーブル、25…第2の搬送テーブル、26…第1の処理ユニット、27…第2の処理ユニット、31…コロナ放電処理装置、33…制御装置、36…レンズホルダー、41…昇降装置、42…水平移動装置、61…放電ヘッド、62〜65…第1〜第4のインクジェットヘッド、66…染料粒、67…熱硬化装置、78…UV硬化装置、84…染色パターン、F…外形形状、m1,m2,m3,m4…基準マーク。
【技術分野】
【0001】
本発明は、眼鏡用のプラスチックレンズに膜形成用塗布液の粒子を飛ばして付着させるプラスチックレンズ用膜形成装置に関するものである。
【背景技術】
【0002】
眼鏡用のプラスチックレンズ(以下、単にレンズという)には、レンズ基材の表面を覆う様々な膜が形成されている。この種の膜としては、たとえば、ハードコート膜、反射防止膜、撥水膜などである。前記ハードコート膜は、レンズ基材が傷付くことを防ぐためのものである。前記反射防止膜は、レンズ面における光反射を防止するためのものである。前記撥水膜は、レンズに水滴が付着した状態でレンズを乾燥させた場合にレンズ表面に水滴の痕跡(水やけ)が形成されることを防ぐためのものである。
【0003】
前記ハードコート膜を形成する従来の膜形成装置としては、たとえば特許文献1に記載されているものがある。特許文献1に開示された膜形成装置は、インクジェットヘッドやスプレーノズルを用いて膜形成用塗布液の粒子をレンズ面に塗布するものである。
一般的なインクジェット法によれば、塗布液の粒子(以下、単に塗布液粒という)は、所定の間隔をおいて連続的にインクジェットヘッドから噴出される。塗布液粒がインクジェットヘッドから噴出されるときには、インクジェットヘッドとレンズとが相対的に移動する。
【0004】
インクジェットヘッドから飛ばされてレンズに到達した塗布液粒は、図30に示すように、レンズ表面に一粒ずつ付着する。図30において、符号1は塗布液粒を示す。すなわち、塗布液粒1が半球状にレンズ表面に付着する。図30に示す塗布液粒1は、互いに隣り合う塗布液粒1どうしが接触するような大きさで描いてある。このような大きさの塗布液粒1がレンズ表面に付着している場合は、図30(A)に示すように、塗布液粒1で囲まれた領域2においてレンズ表面が部分的に露出することになる。
ところで、近年の前記レンズには、意匠性を高くすることを目的としてインクジェットヘッドで着色塗料を塗布し、模様を施すことも行われている(たとえば特許文献2参照)。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2001−327908号公報
【特許文献2】国際公開WO00/67051(特に第7頁)
【発明の概要】
【発明が解決しようとする課題】
【0006】
インクジェット式の膜形成装置やスプレー式の膜形成装置を用いてハードコート膜の材料をレンズ表面に塗布し、ハードコート膜を形成すると、成膜が不充分になり易いという問題があった。また、インクジェット式の膜形成装置を用いてレンズ表面に模様を描いたり、文字を記入すると、模様や文字が粗くなるという問題があった。
【0007】
これらの理由は、図30(A)に示すように、塗布液粒1どうしの間に未塗布の領域2が形成されるからである。未塗布の領域は、塗布液を大量に塗布することによって、無くすことができる。しかし、塗布液の塗布量が多くなると、湾曲しているレンズ表面上を塗布液が流れるおそれがある。塗布液がレンズ表面上を流れた場合は、ハードコート膜の厚みが不均一になってしまうし、模様や文字を表現することができなくなってしまう。
【0008】
本発明は、このような問題を解消するためになされたもので、レンズに塗布液の粒を飛ばして塗布するにもかかわらず、未塗布領域が形成されることがないプラスチックレンズ用膜形成装置を提供することを目的とする。
【課題を解決するための手段】
【0009】
この目的を達成するために、本発明に係るプラスチックレンズ用膜形成装置は、眼鏡用のプラスチックレンズを膜形成面が露出する状態で搬送する搬送装置と、前記膜形成面と対向する位置に配設され、前記膜形成面に濡れ性が向上する改質処理を施す改質装置と、前記改質装置より前記搬送装置の搬送経路の下流側であって前記膜形成面と対向する位置に配設され、前記膜形成面に塗布液の粒子を飛ばして付着させる塗布液噴出装置とを備えてなり、前記改質処理後のプラスチックレンズが塗布液噴出装置に直接搬送され、このプラスチックレンズに塗布液が塗布されるものである。
【0010】
本発明は、前記発明において、前記改質装置は、コロナ放電処理装置またはプラズマ処理装置であることを特徴とするものである。
【0011】
本発明は、前記発明において、前記塗布液噴出装置は、インクジェット式のものであり、前記塗布液はハードコート膜の材料とマスクキング膜の材料とのうち何れか一方であることを特徴とするものである。
【0012】
本発明は、前記発明において、前記膜形成面と前記改質装置および前記塗布液噴出装置との間隔を予め定めた間隔に調整する間隔調整装置をさらに備えたものである。
【0013】
本発明は、前記発明において、前記搬送装置は、前記プラスチックレンズを前記膜形成面が上方を指向する状態で支持する搬送テーブルと、この搬送テーブルを水平方向に移動させる移動装置とを備えているものである。
【発明の効果】
【0014】
本発明によれば、改質処理により濡れ性が向上した膜形成面に塗布液の粒が付着するから、この塗布液粒が膜形成面上で濡れ拡がり、塗布液粒で囲まれた領域にも塗布液が塗布される。したがって、レンズに塗布液の粒を飛ばして塗布するにもかかわらず、未塗布領域が形成されることがないプラスチックレンズ用膜形成装置を提供することができる。
また、改質処理と塗布とが同一装置内で行われるから、改質処理後のプラスチックレンズが塗布液噴出装置に直接搬送され、このプラスチックレンズに塗布液が塗布されるため、膜形成面への汚れや埃の付着を防ぎ、生産性が向上する。
【図面の簡単な説明】
【0015】
【図1】ハードコート膜形成装置の構成を説明するための模式図である。
【図2】マスキング層形成装置の構成を説明するための模式図である。
【図3】レンズの構成を示す図で、同図(A)は平面図、同図(B)は(A)図におけるa−a'断面図である。
【図4】レンズ移動テーブルを示す図で、同図(A)は平面図、同図(B)は同図(A)におけるB−B線断面図である。
【図5】レンズ移動テーブルにプラスチックレンズを装填した状態を示す図で、同図(A)は平面図、同図(B)は同図(A)におけるB−B線断面図、同図(C)は同図(A),(B)におけるレンズ保持用のレンズホルダーを示す斜視図である。
【図6】本発明に係るプラスチックレンズ用膜形成装置における搬送装置の正面図である。
【図7】本発明に係るプラスチックレンズ用膜形成装置における搬送装置の側面図である。
【図8】改質処理装置の構成を示す正面図である。
【図9】膜形成装置の構成を示す正面図である。
【図10】制御装置の構成を示すブロック図である。
【図11】本発明に係るプラスチックレンズ用膜形成装置の動作を説明するためのフローチャートである。
【図12】プラスチックレンズの状態を示す図で、同図(A)は改質処理後の状態を示し、同図(B),(C)は染料塗布後の状態を示す。
【図13】塗布液粒の塗布パターンを示す図で、同図は塗布液粒を2方向に一定のピッチで配置した例を示している。
【図14】染料粒の付着形態を示す平面図である。
【図15】表面改質処理を施した面に対し、塗布液塗布後の状態を示す図で、同図(A)は平面図、同図(B)は同図(A)におけるB−B線断面図である。
【図16】第1例のレンズの製造手順を示すフローチャートである。
【図17】第1例のレンズの製造手順を示す製造工程図(その1)である。
【図18】第1例のレンズの製造手順を示す製造工程図(その2)である。
【図19】第1例のレンズの製造手順を示す製造工程図(その3)である。
【図20】第2例の方法によって得られるレンズの構成を示す平面図および断面図である。
【図21】第3例の方法によって得られるレンズの構成を示す平面図および断面図である。
【図22】第3例のレンズの製造手順を示すフローチャートである。
【図23】第3例のレンズの製造手順を示す製造工程図(その1)である。
【図24】第3例のレンズの製造手順を示す製造工程図(その2)である。
【図25】第4例の方法によって得られるレンズの構成を示す平面図および断面図である。
【図26】第4例のレンズの製造手順を示すフローチャートである。
【図27】第4例のレンズの製造手順を示す製造工程図(その1)である。
【図28】第4例のレンズの製造手順を示す製造工程図(その2)である。
【図29】第5例の方法によって得られるレンズの構成を示す平面図および断面図である。
【図30】従来の装置によって塗布液粒がプラスチックレンズに付着された状態を示す図で、同図(A)は平面図、同図(B)は同図(A)におけるB−B線断面図である。
【発明を実施するための形態】
【0016】
以下、本発明に係るプラスチックレンズ用膜形成装置の一実施の形態を図1〜図15によって詳細に説明する。また、この装置を使用して眼鏡用レンズを形成する例を図16〜図29によって詳細に説明する。
この実施の形態においては、本発明に係るプラスチックレンズ用膜形成装置11をハードコート膜形成装置12(図1参照)またはマスキング層形成装置13(図2参照)として構成する例について説明する。
【0017】
図1に示すハードコート膜形成装置12は、図3に示す眼鏡用プラスチックレンズ(以下、レンズという)14のハードコート膜15を形成するためのものである。図2に示すマスキング層形成装置13は、前記レンズ14を製造する過程で使用するマスキング層16{図18(B)参照}を形成するためのものである。
前記レンズ14は、図3(B)に示すように、レンズ基材17の一主面上に、ハードコート膜15、反射防止膜18、および撥水膜19をこの順に積層させたものである。また、特に、この実施の形態によるレンズ14は、レンズ基材17上におけるハードコート膜15と反射防止膜18との間に、島状の透明パターン20aを備えているところが特徴的である。この透明パターン20aは、詳細は後述するが、図2に示すマスキング層形成装置13によって形成されたマスキング層16を用いて形成される。
以下、レンズ14を構成する各部材の詳細な構成を、レンズ基材17側から順に説明する。
【0018】
[レンズ基材17]
レンズ基材17は、眼鏡用レンズに用いられる一般的なプラスチック材料からなり、所定のレンズ形状に成形されている。前記プラスチック材料は、例えば屈折率(nD)1.50〜1.74程度のものが用いられる。このようなプラスチック材料としては、例えばアリルジグリコールカーボネート、ウレタン系樹脂、ポリカーボネート、チオウレタン系樹脂及びエピスルフィド樹脂が例示される。このようなレンズ基材17の一主面上に上述したハードコート膜15〜撥水膜19、および透明パターン20aの各層が積層されている。ここでいう前記一主面とは、このレンズ14を用いて構成される眼鏡の外側となる面である。
【0019】
[ハードコート膜15]
ハードコート膜15は、反射防止膜18の下地として用いられる膜であり、例えば有機珪素化合物を含む材料を用いて構成されている。このハードコート膜15は、上述したプラスチック材料の屈折率に近い屈折率を有するものである。具体的には、ハードコート膜15の屈折率(nD)は1.49〜1.70程度であり、レンズ基材17の素材に応じて膜構成が選択される。
【0020】
[反射防止膜18]
反射防止膜18は、屈折率の異なる材料膜を積層させた多層構造を有し、干渉作用によって光の反射を防止する膜である。このような反射防止膜18は、一例として低屈折率膜18aと高屈折率膜18bとを交互に積層してなる多層構造が挙げられる。低屈折率膜18aは、例えば屈折率1.43〜1.47程度の二酸化珪素(SiO2) からなる。また高屈折率膜18bは、低屈折率膜18aよりも高い屈折率を有する材料からなり、例えば酸化ニオブ(Nb205)、酸化タンタル(Ta2O5)、酸化チタン(TiO2) 、酸化ジルコニウム(ZrO2) 、酸化イットリウム(Y2O3)、さらには酸化アルミニウム(Al2O3)等の金属酸化物を、適宜の割合で用いて構成される。
【0021】
以上のような低屈折率膜18aと高屈折率膜18bとからなる反射防止膜18の積層数は、限定されることはない。一例として、レンズ基材17側から順に、低屈折率膜18a−1,高屈折率膜18b−2,…低屈折率膜18a−7の順に、7層を積層させた反射防止膜18が挙げられる。また、これらの各低屈折率膜18aおよび各高屈折率膜18bは、所定の位相差となるように各屈折率に応じた各膜厚を有している。
【0022】
各低屈折率膜18aおよび各高屈折率膜18bの膜厚は、屈折率に応じて設定し、例えば下記の膜構成となるように形成することができる。すなわち、各膜の膜厚は、低屈折率膜18a−1/高屈折率膜18b−2/低屈折率膜18a−3の3層を合わせた位相差が[λ/4]となり、高屈折率膜18b−4/低屈折率膜18a−5/高屈折率膜18b−6の3層を合わせた位相差が[λ/2]となり、低屈折率膜18a−7の1層の位相差が[λ/4]となるように設定する。
【0023】
[撥水膜19]
撥水膜19は、例えばフッ素置換アルキル基含有有機ケイ素化合物からなる。この撥水膜19は、反射防止膜18と合わせて反射防止機能を奏するように設定された膜厚を有している。
【0024】
[透明パターン20a]
透明パターン20aは、例えば装飾用の模様、ロゴマーク、または文字等として設けられたものであって、光透過性を有する材料で構成された島状パターンとして構成されている。この実施の形態で用いられる透明パターン20aは、例えば可視光に対して光透過性を有していれば良いが、特には透明パターン20aを挟んで配置される各層の屈折率よりも高い屈折率を有することが好ましい。また、この透明パターン20aの膜厚は、透明パターン20aを構成する材料の屈折率と、撥水膜19側から見た場合の透明パターン20aに対して求められる視認性とによって、適宜に調整される。なお、透明パターン20aは、異なる材料層を積層させたものであっても良い。
【0025】
このような透明パターン20aには、透明パターン20aを挟んで配置されたハードコート膜18および低屈折率膜18a−1よりも高い屈折率の材料が用いられている。このような材料には、反射防止膜18に用いられる高屈折率膜18bを構成する材料と同様の材料が好適に用いられる。これらの材料を用いて透明パターン20aを構成する場合、膜厚10nm程度で透明パターン20aを形成する。これにより、撥水膜19側から見た場合の透明パターン20aに高い視認性を得ることができる。なお、透明パターン20aに対して、あえて低い視認性を持たせる場合であっても、透明パターン20aの屈折率と膜厚とを調整すれば良い。
【0026】
以上のような構成のレンズ14は、このレンズ14を用いて構成された眼鏡の内側、すなわち装着者側に向かって配置される面上にも、レンズ基材17側から順にハードコ―ト膜、反射防止膜、および撥水膜がこの順に設けられても良い。
【0027】
次に、図1に示すハードコート膜形成装置12について詳細に説明する。
ハードコート膜形成装置12は、改質処理工程Aとハードコート液塗布工程Bとを経てレンズ14にハードコート液からなる膜を形成するものである。このハードコート膜形成装置12によって形成されたハードコート液からなる膜は、ハードコート膜形成装置12から加熱炉21に移され、加熱されて硬化させられる(加熱工程C)。前記加熱炉21は、詳細には図示してはいないが、多数のレンズを一度に所定の温度に加熱することができるものや、多数のレンズを連続的に加熱するものなどが用いられている。
【0028】
改質処理工程Aにおいては、レンズ14の膜形成面22(レンズ表面)に濡れ性が向上する改質処理を施す。この改質処理は、例えばコロナ放電処理や大気圧プラズマ処理などによって行う。
コロナ放電処理は、一対の電極(図示せず)に高周波高電圧を印加して電極間にコロナ放電を生じさせ、このコロナ放電によるエネルギー場に前記膜形成面22を晒すことによって行う。
【0029】
大気圧プラズマ処理は、一対の電極間にプラズマを発生させ、このプラズマによるエネルギー場に前記膜形成面22を晒すことによって行う。なお、レンズ14の濡れ性を向上させるための処理法は、コロナ放電処理やプラズマ処理に限定されることはなく、例えば紫外線を照射して行う紫外線表面処理法を採用することも考えられる。
【0030】
ハードコート液塗布工程Bにおいては、ハードコート液の粒子(以下、ハードコート液粒という)を飛ばして膜形成面22に付着させ、付着後に硬化させる。ハードコート液粒を飛ばす手法としては、例えばインクジェット法やスプレー法が挙げられる。この実施の形態においては、インクジェット法によってハードコート液粒を膜形成面22に塗布する例について説明する。膜形成面22に付着したハードコート液を硬化させるためには、ハードコート液の種類に応じて熱硬化やUV硬化などによって行うことができる。
ハードコート液は、従来からよく知られている浸漬法で使用するものと同じものを用いることができる。
【0031】
次に、ハードコート膜形成装置12の一実施の形態を図1、図4〜図15によって詳細に説明する。
この実施の形態によるハードコート膜形成装置12は、後述する各処理装置が水平方向に並ぶ構成のものである。また、このハードコート膜形成装置12は、レンズ14を各処理装置の下方を通して搬送する搬送装置23を備えている。この搬送装置23は、レンズ14を第1、第2の搬送テーブル24,25に装填した状態で搬送するものである。
【0032】
このハードコート膜形成装置12の水平方向の両端部には、作業者(図示せず)がレンズ14の搬入と搬出とを行うために第1、第2の処理ユニット26,27が設けられている。第1の処理ユニット26は、ハードコート膜形成装置12における図1において左側の端部に設けられ、第2の処理ユニット27は、他端部に設けられている。これらの第1、第2の処理ユニット26,27には、ライトカーテン28によって仕切られて装置前方(図1の紙面の上方)に向けて開放された作業スペースSがそれぞれ形成されている。
【0033】
前記第1の搬送テーブル24は、前記第1の処理ユニット26においてレンズ14の着脱が行われる。第2の搬送テーブル25は、前記第2の処理ユニット27においてレンズ14の着脱が行われる。このように二つの搬送テーブル24,25を使用する理由は、第1の処理ユニット26と第2の処理ユニット27とにおいてレンズ14の搬入・搬出作業を個別に行うことができるようにするためである。すなわち、例えば第1の処理ユニット26側において処理が行われている間に、第2の処理ユニット27側においてレンズ14を第2の搬送テーブル25にセットすることができる。このように処理ユニットを2つ設けることで交互の処理が可能となり、生産効率が向上する。もちろん処理ユニット26か処理ユニット27のいずれか一方を除いた形でも問題ないことは言うまでもない。
【0034】
前記第1、第2の処理ユニット26,27の間には、詳細は後述するが、前記各処理装置としてのコロナ放電処理装置31とインクジェット装置32とが配設されている。コロナ放電処理装置31は、上述した改質処理工程Aを実施するためのものである。この実施の形態においては、このコロナ放電処理装置31によって、本発明でいう「改質装置」が構成されている。インクジェット装置32は、上述したハードコート液塗布工程Bを実施するためのものである。このインクジェット装置32によって、本発明でいう「塗布液噴出装置」が構成されている。
【0035】
レンズ14は、第1または第2の処理ユニット26,27において、作業者によってハードコート膜形成装置12内に搬入され、搬送装置23の前記第1、第2の搬送テーブル24,25に装填される。そして、このレンズ14は、搬送装置23によってコロナ放電処理装置31とインクジェット装置32とに送られる。レンズ14は、これらの装置による処理が終了した後に搬入時と同じ第1または第2の処理ユニット26,27に戻される。この実施の形態によるハードコート膜形成装置12は、このような各装置の動作を自動的に行うための制御装置33を備えている。
【0036】
前記搬送装置23は、前記第1、第2の搬送テーブル24,25をそれぞれ上下方向に移動させる機能と、これらの搬送テーブル24,25をそれぞれ水平方向に移動させる機能とを有している。第1、第2の搬送テーブル24,25は、図4に示すように、板状に形成されており、図6および図7に示すように、後述する昇降用スライダ34の上端部にそれぞれ設けられている。
【0037】
前記第1、第2の搬送テーブル24,25には、図4に示すように、二つの円形穴35が上方に向けて開口するように形成されている。これらの円形穴35は、図5(A),(B)に示すように、レンズ保持用のレンズホルダー36が着脱可能に嵌合できる寸法に形成されている。これらの第1、第2の搬送テーブル24,25によって、本発明でいう「搬送テーブル」が構成されている。
【0038】
前記レンズホルダー36は、図5(C)に示すように、円筒36aと、この円筒36aから中空部内に臨むばね片36bとによって構成されている。これらの円筒36aとばね片36bとは、プラスチックによって一体成形により一体に形成されている。円筒36aの軸線方向の長さは、レンズ14の厚みより僅かに大きくなるように形成されている。
前記ばね片36bは、円筒36aを周方向に3等分する位置に設けられている。これらのばね片36bは、円筒36aから周方向の一方に延びるとともに、先端側に向かうにしたがって漸次円筒36aの軸心に接近するように湾曲している。
【0039】
ばね片36bの先端部には、レンズ14の外周面を径方向の中心に向けて押圧するための爪36cが設けられている。レンズ14は、これら3本のばね片36bにより挟まれることによって、円筒36aの中心部内に保持されている。レンズ14は、ばね片36bで保持されている状態において、ばね片36bが弾性変形することにより円筒36a内で径方向に移動することが可能である。
【0040】
このように構成されたレンズホルダー36は、レンズ14を保持している状態で前記円形穴35に上方から嵌合させられる。すなわち、レンズ14は、レンズホルダー36を介して前記第1、第2の搬送テーブル24,25にいわゆるカートリッジ式に装填される。第1、第2の搬送テーブル24,25に形成されている二つの円形穴35,35のうち、一方の円形穴35には左眼用レンズ14が装填され、他方の円形穴35には右眼用レンズ14が装填される。
【0041】
レンズホルダー36の第1、第2の搬送テーブル24,25への装填は、レンズ14の膜形成面22(インクジェット装置32でハードコート液を塗布するレンズ面であって前記一主面)が上方を指向するように行う。このため、レンズ14は、膜形成面22が上方を指向する状態で搬送テーブル24,25に支持され、膜形成面22が露出する状態で搬送装置23によって搬送されることになる。この実施の形態においては、レンズ14は、ハードコート膜形成装置12でハードコート液が塗布された後、レンズホルダー36から取り外されることなく加熱炉21に送られる。
【0042】
前記第1、第2の搬送テーブル24,25を搬送する搬送装置23は、図6および図7に示すように、二つの昇降装置41と、二つの水平移動装置42とを備えている。昇降装置41は、前記各搬送テーブル24,25を上下方向に移動させるものである。水平移動装置42は、各搬送テーブル24,25を水平方向に移動させるものである。
前記昇降装置41は、第1、第2の搬送テーブル24,25が取付けられた昇降用スライダ34をボールねじ機構によって昇降させる構成が採られている。
【0043】
昇降用スライダ34は、後述する水平移動装置42に支持された昇降ベースプレート43に上下方向に移動自在に支持されている。昇降用スライダ34の移動する方向は、昇降ベースプレート43に設けられた2本のガイドレール44によって規制されている。これらのガイドレール44は、上下方向に延びるとともに、互いに水平方向に離間している。
昇降ベースプレート43には、上下方向に延びるボールねじ軸45が回転自在に支持されている。また、昇降ベースプレート43には、前記ボールねじ軸45を回転させる第1、第2の昇降サーボモータ46,47が取付けられている。
【0044】
前記ボールねじ軸45は、2本のガイドレール44の間に配設されている。このボールねじ軸45には、昇降用スライダ34に回転自在に支持されたボールねじナット48が螺合している。すなわち、この昇降装置41においては、第1、第2の昇降サーボモータ46,47の駆動によりボールねじ軸45が回転することによって、昇降用スライダ34が第1の搬送テーブル24または第2の搬送テーブル25とともに上昇または下降する。
【0045】
第1、第2の昇降サーボモータ46,47の動作は、後述する制御装置33によって制御される。この実施の形態による昇降装置41は、第1、第2の搬送テーブル24,25に装填された二つのレンズ14,14の高さをそれぞれ検出するために、二つの高さ計測ゲージ49(図1参照)を備えている。これらの高さ計測ゲージ49は、図1に示すように、前記第1の処理ユニット26と後述するコロナ放電処理装置31との間であって、搬送装置23の搬送経路の上方に位置付けられている。
【0046】
高さ計測ゲージ49は、下端部に設けられている接触子が上方へ移動したときの接触子の移動量を計測するものである。この実施の形態による高さ計測ゲージは、前記接触子がレンズ14によって下方から押し上げられたときの接触子の移動量に基づいてレンズ14の高さを検出するものである。この高さ計測ゲージ49は、図1に示すように、2本一組でレンズ14を片方ずつ測定する。
【0047】
この高さ計測ゲージ49の検出データは制御装置33に送られる。制御装置33は、高さ計測ゲージ49によって検出されたレンズ14の高さに基づいて昇降装置41の動作を制御する。すなわち、制御装置33は、レンズ14の高さがコロナ放電処理装置31や、インクジェット装置32や、後述する熱硬化装置67に適合するように、第1、第2の昇降サーボモータ46,47を回転させる。このように高さ計測ゲージ49を備えた昇降装置41によって、請求項4記載の発明でいう「間隔調整装置」が構成されている。
【0048】
前記水平移動装置42は、図6および図7に示すように、前記昇降装置41の昇降ベースプレート43をボールねじ機構によって水平方向に移動させる構成が採られている。この実施の形態においては、この水平移動装置42によって、請求項5記載の発明でいう「移動装置」が構成されている。昇降ベースプレート43は、水平方向に延びるように形成された横移動ベースプレート51に水平方向に移動自在に支持されている。
【0049】
昇降ベースプレート43が移動する方向は、横移動ベースプレート51に設けられた2本のガイドレール52によって規制されている。これらのガイドレール52は、水平方向に延びるとともに、互いに上下方向に離間している。前記横移動ベースプレート51には、水平方向に延びるボールねじ軸53が回転自在に支持されている。また、前記横移動ベースプレート51には、前記ボールねじ軸53を回転させる第1、第2の横移動サーボモータ54,55が取付けられている。
【0050】
前記ガイドレール52は、二つの昇降ベースプレート43,43を支持している。前記ボールねじ軸53には、昇降ベースプレート43に回転自在に支持されたボールねじナット56が螺合している。この実施の形態による二つの水平移動装置42は、横移動ベースプレート51とガイドレール52とを共有する構成が採られている。すなわち、ボールねじ軸53と、第1、第2の横移動サーボモータ54,55と、ボールねじナット56とは、それぞれ昇降ベースプレート43毎に設けられている。
【0051】
2本のボールねじ軸53は、2本のガイドレール52の間に上下方向に並ぶ状態で配置されている。上側に位置するボールねじ軸53は、前記第1の処理ユニット26と対応する一端部が第1の横移動サーボモータ54によって駆動される。下側に位置するボールねじ軸53は、前記第2の処理ユニット27と対応する他端部が第2の横移動サーボモータ55によって駆動される。
【0052】
すなわち、第1の搬送テーブル24は、第1の横移動サーボモータ54の駆動により上側のボールねじ軸53が回転することによって水平方向に移動する。第2の搬送テーブル25は、第2の横移動サーボモータ55の駆動により下側のボールねじ軸53が回転することによって水平方向に移動する。これらの横移動サーボモータ54,55の動作は、後述する制御装置33によって制御される。
【0053】
前記コロナ放電処理装置31は、図1および図8に示すように、一つの放電ヘッド61を備えている。この放電ヘッド61は、大気中でコロナ放電61a(図8参照)を発生させるものである。この放電ヘッド61は、前記搬送装置23が第1、第2の搬送テーブル24,25を水平方向に搬送するときの搬送経路の上方であって、所定の高さとなる位置に配設されている。また、放電ヘッド61は、コロナ放電61aが下方に向けて発生するように位置付けられている。
【0054】
この実施の形態によるコロナ放電処理装置31は、大気中で放電ヘッド61においてコロナ放電61aを発生させ、その放電電子をレンズ14の膜形成面22に照射するものである。この場合、高さ計測ゲージ49によって検出されたレンズ14の高さに基づいて、昇降装置41の動作を放電ヘッド61とレンズ14の高さが最適になるように制御装置33で制御する。
このようにコロナ放電61aのエネルギーをレンズ14に作用させると、膜形成面22が活性化された状態になるとともに、膜形成面22にカルボニル基等の極性基が生成され、膜形成面22の濡れ性が向上する。
【0055】
本発明に係るプラスチックレンズ用膜形成装置11に装備することが可能なレンズ表面改質装置としては、コロナ放電処理装置31の他に、例えば大気圧プラズマ処理装置(図示せず)や、紫外線を用いる表面改質装置(図示せず)などがある。
プラズマ処理装置を用いる場合は、前記放電ヘッド61が設けられている位置に放電ヘッド61の代わりにプラズマ照射ヘッドが配置される。このプラズマ照射ヘッドは、下方に向けてプラズマが照射されるように位置付けられる。紫外線を用いる表面改質装置を用いる場合は、前記放電ヘッド61が設けられている位置に放電ヘッド61の代わりに紫外線発生器が配置される。この紫外線発生器は、紫外線を下方に向けて照射するように位置付けられる。
【0056】
ハードコート膜形成装置12に装備されているインクジェット装置32は、図1および図9に示すように、第1〜第4のインクジェットヘッド62〜65を備えている。これらのインクジェットヘッド62〜65は、前記搬送経路が延びる方向に並べられている。また、これらのインクジェットヘッド62〜65は、圧電素子(図示せず)によってハードコート液を加圧し、ハードコート液粒(粒子状の液滴)66として噴出させるオンデマンド型のものである。なお、インクジェットヘッドの数量は、4個に限定されることはなく、1個でもよいし、適宜変更することができる。
【0057】
これらのインクジェットヘッド62〜65は、ハードコート液が噴出するインクジェット穴(図示せず)が下方を指向する状態で所定の位置に配設されている。この所定の位置とは、前記搬送経路の上方であって、所定の高さとなる位置である。ここでも高さ計測ゲージ49によって検出されたレンズ14の高さに基づいて、昇降装置41の動作をインクジェットヘッド62〜65とレンズ14の高さが最適になるように制御装置33で制御する。
【0058】
各インクジェットヘッド62〜65には、図示してはいないが、複数のインクジェットノズル穴が等ピッチで列状に形成されている。これらの複数のインクジェットノズル穴からなる列は、前記搬送経路が延びる方向とは直交する水平方向(図1の紙面と直交する方向)に、レンズ14の外径と同等または外径より長く延びている。また、各インクジェットヘッド62〜65は、一つのハードコート液粒66の液適量と、同一位置に付着するハードコート液粒66の数量とを制御できるものが用いられている。これらのハードコート液粒66の液適量と、ハードコート液粒66の数量とは、目標とする膜厚が得られるように制御装置33によって制御される。
【0059】
なお、インクジェットヘッド62〜65としては、ピエゾ式のものの他に、サーマル方式や静電方式のものを用いることができる。また、この実施の形態によるハードコート膜形成装置12に装備するハードコート液噴出装置としては、インクジェット装置32の他に、スプレー式の塗布装置(図示せず)を用いることができる。しかし、加熱することなくインクの凝集が抑制される点や、インクの液滴制御が容易な点を考慮すると、ピエゾ方式のインクジェット装置が好ましい。
【0060】
この実施の形態によるインクジェット装置32は、第1〜第4のインクジェットヘッド62〜65によってレンズ14に塗布されたハードコート液を硬化させるために熱硬化装置67(図1参照)を備えている。この熱硬化装置67は、例えばハロゲンヒーターによって構成することができる。この熱硬化装置67は、レンズ14に塗布されたハードコート液を完全に硬化させるものではなく、少なくとも表面部分が硬化する程度にハードコート液を硬化させるものである。ハードコート液の表面部分が硬化させられることにより、ハードコート膜形成装置12の後の工程の装置へレンズ14を送るときにレンズ表面に付着した異物を容易に除去できるようになる。
【0061】
この熱硬化装置67は、図1に示すように、第1〜第4のインクジェットヘッド62〜65より搬送方向(図1において左から右へ移行する方向)の下流側であって、レンズ14の搬送経路の上方近傍に配設されている。
なお、図1に示すハードコート膜形成装置12において、ハードコート液として紫外線硬化型のものを使用する場合は、熱硬化装置67の代わりにUV硬化装置を使用することができる。この場合のUV硬化装置は、紫外線をレンズ14に向けて照射するように構成される。
【0062】
上述した各装置の動作を制御する制御装置33は、図10に示すように、制御データ作成部71と、搬送装置制御部72と、改質装置制御部73と、ハードコート液噴出装置制御部74と、ログデータ保存部75などを備えている。また、制御装置33には、サーバー76が通信可能に接続されているとともに、バーコードリーダ77が接続されている。前記サーバー76は、レンズ14にハードコート液や後述するマスキング液を塗布する際に必要な全てのデータを記憶する機能と、制御装置33が必要とするデータ(レンズ14毎の仕様データ)を制御装置33に送る機能とを有している。
【0063】
前記バーコードリーダ77は、レンズ14毎の仕様(外径、ハードコード膜の膜厚等)が記録されているバーコードを読むためのものである。このバーコードは、レンズ14毎に形成されているオーダーシート(図示せず)に記録されており、レンズ14とともに前工程の装置(図示せず)からハードコート膜形成装置12に送られる。このバーコードリーダ77は、前記第1の処理ユニット26と前記第2の処理ユニット27とにおいて作業者が容易に操作できるように構成されている。また、バーコードリーダ77の代わりにRFID(Radio Frequency IDentification)リーダを用いても良い。
【0064】
前記制御データ作成部71は、前記バーコードリーダ77によってレンズ14毎の仕様を読み込み、この仕様が実現されるように実際にハードコート液を塗布するに当たって必要なデータをサーバー76から取得する。そして、制御データ作成部71は、前記データに基づいてコロナ放電処理装置31およびインクジェット装置32を制御するためのデータを作成する。
【0065】
前記搬送装置制御部72は、搬送装置23の4個のサーボモータ46,47,54,55の動作を制御する。第1、第2の搬送テーブル24,25は、前記搬送装置制御部72による制御によって、第1、第2の処理ユニット26,27から高さ計測ゲージ49→コロナ放電処理装置31→インクジェット装置32→熱硬化装置67→第1、第2の処理ユニット26,27という順序で移動する。第1の搬送テーブル24は、第1の処理ユニット26から搬送を開始され、第1の処理ユニット26に戻される。第2の搬送テーブル25は、第2の処理ユニット27から搬送を開始され、第2の処理ユニット27に戻される。この実施の形態によるハードコート膜形成装置12においては、後述する第1の搬送形態と第2の形態とが交互に繰り返される。第1の搬送形態とは、前記第1の搬送テーブル24でレンズ14をコロナ放電処理装置31およびインクジェット装置32に搬送する形態をいう。第2の搬送形態とは、前記第2の搬送テーブル25でレンズ14をコロナ放電処理装置31およびインクジェット装置32に搬送する形態をいう。
【0066】
前記改質装置制御部73は、前記制御データ作成部71によって作成された制御データに基づいて前記コロナ放電処理装置31の動作を制御する。
前記ハードコート液噴出装置制御部74は、前記制御データ作成部71によって作成された制御データに基づいて第1〜第4のインクジェットヘッド62〜65の動作を制御する。また、ハードコート液噴出装置制御部74は、インクジェット装置32によるハードコート液の塗布が終了した後に熱硬化装置67を予め定めた時間だけ動作させる。
前記ログデータ保存部75は、ハードコート液を硬化させる工程が終了した後にレンズ14毎の処理条件データをログファイルとして保存する。
【0067】
次に、この実施の形態によるプラスチックレンズ用ハードコート膜形成装置12の動作を図11に示すフローチャートによって説明する。なお、図11に示す処理ボックスのうち、台形からなる処理ボックスは人の動作(手入力)を示し、菱形からなる処理ボックスは人の判断を示す。また、長方形からなる処理ボックスは装置の動作(処理)を示し、平行四辺形からなる処理ボックスはデータを基にした制御装置33の処理を示す。
【0068】
このハードコート膜形成装置12を用いてレンズ14にハードコート液を塗布するに当たっては、先ず、図11のステップS1に示すように、作業者が左眼用レンズ14と右眼用レンズ14とをレンズホルダー36に組み付ける。この作業は、第1、第2の処理ユニット26,27において行われる。
【0069】
次に、作業者は、ステップS2において、ハードコート液を塗布するレンズ面(凹面か凸面)を選択し、ステップS3において、このレンズ面に対応するオーダーシートのバーコードをバーコードリーダ77を使って制御装置33に読み込ませる。
制御装置33は、ステップS4において、バーコードリーダ77を使って読み込んだ仕様通りにハードコート液を塗布するために必要なデータをサーバー76から取得する。このデータは、レンズ14の外径やハードコート膜の膜厚などである。そして、制御装置33は、ステップS5において、コロナ放電処理装置31とインクジェット装置32とを制御するための制御データを作成する。
【0070】
作業者は、上述したようにバーコードリーダ77を操作した後、ステップS6に示すように、レンズホルダー36を搬送テーブル24,25に装填する。この作業は、膜形成面22が上方を指向するように行う。作業者は、このようにレンズホルダー36を第1、第2の搬送テーブル24,25に装填した後、例えばスタートスイッチ(図示せず)を操作する(ステップS7)。このとき、第1の処理ユニット26に待機していた第1の搬送テーブル24にレンズホルダー36を装填した場合は、図1中に矢印(A)で示すように、第1の搬送テーブル24が搬送装置23によって高さ計測ゲージ49の下方まで送られる。
【0071】
前記矢印(A)に示す搬送行程においては、先ず、第1の搬送テーブル24,25が昇降装置41によって予め定めた搬送高さまで下降させられる。そして、第1の搬送テーブル24は、水平移動装置42によって高さ計測ゲージ49の下方まで移動させられ、その後、昇降装置41によって上昇させられる。一方、前記ステップS6において、第2の処理ユニット27において第2の搬送テーブル25にレンズホルダー36を装填した場合は、図1中に矢印(a)に示すように第2の搬送テーブル25が搬送される。すなわち、第2の搬送テーブル25がインクジェット装置32とコロナ放電処理装置31の下方を通過して高さ計測ゲージ49の下方に移動し、その後、上昇する。
【0072】
作業者は、ステップS7でスタートスイッチを操作した後、他方の処理ユニットに移動し、その処理ユニットにおいてステップS1〜S3、S6およびS7に示す作業を行う。なお、スタートスイッチは、前記一方の処理ユニットに塗布液塗布処理後のレンズ14が戻された後に操作する。
【0073】
前記昇降装置41の前記上昇動作は、高さ計測ゲージ49の接触子がレンズ14によって上方に押されるまで行われる。このとき、制御装置33は、ステップS8において、高さ計測ゲージ49の検出データに基づいてレンズ14の高さを検出する。この高さ検出は、左眼用レンズ14と右眼用レンズ14とのそれぞれについて実施される。
このように高さ検出が行われた後、搬送装置23が第1の搬送テーブル24または第2の搬送テーブル25を図1中に矢印(B)で示すようにコロナ放電処理装置31に搬送する。
【0074】
詳述すると、搬送装置23は、先ず、第1、第2の搬送テーブル24,25をコロナ放電処理装置31の処理位置と同じ高さまで下降させ、次に、コロナ放電処理装置31の処理位置まで水平方向に移動させる。
搬送テーブル24,25がコロナ放電処理装置31の処理位置に搬送された後、図8に示すように、コロナ放電処理装置31がレンズ14の改質処理を行う(ステップS9)。
【0075】
この改質処理は、第1、第2の搬送テーブル24,25を搬送装置23によって所定の速度で搬送方向の下流側に送りながら行う。この改質処理は、図12(A)に示すように、膜形成面22の全域に均等に施される。図12は膜形成面22の平面図で、同図(A)においては、改質処理が施されている部分をハッチングによって示す。この改質処理が施された膜形成面22は、活性が高くなるとともに、ハードコート液に対して濡れ性が向上する。このような効果は、プラズマ処理や紫外線表面処理を行った場合であっても同様に得られる。また、上記改質処理を行うことによって、膜形成面22を洗浄することができる。
【0076】
改質処理が終了した後、搬送装置23は、図1中に矢印(C)で示すように、第1、第2の搬送テーブル24,25をコロナ放電処理装置31からインクジェット装置32に搬送する。このとき、搬送装置23の昇降装置41は、膜形成面22と第1〜第4のインクジェットヘッド62〜65との間隔が予め定めた間隔と一致するように第1、第2の搬送テーブル24,25の高さを調整する。また、搬送装置23の水平移動装置42は、第1、第2の搬送テーブル24,25を予め定めた速度で搬送方向の下流側へ搬送する。
【0077】
このとき、第1、第2の搬送テーブル24,25は、第1〜第4のインクジェットヘッド62〜65より搬送方向の上流側から所定の速度でこれらのインクジェットヘッド62〜65の下方に進入し、例えば一定の速度でこれらのインクジェットヘッド62〜65の下方を通過させられる。
【0078】
インクジェット装置32は、搬送テーブル24,25が下方を通過するときにハードコート液粒66を前記仕様通りとなるように噴出させる(ステップS10)。このハードコート液粒66は、第1〜第4のインクジェットヘッド62〜65から空中を飛行し、膜形成面22に付着する。
この実施の形態によるインクジェット装置32は、膜形成面22に付着するハードコート液粒66の大きさ、数、塗布パターンなどを変えてハードコート液を塗布することができる。また、インクジェットによるダイレクト塗布方式によれば、従来の浸漬法とは異なり、ハードコート液が完全密閉された状態から必要量だけ塗布される。このため、ハードコート液自体の劣化や添加剤含有率の変化が無くなり、ハードコート液の凝集や変質も抑えることが出来るといった効果もある。
【0079】
例えば、図12(B)に示すように、塗布量が相対的に少なくなるようにハードコート液を塗布することができるし、同図(C)に示すように、塗布量が相対的に多くなるようにハードコート液を塗布することができる。このように塗布量が多くなるように塗布を行うに当たっては、図13に示すようにハードコート液粒66を膜形成面22に高い密度で付着させる。これを実現できるインクジェットヘッド62〜65としては、1個のハードコート液粒66の液適量を数plの範囲で変えることができ、1箇所に塗布するハードコート液粒66の数量を変えることができるものが望ましい。
【0080】
インクジェット装置32によってレンズ14にハードコート液を塗布するに当たっては、例えば図14(A)〜(D)に示すような塗布パターンとすることができる。図14は、同一のインクジェットヘッドから噴出したハードコート液粒66には同一のハッチングを付して描いてある。図14(A)〜(D)に示すように、ハードコート液粒66の大きさ、数量、位置などを変更することによって、多種多様な塗布を行うことができる。
【0081】
また、ハードコート液をレンズ14に塗布する場合、制御装置33によりインクジェットヘッド62〜65の各ヘッドの液滴数や量をコントロールすることに加えて、水平移動装置42の動きも併せて制御することができる。例えば、塗布時のレンズ14の移動速度は、レンズ14の形状(カーブ)に対応させて変化させることができる。
【0082】
ハードコート液粒66が付着した膜形成面22は、改質処理が施されていて濡れ性が向上している。このため、膜形成面22に付着したハードコート液粒66は、従来のような半球状の形状を維持することはない。このハードコート液粒66は、図15に示すように、膜形成面22上で濡れ拡がる。すなわち、同図(A)に示すように、ハードコート液粒66で囲まれた未塗布の領域{図30(A)参照}はなくなる。また、図15(B)に示すように、ハードコート液粒66の高さが低くなり、ハードコート液が略一定の厚みの膜状に塗布されるようになる。このようにハードコート液粒66が膜形成面22上で濡れ拡がるときには、互いに隣り合うハードコート液粒66を構成していたハードコート液が膜形成面22上で混ざるようになる。この結果、より一層均一なハードコート膜を形成することができる。
【0083】
このようにハードコート液の塗布が行われた後、図11に示すフローチャートのステップS11に示すように、硬化処理が行われる。このとき、搬送装置23は、図1中に矢印(D)で示すように、第1、第2の搬送テーブル24,25を熱硬化装置67の下方に搬送し、停止させる。このとき、搬送装置23の昇降装置41は、膜形成面22と熱硬化装置67との間隔が予め定めた間隔と一致するように第1、第2の搬送テーブル24,25の高さを調整する。
【0084】
熱硬化装置67は、レンズ14が下方に搬送された後、膜形成面22上のハードコート液が硬化する時間だけ膜形成面22を加熱する。加熱終了後、制御装置33は、熱硬化装置67の下方に位置しているレンズ14(現在、塗布液塗布の対象になっているレンズ14)の処理条件データをログファイルとして保存する(ステップS12)。このログファイルは、生産履歴を参照するために用いることができる。
【0085】
制御装置33がログファイルを保存した後、ステップS13に示すように、搬送装置23が第1、第2の搬送テーブル24,25を第1または第2の処理ユニット26,27に復帰させる。このとき、第1の搬送テーブル24は、図1中に矢印(E)で示すように、熱硬化装置67の下方から第1の処理ユニット26に戻される。第2の搬送テーブル25は、図1中に矢印(b)で示すように、第2の処理ユニット27に戻される。
第1または第2の処理ユニット26,27に第1、第2の搬送テーブル24,25が戻された後、レンズ14の下側の面にもハードコート液を塗布する場合には、作業者がレンズホルダー36を裏返して第1、第2の搬送テーブル24,25に装填する。そして、ハードコート膜形成装置12は、上述したステップS3から上記と同じ動作を繰り返す。
【0086】
レンズ14へのハードコート液の塗布が完了した場合は、ステップS14に示すように、作業者がレンズホルダー36を第1、第2の搬送テーブル24,25から取り外す。
レンズ14は、レンズホルダー36から取り外されることなく、加熱炉21に送られる(ステップS15)。レンズ14が加熱炉21内で加熱されることによって、ハードコート液が完全に硬化させられてハードコート膜15が形成される。レンズ14は、加熱炉21による加熱が終了した後、洗浄され(ステップS16)、次の工程に送られる。
【0087】
この実施の形態に示したハードコート膜形成装置12によって実施するハードコート膜の形成方法は、改質処理により濡れ性が向上した膜形成面22にハードコート液粒66を付着させる方法である。このため、ハードコート液粒66が膜形成面22上で濡れ拡がり、ハードコート液粒66で囲まれた領域にもハードコート液が塗られるようになる。
【0088】
したがって、この実施の形態によるハードコート膜形成装置12によれば、レンズ14の膜形成面22の全域にわたってハードコート液を確実に塗布することができ、ハードコート液の塗布むらがなくなるから、品質の高いハードコート膜を形成することができる。
【0089】
この実施の形態によるプラスチックレンズ用ハードコート膜形成装置12は、膜形成面22の濡れ性を向上させる改質処理と、改質された膜形成面22へのハードコート液の塗布と、ハードコート液の硬化とを連続して行うことができる。このため、このハードコート膜形成装置12を使用することによって、ハードコート膜が設けられたレンズ14を生産性よく形成することができる。
また、改質処理と塗布とが同一装置内で行われるから、改質処理後のレンズ14がハードコート膜形成装置12に直接搬送され、このレンズ14にハードコート液が塗布されるため、膜形成面への汚れや埃の付着を防ぎ、生産性が向上する。
【0090】
この実施の形態においては、コロナ放電処理やプラズマ処理などによって膜形成面22の濡れ性を向上させる。このため、濡れ性を向上させるために薬液を使用するような場合に較べて、容易に膜形成面22を清浄に保つことができる。
【0091】
この実施の形態においては、レンズ14の膜形成面22にハードコート液の粒子を飛ばして付着させる工程は、インクジェット装置32を用いてインクジェット法によって行われる。このため、多種多様なハードコート液の塗布を容易に行うことができる。しかも、ハードコート液の塗布量を数値で管理することができるから、多くのレンズ14に均等にハードコート膜を形成することが可能になる。
【0092】
この実施の形態によるハードコート膜形成装置12は、膜形成面22とコロナ放電処理装置31、インクジェット装置32および熱硬化装置67との間隔を予め定めた間隔に調整する昇降装置41(間隔調整装置)を備えている。このため、改質処理とハードコート液の塗布とがそれぞれ最適な条件で実施される。したがって、この実施の形態によれば、改質処理とハードコート液の塗布とがそれぞれ確実に実施されるから、高い品質でハードコート液を塗布できるハードコート膜形成装置を提供することができる。
【0093】
この実施の形態による搬送装置23は、前記レンズ14を膜形成面22が上方を指向する状態で支持する第1、第2の搬送テーブル24,25と、これらの第1、第2の搬送テーブル24,25を水平方向に移動させる水平移動装置42とを備えている。このため、レンズ14は、支持が安定する状態で搬送される。しかも、インクジェット装置32から噴出したハードコート液粒66は、重力に逆らうことなく飛行して膜形成面22に付着する。したがって、この搬送装置23を装備したハードコート膜形成装置12は、改質処理とハードコート液の塗布とをより一層確実にかつ高い精度で行うことができるものとなる。
【0094】
この実施の形態によるハードコート膜形成装置12は、第1、第2の搬送テーブル24,25を備え、第1の搬送形態と第2の搬送形態とを採ることができるものである。第1の搬送形態は、第1の搬送テーブル24でレンズ14をコロナ放電処理装置31とインクジェット装置32とに搬送する形態である。第2の搬送形態は、第2の搬送テーブル25でレンズ14をコロナ放電処理装置31とインクジェット装置32とに搬送する形態である。
【0095】
この実施の形態によるハードコート膜形成装置12は、前記第1の搬送形態と前記第2の搬送形態とが交互に繰り返されるように前記各装置の動作を制御する制御装置33を備えている。このため、作業者は、コロナ放電処理装置31やインクジェット装置32が動作している間に一方の処理ユニットから他方の処理ユニットに移動し、次のレンズ14を搬送テーブル24,25に装填することができる。したがって、この実施の形態によれば、処理能力が高いハードコート膜形成装置を提供することができる。
【0096】
なお、レンズ14と改質装置、ハードコート液噴出装置および熱硬化装置との間の間隔調整は、改質装置、ハードコート液噴出装置および熱硬化装置をレンズ14に対して移動させて行うことができる。
【0097】
図2に示すマスキング層形成装置13は、対象とする塗布液がマスキング液であることと、熱硬化装置67の代わりにUV硬化装置78を備えていることを除いて、図1に示すハードコート膜形成装置12と同一の構成が採られている。このため、マスキング層形成装置13においてハードコート膜形成装置12に用いられているものと同等の部材、装置については、同一の符号を付し、詳細な説明は省略する。
【0098】
マスキング層形成装置13がレンズ14に塗布するマスキング液は、紫外線硬化型インク(UVキュアインク)である。また、このマスキング液は、硬化後にハードコート膜15や反射防止膜18に対して選択的に除去可能なものが用いられる。このようなマスキング液としては、いわゆる硬質UVインクや軟質UVインクが挙げられる。このインクは、硬化後にエタノールやアセトンに溶解して除去することが可能であり、しかも、高付着性・高接着性を示し、非吸収性素材用のものである。
【0099】
この実施の形態によるマスキング層形成装置13は、インクジェット装置32を用いてマスキング液をレンズ14に塗布するものである。マスキング液は、改質処理工程の後、所定のマスクパターンが得られるようにハードコート膜15上や反射防止膜18上に塗布され、塗布後に硬化させられる。インクジェット装置32がマスキング液を塗布することによって、ハードコート膜15上や反射防止膜18上にマスキング液からなるマスキング層16{図18(B)参照}が膜状に形成される。このマスキング層16には、ハードコート膜15と同様に未塗布領域が形成されることがない。このため、マスキング層16によって形成されたマスクパターンは、端縁に未塗布領域がないために、解像度が高いものとなる。この結果、レンズ14にマスキング技術を用いて模様や文字を高い解像度で描画することができる。
【0100】
前記UV硬化装置78は、上述したマスキング液を硬化させるためのもので、紫外線を下方に向けて照射するようにインクジェット装置32の側方に配置されている。すなわち、このUV硬化装置78は、図2に示すように、第1〜第4のインクジェットヘッド62〜65より搬送方向(図2において左から右へ移行する方向)の下流側であって、レンズ14の搬送経路の上方近傍に配設されている。このUV硬化装置78の動作は、制御装置33によって制御される。
【0101】
<図3に示すレンズの製造方法>
次に上述したハードコート膜形成装置12とマスキング層形成装置13とを使用して図3に示すレンズを製造する手順を図16〜図19によって詳細に説明する。
図16は、レンズの製造手順を示すフローチャートである。図17〜図19は、眼鏡用レンズの製造手順を示す製造工程図である。
【0102】
先ず、図17(A)〜図17(C)に示すように、レンズ基材17におけるレンズ領域の外側に位置合わせ用の基準マークm1〜m4を形成する(S21)。この工程は、以下のように行う。
[図17(A)]
先ず、図17(A)に示すように、レンズ基材17を用意する。レンズ基材17の一例として、眼鏡用単焦点レンズを挙げて説明する。
【0103】
このレンズ基材17に対して、幾何学中心G.C、および光学中心O.Cを計測によって確定する。そして、光学中心O.Cを含む光学座標を示す仮の点マークM1〜M3を、レンズ基材17の一主面側にマーク付けする。この点マークM1〜M3は、例えば赤色のインクを用いてマーク付けされる。一例として、光学中心O.Cを中央の点マークM2として、この左右に等間隔で点マークM1,M3を配置する。
【0104】
[図17(B)]
次に、図17(B)に示すように、オーダーに応じて作成されたレンズに関する三次元の外形形状Fのデータと、レンズ基材17において点マークM1〜M3で示される光学座標とから、レンズ基材17において外形形状Fの中心(フレーム中心)F.Cとなる位置を検出する。
【0105】
[図17(C)]
その後、図17(C)に示すように、光学中心O.Cとフレーム中心F.Cとの関係から、レンズ基材17に対して、レンズ領域の外形形状Fを確定する。そして、光学座標を示す点マークM1〜M3に基づいて、レンズ基材17上に外形形状Fの基準となる基準マークm1〜m4を形成する。これらの基準マークm1〜m4は、上下左右を識別可能である。また、眼鏡の右眼用レンズであるか左眼用レンズであるかを識別可能なデザインであると好ましい。例えば、左右を示す基準マークm2、m4を、眼鏡の中央に向く矢印として形成する。
【0106】
また、このような基準マークm1〜m4は、外形形状Fで囲まれたレンズ領域の外側にマーキングする。これにより、外形形状Fに合わせてレンズ基材17をシェイプカットした後には、レンズ上に基準マークm1〜m4が残らない構成とする。なお、ここでは、基準マークm1〜m4は、光学中心O.Cを基準としてレイアウトした場合を図示した。しかしながら、基準マークm1〜m4は、フレーム中心F.Cを基準としてレイアウトしても良い。
【0107】
以上のような基準マークm1〜m4は、例えばレーザマーカによって、レンズ基材17の一主面に対して直接形成される。この際、レンズ基材17が熱の影響で破壊されない程度のパワー設定で、レンズ基材17に対してレーザ照射を行う。尚、基準マークm1〜m4の形成は、レーザマーカに限定されることはなく、例えばインクジェット法を適用しても良い。この際、マーカに用いるインクは、後述するマスキング層16を除去する工程において、マスキング層16と同時に除去されることのない材質を選択して用いることが重要である。さらに基準マークm1〜m4は、例えば手書きで形成されたケガキマークを用いても良い。
【0108】
以上においては、レンズ基材17が単焦点レンズである場合においての基準マークm1〜m4の形成を説明した。しかしながら、レンズ基材17は、単焦点レンズである場合に限定されることはなく、多焦点レンズ、累進レンズ、さらには他のレンズであっても良い。多焦点レンズを用いる場合であれば、セグメント(小玉)と呼ばれる部分の頂点を基準にフレーム中心F.Cを検出して外形形状Fを確定し、基準マークm1〜m4を形成すれば良い。
【0109】
また、累進レンズを用いる場合であれば、隠しマーク(レイアウト基準マーク)を基準にフレーム中心F.Cを検出して外形形状Fを確定し、基準マークm1〜m4を形成すれば良い。また累進レンズを用いる場合、プリズムリファレンスポイントを中央の点マークM2とし、その左右に等間隔で点マークM1,M3を配置し、これらの点マークM1〜M3に基づいて基準マークm1〜m4をレイアウトすれば良い。
基準マークm1〜m4を形成した後には、点マークMl〜M3をふき取り除去する。
【0110】
[図18(A),図18(B)]
以上のようにして基準マークm1〜m4を形成した後、図18(A)の平面図、および図18(B)の断面図{図18(A)のa−a'断面に相当}に示すように、レンズ基材17上にハードコート膜15を成膜する(S22)。ハードコ―ト膜13の成膜は、上述したハードコート膜形成装置12を使用して行う。レンズ基材17は、ハードコート膜15が形成された後に上述したマスキング層形成装置13に装填される。
【0111】
次に、マスキング層形成装置13を使用してハードコート膜15表面の改質処理を行う(S23)。この場合の改質処理は、次に行うマスキング層16の形成において用いるマスキング液(インク)に対して、ハードコート膜15表面の濡れ性を確保するために行う。なお、濡れ性を確保するための改質処理としては、ハードコート膜15に対してダメージを与えることのない方法であれば、コロナ放電処理に限定されることはなく、例えばイオン照射処理、プラズマ処理、アルカリ処理等を行っても良い。
【0112】
次に、マスキング層形成装置13のインクジェット装置によって、改質処理後のハードコート膜15上にマスキング層16をパターン形成する(S24)。ここで形成するマスキング層16は、レンズ基材17の一主面側に確定したレンズの外形形状Fを全体的に覆うように形成される。また、マスキング層16は、レンズに形成する透明パターン20aと対応した形状の開口パターン16aを備えている。なお、マスキング層16は、外形形状Fよりも数mm以上大きい形状で形成することが好ましく、これによって外形形状Fに合わせてレンズ基材17をシェイプカットする際の誤差を吸収する。
【0113】
この際、レンズ基材17のカーブに影響されることなく、先に作成した基準マークm1〜m4に基づいて予め設定されたレンズ基材17上の所定位置に開口パターン16aを設けてマスキング層16を印刷形成することが重要である。この実施の形態によれば、マスキング層16がインクジェット装置32によって形成されるから、前記開口パターン16aを高い精度で形成することができる。ここで適用されるインクジェット法は、型式や方式が限定されることはなく、連続型であってもオンデマンド型であっても良く、オンデマンド型であればピエノ方式であってもサーマル方式であっても良い。マスキング層16を形成するマスキング液は、上述したように紫外線硬化型インクが用いられる。
【0114】
紫外線硬化型インクを用いたインクジェット法においては、塗布条件を調整することにより、塗布ムラのない連続膜としてマスキング層16を形成することが重要である。このような塗布条件としては、第1〜第4のインクジェットヘッド62〜65に対するレンズ基材17の移動速度、移動方向の解像度、移動方向に垂直な幅方向の解像度、インク液滴のサイズ、インク液滴のドロップ周波数、同一着弾点に滴下するインク液滴数などである。これらの塗布条件は、相互に関連性を有しているため、適宜調整することによって、塗布ムラを防止したマスキング層16の成膜を行うことができる。
【0115】
以上のようなインクジェット法によるマスキング層16の成膜後には、マスキング層16に対してUV硬化装置78によって紫外線(UV)照射を行う。紫外線がマスキング層16に照射されることにより、マスキング層16を構成するインクが硬化する。
【0116】
[図19(A)]
マスキング層16が形成された後、レンズ基材17をマスキング層形成装置13から取り出し、図示していない蒸着装置に装填する。そして、図19(A)に示すように、マスキング層16の上方から透明材料膜20の成膜を行う(S25)。ここでは、蒸着法によって、例えば酸化タンタル(Ta205)からなる屈折率2.05〜2.15の透明材料膜20を、予め設定された膜厚(例えば10nm)で成膜する。この成膜においては、イオンアシスト蒸着を行うことにより、膜質および密着性良好に透明材料膜20を成膜することが好ましい。
【0117】
[図19(B)]
透明材料膜20が形成された後、レンズ基材17を蒸着装置から取り出し、図19(B)に示すように、ハードコート膜15上からマスキング層16を除去する処理を行う。この工程においては、マスキング層16と、マスキング層16上の透明材料膜20とが選択的に除去される(S26)。ここでは、例えばマスキング層16を溶解する溶剤(エタノールやアセトン)を用いたウェット処理により、マスキング層16の除去を行う。これにより、マスキング層16の開口パターン16a内に成膜された透明材料膜20部分のみを、ハードコ―ト膜13を介してレンズ基材17上に残し、残された透明材料膜20部分を透明パターン20aとしてレンズ基材17上に形成する。このようにして形成された透明パターン20aは、マスキング層16に形成した開ロパターン16aと同一の位置に形成された同一形状のものとなる。
【0118】
[図19(C)]
マスキング層16が除去されたレンズ基材17は、図示していない蒸着装置に装填され、蒸着法によって反射防止膜18が形成される。すなわち、図19(C)に示すように、透明パターン20aが形成されたハードコート膜15上に、低屈折率膜18aと高屈折率膜18bとを交互に積層成膜した多層構造の反射防止膜18を成膜する。そして、さらに反射防止膜18上に撥水膜19を成膜する(S27)。反射防止膜18の成膜は、イオンアシスト蒸着を適用して行うことにより、下層側の低屈折率膜18a−1から順に、低屈折率膜18a−7までの各層を、各組成および各膜厚で成膜する。
【0119】
[図3(A),図3(B)]
以上の後には、先の図3(A)および図3(B)に示したように、撥水膜19までが成膜されたレンズ基材17を、レンズ基材17に対して確定された外形形状Fにシェイプカットする(S28)。シェイプカットは、レンズ基材17を加工用治具に固定して行われる。この際、図18(A)を参照し、レンズ基材17における外形形状Fの外側に形成した基準マークm1〜m4に基づいて位置合わせされた所定位置に加工用治具を吸着させる。この状態で、シェイプカット加工機を用い、基準マークm1〜m4に基づいて位置合わせされた外形形状Fに、レンズ基材17をシェイプカットし、その後、加工用治具を取り外してレンズ14を完成させる。その後は、外観検査を経てレンズ14を出荷する。
【0120】
以上説明したレンズ製造方法においては、図19を用いて説明したように、マスキング層16の上部からの成膜処理によって、マスキング層16の開口内に透明パターン20aを形成している。このため、透明パターン20aを蒸着成膜に適する材料で構成することができる。しかも透明パターン20aは、マスキング層16に形成された開ロパターン16aの底部に露出するレンズ基材17上に形成される。このため、インクジェット法によるマスキング層16の形成精度に倣って、位置精度および形状精度の高い透明パターン20aを得ることができる。この結果、レンズ基材17上の所定位置に、インクジェット法には適さないが蒸着成膜に適する材料からなる透明パターン20aを、精度良好な処理パターンとして形成することが可能になる。
【0121】
また、このようにして得られたレンズ14は、多層構造の反射防止膜18に対して透明パターン20aを積層させたことにより、透明パターン20aの配置部分とそれ以外の部分とで、反射防止膜18側からレンズ14に入射した光の光反射特性が異なるものとなる。これにより、撥水膜19を介して反射防止膜18側からレンズ14を見た場合には、反射防止膜18における反射防止機能が維持され、かつ上述した光反射特性の違いとして透明パターン20aを容易に視認することができる。一方、このレンズ14を眼鏡の装着者側、すなわち反射防止膜18および撥水膜19とはレンズ14を挟んで反対側の至近距離からレンズ14を見た場合、透明パターン20aが容易に視認されることはない。
【0122】
この結果、装着者の視界を違和感なく確保することが可能でありながら、外側から視認可能な透明パターン20aを形成することができる。この透明パターン20aは、例えば装飾用の模様、ロゴマーク、または文字等として形成することができる。このため、このレンズ14を用いることにより、デザイン性に優れた眼鏡を構成することが可能になる。
【0123】
また、この実施の形態においては、透明パターン20aを、レンズ基材17と反射防止膜18との間、より詳しくはハードコート膜15と反射防止膜18を構成する低屈折率膜18a−1との間に配置した。これにより、反射防止膜18における層構造の連続性を損なうことなく、レンズ基材17の一主面側の表面を、反射防止膜18で一様に覆った通常のレンズ構成とすることができる。したがって、反射防止膜18の表面を、耐摩擦性に優れた二酸化珪素(SiO2) のような低屈折率膜18a−7で一様に覆うことができ、損傷を受け難いレンズ構成とすることができる。また、多層構造の反射防止膜18を成膜する際のプロセスの連続性が阻害されることもない。
【0124】
さらに、このような構成において、透明パターン20aが、これを挟んで配置されるハードコート膜15および低屈折率膜18a−1各層の屈折率よりも高い屈折率を有する場合であれば、透明パターン20aが薄膜の単層構造であっても、反射防止膜18側からレンズ14を見た場合の透明パターン20aの視認性の向上を図ることができる。例えば10nmの膜厚の酸化タンタル(Ta2O5)単層で構成された透明パターン20aを配置した場合、反射防止膜18側から見た片面視感反射率は、透明パターン20aの配置部で1.624%、透明パターン20aの未配置部で0.545%であり、十分に高い透明パターン20aの視認性が得られていることが確認された。
【0125】
<レンズの第2例>
本発明に係るプラスチックレンズ用膜形成装置1は、図20に示すレンズを製造する場合にも用いることができる。
図20は、レンズの他の例を説明するための図で、図20(A)は平面図、図20(B)は図20(A)におけるa−a'断面図である。これらの図に示すレンズ81が、図3に示すレンズ14と異なるところは、例えば装飾用の模様、ロゴマーク、または文字等を構成する透明パターン20aが、開口部hを有する抜きパターンとして構成されているところにある。このレンズ81の他の構成は、図3に示したレンズ14と同様である。
【0126】
このような開口部hを有する透明パターン20aは、平面形状以外は図3に示す島状の透明パターン20aと同様の構成であって良い。すなわち、透明パターン20aは、例えば可視光に対して光透過性を有していれば良いが、特には透明パターン20aを挟んで配置される各層の屈折率よりも高い屈折率を有することが好ましい。また、この透明パターン20aは、透明パターン20aを構成する材料の屈折率と、撥水膜19側から見た場合の透明パターン20aに対して求められる視認性とによって、適宜に調整された膜厚を有するものである。さらに、この透明パターン20aは、異なる材料層を積層させたものであっても良い。
【0127】
<第2例に示すレンズの製造方法>
以上のように構成されたレンズ81の製造方法は、図3に示したレンズ14の製造方法と同様である。ただし、図18を用いて説明したマスキング層16の形成においては、パターンを反転させたマスキング層16を、前記マスキング形成装置によって形成すれば良い。
【0128】
図20に示すように構成されたレンズ81であっても、図3に示すレンズ14と同様に、レンズ基材17上の所定位置に、インクジェット法には適さないが蒸着成膜に適する材料からなる透明パターン20aを、精度良好な処理パターンとして形成することが可能になる。
【0129】
また、図20に示すレンズ81においても、図3に示すレンズ14と同様の構成で、ハードコ―ト膜13と反射防止膜18の低屈折率膜18a−1との間に、透明パターン20aが積層されている。このため、このレンズ81を用いることにより、装着者の視界を違和感なく確保することが可能でありながらも、外側から視認可能な透明パターン20aを例えば装飾用の模様、ロゴマーク、または文字等として備えることでデザイン性に優れた眼鏡を構成することが可能になる。しかも、透明パターン20aを設けたことによって多層構造の反射防止膜18を成膜する際のプロセスの連続性が阻害されることもない。さらに、透明パターン20aが、これを挟んで配置されているハードコート膜15と反射防止膜18の低屈折率膜18a−1よりも高い屈折率を有する場合であれば、図3に示すレンズ14と同様に、透明パターン20aが薄膜の単層構造であっても、反射防止膜18側からレンズ81を見た場合の透明パターン20aの視認性の向上を図ることができる。
【0130】
<レンズの第3例>
本発明に係るプラスチックレンズ用膜形成装置1は、図21に示すレンズを製造する場合にも用いることができる。
図21は、レンズの他の例を説明するための図で、図21(A)は平面図、図21(B)は図21(A)におけるa−a'断面図である。これらの図に示すレンズ82が、上述した他のレンズ14,81と異なるところは、例えば装飾用の模様、ロゴマーク、または文字等を構成する島状の透明パターン20aが、反射防止膜18の上部に積層して設けられているところにある。レンズ82の他の構成は、図3に示すレンズ14と同様である。
【0131】
このような透明パターン20aは、図3および図20に示すレンズ14,81に配置した透明パターン20aと比較して、よりレンズ82の表面近くに配置されることになる。このため、透明パターン20aは、耐摩擦性に優れた二酸化珪素(SiO2) のような低屈折率材料を用いて構成することが好ましい。また、この透明パターン20aは、透明パターン20aを構成する材料の屈折率と、撥水膜19側から見た場合の透明パターン20aに対して求められる視認性とによって、適宜に調整された膜厚を有するものである。さらに、この透明パターン20aは、異なる材料層を積層させたものであっても良い。なお、透明パターン20aを積層構造とする場合は、透明パターン20aを構成する最上層部分か、耐摩擦性に優れた二酸化珪素(SiO2) のような低屈折率材料を用いて構成することが好ましい。
【0132】
<第3例に示すレンズの製造方法>
図22は、上述したレンズ82の製造手順を示すフローチャートである。図23および図24は、上述したレンズ82の製造手順を示す製造工程図である。以下にこれらの図面に基づいて、レンズ82の製造手順の特徴部を説明する。
【0133】
[図23(A)]
先ず、予め、図17(A)〜図17(C)を用いて説明した手順と同様にして、レンズ基材17の一主面側に、ここでの図示を省略した基準マーク(m1〜m4)を形成しておく(S31)。その後、先ず、このレンズ基材17の一主面上に前記ハードコート膜形成装置12によってハードコート膜15を成膜する(S32)。次に、例えばハードコート膜形成装置12によって、前記ハードコート膜15表面の濡れ性を確保するための改質処理を行い(S33)、その後、多層構造の反射防止膜18を成膜する(S34)。
【0134】
以上の成膜および処理は、図3に示すレンズ14を製造するときの手順と同様である。ハードコート膜15の成膜は、前記ハードコート膜形成装置12を用いて形成する。さらに、反射防止膜18の成膜は、イオンアシスト蒸着を適用して行う。この反射防止膜18の成膜は、下層側の低屈折率膜18a−1から順に低屈折率膜18a−7までの各層を、各組成および各膜厚で成膜することによって行う。ただし、最上層の低屈折率膜18a−7は、透明パターンを積層することを考慮し、別途膜厚を調整しても良い。
【0135】
[図23(B)]
次に、図23(B)に示すように、反射防止膜18における低屈折率膜18a−7の上部に、前記マスキング層形成装置13によってマスキング層16をパターン形成する(S35)。ここで形成するマスキング層16は、図3に示すレンズ14を製造するときのものと同様である。すなわち、このマスキング層16は、レンズ基材17の一主面側に確定したレンズの外形形状を全体的に覆うように形成されている。また、このマスキング層16には、透明パターンに対応する形状の開口パターン16aが形成されている。さらに、マスキング層16を形成するために用いるインクは、図3に示すレンズ14を製造するときに用いたものと同様であって、例えば硬化後にエタノールやアセトンに溶解して除去することが可能なUVキュアインクを用いる。
【0136】
マスキング層形成装置13によってマスキング層16が成膜された後には、マスキング層16に対して紫外線(UV)照射を行うことにより、マスキング層16を構成するUVキュアインクを硬化させる。
【0137】
[図24(A)]
次いで、図24(A)に示すように、マスキング層16の上方から透明材料膜20の成膜を行う(S36)。ここでは、蒸着法によって、二酸化珪素(SiO2) からなる屈折率1.43〜1.47の透明材料膜20を、予め設定された膜厚(例えば10nm)で成膜する。この成膜においては、必要に応じてイオンアシスト蒸着を行うことにより、膜質および密着性良好に透明材料膜20の成膜を行う。
【0138】
[図24(B)]
その後、図24(B)に示すように、反射防止膜18上からマスキング層16を除去する処理を行い、マスキング層16と共にこの上部の透明材料膜20を選択的に除去する(S37)。ここでは、例えばマスキング層16を構成するインクを溶解する溶剤(エタノールやアセトン)を用いたウェット処理により、マスキング層16を除去し、マスキング層16と、マスキング層16上の透明材料膜20の選択的な除去を行う。これにより、マスキング層16の開口パターン16a内に成膜された透明材料膜20部分のみが、ハードコ―ト膜13および反射防止膜18を介してレンズ基材17上に残る。すなわち、透明材料膜20部分が透明パターン20aとしてレンズ基材17上に形成される。このようにして形成された透明パターン20aは、マスキング層16に形成した開口パターン16aと同一の位置に同一形状で形成されたものとなる。
【0139】
[図21(A),図21(B)]
以上の後には、先の図21に示したように、透明パターン20aを覆う状態で、反射防止膜18上に撥水膜19を成膜する(S38)。次いで、撥水膜19までが成膜されたレンズ基材17を、レンズ基材17に対して確定された外形形状Fにシェイプカットする(S39)。この際、図3に示すレンズ14を製造するときの手順と同様に、レンズ基材17における外形形状Fの外側に形成した基準マークm1〜m4に基づいて位置合わせされた外形形状Fに、レンズ基材17をシェイプカットする。
【0140】
この第3例に示すレンズ82においても、図24(A)を用いて説明したように、マスキング層16の上部からの成膜処理によって、マスキング層16の開口パターン16aの底部に処理パターンとしての透明パターン20aを形成している。このため、図3に示すレンズ14と同様に、レンズ基材17上の所定位置に、インクジェット法には適さないが蒸着成膜に適する材料からなる透明パターン20aを、精度良好な処理パターンとして形成することが可能になる。
【0141】
また、このようにして得られたレンズ82であっても、他の例のレンズ14,81の構成と同様に、多層構造の反射防止膜18に対して透明パターン20aを積層させている。この結果、他の例と同様に、装着者の視界を違和感なく確保することが可能でありながら、外側から視認可能な透明パターン20aを形成することができる。この透明パターン20aは、例えば装飾用の模様、ロゴマーク、または文字等として形成することができる。このため、このレンズ82を用いることにより、デザイン性に優れた眼鏡を構成することが可能になる。
【0142】
なお、この第3例においては、反射防止膜18上に島状の透明パターン20aを積層させた構成を説明した。しかしながら、第2例のように反射防止膜18上に積層する透明パターンとして開口部を有する透明パターンを用いても良く、この場合であっても本第3例と同様の効果を得ることができる。
【0143】
さらに、上述した第1例〜第3例では、反射防止膜18の上部または下部に透明パターン20aを積層する構成を説明した。しかしながら、透明パターン20aは、多層構造の反射防止膜18の層間に配置されても良い。この場合、透明パターン20aは、これを構成する材料の屈折率と、撥水膜19側から見た場合の透明パターン20aに対して求められる視認性とによって、適宜に調整された膜厚を有すること、さらに異なる材料層を積層さ廿たものであっても良いことは、上述した各例と同様である。
【0144】
<レンズの第4例>
図25は、第4例のレンズの構成を説明するための図で、図25(A)は平面図、図25(B)は図25(A)におけるa−a'断面図(図25B)である。これらの図に示す第4例のレンズ83が、先の第1〜3例のレンズ14,81,82と異なるところは、処理パターンとして島状の染色パターン84が設けられているところにある。他の構成は、第1例のレンズ14と同様である。
【0145】
染色パターン84は、レンズ基材17の凹面及び凸面のどちらか一方の面を一主面とし、この一主面側の表面層に設けられている。この染色パターン84は、撥水膜19側から見た場合の染色パターン84に対して求められる視認性によって、レンズ基材17の表面層における深さdと、染色パターン84を構成する染料の濃度とが、適宜に調整されていることとする。特に、このレンズ83が、眼鏡用のレンズとして用いられる場合、撥水膜19と反対側の至近距離からレンズ83を見た場合に、染色パターン84が容易に視認されない程度に、染色パターン84の深さと染料の濃度とが調整されていることが好ましい。
【0146】
このような染色パターン84を構成する染料は、プラスチック材料からなるレンズ基材17を染色可能なものであれば良く、染色パターン84を形成する染色方法によって適宜な材料が用いられる。例えば昇華染色法によるレンズ基材17の染色によって染色パターン84を形成する場合であれば、染料としては昇華性染料が用いられる。また、浸漬法による染色の場合には、浸漬法用の染料が用いられる。
【0147】
以上のような染色パターン84が設けられたレンズ基材17における一主面上には、他の例と同様の構成のハードコ―ト膜13、多層構造の反射防止膜18、および撥水膜19がこの順に積層されている。
【0148】
<第4例のレンズの製造方法>
図26は、上述した構成を有する第4例のレンズの製造手順を示すフローチャートである。図27〜図28は、上述した構成を有する第4例のレンズの製造手順を示す製造工程図である。以下にこれらの図面に基づいて、第4例のレンズを眼鏡用に適用する場合の製造手順の特徴部を説明する。
【0149】
[図27(A),図27(B)]
先ず図27(A)の平面図、および図27(B)の断面図[図27(A)のa−a'断面に相当]に示すように、予め、レンズ基材17におけるレンズの外形形状Fを確定し、レンズ基材17の一主面側に外形形状Fの基準となる基準マークm1〜m4を形成する(S41)。この工程は、第1例において図17(A)〜図17(C)を用いて説明した手順と同様に行う。
【0150】
次に、マスキング層形成装置13を用いてレンズ基材17の一主面側における表面の改質処理を行う(S42)。この改質処理は、次に行うマスキング層16の形成において用いるインクに対して、レンズ基材17表面の濡れ性を確保するための処理である。
ここでは、例えばレンズ基材17の表面にダメージを与えることのない処理方法として、例えば酸素プラズマを用いたプラズマ処理を行う。なお、濡れ性を確保するための改質処理としては、コロナ放電処理の他にもレンズ基材17に対してダメージを与えることのない方法であれば、コロナ放電処理に限定されることはなく、例えばイオン照射処理や酸素プラズマを用いたプラズマ処理を行っても良い。
【0151】
次に、マスキング層形成装置13によって前記レンズ基材17上に、第1例で説明した手順と同様の手順でマスキング層16をパターン形成する(S43)。ここでは、第1例と同様に、インクジェット法を適用することにより、レンズ基材17のカーブに影響されることなく、先に作製した基準マークm1〜m4に基づいて予め設定されたレンズ基材17上の所定位置に開口パターン16aが設けられるようにマスキング層16を印刷形成することが重要である。
【0152】
[図28(A)]
次に図28(A)に示すように、マスキング層16の上方からレンズ基材17の染色処理を行う(S44)。ここでは、例えば昇華染色を行う。この場合、例えば昇華性染料を水系溶媒に分散させたインクを基板上に塗布してなる印刷シートを用意する。この印刷シートのインク塗布面と、レンズ基材17におけるマスキング層16の形成面とを対向させて配置し、所定の減圧雰囲気下において印刷シートを加熱する。これにより、印刷シートの昇華性染料を昇華させ、マスキング層16の開口パターン16aの底部に露出するレンズ基材17を染色する。この際、マスキング層16も染色されるが、マスキング層16で覆われているレンズ基材17部分は染色されることはない。このため、開口パターン16aの底部のみに、レンズ基材17の表面層を染色処理してなる染色パターン84が形成される。このようにして形成された染色パターン84は、マスキング層16に形成した開口パターン16aと同一の位置に形成された同一形状のものとなる。
【0153】
ここでは、染色パターン84に求められる視認性によって、レンズ基材17の表面層における深さdと、染色パターン84を構成する染料の濃度とを制御した染色処理を行う。このような染色処理における深さdおよび染料の濃度は、レンズ基板Hの材質毎に、印刷シートを構成する昇華性染料の濃度、および染色の処理時間の調整によって制御される。
なお、浸漬法の場合、液体染料に浸漬させる時間や染料温度等で、濃度の制御をすることが可能である。また、浸漬法の場合、凹凸両面染色も可能であり、片面染色と両面染色でマスキングイメージの濃淡制御をすることも可能である。
【0154】
[図28(B)]
次いで図28(B)に示すように、レンズ基材17上からマスキング層16を除去する処理を行う(S45)。ここでは、例えばマスキング層16を溶解する溶剤(エタノールやアセトン)を用いたウェット処理により、染色されたマスキング層16の除去を行う。
【0155】
[図28(C)]
その後図28(C)に示すように、染色パターン84が形成されたレンズ基材17上に、ハードコート膜形成装置12を用いてハードコ―ト膜13を形成する。次いで、低屈折率膜18aと高屈折率膜18bとを交互に積層成膜した多層構造の反射防止膜18とをこの順に成膜し、さらに反射防止膜18上に撥水膜19を成膜する(S46)。反射防止膜18の成膜は、イオンアシスト蒸着を適用して行うことにより、下層側の低屈折率膜18a−1から順に、低屈折率膜18a−7までの各層を、各組成および各膜厚で成膜する。
【0156】
[図25(A),図25(B)]
以上の後には、先の図25(A)および図25(B)に示したように、撥水膜19までが成膜されたレンズ基材17を、レンズ基材17に対して確定された外形形状Fにシェイプカットする(S47)。この際、図27を参照し、第1例で説明した手順と同様にレンズ基材17に形成した基準マークm1〜m4に基づいて位置合わせされた外形形状Fに、レンズ基材17をシェイプカットし、第4例のレンズ83を得る。
【0157】
以上説明した第4例のレンズ製造方法では、図28(A)を用いて説明したように、マスキング層16の上部からの染色処理によって、マスキング層16の開口パターン16aの底部に処理パターンとしての染色パターン84を形成している。つまり、処理パターンを、染色による染色パターン84として形成することができる。しかも染色パターン84(処理パターン)は、マスキング層16に形成された開口パターン16a内に形成される。このため、インクジェット法によるマスキング層16の形成精度に倣って、形状精度の高い染色パターン84(処理パターン)を得ることができる。この結果、レンズ基材17の表面層の所定位置に、形状精度の高い装飾用の模様、ロゴマーク、または文字等としての染色パターン84を、外側から視認可能な処理パターンとして形成することが可能になる。
【0158】
<第5例のレンズの構成>
図29は第5例のレンズの構成を説明するための図で、図29(A)は平面図、図29(B)は図29(A)におけるa−a'断面図である。これらの図に示す第5例のレンズ85が、第4例のレンズ(1d)と異なるところは、染色パターン84が、開口部hを有する抜きパターンとして構成されているところにある。他の構成は、第4例と同様である。
【0159】
このような開口部hを有する染色パターン84は、平面形状以外は第4例で説明した島状の染色パターン84と同様の構成であって良い。すなわち、染色パターン84は、撥水膜19側から見た場合の染色パターン84に対して求められる視認性によって、レンズ基材17の表面層における深さdと、染色パターン84を構成する染料の濃度とが、適宜に調整されていることとする。特に、このレンズ85が、眼鏡用のレンズとして用いられる場合、撥水膜19と反対側の至近距離からレンズ85を見た場合に、染色パターン84が容易に視認されない程度に、染色パターン84の深さと染料の濃度とが調整されていることが好ましい。
【0160】
<第5例のレンズの製造方法>
以上のような構成の第5例のレンズ85の製造方法は、第4例と同様である。ただし、図27を用いて説明したマスキング層16の形成においては、パターンを反転させたマスキング層16を、インクジェット法の適用によって形成すれば良い。
【0161】
このような第5例のレンズ85であっても、第4例のレンズ83と同様の方法が適用されるため、第4例の製造方法と同様の効果を得ることができる。
【0162】
なお、以上説明した第4例および第5例においては、マスキング層16の上方からの昇華染色法によってレンズ基材17の一主面側の表面層に染色パターン84を形成する構成を説明した。しかしながら、染色パターン84の形成が昇華染色に限定されることにかく、浸漬法や転写法のような他の染色方法を適用しても良い。
【0163】
ただし、第4例および第5例において説明したように、レンズ基材17の一主面側のみにマスキング層16を形成した状態で、例えば浸漬法のようにレンズ基材17全体を染料にさらす方法を適用して染色処理を行った場合、マスキング層16が形成されていないレンズ基材17の他主面側は全面が染色処理されることになる。この場合、マスキング層16側からの染色処理によって染色パターン84を形成するには、他主面側からの染色がマスキング層16を設けた一主面側に達することのないように、染色条件を制御した染色を行うことが重要である。なお、レンズ基材17の一主面側と共に、他主面側におけるレンズ領域の全面をマスキング層16で覆って染色処理を行うことで、レンズ基材17の他主面側の染色を防止しても良い。
【符号の説明】
【0164】
11…プラスチックレンズ用膜形成装置、13…マスキング層形成装置、14,81,82,83,85…プラスチックレンズ、16…マスキング層、17…レンズ基材、20…透明材料膜、20a…透明パターン、22…被染色面、23…搬送装置、24…第1の搬送テーブル、25…第2の搬送テーブル、26…第1の処理ユニット、27…第2の処理ユニット、31…コロナ放電処理装置、33…制御装置、36…レンズホルダー、41…昇降装置、42…水平移動装置、61…放電ヘッド、62〜65…第1〜第4のインクジェットヘッド、66…染料粒、67…熱硬化装置、78…UV硬化装置、84…染色パターン、F…外形形状、m1,m2,m3,m4…基準マーク。
【特許請求の範囲】
【請求項1】
眼鏡用のプラスチックレンズを膜形成面が露出する状態で搬送する搬送装置と、
前記膜形成面と対向する位置に配設され、前記膜形成面に濡れ性が向上する改質処理を施す改質装置と、
前記改質装置より前記搬送装置の搬送経路の下流側であって前記膜形成面と対向する位置に配設され、前記膜形成面に塗布液の粒子を飛ばして付着させる塗布液噴出装置とを備えてなり、
前記改質処理後のプラスチックレンズが塗布液噴出装置に直接搬送され、このプラスチックレンズに塗布液が塗布されることを特徴とするプラスチックレンズ用膜形成装置。
【請求項2】
請求項1記載のプラスチックレンズ用膜形成装置において、前記改質装置は、コロナ放電処理装置またはプラズマ処理装置であることを特徴とするプラスチックレンズ用膜形成装置。
【請求項3】
請求項1または請求項2記載のプラスチックレンズ用膜形成装置において、前記塗布液噴出装置は、インクジェット式のものであり、
前記塗布液はハードコート膜の材料とマスクキング用材料とのうち何れか一方であることを特徴とするプラスチックレンズ用膜形成装置。
【請求項4】
請求項1ないし請求項3のうちいずれか一つに記載のプラスチックレンズ用膜形成装置において、前記膜形成面と前記改質装置および前記塗布液噴出装置との間隔を予め定めた間隔に調整する間隔調整装置をさらに備えたことを特徴とするプラスチックレンズ用膜形成装置。
【請求項5】
請求項1ないし請求項4のうちいずれか一つに記載のプラスチックレンズ用膜形成装置において、前記搬送装置は、前記プラスチックレンズを前記膜形成面が上方を指向する状態で支持する搬送テーブルと、この搬送テーブルを水平方向に移動させる移動装置とを備えていることを特徴とするプラスチックレンズ用膜形成装置。
【請求項1】
眼鏡用のプラスチックレンズを膜形成面が露出する状態で搬送する搬送装置と、
前記膜形成面と対向する位置に配設され、前記膜形成面に濡れ性が向上する改質処理を施す改質装置と、
前記改質装置より前記搬送装置の搬送経路の下流側であって前記膜形成面と対向する位置に配設され、前記膜形成面に塗布液の粒子を飛ばして付着させる塗布液噴出装置とを備えてなり、
前記改質処理後のプラスチックレンズが塗布液噴出装置に直接搬送され、このプラスチックレンズに塗布液が塗布されることを特徴とするプラスチックレンズ用膜形成装置。
【請求項2】
請求項1記載のプラスチックレンズ用膜形成装置において、前記改質装置は、コロナ放電処理装置またはプラズマ処理装置であることを特徴とするプラスチックレンズ用膜形成装置。
【請求項3】
請求項1または請求項2記載のプラスチックレンズ用膜形成装置において、前記塗布液噴出装置は、インクジェット式のものであり、
前記塗布液はハードコート膜の材料とマスクキング用材料とのうち何れか一方であることを特徴とするプラスチックレンズ用膜形成装置。
【請求項4】
請求項1ないし請求項3のうちいずれか一つに記載のプラスチックレンズ用膜形成装置において、前記膜形成面と前記改質装置および前記塗布液噴出装置との間隔を予め定めた間隔に調整する間隔調整装置をさらに備えたことを特徴とするプラスチックレンズ用膜形成装置。
【請求項5】
請求項1ないし請求項4のうちいずれか一つに記載のプラスチックレンズ用膜形成装置において、前記搬送装置は、前記プラスチックレンズを前記膜形成面が上方を指向する状態で支持する搬送テーブルと、この搬送テーブルを水平方向に移動させる移動装置とを備えていることを特徴とするプラスチックレンズ用膜形成装置。
【図1】


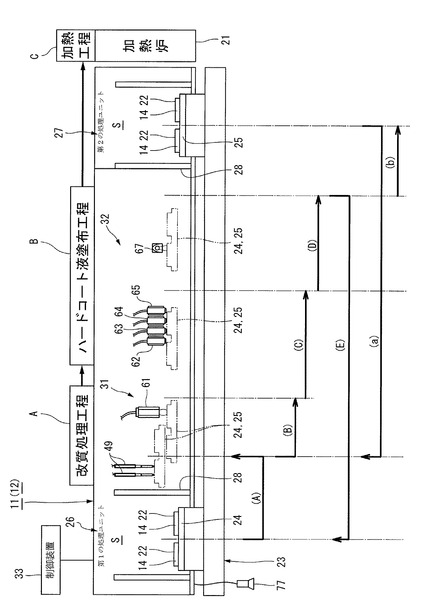
【図2】
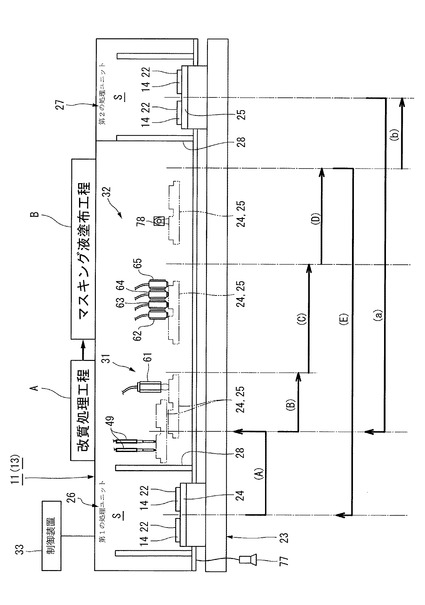
【図3】
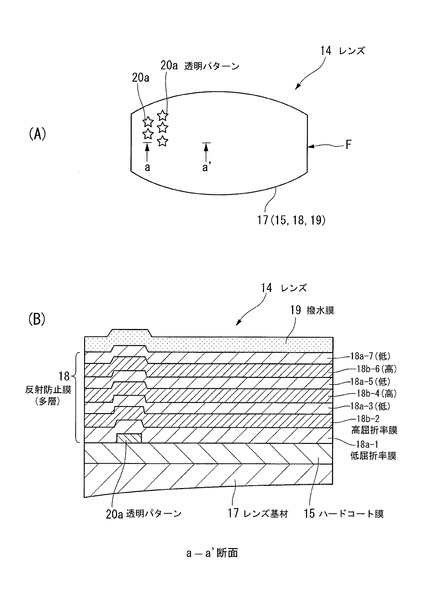
【図4】
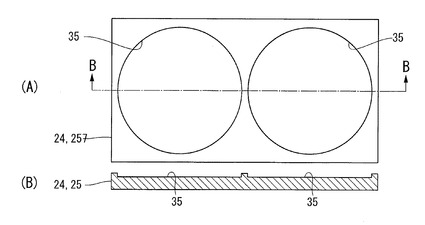
【図5】
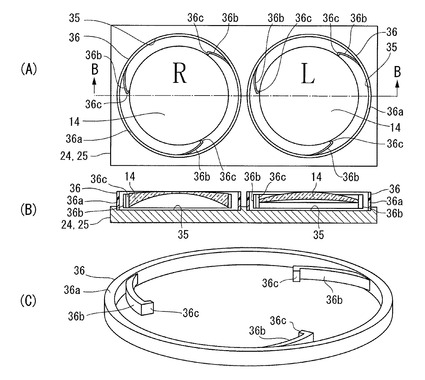
【図6】
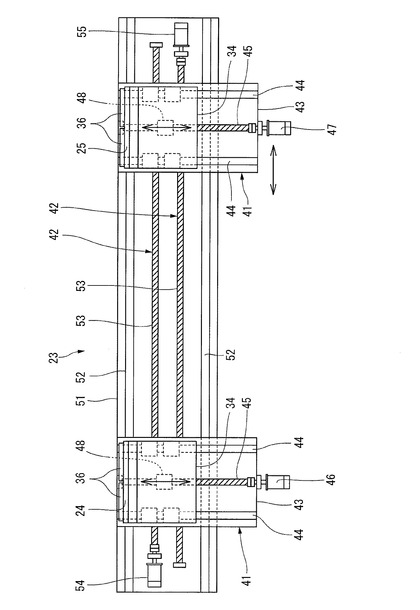
【図7】
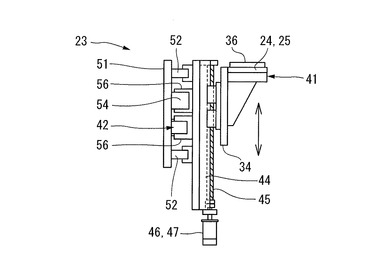
【図8】
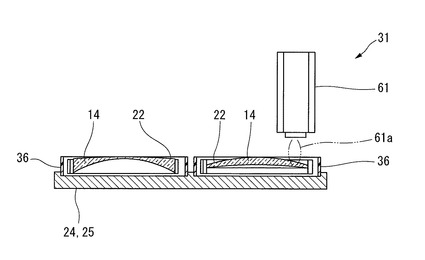
【図9】
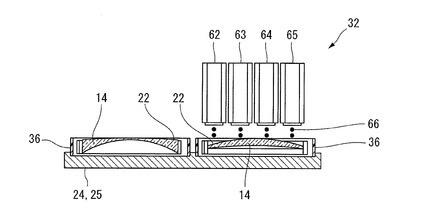
【図10】
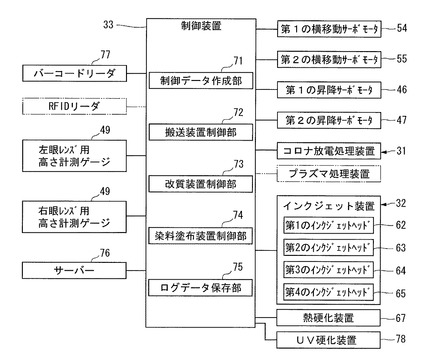
【図11】
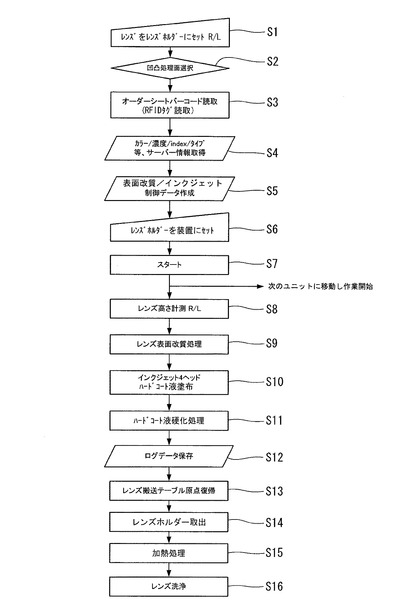
【図12】
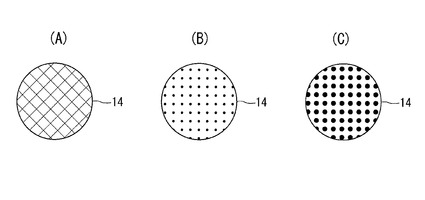
【図13】
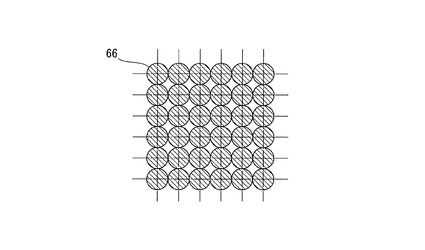
【図14】
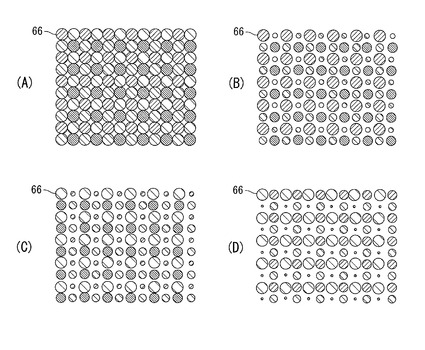
【図15】
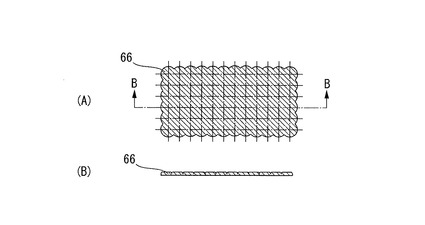
【図16】
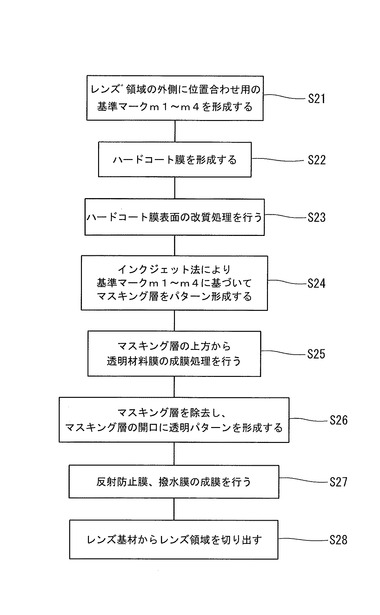
【図17】
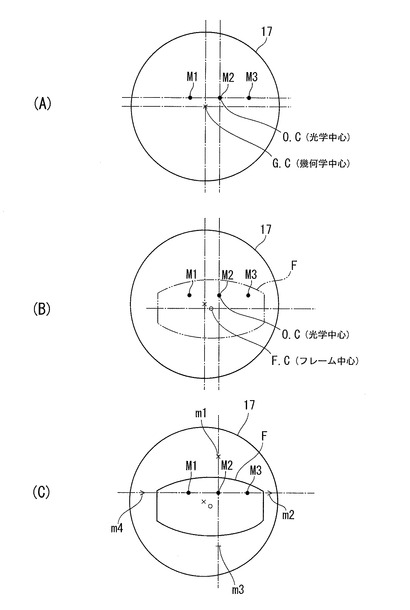
【図18】
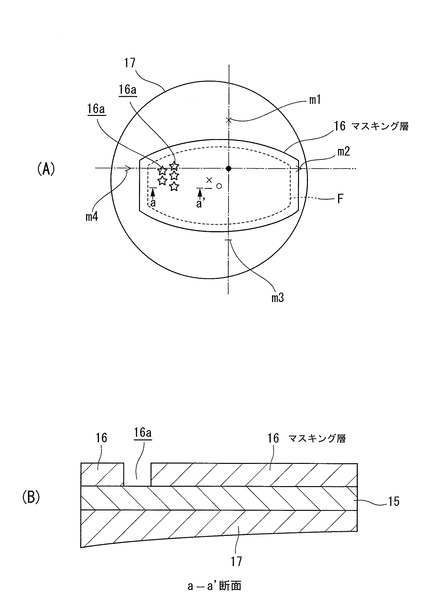
【図19】
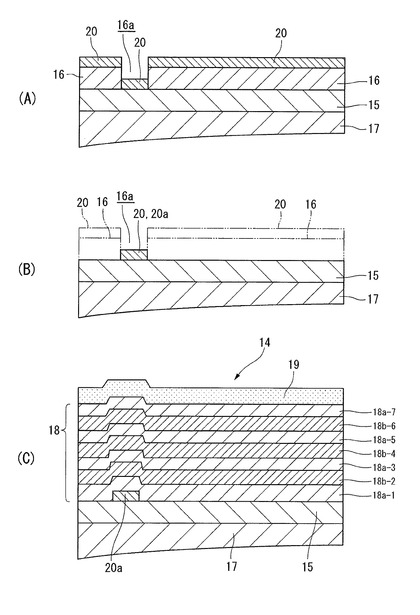
【図20】
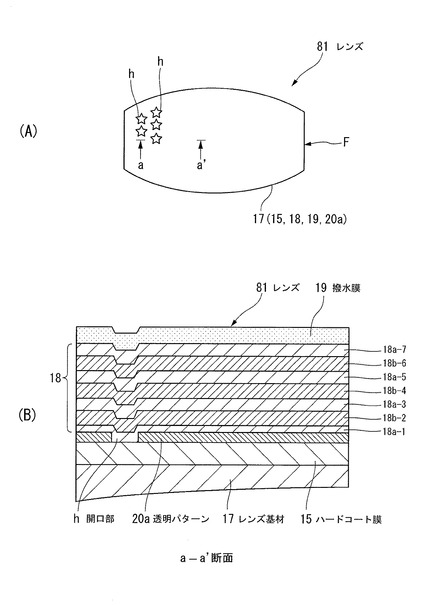
【図21】
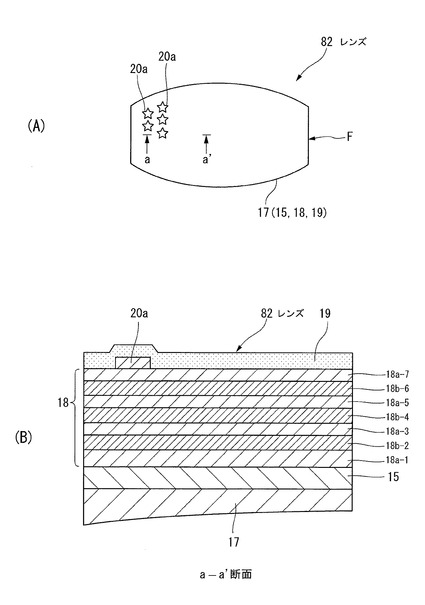
【図22】
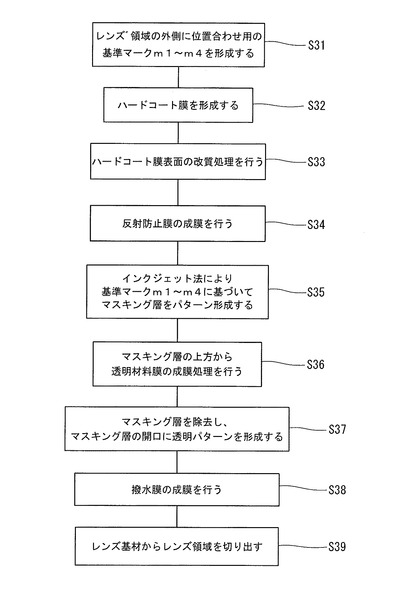
【図23】
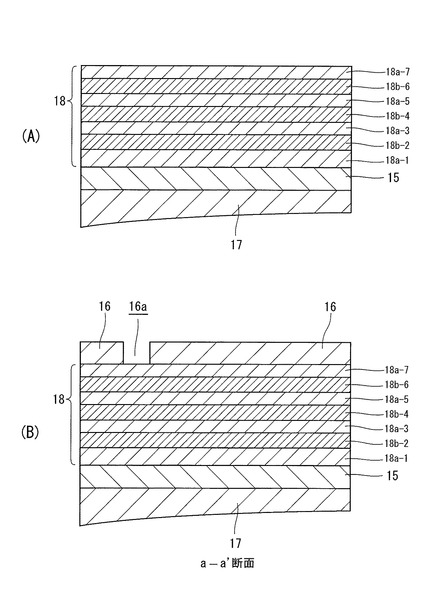
【図24】
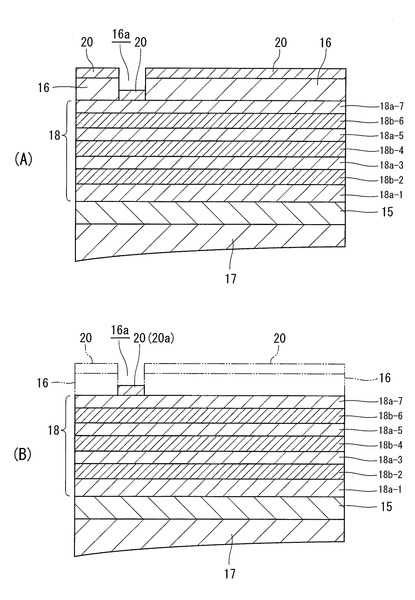
【図25】
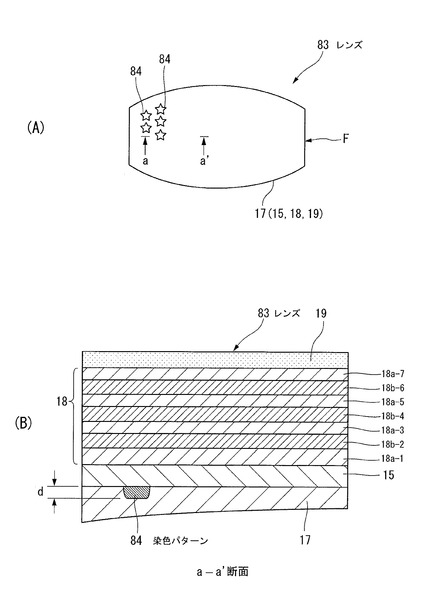
【図26】
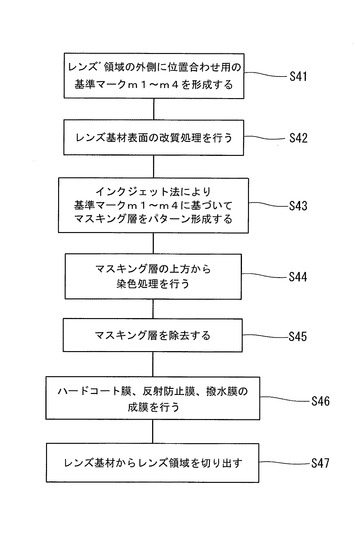
【図27】
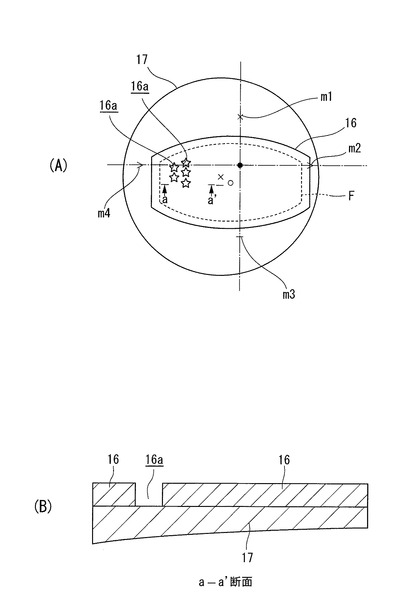
【図28】
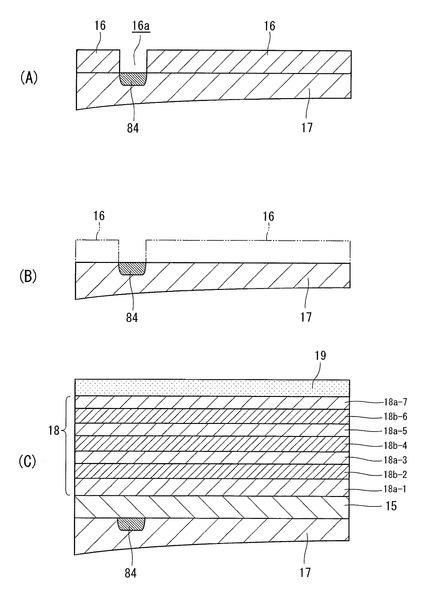
【図29】
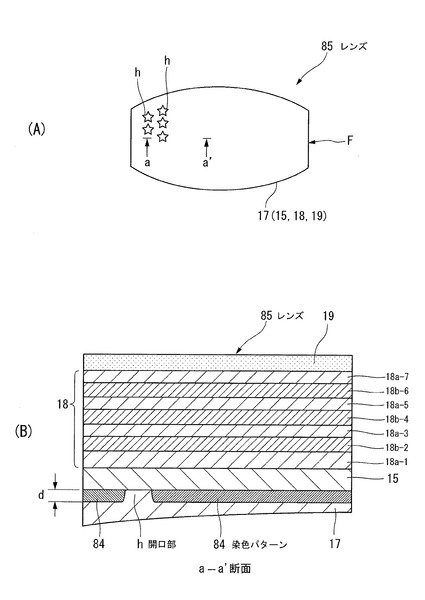
【図30】
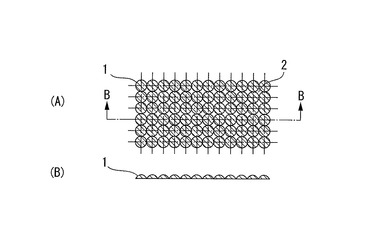
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図20】
【図21】
【図22】
【図23】
【図24】
【図25】
【図26】
【図27】
【図28】
【図29】
【図30】
【公開番号】特開2013−73108(P2013−73108A)
【公開日】平成25年4月22日(2013.4.22)
【国際特許分類】
【出願番号】特願2011−213268(P2011−213268)
【出願日】平成23年9月28日(2011.9.28)
【出願人】(000113263)HOYA株式会社 (3,820)
【Fターム(参考)】
【公開日】平成25年4月22日(2013.4.22)
【国際特許分類】
【出願日】平成23年9月28日(2011.9.28)
【出願人】(000113263)HOYA株式会社 (3,820)
【Fターム(参考)】
[ Back to top ]