
プラスチック中空板の製造方法および製造装置
【課題】 キャップシートとバックシートからなる二層品のキャップ上にライナーシートを融着させた、三層構成をもつプラスチック中空板の製造において、ライナーシートの表面の平滑性が改善された製品を与える製造技術を提供する。
【解決手段】 プラスチック材料として代表的にはポリプロピレンを使用し、ライナー加圧ロールに近接して多数の放電針を配置し、放電針が(+)でライナー加圧ロールが(−)となる高圧の直流電圧を印加して、放電針の先端とライナー加圧ロールの軸を結ぶ平面上を放電電流が通過する放電を行ない、この平面が、ライナーシートがライナー加圧ロールに接触する直線のわずか上方においてライナーシートを通過するようにして、ライナーシートをライナー加圧ロールに対して一直線上で密着させ急冷したのち、キャップに押圧することにより、ライナーシートとライナー加圧ロールとの間に空気が巻き込まれることを防いで貼り合わせを行なう。
【解決手段】 プラスチック材料として代表的にはポリプロピレンを使用し、ライナー加圧ロールに近接して多数の放電針を配置し、放電針が(+)でライナー加圧ロールが(−)となる高圧の直流電圧を印加して、放電針の先端とライナー加圧ロールの軸を結ぶ平面上を放電電流が通過する放電を行ない、この平面が、ライナーシートがライナー加圧ロールに接触する直線のわずか上方においてライナーシートを通過するようにして、ライナーシートをライナー加圧ロールに対して一直線上で密着させ急冷したのち、キャップに押圧することにより、ライナーシートとライナー加圧ロールとの間に空気が巻き込まれることを防いで貼り合わせを行なう。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、プラスチック中空板の製造方法および製造装置に関する。本発明により、軽量で剛性が強く、物理的特性の方向性がほとんどないプラスチック中空板であって、表面の平滑性が改善されたものが提供される。
【背景技術】
【0002】
プラスチック、代表的にはポリエチレンを材料とし、真空成形により多数のキャップを形成したキャップフィルムと、平坦なバックフィルムとを貼り合わせ、多数の密閉された空気室を形成したプラスチック製の気泡シートが、主として緩衝包装の分野で、また一部は断熱材として使用されている。この二層構成の気泡シートに対して、キャップシートのキャップの頂を連ねてもう1枚の平坦なライナーシートを貼り合わせた、三層品がある。三層構成の気泡シートを構成する各フィルムの厚さを厚くして行けば、剛性が増して、プラスチック中空板として使用可能になる。この種のプラスチック中空板の材料としては、ポリプロピレンが最適である。ポリプロピレンを材料とするプラスチック中空板は、自動車部品やコンテナーをはじめとする種々の製品の構造材として、広く使用されるようになってきた。
【0003】
気泡シートタイプのプラスチック中空板の製造に関しては、平坦性、すなわち製品に反りが生じるのが避け難いという問題と、平滑性、すなわちライナーシートの表面が不規則な凹凸をもち、いわゆる「ゆず肌」になってしまうという、二つの問題があった。前者の、平坦性の改善に関して、出願人は、反りの発生する主原因が二層品へのライナーシートの貼り合わせに際して生じるバイメタル効果であることを突き止め、その対策を提案した(特許文献1)。提案された対策とは、二層品を温度分布が均一な弾性体状態にして若干の延伸を行ない、その上で溶融状態のライナーシートを貼り合わせて三層品としたのち、ライナーシートが収縮するに任せ、その収縮に二層品の延伸緩和を同調させることによって、製品全体に生じる歪みを最小限にする、というものである。
【0004】
一方、平滑性の問題は、案外、解決が面倒であることが経験された。出願人は、ライナーシートの表面が「ゆず肌」になるのは、ライナーシートを二層品に貼り合わせるにあたって、ライナーシートがライナー加圧ロールの表面に密着していないからであろうと考え、それまで梨地であったロール表面を鏡面加工してみたが、かえって不成績であった。その理由は、ライナーシートとライナー加圧ロールとの間に空気が巻き込まれた状態で、ライナーシートが不均一に冷却されていること、つまり、ライナーシートの表面は、ライナー加圧ロールに接して急冷される部分と、間接的に徐冷される部分とが、微細に混在しているということがわかった。とくにポリプロピレンを材料にする場合は、問題が深刻である。一般にプラスチックは、溶融状態から固化するときに体積が縮小するが、ポリプロピレンはその度合が、急冷の場合に大きくて、徐冷の場合に小さい。この冷却速度により体積収縮の度合が異なるという性質が、微細な凹凸の形成を顕著なものにしていると考えられる。
【0005】
ライナーシートのライナー加圧ロールへの密着を確保するには、ピンチロールを使用してシートを加圧ロールに押しつけることが、直接的な解決法である。この目的を達成するため、1枚のシートを成形することに限られるが、表面材質をフッ素樹脂製とし、鏡面加工したタッチロールを使用することが提案されている(特許文献2)。このロールで押しつける方法は、プラスチック中空板のライナーシートとする、厚さ125〜1200μmのシートを対象とする場合、ほぼ1kg/cm以上の圧力を加えれば、密着の効果があることがわかった。しかし、プラスチック中空板の製造に関しては、ライナーシートのキャップに融着する側を別のロールに接触させることは、その側を冷却させることにほかならないから、二層品とライナーシートとの融着不完全を招き、好ましくない。対策として、二層品をキャップの側から加熱して、キャップの温度を高めておくことが考えられる。この加熱は、従来の技術においても行なわれており、ピンチロール使用の場合に加熱の度合を強化して実施してみたが、効果には限界があることがわかった。
【0006】
ライナーシートをライナー加圧ロールに密着させる別の手段として、静電気を利用することが考えられる。フィルム製造の実際において、高い引取速度においても、透明度が高く幅方向の収縮が少ないフィルムを製造することを目的として、冷却ロールに溶融フィルムを密着させるためのピンニング装置を使用することが提案されている(特許文献3)。このピンニング装置とは、実際には、冷却ロールの軸方向に平行に張られた電極線に電流を流し、Tダイからフィルム状に押し出された材料に静電気を起こさせて、フィルム状の材料を冷却ロールに密着させる、という原理に従っている。しかし、特許文献3には、電極線は冷却ロールおよびフィルムとの関係においてどこに位置させるべきか、またどの程度の電流を流せばよいか、など具体的な開示がなく、プラスチック中空板の製造には利用できない。
【特許文献1】特開2002−326297
【特許文献2】特開平5−237917
【特許文献3】特開2004−255720
【発明の開示】
【発明が解決しようとする課題】
【0007】
本発明の目的は、気泡シートタイプのプラスチック中空板の製造において残る平滑性の問題を解決し、ライナーシートの表面が不規則な凹凸をもつ「ゆず肌」となることを防いでプラスチック中空板を製造する方法を提供すること、より具体的にいえば、静電気によりライナーシートをライナー加圧ロールに密着させる方法を確立し、それを利用した平滑性の高いプラスチック中空板の製造技術を提供することにある。
【課題を解決するための手段】
【0008】
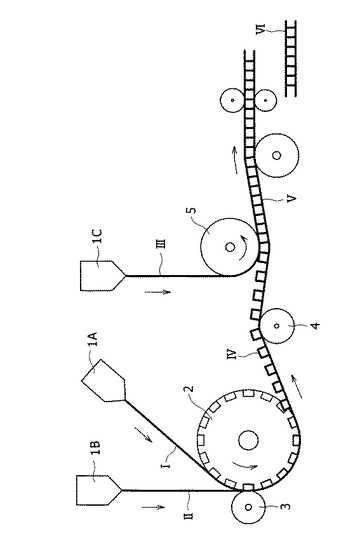
上記の課題を解決した本発明のプラスチック中空板の製造方法は、プラスチックを材料とする、多数のキャップ状突起をもつキャップシート、平坦なバックシートおよびもう1枚の平坦なライナーシートの三層から構成されるプラスチック中空板を製造する方法であって、図1に示すように、
A)回転する金属の円筒に多数の凹みを設け、凹みの底を真空吸引源に接続した成形ロール(2)を用いて、T−ダイ(1A)から押し出され、熱可塑化状態にあるプラスチックシートを真空成形して多数のキャップ状突起を有するキャップシート(I)を形成すること、
B)キャップシート(I)の底面に、T−ダイ(1B)から押し出され、熱可塑化状態にあるバックシート(II)をバック加圧ロール(3)により押圧して貼り合わせ、二層品(IV)を形成すること、
C)二層品を、バックアップロール(4)で下から支え、二層品のキャップの頂部に対し、T−ダイ(1C)から押し出され、熱可塑化状態にあるライナーシート(III)を、ライナー加圧ロール(5)により押圧して貼り合わせ、三層品(V)を形成すること、および
D)三層品を引き取って冷却し、所定の寸法に裁断すること、
からなる製造方法において、図2ないし図4に示すように、
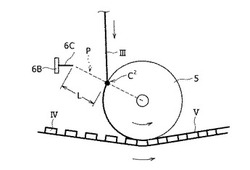
先端をライナー加圧ロール(5)に向けて配置した多数の放電針(6A)とライナー加圧ロールとの間に、高圧の直流電圧を印加して、放電針の先端(6C)とライナー加圧ロールの中心を結ぶ平面(P)上を放電電流が通過する放電を行ない、この放電を、放電針の先端を連ねる直線がライナー加圧ロールの軸と平行であり、かつ、各放電針の先端とライナー加圧ロールの表面との距離(L)を一定に保った条件下に行ない、放電電流が通過する平面(P)が、放電がない場合にライナーシート(III)がライナー加圧ロールに接触する線(C1)のわずか上方においてライナーシートを通過するように図るとともに、印加する直流電圧の値と、放電針からライナー加圧ロールへの距離とを、使用したポリオレフィン樹脂の特性およびライナーシートの厚さに応じて選択し、放電を安定的に継続させることにより、図4に示すように、ライナーシートをライナー加圧ロールに対して一直線(C2)上で密着させたのち、キャップシート(I)に押圧することにより、ライナーシートとライナー加圧ロールとの間における空気の巻き込みを防いで貼り合わせを行ない、ライナー表面が平滑なプラスチック中空板(VI)を製造することを特徴とする製造方法である。
【発明の効果】
【0009】
本発明の製造方法によるときは、プラスチック中空板を構成するライナーシートとキャップシートおよびバックシートからなる二層品(IV)とからプラスチック中空板(VI)を製造するに当たり、Tダイ(1C)から熱可塑化状態で降下してきたライナーシート(III)が、ライナー加圧ロール(5)に一直線(C2)上で密着し、ロールに密着した表面が全面的に急冷され、一方で、ロールに接しない側は、なお熱可塑化状態を保ったままで二層品のキャップの頂きに貼り合わされるから、得られた三層品(V)、すなわちプラスチック中空板(VI)は、平滑なライナー表面を有するとともに、キャップとライナーとの融着が完全で、十分な強度をもった製品となる。
【0010】
ライナー加圧ロール(5)に一直線(C2)上で密着したライナーシート(III)は、密着した瞬間に、ロール全長にわたって急冷され、ポリプロピレンを材料として選択した場合でも、前述したポリプロピレンに固有の、冷却固化の履歴によって体積縮小の度合が異なるという問題にわずらわされることなく、均質な固化表面を有するものになるから、製品プラスチック中空板の平滑性は高い。
【発明を実施するための最良の形態】
【0011】
上記の製造方法を実施するための、本発明の製造装置は、プラスチックを材料とする、多数のキャップ状突起をもつキャップシート、平坦なバックシートおよびもう1枚の平坦なライナーシートの三層から構成されるプラスチック中空板を製造する装置であって、図1に示したような、下記の各部分:
イ)キャップシート用のプラスチックシート(I)、バックシート(II)およびライナーシート(III)を熱可塑化状態で押し出すための、それぞれのT−ダイ(1A,1B,1C)、
ロ)熱可塑化状態にあるキャップシート用のプラスチックシートを真空成形によりキャップシートとするための、多数の凹みと真空吸引手段とをそなえた成形ロール(2)、
ハ)成形ロール上で成形されたキャップシートのキャップの底面にバックシートを貼り付けて二層品(IV)を得るためのバック加圧ロール(3)、
ニ)二層品を、ライナーシート貼り合わせの前に下方から支えるパックアップロール(4)、
ホ)二層品のキャップの頂きに熱可塑化状態にあるライナーシートを貼り合わせて、三層品(V)とするためのライナー加圧ロール(5)、および
ヘ)三層品を引き取って裁断し、プラスチック中空板(VI)とする引き取り切断手段、
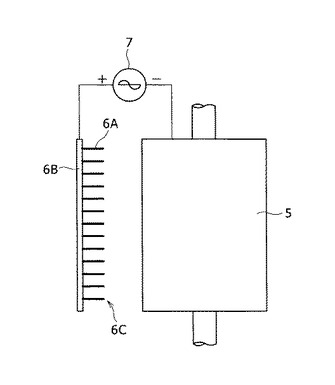
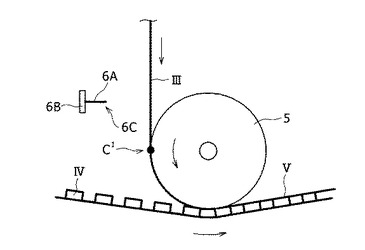
を有するプラスチック中空板の製造装置において、図2および図3に示したように、熱可塑化状態で下降してくるライナーシートがライナー加圧ロールと接触する直線よりわずか上方に、導電性材料で製造した放電針(6A)を多数、平行かつ等間隔に植えた放電基板(6B)を配置し、放電針の先端(6C)を連ねる直線とライナー加圧ロールの軸との間の平行を保ちつつ、放電基板の位置を変更可能にする手段を設け、さらに、放電針がプラスであってライナー加圧ロールがマイナスとなる、高圧の、値が可変の直流電圧を印加する手段(7)を設けてなることを特徴とし、それによって、図4に示したように、ライナーシート(III)がライナー加圧ロール(5)に密着し、空気の巻き込みを防いだ状態で貼り合わせを行ない、ライナー表面が平滑なプラスチック中空板(VI)を製造することができる製造装置である。
【0012】
本発明の実施に当たっては、放電電流が、放電針の先端からライナー加圧ロールの中心に向かう平面(P)上を、面から逸脱することなく安定して継続的に流れる、という条件を確保することが肝要である。この条件としては、上記のように、まず、放電針の先端を連ねる直線とライナー加圧ロールの中心とが完全に平行であることと、放電針の先端とライナー加圧ロールの表面との距離(L)を一定に保つことが必要であるが、それに加えて、放電電流が通過する平面(P)の位置を適切に選択しなければならない。さらに、放電の安定性と継続性にとって、印加する直流電圧の値と、放電針からライナー加圧ロールへの距離との選択が重要であり、それらは、使用したプラスチックの特性と、ライナーシートの厚さに応じて選択する。これには若干の試行錯誤を要するが、当業者は、後記する実施例を参考にして、印加する直流電圧は3〜50kV、放電針の先端とライナー加圧ロール表面との距離は2〜100mmの範囲から、適切な条件を容易に見出すことができるであろう。
【0013】
高圧の直流電圧を印加する方向は、材料とするプラスチックの種類に応じて選択する。その選択とは、プラスチックが高圧の直流電場におかれたとき、プラスに帯電しやすいかマイナスに帯電しやすいかによるのであって、前者であれば、ライナー加圧ロールをプラス、放電針をマイナスとし、後者であれば、逆に、放電針がプラスであって、ライナー加圧ロールがマイナスとなるようにすればよい。具体的には、ナイロンはプラスに帯電しやすく、ポリエチレンやポリプロピレンのようなポリオレフィンはマイナスに帯電しやすい。ポリエステルやポリスチレンもマイナスになる。
【0014】
本発明のプラスチック中空板を構成する3種のシート、すなわちキャップシート用のシート(I)、バックシート(II)およびライナーシート(III)は、いずれも熱可塑化した状態で加工するものであるから、T−ダイから溶融押出しされたプラスチックシートを使用することが有利である。3枚のシートを、図1に示したように、すべてT−ダイ(1A,1B,1C)から溶融押出しして供給すれば、完全インライン操業が可能である。
【0015】
しかし、同じ加工条件つまり熱可塑化した状態は、別に製造したこれらのシートを、いったんリールに巻き取ってから繰り出し、加熱ロールに接触させて所要の温度に加熱することによっても実現可能である。場合によっては、上記のT−ダイから直接溶融押出しすることと、加熱ロールによる可塑化とを併用することもできる。3種のシートの内、いずれか1種または2種をT−ダイから供給し、残る2種または1種を加熱ロールにより加熱することである。
【0016】
本発明のプラスチック中空板の材料としては、熱可塑性であってシート化可能なものであれば、とくに制限はないが、プラスチック気泡シートの材料としてとくに有用なポリエチレンおよびポリプロピレン、とくに後者が、ここでも好適に使用可能である。
【0017】
製品のシート厚さや坪量、さらにキャップの直径および高さ、配置および密度などは、プラスチック中空板の用途に関連して所望される物理的特性、たとえば面方向の坐屈強度、面に垂直な方向の圧縮強度や、加工特性たとえば切断、曲げそのほかの加工性の良否等に従って選択する。プラスチック中空板の用途として現在展開されている、自動車の内装材、包装箱の材料などに関していえば、シートの厚さは、それぞれ下記の範囲が一般的であって、
キャップシート:250〜1500μm、
バックシート: 125〜800μm、
ライナーシート:125〜1200μm
この厚さは、坪量にして450〜3000g/m2に相当する。
【0018】
キャップの直径は、3〜15mmの範囲、高さはそれに応じて3〜15mmの範囲が一般的である。配置は、千鳥配置、格子配置、斜め格子配置など、任意に選択できる。気泡シートに行なわれている千鳥配置は、方向性がないという点で好ましいが、切断や折り曲げ加工に関しては、格子配置が有利である。特性の方向性を全くなくした製品は、正方形の格子状にキャップを配置したものであるが、縦・横の方向により多少の方向性を持たせることをむしろ所望する場合は、キャップの密度を方向により変化させればよい。
【0019】
本発明のプラスチック中空板には、製造に当たって、任意の添加剤、たとえば着色剤、充填剤、酸化防止剤、帯電防止剤、抗菌剤、燃焼補助剤などを添加できることはいうまでもない。
【0020】
本発明の製品プラスチック中空板の表面が平滑度高く得られるという効果は、その製造に当たって、ライナー加圧ロールの表面に、製品プラスチック中空板に関連した情報を記載したポジまたはネガの型板を設けておき、プラスチック中空板の製造と同時に、型板どおりの表面を形成することによって、製品に関する所望の情報を、製品表面に記載することができるという利益をもたらす。「製品に関する情報」とは、たとえば製品のグレード、各種の仕様および製造の時期などに関する事項である。これにより、通常は製造後に別途印刷をした紙を貼り付けたり、または直接印刷を施したりして与えていた情報を、そうした工程を経る必要なく、ただちに形成することが可能になる。これは、製造工程の簡素化、製品コストの低減および環境への負荷の低減など、さまざまな利益につながる。
【実施例】
【0021】
材料としてHIPP「住友ノーブレン」(住友化学製)を使用し、図1に示した構成であって、3種のシートをすべてT−ダイから押し出して供給するようにした装置を用いて、プラスチック中空板を製造した。3種のシートの押し出し厚さはつぎのとおりであり、
キャップシート:0.7mm
バックシート: 0.4mm
ライナーシート:0.6mm
キャップの大きさは、外径が5mm、ピッチが8mmであって、配置は15°傾斜配列である。
【0022】
太さ2mm×長さ20mmの金属製であって先端を鋭くした針を、10mmの間隔をおいて、金属製の放電基板の上に植えた。直径が200mmで、内部に冷却水の流路を設けたライナー加圧ロールを対象に、上記の放電装置を、放電針の先端とロール表面との距離(L)が約60mmとなるように配置した。放電電流が流れる平面(P)、すなわち放電針の先端とライナー加圧ロールの中心とを結ぶ平面がライナーシートを横切る直線(C2)は、放電によるライナーシートの密着を行なわない場合にライナーシートがライナー加圧ロールに接触する直線(C1)より、約10mm上方にある。この条件で、放電針の側をプラス、ライナー加圧ロールの側がマイナスとなるように、26kVの直流電圧を印加したとき、上記の厚さ0.6mmのライナーシートを通過する安定的な放電が継続し、ライナーシートがライナー加圧ロールに引き寄せられ、図4に示したように一直線上で密着した。
【0023】
密着による急冷の効果は、ライナーシートの温度の変化からも確認できた。すなわち、Tダイを樹脂温度200〜230℃で吐出されたポリプロピレンのライナーシートは、ライナー加圧ロール通過後、従来の密着不完全な状態では、表面温度が110℃前後あったが、本発明にしたがって放電を行ない、密着を図った後は、表面温度が80℃近辺まで低下していた。
【0024】
得られた三層のプラスチック中空板は、厚さが5mm、坪量が1500g/m2である。この製品のライナーシートの側は、ほぼ完全な鏡面といってよい平滑さを示した。機械的強度(面方向の坐屈強度、面に垂直方法の圧縮強度)は、従来の製品にまさるとも劣らないものであった。
【図面の簡単な説明】
【0025】
【図1】本発明のプラスチック中空板の製造方法を説明するための、従来の装置の全体構成を示す断面図。
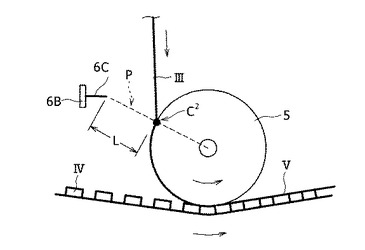
【図2】本発明のプラスチック中空板の製造技術を特徴付ける、放電によるライナーシートのライナー加圧ロールへの密着の為の装置を示す平面図。
【図3】図1の装置に図2の装置を付加してなる、本発明のライナーシート密着手段の断面図であって、放電による密着がない場合の図。
【図4】図3の装置において、放電による密着を行なった場合を、若干誇張して表現した断面図。
【符号の説明】
【0026】
1A,1B,1C T−ダイ
2 成形ロール
3 バック加圧ロール
4 バックアップロール
5 ライナー加圧ロール
6A 放電針 6B 放電基板 6C 放電針の先端
7 直流電圧印加装置
I キャップシート
II バックシート
III ライナーシート
IV 二層品
V 三層品
VI プラスチック中空板
P 放電電流が通過する平面(放電針の先端とライナー加圧ロールの中心を結ぶ
平面)
L 放電針の先端とライナー加圧ロールの表面との距離
C1 ライナーシートがライナー加圧ロールに接触する直線(放電による密着を
行なわない場合)
C2 ライナーシートがライナー加圧ロールに接触する直線(放電による密着を
行なった場合)
【技術分野】
【0001】
本発明は、プラスチック中空板の製造方法および製造装置に関する。本発明により、軽量で剛性が強く、物理的特性の方向性がほとんどないプラスチック中空板であって、表面の平滑性が改善されたものが提供される。
【背景技術】
【0002】
プラスチック、代表的にはポリエチレンを材料とし、真空成形により多数のキャップを形成したキャップフィルムと、平坦なバックフィルムとを貼り合わせ、多数の密閉された空気室を形成したプラスチック製の気泡シートが、主として緩衝包装の分野で、また一部は断熱材として使用されている。この二層構成の気泡シートに対して、キャップシートのキャップの頂を連ねてもう1枚の平坦なライナーシートを貼り合わせた、三層品がある。三層構成の気泡シートを構成する各フィルムの厚さを厚くして行けば、剛性が増して、プラスチック中空板として使用可能になる。この種のプラスチック中空板の材料としては、ポリプロピレンが最適である。ポリプロピレンを材料とするプラスチック中空板は、自動車部品やコンテナーをはじめとする種々の製品の構造材として、広く使用されるようになってきた。
【0003】
気泡シートタイプのプラスチック中空板の製造に関しては、平坦性、すなわち製品に反りが生じるのが避け難いという問題と、平滑性、すなわちライナーシートの表面が不規則な凹凸をもち、いわゆる「ゆず肌」になってしまうという、二つの問題があった。前者の、平坦性の改善に関して、出願人は、反りの発生する主原因が二層品へのライナーシートの貼り合わせに際して生じるバイメタル効果であることを突き止め、その対策を提案した(特許文献1)。提案された対策とは、二層品を温度分布が均一な弾性体状態にして若干の延伸を行ない、その上で溶融状態のライナーシートを貼り合わせて三層品としたのち、ライナーシートが収縮するに任せ、その収縮に二層品の延伸緩和を同調させることによって、製品全体に生じる歪みを最小限にする、というものである。
【0004】
一方、平滑性の問題は、案外、解決が面倒であることが経験された。出願人は、ライナーシートの表面が「ゆず肌」になるのは、ライナーシートを二層品に貼り合わせるにあたって、ライナーシートがライナー加圧ロールの表面に密着していないからであろうと考え、それまで梨地であったロール表面を鏡面加工してみたが、かえって不成績であった。その理由は、ライナーシートとライナー加圧ロールとの間に空気が巻き込まれた状態で、ライナーシートが不均一に冷却されていること、つまり、ライナーシートの表面は、ライナー加圧ロールに接して急冷される部分と、間接的に徐冷される部分とが、微細に混在しているということがわかった。とくにポリプロピレンを材料にする場合は、問題が深刻である。一般にプラスチックは、溶融状態から固化するときに体積が縮小するが、ポリプロピレンはその度合が、急冷の場合に大きくて、徐冷の場合に小さい。この冷却速度により体積収縮の度合が異なるという性質が、微細な凹凸の形成を顕著なものにしていると考えられる。
【0005】
ライナーシートのライナー加圧ロールへの密着を確保するには、ピンチロールを使用してシートを加圧ロールに押しつけることが、直接的な解決法である。この目的を達成するため、1枚のシートを成形することに限られるが、表面材質をフッ素樹脂製とし、鏡面加工したタッチロールを使用することが提案されている(特許文献2)。このロールで押しつける方法は、プラスチック中空板のライナーシートとする、厚さ125〜1200μmのシートを対象とする場合、ほぼ1kg/cm以上の圧力を加えれば、密着の効果があることがわかった。しかし、プラスチック中空板の製造に関しては、ライナーシートのキャップに融着する側を別のロールに接触させることは、その側を冷却させることにほかならないから、二層品とライナーシートとの融着不完全を招き、好ましくない。対策として、二層品をキャップの側から加熱して、キャップの温度を高めておくことが考えられる。この加熱は、従来の技術においても行なわれており、ピンチロール使用の場合に加熱の度合を強化して実施してみたが、効果には限界があることがわかった。
【0006】
ライナーシートをライナー加圧ロールに密着させる別の手段として、静電気を利用することが考えられる。フィルム製造の実際において、高い引取速度においても、透明度が高く幅方向の収縮が少ないフィルムを製造することを目的として、冷却ロールに溶融フィルムを密着させるためのピンニング装置を使用することが提案されている(特許文献3)。このピンニング装置とは、実際には、冷却ロールの軸方向に平行に張られた電極線に電流を流し、Tダイからフィルム状に押し出された材料に静電気を起こさせて、フィルム状の材料を冷却ロールに密着させる、という原理に従っている。しかし、特許文献3には、電極線は冷却ロールおよびフィルムとの関係においてどこに位置させるべきか、またどの程度の電流を流せばよいか、など具体的な開示がなく、プラスチック中空板の製造には利用できない。
【特許文献1】特開2002−326297
【特許文献2】特開平5−237917
【特許文献3】特開2004−255720
【発明の開示】
【発明が解決しようとする課題】
【0007】
本発明の目的は、気泡シートタイプのプラスチック中空板の製造において残る平滑性の問題を解決し、ライナーシートの表面が不規則な凹凸をもつ「ゆず肌」となることを防いでプラスチック中空板を製造する方法を提供すること、より具体的にいえば、静電気によりライナーシートをライナー加圧ロールに密着させる方法を確立し、それを利用した平滑性の高いプラスチック中空板の製造技術を提供することにある。
【課題を解決するための手段】
【0008】
上記の課題を解決した本発明のプラスチック中空板の製造方法は、プラスチックを材料とする、多数のキャップ状突起をもつキャップシート、平坦なバックシートおよびもう1枚の平坦なライナーシートの三層から構成されるプラスチック中空板を製造する方法であって、図1に示すように、
A)回転する金属の円筒に多数の凹みを設け、凹みの底を真空吸引源に接続した成形ロール(2)を用いて、T−ダイ(1A)から押し出され、熱可塑化状態にあるプラスチックシートを真空成形して多数のキャップ状突起を有するキャップシート(I)を形成すること、
B)キャップシート(I)の底面に、T−ダイ(1B)から押し出され、熱可塑化状態にあるバックシート(II)をバック加圧ロール(3)により押圧して貼り合わせ、二層品(IV)を形成すること、
C)二層品を、バックアップロール(4)で下から支え、二層品のキャップの頂部に対し、T−ダイ(1C)から押し出され、熱可塑化状態にあるライナーシート(III)を、ライナー加圧ロール(5)により押圧して貼り合わせ、三層品(V)を形成すること、および
D)三層品を引き取って冷却し、所定の寸法に裁断すること、
からなる製造方法において、図2ないし図4に示すように、
先端をライナー加圧ロール(5)に向けて配置した多数の放電針(6A)とライナー加圧ロールとの間に、高圧の直流電圧を印加して、放電針の先端(6C)とライナー加圧ロールの中心を結ぶ平面(P)上を放電電流が通過する放電を行ない、この放電を、放電針の先端を連ねる直線がライナー加圧ロールの軸と平行であり、かつ、各放電針の先端とライナー加圧ロールの表面との距離(L)を一定に保った条件下に行ない、放電電流が通過する平面(P)が、放電がない場合にライナーシート(III)がライナー加圧ロールに接触する線(C1)のわずか上方においてライナーシートを通過するように図るとともに、印加する直流電圧の値と、放電針からライナー加圧ロールへの距離とを、使用したポリオレフィン樹脂の特性およびライナーシートの厚さに応じて選択し、放電を安定的に継続させることにより、図4に示すように、ライナーシートをライナー加圧ロールに対して一直線(C2)上で密着させたのち、キャップシート(I)に押圧することにより、ライナーシートとライナー加圧ロールとの間における空気の巻き込みを防いで貼り合わせを行ない、ライナー表面が平滑なプラスチック中空板(VI)を製造することを特徴とする製造方法である。
【発明の効果】
【0009】
本発明の製造方法によるときは、プラスチック中空板を構成するライナーシートとキャップシートおよびバックシートからなる二層品(IV)とからプラスチック中空板(VI)を製造するに当たり、Tダイ(1C)から熱可塑化状態で降下してきたライナーシート(III)が、ライナー加圧ロール(5)に一直線(C2)上で密着し、ロールに密着した表面が全面的に急冷され、一方で、ロールに接しない側は、なお熱可塑化状態を保ったままで二層品のキャップの頂きに貼り合わされるから、得られた三層品(V)、すなわちプラスチック中空板(VI)は、平滑なライナー表面を有するとともに、キャップとライナーとの融着が完全で、十分な強度をもった製品となる。
【0010】
ライナー加圧ロール(5)に一直線(C2)上で密着したライナーシート(III)は、密着した瞬間に、ロール全長にわたって急冷され、ポリプロピレンを材料として選択した場合でも、前述したポリプロピレンに固有の、冷却固化の履歴によって体積縮小の度合が異なるという問題にわずらわされることなく、均質な固化表面を有するものになるから、製品プラスチック中空板の平滑性は高い。
【発明を実施するための最良の形態】
【0011】
上記の製造方法を実施するための、本発明の製造装置は、プラスチックを材料とする、多数のキャップ状突起をもつキャップシート、平坦なバックシートおよびもう1枚の平坦なライナーシートの三層から構成されるプラスチック中空板を製造する装置であって、図1に示したような、下記の各部分:
イ)キャップシート用のプラスチックシート(I)、バックシート(II)およびライナーシート(III)を熱可塑化状態で押し出すための、それぞれのT−ダイ(1A,1B,1C)、
ロ)熱可塑化状態にあるキャップシート用のプラスチックシートを真空成形によりキャップシートとするための、多数の凹みと真空吸引手段とをそなえた成形ロール(2)、
ハ)成形ロール上で成形されたキャップシートのキャップの底面にバックシートを貼り付けて二層品(IV)を得るためのバック加圧ロール(3)、
ニ)二層品を、ライナーシート貼り合わせの前に下方から支えるパックアップロール(4)、
ホ)二層品のキャップの頂きに熱可塑化状態にあるライナーシートを貼り合わせて、三層品(V)とするためのライナー加圧ロール(5)、および
ヘ)三層品を引き取って裁断し、プラスチック中空板(VI)とする引き取り切断手段、
を有するプラスチック中空板の製造装置において、図2および図3に示したように、熱可塑化状態で下降してくるライナーシートがライナー加圧ロールと接触する直線よりわずか上方に、導電性材料で製造した放電針(6A)を多数、平行かつ等間隔に植えた放電基板(6B)を配置し、放電針の先端(6C)を連ねる直線とライナー加圧ロールの軸との間の平行を保ちつつ、放電基板の位置を変更可能にする手段を設け、さらに、放電針がプラスであってライナー加圧ロールがマイナスとなる、高圧の、値が可変の直流電圧を印加する手段(7)を設けてなることを特徴とし、それによって、図4に示したように、ライナーシート(III)がライナー加圧ロール(5)に密着し、空気の巻き込みを防いだ状態で貼り合わせを行ない、ライナー表面が平滑なプラスチック中空板(VI)を製造することができる製造装置である。
【0012】
本発明の実施に当たっては、放電電流が、放電針の先端からライナー加圧ロールの中心に向かう平面(P)上を、面から逸脱することなく安定して継続的に流れる、という条件を確保することが肝要である。この条件としては、上記のように、まず、放電針の先端を連ねる直線とライナー加圧ロールの中心とが完全に平行であることと、放電針の先端とライナー加圧ロールの表面との距離(L)を一定に保つことが必要であるが、それに加えて、放電電流が通過する平面(P)の位置を適切に選択しなければならない。さらに、放電の安定性と継続性にとって、印加する直流電圧の値と、放電針からライナー加圧ロールへの距離との選択が重要であり、それらは、使用したプラスチックの特性と、ライナーシートの厚さに応じて選択する。これには若干の試行錯誤を要するが、当業者は、後記する実施例を参考にして、印加する直流電圧は3〜50kV、放電針の先端とライナー加圧ロール表面との距離は2〜100mmの範囲から、適切な条件を容易に見出すことができるであろう。
【0013】
高圧の直流電圧を印加する方向は、材料とするプラスチックの種類に応じて選択する。その選択とは、プラスチックが高圧の直流電場におかれたとき、プラスに帯電しやすいかマイナスに帯電しやすいかによるのであって、前者であれば、ライナー加圧ロールをプラス、放電針をマイナスとし、後者であれば、逆に、放電針がプラスであって、ライナー加圧ロールがマイナスとなるようにすればよい。具体的には、ナイロンはプラスに帯電しやすく、ポリエチレンやポリプロピレンのようなポリオレフィンはマイナスに帯電しやすい。ポリエステルやポリスチレンもマイナスになる。
【0014】
本発明のプラスチック中空板を構成する3種のシート、すなわちキャップシート用のシート(I)、バックシート(II)およびライナーシート(III)は、いずれも熱可塑化した状態で加工するものであるから、T−ダイから溶融押出しされたプラスチックシートを使用することが有利である。3枚のシートを、図1に示したように、すべてT−ダイ(1A,1B,1C)から溶融押出しして供給すれば、完全インライン操業が可能である。
【0015】
しかし、同じ加工条件つまり熱可塑化した状態は、別に製造したこれらのシートを、いったんリールに巻き取ってから繰り出し、加熱ロールに接触させて所要の温度に加熱することによっても実現可能である。場合によっては、上記のT−ダイから直接溶融押出しすることと、加熱ロールによる可塑化とを併用することもできる。3種のシートの内、いずれか1種または2種をT−ダイから供給し、残る2種または1種を加熱ロールにより加熱することである。
【0016】
本発明のプラスチック中空板の材料としては、熱可塑性であってシート化可能なものであれば、とくに制限はないが、プラスチック気泡シートの材料としてとくに有用なポリエチレンおよびポリプロピレン、とくに後者が、ここでも好適に使用可能である。
【0017】
製品のシート厚さや坪量、さらにキャップの直径および高さ、配置および密度などは、プラスチック中空板の用途に関連して所望される物理的特性、たとえば面方向の坐屈強度、面に垂直な方向の圧縮強度や、加工特性たとえば切断、曲げそのほかの加工性の良否等に従って選択する。プラスチック中空板の用途として現在展開されている、自動車の内装材、包装箱の材料などに関していえば、シートの厚さは、それぞれ下記の範囲が一般的であって、
キャップシート:250〜1500μm、
バックシート: 125〜800μm、
ライナーシート:125〜1200μm
この厚さは、坪量にして450〜3000g/m2に相当する。
【0018】
キャップの直径は、3〜15mmの範囲、高さはそれに応じて3〜15mmの範囲が一般的である。配置は、千鳥配置、格子配置、斜め格子配置など、任意に選択できる。気泡シートに行なわれている千鳥配置は、方向性がないという点で好ましいが、切断や折り曲げ加工に関しては、格子配置が有利である。特性の方向性を全くなくした製品は、正方形の格子状にキャップを配置したものであるが、縦・横の方向により多少の方向性を持たせることをむしろ所望する場合は、キャップの密度を方向により変化させればよい。
【0019】
本発明のプラスチック中空板には、製造に当たって、任意の添加剤、たとえば着色剤、充填剤、酸化防止剤、帯電防止剤、抗菌剤、燃焼補助剤などを添加できることはいうまでもない。
【0020】
本発明の製品プラスチック中空板の表面が平滑度高く得られるという効果は、その製造に当たって、ライナー加圧ロールの表面に、製品プラスチック中空板に関連した情報を記載したポジまたはネガの型板を設けておき、プラスチック中空板の製造と同時に、型板どおりの表面を形成することによって、製品に関する所望の情報を、製品表面に記載することができるという利益をもたらす。「製品に関する情報」とは、たとえば製品のグレード、各種の仕様および製造の時期などに関する事項である。これにより、通常は製造後に別途印刷をした紙を貼り付けたり、または直接印刷を施したりして与えていた情報を、そうした工程を経る必要なく、ただちに形成することが可能になる。これは、製造工程の簡素化、製品コストの低減および環境への負荷の低減など、さまざまな利益につながる。
【実施例】
【0021】
材料としてHIPP「住友ノーブレン」(住友化学製)を使用し、図1に示した構成であって、3種のシートをすべてT−ダイから押し出して供給するようにした装置を用いて、プラスチック中空板を製造した。3種のシートの押し出し厚さはつぎのとおりであり、
キャップシート:0.7mm
バックシート: 0.4mm
ライナーシート:0.6mm
キャップの大きさは、外径が5mm、ピッチが8mmであって、配置は15°傾斜配列である。
【0022】
太さ2mm×長さ20mmの金属製であって先端を鋭くした針を、10mmの間隔をおいて、金属製の放電基板の上に植えた。直径が200mmで、内部に冷却水の流路を設けたライナー加圧ロールを対象に、上記の放電装置を、放電針の先端とロール表面との距離(L)が約60mmとなるように配置した。放電電流が流れる平面(P)、すなわち放電針の先端とライナー加圧ロールの中心とを結ぶ平面がライナーシートを横切る直線(C2)は、放電によるライナーシートの密着を行なわない場合にライナーシートがライナー加圧ロールに接触する直線(C1)より、約10mm上方にある。この条件で、放電針の側をプラス、ライナー加圧ロールの側がマイナスとなるように、26kVの直流電圧を印加したとき、上記の厚さ0.6mmのライナーシートを通過する安定的な放電が継続し、ライナーシートがライナー加圧ロールに引き寄せられ、図4に示したように一直線上で密着した。
【0023】
密着による急冷の効果は、ライナーシートの温度の変化からも確認できた。すなわち、Tダイを樹脂温度200〜230℃で吐出されたポリプロピレンのライナーシートは、ライナー加圧ロール通過後、従来の密着不完全な状態では、表面温度が110℃前後あったが、本発明にしたがって放電を行ない、密着を図った後は、表面温度が80℃近辺まで低下していた。
【0024】
得られた三層のプラスチック中空板は、厚さが5mm、坪量が1500g/m2である。この製品のライナーシートの側は、ほぼ完全な鏡面といってよい平滑さを示した。機械的強度(面方向の坐屈強度、面に垂直方法の圧縮強度)は、従来の製品にまさるとも劣らないものであった。
【図面の簡単な説明】
【0025】
【図1】本発明のプラスチック中空板の製造方法を説明するための、従来の装置の全体構成を示す断面図。
【図2】本発明のプラスチック中空板の製造技術を特徴付ける、放電によるライナーシートのライナー加圧ロールへの密着の為の装置を示す平面図。
【図3】図1の装置に図2の装置を付加してなる、本発明のライナーシート密着手段の断面図であって、放電による密着がない場合の図。
【図4】図3の装置において、放電による密着を行なった場合を、若干誇張して表現した断面図。
【符号の説明】
【0026】
1A,1B,1C T−ダイ
2 成形ロール
3 バック加圧ロール
4 バックアップロール
5 ライナー加圧ロール
6A 放電針 6B 放電基板 6C 放電針の先端
7 直流電圧印加装置
I キャップシート
II バックシート
III ライナーシート
IV 二層品
V 三層品
VI プラスチック中空板
P 放電電流が通過する平面(放電針の先端とライナー加圧ロールの中心を結ぶ
平面)
L 放電針の先端とライナー加圧ロールの表面との距離
C1 ライナーシートがライナー加圧ロールに接触する直線(放電による密着を
行なわない場合)
C2 ライナーシートがライナー加圧ロールに接触する直線(放電による密着を
行なった場合)
【特許請求の範囲】
【請求項1】
プラスチックを材料とする、多数のキャップ状突起をもつキャップシート、平坦なバックシートおよびもう1枚の平坦なライナーシートの三層から構成されるプラスチック中空板を製造する方法であって、
A)回転する金属の円筒に多数の凹みを設け、凹みの底を真空吸引源に接続した成形ロールを用いて、熱可塑化状態にあるプラスチックシートを真空成形して多数のキャップ状突起を有するキャップシートを形成すること、
B)キャップシートの底面に、熱可塑化状態にあるバックシートをバック加圧ロールにより押圧して貼り合わせ、二層品を形成すること、
C)二層品をバックアップロールで下から支え、二層品のキャップの頂部に対し、熱可塑化状態にあるライナーシートを、ライナー加圧ロールにより押圧して貼り合わせ、三層品を形成すること、および
D)三層品を引き取って冷却し、所定の寸法に裁断すること、
からなる製造方法において、
先端をライナー加圧ロールに向けて配置した多数の放電針と、ライナー加圧ロールとの間に高圧の直流電圧を印加して、放電針の先端とライナー加圧ロールの中心を結ぶ平面上を放電電流が通過する放電を行ない、この放電を、放電針の先端を連ねる直線がライナー加圧ロールの軸と平行であり、かつ、各放電針の先端とライナー加圧ロールの表面との距離を一定に保った条件下に行ない、放電電流が通過する平面が、放電がない場合にライナーシートがライナー加圧ロールに接触する直線のわずか上方においてライナーシートを通過するように図るとともに、印加する直流電圧の値と、放電針とライナー加圧ロールとの距離を、使用したプラスチックの特性およびライナーシートの厚さに応じて選択して放電を安定的に継続させて、ライナーシートをライナー加圧ロールに対して一直線上で密着させて全面的に急冷したのち、キャップシートに押圧することにより、ライナーシートとライナー加圧ロールとの間における空気の巻き込みを防いで貼り合わせを行ない、ライナー表面が平滑なプラスチック中空板を製造することを特徴とする製造方法。
【請求項2】
二層品のキャップの頂を、ライナーシートの貼り合わせに先だって加熱することにより、貼り合わせを容易にする工程を含む請求項1の製造方法。
【請求項3】
ライナー加圧ロールの内部に冷却媒体を通し、接触したライナーシートの急冷を助けつつ貼り合わせを行なう請求項1の製造方法。
【請求項4】
ライナー加圧ロールの表面に、製品プラスチック中空板に関連した情報を記載したポジまたはネガの型板を設けておくことにより、プラスチック中空板の製造と同時に製品に関する情報をその表面に記載する請求項1の製造方法。
【請求項5】
各シートが、いずれもポリプロピレンであって、それぞれ下記の範囲の厚さをもち、
キャップシート:250〜1500μm
バックシート: 125〜800μm
ライナーシート:125〜1200μm
坪量が450〜3000g/m2であるプラスチック中空板を製造するため、放電針がプラスであってライナー加圧ロールがマイナスとなる直流電圧を印加し、その電圧を3〜50kV、放電針の先端とライナー加圧ロール表面との距離を2〜100mmの範囲から選択して実施する請求項1の製造方法。
【請求項6】
プラスチックを材料とする、多数のキャップ状突起をもつキャップシート、平坦なバックシートおよびもう1枚の平坦なライナーシートの三層から構成されるプラスチック中空板を製造する装置であって、下記の各部分:
イ)キャップシート用のプラスチックシート(I)、バックシート(II)およびライナーシート(III)を熱可塑化状態で押し出すための、それぞれのT−ダイ(1A,1B,1C)、
ロ)熱可塑化状態にあるキャップシート用のプラスチックシートを真空成形によりキャップシートとするための、多数の凹みと真空吸引手段とをそなえた成形ロール(2)、
ハ)成形ロール上で成形されたキャップシートのキャップの底面にバックシートを貼り付けて二層品(IV)を得るためのバック加圧ロール(3)、
ニ)二層品を、ライナーシート貼り合わせの前に下方から支えるパックアップロール(4)、
ホ)二層品のキャップの頂きに熱可塑化状態にあるライナーシートを貼り合わせて、三層品(V)とするためのライナー加圧ロール(5)、および
ヘ)三層品を引き取って裁断し、プラスチック中空板(VI)とする引き取り切断手段、
を有するプラスチック中空板の製造装置において、
熱可塑化状態で下降してくるライナーシートがライナー加圧ロールと接触する線よりわずか上方に、導電性材料で製造した放電針(6A)を多数、平行かつ等間隔に植えた放電基板(6B)を配置し、放電針の先端を連ねる直線とライナー加圧ロールの軸との間の平行を保ちつつ、放電基板の位置を変更可能にする手段を設け、さらに、放電針とライナー加圧ロールとの間に、値が可変の高圧の直流電圧を印加する手段(7)を設けてなることを特徴とする製造装置。
【請求項1】
プラスチックを材料とする、多数のキャップ状突起をもつキャップシート、平坦なバックシートおよびもう1枚の平坦なライナーシートの三層から構成されるプラスチック中空板を製造する方法であって、
A)回転する金属の円筒に多数の凹みを設け、凹みの底を真空吸引源に接続した成形ロールを用いて、熱可塑化状態にあるプラスチックシートを真空成形して多数のキャップ状突起を有するキャップシートを形成すること、
B)キャップシートの底面に、熱可塑化状態にあるバックシートをバック加圧ロールにより押圧して貼り合わせ、二層品を形成すること、
C)二層品をバックアップロールで下から支え、二層品のキャップの頂部に対し、熱可塑化状態にあるライナーシートを、ライナー加圧ロールにより押圧して貼り合わせ、三層品を形成すること、および
D)三層品を引き取って冷却し、所定の寸法に裁断すること、
からなる製造方法において、
先端をライナー加圧ロールに向けて配置した多数の放電針と、ライナー加圧ロールとの間に高圧の直流電圧を印加して、放電針の先端とライナー加圧ロールの中心を結ぶ平面上を放電電流が通過する放電を行ない、この放電を、放電針の先端を連ねる直線がライナー加圧ロールの軸と平行であり、かつ、各放電針の先端とライナー加圧ロールの表面との距離を一定に保った条件下に行ない、放電電流が通過する平面が、放電がない場合にライナーシートがライナー加圧ロールに接触する直線のわずか上方においてライナーシートを通過するように図るとともに、印加する直流電圧の値と、放電針とライナー加圧ロールとの距離を、使用したプラスチックの特性およびライナーシートの厚さに応じて選択して放電を安定的に継続させて、ライナーシートをライナー加圧ロールに対して一直線上で密着させて全面的に急冷したのち、キャップシートに押圧することにより、ライナーシートとライナー加圧ロールとの間における空気の巻き込みを防いで貼り合わせを行ない、ライナー表面が平滑なプラスチック中空板を製造することを特徴とする製造方法。
【請求項2】
二層品のキャップの頂を、ライナーシートの貼り合わせに先だって加熱することにより、貼り合わせを容易にする工程を含む請求項1の製造方法。
【請求項3】
ライナー加圧ロールの内部に冷却媒体を通し、接触したライナーシートの急冷を助けつつ貼り合わせを行なう請求項1の製造方法。
【請求項4】
ライナー加圧ロールの表面に、製品プラスチック中空板に関連した情報を記載したポジまたはネガの型板を設けておくことにより、プラスチック中空板の製造と同時に製品に関する情報をその表面に記載する請求項1の製造方法。
【請求項5】
各シートが、いずれもポリプロピレンであって、それぞれ下記の範囲の厚さをもち、
キャップシート:250〜1500μm
バックシート: 125〜800μm
ライナーシート:125〜1200μm
坪量が450〜3000g/m2であるプラスチック中空板を製造するため、放電針がプラスであってライナー加圧ロールがマイナスとなる直流電圧を印加し、その電圧を3〜50kV、放電針の先端とライナー加圧ロール表面との距離を2〜100mmの範囲から選択して実施する請求項1の製造方法。
【請求項6】
プラスチックを材料とする、多数のキャップ状突起をもつキャップシート、平坦なバックシートおよびもう1枚の平坦なライナーシートの三層から構成されるプラスチック中空板を製造する装置であって、下記の各部分:
イ)キャップシート用のプラスチックシート(I)、バックシート(II)およびライナーシート(III)を熱可塑化状態で押し出すための、それぞれのT−ダイ(1A,1B,1C)、
ロ)熱可塑化状態にあるキャップシート用のプラスチックシートを真空成形によりキャップシートとするための、多数の凹みと真空吸引手段とをそなえた成形ロール(2)、
ハ)成形ロール上で成形されたキャップシートのキャップの底面にバックシートを貼り付けて二層品(IV)を得るためのバック加圧ロール(3)、
ニ)二層品を、ライナーシート貼り合わせの前に下方から支えるパックアップロール(4)、
ホ)二層品のキャップの頂きに熱可塑化状態にあるライナーシートを貼り合わせて、三層品(V)とするためのライナー加圧ロール(5)、および
ヘ)三層品を引き取って裁断し、プラスチック中空板(VI)とする引き取り切断手段、
を有するプラスチック中空板の製造装置において、
熱可塑化状態で下降してくるライナーシートがライナー加圧ロールと接触する線よりわずか上方に、導電性材料で製造した放電針(6A)を多数、平行かつ等間隔に植えた放電基板(6B)を配置し、放電針の先端を連ねる直線とライナー加圧ロールの軸との間の平行を保ちつつ、放電基板の位置を変更可能にする手段を設け、さらに、放電針とライナー加圧ロールとの間に、値が可変の高圧の直流電圧を印加する手段(7)を設けてなることを特徴とする製造装置。
【図1】


【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2009−113381(P2009−113381A)
【公開日】平成21年5月28日(2009.5.28)
【国際特許分類】
【出願番号】特願2007−290109(P2007−290109)
【出願日】平成19年11月7日(2007.11.7)
【出願人】(000199979)川上産業株式会社 (203)
【Fターム(参考)】
【公開日】平成21年5月28日(2009.5.28)
【国際特許分類】
【出願日】平成19年11月7日(2007.11.7)
【出願人】(000199979)川上産業株式会社 (203)
【Fターム(参考)】
[ Back to top ]