
プラスチック成形品における部分収縮補正の方法
【課題】部分収縮補正が行われたプラスチック成形品の製造方法およびこの方法によって製造されたプラスチック成形品を提供する。
【解決手段】(A)プラスチックフィルム2を少なくとも1種の熱可塑性プラスチックで一方の側にバック射出し、該プラスチックフィルムの1以上の部分領域がバック射出されない工程、(B)上記工程(A)で得られたプラスチック成形品を冷却する工程、を包含するプラスチック成形品の製造方法であって、(C)工程(B)で得られたプラスチック成形品の少なくともバック射出されていないそれらの領域を次いで再加熱することを特徴とするプラスチック成形品の製造方法。
【解決手段】(A)プラスチックフィルム2を少なくとも1種の熱可塑性プラスチックで一方の側にバック射出し、該プラスチックフィルムの1以上の部分領域がバック射出されない工程、(B)上記工程(A)で得られたプラスチック成形品を冷却する工程、を包含するプラスチック成形品の製造方法であって、(C)工程(B)で得られたプラスチック成形品の少なくともバック射出されていないそれらの領域を次いで再加熱することを特徴とするプラスチック成形品の製造方法。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は部分収縮補正が行われたプラスチック成形品の製造方法およびこの方法によって製造されたプラスチック成形品に関する。
【背景技術】
【0002】
最終成分に部分的な透明性が望まれる成分、例えば自動車部分の操作コンソール、部分的なバックライトによって暗闇でも使用者が視認できる操作ボタン、の製造において、必要に応じて印刷されたプラスチックフィルムをウィンドー技術によって熱可塑性プラスチックでバック射出することが常套手段である。射出成形方法によるプラスチックフィルムを熱可塑性プラスチックでバック射出する方法はフィルム挿入成形(FIM)と呼ばれている。いわゆるウィンドー技術は後にバックライトされる領域をダイまたはスライダーでカバーして、それによりそれらを熱可塑性プラスチック材料から離れた状態にする可能性を提供する。
【0003】
しかしながら、この方法には射出成形方法によって熱可塑性プラスチックを加工するときに、成分が冷却時に収縮するが、フィルムはバック射出されていない領域で同時に収縮しないという問題がある。結果として、ふくらみや凹みがそれらの領域で起こり、成分表面の凹凸が目立つことになる。
【0004】
これまで、この問題はプラスチック材料の収縮を減らすためにバック射出用の熱可塑性プラスチックにグラスファイバーを入れたり、凹凸の形成を防止するために非常に厚さの厚いフィルムを用いたりすることによって軽減してきた。しかしながら、これまで末端使用時に生じる問題が無く、上記二つの可能性のいずれかにより問題を完全に解消することはこれまで可能ではなかった。添加するフィラーとしてのグラスファイバーの使用は材料コストの上昇や装置によるコスト増のみならず、それを用いたプラスチック組成物の加工時に機材の摩耗の問題も生じる。また、凹凸の形成は多くの場合減少しているが、この方法により完全に解消したものではない。厚さの厚いフィルムを使用することは厚さに対応した材料コストがかかるだけでなく、特にフィルムに更に印刷が施されている時に、光の透過性が減少し、バックライトを最適にするには光源を強くする必要が生じる。また、成分のバック射出されていない領域にストレスガ生じ、この領域でのクラックや割れの危険が生じる。
【0005】
従って、最終成分において部分的な透明性が要求される成分の製造方法であって、上記のような欠点のないものが必要とされている。
【発明の概要】
【発明が解決しようとする課題】
【0006】
従って、本発明の目的は、最終成分で部分的な透明性が望まれる成分のそのような製造方法を提供する。特に、最終成分での凹凸の形成は材料コストの増加無しで解消すべきである。また、バックライト領域における成分の光透過性は可能な限り高く、それによりバックライトが弱く、省エネ光源の利用が可能となる。
【課題を解決するための手段】
【0007】
驚くべきことに、上記目的はプラスチック成形品の製造方法であって、必要に応じて印刷が施されたプラスチックフィルムをその表面部分を熱可塑性プラスチックでバック射出して、冷却後少なくとも部分的に加熱して後収縮されることにより達成される。
【0008】
即ち、本発明は、(A)プラスチックフィルムを少なくとも1種の熱可塑性プラスチックで一方の側にバック射出し、該プラスチックフィルムの1以上の部分領域がバック射出されない工程、(B)上記工程(A)で得られたプラスチック成形品を冷却する工程、
を包含するプラスチック成形品の製造方法であって、(C)工程(B)で得られたプラスチック成形品の少なくともバック射出されていないそれらの領域を次いで再加熱することを特徴とするプラスチック成形品の製造方法を提供する。
【発明の効果】
【0009】
バック射出されなかった領域における凹凸は本発明の方法により完全に排除されうる。本発明の方法は、熱可塑性プラスチックの収縮を減少するために添加剤を必要とせず、優れた光透過性を有する薄いプラスチックフィルムを用いてそれにより弱い光源でもバックライトが可能になる。本発明による方法の別の利点は、バック射出されていない領域で応力が無く、それらの領域でのクラッキングや割れの危険が無い。
【発明を実施するための形態】
【0010】
工程(A)に用いられたプラスチックフィルムはその片面または両面を着色剤または顔料で印刷または着色してもよい。好ましくは、工程(A)に用いられるプラスチックフィルムは片面に印刷される。一方の面に印刷されたプラスチックフィルムが工程(A)に用いられる場合、その印刷面または非印刷面のいずれかを熱可塑性プラスチックでバック射出される。バック射出が印刷面で行われる場合には、例えばWO−A2009/138217に記載されているような熱的に安定な印刷インクが印刷に特に好適である。
【0011】
本発明の方法の好ましい態様では、工程(A)に用いられるプラスチックフィルムが成形される。その成形は当業者に公知の方法で可能な印刷の前後、好ましくは可能な印刷後に行われうる。可能な成形方法の例として、機械成形、油圧成形および高圧成形(HPF)である。高圧成形はWO−A2009/043539またはEP−A371 425に記載のものが好適である。
【0012】
工程(C)に於いて、工程(B)で得られたプラスチック成形品の少なくともバック射出されなかったそれらの部分が、冷却時にバック射出されなかった領域でプラスチックフィルムの収縮および/または縮小が達成される少なくとも温度に加熱される。好ましくは、工程(B)で得られたプラスチック成形品の少なくともバック射出されなかったそれらの領域がプラスチックフィルムのプラスチック材料のガラス転移温度Tgの70℃下の温度以上の少なくとも温度、好ましくはガラス転移温度Tgの50℃下の温度以上の少なくとも温度、即ちTgマイナス70°以上の少なくとも温度(>Tg−70℃の領域の少なくとも温度)、好ましくはTgマイナス50°以上の少なくとも温度(>Tg−50℃の領域の少なくとも温度)に加熱される。好ましい態様では、工程(C)において、工程(B)で得られたプラスチック成形品の少なくともバック射出されなかったそれらの領域が、プラスチックフィルムのプラスチック材料のガラス転移温度より50℃低い温度〜同じガラス転移温度の50℃高い温度に少なくとも加熱される。好ましくは、工程(C)での加熱はプラスチックフィルムのプラスチック材料のガラス転移温度より40℃低い温度〜同じガラス転移温度の40℃高い温度で少なくとも行われる。本発明の好ましい態様では、工程(C)での加熱はプラスチックフィルムのプラスチック材料のガラス転移温度より10℃低い温度〜同じガラス転移温度の40℃高い温度で少なくとも行われる。最も特に好ましくは、加熱はプラスチックフィルムのプラスチック材料のガラス転移温度の上記特定の温度領域で行われる。最も好ましい温度はプラスチックフィルムのプラスチック材料のガラス転移温度より50℃高い温度以下、好ましくは40℃高い温度い以下の温度である。プラスチックフィルムが少なくとも一つのポリカーボネートまたはコポリカーボネートを含む場合は、バック射出されなかった領域は工程(C)で60℃以上、特に好ましくは70℃以上、最も特に好ましくは100℃以上の温度に加熱される。
【0013】
ガラス転移温度Tgは標準ISO113557−2によりTgを中間点温度(タンジェント法)として定義して加熱速度10K/分で例えば示差走査熱量計により測定されうる。
【0014】
工程(B)で得られたプラスチック成形品の少なくともバック射出されていないそれらの領域を工程(C)で加熱する温度は例えば、温度測定用の市販の赤外カメラ、好ましくは市販の非接触式の赤外線カメラによって行われる。バルテック・メステックニック・イント・センソリック(Bartec Messtechnik und Sensorik)からの対応する赤外カメラ、例えばバルテック・メステックニック・ウント・センソリックからのラインピロメーターまたはダイアス・インフラレッドGmbH(Dias Infrared GmbH)からの赤外線カメラがこの目的のために好適である。
【0015】
好ましくは、工程(B)で得られたプラスチック成形品の少なくともバック射出されなかったそれらの領域を工程(C)において上記温度で60秒以下、好ましくは20秒以下、特に好ましくは15秒以下、最も特に好ましくは10秒以下の時間加熱する。時間はできるだけ短いのが望ましく操作効率に有利であり、プラスチック材料の温度負荷にも有利である。しかしながら、上記温度で工程(B)において得られたプラスチック成形品のバック射出されなかった領域をより長い時間加熱することも可能である。
【0016】
工程(C)における加熱は熱供給の適当な形態によって行って良い。加熱はバック射出されなかった領域およびその回りの領域に部分的にまたは成分の全表面で行っても良い。上記の中間的な加熱も可能である。加熱は射出成形装置内および装置外の両方で行っても良い。射出成形装置内では、例えばセラミックの加熱要素によって熱を供給しても良い。射出成形装置外では、例えばIRラジエーターやホットエアーによって熱を供給しても良い。
【0017】
工程(C)で再加熱した後に、得られたプラスチック成形品を冷却する。冷却は50℃以下、特に好ましくは40℃以下、最も好ましくは30℃以下の温度で行っても良い。
【0018】
工程(A)で使用されるプラスチックフィルムは厚さ50〜500μm、特に75〜400μm、特に好ましくは100〜300μmであってよい。
【0019】
工程(A)で使用されるプラスチックフィルムは好ましくは1以上の熱可塑性プラスチックフィルムを含有するプラスチックフィルム、好ましくは1以上の熱可塑性プラスチックフィルムおよび常套のプラスチック添加剤から実質的になるプラスチックフィルムであってよい。
【0020】
プラスチックフィルム用の熱可塑性プラスチックおよびバック射出用の熱可塑性プラスチックは、互いに独立して、エチレン系不飽和モノマーのポリマーおよび/または2官能性反応性化合物のポリ縮合生成物から選択される熱可塑性プラスチックであってよい。
【0021】
特に好適な熱可塑性プラスチックはジフェノールに基づくポリカーボネートまたはコポリカーボネート;ポリ−またはコポリ−アクリレートおよびポリ−またはコポリ−メタクリレート、例えば好ましくはポリメチルメタクリレート;スチレンを用いるポリマーまたはコポリマー、例えば好ましくは透明ポリスチレン、ポリスチレンアクリロニトリル(SAN)またはアクリロニトリル−ブタジエン−スチレンコポリマー(ABS);透明熱可塑性ポリウレタン;ポリオレフィン、例えば好ましくは透明ポリプロピレンまたは環状オレフィンに基づくポリオレフィン(例えば、ヘキストのTOPASR);テレフタル酸のポリ−またはコポリ−縮合生成物、例えば好ましくはポリ−またはコポリ−エチレンテレフタレート(PETまたはCoPET)、グリコール変性PET(PETG)またはポリ−またはコポリ−ブチレンテレフタレート(PBTまたはCoPBT);または上記のものの混合物が挙げられる。
【0022】
最も好ましくは、ポリカーボネートまたはコポリカーボネート、特に平均分子量Mw500〜100,000、好ましくは10,000〜80,000、特に好ましくは15,000〜40,000を有するポリカーボネートまたはコポリカーボネート、またはそのようなポリカーボネートまたはコポリカーボネートの混合物が挙げられる。更に好ましくは、上記ポリカーボネートまたはコポリカーボネートと少なくとも一つのテレフタル酸のポリ−またはコポリ−縮合生成物、特に平均分子量Mw10,000〜200,000、好ましくは26,000〜120,000を有するテレフタル酸のポリ−またはコポリ−縮合生成物との混合も例示される。本発明の特に好ましい態様では、混合はポリカーボネートまたはコポリカーボネートとポリ−またはコポリ−ブチレンテレフタレートとの混合物である。そのようなポリカーボネートまたはコポリカーボネートとポリ−またはコポリ−ブチレンテレフタレートとの混合物はポリカーボネートまたはコポリカーボネート1〜90重量%とポリ−またはコポリ−ブチレンテレフタレート99〜10重量%との混合物、好ましくはポリカーボネート1〜90重量%とポリブチレンテレフタレート99〜1重量%の混合物(重量の合計は100重量%である。)であり得る。特に好ましくは、そのようなポリカーボネートまたはコポリカーボネートとポリ−またはコポリ−ブチレンテレフタレートとの混合物は、ポリカーボネートまたはコポリカーボネート20〜85重量%とポリ−またはコポリ−ブチレンテレフタレート15〜80重量%との混合物、好ましくはポリカーボネート20〜85重量%とブチレンテレフタレート80〜15重量%との混合物であり、合計量は100重量%である。最も好ましくは、そのようなポリカーボネートまたはコポリカーボネートとポリ−またはコポリ−ブチレンテレフタレートとの混合物は、ポリカーボネートまたはコポリカーボネート35〜85重量%とポリ−またはコポリ−ブチレンテレフタレート65〜20重量%との混合物、好ましくはポリカーボネート35〜80重量%とブチレンテレフタレート65〜20重量%との混合物であり、合計量は100重量%である。
【0023】
好ましい態様では、芳香族ポリカーボネートまたはコポリカーボネートはポリカーボネートまたはコポリカーボネートとして特に好ましい。
【0024】
ポリカーボネートまたはコポリカーボネートは知られているように、線状または分岐鎖を有してもよい。
【0025】
これらのポリカーボネートの調製は公知の方法でジフェノール、カルボン酸誘導体、要すれば連鎖停止剤および要すれば分岐剤から実施されうる。ポリカーボネートの調製の詳細は約40年間の多くの特許明細書に記載されている。例としてはシュネル(Schnell)の「ポリカーボネートの化学および物理」、ポリマー・リビュー、第9冊、インターサイエンス・パブリッシャーズ、ニューヨーク、ロンドン、シドニー1964;D.Freitag U.Grigo P.R. Mueller、H. Nouvertne'、Bayer AG、「ポリカーボネート」、ポリマー科学および工学の百科事典、第11冊、第2版、1988、648〜718頁;およびDres. U. Grigo、K. KirchnerおよびP.R. Mueller「ポリカーボネート」、Becker/Braun、Kunststoff-Handbuch、第3/1冊、ポリカーボネート、ポリアセテート、ポリエステル、セルロースエステル、カール・ハンザー・フェルラグ、ミュンヘン、ウィーン、第117〜299頁が挙げられる。
【0026】
適当なジフェノールは一般式(I)
HO−Z−OH (I)
(式中、Zは、架橋部位として一以上の要すれば置換された芳香族核および脂肪族または環状脂肪族基またはアルキルアリールまたはヘテロ原子を有してもよい、炭素数6から34の芳香族基である。)
で表されるジヒドロキシアリール化合物が例示される。
【0027】
特に好ましいジヒドロキシアリール化合物はレゾルシノール、4,4’−ジヒドロキシジフェニル、ビス−(4−ヒドロキシフェニル)−ジフェニル−メタン、1,1−ビスー(4−ヒドロキシフェニル)−1−フェニル−エタン、ビス−(4−ヒドロキシ−フェニル)−1−(1−ナフチル)−エタン、ビス−(4−ヒドロキシフェニル)−1−(2−ナフチル)−エタン、2,2−ビス−(4−ヒドロキシ−フェニル)−プロパン、2,2−ビス(3,5−ジメチル−4−ヒドロキシフェニル)−プロパン、1,1−ビス−(4−ヒドロキシフェニル)−シクロヘキサン、1,1−ビス−(3,5−ジメチル−4−ヒドロキシフェニル)−シクロヘキサン、1,1−ビス−(4−ヒドロキシフェニル)−3,3,5−トリメチル−シクロヘキサン、1,1’−ビス−(4−ヒドロキシフェニル)−3−ジイソプロピル−ベンゼンおよび1,1’−ビス−(4−ヒドロキシ−フェニル)−4−ジイソプロピル−ベンゼンである。
【0028】
最も好ましいジヒドロアリール化合物は4,4’−ジヒドロキシジフェニル、2,2−ビス−(4−ヒドロキシフェニル)−プロパンおよび1,1−ビス−(4−ヒドロキシフェニル)−3,3,5−トリメチル−シクロヘキサンである。
【0029】
最も好ましいコポリカーボネートは1,1−ビス−(4−ヒドロキシフェニル)−3,3,5−トリメチル−シクロヘキサンおよび2,2−ビス−(4−ヒドロキシフェニル)−プロパンを用いて調製されうる。
【0030】
好適なカルボン酸誘導体は例えば式(II):
【化1】

(式中、R、R’およびR”は同一または異なって、独立して、水素、直鎖または分岐鎖C1−C34−アルキル、C7−C34−アルキルアリールまたはC6−C34−アリールであり、Rは更に−COO−R'''を示し、その際R'''は水素、直鎖または分岐鎖C1−C34−アルキル、C7−C34−アルキルアリールまたはC6−C34−アリールである。)で表されるジアリールカーボネートであってよい。
【0031】
特に好ましいジアリール化合物はジフェニルカーボネート、4−t−ブチルフェニルカーボネート、ジ−(4−t−ブチルフェニル)カーボネート、ジフェニル−4−イル−フェニルカーボネート、ジ−(ビフェニル−4−イル)カーボネート、4−(1−メチル−1−フェニルエチル)−フェニル−フェニルカーボネート、ジ−[4−(1−メチル−1−フェニルエチル)−フェニル]カーボネート、およびジ−(メチルサリチレート)カーボネートが挙げられる。
【0032】
ジフェニルカーボネートが最も特に好ましい。
【0033】
一種のジアリールカーボネートと異なるジアリールカーボネートの両方を用いてもよい。
【0034】
末端基を制御若しくは変更するために、連鎖停止剤としてジアリールカーボネートの調製に使用されてきた若しくは使用されてなかった一種以上のモノヒドロキシアリール化合物をもちいることも可能である。そのような化合物は式(III)
【0035】
【化2】
【0036】
(式中、RAは直鎖または分岐鎖C1−C34−アルキル、C7−C34−アルキルアリール、C6−C34−アリールまたは−COO−RDであり、RDは水素、直鎖または分岐鎖C1−C34−アルキル、C7−C34−アルキルアリールまたはC6−C34−アリールであり、
RB、RCは同一または異なって、互いに独立して水素、直鎖または分岐鎖C1−C34−アルキル、C7−C34−アルキルアリールまたはC6−C34−アリールである。)
で表されるものであってよい。
【0037】
好ましくは4−t−ブチルフェノール、4−イソオクチルフェノールおよび3−ペンタデシルフェノールである。
【0038】
好適な分岐剤は、3個以上の官能基を有する化合物、好ましくは3個以上のヒドロキシル基を有するものであり得る。
【0039】
好ましい分岐剤は、3,3−ビス−(3−メチル−4−ヒドロキシフェニル)−2−オクソ−2,3−ジヒドロインドールおよび1,1,1−トリ−(4−ヒドロキシフェニル)−エタンが挙げられる。
【0040】
本発明の好ましい態様では、適当なテレフタル酸のポリ−またはコポリ−縮合生成物はポリアルキレンテレフタレートである。好適なポリアルキレンテレフタレートは芳香族ジカルボン酸またはそれらの反応性誘導体(例えば、ジメチルエステルまたは酸無水物)および脂肪族、環状脂肪族または芳香脂肪族ジオールの反応生成物およびこれらの反応生成物の混合物が挙げられる。
【0041】
好ましいポリアルキレンテレフタレートは公知の方法でテレフタル酸(またはその反応性誘導体)および炭素数2〜10を有する脂肪族または環状脂肪族ジオールから調製されうる(Kunststoff-Handbuch、第VIII冊、第695頁ff、カール−ハンザー−フェルラグ(Karl-Hanser-Verlag)、ミュンヘン1973)。
【0042】
好ましいポリアルキレンテレフタレートは、ジカルボン酸成分に基づいて少なくとも80モル%、好ましくは少なくとも90モル%のテレフタル酸部分、および、ジオール成分に基づいて少なくとも80モル%、好ましくは少なくとも90モル%のエチレングリコールおよび/または1,4−ブタンジオール部分を含有する。
【0043】
好ましいポリアルキレンテレフタレートは、テレフタル酸部分に加えて、炭素数8〜14の他の芳香族ジカルボン酸または炭素数4〜12の脂肪族ジカルボン酸、例えばフタル酸、イソフタル酸、ナフタレン−2,6−ジカルボン酸、4,4’−ジフェニルジカルボン酸、コハク酸、アジピン酸、セバシン酸、アゼライン酸、シクロヘキサンジ酢酸部分を20モル%まで含んでもよい。
【0044】
好ましいポリアルキレンテレフタレートは、エチレングリコールおよび/または1,4−ブタンジオール部分に加えて、炭素数3〜12の他の脂肪族ジオールまたは炭素数6〜21のシクロ脂肪族ジオール、例えば1,3−プロパンジオール、2−エチル−1,3−プロパンジオール、ネオペンチルグリコール、1,5−ペンタンジオール、1,6−ヘキサンジオール、シクロヘキサン−1,4−ジメタノール、3−メチル−2,4−ペンタンジオール、2−メチル−2,4−ペンタンジオール、2,2,4−トリメチル−1,3−ペンタンジオールおよび2−エチル−1,6−ヘキサンジオール、2,2−ジエチル−1,3−プロパンジオール、2,5−ヘキサンジオール、1,4−ジ−([ベータ]−ヒドロキシエトキシ)−ベンゼン、2,2−ビス−(4−ヒドロキシシクロヘキシル)−プロパン、2,4−ジヒドロキシ−1,1,3,3−テトラメチル−シクロブタン、2,2−ビス−(3−[ベータ]−ヒドロキシエトキシフェニル)−プロパンおよび2,2−ビス−(4−ヒドロキシプロポキシフェニル)−プロパン(DE−OS24 07 674、24 07 776、27 15 932)を20モル%まで含有しても良い。
【0045】
ポリアルキレンテレフタレートは、例えばDE−OS19 00 270およびUS−P−3,692,744に記載されているように、少量のトリ−またはテトラ−ヒドリックアルコールまたはトリ−またはテトラ−塩基酸を導入して分岐しても良い。好ましい分岐剤はトリメシン酸、トリメリット酸、トリメチロール−エタンおよび−プロパンおよびペンタエリスリトールが挙げあれる。
【0046】
好ましくは、分岐剤は酸性分の量に基づいて1モル%以下の量で使用される。
【0047】
好ましくは、テレフタル酸およびその反応性誘導体(例えば、そのジアルキルエステル)およびエチレングリコールおよび/または1,4−ブタンジオールからのみから調製されたポリアルキレンテレフタレート、およびそのようなポリアルキレンテレフタレートの混合物が例示される。
【0048】
好ましいポリアルキレンテレフタレートは上記の酸成分の少なくとも2種および/または上記のアルコール成分の少なくとも2種から調製されたコポリエステルであり、特に好ましいコポリエステルはポリ(エチレングリコール/1,4−ブタンジオール)テレフタレートである。
【0049】
成分として好ましく用いられるポリアルキレンテレフタレートは極限粘度約0.4〜1.5dl/g、好ましくは0.5〜1.3dl/gを有する。但し、粘度はフェノール/o−ジクロロベンゼン(1:1重量部)中で25℃で測定する。
【0050】
本発明の方法の好ましい態様ではプラスチックフィルムは少なくとも一種のポリカーボネートまたはコポリカーボネートを含有する。
【0051】
本発明による好ましい態様では、熱可塑性プラスチックは少なくとも一種のポリカーボネートまたはコポリカーボネート、ポリアクリレートまたはコポリアクリレート、ポリ(メタ)アクリレートまたはコポリ(メタ)アクリレートまたはアクリロニトリル−ブタジエン−スチレンコポリマー(ABS)を含んでもよい。
【0052】
バック射出されないプラスチックフィルムの領域は好ましくは工程(A)で一以上のダイやスライダーでカバーされ、それによりプラスチックフィルムの1以上の部分領域をバック射出しない。
【0053】
本発明の方法の好ましい態様では、バック射出されないプラスチックフィルムの部分領域をバック射出後にプラスチックフィルムのバック射出された部分領域で完全に包囲される。本発明方法の特に好ましい態様では、複数のプラスチックフィルムの非連続部分領域が工程(A)でバック射出されないで、バック射出されなかったプラスチックフィルムの部分領域がバック射出後にプラスチックフィルムのバック射出された部分領域で完全に包囲される。
【0054】
工程(A)でのバック射出は、好ましくはウィンドー技術(window technique)によって行われる。ウィンドー技術、即ちバック射出する予定のないプラスチックフィルムの領域を工程(A)で1以上のダイまたはスライダーでカバーして、プラスチックフィルムの1以上の部分領域をバック射出されなくする技術は当業者に公知である。
【0055】
プラスチックフィルムのバック射出は当業者に公知の方法で行われる。例えば、プラスチックフィルムを開口した射出成形装置の第1ハーフ中に於いて、その装置を第2のハーフを第1ハーフに被せることによって閉じて、そのキャビティー(ギャップ、中空空間)がフィルムと第2装置のハーフで形成される。装置内のプラスチックフィルムを次いで熱可塑性プラスチックフィルムをキャビティー内に導入することにより熱可塑性プラスチックフィルムでバック射出される。バック射出されない領域をカバーするために用いされるダイやスライダーは装置の第2ハーフに固定されて、装置を閉じたときに離れている状態に保つ領域をカバーする。
【0056】
片面が印刷されたプラスチックフィルムが工程(A)で用いられる場合には、それは第1のハーフ中に装置の壁に印刷面が向くか、向かないかいずれの方法で導入しても良い。
【0057】
バック射出後、工程(B)で装置を部分的にまたは完全に冷却後開口する。次いで、工程(C)では装置を開口した後に一方のハーフを取り除く。また、工程(B)の冷却後に於いてプラスチック成形品を装置から取り出して、工程(C)を装置外で行っても良い。また所定の完全な冷却を行う前に、プラスチック成形品を装置から取り出して、装置外で冷却を完結しても良い。この方法は、本発明のいくつかの態様において、工程(A)での成形品の十分な収縮が達成され得ないか、または工程(B)で十分に早く残存装置温度で行われないので利点を有する。
【0058】
工程(A)で得られたプラスチック成形品の工程(C)での再加熱の前に工程(B)での冷却は、工程(A)で得られたプラスチック成形品の完全な収縮および/または縮小が行われうる温度に行われる。工程(A)で得られたプラスチック成形品の工程(C)での再加熱の前に工程(B)での冷却は、60℃以下、特に好ましくは50℃以下、最も好ましくは40℃以下の温度にまで行われる。更に好ましくは工程(A)で得られたプラスチック成形品を工程(C)で再加熱する前に、工程(B)で冷却しすぎないことであり、即ち0℃以下、好ましくは10℃以下の温度に冷却しないのが好ましい。好ましい態様では、工程(A)で得られたプラスチック成形品の工程(C)での再加熱の前に工程(B)での冷却は、室温にまで行われる。室温は本明細書中では15〜25℃、特に23℃であると理解される。
【0059】
バック射出されない領域において、好ましくはプラスチックフィルムの少なくとも部分的領域が透明または半透明、即ち光透過性であって、それらの透明または半透明な領域にバックライトすることが可能になる。プラスチックフィルムはバック射出されなかった領域の少なくとも部分的に可視光域の光を100%透過しうる。好ましくは、プラスチックフィルムはバック射出されなかった領域の少なくとも部分的に半透明である。本明細書中において、半透明とは可視光域の光を20%以上100%以下、好ましくは50〜100%、特に好ましくは70〜100%透過するものと理解する。光の可視光波長域は380〜780nmの範囲である。光透過性は、拡散/8°配置(geometry)を有するハンターウルトラスキャンPROを用いて測定しうる。
【0060】
しかしながら、プラスチックフィルムは、操作要素、例えばキャパシティブスイッチ(capacitive switches)または機械スイッチ(mechanical switches)をアクセス可能にするためにバック射出されなかった領域少なくとも部分的に透明でも半透明でも無くても良い。
【0061】
本発明は更に本発明方法によって得られるプラスチック成形品も提供する。
【0062】
本発明方法により製造されたプラスチック成形品は電子装置、家庭用装置、携帯電話、コンピューター、例えばコンピューターキーボード、車両の内装、例えば自動車の内装、飛行機や電車の内装に特に有用である。本発明方法によって製造されるプラスチック成形品はバックライトすることにより暗所でも使用者が認識できる操作要素のような用途に使用されうる。
【図面の簡単な説明】
【0063】
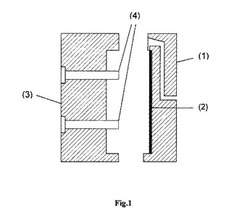
図1〜5はウィンドー技術の形で本発明によるプラスチック成形品の製造を模式的に記載する。
【図1】図1は開口射出成形装置の装置ハーフ(1)においたプラスチックフィルム(2)を示す。バック射出されない領域をカバーするダイ(4)を第2の装置ハーフ(3)に固定する。
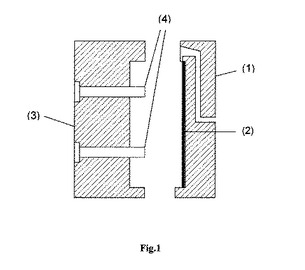
【図2】図2はプラスチックフィルム(2)を含む閉じた射出成形装置であり、ダイ(4)は装置内部に向かってバック射出されないプラスチックフィルム(2)の領域をカバーする第2の装置ハーフ(3)に固定される。
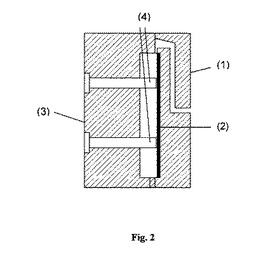
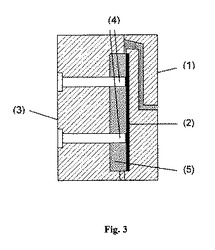
【図3】図3は、閉じた射出成形装置を示し、プラスチックフィルム(2)がダイ(4)でカバーされない領域中において熱可塑性プラスチック(5)でバック射出される。
【図4】図4は開口した射出成形装置であって、プラスチック成形品(6)を冷却後取り出す。
【図5】図5は冷却後射出成形装置から取り出したプラスチック成形品(6)のカットアウト(7)を示す。バック射出されなかった領域中のふくらみが見える(図5(a))。図5はまた本発明による加熱によりふくらみが除かれるかを示し(図5(b)、平坦な表面がバック射出されなかった領域中で達成される(図5(c)。
【0064】
以下の実施例で本願発明を更に説明するが、本願発明を限定するものと解してはならない。
【実施例】
【0065】
異なる厚さ150μm、175μmおよび200μmを有する3つのポリカーボネートフィルム(MakrofolR、ドイツ国、ガラス転移温度Tg:145℃)および層厚さ375μmを有するポリカーボネート/ポリブチレンテレフタレート混合物(BayfolR、CR、ガラス転移温度Tg:125℃)を予めスクリーン印刷で印刷した。NoriphanRHTRをスクリーン印刷インキとして用いた。
【0066】
ガラス転移温度Tgは各々の場合、示差走査熱量計(DSC)を用いて標準ISO113557−2で第2加熱操作における加熱速度10K/分で測定し、中間点温度(タンジェント法)としてTgを定義した。
【0067】
次いで、ポリカーボネートフィルムを熱可塑性ポリカーボネート(MakrolonR2405)で射出成形装置内でバック射出した。ポリカーボネート/ポリブチレンテレフタレート混合フィルムを射出成形装置で熱可塑性プラスチックポリカーボネート/ABS混合(BayblendRT65)を用いてバック射出した。試験をArburg Allrounder 570C型の射出成形機上で閉鎖力200tで行った。この場合、異なる形の空隙(直径10〜30mmを有するいくつかの丸い間隙、端部長さ10〜30mmを有するいくつかの長方形および正方形の間隙)を有する壁厚2.5mmのシートダイを用いた。溶融温度280℃で、装置温度60℃であった。充填時間をMakrolonR2405およびBayblendRT65で約2.8秒測定した。フィルムの特定領域をバック射出されたプラスチック材料から離れていることを保持するために、ウィンドー技術を用いた。この場合、装置の閉鎖時に、ダイがフィルムを離れている状態に維持する領域を正確にカバーした。従って、バック射出中、プラスチックの溶融物がそれらの領域に到達することを阻止した。充填後、バック射出された成形品を室温(23℃)に冷却した。全ての4つのケース(厚さ150μm、175μmおよび200μmを有するポリカーボネートフィルムおよびフィルム厚375μmを有するポリブチレンテレフタレート混合フィルム)において、ふくらみがバック射出されていいないフィルムの領域に形成された。
【0068】
ふくらみを除くために、成形品を装置から取り出し、プラスチック材料でバック射出されなかったフィルムの領域を一般のIRセラミックラジエーターおよび別にはホットエアーガンを用いて短い時間再加熱した。ポリカーボネートフィルムをそれにより175℃に再加熱し、ポリブチレンテレフタレートフィルムを155℃に加熱した。フィルムの温度はBartec Messtechnik und Sensorikからの市販のライン高温計を用いて、カメラからフィルム表面の距離56cmで測定した。
【0069】
加熱時間は試験用に0.5〜5秒の間で変化させた。低いラジエーターパワーで長い加熱時間であっても、高いパワーで短時間であっても結果には差は無かった。成分中には再加熱および冷却後にはふくらみは全く見られなかった。
【符号の説明】
【0070】
1…第1の装置ハーフ
2…プラスチックフィルム
3…第2の装置ハーフ
4…ダイ
5…熱可塑性プラスチック
6…プラスチック成形品
7…カットアウト
【技術分野】
【0001】
本発明は部分収縮補正が行われたプラスチック成形品の製造方法およびこの方法によって製造されたプラスチック成形品に関する。
【背景技術】
【0002】
最終成分に部分的な透明性が望まれる成分、例えば自動車部分の操作コンソール、部分的なバックライトによって暗闇でも使用者が視認できる操作ボタン、の製造において、必要に応じて印刷されたプラスチックフィルムをウィンドー技術によって熱可塑性プラスチックでバック射出することが常套手段である。射出成形方法によるプラスチックフィルムを熱可塑性プラスチックでバック射出する方法はフィルム挿入成形(FIM)と呼ばれている。いわゆるウィンドー技術は後にバックライトされる領域をダイまたはスライダーでカバーして、それによりそれらを熱可塑性プラスチック材料から離れた状態にする可能性を提供する。
【0003】
しかしながら、この方法には射出成形方法によって熱可塑性プラスチックを加工するときに、成分が冷却時に収縮するが、フィルムはバック射出されていない領域で同時に収縮しないという問題がある。結果として、ふくらみや凹みがそれらの領域で起こり、成分表面の凹凸が目立つことになる。
【0004】
これまで、この問題はプラスチック材料の収縮を減らすためにバック射出用の熱可塑性プラスチックにグラスファイバーを入れたり、凹凸の形成を防止するために非常に厚さの厚いフィルムを用いたりすることによって軽減してきた。しかしながら、これまで末端使用時に生じる問題が無く、上記二つの可能性のいずれかにより問題を完全に解消することはこれまで可能ではなかった。添加するフィラーとしてのグラスファイバーの使用は材料コストの上昇や装置によるコスト増のみならず、それを用いたプラスチック組成物の加工時に機材の摩耗の問題も生じる。また、凹凸の形成は多くの場合減少しているが、この方法により完全に解消したものではない。厚さの厚いフィルムを使用することは厚さに対応した材料コストがかかるだけでなく、特にフィルムに更に印刷が施されている時に、光の透過性が減少し、バックライトを最適にするには光源を強くする必要が生じる。また、成分のバック射出されていない領域にストレスガ生じ、この領域でのクラックや割れの危険が生じる。
【0005】
従って、最終成分において部分的な透明性が要求される成分の製造方法であって、上記のような欠点のないものが必要とされている。
【発明の概要】
【発明が解決しようとする課題】
【0006】
従って、本発明の目的は、最終成分で部分的な透明性が望まれる成分のそのような製造方法を提供する。特に、最終成分での凹凸の形成は材料コストの増加無しで解消すべきである。また、バックライト領域における成分の光透過性は可能な限り高く、それによりバックライトが弱く、省エネ光源の利用が可能となる。
【課題を解決するための手段】
【0007】
驚くべきことに、上記目的はプラスチック成形品の製造方法であって、必要に応じて印刷が施されたプラスチックフィルムをその表面部分を熱可塑性プラスチックでバック射出して、冷却後少なくとも部分的に加熱して後収縮されることにより達成される。
【0008】
即ち、本発明は、(A)プラスチックフィルムを少なくとも1種の熱可塑性プラスチックで一方の側にバック射出し、該プラスチックフィルムの1以上の部分領域がバック射出されない工程、(B)上記工程(A)で得られたプラスチック成形品を冷却する工程、
を包含するプラスチック成形品の製造方法であって、(C)工程(B)で得られたプラスチック成形品の少なくともバック射出されていないそれらの領域を次いで再加熱することを特徴とするプラスチック成形品の製造方法を提供する。
【発明の効果】
【0009】
バック射出されなかった領域における凹凸は本発明の方法により完全に排除されうる。本発明の方法は、熱可塑性プラスチックの収縮を減少するために添加剤を必要とせず、優れた光透過性を有する薄いプラスチックフィルムを用いてそれにより弱い光源でもバックライトが可能になる。本発明による方法の別の利点は、バック射出されていない領域で応力が無く、それらの領域でのクラッキングや割れの危険が無い。
【発明を実施するための形態】
【0010】
工程(A)に用いられたプラスチックフィルムはその片面または両面を着色剤または顔料で印刷または着色してもよい。好ましくは、工程(A)に用いられるプラスチックフィルムは片面に印刷される。一方の面に印刷されたプラスチックフィルムが工程(A)に用いられる場合、その印刷面または非印刷面のいずれかを熱可塑性プラスチックでバック射出される。バック射出が印刷面で行われる場合には、例えばWO−A2009/138217に記載されているような熱的に安定な印刷インクが印刷に特に好適である。
【0011】
本発明の方法の好ましい態様では、工程(A)に用いられるプラスチックフィルムが成形される。その成形は当業者に公知の方法で可能な印刷の前後、好ましくは可能な印刷後に行われうる。可能な成形方法の例として、機械成形、油圧成形および高圧成形(HPF)である。高圧成形はWO−A2009/043539またはEP−A371 425に記載のものが好適である。
【0012】
工程(C)に於いて、工程(B)で得られたプラスチック成形品の少なくともバック射出されなかったそれらの部分が、冷却時にバック射出されなかった領域でプラスチックフィルムの収縮および/または縮小が達成される少なくとも温度に加熱される。好ましくは、工程(B)で得られたプラスチック成形品の少なくともバック射出されなかったそれらの領域がプラスチックフィルムのプラスチック材料のガラス転移温度Tgの70℃下の温度以上の少なくとも温度、好ましくはガラス転移温度Tgの50℃下の温度以上の少なくとも温度、即ちTgマイナス70°以上の少なくとも温度(>Tg−70℃の領域の少なくとも温度)、好ましくはTgマイナス50°以上の少なくとも温度(>Tg−50℃の領域の少なくとも温度)に加熱される。好ましい態様では、工程(C)において、工程(B)で得られたプラスチック成形品の少なくともバック射出されなかったそれらの領域が、プラスチックフィルムのプラスチック材料のガラス転移温度より50℃低い温度〜同じガラス転移温度の50℃高い温度に少なくとも加熱される。好ましくは、工程(C)での加熱はプラスチックフィルムのプラスチック材料のガラス転移温度より40℃低い温度〜同じガラス転移温度の40℃高い温度で少なくとも行われる。本発明の好ましい態様では、工程(C)での加熱はプラスチックフィルムのプラスチック材料のガラス転移温度より10℃低い温度〜同じガラス転移温度の40℃高い温度で少なくとも行われる。最も特に好ましくは、加熱はプラスチックフィルムのプラスチック材料のガラス転移温度の上記特定の温度領域で行われる。最も好ましい温度はプラスチックフィルムのプラスチック材料のガラス転移温度より50℃高い温度以下、好ましくは40℃高い温度い以下の温度である。プラスチックフィルムが少なくとも一つのポリカーボネートまたはコポリカーボネートを含む場合は、バック射出されなかった領域は工程(C)で60℃以上、特に好ましくは70℃以上、最も特に好ましくは100℃以上の温度に加熱される。
【0013】
ガラス転移温度Tgは標準ISO113557−2によりTgを中間点温度(タンジェント法)として定義して加熱速度10K/分で例えば示差走査熱量計により測定されうる。
【0014】
工程(B)で得られたプラスチック成形品の少なくともバック射出されていないそれらの領域を工程(C)で加熱する温度は例えば、温度測定用の市販の赤外カメラ、好ましくは市販の非接触式の赤外線カメラによって行われる。バルテック・メステックニック・イント・センソリック(Bartec Messtechnik und Sensorik)からの対応する赤外カメラ、例えばバルテック・メステックニック・ウント・センソリックからのラインピロメーターまたはダイアス・インフラレッドGmbH(Dias Infrared GmbH)からの赤外線カメラがこの目的のために好適である。
【0015】
好ましくは、工程(B)で得られたプラスチック成形品の少なくともバック射出されなかったそれらの領域を工程(C)において上記温度で60秒以下、好ましくは20秒以下、特に好ましくは15秒以下、最も特に好ましくは10秒以下の時間加熱する。時間はできるだけ短いのが望ましく操作効率に有利であり、プラスチック材料の温度負荷にも有利である。しかしながら、上記温度で工程(B)において得られたプラスチック成形品のバック射出されなかった領域をより長い時間加熱することも可能である。
【0016】
工程(C)における加熱は熱供給の適当な形態によって行って良い。加熱はバック射出されなかった領域およびその回りの領域に部分的にまたは成分の全表面で行っても良い。上記の中間的な加熱も可能である。加熱は射出成形装置内および装置外の両方で行っても良い。射出成形装置内では、例えばセラミックの加熱要素によって熱を供給しても良い。射出成形装置外では、例えばIRラジエーターやホットエアーによって熱を供給しても良い。
【0017】
工程(C)で再加熱した後に、得られたプラスチック成形品を冷却する。冷却は50℃以下、特に好ましくは40℃以下、最も好ましくは30℃以下の温度で行っても良い。
【0018】
工程(A)で使用されるプラスチックフィルムは厚さ50〜500μm、特に75〜400μm、特に好ましくは100〜300μmであってよい。
【0019】
工程(A)で使用されるプラスチックフィルムは好ましくは1以上の熱可塑性プラスチックフィルムを含有するプラスチックフィルム、好ましくは1以上の熱可塑性プラスチックフィルムおよび常套のプラスチック添加剤から実質的になるプラスチックフィルムであってよい。
【0020】
プラスチックフィルム用の熱可塑性プラスチックおよびバック射出用の熱可塑性プラスチックは、互いに独立して、エチレン系不飽和モノマーのポリマーおよび/または2官能性反応性化合物のポリ縮合生成物から選択される熱可塑性プラスチックであってよい。
【0021】
特に好適な熱可塑性プラスチックはジフェノールに基づくポリカーボネートまたはコポリカーボネート;ポリ−またはコポリ−アクリレートおよびポリ−またはコポリ−メタクリレート、例えば好ましくはポリメチルメタクリレート;スチレンを用いるポリマーまたはコポリマー、例えば好ましくは透明ポリスチレン、ポリスチレンアクリロニトリル(SAN)またはアクリロニトリル−ブタジエン−スチレンコポリマー(ABS);透明熱可塑性ポリウレタン;ポリオレフィン、例えば好ましくは透明ポリプロピレンまたは環状オレフィンに基づくポリオレフィン(例えば、ヘキストのTOPASR);テレフタル酸のポリ−またはコポリ−縮合生成物、例えば好ましくはポリ−またはコポリ−エチレンテレフタレート(PETまたはCoPET)、グリコール変性PET(PETG)またはポリ−またはコポリ−ブチレンテレフタレート(PBTまたはCoPBT);または上記のものの混合物が挙げられる。
【0022】
最も好ましくは、ポリカーボネートまたはコポリカーボネート、特に平均分子量Mw500〜100,000、好ましくは10,000〜80,000、特に好ましくは15,000〜40,000を有するポリカーボネートまたはコポリカーボネート、またはそのようなポリカーボネートまたはコポリカーボネートの混合物が挙げられる。更に好ましくは、上記ポリカーボネートまたはコポリカーボネートと少なくとも一つのテレフタル酸のポリ−またはコポリ−縮合生成物、特に平均分子量Mw10,000〜200,000、好ましくは26,000〜120,000を有するテレフタル酸のポリ−またはコポリ−縮合生成物との混合も例示される。本発明の特に好ましい態様では、混合はポリカーボネートまたはコポリカーボネートとポリ−またはコポリ−ブチレンテレフタレートとの混合物である。そのようなポリカーボネートまたはコポリカーボネートとポリ−またはコポリ−ブチレンテレフタレートとの混合物はポリカーボネートまたはコポリカーボネート1〜90重量%とポリ−またはコポリ−ブチレンテレフタレート99〜10重量%との混合物、好ましくはポリカーボネート1〜90重量%とポリブチレンテレフタレート99〜1重量%の混合物(重量の合計は100重量%である。)であり得る。特に好ましくは、そのようなポリカーボネートまたはコポリカーボネートとポリ−またはコポリ−ブチレンテレフタレートとの混合物は、ポリカーボネートまたはコポリカーボネート20〜85重量%とポリ−またはコポリ−ブチレンテレフタレート15〜80重量%との混合物、好ましくはポリカーボネート20〜85重量%とブチレンテレフタレート80〜15重量%との混合物であり、合計量は100重量%である。最も好ましくは、そのようなポリカーボネートまたはコポリカーボネートとポリ−またはコポリ−ブチレンテレフタレートとの混合物は、ポリカーボネートまたはコポリカーボネート35〜85重量%とポリ−またはコポリ−ブチレンテレフタレート65〜20重量%との混合物、好ましくはポリカーボネート35〜80重量%とブチレンテレフタレート65〜20重量%との混合物であり、合計量は100重量%である。
【0023】
好ましい態様では、芳香族ポリカーボネートまたはコポリカーボネートはポリカーボネートまたはコポリカーボネートとして特に好ましい。
【0024】
ポリカーボネートまたはコポリカーボネートは知られているように、線状または分岐鎖を有してもよい。
【0025】
これらのポリカーボネートの調製は公知の方法でジフェノール、カルボン酸誘導体、要すれば連鎖停止剤および要すれば分岐剤から実施されうる。ポリカーボネートの調製の詳細は約40年間の多くの特許明細書に記載されている。例としてはシュネル(Schnell)の「ポリカーボネートの化学および物理」、ポリマー・リビュー、第9冊、インターサイエンス・パブリッシャーズ、ニューヨーク、ロンドン、シドニー1964;D.Freitag U.Grigo P.R. Mueller、H. Nouvertne'、Bayer AG、「ポリカーボネート」、ポリマー科学および工学の百科事典、第11冊、第2版、1988、648〜718頁;およびDres. U. Grigo、K. KirchnerおよびP.R. Mueller「ポリカーボネート」、Becker/Braun、Kunststoff-Handbuch、第3/1冊、ポリカーボネート、ポリアセテート、ポリエステル、セルロースエステル、カール・ハンザー・フェルラグ、ミュンヘン、ウィーン、第117〜299頁が挙げられる。
【0026】
適当なジフェノールは一般式(I)
HO−Z−OH (I)
(式中、Zは、架橋部位として一以上の要すれば置換された芳香族核および脂肪族または環状脂肪族基またはアルキルアリールまたはヘテロ原子を有してもよい、炭素数6から34の芳香族基である。)
で表されるジヒドロキシアリール化合物が例示される。
【0027】
特に好ましいジヒドロキシアリール化合物はレゾルシノール、4,4’−ジヒドロキシジフェニル、ビス−(4−ヒドロキシフェニル)−ジフェニル−メタン、1,1−ビスー(4−ヒドロキシフェニル)−1−フェニル−エタン、ビス−(4−ヒドロキシ−フェニル)−1−(1−ナフチル)−エタン、ビス−(4−ヒドロキシフェニル)−1−(2−ナフチル)−エタン、2,2−ビス−(4−ヒドロキシ−フェニル)−プロパン、2,2−ビス(3,5−ジメチル−4−ヒドロキシフェニル)−プロパン、1,1−ビス−(4−ヒドロキシフェニル)−シクロヘキサン、1,1−ビス−(3,5−ジメチル−4−ヒドロキシフェニル)−シクロヘキサン、1,1−ビス−(4−ヒドロキシフェニル)−3,3,5−トリメチル−シクロヘキサン、1,1’−ビス−(4−ヒドロキシフェニル)−3−ジイソプロピル−ベンゼンおよび1,1’−ビス−(4−ヒドロキシ−フェニル)−4−ジイソプロピル−ベンゼンである。
【0028】
最も好ましいジヒドロアリール化合物は4,4’−ジヒドロキシジフェニル、2,2−ビス−(4−ヒドロキシフェニル)−プロパンおよび1,1−ビス−(4−ヒドロキシフェニル)−3,3,5−トリメチル−シクロヘキサンである。
【0029】
最も好ましいコポリカーボネートは1,1−ビス−(4−ヒドロキシフェニル)−3,3,5−トリメチル−シクロヘキサンおよび2,2−ビス−(4−ヒドロキシフェニル)−プロパンを用いて調製されうる。
【0030】
好適なカルボン酸誘導体は例えば式(II):
【化1】
(式中、R、R’およびR”は同一または異なって、独立して、水素、直鎖または分岐鎖C1−C34−アルキル、C7−C34−アルキルアリールまたはC6−C34−アリールであり、Rは更に−COO−R'''を示し、その際R'''は水素、直鎖または分岐鎖C1−C34−アルキル、C7−C34−アルキルアリールまたはC6−C34−アリールである。)で表されるジアリールカーボネートであってよい。
【0031】
特に好ましいジアリール化合物はジフェニルカーボネート、4−t−ブチルフェニルカーボネート、ジ−(4−t−ブチルフェニル)カーボネート、ジフェニル−4−イル−フェニルカーボネート、ジ−(ビフェニル−4−イル)カーボネート、4−(1−メチル−1−フェニルエチル)−フェニル−フェニルカーボネート、ジ−[4−(1−メチル−1−フェニルエチル)−フェニル]カーボネート、およびジ−(メチルサリチレート)カーボネートが挙げられる。
【0032】
ジフェニルカーボネートが最も特に好ましい。
【0033】
一種のジアリールカーボネートと異なるジアリールカーボネートの両方を用いてもよい。
【0034】
末端基を制御若しくは変更するために、連鎖停止剤としてジアリールカーボネートの調製に使用されてきた若しくは使用されてなかった一種以上のモノヒドロキシアリール化合物をもちいることも可能である。そのような化合物は式(III)
【0035】
【化2】
【0036】
(式中、RAは直鎖または分岐鎖C1−C34−アルキル、C7−C34−アルキルアリール、C6−C34−アリールまたは−COO−RDであり、RDは水素、直鎖または分岐鎖C1−C34−アルキル、C7−C34−アルキルアリールまたはC6−C34−アリールであり、
RB、RCは同一または異なって、互いに独立して水素、直鎖または分岐鎖C1−C34−アルキル、C7−C34−アルキルアリールまたはC6−C34−アリールである。)
で表されるものであってよい。
【0037】
好ましくは4−t−ブチルフェノール、4−イソオクチルフェノールおよび3−ペンタデシルフェノールである。
【0038】
好適な分岐剤は、3個以上の官能基を有する化合物、好ましくは3個以上のヒドロキシル基を有するものであり得る。
【0039】
好ましい分岐剤は、3,3−ビス−(3−メチル−4−ヒドロキシフェニル)−2−オクソ−2,3−ジヒドロインドールおよび1,1,1−トリ−(4−ヒドロキシフェニル)−エタンが挙げられる。
【0040】
本発明の好ましい態様では、適当なテレフタル酸のポリ−またはコポリ−縮合生成物はポリアルキレンテレフタレートである。好適なポリアルキレンテレフタレートは芳香族ジカルボン酸またはそれらの反応性誘導体(例えば、ジメチルエステルまたは酸無水物)および脂肪族、環状脂肪族または芳香脂肪族ジオールの反応生成物およびこれらの反応生成物の混合物が挙げられる。
【0041】
好ましいポリアルキレンテレフタレートは公知の方法でテレフタル酸(またはその反応性誘導体)および炭素数2〜10を有する脂肪族または環状脂肪族ジオールから調製されうる(Kunststoff-Handbuch、第VIII冊、第695頁ff、カール−ハンザー−フェルラグ(Karl-Hanser-Verlag)、ミュンヘン1973)。
【0042】
好ましいポリアルキレンテレフタレートは、ジカルボン酸成分に基づいて少なくとも80モル%、好ましくは少なくとも90モル%のテレフタル酸部分、および、ジオール成分に基づいて少なくとも80モル%、好ましくは少なくとも90モル%のエチレングリコールおよび/または1,4−ブタンジオール部分を含有する。
【0043】
好ましいポリアルキレンテレフタレートは、テレフタル酸部分に加えて、炭素数8〜14の他の芳香族ジカルボン酸または炭素数4〜12の脂肪族ジカルボン酸、例えばフタル酸、イソフタル酸、ナフタレン−2,6−ジカルボン酸、4,4’−ジフェニルジカルボン酸、コハク酸、アジピン酸、セバシン酸、アゼライン酸、シクロヘキサンジ酢酸部分を20モル%まで含んでもよい。
【0044】
好ましいポリアルキレンテレフタレートは、エチレングリコールおよび/または1,4−ブタンジオール部分に加えて、炭素数3〜12の他の脂肪族ジオールまたは炭素数6〜21のシクロ脂肪族ジオール、例えば1,3−プロパンジオール、2−エチル−1,3−プロパンジオール、ネオペンチルグリコール、1,5−ペンタンジオール、1,6−ヘキサンジオール、シクロヘキサン−1,4−ジメタノール、3−メチル−2,4−ペンタンジオール、2−メチル−2,4−ペンタンジオール、2,2,4−トリメチル−1,3−ペンタンジオールおよび2−エチル−1,6−ヘキサンジオール、2,2−ジエチル−1,3−プロパンジオール、2,5−ヘキサンジオール、1,4−ジ−([ベータ]−ヒドロキシエトキシ)−ベンゼン、2,2−ビス−(4−ヒドロキシシクロヘキシル)−プロパン、2,4−ジヒドロキシ−1,1,3,3−テトラメチル−シクロブタン、2,2−ビス−(3−[ベータ]−ヒドロキシエトキシフェニル)−プロパンおよび2,2−ビス−(4−ヒドロキシプロポキシフェニル)−プロパン(DE−OS24 07 674、24 07 776、27 15 932)を20モル%まで含有しても良い。
【0045】
ポリアルキレンテレフタレートは、例えばDE−OS19 00 270およびUS−P−3,692,744に記載されているように、少量のトリ−またはテトラ−ヒドリックアルコールまたはトリ−またはテトラ−塩基酸を導入して分岐しても良い。好ましい分岐剤はトリメシン酸、トリメリット酸、トリメチロール−エタンおよび−プロパンおよびペンタエリスリトールが挙げあれる。
【0046】
好ましくは、分岐剤は酸性分の量に基づいて1モル%以下の量で使用される。
【0047】
好ましくは、テレフタル酸およびその反応性誘導体(例えば、そのジアルキルエステル)およびエチレングリコールおよび/または1,4−ブタンジオールからのみから調製されたポリアルキレンテレフタレート、およびそのようなポリアルキレンテレフタレートの混合物が例示される。
【0048】
好ましいポリアルキレンテレフタレートは上記の酸成分の少なくとも2種および/または上記のアルコール成分の少なくとも2種から調製されたコポリエステルであり、特に好ましいコポリエステルはポリ(エチレングリコール/1,4−ブタンジオール)テレフタレートである。
【0049】
成分として好ましく用いられるポリアルキレンテレフタレートは極限粘度約0.4〜1.5dl/g、好ましくは0.5〜1.3dl/gを有する。但し、粘度はフェノール/o−ジクロロベンゼン(1:1重量部)中で25℃で測定する。
【0050】
本発明の方法の好ましい態様ではプラスチックフィルムは少なくとも一種のポリカーボネートまたはコポリカーボネートを含有する。
【0051】
本発明による好ましい態様では、熱可塑性プラスチックは少なくとも一種のポリカーボネートまたはコポリカーボネート、ポリアクリレートまたはコポリアクリレート、ポリ(メタ)アクリレートまたはコポリ(メタ)アクリレートまたはアクリロニトリル−ブタジエン−スチレンコポリマー(ABS)を含んでもよい。
【0052】
バック射出されないプラスチックフィルムの領域は好ましくは工程(A)で一以上のダイやスライダーでカバーされ、それによりプラスチックフィルムの1以上の部分領域をバック射出しない。
【0053】
本発明の方法の好ましい態様では、バック射出されないプラスチックフィルムの部分領域をバック射出後にプラスチックフィルムのバック射出された部分領域で完全に包囲される。本発明方法の特に好ましい態様では、複数のプラスチックフィルムの非連続部分領域が工程(A)でバック射出されないで、バック射出されなかったプラスチックフィルムの部分領域がバック射出後にプラスチックフィルムのバック射出された部分領域で完全に包囲される。
【0054】
工程(A)でのバック射出は、好ましくはウィンドー技術(window technique)によって行われる。ウィンドー技術、即ちバック射出する予定のないプラスチックフィルムの領域を工程(A)で1以上のダイまたはスライダーでカバーして、プラスチックフィルムの1以上の部分領域をバック射出されなくする技術は当業者に公知である。
【0055】
プラスチックフィルムのバック射出は当業者に公知の方法で行われる。例えば、プラスチックフィルムを開口した射出成形装置の第1ハーフ中に於いて、その装置を第2のハーフを第1ハーフに被せることによって閉じて、そのキャビティー(ギャップ、中空空間)がフィルムと第2装置のハーフで形成される。装置内のプラスチックフィルムを次いで熱可塑性プラスチックフィルムをキャビティー内に導入することにより熱可塑性プラスチックフィルムでバック射出される。バック射出されない領域をカバーするために用いされるダイやスライダーは装置の第2ハーフに固定されて、装置を閉じたときに離れている状態に保つ領域をカバーする。
【0056】
片面が印刷されたプラスチックフィルムが工程(A)で用いられる場合には、それは第1のハーフ中に装置の壁に印刷面が向くか、向かないかいずれの方法で導入しても良い。
【0057】
バック射出後、工程(B)で装置を部分的にまたは完全に冷却後開口する。次いで、工程(C)では装置を開口した後に一方のハーフを取り除く。また、工程(B)の冷却後に於いてプラスチック成形品を装置から取り出して、工程(C)を装置外で行っても良い。また所定の完全な冷却を行う前に、プラスチック成形品を装置から取り出して、装置外で冷却を完結しても良い。この方法は、本発明のいくつかの態様において、工程(A)での成形品の十分な収縮が達成され得ないか、または工程(B)で十分に早く残存装置温度で行われないので利点を有する。
【0058】
工程(A)で得られたプラスチック成形品の工程(C)での再加熱の前に工程(B)での冷却は、工程(A)で得られたプラスチック成形品の完全な収縮および/または縮小が行われうる温度に行われる。工程(A)で得られたプラスチック成形品の工程(C)での再加熱の前に工程(B)での冷却は、60℃以下、特に好ましくは50℃以下、最も好ましくは40℃以下の温度にまで行われる。更に好ましくは工程(A)で得られたプラスチック成形品を工程(C)で再加熱する前に、工程(B)で冷却しすぎないことであり、即ち0℃以下、好ましくは10℃以下の温度に冷却しないのが好ましい。好ましい態様では、工程(A)で得られたプラスチック成形品の工程(C)での再加熱の前に工程(B)での冷却は、室温にまで行われる。室温は本明細書中では15〜25℃、特に23℃であると理解される。
【0059】
バック射出されない領域において、好ましくはプラスチックフィルムの少なくとも部分的領域が透明または半透明、即ち光透過性であって、それらの透明または半透明な領域にバックライトすることが可能になる。プラスチックフィルムはバック射出されなかった領域の少なくとも部分的に可視光域の光を100%透過しうる。好ましくは、プラスチックフィルムはバック射出されなかった領域の少なくとも部分的に半透明である。本明細書中において、半透明とは可視光域の光を20%以上100%以下、好ましくは50〜100%、特に好ましくは70〜100%透過するものと理解する。光の可視光波長域は380〜780nmの範囲である。光透過性は、拡散/8°配置(geometry)を有するハンターウルトラスキャンPROを用いて測定しうる。
【0060】
しかしながら、プラスチックフィルムは、操作要素、例えばキャパシティブスイッチ(capacitive switches)または機械スイッチ(mechanical switches)をアクセス可能にするためにバック射出されなかった領域少なくとも部分的に透明でも半透明でも無くても良い。
【0061】
本発明は更に本発明方法によって得られるプラスチック成形品も提供する。
【0062】
本発明方法により製造されたプラスチック成形品は電子装置、家庭用装置、携帯電話、コンピューター、例えばコンピューターキーボード、車両の内装、例えば自動車の内装、飛行機や電車の内装に特に有用である。本発明方法によって製造されるプラスチック成形品はバックライトすることにより暗所でも使用者が認識できる操作要素のような用途に使用されうる。
【図面の簡単な説明】
【0063】
図1〜5はウィンドー技術の形で本発明によるプラスチック成形品の製造を模式的に記載する。
【図1】図1は開口射出成形装置の装置ハーフ(1)においたプラスチックフィルム(2)を示す。バック射出されない領域をカバーするダイ(4)を第2の装置ハーフ(3)に固定する。
【図2】図2はプラスチックフィルム(2)を含む閉じた射出成形装置であり、ダイ(4)は装置内部に向かってバック射出されないプラスチックフィルム(2)の領域をカバーする第2の装置ハーフ(3)に固定される。
【図3】図3は、閉じた射出成形装置を示し、プラスチックフィルム(2)がダイ(4)でカバーされない領域中において熱可塑性プラスチック(5)でバック射出される。
【図4】図4は開口した射出成形装置であって、プラスチック成形品(6)を冷却後取り出す。
【図5】図5は冷却後射出成形装置から取り出したプラスチック成形品(6)のカットアウト(7)を示す。バック射出されなかった領域中のふくらみが見える(図5(a))。図5はまた本発明による加熱によりふくらみが除かれるかを示し(図5(b)、平坦な表面がバック射出されなかった領域中で達成される(図5(c)。
【0064】
以下の実施例で本願発明を更に説明するが、本願発明を限定するものと解してはならない。
【実施例】
【0065】
異なる厚さ150μm、175μmおよび200μmを有する3つのポリカーボネートフィルム(MakrofolR、ドイツ国、ガラス転移温度Tg:145℃)および層厚さ375μmを有するポリカーボネート/ポリブチレンテレフタレート混合物(BayfolR、CR、ガラス転移温度Tg:125℃)を予めスクリーン印刷で印刷した。NoriphanRHTRをスクリーン印刷インキとして用いた。
【0066】
ガラス転移温度Tgは各々の場合、示差走査熱量計(DSC)を用いて標準ISO113557−2で第2加熱操作における加熱速度10K/分で測定し、中間点温度(タンジェント法)としてTgを定義した。
【0067】
次いで、ポリカーボネートフィルムを熱可塑性ポリカーボネート(MakrolonR2405)で射出成形装置内でバック射出した。ポリカーボネート/ポリブチレンテレフタレート混合フィルムを射出成形装置で熱可塑性プラスチックポリカーボネート/ABS混合(BayblendRT65)を用いてバック射出した。試験をArburg Allrounder 570C型の射出成形機上で閉鎖力200tで行った。この場合、異なる形の空隙(直径10〜30mmを有するいくつかの丸い間隙、端部長さ10〜30mmを有するいくつかの長方形および正方形の間隙)を有する壁厚2.5mmのシートダイを用いた。溶融温度280℃で、装置温度60℃であった。充填時間をMakrolonR2405およびBayblendRT65で約2.8秒測定した。フィルムの特定領域をバック射出されたプラスチック材料から離れていることを保持するために、ウィンドー技術を用いた。この場合、装置の閉鎖時に、ダイがフィルムを離れている状態に維持する領域を正確にカバーした。従って、バック射出中、プラスチックの溶融物がそれらの領域に到達することを阻止した。充填後、バック射出された成形品を室温(23℃)に冷却した。全ての4つのケース(厚さ150μm、175μmおよび200μmを有するポリカーボネートフィルムおよびフィルム厚375μmを有するポリブチレンテレフタレート混合フィルム)において、ふくらみがバック射出されていいないフィルムの領域に形成された。
【0068】
ふくらみを除くために、成形品を装置から取り出し、プラスチック材料でバック射出されなかったフィルムの領域を一般のIRセラミックラジエーターおよび別にはホットエアーガンを用いて短い時間再加熱した。ポリカーボネートフィルムをそれにより175℃に再加熱し、ポリブチレンテレフタレートフィルムを155℃に加熱した。フィルムの温度はBartec Messtechnik und Sensorikからの市販のライン高温計を用いて、カメラからフィルム表面の距離56cmで測定した。
【0069】
加熱時間は試験用に0.5〜5秒の間で変化させた。低いラジエーターパワーで長い加熱時間であっても、高いパワーで短時間であっても結果には差は無かった。成分中には再加熱および冷却後にはふくらみは全く見られなかった。
【符号の説明】
【0070】
1…第1の装置ハーフ
2…プラスチックフィルム
3…第2の装置ハーフ
4…ダイ
5…熱可塑性プラスチック
6…プラスチック成形品
7…カットアウト
【特許請求の範囲】
【請求項1】
(A)プラスチックフィルムを少なくとも1種の熱可塑性プラスチックで一方の側にバック射出し、該プラスチックフィルムの1以上の部分領域がバック射出されない工程、
(B)上記工程(A)で得られたプラスチック成形品を冷却する工程、
を包含するプラスチック成形品の製造方法であって、
(C)工程(B)で得られたプラスチック成形品の少なくともバック射出されていないそれらの領域を次いで再加熱することを特徴とするプラスチック成形品の製造方法。
【請求項2】
工程(A)で用いられたプラスチックフィルムを形成する請求項1記載の製造方法。
【請求項3】
工程(A)で用いられたプラスチックフィルムがその一方の側を印刷する請求項1または2記載の製造方法。
【請求項4】
工程(C)に於いて、工程(B)で得られたプラスチック成形品の少なくともバック射出されなかったそれらの領域が70℃の温度以上でプラスチックフィルムのプラスチック材料のガラス転移温度Tg以下の温度領域で少なくとも加熱される請求項1〜3いずれかに記載の製造方法。
【請求項5】
工程(C)に於いて、工程(B)で得られたプラスチック成形品の少なくともバック射出されなかったそれらの領域がプラスチックフィルムのプラスチック材料のガラス転移温度Tgより50℃低い温度からガラス転移温度より50℃高い温度の領域で少なくとも加熱される請求項1〜4いずれかに記載の製造方法。
【請求項6】
工程(B)で得られたプラスチック成形品の少なくともバック射出されなかったそれらの領域が前記温度で20秒以下、好ましくは15秒以下、特に好ましくは10秒以下の時間加熱される請求項1〜5いずれかに記載の製造方法。
【請求項7】
プラスチックフィルムが厚さ50〜500μm、好ましくは75〜400μm、特に好ましくは100〜300μmを有する請求項1〜6いずれかに記載の製造方法。
【請求項8】
プラスチックフィルムが少なくとも1種のポリカーボネートまたはコポリカーボネートを含む請求項1〜7いずれかに記載の製造方法。
【請求項9】
熱可塑性プラスチックが少なくとも一種のポリカーボネートまたはコポリカーボネート、ポリアクリレートまたはコポリアクリレート、ポリ(メタ)アクリレートまたはコポリ(メタ)アクリレートまたはアクリロニトリル−スチレンコポリマーを含有する。¥請求項1〜8いずれかに記載の製造方法。
【請求項10】
プラスチックフィルムがバック射出されなかった領域における少なくとも部分領域で透明または半透明である請求項1〜9いずれかに記載の製造方法。
【請求項11】
バック射出されないプラスチックフィルムの領域が工程(A)で1以上のダイまたはスライダーでカバーされる請求項1〜10いずれかに記載の製造方法。
【請求項12】
バック射出されなかったプラスチックフィルムの部分領域がプラスチックフィルムのバック射出された部分領域で完全に包囲されている請求項1〜11いずれかに記載の製造方法。
【請求項13】
工程(A)において、プラスチックフィルムの複数の非連続部分領域がバック射出されず、バック射出されないプラスチックフィルムの部分領域がプラスチックフィルムのバック射出された部分領域で完全に包囲される請求項1〜12いずれかに記載の製造方法。
【請求項14】
工程(A)のバック射出がウィンドー技術によって行われる請求項1〜13いずれかに記載の製造方法。
【請求項15】
請求項1〜14のいずれかに記載された製法でえられるプラスチック成形品。
【請求項1】
(A)プラスチックフィルムを少なくとも1種の熱可塑性プラスチックで一方の側にバック射出し、該プラスチックフィルムの1以上の部分領域がバック射出されない工程、
(B)上記工程(A)で得られたプラスチック成形品を冷却する工程、
を包含するプラスチック成形品の製造方法であって、
(C)工程(B)で得られたプラスチック成形品の少なくともバック射出されていないそれらの領域を次いで再加熱することを特徴とするプラスチック成形品の製造方法。
【請求項2】
工程(A)で用いられたプラスチックフィルムを形成する請求項1記載の製造方法。
【請求項3】
工程(A)で用いられたプラスチックフィルムがその一方の側を印刷する請求項1または2記載の製造方法。
【請求項4】
工程(C)に於いて、工程(B)で得られたプラスチック成形品の少なくともバック射出されなかったそれらの領域が70℃の温度以上でプラスチックフィルムのプラスチック材料のガラス転移温度Tg以下の温度領域で少なくとも加熱される請求項1〜3いずれかに記載の製造方法。
【請求項5】
工程(C)に於いて、工程(B)で得られたプラスチック成形品の少なくともバック射出されなかったそれらの領域がプラスチックフィルムのプラスチック材料のガラス転移温度Tgより50℃低い温度からガラス転移温度より50℃高い温度の領域で少なくとも加熱される請求項1〜4いずれかに記載の製造方法。
【請求項6】
工程(B)で得られたプラスチック成形品の少なくともバック射出されなかったそれらの領域が前記温度で20秒以下、好ましくは15秒以下、特に好ましくは10秒以下の時間加熱される請求項1〜5いずれかに記載の製造方法。
【請求項7】
プラスチックフィルムが厚さ50〜500μm、好ましくは75〜400μm、特に好ましくは100〜300μmを有する請求項1〜6いずれかに記載の製造方法。
【請求項8】
プラスチックフィルムが少なくとも1種のポリカーボネートまたはコポリカーボネートを含む請求項1〜7いずれかに記載の製造方法。
【請求項9】
熱可塑性プラスチックが少なくとも一種のポリカーボネートまたはコポリカーボネート、ポリアクリレートまたはコポリアクリレート、ポリ(メタ)アクリレートまたはコポリ(メタ)アクリレートまたはアクリロニトリル−スチレンコポリマーを含有する。¥請求項1〜8いずれかに記載の製造方法。
【請求項10】
プラスチックフィルムがバック射出されなかった領域における少なくとも部分領域で透明または半透明である請求項1〜9いずれかに記載の製造方法。
【請求項11】
バック射出されないプラスチックフィルムの領域が工程(A)で1以上のダイまたはスライダーでカバーされる請求項1〜10いずれかに記載の製造方法。
【請求項12】
バック射出されなかったプラスチックフィルムの部分領域がプラスチックフィルムのバック射出された部分領域で完全に包囲されている請求項1〜11いずれかに記載の製造方法。
【請求項13】
工程(A)において、プラスチックフィルムの複数の非連続部分領域がバック射出されず、バック射出されないプラスチックフィルムの部分領域がプラスチックフィルムのバック射出された部分領域で完全に包囲される請求項1〜12いずれかに記載の製造方法。
【請求項14】
工程(A)のバック射出がウィンドー技術によって行われる請求項1〜13いずれかに記載の製造方法。
【請求項15】
請求項1〜14のいずれかに記載された製法でえられるプラスチック成形品。
【図1】

【図2】
【図3】
【図4】

【図5】

【図2】
【図3】
【図4】
【図5】
【公開番号】特開2012−171355(P2012−171355A)
【公開日】平成24年9月10日(2012.9.10)
【国際特許分類】
【外国語出願】
【出願番号】特願2012−31714(P2012−31714)
【出願日】平成24年2月16日(2012.2.16)
【出願人】(504037346)バイエル・マテリアルサイエンス・アクチェンゲゼルシャフト (728)
【氏名又は名称原語表記】Bayer MaterialScience AG
【Fターム(参考)】
【公開日】平成24年9月10日(2012.9.10)
【国際特許分類】
【出願番号】特願2012−31714(P2012−31714)
【出願日】平成24年2月16日(2012.2.16)
【出願人】(504037346)バイエル・マテリアルサイエンス・アクチェンゲゼルシャフト (728)
【氏名又は名称原語表記】Bayer MaterialScience AG
【Fターム(参考)】
[ Back to top ]