
プラスチック成形品の成形方法
【課題】賦形面の微細なパターンを精度よく転写できるとともに、離型性及び生産性を向上させることのできるプラスチック成形品の成形方法の提供を目的とする。
【解決手段】プラスチック成形品の成形方法は、ガスが含浸され、固化したプラスチック基板6に対して、賦形面51を転写面61に押圧した状態で、転写面61を加熱し、賦形面51の構造を転写面61に転写する工程と、賦形面51を転写面61に押圧した状態で、プラスチック基板6を固化工程と、押圧した状態を解除することによって、加熱によりプラスチック基板6から放出され、押圧した状態により圧縮されていたガスを膨張させ、この膨張するガスを利用して、離型させる工程とを有する。
【解決手段】プラスチック成形品の成形方法は、ガスが含浸され、固化したプラスチック基板6に対して、賦形面51を転写面61に押圧した状態で、転写面61を加熱し、賦形面51の構造を転写面61に転写する工程と、賦形面51を転写面61に押圧した状態で、プラスチック基板6を固化工程と、押圧した状態を解除することによって、加熱によりプラスチック基板6から放出され、押圧した状態により圧縮されていたガスを膨張させ、この膨張するガスを利用して、離型させる工程とを有する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、プラスチック成形品の成形方法に関し、特に、賦形面の微細なパターンを精度よく転写できるとともに、離型性及び生産性を向上させることのできるプラスチック成形品の成形方法に関する。
【背景技術】
【0002】
マイクロ化学チップ、マイクロ流体デバイス、導光板、フレネルレンズ、光ディスクや光学素子などにおいて、プラスチック成形品に微細なパターン(構造)を精度よく転写する技術の確立などが要望されており、様々な技術が提案されている。
【0003】
たとえば、特許文献1には、金型内に設けられた構造物を転写する、樹脂の成形方法において、不活性ガスの超臨界流体が浸透した固化前もしくは硬化前の樹脂材料を、該不活性ガスの超臨界状態に到達する以上の温度にて温調制御された密閉した前記金型内で、該不活性ガスの超臨界到達以上の圧力で前記金型を加圧しながら前記樹脂材料を固化もしくは硬化させ、転写させた後、金型圧力を開放することで該超臨界流体をガス化し、該ガス圧力により樹脂成形品を前記金型内に設けられた構造物より離型させることを特徴とする成形方法の技術が開示されている。
【0004】
また、特許文献2には、熱可塑性樹脂からなるプラスチック母材に高圧ガスを溶解させる第1の工程と、前記高圧ガスが溶解された前記プラスチック母材の表面に、少なくとも1つ以上の転写面が形成された金型の前記転写面を押圧する第2の工程とを有することを特徴とするプラスチック成形品の製造方法の技術が開示されている。
【0005】
また、特許文献3には、転写面を具えてかつプラスチック材料からなる基材を用意し、転写面を露出した状態で基材を固定し、少なくとも一部が赤外線透過材料からなるスタンパの賦形面を基材の転写面と密着状態に保持し、スタンパに対して基材を指向する方向に赤外線を照射することを特徴とするプラスチック成形加工方法の技術が開示されている。
さらに、特許文献4には、少なくとも賦形面以外の本体部分が赤外線透過材からなるプラスチック成形加工用スタンパの技術が開示されている。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特許3839726号公報
【特許文献2】特開2009−56619号公報
【特許文献3】特許4363727号公報
【特許文献4】特開2001−158045号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかしながら、上述した特許文献1の成形方法は、不活性ガスの超臨界流体を樹脂材料に浸透させ、樹脂粘度を低下させることにより、微細構造の高精度転写を可能とし、また、金型圧力を開放することで超臨界流体をガス化し、このガス圧力により樹脂成形品の離型性が向上しているものの、樹脂材料を固化もしくは硬化させるために、金型温度をガラス転移点Tg以下に冷却する際、冷却に長い時間を必要とした。すなわち、成形サイクルタイムを短縮できず、生産性を向上させることができないといった問題があった。
【0008】
また、特許文献2のプラスチック成形品の製造方法は、高圧ガスを溶解することでプラスチックの軟化温度を低下させ、加熱/冷却の工程を要することなくプラスチック母材の表面に転写面を高精度転写でき、低コストの製造方法ではあるものの、より微細構造の転写に対応できることが要望されていた。
【0009】
さらに、特許文献3のプラスチック成形加工方法は、少なくとも一部が赤外線透過材料からなるスタンパの賦形面を基材の転写面と密着状態に保持し、スタンパに対して基材を指向する方向に赤外線を照射することにより、生産性を向上させることができるものの、より微細構造の転写に対応できることが要望されていた。
また、特許文献4のプラスチック成形加工用スタンパは、赤外線照射方式のプラスチック成形加工方法に適しているものの、より微細構造の転写に対応できることが要望されていた。
【0010】
本発明は、以上のような問題などを解決するために提案されたものであり、賦形面の微細なパターンを精度よく転写できるとともに、離型性及び生産性を向上させることのできるプラスチック成形品の成形方法の提供を目的とする。
【課題を解決するための手段】
【0011】
上記目的を達成するため、本発明のプラスチック成形品の成形方法は、ガスが含浸され、固化又は硬化したプラスチックに対して、金型の賦形面を前記プラスチックの転写面に押圧した状態で、前記転写面を加熱し、前記賦形面の構造を前記転写面に転写する工程と、前記賦形面を前記転写面に押圧した状態で、前記プラスチックを固化又は硬化させる工程と、前記押圧した状態を解除することによって、前記押圧した状態により圧縮されていた前記加熱により前記プラスチックから放出されたガスを膨張させ、この膨張するガスを利用して、プラスチック成形品を離型させる工程とを有する方法としてある。
【発明の効果】
【0012】
本発明のプラスチック成形品の成形方法によれば、賦形面の微細なパターンを精度よく転写できるとともに、離型性及び生産性を向上させることができる。
【図面の簡単な説明】
【0013】
【図1】図1は、本発明の第一実施形態にかかるプラスチック成形品の成形方法を説明する概略断面図を示している。
【図2】図2は、本発明の第一実施形態にかかるプラスチック成形品の成形方法を説明するための要部の概略拡大断面図を示している。
【図3】図3は、本発明の応用例にかかるプラスチック成形品の成形方法を説明するための要部の概略拡大断面図を示している。
【図4】図4は、本発明の第二実施形態にかかるプラスチック成形品の成形方法を説明する概略断面図を示している。
【図5】図5は、本発明の第三実施形態にかかるプラスチック成形品の成形方法を説明する概略断面図を示している。
【図6】図6は、本発明の第四実施形態にかかるプラスチック成形品の成形方法を説明する概略断面図を示している。
【図7】図7は、本発明の第四実施形態にかかるプラスチック成形品の成形方法の実施例及び比較例を説明するための表を示している。
【発明を実施するための形態】
【0014】
[プラスチック成形品の成形方法の第一実施形態]
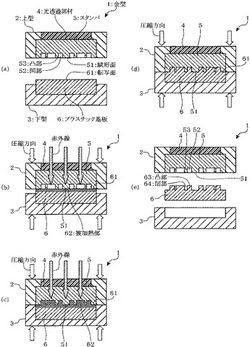
図1は、本発明の第一実施形態にかかるプラスチック成形品の成形方法を説明する概略断面図を示している。
図1において、本実施形態のプラスチック成形品の成形方法は、プラスチック基板6に対して金型1を用いて圧縮成形を行う成形方法であり、転写工程、固化工程及び離型工程を有している。
なお、本実施形態では、プラスチック基板6の材質をポリエチレンテレフタレートなどの結晶性樹脂としてあるが、これに限定されるものではなく、たとえば、非晶性樹脂としてもよい。また、非晶性樹脂を使用する場合、固化工程は、硬化工程と呼称される。
【0015】
(転写工程)
転写工程は、ガスが含浸され、固化したプラスチック基板6に対して、金型1の賦形面51をプラスチック基板6の転写面61に押圧した状態で、転写面61を加熱し、賦形面51の形状を転写面61に転写する。
また、本実施形態では、後述するように、転写面61を赤外線の輻射加熱によって加熱する方法としてある。なお、赤外線照射手段(図示せず)として、炭酸ガスレーザ装置やハロゲンランプなどが用いられる。
【0016】
まず、金型1は、図1(a)に示すように、上型2及び下型3を有している。この上型2及び下型3は、図示してないが、プレス機(たとえば、低圧プレス機(プレス推力:20kN))に取り付けられている。
上型2は、上面側にほぼ板状の光透過部材4が埋設され、下面側にほぼ板状のスタンパ5が埋設されている。光透過部材4及びスタンパ5は、Si、ZnSe、サファイアなどの赤外線透過部材であり、上型2の外部から照射された赤外線を透過する。これにより、プラスチック基板6の転写面61は、赤外線の輻射加熱によって加熱される。また、スタンパ5の下面には、複数の凹部52及び凸部53が形成されている。
【0017】
また、この凹凸形状は、通常、スタンパ5の下面に直接的に形成されるが、これに限定されるものではない。たとえば、凹凸形状の形成された、Ni、Cu、Ag、Al或いはこれらの合金などの金属製薄板(図示せず)を貼り付けてもよい。この金属製薄板の厚さは、特に限定されるものではないが、通常、照射された赤外線の一部が透過する厚さであるとよい。あるいは、スタンパ5の下面に、薄膜トランジスタに用いられるような金属製の薄膜を積層し、エッチングによって凹凸形状を形成してもよい。
このようにすると、Siなどの脆性材料に微細なパターンを刻設することは、機械加工的に困難な場合があるといった不具合や、転写成形を繰り返すことにより、Siなどの脆性材料に刻設されたパターンが崩れ易くなるといった不具合を効果的に回避することができる。
また、下型3は、上面に、プラスチック基板6に対応する形状の凹部が形成されており、この凹部にプラスチック基板6が位置決めされた状態で載置される。
【0018】
なお、本実施形態では、スタンパ5を補強するために、光透過部材4を設けているが、これに限定されるものではなく、たとえば、スタンパ5が十分な機械的強度を有する場合、光透過部材4を取り付けず、赤外線を通すための開口部を形成してもよい。
また、光透過部材4及びスタンパ5の形状、厚さ、個数などは、特に限定されるものではなく、たとえば、一つの上型2に複数の光透過部材4及びスタンパ5を配設してもよい。
【0019】
プラスチック基板6は、ポリエチレンテレフタレートを既知の射出成形などで板状に成形し、固化させた後、圧力釜の中で高圧ガスを含浸させたものである。含浸されるガスは、通常、二酸化炭素、窒素などが使用され、成形されたプラスチック基板6は、所定の圧力(例えば、炭酸ガスの場合7.4MPa以上、窒素ガスの場合3.4MPa以上)及び、所定の温度(例えば、炭酸ガスの場合31℃以上、窒素ガスの場合−147℃以上)で、所定の時間(たとえば、1分〜60分)だけ二酸化炭素の環境下に置かれる。
上記の環境にプラスチック基板6が置かれると、プラスチック基板6にガスが含浸され、その後、プラスチック基板6は、図1(a)に示すように、下型3に載置される。
【0020】
次に、図1(b)に示すように、プレス機により上型2及び/又は下型3を移動させ、賦形面51をプラスチック基板6の転写面61に押圧した状態で、赤外線を照射し、転写面61を加熱する。
なお、押圧するタイミングと赤外線を照射するタイミングは、通常、ほぼ同時、あるいは、赤外線を照射するタイミングが押圧するタイミングより遅いが、これに限定されるものではなく、たとえば、プラスチック基板6の材質、凹部52及び凸部53の形状、赤外線の出力などに応じて調整される。
また、上記の「転写面を加熱し」とは、「転写面及び該転写面から所定の深さまでの領域のみを加熱し」といった意味である。
【0021】
上型2の上方から照射された赤外線は、光透過部材4及びスタンパ5を透過し、透過した赤外線の輻射加熱によって、プラスチック基板6の転写面61が加熱される。
一般的なプラスチック材料は、赤外線領域の吸収係数が高く、よって赤外線をよく吸収するので、照射された赤外線の多くはプラスチック基板6の転写面61で吸収され、基板内部には到達せず、結果、転写面61及び転写面61から所定の深さまでの領域のみが局所的に加熱される。
ここで、赤外線は、赤外線透過部材である光透過部材4及びスタンパ5を透過するので、光透過部材4及びスタンパ5は、ほぼ加熱されず、また、鋼製の上型2は、赤外線が照射されないので、加熱されない。
このように加熱される領域が限定的であると、その熱容量も少なくなるため、赤外線の照射を停止すると、熱は熱伝導率の高いスタンパ5及び光透過部材4及び上型2の順に移動し、被加熱領域は短時間で冷却される。したがって、生産性を向上させることが出来る。
【0022】
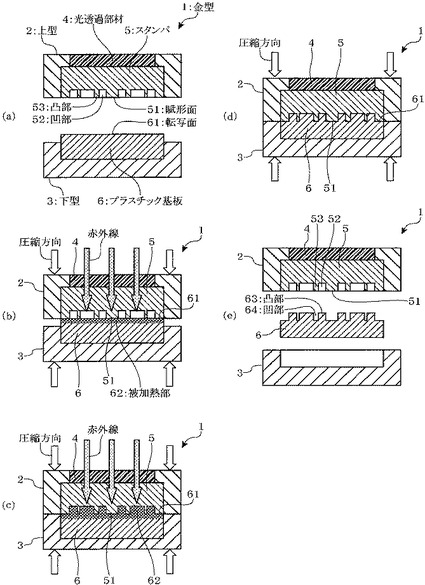
ここで、好ましくは、図2(a)に示すように、転写面61及びこの転写面61から所定の深さH1までの領域のみを加熱し、前記所定の深さH1(すなわち、被加熱部62の深さ)が、賦形面51の最も高い凸部53から最も深い凹部52までの距離H0の1.0倍以上10倍以下の深さ、より好ましくは、1.5倍以上5倍以下の深さであるとよい。
このようにすると、プラスチック基板6の全体を加熱する場合と比べると、転写に必要な領域のみを加熱するので、加熱及び冷却に要する時間を短縮でき、生産性を向上させることができる。
上記の数値限定の理由は、1.0倍未満であると、転写に悪影響を及ぼすおそれがあるからであり、また、10倍を超えると、加熱及び冷却に要する時間が長くなり、その分生産性を向上させることができなくなるからである。
【0023】
次に、図1(c)に示すように、被加熱部62の溶融又は軟化して粘度が低下した樹脂が、賦形面51の凹部52に入り込み、転写が開始される。
更にここで、プラスチック基板6は、上述したように、あらかじめガスが含浸されているので、加熱した際、樹脂の粘度が更に低下し、賦形面51の微細なパターン(凹部52及び凸部53による構造)を精度よく転写できる。
【0024】
また、プラスチック基板6に含浸されたガスの溶解性は、温度依存性を有しているので、加熱された樹脂から短時間で溶解ガス(含浸されたガス)が放出する。ただし、プレス機が、金型1の賦形面51をプラスチック基板6の転写面61に押圧しているので、放出された溶解ガスは、賦形面51の表面(凹部52や凸部53の表面)と被加熱部62の表面との間に、圧縮された状態で(たとえば、図2(b)に示す圧縮されたガス65のように)存在している。
また、被加熱部62の樹脂は、図2(b)に示すように、凹部52のほぼ全体に入り込んでおり、賦形面51の構造が転写面61に転写される。
【0025】
(固化工程)
次に、図1(d)に示すように、賦形面51を転写面61に押圧した状態で、赤外線の照射を停止し、プラスチック基板6(溶融又は軟化した被加熱部62)を固化又は硬化させる。
この際、上述したように、転写面61及びこの転写面61から所定の深さH1までの領域のみを加熱しており、上型2、光透過部材4及びスタンパ5は、ほぼ昇温していないので、溶融又は軟化した被加熱部62は、短時間で冷却され、固化又は硬化する。すなわち、冷却時間が短縮でき、生産性を向上させることができる。
また、賦形面51を転写面61に押圧した状態で、プラスチック基板6(溶融又は軟化した被加熱部62)を固化又は硬化させることにより、転写工程において放出された溶解ガスが、圧縮された状態に維持される。すなわち、転写面61に転写された形状が維持された状態で、プラスチック基板6(溶融又は軟化した被加熱部62)を固化又は硬化させることができる。
【0026】
ここで、好ましくは、転写工程及び固化工程において、所定の圧力(1.0MPa〜10MPa)で賦形面51を転写面61に押圧するとよく、このようにすると、プラスチック基板6の樹脂が発泡するといった不具合を効果的に防止することができる。
なお、所定の圧力を1.0MPa〜10MPaとした理由は、1.0MPa未満であると、樹脂の発泡を効果的に防止することができないおそれがあるからであり、また、10MPaを超えて加圧すると、溶出されたガスが臨界点を超えるため、再び樹脂内に溶解してしまう。
【0027】
(離型工程)
次に、図1(e)に示すように、プレス機により上型2及び/又は下型3を移動させ、賦形面51を転写面61に押圧した状態を解除する。これにより、転写工程において、加熱によりプラスチック基板6から放出され、押圧した状態により圧縮されていたガス65を、図2(c)に示すように膨張させ、この膨張するガス66を利用して、プラスチック基板6を離型させる。
すなわち、膨張するガス66によって、プラスチック基板6の転写面61は、賦形面51から離れようとするので、プラスチック基板6を容易に離型させることができる。また、プラスチック基板6に転写された凸部63や凹部64が微細であっても、膨張するガス66のガス圧を利用して離型させるので、凸部63や凹部64にダメージを与えるといった不具合を効果的に防止することができる。
【0028】
以上説明したように、本実施形態のプラスチック成形品の成形方法によれば、賦形面51の微細なパターンを精度よく転写できるとともに、離型性及び生産性を大幅に向上させることができる。
また、本実施形態は、様々な応用例を有している。
次に、本実施形態の応用例について、図面を参照して説明する。
【0029】
<プラスチック成形品の成形方法の応用例>
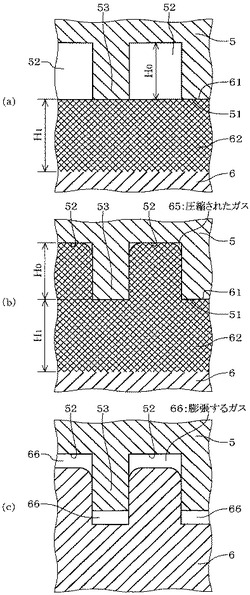
図3は、本発明の応用例にかかるプラスチック成形品の成形方法を説明するための要部の概略拡大断面図を示している。
図3において、本応用例のプラスチック成形品の成形方法は、上述した第一実施形態と比べると、プラスチック基板6aが、含浸ガスバリア層67を有する多層化された基板状又はシート状であり、含浸ガスバリア層67上に、転写面61を有する層(転写部69)が積層された点などが相違する。なお、本応用例の他の方法は、第一実施形態とほぼ同様としてある。
したがって、図3において、図1と同様の構成部分については同一の符号を付して、その詳細な説明を省略する。
【0030】
プラスチック基板6aは、基部68、含浸ガスバリア層67及び転写部69が順に積層されており、転写部69の上面が転写面61である。
基部68及び転写部69の材質は、ポリエチレンテレフタレートとしてあるが、これに限定されるものではない。たとえば、基部68の材質を、耐熱性や機械的強度に優れた材質としたり、また、基部68と転写部69の材質が異なっていてもよい。
【0031】
また、含浸ガスバリア層67は、含浸されるガス(たとえば、二酸化炭素)を透過させにくくする層であり、材質は、通常、エチレンビニルアルコール共重合体である。なお、材質は、エチレンビニルアルコール共重合体に限定されるものではなく、たとえば、含浸されるガス(たとえば、二酸化炭素)を透過させにくくする特性(ガスバリア性)を有する材質としてもよい。
この含浸ガスバリア層67を基部68と転写部69の間に設けることにより、ガスを含浸する際、転写部69だけに含浸させることができ、転写面61を加熱する際、放出されるガス量が多くなり過ぎないように、容易に制御することができる。また、基部68と転写部69にガスを含浸した場合であっても、転写面61を加熱する際、基部68からのガスは含浸ガスバリア層67によってほぼ遮られ、転写部69だけからガスが放出され、放出されるガス量が多くなり過ぎないように、容易に制御することができる。これにより、放出されるガス量を制御し、たとえば、発泡などの転写精度、製品価値に悪影響を与えるといった不具合を効果的に防止することができる。
【0032】
ここで、好ましくは、転写部69の厚さH2を、賦形面51の最も高い凸部53から最も深い凹部52までの距離H0(図2(a)参照)の1.1倍以上5倍以下の厚さとするとよい。
このようにすると、放出されるガス量が多くなり過ぎるといった不具合を防止でき、発泡などの転写精度、製品価値の低下などを抑制することができる。
上記の数値限定の理由は、1.1倍未満であると、放出されるガス量が少なすぎて離型性に悪影響を及ぼすおそれがあるからであり、また、5倍を超えると、放出されるガス量が多くなり過ぎるおそれがあるからである。
【0033】
また、転写部69を無色透明とし、含浸ガスバリア層67を有色としてもよい。このようにすると、赤外線により有色の含浸ガスバリア層67が加温され、加温された含浸ガスバリア層67の熱伝導によって、ほぼ均一に、かつ、加温し過ぎることがないように、転写部69を加温することができる。これにより、転写部69の温度を制御しやすくなるので、転写精度を向上させることができる。
【0034】
このように、本応用例のプラスチック成形品の成形方法は、第一実施形態のプラスチック成形品の成形方法とほぼ同様の効果を奏するとともに、転写精度、製品価値、離型性に悪影響を与えるといった不具合を効果的に防止することができる。
【0035】
[プラスチック成形品の成形方法の第二実施形態]
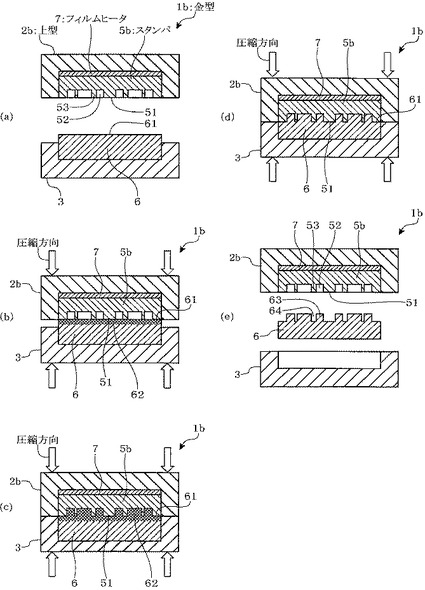
図4は、本発明の第二実施形態にかかるプラスチック成形品の成形方法を説明する概略断面図を示している。
図4において、本実施形態のプラスチック成形品の成形方法は、上述した第一実施形態と比べると、転写面61を加熱する赤外線照射手段の代わりに、フィルムヒータ7を用いた点などが相違する。なお、本実施形態の他の方法は、第一実施形態とほぼ同様としてある。
したがって、図4において、図1と同様の構成部分については同一の符号を付して、その詳細な説明を省略する。
【0036】
金型1bは、上型2bが、スタンパ5b及びフィルムヒータ7を有し、フィルムヒータ7のジュール加熱によって、転写面61を加熱する。
スタンパ5bは、材質が熱伝導性に優れたCuやCu合金などであり、その他の構造は、スタンパ5とほぼ同様としてある。
また、フィルムヒータ7は、スタンパ5bの上面と上型2bの凹部の底面に挟まれた状態で設けられている。さらに、図示してないが、フィルムヒータ7と上型2bの間に、断熱材が設けられており、フィルムヒータ7のジュール熱によって、上型2bはほぼ加熱されず、スタンパ5b及び転写面61が加熱される。
すなわち、本実施形態は、赤外線照射の代わりに、フィルムヒータ7のジュール加熱によって、転写面61を加熱する方法としてあり、図4(b)及び図4(c)に示す転写工程、図4(d)に示す固化工程、及び図4(e)に示す離型工程は、第一実施形態とほぼ同様である。
【0037】
このように、本実施形態のプラスチック成形品の成形方法は、第一実施形態のプラスチック成形品の成形方法とほぼ同様の効果を奏するとともに、フィルムヒータ7が、スタンパ5b、並びに、転写面61及び転写面61から所定の深さH1までの領域のみを加熱し、上型2bをほぼ加熱しないので、熱容量が少なく短時間で冷却することができる。したがって、生産性を向上させることができる。また、赤外線照射手段などを必要としないので、成形装置の構造を単純化でき、設備費のコストダウンを図ることができる。
【0038】
[プラスチック成形品の成形方法の第三実施形態]
図5は、本発明の第三実施形態にかかるプラスチック成形品の成形方法を説明する概略断面図を示している。
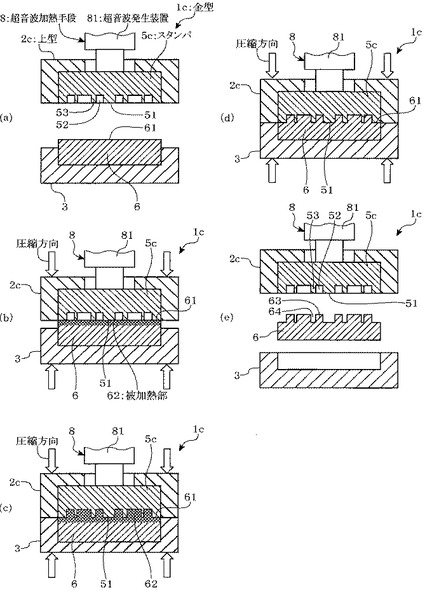
図5において、本実施形態のプラスチック成形品の成形方法は、上述した第一実施形態と比べると、転写面61を加熱する赤外線照射手段の代わりに、超音波加熱手段8を用いた点などが相違する。なお、本実施形態の他の方法は、第一実施形態とほぼ同様としてある。
したがって、図5において、図1と同様の構成部分については同一の符号を付して、その詳細な説明を省略する。
【0039】
金型1cは、上型2cが、スタンパ5c及び超音波加熱手段8を有し、超音波加熱手段8の超音波加熱によって、転写面61を加熱する。
スタンパ5cは、材質が熱伝導性に優れたアルミニウム合金などであり、その他の構造は、スタンパ5とほぼ同様としてある。また、スタンパ5cは、超音波加熱においては、ホーンとして機能し、上面のほぼ中央超音波加熱手段8の超音波発生装置81が連結されている。
また、超音波加熱手段8は、超音波発生装置81がスタンパ5cを超音波振動させ、賦形面51と転写面61の摩擦熱によって、転写面61が加熱される。なお、図示してないが、スタンパ5cを超音波振動させるとき、上型2cとスタンパ5cはほぼ接触しないので、上型2cはほぼ加熱されず、スタンパ5cは、賦形面51及び賦形面51の近傍が加熱される。
すなわち、本実施形態は、赤外線照射の代わりに、超音波加熱手段8による超音波加熱によって、転写面61を加熱する方法としてあり、図5(b)及び図5(c)に示す転写工程、図5(d)に示す固化工程、及び図5(e)に示す離型工程は、第一実施形態とほぼ同様である。
【0040】
このように、本実施形態のプラスチック成形品の成形方法は、第一実施形態のプラスチック成形品の成形方法とほぼ同様の効果を奏するとともに、超音波加熱手段8が、スタンパ5cの賦形面51及び賦形面51の近傍、並びに、転写面61及び転写面61から所定の深さH1までの領域のみを加熱し、上型2c及びスタンパ5cをほぼ加熱しないので、熱容量が少なく短時間で冷却することができる。また、通常、加熱時間を1秒以下に短縮できる。したがって、生産性を向上させることができる。さらに、容易に、かつ、精度よく温度制御を行うことができるので、転写精度の向上や安定化を図ることができる。
【0041】
[プラスチック成形品の成形方法の第四実施形態]
図6は、本発明の第四実施形態にかかるプラスチック成形品の成形方法を説明する概略断面図を示している。
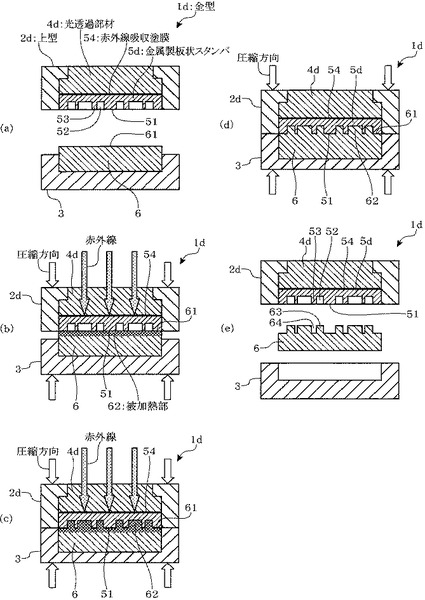
図6において、本実施形態のプラスチック成形品の成形方法は、上述した第一実施形態と比べると、Siなどの光透過材料で作ったスタンパ5の代わりに、Niなどの金属製板状スタンパ5d及び金属製板状スタンパ5dに塗布された赤外線吸収塗膜54を用いた点などが相違する。なお、本実施形態の他の方法は、第一実施形態とほぼ同様としてある。
したがって、図6において、図1と同様の構成部分については同一の符号を付して、その詳細な説明を省略する。
【0042】
Siなどの光透過材料の多くは脆性材料であり、脆性材料に微細なパターンを刻設することは、機械加工的に困難であり高価になる場合があり、また、転写成形を繰り返すことにより、パターンが崩れる場合がある。これに対し、機械加工性、弾性に富んだ金属材料に変更することによって、よりランニングコストを改善することができる。
すなわち、金属製板状スタンパ5dは、材料が弾性や熱伝導性に優れたNiなどであり、厚さが1mm以下の薄板(あるいは、薄膜であってもよい。)である。
また、本実施形態では、金属製板状スタンパ5dの上面に、赤外線吸収塗膜54を塗布してある。なお、赤外線吸収塗膜54は、通常、赤外線領域の吸収係数が高い樹脂などを含んでいる。
【0043】
本実施形態によれば、金型1dの外部から照射された赤外線は、光透過部材4dを透過し、金属製板状スタンパ5dに塗布された赤外線吸収塗膜54到達する。ここで、赤外線の多くは、赤外線吸収塗膜54で吸収され、金属製板状スタンパ5dが加熱される。
続いて、金属製板状スタンパ5dの熱伝導により、金属製板状スタンパ5dに接触している転写面61が加熱される。
すなわち、本実施形態は、赤外線照射により転写面61を直接加熱する代わりに、金属製板状スタンパ5dを加熱し、熱伝導によって、転写面61を加熱する方法としてあり、図6(b)及び図6(c)に示す転写工程、図6(d)に示す固化工程、及び図6(e)に示す離型工程は、第一実施形態とほぼ同様である。
【0044】
「実施例1」
本実施形態の実施例1として、上述した成形方法により、プラスチック基板に凹凸形状を成形した。
プラスチック基板6は、材質をポリエチレンテレフタレート(日本ユニペット製 RT543CTHP)とし、形状を矩形状(縦70mm×横30mm×板厚5mm)とした。
また、スタンパ5は、厚さ300μm、材質をNi(ニッケル)とし、賦形面51として、深さ50μm、幅50μm、長さ2mmの凹パターンを、間隙50μmで並設した。
また、光透過部材4の材質をSiとした。
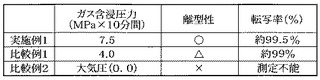
また、含浸ガスとして、二酸化炭素を使用し、ガス含浸圧力を7.5MPa×10分間(ガス温度約35℃)とした。
また、赤外線照射手段として、炭酸ガスレーザ装置を使用し、照射強度を300Wとし、約5秒間照射した。
さらに、プレス機として、低圧プレス機(プレス推力:15kN)を使用した。
【0045】
成形されたプラスチック基板6は、ほぼ自動的に離型でき、図7に示すように、離型性が良好(○)であり、凹パターンの転写率は約99.5%であった。また、サイクルタイムが約10秒であった。すなわち、微細なパターンを精度よく転写できるとともに、離型性及び生産性を大幅に向上させることができた。
【0046】
「比較例1」
比較例1は、上述した実施例1と比べると、ガス含浸圧力を4.0MPa×10分間(ガス温度約35℃)とした点が相違した。なお、比較例1の他の方法は、実施例1とほぼ同様とした。
比較例1の成形されたプラスチック基板6は、離型できるものの吸引して離型させる必要があり、図7に示すように、離型性が十分良好ではなく(△)、凹パターンの転写率は約99%であった。
【0047】
「比較例2」
比較例2は、上述した実施例1と比べると、ガス含浸圧力を0.0MPa(大気圧)×10分間(ガス温度約20℃)とした点が相違した。なお、比較例2の他の方法は、実施例1とほぼ同様とした。
比較例2の成形されたプラスチック基板6は、離型にプラスチック基板6にダメージを与えるほどの外力を必要とし、図7に示すように、離型性が悪く(×)、凹パターンの転写率は、ダメージにより測定不能であった。
【0048】
以上説明したように、本実施形態のプラスチック成形品の成形方法は、第一実施形態のプラスチック成形品の成形方法とほぼ同様の効果を奏するとともに、赤外線が、赤外線吸収塗膜54、金属製板状スタンパ5d、並びに、転写面61及び転写面61から所定の深さH1までの領域のみを加熱し、冷却時には、金属製板状スタンパ5dの厚さが1mm以下であり、非常に熱容量が少ないので、短時間で冷却が完了する。したがって、生産性を向上させることができる。また、スタンパの機械加工が容易になり、且つ、寿命も長くなるため、ランニングコストを抑えることが可能となる。
【0049】
以上、本発明のプラスチック成形品の成形方法について、好ましい実施形態などを示して説明したが、本発明に係るプラスチック成形品の成形方法は、上述した実施形態などにのみ限定されるものではなく、本発明の範囲で種々の変更実施が可能であることは言うまでもない。
例えば、各実施形態のプラスチック成形品の成形方法は、圧縮成形を行う方法としてあるが、これに限定されるものではない。たとえば、図示してないが、射出成形金型に、上述した金型1、1b、1c、1dなどを適用する方法としてもよい。このようにすると、射出成形を行うとともに、微細パターンを転写する圧縮成形を効率よく行うことができる。
【0050】
また、賦形面51は、一つに限定されるものではなく、たとえば、図示してないが、プラスチック基板6の両面に対して、異なる賦形面51を設け、プラスチック基板6の両面に、ほぼ同時に転写してもよい。
【0051】
さらに、各実施形態のプラスチック成形品の成形方法は、赤外線の輻射加熱、ジュール加熱、超音波加熱、又は、赤外線の輻射により加熱された金属製スタンパ5dの熱伝導によって、転写面61を加熱しているが、これに限定されるものではない。たとえば、赤外線の輻射加熱、ジュール加熱、超音波加熱、及び、赤外線の輻射により加熱された金属製スタンパ5dの熱伝導の少なくとも一つによって、転写面61を加熱してもよい。
【符号の説明】
【0052】
1、1b、1c、1d 金型
2、2b、2c、2d 上型
3 下型
4、4d 光透過部材
5、5b、5c スタンパ
5d 金属製板状スタンパ
6、6a プラスチック基板
7 フィルムヒータ
8 超音波加熱手段
51 賦形面
52 凹部
53 凸部
54 赤外線吸収塗膜
61 転写面
62 被加熱部
63 凸部
64 凹部
65 圧縮されたガス
66 膨張するガス
67 含浸ガスバリア層
68 基部
69 転写部
81 超音波発生装置
【技術分野】
【0001】
本発明は、プラスチック成形品の成形方法に関し、特に、賦形面の微細なパターンを精度よく転写できるとともに、離型性及び生産性を向上させることのできるプラスチック成形品の成形方法に関する。
【背景技術】
【0002】
マイクロ化学チップ、マイクロ流体デバイス、導光板、フレネルレンズ、光ディスクや光学素子などにおいて、プラスチック成形品に微細なパターン(構造)を精度よく転写する技術の確立などが要望されており、様々な技術が提案されている。
【0003】
たとえば、特許文献1には、金型内に設けられた構造物を転写する、樹脂の成形方法において、不活性ガスの超臨界流体が浸透した固化前もしくは硬化前の樹脂材料を、該不活性ガスの超臨界状態に到達する以上の温度にて温調制御された密閉した前記金型内で、該不活性ガスの超臨界到達以上の圧力で前記金型を加圧しながら前記樹脂材料を固化もしくは硬化させ、転写させた後、金型圧力を開放することで該超臨界流体をガス化し、該ガス圧力により樹脂成形品を前記金型内に設けられた構造物より離型させることを特徴とする成形方法の技術が開示されている。
【0004】
また、特許文献2には、熱可塑性樹脂からなるプラスチック母材に高圧ガスを溶解させる第1の工程と、前記高圧ガスが溶解された前記プラスチック母材の表面に、少なくとも1つ以上の転写面が形成された金型の前記転写面を押圧する第2の工程とを有することを特徴とするプラスチック成形品の製造方法の技術が開示されている。
【0005】
また、特許文献3には、転写面を具えてかつプラスチック材料からなる基材を用意し、転写面を露出した状態で基材を固定し、少なくとも一部が赤外線透過材料からなるスタンパの賦形面を基材の転写面と密着状態に保持し、スタンパに対して基材を指向する方向に赤外線を照射することを特徴とするプラスチック成形加工方法の技術が開示されている。
さらに、特許文献4には、少なくとも賦形面以外の本体部分が赤外線透過材からなるプラスチック成形加工用スタンパの技術が開示されている。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特許3839726号公報
【特許文献2】特開2009−56619号公報
【特許文献3】特許4363727号公報
【特許文献4】特開2001−158045号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかしながら、上述した特許文献1の成形方法は、不活性ガスの超臨界流体を樹脂材料に浸透させ、樹脂粘度を低下させることにより、微細構造の高精度転写を可能とし、また、金型圧力を開放することで超臨界流体をガス化し、このガス圧力により樹脂成形品の離型性が向上しているものの、樹脂材料を固化もしくは硬化させるために、金型温度をガラス転移点Tg以下に冷却する際、冷却に長い時間を必要とした。すなわち、成形サイクルタイムを短縮できず、生産性を向上させることができないといった問題があった。
【0008】
また、特許文献2のプラスチック成形品の製造方法は、高圧ガスを溶解することでプラスチックの軟化温度を低下させ、加熱/冷却の工程を要することなくプラスチック母材の表面に転写面を高精度転写でき、低コストの製造方法ではあるものの、より微細構造の転写に対応できることが要望されていた。
【0009】
さらに、特許文献3のプラスチック成形加工方法は、少なくとも一部が赤外線透過材料からなるスタンパの賦形面を基材の転写面と密着状態に保持し、スタンパに対して基材を指向する方向に赤外線を照射することにより、生産性を向上させることができるものの、より微細構造の転写に対応できることが要望されていた。
また、特許文献4のプラスチック成形加工用スタンパは、赤外線照射方式のプラスチック成形加工方法に適しているものの、より微細構造の転写に対応できることが要望されていた。
【0010】
本発明は、以上のような問題などを解決するために提案されたものであり、賦形面の微細なパターンを精度よく転写できるとともに、離型性及び生産性を向上させることのできるプラスチック成形品の成形方法の提供を目的とする。
【課題を解決するための手段】
【0011】
上記目的を達成するため、本発明のプラスチック成形品の成形方法は、ガスが含浸され、固化又は硬化したプラスチックに対して、金型の賦形面を前記プラスチックの転写面に押圧した状態で、前記転写面を加熱し、前記賦形面の構造を前記転写面に転写する工程と、前記賦形面を前記転写面に押圧した状態で、前記プラスチックを固化又は硬化させる工程と、前記押圧した状態を解除することによって、前記押圧した状態により圧縮されていた前記加熱により前記プラスチックから放出されたガスを膨張させ、この膨張するガスを利用して、プラスチック成形品を離型させる工程とを有する方法としてある。
【発明の効果】
【0012】
本発明のプラスチック成形品の成形方法によれば、賦形面の微細なパターンを精度よく転写できるとともに、離型性及び生産性を向上させることができる。
【図面の簡単な説明】
【0013】
【図1】図1は、本発明の第一実施形態にかかるプラスチック成形品の成形方法を説明する概略断面図を示している。
【図2】図2は、本発明の第一実施形態にかかるプラスチック成形品の成形方法を説明するための要部の概略拡大断面図を示している。
【図3】図3は、本発明の応用例にかかるプラスチック成形品の成形方法を説明するための要部の概略拡大断面図を示している。
【図4】図4は、本発明の第二実施形態にかかるプラスチック成形品の成形方法を説明する概略断面図を示している。
【図5】図5は、本発明の第三実施形態にかかるプラスチック成形品の成形方法を説明する概略断面図を示している。
【図6】図6は、本発明の第四実施形態にかかるプラスチック成形品の成形方法を説明する概略断面図を示している。
【図7】図7は、本発明の第四実施形態にかかるプラスチック成形品の成形方法の実施例及び比較例を説明するための表を示している。
【発明を実施するための形態】
【0014】
[プラスチック成形品の成形方法の第一実施形態]
図1は、本発明の第一実施形態にかかるプラスチック成形品の成形方法を説明する概略断面図を示している。
図1において、本実施形態のプラスチック成形品の成形方法は、プラスチック基板6に対して金型1を用いて圧縮成形を行う成形方法であり、転写工程、固化工程及び離型工程を有している。
なお、本実施形態では、プラスチック基板6の材質をポリエチレンテレフタレートなどの結晶性樹脂としてあるが、これに限定されるものではなく、たとえば、非晶性樹脂としてもよい。また、非晶性樹脂を使用する場合、固化工程は、硬化工程と呼称される。
【0015】
(転写工程)
転写工程は、ガスが含浸され、固化したプラスチック基板6に対して、金型1の賦形面51をプラスチック基板6の転写面61に押圧した状態で、転写面61を加熱し、賦形面51の形状を転写面61に転写する。
また、本実施形態では、後述するように、転写面61を赤外線の輻射加熱によって加熱する方法としてある。なお、赤外線照射手段(図示せず)として、炭酸ガスレーザ装置やハロゲンランプなどが用いられる。
【0016】
まず、金型1は、図1(a)に示すように、上型2及び下型3を有している。この上型2及び下型3は、図示してないが、プレス機(たとえば、低圧プレス機(プレス推力:20kN))に取り付けられている。
上型2は、上面側にほぼ板状の光透過部材4が埋設され、下面側にほぼ板状のスタンパ5が埋設されている。光透過部材4及びスタンパ5は、Si、ZnSe、サファイアなどの赤外線透過部材であり、上型2の外部から照射された赤外線を透過する。これにより、プラスチック基板6の転写面61は、赤外線の輻射加熱によって加熱される。また、スタンパ5の下面には、複数の凹部52及び凸部53が形成されている。
【0017】
また、この凹凸形状は、通常、スタンパ5の下面に直接的に形成されるが、これに限定されるものではない。たとえば、凹凸形状の形成された、Ni、Cu、Ag、Al或いはこれらの合金などの金属製薄板(図示せず)を貼り付けてもよい。この金属製薄板の厚さは、特に限定されるものではないが、通常、照射された赤外線の一部が透過する厚さであるとよい。あるいは、スタンパ5の下面に、薄膜トランジスタに用いられるような金属製の薄膜を積層し、エッチングによって凹凸形状を形成してもよい。
このようにすると、Siなどの脆性材料に微細なパターンを刻設することは、機械加工的に困難な場合があるといった不具合や、転写成形を繰り返すことにより、Siなどの脆性材料に刻設されたパターンが崩れ易くなるといった不具合を効果的に回避することができる。
また、下型3は、上面に、プラスチック基板6に対応する形状の凹部が形成されており、この凹部にプラスチック基板6が位置決めされた状態で載置される。
【0018】
なお、本実施形態では、スタンパ5を補強するために、光透過部材4を設けているが、これに限定されるものではなく、たとえば、スタンパ5が十分な機械的強度を有する場合、光透過部材4を取り付けず、赤外線を通すための開口部を形成してもよい。
また、光透過部材4及びスタンパ5の形状、厚さ、個数などは、特に限定されるものではなく、たとえば、一つの上型2に複数の光透過部材4及びスタンパ5を配設してもよい。
【0019】
プラスチック基板6は、ポリエチレンテレフタレートを既知の射出成形などで板状に成形し、固化させた後、圧力釜の中で高圧ガスを含浸させたものである。含浸されるガスは、通常、二酸化炭素、窒素などが使用され、成形されたプラスチック基板6は、所定の圧力(例えば、炭酸ガスの場合7.4MPa以上、窒素ガスの場合3.4MPa以上)及び、所定の温度(例えば、炭酸ガスの場合31℃以上、窒素ガスの場合−147℃以上)で、所定の時間(たとえば、1分〜60分)だけ二酸化炭素の環境下に置かれる。
上記の環境にプラスチック基板6が置かれると、プラスチック基板6にガスが含浸され、その後、プラスチック基板6は、図1(a)に示すように、下型3に載置される。
【0020】
次に、図1(b)に示すように、プレス機により上型2及び/又は下型3を移動させ、賦形面51をプラスチック基板6の転写面61に押圧した状態で、赤外線を照射し、転写面61を加熱する。
なお、押圧するタイミングと赤外線を照射するタイミングは、通常、ほぼ同時、あるいは、赤外線を照射するタイミングが押圧するタイミングより遅いが、これに限定されるものではなく、たとえば、プラスチック基板6の材質、凹部52及び凸部53の形状、赤外線の出力などに応じて調整される。
また、上記の「転写面を加熱し」とは、「転写面及び該転写面から所定の深さまでの領域のみを加熱し」といった意味である。
【0021】
上型2の上方から照射された赤外線は、光透過部材4及びスタンパ5を透過し、透過した赤外線の輻射加熱によって、プラスチック基板6の転写面61が加熱される。
一般的なプラスチック材料は、赤外線領域の吸収係数が高く、よって赤外線をよく吸収するので、照射された赤外線の多くはプラスチック基板6の転写面61で吸収され、基板内部には到達せず、結果、転写面61及び転写面61から所定の深さまでの領域のみが局所的に加熱される。
ここで、赤外線は、赤外線透過部材である光透過部材4及びスタンパ5を透過するので、光透過部材4及びスタンパ5は、ほぼ加熱されず、また、鋼製の上型2は、赤外線が照射されないので、加熱されない。
このように加熱される領域が限定的であると、その熱容量も少なくなるため、赤外線の照射を停止すると、熱は熱伝導率の高いスタンパ5及び光透過部材4及び上型2の順に移動し、被加熱領域は短時間で冷却される。したがって、生産性を向上させることが出来る。
【0022】
ここで、好ましくは、図2(a)に示すように、転写面61及びこの転写面61から所定の深さH1までの領域のみを加熱し、前記所定の深さH1(すなわち、被加熱部62の深さ)が、賦形面51の最も高い凸部53から最も深い凹部52までの距離H0の1.0倍以上10倍以下の深さ、より好ましくは、1.5倍以上5倍以下の深さであるとよい。
このようにすると、プラスチック基板6の全体を加熱する場合と比べると、転写に必要な領域のみを加熱するので、加熱及び冷却に要する時間を短縮でき、生産性を向上させることができる。
上記の数値限定の理由は、1.0倍未満であると、転写に悪影響を及ぼすおそれがあるからであり、また、10倍を超えると、加熱及び冷却に要する時間が長くなり、その分生産性を向上させることができなくなるからである。
【0023】
次に、図1(c)に示すように、被加熱部62の溶融又は軟化して粘度が低下した樹脂が、賦形面51の凹部52に入り込み、転写が開始される。
更にここで、プラスチック基板6は、上述したように、あらかじめガスが含浸されているので、加熱した際、樹脂の粘度が更に低下し、賦形面51の微細なパターン(凹部52及び凸部53による構造)を精度よく転写できる。
【0024】
また、プラスチック基板6に含浸されたガスの溶解性は、温度依存性を有しているので、加熱された樹脂から短時間で溶解ガス(含浸されたガス)が放出する。ただし、プレス機が、金型1の賦形面51をプラスチック基板6の転写面61に押圧しているので、放出された溶解ガスは、賦形面51の表面(凹部52や凸部53の表面)と被加熱部62の表面との間に、圧縮された状態で(たとえば、図2(b)に示す圧縮されたガス65のように)存在している。
また、被加熱部62の樹脂は、図2(b)に示すように、凹部52のほぼ全体に入り込んでおり、賦形面51の構造が転写面61に転写される。
【0025】
(固化工程)
次に、図1(d)に示すように、賦形面51を転写面61に押圧した状態で、赤外線の照射を停止し、プラスチック基板6(溶融又は軟化した被加熱部62)を固化又は硬化させる。
この際、上述したように、転写面61及びこの転写面61から所定の深さH1までの領域のみを加熱しており、上型2、光透過部材4及びスタンパ5は、ほぼ昇温していないので、溶融又は軟化した被加熱部62は、短時間で冷却され、固化又は硬化する。すなわち、冷却時間が短縮でき、生産性を向上させることができる。
また、賦形面51を転写面61に押圧した状態で、プラスチック基板6(溶融又は軟化した被加熱部62)を固化又は硬化させることにより、転写工程において放出された溶解ガスが、圧縮された状態に維持される。すなわち、転写面61に転写された形状が維持された状態で、プラスチック基板6(溶融又は軟化した被加熱部62)を固化又は硬化させることができる。
【0026】
ここで、好ましくは、転写工程及び固化工程において、所定の圧力(1.0MPa〜10MPa)で賦形面51を転写面61に押圧するとよく、このようにすると、プラスチック基板6の樹脂が発泡するといった不具合を効果的に防止することができる。
なお、所定の圧力を1.0MPa〜10MPaとした理由は、1.0MPa未満であると、樹脂の発泡を効果的に防止することができないおそれがあるからであり、また、10MPaを超えて加圧すると、溶出されたガスが臨界点を超えるため、再び樹脂内に溶解してしまう。
【0027】
(離型工程)
次に、図1(e)に示すように、プレス機により上型2及び/又は下型3を移動させ、賦形面51を転写面61に押圧した状態を解除する。これにより、転写工程において、加熱によりプラスチック基板6から放出され、押圧した状態により圧縮されていたガス65を、図2(c)に示すように膨張させ、この膨張するガス66を利用して、プラスチック基板6を離型させる。
すなわち、膨張するガス66によって、プラスチック基板6の転写面61は、賦形面51から離れようとするので、プラスチック基板6を容易に離型させることができる。また、プラスチック基板6に転写された凸部63や凹部64が微細であっても、膨張するガス66のガス圧を利用して離型させるので、凸部63や凹部64にダメージを与えるといった不具合を効果的に防止することができる。
【0028】
以上説明したように、本実施形態のプラスチック成形品の成形方法によれば、賦形面51の微細なパターンを精度よく転写できるとともに、離型性及び生産性を大幅に向上させることができる。
また、本実施形態は、様々な応用例を有している。
次に、本実施形態の応用例について、図面を参照して説明する。
【0029】
<プラスチック成形品の成形方法の応用例>
図3は、本発明の応用例にかかるプラスチック成形品の成形方法を説明するための要部の概略拡大断面図を示している。
図3において、本応用例のプラスチック成形品の成形方法は、上述した第一実施形態と比べると、プラスチック基板6aが、含浸ガスバリア層67を有する多層化された基板状又はシート状であり、含浸ガスバリア層67上に、転写面61を有する層(転写部69)が積層された点などが相違する。なお、本応用例の他の方法は、第一実施形態とほぼ同様としてある。
したがって、図3において、図1と同様の構成部分については同一の符号を付して、その詳細な説明を省略する。
【0030】
プラスチック基板6aは、基部68、含浸ガスバリア層67及び転写部69が順に積層されており、転写部69の上面が転写面61である。
基部68及び転写部69の材質は、ポリエチレンテレフタレートとしてあるが、これに限定されるものではない。たとえば、基部68の材質を、耐熱性や機械的強度に優れた材質としたり、また、基部68と転写部69の材質が異なっていてもよい。
【0031】
また、含浸ガスバリア層67は、含浸されるガス(たとえば、二酸化炭素)を透過させにくくする層であり、材質は、通常、エチレンビニルアルコール共重合体である。なお、材質は、エチレンビニルアルコール共重合体に限定されるものではなく、たとえば、含浸されるガス(たとえば、二酸化炭素)を透過させにくくする特性(ガスバリア性)を有する材質としてもよい。
この含浸ガスバリア層67を基部68と転写部69の間に設けることにより、ガスを含浸する際、転写部69だけに含浸させることができ、転写面61を加熱する際、放出されるガス量が多くなり過ぎないように、容易に制御することができる。また、基部68と転写部69にガスを含浸した場合であっても、転写面61を加熱する際、基部68からのガスは含浸ガスバリア層67によってほぼ遮られ、転写部69だけからガスが放出され、放出されるガス量が多くなり過ぎないように、容易に制御することができる。これにより、放出されるガス量を制御し、たとえば、発泡などの転写精度、製品価値に悪影響を与えるといった不具合を効果的に防止することができる。
【0032】
ここで、好ましくは、転写部69の厚さH2を、賦形面51の最も高い凸部53から最も深い凹部52までの距離H0(図2(a)参照)の1.1倍以上5倍以下の厚さとするとよい。
このようにすると、放出されるガス量が多くなり過ぎるといった不具合を防止でき、発泡などの転写精度、製品価値の低下などを抑制することができる。
上記の数値限定の理由は、1.1倍未満であると、放出されるガス量が少なすぎて離型性に悪影響を及ぼすおそれがあるからであり、また、5倍を超えると、放出されるガス量が多くなり過ぎるおそれがあるからである。
【0033】
また、転写部69を無色透明とし、含浸ガスバリア層67を有色としてもよい。このようにすると、赤外線により有色の含浸ガスバリア層67が加温され、加温された含浸ガスバリア層67の熱伝導によって、ほぼ均一に、かつ、加温し過ぎることがないように、転写部69を加温することができる。これにより、転写部69の温度を制御しやすくなるので、転写精度を向上させることができる。
【0034】
このように、本応用例のプラスチック成形品の成形方法は、第一実施形態のプラスチック成形品の成形方法とほぼ同様の効果を奏するとともに、転写精度、製品価値、離型性に悪影響を与えるといった不具合を効果的に防止することができる。
【0035】
[プラスチック成形品の成形方法の第二実施形態]
図4は、本発明の第二実施形態にかかるプラスチック成形品の成形方法を説明する概略断面図を示している。
図4において、本実施形態のプラスチック成形品の成形方法は、上述した第一実施形態と比べると、転写面61を加熱する赤外線照射手段の代わりに、フィルムヒータ7を用いた点などが相違する。なお、本実施形態の他の方法は、第一実施形態とほぼ同様としてある。
したがって、図4において、図1と同様の構成部分については同一の符号を付して、その詳細な説明を省略する。
【0036】
金型1bは、上型2bが、スタンパ5b及びフィルムヒータ7を有し、フィルムヒータ7のジュール加熱によって、転写面61を加熱する。
スタンパ5bは、材質が熱伝導性に優れたCuやCu合金などであり、その他の構造は、スタンパ5とほぼ同様としてある。
また、フィルムヒータ7は、スタンパ5bの上面と上型2bの凹部の底面に挟まれた状態で設けられている。さらに、図示してないが、フィルムヒータ7と上型2bの間に、断熱材が設けられており、フィルムヒータ7のジュール熱によって、上型2bはほぼ加熱されず、スタンパ5b及び転写面61が加熱される。
すなわち、本実施形態は、赤外線照射の代わりに、フィルムヒータ7のジュール加熱によって、転写面61を加熱する方法としてあり、図4(b)及び図4(c)に示す転写工程、図4(d)に示す固化工程、及び図4(e)に示す離型工程は、第一実施形態とほぼ同様である。
【0037】
このように、本実施形態のプラスチック成形品の成形方法は、第一実施形態のプラスチック成形品の成形方法とほぼ同様の効果を奏するとともに、フィルムヒータ7が、スタンパ5b、並びに、転写面61及び転写面61から所定の深さH1までの領域のみを加熱し、上型2bをほぼ加熱しないので、熱容量が少なく短時間で冷却することができる。したがって、生産性を向上させることができる。また、赤外線照射手段などを必要としないので、成形装置の構造を単純化でき、設備費のコストダウンを図ることができる。
【0038】
[プラスチック成形品の成形方法の第三実施形態]
図5は、本発明の第三実施形態にかかるプラスチック成形品の成形方法を説明する概略断面図を示している。
図5において、本実施形態のプラスチック成形品の成形方法は、上述した第一実施形態と比べると、転写面61を加熱する赤外線照射手段の代わりに、超音波加熱手段8を用いた点などが相違する。なお、本実施形態の他の方法は、第一実施形態とほぼ同様としてある。
したがって、図5において、図1と同様の構成部分については同一の符号を付して、その詳細な説明を省略する。
【0039】
金型1cは、上型2cが、スタンパ5c及び超音波加熱手段8を有し、超音波加熱手段8の超音波加熱によって、転写面61を加熱する。
スタンパ5cは、材質が熱伝導性に優れたアルミニウム合金などであり、その他の構造は、スタンパ5とほぼ同様としてある。また、スタンパ5cは、超音波加熱においては、ホーンとして機能し、上面のほぼ中央超音波加熱手段8の超音波発生装置81が連結されている。
また、超音波加熱手段8は、超音波発生装置81がスタンパ5cを超音波振動させ、賦形面51と転写面61の摩擦熱によって、転写面61が加熱される。なお、図示してないが、スタンパ5cを超音波振動させるとき、上型2cとスタンパ5cはほぼ接触しないので、上型2cはほぼ加熱されず、スタンパ5cは、賦形面51及び賦形面51の近傍が加熱される。
すなわち、本実施形態は、赤外線照射の代わりに、超音波加熱手段8による超音波加熱によって、転写面61を加熱する方法としてあり、図5(b)及び図5(c)に示す転写工程、図5(d)に示す固化工程、及び図5(e)に示す離型工程は、第一実施形態とほぼ同様である。
【0040】
このように、本実施形態のプラスチック成形品の成形方法は、第一実施形態のプラスチック成形品の成形方法とほぼ同様の効果を奏するとともに、超音波加熱手段8が、スタンパ5cの賦形面51及び賦形面51の近傍、並びに、転写面61及び転写面61から所定の深さH1までの領域のみを加熱し、上型2c及びスタンパ5cをほぼ加熱しないので、熱容量が少なく短時間で冷却することができる。また、通常、加熱時間を1秒以下に短縮できる。したがって、生産性を向上させることができる。さらに、容易に、かつ、精度よく温度制御を行うことができるので、転写精度の向上や安定化を図ることができる。
【0041】
[プラスチック成形品の成形方法の第四実施形態]
図6は、本発明の第四実施形態にかかるプラスチック成形品の成形方法を説明する概略断面図を示している。
図6において、本実施形態のプラスチック成形品の成形方法は、上述した第一実施形態と比べると、Siなどの光透過材料で作ったスタンパ5の代わりに、Niなどの金属製板状スタンパ5d及び金属製板状スタンパ5dに塗布された赤外線吸収塗膜54を用いた点などが相違する。なお、本実施形態の他の方法は、第一実施形態とほぼ同様としてある。
したがって、図6において、図1と同様の構成部分については同一の符号を付して、その詳細な説明を省略する。
【0042】
Siなどの光透過材料の多くは脆性材料であり、脆性材料に微細なパターンを刻設することは、機械加工的に困難であり高価になる場合があり、また、転写成形を繰り返すことにより、パターンが崩れる場合がある。これに対し、機械加工性、弾性に富んだ金属材料に変更することによって、よりランニングコストを改善することができる。
すなわち、金属製板状スタンパ5dは、材料が弾性や熱伝導性に優れたNiなどであり、厚さが1mm以下の薄板(あるいは、薄膜であってもよい。)である。
また、本実施形態では、金属製板状スタンパ5dの上面に、赤外線吸収塗膜54を塗布してある。なお、赤外線吸収塗膜54は、通常、赤外線領域の吸収係数が高い樹脂などを含んでいる。
【0043】
本実施形態によれば、金型1dの外部から照射された赤外線は、光透過部材4dを透過し、金属製板状スタンパ5dに塗布された赤外線吸収塗膜54到達する。ここで、赤外線の多くは、赤外線吸収塗膜54で吸収され、金属製板状スタンパ5dが加熱される。
続いて、金属製板状スタンパ5dの熱伝導により、金属製板状スタンパ5dに接触している転写面61が加熱される。
すなわち、本実施形態は、赤外線照射により転写面61を直接加熱する代わりに、金属製板状スタンパ5dを加熱し、熱伝導によって、転写面61を加熱する方法としてあり、図6(b)及び図6(c)に示す転写工程、図6(d)に示す固化工程、及び図6(e)に示す離型工程は、第一実施形態とほぼ同様である。
【0044】
「実施例1」
本実施形態の実施例1として、上述した成形方法により、プラスチック基板に凹凸形状を成形した。
プラスチック基板6は、材質をポリエチレンテレフタレート(日本ユニペット製 RT543CTHP)とし、形状を矩形状(縦70mm×横30mm×板厚5mm)とした。
また、スタンパ5は、厚さ300μm、材質をNi(ニッケル)とし、賦形面51として、深さ50μm、幅50μm、長さ2mmの凹パターンを、間隙50μmで並設した。
また、光透過部材4の材質をSiとした。
また、含浸ガスとして、二酸化炭素を使用し、ガス含浸圧力を7.5MPa×10分間(ガス温度約35℃)とした。
また、赤外線照射手段として、炭酸ガスレーザ装置を使用し、照射強度を300Wとし、約5秒間照射した。
さらに、プレス機として、低圧プレス機(プレス推力:15kN)を使用した。
【0045】
成形されたプラスチック基板6は、ほぼ自動的に離型でき、図7に示すように、離型性が良好(○)であり、凹パターンの転写率は約99.5%であった。また、サイクルタイムが約10秒であった。すなわち、微細なパターンを精度よく転写できるとともに、離型性及び生産性を大幅に向上させることができた。
【0046】
「比較例1」
比較例1は、上述した実施例1と比べると、ガス含浸圧力を4.0MPa×10分間(ガス温度約35℃)とした点が相違した。なお、比較例1の他の方法は、実施例1とほぼ同様とした。
比較例1の成形されたプラスチック基板6は、離型できるものの吸引して離型させる必要があり、図7に示すように、離型性が十分良好ではなく(△)、凹パターンの転写率は約99%であった。
【0047】
「比較例2」
比較例2は、上述した実施例1と比べると、ガス含浸圧力を0.0MPa(大気圧)×10分間(ガス温度約20℃)とした点が相違した。なお、比較例2の他の方法は、実施例1とほぼ同様とした。
比較例2の成形されたプラスチック基板6は、離型にプラスチック基板6にダメージを与えるほどの外力を必要とし、図7に示すように、離型性が悪く(×)、凹パターンの転写率は、ダメージにより測定不能であった。
【0048】
以上説明したように、本実施形態のプラスチック成形品の成形方法は、第一実施形態のプラスチック成形品の成形方法とほぼ同様の効果を奏するとともに、赤外線が、赤外線吸収塗膜54、金属製板状スタンパ5d、並びに、転写面61及び転写面61から所定の深さH1までの領域のみを加熱し、冷却時には、金属製板状スタンパ5dの厚さが1mm以下であり、非常に熱容量が少ないので、短時間で冷却が完了する。したがって、生産性を向上させることができる。また、スタンパの機械加工が容易になり、且つ、寿命も長くなるため、ランニングコストを抑えることが可能となる。
【0049】
以上、本発明のプラスチック成形品の成形方法について、好ましい実施形態などを示して説明したが、本発明に係るプラスチック成形品の成形方法は、上述した実施形態などにのみ限定されるものではなく、本発明の範囲で種々の変更実施が可能であることは言うまでもない。
例えば、各実施形態のプラスチック成形品の成形方法は、圧縮成形を行う方法としてあるが、これに限定されるものではない。たとえば、図示してないが、射出成形金型に、上述した金型1、1b、1c、1dなどを適用する方法としてもよい。このようにすると、射出成形を行うとともに、微細パターンを転写する圧縮成形を効率よく行うことができる。
【0050】
また、賦形面51は、一つに限定されるものではなく、たとえば、図示してないが、プラスチック基板6の両面に対して、異なる賦形面51を設け、プラスチック基板6の両面に、ほぼ同時に転写してもよい。
【0051】
さらに、各実施形態のプラスチック成形品の成形方法は、赤外線の輻射加熱、ジュール加熱、超音波加熱、又は、赤外線の輻射により加熱された金属製スタンパ5dの熱伝導によって、転写面61を加熱しているが、これに限定されるものではない。たとえば、赤外線の輻射加熱、ジュール加熱、超音波加熱、及び、赤外線の輻射により加熱された金属製スタンパ5dの熱伝導の少なくとも一つによって、転写面61を加熱してもよい。
【符号の説明】
【0052】
1、1b、1c、1d 金型
2、2b、2c、2d 上型
3 下型
4、4d 光透過部材
5、5b、5c スタンパ
5d 金属製板状スタンパ
6、6a プラスチック基板
7 フィルムヒータ
8 超音波加熱手段
51 賦形面
52 凹部
53 凸部
54 赤外線吸収塗膜
61 転写面
62 被加熱部
63 凸部
64 凹部
65 圧縮されたガス
66 膨張するガス
67 含浸ガスバリア層
68 基部
69 転写部
81 超音波発生装置
【特許請求の範囲】
【請求項1】
ガスが含浸され、固化又は硬化したプラスチックに対して、金型の賦形面を前記プラスチックの転写面に押圧した状態で、前記転写面を加熱し、前記賦形面の構造を前記転写面に転写する工程と、
前記賦形面を前記転写面に押圧した状態で、前記プラスチックを固化又は硬化させる工程と、
前記押圧した状態を解除することによって、前記押圧した状態により圧縮されていた前記加熱により前記プラスチックから放出されたガスを膨張させ、この膨張するガスを利用して、プラスチック成形品を離型させる工程と
を有することを特徴とするプラスチック成形品の成形方法。
【請求項2】
前記転写面に転写する工程において、前記転写面及び該転写面から所定の深さまでの領域のみを加熱し、前記所定の深さH1が、前記賦形面の最も高い凸部から最も深い凹部までの距離H0の1.0倍以上10倍以下の深さであることを特徴とする請求項1に記載のプラスチック成形品の成形方法。
【請求項3】
前記金型が、赤外線透過部材および金属製スタンパを有し、前記金型の外部から照射され、前記赤外線透過部材を透過する赤外線の輻射加熱によって、前記金属製スタンパを加熱し、熱伝導により前記転写面を加熱することを特徴とする請求項1又は2に記載のプラスチック成形品の成形方法。
【請求項4】
前記金型が、赤外線透過部材を有し、前記金型の外部から照射され、前記赤外線透過部材を透過する赤外線の輻射加熱によって、前記転写面を加熱することを特徴とする請求項1又は2に記載のプラスチック成形品の成形方法。
【請求項5】
前記金型が、フィルムヒータを有し、前記フィルムヒータのジュール加熱によって、前記転写面を加熱することを特徴とする請求項1又は2に記載のプラスチック成形品の成形方法。
【請求項6】
前記金型が、超音波加熱手段を有し、前記超音波加熱手段の超音波加熱によって、前記転写面を加熱することを特徴とする請求項1又は2に記載のプラスチック成形品の成形方法。
【請求項7】
前記転写面に転写する工程、及び、前記プラスチックを固化又は硬化させる工程において、所定の圧力で前記賦形面を前記転写面に押圧することを特徴とする請求項1〜6のいずれか一項に記載のプラスチック成形品の成形方法。
【請求項8】
前記プラスチックが、含浸ガスバリア層を有する多層化された基板状又はシート状であり、前記含浸ガスバリア層上に、前記転写面を有する層が積層されたことを特徴とする請求項1〜7のいずれか一項に記載のプラスチック成形品の成形方法。
【請求項1】
ガスが含浸され、固化又は硬化したプラスチックに対して、金型の賦形面を前記プラスチックの転写面に押圧した状態で、前記転写面を加熱し、前記賦形面の構造を前記転写面に転写する工程と、
前記賦形面を前記転写面に押圧した状態で、前記プラスチックを固化又は硬化させる工程と、
前記押圧した状態を解除することによって、前記押圧した状態により圧縮されていた前記加熱により前記プラスチックから放出されたガスを膨張させ、この膨張するガスを利用して、プラスチック成形品を離型させる工程と
を有することを特徴とするプラスチック成形品の成形方法。
【請求項2】
前記転写面に転写する工程において、前記転写面及び該転写面から所定の深さまでの領域のみを加熱し、前記所定の深さH1が、前記賦形面の最も高い凸部から最も深い凹部までの距離H0の1.0倍以上10倍以下の深さであることを特徴とする請求項1に記載のプラスチック成形品の成形方法。
【請求項3】
前記金型が、赤外線透過部材および金属製スタンパを有し、前記金型の外部から照射され、前記赤外線透過部材を透過する赤外線の輻射加熱によって、前記金属製スタンパを加熱し、熱伝導により前記転写面を加熱することを特徴とする請求項1又は2に記載のプラスチック成形品の成形方法。
【請求項4】
前記金型が、赤外線透過部材を有し、前記金型の外部から照射され、前記赤外線透過部材を透過する赤外線の輻射加熱によって、前記転写面を加熱することを特徴とする請求項1又は2に記載のプラスチック成形品の成形方法。
【請求項5】
前記金型が、フィルムヒータを有し、前記フィルムヒータのジュール加熱によって、前記転写面を加熱することを特徴とする請求項1又は2に記載のプラスチック成形品の成形方法。
【請求項6】
前記金型が、超音波加熱手段を有し、前記超音波加熱手段の超音波加熱によって、前記転写面を加熱することを特徴とする請求項1又は2に記載のプラスチック成形品の成形方法。
【請求項7】
前記転写面に転写する工程、及び、前記プラスチックを固化又は硬化させる工程において、所定の圧力で前記賦形面を前記転写面に押圧することを特徴とする請求項1〜6のいずれか一項に記載のプラスチック成形品の成形方法。
【請求項8】
前記プラスチックが、含浸ガスバリア層を有する多層化された基板状又はシート状であり、前記含浸ガスバリア層上に、前記転写面を有する層が積層されたことを特徴とする請求項1〜7のいずれか一項に記載のプラスチック成形品の成形方法。
【図1】


【図2】
【図3】

【図4】
【図5】
【図6】
【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2012−91456(P2012−91456A)
【公開日】平成24年5月17日(2012.5.17)
【国際特許分類】
【出願番号】特願2010−242487(P2010−242487)
【出願日】平成22年10月28日(2010.10.28)
【出願人】(000003768)東洋製罐株式会社 (1,150)
【Fターム(参考)】
【公開日】平成24年5月17日(2012.5.17)
【国際特許分類】
【出願日】平成22年10月28日(2010.10.28)
【出願人】(000003768)東洋製罐株式会社 (1,150)
【Fターム(参考)】
[ Back to top ]