
プラズマ処理装置およびプラズマ処理方法
【課題】本発明は装置稼働率を低下させることなく安定したプロセス性能結果が得られるRun-to-Run制御によりプラズマ処理を行うプラズマ処理装置を提供する。
【解決手段】本発明はプラズマ処理を行うプラズマ処理室と、プラズマ処理室内の状態をモニタするプロセスモニタと、プラズマ処理条件を構成するパラメータを制御するアクチュエータと、プロセスモニタによりモニタされたプロセスモニタ値とプロセスモニタの目標値との偏差および予め取得された、プロセスモニタ値とパラメータである操作変数との相関関係を用いて操作変数の補正量を算出するN+1個の補正量計算ユニットと、N番目の操作変数の次に優先度の高い操作変数を追加するN個の操作変数追加ユニットとを備え、N番目の操作変数追加ユニットは、N+1番目の補正量計算ユニットにより算出された補正量をN+1番目の操作変数の補正量とすることを特徴とするプラズマ処理装置である。
【解決手段】本発明はプラズマ処理を行うプラズマ処理室と、プラズマ処理室内の状態をモニタするプロセスモニタと、プラズマ処理条件を構成するパラメータを制御するアクチュエータと、プロセスモニタによりモニタされたプロセスモニタ値とプロセスモニタの目標値との偏差および予め取得された、プロセスモニタ値とパラメータである操作変数との相関関係を用いて操作変数の補正量を算出するN+1個の補正量計算ユニットと、N番目の操作変数の次に優先度の高い操作変数を追加するN個の操作変数追加ユニットとを備え、N番目の操作変数追加ユニットは、N+1番目の補正量計算ユニットにより算出された補正量をN+1番目の操作変数の補正量とすることを特徴とするプラズマ処理装置である。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、プラズマ処理装置およびプラズマ処理方法に係り、特に、プラズマ処理の進行に伴って発生するプロセス性能の変動による影響を抑制することができるプラズマ処理装置およびプラズマ処理方法に関する。
【背景技術】
【0002】
プラズマ処理装置は、例えば、真空処理室内にエッチングガスを導入し、減圧下でプラズマを生成し、このプラズマにより生成されたラジカルあるいはイオンを、被処理物であるウェハ表面に反応させてプラズマエッチングするプラズマエッチング装置が知られている。
【0003】
このようなプラズマ処理装置では、デバイスの微細化に伴い、同じ製造条件(以下レシピと称する)で処理を行っても、種々の外乱により所望の処理性能(以下プロセス性能と称する)を毎回得ることは困難になってきている。
【0004】
そこで、これを解決するために、外乱による影響を抑制することのできるAdvanced Process Control技術(以下APCと称する)が採用されてきている。APCとは、通常、予め設定されたレシピで処理されるプラズマ処理を、フィードバック制御あるいはフィードフォワード制御でダイナミックにレシピを補正して処理する方法である。
【0005】
特に、処理単位、例えば、ウェハ毎あるいはロット毎に処理条件であるレシピを補正し、プロセス性能の変動を抑制しようとする制御方法をラントゥーラン(以下Run-to-Runと称する)制御とも呼んでいる。なお、レシピには、処理条件項目である複数の項目(以下パラメータと称する)が存在し、例えば、高周波電力、ガス流量、圧力、処理時間等が挙げられ、Run-to-Run制御で補正されるパラメータにはこれらの中の1つ以上のパラメータとなる。
【0006】
例えば、プラズマエッチング装置では、通常、レシピに設定された処理条件に基づいてプラズマエッチングの処理が行われる。ところが、プラズマエッチング室の内壁への付着物やプラズマエッチング室内の部品の消耗具合等が変化することにより、プロセス性能の結果(プラズマエッチング装置の場合は、エッチングレートや加工寸法等)が経時的に変動してしまうことがある。このような経時的な変動を低減・防止するため、処理単位毎にレシピを補正するRun-to-Run制御が適用される。
【0007】
Run-to-Run制御として、特許文献1には、真空処理室内に収容した試料に処理を施すプラズマ処理装置と、処理中のプロセス量をモニターするセンサと加工処理結果推定モデルの推定結果をもとに最適レシピ計算モデルが生成したレシピに基づいて、プラズマ処理を制御することが開示されている。
【0008】
また、特許文献2には、半導体ウェハを処理する半導体処理装置の処理状態を監視するセンサと、前記半導体処理装置により処理した半導体ウェハの処理結果の測定値を入力する処理結果入力手段と、前記センサが取得したセンサデータおよび前記測定値をもとに前記センサデータを説明変数として処理結果を予測するモデル式を生成するモデル式生成部と、前記モデル式および前記センサデータをもとに処理結果を予測する処理結果予測部と、前記予測した処理結果と予め設定した設定値を比較してそのずれを補正するように前記半導体処理装置の処理条件を制御する処理条件制御部を備えた半導体処理装置が開示されている。
【先行技術文献】
【特許文献】
【0009】
【特許文献1】特開2003−017471号公報
【特許文献2】特開2003−068717号公報
【発明の概要】
【発明が解決しようとする課題】
【0010】
一般的に、Run-to-Run制御は、プロセス性能結果が所望の値から外れようとした場合に、それを目標値へ近づけるように機能する。その方法は、プロセス性能結果と相関のあるプロセスモニター値と、予めプロセス性能結果から決定されたプロセスモニター値の目標値との差分から、対象レシピのパラメータの補正量を算出し、次回処理で補正されたレシピを適用しプラズマ処理を実行する。しかし、一般的に、レシピのパラメータの値には補正可能な上限値、下限値が存在する。
【0011】
Run-to-Run制御において、既定の範囲を超えたパラメータを有する特定のレシピでプラズマ処理を実行すると、プロセス性能結果に悪影響を与える場合がある。例えば、プラズマエッチング処理では、ウェハに印加する高周波バイアス電力でエッチング深さを制御しようとした時、高周波バイアス電力を所定の値より大きくし過ぎると、マスク材にダメージを与えてしまい、加工形状が所望の形状にならない等の弊害が発生する場合がある。
【0012】
一方、上記のパラメータの制御範囲は、プロセス性能的な制約だけでなく、ハードウェアの制約もある。例えば、ガス流量を制御するマスフローコントローラの場合は、各々のフルスケール(最大流量)の約5〜100%の範囲が制御範囲となる。したがって、この範囲を超えたガス流量には制御できないことになる。
【0013】
このようなことから、Run-to-Run制御においては、レシピの補正量に上限および下限を設けてその範囲外では制御を行わないようにしている。そして、通常、レシピの補正量が範囲外となる場合は制御エラーとしてプラズマ処理を停止している。しかし、このプラズマ処理停止は、プラズマ処理装置の稼働率を大きく低下させるため、プラズマ処理停止を低減、抑制できるRun-to-Run制御が求められる。
【0014】
本発明は、このような課題に鑑みてなされたものであり、装置稼働率を低下させることなく安定したプロセス性能結果が得られるRun-to-Run制御によりプラズマ処理を行うことができるプラズマ処理装置およびプラズマ処理方法を提供する。
【課題を解決するための手段】
【0015】
本発明は、プラズマ処理を行うプラズマ処理室と、前記プラズマ処理室内の状態をモニタするプロセスモニタと、プラズマ処理条件を構成するパラメータを制御するアクチュエータと、前記プロセスモニタによりモニタされたプロセスモニタ値と前記プロセスモニタの目標値との偏差および予め取得された、プロセスモニタ値と前記パラメータである操作変数との相関関係を用いて前記操作変数の補正量を算出するN+1個の補正量計算ユニットと、N番目の操作変数の次に優先度の高い操作変数を追加するN個の操作変数追加ユニットとを備え、N番目の操作変数追加ユニットは、N+1番目の補正量計算ユニットにより算出された補正量により前記N+1番目の操作変数が限界値を超えない場合、前記N+1番目の補正量計算ユニットにより算出された補正量をN+1番目の操作変数の補正量とすることを特徴とするプラズマ処理装置である。
【0016】
また、本発明は、プラズマ処理を行うプラズマ処理室と、前記プラズマ処理室内の状態をモニタするプロセスモニタと、プラズマ処理条件を構成するパラメータを制御するアクチュエータとを備えるプラズマ処理装置を用いてRun-to-Run制御により試料をプラズマ処理するプラズマ処理方法において、前記プロセスモニタによりモニタされたプロセスモニタ値と前記プロセスモニタの目標値との偏差および予め取得された、プロセスモニタ値と前記パラメータである操作変数との相関関係を用いて前記操作変数の補正量を算出するN+1個の補正量計算ユニットと、N番目の操作変数の次に優先度の高い操作変数を追加するN個の操作変数追加ユニットとを備え、N番目の操作変数追加ユニットよって、N+1番目の補正量計算ユニットにより算出された補正量により前記N+1番目の操作変数が限界値を超えない場合、前記N+1番目の補正量計算ユニットにより算出された補正量をN+1番目の操作変数の補正量としてRun-to-Run制御を行うことを特徴とするプラズマ処理方法である。
【発明の効果】
【0017】
本発明は、以上の構成を備えるため、装置稼働率を低下させることなく安定したプロセス性能結果が得られるRun-to-Run制御によりプラズマ処理を行うことができる。
【図面の簡単な説明】
【0018】
【図1】本発明の実施形態に係るプラズマ処理装置の概要を示す図である。
【図2】プラズマエッチングによるウェハのプラズマ処理結果を示す図である。
【図3】エッチング深さの経時変化を示す図である。
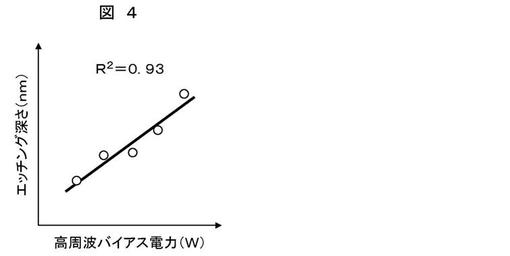
【図4】第一の操作変数である高周波バイアス電力とエッチング結果との相関関係を示す図である。
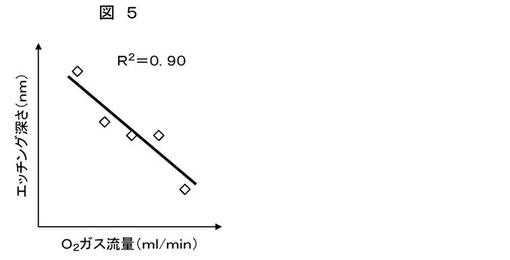
【図5】第二の操作変数である酸素(O2)ガスの流量とエッチング結果との相関関係を示す図である。
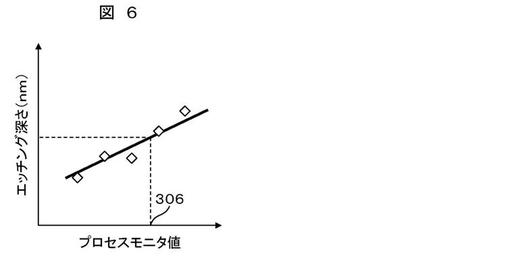
【図6】プロセスモニタ値とエッチング結果との相関関係を示す図である。
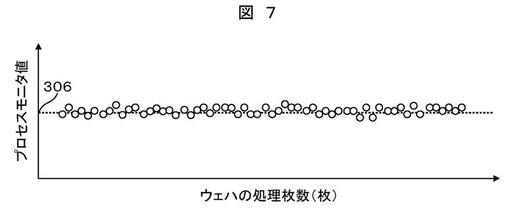
【図7】Run-to-Run制御によりプロセスモニタ値が目標値に制御された結果を示す図である。
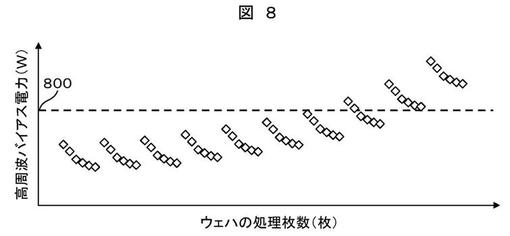
【図8】Run-to-Run制御による第一の操作変数の補正量を時系列に示した図である。
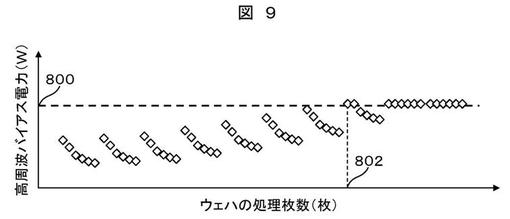
【図9】第二の操作変数を追加してRun-to-Run制御が継続された場合の高周波バイアス電力の補正量を時系列に示した図である。
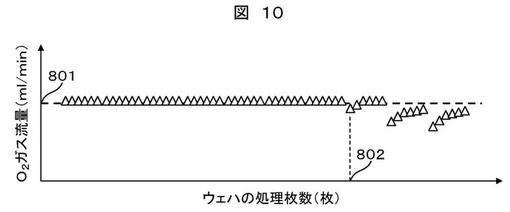
【図10】第二の操作変数を追加してRun-to-Run制御が継続された場合の酸素(O2)ガスの流量の補正量を時系列に示した図である。
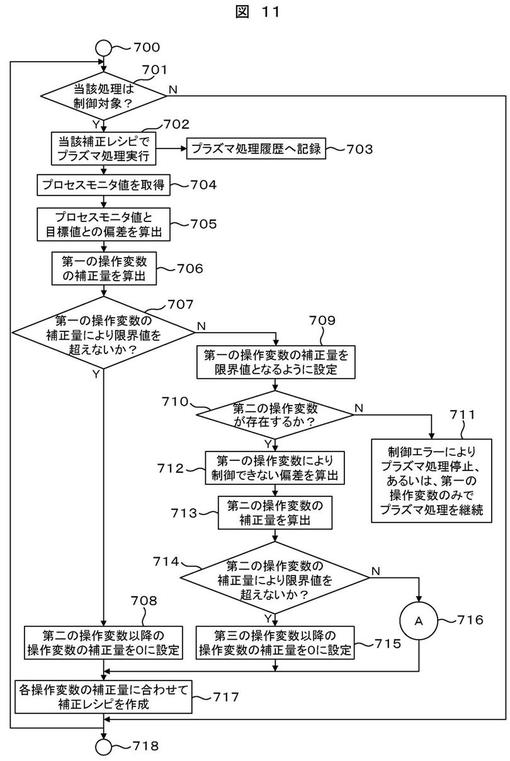
【図11】本発明のRun-to-Run制御のフローを示す図である。
【発明を実施するための形態】
【0019】
本発明を実施するための最良の形態として、プラズマエッチング装置でのRun-to-Run制御を行う形態について図を参照しながら以下説明する。
【0020】
プラズマエッチング処理のプロセスは、シリコン材のエッチング、絶縁材のエッチング等の被エッチング材によって様々なプロセスが存在する。本実施例では、シリコン窒化膜のエッチングを例に説明する。
【0021】
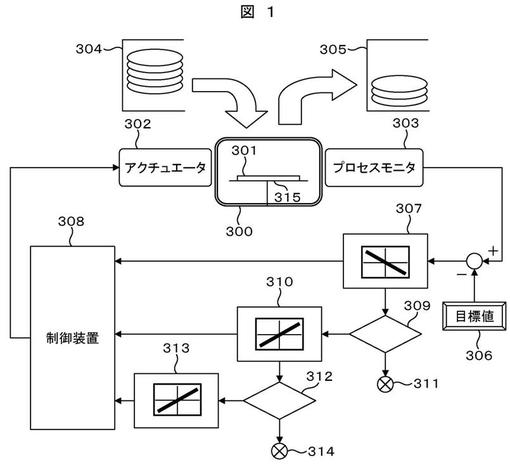
図2にシリコン窒化膜のエッチングの簡単な例を示す。シリコン窒化膜のエッチングプロセスは、マスク材101をマスクとしてシリコン窒化膜100をエッチングするプロセスである。また、シリコン窒化膜をエッチングするためのガスとしては、例えば、表1に示すようなフッ化メチルガス(CH3Fガス)と酸素ガス(O2ガス)との混合ガスを用いるプロセスがある。なお、エッチング性能の良し悪しを評価する指標としては、エッチング深さ102や加工寸法103であるCD(critical dimension)等が挙げられる。プラズマエッチング装置では、プラズマエッチング処理室に搬入された試料が所望のCD値およびエッチング深さの形状にエッチングされ、プラズマエッチング処理毎に所望のエッチングレート及びCD値が安定的に得られることが必要となる。
【0022】
【表1】

【0023】
プラズマ処理装置では、プラズマエッチング装置に限らず、処理条件であるレシピを使ってプラズマ処理が行われる。また、レシピは、通常、複数のパラメータで構成される。プラズマエッチング装置であれば、例えば、表1に示すようなガス流量、処理圧力、プラズマ生成用電力、高周波バイアス電力、処理時間等がパラメータとなる。
【0024】
通常、プラズマ処理装置では、処理工程毎に1つのレシピを適用する。つまり、処理されるウェハの仕様が同じであれば、毎回同じレシピを適用し、プラズマ処理を行うことになる。
【0025】
しかし、例えばプラズマエッチング装置では、試料であるウェハとエッチング用ガスとの反応生成物のプラズマ処理室内壁への堆積、プラズマ処理室内の部品の温度変化、プラズマ処理室内の部品の消耗によって、プラズマ処理室内の環境がウェハの処理枚数と共に変化する。近年、半導体装置の微細化に伴い、プラズマ処理条件のマージンが小さくなってきており、上記のプラズマ処理室内の環境変動が、プラズマ処理結果に少なからず影響を及ぼしている。このプラズマ処理室内の環境変動は、プラズマエッチング装置に限ったことではなく、プラズマ処理装置全般に同様のことが言える。
【0026】
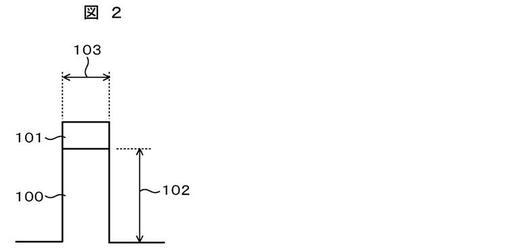
図3は、図2で示したシリコン窒化膜のエッチングプロセスにおいて、エッチング結果の善し悪しを表す指標の一つであるエッチング深さ102の値をウェハ処理毎に時系列でプロットした図である。図3では、ウェハの処理枚数を増加させる毎に、25枚のウェハの集まりであるロット内では、エッチング深さ102がロット内の変動200で示した方向およびロット間の変動201で示した方向へ変動している。
【0027】
これは、プラズマエッチング処理室内の環境の経時的な変動がエッチング結果に影響を及ぼした例である。なお、ロット内の変動200がロット処理毎にリセットされるのは、ロット処理開始前に、例えばプラズマクリーニング等の前処理を行ってプラズマエッチング処理室の環境をある程度リセットしているためである。
【0028】
ロット内の変動200およびロット間の変動201は、半導体装置の不良となる特性異常を発生させたり、後工程での処理異常を誘発する場合もあるため、避けなければならない課題である。
【0029】
このため、予め設定されたレシピでロット内のウェハを全てプラズマ処理し続けるのではなく、プラズマ処理状態をモニタしながらウェハ毎にレシピをダイナミックに補正していくRun-to-Run制御が適用される。
【0030】
本実施例では、レシピの補正量が制御範囲外になる場合において、制御エラーとしてプラズマ処理を停止することなく、安定したプロセス性能結果が得られるRun-to-Run制御を行うことができるプラズマ処理装置を説明する。
【0031】
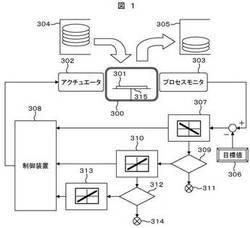
図1は、本発明の実施形態に係るRun-to-Run制御システムを有するプラズマ処理装置の概要を示す図である。
【0032】
プラズマ処理装置は、試料台315に載置された試料であるウェハ301をプラズマ処理するプラズマ処理室300と、レシピを構成するそれぞれのパラメータを制御するアクチュエータ302と、プラズマ処理室300内の状態をモニタするプロセスモニタ303と、プラズマ処理室300内に搬入されたウェハ301にRun-to-Run制御によるプラズマ処理を行うための制御を行う制御装置308とを備える。
【0033】
アクチュエータ302は、プラズマ処理室300内に供給するガスの流量を制御するマスフローコントローラ(図示せず)と、プラズマ処理室300内にプラズマ生成用の高周波電力を供給するプラズマ生成用電源(図示せず)と、試料台315に高周波バイアス電力を供給する高周波バイアス電源(図示せず)と、プラズマ処理室300内の圧力を制御する圧力制御用バルブ(図示せず)とを有する。
【0034】
プロセスモニタ303としては、例えば、上記マスフローコントローラからプラズマ処理室300内に供給されるガスの流量を検出するモニタ、プラズマ生成のためにプラズマ処理室300内に供給される高周波電力の進行波及び反射波を検出する検出器等がある。また、プラズマ処理室300内で生成されたプラズマの発光のスペクトルを解析する発光分光モニタ(Optical Emission Spectroscopy:OES)、プラズマ処理室300内で生成されたプラズマのプラズマ粒子の質量を分析する4重極質量分析装置(Quadrupole Mass Spectrometry:QMS)等もプロセスモニタ303に含まれる。
【0035】
プラズマエッチング処理対象のウェハ301は、搬送手段(図示せず)によりウェハカセット304からプラズマ処理室300内に搬入され、プラズマ処理室300内でレシピと呼ばれるプラズマ処理条件を使ってプラズマエッチング処理が実行される。プラズマエッチング処理が完了したら、ウェハ301は、搬送手段(図示せず)によりプラズマ処理室300から搬出されてウェハカセット305へ収納され、次のウェハがウェハカセット304からプラズマ処理室300内に搬入されてプラズマエッチング処理される。このような処理がウェハカセット304内のウェハが全てプラズマエッチング処理されるまで繰り返される。
【0036】
しかし、上述したようにウェハカセット304内の全てのウェハを同一のレシピでプラズマエッチング処理を続けると図3に示したような経時変化が発生する場合がある。このため、Run-to-Run制御が適用されるが、Run-to-Run制御を行うには、まず、制御対象、本実施例ではエッチング深さに対して制御性が良い操作変数(パラメータ)を決定する必要がある。尚、操作変数は、候補となるパラメータと制御対象の値との相関関係を予め求め、予め求められた相関関係から制御対象に最適なパラメータを操作変数として決定される。
【0037】
例えば、パラメータの1つである高周波バイアス電力とエッチング深さ102との関係が図4のように強い相関があった場合は、Run-to-Run制御のための操作変数の候補となり得る。
【0038】
さらに、別のパラメータ、例えば、表1に示すシリコン窒化膜のエッチングにおけるレシピのパラメータの1つである酸素(O2)ガスの流量とエッチング深さ102との関係が図5のように強い相関がある場合には、酸素(O2)ガスの流量もRun-to-Run制御のための操作変数の候補となり得る。
【0039】
このように操作変数の複数候補がある場合は、制御対象であるエッチング深さ102と操作変数の複数候補のそれぞれとの相関の強さによって操作変数の複数候補に優先度をつける。例えば、回帰直線へのあてはまり具合を表す相関係数(R2)が大きい値となっている高周波バイアス電力を第一の操作変数、酸素(O2)ガスの流量を第二の操作変数という優先順位のつけ方でも良い。
【0040】
あるいは、高周波バイアス電力は、エッチング深さ102のみを制御できるが、酸素(O2)ガスの流量は、エッチング深さ102だけでなく、加工寸法103であるCDにも多少の影響を与えることが分かっている場合は、上記の相関係数にこの副作用分を考慮して、第一の操作変数として高周波バイアス電力、第二の操作変数として酸素(O2)ガスの流量という優先順位のつけ方でも良い。
【0041】
さらに、ウェハ処理毎のRun-to-Run制御を行うには、ウェハ毎にエッチング結果を計測する必要がある。本実施例でのエッチング結果はエッチング深さ102である。しかし、エッチング深さ102を計測するためには、Optical Critical Dimension(OCD)で代表される光学的な計測装置やその他の測定機へウェハを搬送して計測しなければならない。しかし、ウェハ処理毎のRun-to-Run制御を行うためには、エッチング処理直後にエッチング結果を把握する必要がある。
【0042】
そこで、エッチング結果を直接的に計測するのではなく、プラズマ発光等、プラズマ処理中にモニタできる情報を利用して処理状態を推測する方法を用いる。プロセスモニタ値とプラズマ処理結果との間に相関関係があれば、プラズマ処理結果をモニタ値で代替することができることになる。
【0043】
例えば、エッチング深さ102とプロセスモニタ値との間に図6のような相関関係がある場合は、プロセスモニタ値は、エッチング深さを間接的に計測していると言える。ここでのプロセスモニタ値としては、シリコン窒化膜のエッチングの反応生成物であるCNの発光強度(波長:385nmの発光強度)等が用いられる。本実施例では、この発光強度をプロセスモニタとして用いることにした。そして、このプロセスモニタ値とプラズマ処理結果との相関関係からRun-to-Run制御におけるプロセスモニタ値の目標値306を予め決定しておく。
【0044】
図1において、上述のように決定されたプロセスモニタ303の値がウェハ処理毎に取得され、予め設定されたプロセスモニタ値の目標値306との差分が第一の補正量計算ユニット307にて計算される。続いて、この計算された差分が予め第一の補正量計算ユニット307に格納されている、操作変数とプロセスモニタとの相関関係を用いて操作変数の補正量が第一の補正量計算ユニット307において計算される。この第一の補正量計算ユニット307で計算された補正量は、制御装置308に入力され、予め設定されている次ウェハのレシピの操作変数に対応するパラメータにこの補正量が加算される。
【0045】
次に、制御装置308は、上記のように補正されたレシピをアクチュエータ302に送り、補正されたレシピに従い、次のウェハのエッチング処理が実行される。
【0046】
ここで、第一の操作変数である高周波バイアス電力のみでRun-to-Run制御を実行した場合のプロセスモニタにおけるウェハ処理毎の値を時系列にプロットした例が図7である。また、第一の操作変数である高周波バイアス電力のみでRun-to-Run制御を実行した場合の高周波バイアス電力におけるウェハ処理毎の値を時系列にプロットした例が図8である。
【0047】
図7ではプロセスモニタ値がプロセスモニタ値の目標値306になるように制御されていることがわかる。また、図8では操作変数である高周波バイアス電力がウェハ処理枚数とともに補正されていることがわかる。
【0048】
本実施例において第一の操作変数とした高周波バイアス電力は、高周波バイアス電力値が高すぎると、シリコン窒化膜のエッチング中にマスク材101にダメージを与えてしまい、所望のエッチング形状を得ることが困難になる。このため、本実施例の高周波バイアス電力では、図8に示すように高周波バイアス電力の上限値が高周波バイアス電力の上限値800に設定され、高周波バイアス電力が高周波バイアス電力の上限値800を越えるような補正は行われないようになっている。つまり、予め設定されている操作変数の上限値および下限値を操作変数が超えないように操作変数の補正量の制御範囲が定められている。
【0049】
このように第一の補正量計算ユニット307により計算された第一の操作変数の補正量が制御範囲を超える場合の本発明のRun-to-Run制御では、第一の操作変数の補正量を制御範囲の上限値または下限値としたまま、第二の操作変数の補正量を算出し、Run-to-Run制御を行う。
【0050】
つまり、第一の補正量計算ユニット307により計算された第一の操作変数の補正量が制御範囲を超えた場合、その第一の操作変数の補正量を制御範囲の上限値または下限値に設定し、第一の操作変数追加判断ユニット309にて追加できる操作変数があるかどうかを判断する。本実施例では、上述した通り、酸素(O2)ガスの流量を第二の操作変数としていたため、第一の操作変数追加判断ユニット309は、酸素(O2)ガスの流量を第二の操作変数として追加し、第二の補正量計算ユニット310により酸素(O2)ガスの流量の補正量を計算する。第二の補正量計算ユニット310にて計算された酸素(O2)ガスの流量の補正量は、制御装置308に入力され、予め設定されている次ウェハのレシピの酸素(O2)ガスの流量値に加算され、補正された次ウェハのレシピに基づいて次ウェハのエッチング処理が実行される。
【0051】
なお、本実施例と違って第二の操作変数が無い場合は、第一の操作変数追加判断ユニット309は、第一の操作変数と異なる操作変数による追加の制御を行わず、制御エラーとしてプラズマ処理を停止する(311)。
【0052】
上述した第二の操作変数を追加してRun-to-Run制御が継続される場合の、第一の操作変数と第二の操作変数の補正の挙動をそれぞれ、図9、図10に示す。
【0053】
第二の操作変数を追加してRun-to-Run制御が継続された場合の、第一の操作変数である高周波バイアス電力の補正量を時系列に示したグラフを図9に示す。高周波バイアス電力の上限値800を超える処理枚数である処理枚数802までは、高周波バイアス電力による補正が行われているが、高周波バイアス電力の上限値800を超える処理枚数である処理枚数802以降では高周波バイアス電力が高周波バイアス電力の上限値800以上になるような補正が行われていないことがわかる。
【0054】
一方、図10から高周波バイアス電力の上限値800を超える処理枚数である処理枚数802までは、酸素(O2)ガスの流量が酸素(O2)ガスの流量801と一定のままで酸素(O2)ガスの流量の補正が行われず、高周波バイアス電力の上限値800を超える処理枚数である処理枚数802以降から第一の操作変数である高周波バイアス電力の代わりに第二の操作変数である酸素(O2)ガスの流量による補正が行われていることがわかる。
【0055】
このように、本発明のRun-to-Run制御を行うことにより、処理枚数が増加しても高周波バイアス電力値の増加によるマスク材101へのダメージを抑制するとともに安定した所望のプロセス性能結果を得ることができる。つまり、本発明のRun-to-Run制御システムでは、第一の操作変数により制御できない範囲を、第二の操作変数で補完して制御することができる。
【0056】
さらに、第二の操作変数でも制御範囲を超える場合は第三の操作変数を追加してもよい。例えば、第二の補正量計算ユニット310により計算された第二の操作変数の補正量が制御範囲を超えた場合、その第二の操作変数の補正量を制御範囲の上限値または下限値に設定し、第二の操作変数追加判断ユニット312により第三の操作変数が追加可能どうかを判定する。第三の操作変数の追加が可能な場合は、第三の補正量計算ユニット313により第三の操作変数の補正量を計算する。
【0057】
次に、第三の補正量計算ユニット313にて計算された第三の操作変数の補正量は、制御装置308に入力され、予め設定されている次ウェハのレシピの第三の操作変数に該当するパラメータの値に加算され、補正された次ウェハのレシピに基づいて次ウェハのエッチング処理が実行される。なお、第三の操作変数が無い場合、第二の操作変数追加判断ユニット312は、第一の操作変数および第二の操作変数と異なる操作変数による追加の制御を行わず、制御エラーとしてプラズマ処理を停止する(314)。
【0058】
次に上述した本発明のRun-to-Run制御のフローを図11を参照しながら説明する。
【0059】
ステップ700は、本発明に係るプラズマ処理装置のRun-to-Run制御の開始点、あるいは、プラズマクリーニング等を行いプラズマ処理室300内の環境状態を初期状態にリセットしたRun-to-Run制御の再開始点とする。
【0060】
ステップ701において当該プラズマ処理がRun-to-Run制御の対象となるプラズマ処理かどうかを判断し、Run-to-Run制御の対象のプラズマ処理であればY(Yes)の処理、Run-to-Run制御の対象のプラズマ処理でなければN(No)の処理に移行する。基本的にRun-to-Run制御は、対象となるプラズマ処理のみに適用される。
【0061】
例えば、Run-to-Run制御の対象となるプラズマ処理が製品ウェハのプラズマ処理の場合、製品ウェハのプラズマ処理の間にプラズマ処理されるプラズマクリーニング等はRun-to-Run制御の対象外となり、Run-to-Run制御の対象外のプラズマ処理ではレシピの補正は行われない。なお、Run-to-Run制御の対象外となった場合はフローチャートの通り、次のプラズマ処理へ移行する。
【0062】
ステップ702において前回のステップ717で作成された補正レシピに基づいてプロセス処理を実行する。今回のステップ702の処理がステップ700から開始した最初の処理で、前回のステップ717の処理が行われていない場合は、予め設定された補正されていないレシピによりプラズマ処理を実行する。また、ステップ703において、実行されたプラズマ処理に用いたレシピの補正量などの履歴を保持しておく。
【0063】
次に、ステップ704において、プラズマ処理中のプラズマ処理室300内の状態をモニタしたプロセスモニタ値を取得する。プロセスモニタ値は、例えば、プラズマ処理中に取得される特定波長毎のプラズマ発光強度、あるいは複数の波長のプラズマ発光強度の比などでもよい。
【0064】
ステップ705においては、ステップ704で取得されたプロセスモニタ値と予め設定されている目標値との偏差を算出する。
【0065】
ステップ706においては、ステップ705で算出された偏差と、予め取得された第一の操作変数とプロセスモニタ値との相関関係を用いて、第一の操作変数の補正量を算出する。
【0066】
次に、ステップ707において、ステップ706で算出された補正量を次ウェハのレシピの第一の操作変数に該当するパラメータに適用する場合、ステップ706で算出された補正値により第一の操作変数が第一の操作変数の限界値を超えないかどうかを判断する。限界値とは、プロセス処理結果に悪影響を与える、レシピのパラメータである当該操作変数の閾値である。つまり、限界値とは、レシピのパラメータの上限値または、下限値のことである。また、上記の上限値または下限値は、プロセス処理結果に基づいて規定された値であるが、アクチュエータ302のハード面から規定される場合もある。
【0067】
ステップ707において、ステップ706で算出された補正量により第一の操作変数の限界値を超えないかどうかを判断し、超えない場合は、Y(Yes)の処理に移行し、ステップ708において、第一の操作変数の補正量は、ステップ706で算出された補正量とし、第二の操作変数以降の操作変数があれば、第二の操作変数以降の操作変数の補正量は0とする。
【0068】
つまり、ステップ706で算出された補正値によりレシピを補正しても第一の操作変数が限界値を超えない場合は、第一の操作変数のみで制御対象の制御が可能であるため、第二の操作変数以降の操作変数に該当するパラメータは、予め設定されたレシピ通りのままである。
【0069】
そして、ステップ707において、ステップ706で算出された補正値により第一の操作変数が第一の操作変数の限界値を超える場合はN(No)の処理に移行する。次に、ステップ709において、第一の操作変数の補正量は、第一の操作変数が限界値となる補正量とする。これは、第一の操作変数が限界値を超えてしまうとプラズマ処理結果に悪影響を及ぼすため、第一の操作変数の補正量は限界値を超えない補正量とする必要があるからである。また、第一の操作変数の補正量は、第一の操作変数が限界値となる補正量以下であればよい。但し、この場合は、第二の操作変数以降の操作変数の補正量がそれぞれの操作変数の補正量の制御範囲を超えない必要がある。
【0070】
次に、ステップ710において、第二の操作変数が存在するかどうかを判断する。これは、予め複数の操作変数のそれぞれと制御対象であるプロセス処理結果との相関関係を調べておき、制御可能な操作変数を選定しておく。本実施例での操作変数の選定の基準は、それぞれの操作変数とプロセス処理結果との相関関係の強さとした。また、操作変数を複数選定した場合は、それぞれの操作変数に優先度をつけて、優先度の高い操作変数から補正量を算出する。本実施例でのそれぞれの操作変数の優先度は、それぞれの操作変数とプロセス処理結果との相関関係の強さにより決めた。
【0071】
ステップ710において、第二の操作変数が存在しない場合はN(No)の処理に移行し、ステップ711にてRun-to-Run制御はエラーとしてプラズマ処理を停止する。あるいは、第二の操作変数の補正量は、0のままで、第一の操作変数の補正量を第一の操作変数が限界値となる補正量にしてプラズマ処理を継続してもよい。この場合、通常、第一の操作変数が限界値に留まっているため、プロセスモニタ値が目標値へと収束していかない。しかし、処理枚数の増加とともに変動するプラズマ処理室300内の部品の温度等の影響により、プロセスモニタ値が徐々に目標値へ近づく場合があるため、この場合は、第一の操作変数の補正量を第一の操作変数が限界値となる補正量にしても処理を継続することは可能となる。
【0072】
そして、ステップ710において、第二の操作変数が存在する場合はY(Yes)の処理に移行する。次に、ステップ712において、第一の操作変数の補正量を第一の操作変数が限界値となる補正量の場合のプロセスモニタ値と目標値との偏差を算出する。
【0073】
続いて、ステップ713において、ステップ712により算出された偏差と事前に取得された第二の操作変数とプロセスモニタ値との相関関係を用いて、第二の操作変数の補正量を算出する。
【0074】
次に、ステップ714において、ステップ713により算出された第二の操作変数の補正量を次ウェハのレシピの第二の操作変数に該当するパラメータに適用する場合、第二の操作変数の補正量により第二の操作変数が限界値を超えないかどうかを判断する。限界値を超えない場合はY(Yes)の処理に移行し、ステップ715において、第二の操作変数の補正量は、ステップ713により算出された補正量とし、第三の操作変数以降の操作変数があれば、第三の操作変数以降の操作変数の補正量を0とする。
【0075】
そして、ステップ714において、第二の操作変数の補正量により第二の操作変数が限界値以上となる場合は、N(No)の処理であるステップ716に移行する。
【0076】
ステップ716の「A」は、ステップ709〜716で記述した「第一の操作変数」を「第二の操作変数」、「第二の操作変数」を「第三の操作変数」、「第三の操作変数」を「第四の操作変数」とそれぞれ置き換えたステップ709〜716のことである。さらに、この「A」は自らのステップ716を含んだ再帰的なステップ処理となっており、以降、「第Nの操作変数」を「第N+1の操作変数」と置き換えることを意味する。つまり、本発明のRun-to-Run制御では、第N+1の操作変数まで適用したRun-to-Run制御が可能である。
【0077】
ステップ717においては、前ステップまでに算出された、あるいは、0とされた第一の操作変数から第N+1の操作変数のそれぞれの補正量を、Run-to-Run制御対象のプラズマ処理のレシピにおけるそれぞれの操作変数に該当するパラメータに適用して補正レシピを作成する。この時、ステップ703で記録された過去のそれぞれの操作変数の補正量も参照され、今回の補正レシピが決定される。この補正レシピは、次回のステップ702が処理されるまで保持される。
【0078】
以上の各ステップを繰り返しながらRun-to-Run制御が繰り返し実行される。
【0079】
また、ステップ718において、制御エラーとしてプラズマ処理が停止、プラズマ処理装置の何らかの異常によりプラズマ処理装置が停止、または、所定枚数のウェハのプラズマ処理が完了した時にRun-to-Run制御が終了する。
【0080】
以上、上述した本発明のRun-to-Run制御のフローに基づいたRun-to-Run制御を制御装置308が行う。このため、本発明は、制御エラーを極力発生させずに継続してRun-to-Run制御を実行でき、プラズマ処理装置の稼働率を低下させることなく安定した所望のプロセス性能結果を得ることができる。
【0081】
本実施例は、プラズマ処理として、プラズマエッチングの例であったが、プラズマスパッタ、プラズマCVD(plasma-enhanced chemical vapor deposition)等の成膜、プラズマアッシング等の他のプラズマ処理でも本発明のRun-to-Run制御を適用できる。
【符号の説明】
【0082】
100 シリコン窒化膜
101 マスク材
102 エッチング深さ
103 加工寸法
200 ロット内の変動
201 ロット間の変動
300 プラズマ処理室
301 ウェハ
302 アクチュエータ
303 プロセスモニタ
304、305 ウェハカセット
306 目標値
307 第一の補正量計算ユニット
308 制御装置
309 第一の操作変数追加判断ユニット
310 第二の補正量計算ユニット
312 第二の操作変数追加判断ユニット
313 第三の補正量計算ユニット
315 試料台
800 高周波バイアス電力の上限値
801 酸素(O2)ガスの流量
802 高周波バイアス電力の上限値800を超える処理枚数である処理枚数
【技術分野】
【0001】
本発明は、プラズマ処理装置およびプラズマ処理方法に係り、特に、プラズマ処理の進行に伴って発生するプロセス性能の変動による影響を抑制することができるプラズマ処理装置およびプラズマ処理方法に関する。
【背景技術】
【0002】
プラズマ処理装置は、例えば、真空処理室内にエッチングガスを導入し、減圧下でプラズマを生成し、このプラズマにより生成されたラジカルあるいはイオンを、被処理物であるウェハ表面に反応させてプラズマエッチングするプラズマエッチング装置が知られている。
【0003】
このようなプラズマ処理装置では、デバイスの微細化に伴い、同じ製造条件(以下レシピと称する)で処理を行っても、種々の外乱により所望の処理性能(以下プロセス性能と称する)を毎回得ることは困難になってきている。
【0004】
そこで、これを解決するために、外乱による影響を抑制することのできるAdvanced Process Control技術(以下APCと称する)が採用されてきている。APCとは、通常、予め設定されたレシピで処理されるプラズマ処理を、フィードバック制御あるいはフィードフォワード制御でダイナミックにレシピを補正して処理する方法である。
【0005】
特に、処理単位、例えば、ウェハ毎あるいはロット毎に処理条件であるレシピを補正し、プロセス性能の変動を抑制しようとする制御方法をラントゥーラン(以下Run-to-Runと称する)制御とも呼んでいる。なお、レシピには、処理条件項目である複数の項目(以下パラメータと称する)が存在し、例えば、高周波電力、ガス流量、圧力、処理時間等が挙げられ、Run-to-Run制御で補正されるパラメータにはこれらの中の1つ以上のパラメータとなる。
【0006】
例えば、プラズマエッチング装置では、通常、レシピに設定された処理条件に基づいてプラズマエッチングの処理が行われる。ところが、プラズマエッチング室の内壁への付着物やプラズマエッチング室内の部品の消耗具合等が変化することにより、プロセス性能の結果(プラズマエッチング装置の場合は、エッチングレートや加工寸法等)が経時的に変動してしまうことがある。このような経時的な変動を低減・防止するため、処理単位毎にレシピを補正するRun-to-Run制御が適用される。
【0007】
Run-to-Run制御として、特許文献1には、真空処理室内に収容した試料に処理を施すプラズマ処理装置と、処理中のプロセス量をモニターするセンサと加工処理結果推定モデルの推定結果をもとに最適レシピ計算モデルが生成したレシピに基づいて、プラズマ処理を制御することが開示されている。
【0008】
また、特許文献2には、半導体ウェハを処理する半導体処理装置の処理状態を監視するセンサと、前記半導体処理装置により処理した半導体ウェハの処理結果の測定値を入力する処理結果入力手段と、前記センサが取得したセンサデータおよび前記測定値をもとに前記センサデータを説明変数として処理結果を予測するモデル式を生成するモデル式生成部と、前記モデル式および前記センサデータをもとに処理結果を予測する処理結果予測部と、前記予測した処理結果と予め設定した設定値を比較してそのずれを補正するように前記半導体処理装置の処理条件を制御する処理条件制御部を備えた半導体処理装置が開示されている。
【先行技術文献】
【特許文献】
【0009】
【特許文献1】特開2003−017471号公報
【特許文献2】特開2003−068717号公報
【発明の概要】
【発明が解決しようとする課題】
【0010】
一般的に、Run-to-Run制御は、プロセス性能結果が所望の値から外れようとした場合に、それを目標値へ近づけるように機能する。その方法は、プロセス性能結果と相関のあるプロセスモニター値と、予めプロセス性能結果から決定されたプロセスモニター値の目標値との差分から、対象レシピのパラメータの補正量を算出し、次回処理で補正されたレシピを適用しプラズマ処理を実行する。しかし、一般的に、レシピのパラメータの値には補正可能な上限値、下限値が存在する。
【0011】
Run-to-Run制御において、既定の範囲を超えたパラメータを有する特定のレシピでプラズマ処理を実行すると、プロセス性能結果に悪影響を与える場合がある。例えば、プラズマエッチング処理では、ウェハに印加する高周波バイアス電力でエッチング深さを制御しようとした時、高周波バイアス電力を所定の値より大きくし過ぎると、マスク材にダメージを与えてしまい、加工形状が所望の形状にならない等の弊害が発生する場合がある。
【0012】
一方、上記のパラメータの制御範囲は、プロセス性能的な制約だけでなく、ハードウェアの制約もある。例えば、ガス流量を制御するマスフローコントローラの場合は、各々のフルスケール(最大流量)の約5〜100%の範囲が制御範囲となる。したがって、この範囲を超えたガス流量には制御できないことになる。
【0013】
このようなことから、Run-to-Run制御においては、レシピの補正量に上限および下限を設けてその範囲外では制御を行わないようにしている。そして、通常、レシピの補正量が範囲外となる場合は制御エラーとしてプラズマ処理を停止している。しかし、このプラズマ処理停止は、プラズマ処理装置の稼働率を大きく低下させるため、プラズマ処理停止を低減、抑制できるRun-to-Run制御が求められる。
【0014】
本発明は、このような課題に鑑みてなされたものであり、装置稼働率を低下させることなく安定したプロセス性能結果が得られるRun-to-Run制御によりプラズマ処理を行うことができるプラズマ処理装置およびプラズマ処理方法を提供する。
【課題を解決するための手段】
【0015】
本発明は、プラズマ処理を行うプラズマ処理室と、前記プラズマ処理室内の状態をモニタするプロセスモニタと、プラズマ処理条件を構成するパラメータを制御するアクチュエータと、前記プロセスモニタによりモニタされたプロセスモニタ値と前記プロセスモニタの目標値との偏差および予め取得された、プロセスモニタ値と前記パラメータである操作変数との相関関係を用いて前記操作変数の補正量を算出するN+1個の補正量計算ユニットと、N番目の操作変数の次に優先度の高い操作変数を追加するN個の操作変数追加ユニットとを備え、N番目の操作変数追加ユニットは、N+1番目の補正量計算ユニットにより算出された補正量により前記N+1番目の操作変数が限界値を超えない場合、前記N+1番目の補正量計算ユニットにより算出された補正量をN+1番目の操作変数の補正量とすることを特徴とするプラズマ処理装置である。
【0016】
また、本発明は、プラズマ処理を行うプラズマ処理室と、前記プラズマ処理室内の状態をモニタするプロセスモニタと、プラズマ処理条件を構成するパラメータを制御するアクチュエータとを備えるプラズマ処理装置を用いてRun-to-Run制御により試料をプラズマ処理するプラズマ処理方法において、前記プロセスモニタによりモニタされたプロセスモニタ値と前記プロセスモニタの目標値との偏差および予め取得された、プロセスモニタ値と前記パラメータである操作変数との相関関係を用いて前記操作変数の補正量を算出するN+1個の補正量計算ユニットと、N番目の操作変数の次に優先度の高い操作変数を追加するN個の操作変数追加ユニットとを備え、N番目の操作変数追加ユニットよって、N+1番目の補正量計算ユニットにより算出された補正量により前記N+1番目の操作変数が限界値を超えない場合、前記N+1番目の補正量計算ユニットにより算出された補正量をN+1番目の操作変数の補正量としてRun-to-Run制御を行うことを特徴とするプラズマ処理方法である。
【発明の効果】
【0017】
本発明は、以上の構成を備えるため、装置稼働率を低下させることなく安定したプロセス性能結果が得られるRun-to-Run制御によりプラズマ処理を行うことができる。
【図面の簡単な説明】
【0018】
【図1】本発明の実施形態に係るプラズマ処理装置の概要を示す図である。
【図2】プラズマエッチングによるウェハのプラズマ処理結果を示す図である。
【図3】エッチング深さの経時変化を示す図である。
【図4】第一の操作変数である高周波バイアス電力とエッチング結果との相関関係を示す図である。
【図5】第二の操作変数である酸素(O2)ガスの流量とエッチング結果との相関関係を示す図である。
【図6】プロセスモニタ値とエッチング結果との相関関係を示す図である。
【図7】Run-to-Run制御によりプロセスモニタ値が目標値に制御された結果を示す図である。
【図8】Run-to-Run制御による第一の操作変数の補正量を時系列に示した図である。
【図9】第二の操作変数を追加してRun-to-Run制御が継続された場合の高周波バイアス電力の補正量を時系列に示した図である。
【図10】第二の操作変数を追加してRun-to-Run制御が継続された場合の酸素(O2)ガスの流量の補正量を時系列に示した図である。
【図11】本発明のRun-to-Run制御のフローを示す図である。
【発明を実施するための形態】
【0019】
本発明を実施するための最良の形態として、プラズマエッチング装置でのRun-to-Run制御を行う形態について図を参照しながら以下説明する。
【0020】
プラズマエッチング処理のプロセスは、シリコン材のエッチング、絶縁材のエッチング等の被エッチング材によって様々なプロセスが存在する。本実施例では、シリコン窒化膜のエッチングを例に説明する。
【0021】
図2にシリコン窒化膜のエッチングの簡単な例を示す。シリコン窒化膜のエッチングプロセスは、マスク材101をマスクとしてシリコン窒化膜100をエッチングするプロセスである。また、シリコン窒化膜をエッチングするためのガスとしては、例えば、表1に示すようなフッ化メチルガス(CH3Fガス)と酸素ガス(O2ガス)との混合ガスを用いるプロセスがある。なお、エッチング性能の良し悪しを評価する指標としては、エッチング深さ102や加工寸法103であるCD(critical dimension)等が挙げられる。プラズマエッチング装置では、プラズマエッチング処理室に搬入された試料が所望のCD値およびエッチング深さの形状にエッチングされ、プラズマエッチング処理毎に所望のエッチングレート及びCD値が安定的に得られることが必要となる。
【0022】
【表1】
【0023】
プラズマ処理装置では、プラズマエッチング装置に限らず、処理条件であるレシピを使ってプラズマ処理が行われる。また、レシピは、通常、複数のパラメータで構成される。プラズマエッチング装置であれば、例えば、表1に示すようなガス流量、処理圧力、プラズマ生成用電力、高周波バイアス電力、処理時間等がパラメータとなる。
【0024】
通常、プラズマ処理装置では、処理工程毎に1つのレシピを適用する。つまり、処理されるウェハの仕様が同じであれば、毎回同じレシピを適用し、プラズマ処理を行うことになる。
【0025】
しかし、例えばプラズマエッチング装置では、試料であるウェハとエッチング用ガスとの反応生成物のプラズマ処理室内壁への堆積、プラズマ処理室内の部品の温度変化、プラズマ処理室内の部品の消耗によって、プラズマ処理室内の環境がウェハの処理枚数と共に変化する。近年、半導体装置の微細化に伴い、プラズマ処理条件のマージンが小さくなってきており、上記のプラズマ処理室内の環境変動が、プラズマ処理結果に少なからず影響を及ぼしている。このプラズマ処理室内の環境変動は、プラズマエッチング装置に限ったことではなく、プラズマ処理装置全般に同様のことが言える。
【0026】
図3は、図2で示したシリコン窒化膜のエッチングプロセスにおいて、エッチング結果の善し悪しを表す指標の一つであるエッチング深さ102の値をウェハ処理毎に時系列でプロットした図である。図3では、ウェハの処理枚数を増加させる毎に、25枚のウェハの集まりであるロット内では、エッチング深さ102がロット内の変動200で示した方向およびロット間の変動201で示した方向へ変動している。
【0027】
これは、プラズマエッチング処理室内の環境の経時的な変動がエッチング結果に影響を及ぼした例である。なお、ロット内の変動200がロット処理毎にリセットされるのは、ロット処理開始前に、例えばプラズマクリーニング等の前処理を行ってプラズマエッチング処理室の環境をある程度リセットしているためである。
【0028】
ロット内の変動200およびロット間の変動201は、半導体装置の不良となる特性異常を発生させたり、後工程での処理異常を誘発する場合もあるため、避けなければならない課題である。
【0029】
このため、予め設定されたレシピでロット内のウェハを全てプラズマ処理し続けるのではなく、プラズマ処理状態をモニタしながらウェハ毎にレシピをダイナミックに補正していくRun-to-Run制御が適用される。
【0030】
本実施例では、レシピの補正量が制御範囲外になる場合において、制御エラーとしてプラズマ処理を停止することなく、安定したプロセス性能結果が得られるRun-to-Run制御を行うことができるプラズマ処理装置を説明する。
【0031】
図1は、本発明の実施形態に係るRun-to-Run制御システムを有するプラズマ処理装置の概要を示す図である。
【0032】
プラズマ処理装置は、試料台315に載置された試料であるウェハ301をプラズマ処理するプラズマ処理室300と、レシピを構成するそれぞれのパラメータを制御するアクチュエータ302と、プラズマ処理室300内の状態をモニタするプロセスモニタ303と、プラズマ処理室300内に搬入されたウェハ301にRun-to-Run制御によるプラズマ処理を行うための制御を行う制御装置308とを備える。
【0033】
アクチュエータ302は、プラズマ処理室300内に供給するガスの流量を制御するマスフローコントローラ(図示せず)と、プラズマ処理室300内にプラズマ生成用の高周波電力を供給するプラズマ生成用電源(図示せず)と、試料台315に高周波バイアス電力を供給する高周波バイアス電源(図示せず)と、プラズマ処理室300内の圧力を制御する圧力制御用バルブ(図示せず)とを有する。
【0034】
プロセスモニタ303としては、例えば、上記マスフローコントローラからプラズマ処理室300内に供給されるガスの流量を検出するモニタ、プラズマ生成のためにプラズマ処理室300内に供給される高周波電力の進行波及び反射波を検出する検出器等がある。また、プラズマ処理室300内で生成されたプラズマの発光のスペクトルを解析する発光分光モニタ(Optical Emission Spectroscopy:OES)、プラズマ処理室300内で生成されたプラズマのプラズマ粒子の質量を分析する4重極質量分析装置(Quadrupole Mass Spectrometry:QMS)等もプロセスモニタ303に含まれる。
【0035】
プラズマエッチング処理対象のウェハ301は、搬送手段(図示せず)によりウェハカセット304からプラズマ処理室300内に搬入され、プラズマ処理室300内でレシピと呼ばれるプラズマ処理条件を使ってプラズマエッチング処理が実行される。プラズマエッチング処理が完了したら、ウェハ301は、搬送手段(図示せず)によりプラズマ処理室300から搬出されてウェハカセット305へ収納され、次のウェハがウェハカセット304からプラズマ処理室300内に搬入されてプラズマエッチング処理される。このような処理がウェハカセット304内のウェハが全てプラズマエッチング処理されるまで繰り返される。
【0036】
しかし、上述したようにウェハカセット304内の全てのウェハを同一のレシピでプラズマエッチング処理を続けると図3に示したような経時変化が発生する場合がある。このため、Run-to-Run制御が適用されるが、Run-to-Run制御を行うには、まず、制御対象、本実施例ではエッチング深さに対して制御性が良い操作変数(パラメータ)を決定する必要がある。尚、操作変数は、候補となるパラメータと制御対象の値との相関関係を予め求め、予め求められた相関関係から制御対象に最適なパラメータを操作変数として決定される。
【0037】
例えば、パラメータの1つである高周波バイアス電力とエッチング深さ102との関係が図4のように強い相関があった場合は、Run-to-Run制御のための操作変数の候補となり得る。
【0038】
さらに、別のパラメータ、例えば、表1に示すシリコン窒化膜のエッチングにおけるレシピのパラメータの1つである酸素(O2)ガスの流量とエッチング深さ102との関係が図5のように強い相関がある場合には、酸素(O2)ガスの流量もRun-to-Run制御のための操作変数の候補となり得る。
【0039】
このように操作変数の複数候補がある場合は、制御対象であるエッチング深さ102と操作変数の複数候補のそれぞれとの相関の強さによって操作変数の複数候補に優先度をつける。例えば、回帰直線へのあてはまり具合を表す相関係数(R2)が大きい値となっている高周波バイアス電力を第一の操作変数、酸素(O2)ガスの流量を第二の操作変数という優先順位のつけ方でも良い。
【0040】
あるいは、高周波バイアス電力は、エッチング深さ102のみを制御できるが、酸素(O2)ガスの流量は、エッチング深さ102だけでなく、加工寸法103であるCDにも多少の影響を与えることが分かっている場合は、上記の相関係数にこの副作用分を考慮して、第一の操作変数として高周波バイアス電力、第二の操作変数として酸素(O2)ガスの流量という優先順位のつけ方でも良い。
【0041】
さらに、ウェハ処理毎のRun-to-Run制御を行うには、ウェハ毎にエッチング結果を計測する必要がある。本実施例でのエッチング結果はエッチング深さ102である。しかし、エッチング深さ102を計測するためには、Optical Critical Dimension(OCD)で代表される光学的な計測装置やその他の測定機へウェハを搬送して計測しなければならない。しかし、ウェハ処理毎のRun-to-Run制御を行うためには、エッチング処理直後にエッチング結果を把握する必要がある。
【0042】
そこで、エッチング結果を直接的に計測するのではなく、プラズマ発光等、プラズマ処理中にモニタできる情報を利用して処理状態を推測する方法を用いる。プロセスモニタ値とプラズマ処理結果との間に相関関係があれば、プラズマ処理結果をモニタ値で代替することができることになる。
【0043】
例えば、エッチング深さ102とプロセスモニタ値との間に図6のような相関関係がある場合は、プロセスモニタ値は、エッチング深さを間接的に計測していると言える。ここでのプロセスモニタ値としては、シリコン窒化膜のエッチングの反応生成物であるCNの発光強度(波長:385nmの発光強度)等が用いられる。本実施例では、この発光強度をプロセスモニタとして用いることにした。そして、このプロセスモニタ値とプラズマ処理結果との相関関係からRun-to-Run制御におけるプロセスモニタ値の目標値306を予め決定しておく。
【0044】
図1において、上述のように決定されたプロセスモニタ303の値がウェハ処理毎に取得され、予め設定されたプロセスモニタ値の目標値306との差分が第一の補正量計算ユニット307にて計算される。続いて、この計算された差分が予め第一の補正量計算ユニット307に格納されている、操作変数とプロセスモニタとの相関関係を用いて操作変数の補正量が第一の補正量計算ユニット307において計算される。この第一の補正量計算ユニット307で計算された補正量は、制御装置308に入力され、予め設定されている次ウェハのレシピの操作変数に対応するパラメータにこの補正量が加算される。
【0045】
次に、制御装置308は、上記のように補正されたレシピをアクチュエータ302に送り、補正されたレシピに従い、次のウェハのエッチング処理が実行される。
【0046】
ここで、第一の操作変数である高周波バイアス電力のみでRun-to-Run制御を実行した場合のプロセスモニタにおけるウェハ処理毎の値を時系列にプロットした例が図7である。また、第一の操作変数である高周波バイアス電力のみでRun-to-Run制御を実行した場合の高周波バイアス電力におけるウェハ処理毎の値を時系列にプロットした例が図8である。
【0047】
図7ではプロセスモニタ値がプロセスモニタ値の目標値306になるように制御されていることがわかる。また、図8では操作変数である高周波バイアス電力がウェハ処理枚数とともに補正されていることがわかる。
【0048】
本実施例において第一の操作変数とした高周波バイアス電力は、高周波バイアス電力値が高すぎると、シリコン窒化膜のエッチング中にマスク材101にダメージを与えてしまい、所望のエッチング形状を得ることが困難になる。このため、本実施例の高周波バイアス電力では、図8に示すように高周波バイアス電力の上限値が高周波バイアス電力の上限値800に設定され、高周波バイアス電力が高周波バイアス電力の上限値800を越えるような補正は行われないようになっている。つまり、予め設定されている操作変数の上限値および下限値を操作変数が超えないように操作変数の補正量の制御範囲が定められている。
【0049】
このように第一の補正量計算ユニット307により計算された第一の操作変数の補正量が制御範囲を超える場合の本発明のRun-to-Run制御では、第一の操作変数の補正量を制御範囲の上限値または下限値としたまま、第二の操作変数の補正量を算出し、Run-to-Run制御を行う。
【0050】
つまり、第一の補正量計算ユニット307により計算された第一の操作変数の補正量が制御範囲を超えた場合、その第一の操作変数の補正量を制御範囲の上限値または下限値に設定し、第一の操作変数追加判断ユニット309にて追加できる操作変数があるかどうかを判断する。本実施例では、上述した通り、酸素(O2)ガスの流量を第二の操作変数としていたため、第一の操作変数追加判断ユニット309は、酸素(O2)ガスの流量を第二の操作変数として追加し、第二の補正量計算ユニット310により酸素(O2)ガスの流量の補正量を計算する。第二の補正量計算ユニット310にて計算された酸素(O2)ガスの流量の補正量は、制御装置308に入力され、予め設定されている次ウェハのレシピの酸素(O2)ガスの流量値に加算され、補正された次ウェハのレシピに基づいて次ウェハのエッチング処理が実行される。
【0051】
なお、本実施例と違って第二の操作変数が無い場合は、第一の操作変数追加判断ユニット309は、第一の操作変数と異なる操作変数による追加の制御を行わず、制御エラーとしてプラズマ処理を停止する(311)。
【0052】
上述した第二の操作変数を追加してRun-to-Run制御が継続される場合の、第一の操作変数と第二の操作変数の補正の挙動をそれぞれ、図9、図10に示す。
【0053】
第二の操作変数を追加してRun-to-Run制御が継続された場合の、第一の操作変数である高周波バイアス電力の補正量を時系列に示したグラフを図9に示す。高周波バイアス電力の上限値800を超える処理枚数である処理枚数802までは、高周波バイアス電力による補正が行われているが、高周波バイアス電力の上限値800を超える処理枚数である処理枚数802以降では高周波バイアス電力が高周波バイアス電力の上限値800以上になるような補正が行われていないことがわかる。
【0054】
一方、図10から高周波バイアス電力の上限値800を超える処理枚数である処理枚数802までは、酸素(O2)ガスの流量が酸素(O2)ガスの流量801と一定のままで酸素(O2)ガスの流量の補正が行われず、高周波バイアス電力の上限値800を超える処理枚数である処理枚数802以降から第一の操作変数である高周波バイアス電力の代わりに第二の操作変数である酸素(O2)ガスの流量による補正が行われていることがわかる。
【0055】
このように、本発明のRun-to-Run制御を行うことにより、処理枚数が増加しても高周波バイアス電力値の増加によるマスク材101へのダメージを抑制するとともに安定した所望のプロセス性能結果を得ることができる。つまり、本発明のRun-to-Run制御システムでは、第一の操作変数により制御できない範囲を、第二の操作変数で補完して制御することができる。
【0056】
さらに、第二の操作変数でも制御範囲を超える場合は第三の操作変数を追加してもよい。例えば、第二の補正量計算ユニット310により計算された第二の操作変数の補正量が制御範囲を超えた場合、その第二の操作変数の補正量を制御範囲の上限値または下限値に設定し、第二の操作変数追加判断ユニット312により第三の操作変数が追加可能どうかを判定する。第三の操作変数の追加が可能な場合は、第三の補正量計算ユニット313により第三の操作変数の補正量を計算する。
【0057】
次に、第三の補正量計算ユニット313にて計算された第三の操作変数の補正量は、制御装置308に入力され、予め設定されている次ウェハのレシピの第三の操作変数に該当するパラメータの値に加算され、補正された次ウェハのレシピに基づいて次ウェハのエッチング処理が実行される。なお、第三の操作変数が無い場合、第二の操作変数追加判断ユニット312は、第一の操作変数および第二の操作変数と異なる操作変数による追加の制御を行わず、制御エラーとしてプラズマ処理を停止する(314)。
【0058】
次に上述した本発明のRun-to-Run制御のフローを図11を参照しながら説明する。
【0059】
ステップ700は、本発明に係るプラズマ処理装置のRun-to-Run制御の開始点、あるいは、プラズマクリーニング等を行いプラズマ処理室300内の環境状態を初期状態にリセットしたRun-to-Run制御の再開始点とする。
【0060】
ステップ701において当該プラズマ処理がRun-to-Run制御の対象となるプラズマ処理かどうかを判断し、Run-to-Run制御の対象のプラズマ処理であればY(Yes)の処理、Run-to-Run制御の対象のプラズマ処理でなければN(No)の処理に移行する。基本的にRun-to-Run制御は、対象となるプラズマ処理のみに適用される。
【0061】
例えば、Run-to-Run制御の対象となるプラズマ処理が製品ウェハのプラズマ処理の場合、製品ウェハのプラズマ処理の間にプラズマ処理されるプラズマクリーニング等はRun-to-Run制御の対象外となり、Run-to-Run制御の対象外のプラズマ処理ではレシピの補正は行われない。なお、Run-to-Run制御の対象外となった場合はフローチャートの通り、次のプラズマ処理へ移行する。
【0062】
ステップ702において前回のステップ717で作成された補正レシピに基づいてプロセス処理を実行する。今回のステップ702の処理がステップ700から開始した最初の処理で、前回のステップ717の処理が行われていない場合は、予め設定された補正されていないレシピによりプラズマ処理を実行する。また、ステップ703において、実行されたプラズマ処理に用いたレシピの補正量などの履歴を保持しておく。
【0063】
次に、ステップ704において、プラズマ処理中のプラズマ処理室300内の状態をモニタしたプロセスモニタ値を取得する。プロセスモニタ値は、例えば、プラズマ処理中に取得される特定波長毎のプラズマ発光強度、あるいは複数の波長のプラズマ発光強度の比などでもよい。
【0064】
ステップ705においては、ステップ704で取得されたプロセスモニタ値と予め設定されている目標値との偏差を算出する。
【0065】
ステップ706においては、ステップ705で算出された偏差と、予め取得された第一の操作変数とプロセスモニタ値との相関関係を用いて、第一の操作変数の補正量を算出する。
【0066】
次に、ステップ707において、ステップ706で算出された補正量を次ウェハのレシピの第一の操作変数に該当するパラメータに適用する場合、ステップ706で算出された補正値により第一の操作変数が第一の操作変数の限界値を超えないかどうかを判断する。限界値とは、プロセス処理結果に悪影響を与える、レシピのパラメータである当該操作変数の閾値である。つまり、限界値とは、レシピのパラメータの上限値または、下限値のことである。また、上記の上限値または下限値は、プロセス処理結果に基づいて規定された値であるが、アクチュエータ302のハード面から規定される場合もある。
【0067】
ステップ707において、ステップ706で算出された補正量により第一の操作変数の限界値を超えないかどうかを判断し、超えない場合は、Y(Yes)の処理に移行し、ステップ708において、第一の操作変数の補正量は、ステップ706で算出された補正量とし、第二の操作変数以降の操作変数があれば、第二の操作変数以降の操作変数の補正量は0とする。
【0068】
つまり、ステップ706で算出された補正値によりレシピを補正しても第一の操作変数が限界値を超えない場合は、第一の操作変数のみで制御対象の制御が可能であるため、第二の操作変数以降の操作変数に該当するパラメータは、予め設定されたレシピ通りのままである。
【0069】
そして、ステップ707において、ステップ706で算出された補正値により第一の操作変数が第一の操作変数の限界値を超える場合はN(No)の処理に移行する。次に、ステップ709において、第一の操作変数の補正量は、第一の操作変数が限界値となる補正量とする。これは、第一の操作変数が限界値を超えてしまうとプラズマ処理結果に悪影響を及ぼすため、第一の操作変数の補正量は限界値を超えない補正量とする必要があるからである。また、第一の操作変数の補正量は、第一の操作変数が限界値となる補正量以下であればよい。但し、この場合は、第二の操作変数以降の操作変数の補正量がそれぞれの操作変数の補正量の制御範囲を超えない必要がある。
【0070】
次に、ステップ710において、第二の操作変数が存在するかどうかを判断する。これは、予め複数の操作変数のそれぞれと制御対象であるプロセス処理結果との相関関係を調べておき、制御可能な操作変数を選定しておく。本実施例での操作変数の選定の基準は、それぞれの操作変数とプロセス処理結果との相関関係の強さとした。また、操作変数を複数選定した場合は、それぞれの操作変数に優先度をつけて、優先度の高い操作変数から補正量を算出する。本実施例でのそれぞれの操作変数の優先度は、それぞれの操作変数とプロセス処理結果との相関関係の強さにより決めた。
【0071】
ステップ710において、第二の操作変数が存在しない場合はN(No)の処理に移行し、ステップ711にてRun-to-Run制御はエラーとしてプラズマ処理を停止する。あるいは、第二の操作変数の補正量は、0のままで、第一の操作変数の補正量を第一の操作変数が限界値となる補正量にしてプラズマ処理を継続してもよい。この場合、通常、第一の操作変数が限界値に留まっているため、プロセスモニタ値が目標値へと収束していかない。しかし、処理枚数の増加とともに変動するプラズマ処理室300内の部品の温度等の影響により、プロセスモニタ値が徐々に目標値へ近づく場合があるため、この場合は、第一の操作変数の補正量を第一の操作変数が限界値となる補正量にしても処理を継続することは可能となる。
【0072】
そして、ステップ710において、第二の操作変数が存在する場合はY(Yes)の処理に移行する。次に、ステップ712において、第一の操作変数の補正量を第一の操作変数が限界値となる補正量の場合のプロセスモニタ値と目標値との偏差を算出する。
【0073】
続いて、ステップ713において、ステップ712により算出された偏差と事前に取得された第二の操作変数とプロセスモニタ値との相関関係を用いて、第二の操作変数の補正量を算出する。
【0074】
次に、ステップ714において、ステップ713により算出された第二の操作変数の補正量を次ウェハのレシピの第二の操作変数に該当するパラメータに適用する場合、第二の操作変数の補正量により第二の操作変数が限界値を超えないかどうかを判断する。限界値を超えない場合はY(Yes)の処理に移行し、ステップ715において、第二の操作変数の補正量は、ステップ713により算出された補正量とし、第三の操作変数以降の操作変数があれば、第三の操作変数以降の操作変数の補正量を0とする。
【0075】
そして、ステップ714において、第二の操作変数の補正量により第二の操作変数が限界値以上となる場合は、N(No)の処理であるステップ716に移行する。
【0076】
ステップ716の「A」は、ステップ709〜716で記述した「第一の操作変数」を「第二の操作変数」、「第二の操作変数」を「第三の操作変数」、「第三の操作変数」を「第四の操作変数」とそれぞれ置き換えたステップ709〜716のことである。さらに、この「A」は自らのステップ716を含んだ再帰的なステップ処理となっており、以降、「第Nの操作変数」を「第N+1の操作変数」と置き換えることを意味する。つまり、本発明のRun-to-Run制御では、第N+1の操作変数まで適用したRun-to-Run制御が可能である。
【0077】
ステップ717においては、前ステップまでに算出された、あるいは、0とされた第一の操作変数から第N+1の操作変数のそれぞれの補正量を、Run-to-Run制御対象のプラズマ処理のレシピにおけるそれぞれの操作変数に該当するパラメータに適用して補正レシピを作成する。この時、ステップ703で記録された過去のそれぞれの操作変数の補正量も参照され、今回の補正レシピが決定される。この補正レシピは、次回のステップ702が処理されるまで保持される。
【0078】
以上の各ステップを繰り返しながらRun-to-Run制御が繰り返し実行される。
【0079】
また、ステップ718において、制御エラーとしてプラズマ処理が停止、プラズマ処理装置の何らかの異常によりプラズマ処理装置が停止、または、所定枚数のウェハのプラズマ処理が完了した時にRun-to-Run制御が終了する。
【0080】
以上、上述した本発明のRun-to-Run制御のフローに基づいたRun-to-Run制御を制御装置308が行う。このため、本発明は、制御エラーを極力発生させずに継続してRun-to-Run制御を実行でき、プラズマ処理装置の稼働率を低下させることなく安定した所望のプロセス性能結果を得ることができる。
【0081】
本実施例は、プラズマ処理として、プラズマエッチングの例であったが、プラズマスパッタ、プラズマCVD(plasma-enhanced chemical vapor deposition)等の成膜、プラズマアッシング等の他のプラズマ処理でも本発明のRun-to-Run制御を適用できる。
【符号の説明】
【0082】
100 シリコン窒化膜
101 マスク材
102 エッチング深さ
103 加工寸法
200 ロット内の変動
201 ロット間の変動
300 プラズマ処理室
301 ウェハ
302 アクチュエータ
303 プロセスモニタ
304、305 ウェハカセット
306 目標値
307 第一の補正量計算ユニット
308 制御装置
309 第一の操作変数追加判断ユニット
310 第二の補正量計算ユニット
312 第二の操作変数追加判断ユニット
313 第三の補正量計算ユニット
315 試料台
800 高周波バイアス電力の上限値
801 酸素(O2)ガスの流量
802 高周波バイアス電力の上限値800を超える処理枚数である処理枚数
【特許請求の範囲】
【請求項1】
プラズマ処理を行うプラズマ処理室と、
前記プラズマ処理室内の状態をモニタするプロセスモニタと、
プラズマ処理条件を構成するパラメータを制御するアクチュエータと、
前記プロセスモニタによりモニタされたプロセスモニタ値と前記プロセスモニタの目標値との偏差および予め取得された、プロセスモニタ値と前記パラメータである操作変数との相関関係を用いて前記操作変数の補正量を算出するN+1個の補正量計算ユニットと、
N番目の操作変数の次に優先度の高い操作変数を追加するN個の操作変数追加ユニットとを備え、
N番目の操作変数追加ユニットは、N+1番目の補正量計算ユニットにより算出された補正量により前記N+1番目の操作変数が限界値を超えない場合、前記N+1番目の補正量計算ユニットにより算出された補正量をN+1番目の操作変数の補正量とすることを特徴とするプラズマ処理装置。
【請求項2】
請求項1記載のプラズマ処理装置において、
前記N番目の操作変数追加ユニットは、さらにN番目の操作変数の補正量をN番目の操作変数の限界値となる補正量とすることを特徴とするプラズマ処理装置。
【請求項3】
請求項1記載のプラズマ処理装置において、
前記補正量計算ユニットは、2個であることを特徴とするプラズマ処理方法。
【請求項4】
請求項1記載のプラズマ処理装置において、
前記操作変数の一つは、プラズマ生成用ガスの流量であることを特徴とするプラズマ処理装置。
【請求項5】
プラズマ処理を行うプラズマ処理室と、前記プラズマ処理室内の状態をモニタするプロセスモニタと、プラズマ処理条件を構成するパラメータを制御するアクチュエータとを備えるプラズマ処理装置を用いてRun-to-Run制御により試料をプラズマ処理するプラズマ処理方法において、
前記プロセスモニタによりモニタされたプロセスモニタ値と前記プロセスモニタの目標値との偏差および予め取得された、プロセスモニタ値と前記パラメータである操作変数との相関関係を用いて前記操作変数の補正量を算出するN+1個の補正量計算ユニットと、
N番目の操作変数の次に優先度の高い操作変数を追加するN個の操作変数追加ユニットとを備え、
N番目の操作変数追加ユニットよって、N+1番目の補正量計算ユニットにより算出された補正量により前記N+1番目の操作変数が限界値を超えない場合、前記N+1番目の補正量計算ユニットにより算出された補正量をN+1番目の操作変数の補正量としてRun-to-Run制御を行うことを特徴とするプラズマ処理方法。
【請求項1】
プラズマ処理を行うプラズマ処理室と、
前記プラズマ処理室内の状態をモニタするプロセスモニタと、
プラズマ処理条件を構成するパラメータを制御するアクチュエータと、
前記プロセスモニタによりモニタされたプロセスモニタ値と前記プロセスモニタの目標値との偏差および予め取得された、プロセスモニタ値と前記パラメータである操作変数との相関関係を用いて前記操作変数の補正量を算出するN+1個の補正量計算ユニットと、
N番目の操作変数の次に優先度の高い操作変数を追加するN個の操作変数追加ユニットとを備え、
N番目の操作変数追加ユニットは、N+1番目の補正量計算ユニットにより算出された補正量により前記N+1番目の操作変数が限界値を超えない場合、前記N+1番目の補正量計算ユニットにより算出された補正量をN+1番目の操作変数の補正量とすることを特徴とするプラズマ処理装置。
【請求項2】
請求項1記載のプラズマ処理装置において、
前記N番目の操作変数追加ユニットは、さらにN番目の操作変数の補正量をN番目の操作変数の限界値となる補正量とすることを特徴とするプラズマ処理装置。
【請求項3】
請求項1記載のプラズマ処理装置において、
前記補正量計算ユニットは、2個であることを特徴とするプラズマ処理方法。
【請求項4】
請求項1記載のプラズマ処理装置において、
前記操作変数の一つは、プラズマ生成用ガスの流量であることを特徴とするプラズマ処理装置。
【請求項5】
プラズマ処理を行うプラズマ処理室と、前記プラズマ処理室内の状態をモニタするプロセスモニタと、プラズマ処理条件を構成するパラメータを制御するアクチュエータとを備えるプラズマ処理装置を用いてRun-to-Run制御により試料をプラズマ処理するプラズマ処理方法において、
前記プロセスモニタによりモニタされたプロセスモニタ値と前記プロセスモニタの目標値との偏差および予め取得された、プロセスモニタ値と前記パラメータである操作変数との相関関係を用いて前記操作変数の補正量を算出するN+1個の補正量計算ユニットと、
N番目の操作変数の次に優先度の高い操作変数を追加するN個の操作変数追加ユニットとを備え、
N番目の操作変数追加ユニットよって、N+1番目の補正量計算ユニットにより算出された補正量により前記N+1番目の操作変数が限界値を超えない場合、前記N+1番目の補正量計算ユニットにより算出された補正量をN+1番目の操作変数の補正量としてRun-to-Run制御を行うことを特徴とするプラズマ処理方法。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【公開番号】特開2013−105923(P2013−105923A)
【公開日】平成25年5月30日(2013.5.30)
【国際特許分類】
【出願番号】特願2011−249242(P2011−249242)
【出願日】平成23年11月15日(2011.11.15)
【出願人】(501387839)株式会社日立ハイテクノロジーズ (4,325)
【Fターム(参考)】
【公開日】平成25年5月30日(2013.5.30)
【国際特許分類】
【出願日】平成23年11月15日(2011.11.15)
【出願人】(501387839)株式会社日立ハイテクノロジーズ (4,325)
【Fターム(参考)】
[ Back to top ]